Item : HP / IP / LP (3종 3기)
53
W.O : ULP-WO-20-047 Project : BARRY 8 PJT Item : HP / IP / LP (3종 3기) 납기일 : 2021-10-02 배포일자 : 2021-09-01 배포수량 : * 도면 외부 반출 금지 & 도면 좌대 정위치 정리 * 설계 담당자 : 이상운 차장 내선 : 9573 * 생산 담당자 : 김현진 차장 내선 : 9564 * 품질 담당자 : 박완희 과장 내선 : 9588
Transcript of Item : HP / IP / LP (3종 3기)

W.O : ULP-WO-20-047
Project : BARRY 8 PJT
Item : HP / IP / LP (3종 3기)
납기일 : 2021-10-02
배포일자 : 2021-09-01
배포수량 :
* 도면 외부 반출 금지 & 도면 좌대 정위치 정리
* 설계 담당자 : 이상운 차장 내선 : 9573
* 생산 담당자 : 김현진 차장 내선 : 9564
* 품질 담당자 : 박완희 과장 내선 : 9588

<일일 작업 서약>ULP 상무 하재호
1. 최신 도면 확인
2. 용접 절차서 (WPS) 확인
3. 재질 확인 (HEAT NO.)
4. 용접봉 전류,전압 준수
5. 예열,후열 조건확인
6. 취부, 용접부 건전성 확보 (청결,무결함)
7. 임시 부착물 표시
8. 용접부 비드 폭 확인
9. 용접부 표면결함 확인
10. 작업장내 금연 [훼손금지]

1 of 2
하기 list된 [ ● ]도면 (drawing) [ ] 서 류 (document) [ ] 자 료(data)를
[ ]참 조 (reference) [ ● ] 작 업 (working)
용으로 배포합니다.
No. 0 1 2 3 4 5
1 02/04
2 02/04
3 02/04
4 02/04
5 02/04
6 02/04
7 02/04
8 02/04 05/15 06/17
9 04/01
10 04/01 0901
11 04/01
12 04/01 0901
13 04/01
14 04/01
15 04/01
16 04/01
17 02/04 06/17
18 02/04 06/17
19 02/04
20 02/04
21 02/04
[ ● ] 이 하 여 백 [ ] 뒷 장 계 속 배포자 : (인)
ULP-STD-ENG-DOC-001
A3 - 1C A3 - 1C A3 - 1C -
이 상운
배
포
처
MFG. Dept.(생산부)
Q.C Dept.(품질관리부)
P.M(PM부)
Q.A Dept.(품.보/생.기)
PUR. Dept(구매부)
-
A2- 2CA3-1C
A3 - 1C
IP V17531-ISND-0004 INTERMEDIATE PRESSURE STEAM DRUM NOZZLE DETAIL
IP V17531-ISND-0007 18"x24" MANWAY ASSEMBLY FOR INTERMEDIATE PRESSURE STEAM DRUM
IP V17531-ISND-0002 INTERMEDIATE PRESSURE STEAM DRUM ASSEMBLY
IP V17531-ISND-0003 INTERMEDIATE PRESSURE STEAM DRUM WELDING DETAIL
HP V17531-HIND-0008 HP DRUM INTERNAL SUB ASSEMBLIES & DETAILS
IP V17531-ISND-0001 INTERMEDIATE PRESSURE STEAM DRUM HEAD & SHELL DETAILS
HP V17531-HIND-0006 HP DRUM INTERNAL SUB ASSEMBLIES & DETAILS
HP V17531-HIND-0007 HP DRUM INTERNAL SUB ASSEMBLIES & DETAILS
HP V17531-HIND-0004 HP DRUM INTERNAL SUB ASSEMBLIES & DETAILS
HP V17531-HIND-0005 HP DRUM INTERNAL DETAILS
HP V17531-HIND-0002 HP DRUM INTERNAL SECTION "B","C" & "D"
HP V17531-HIND-0003 HP DRUM INTERNAL SUB ASSEMBLIES & DETAILS
HP V17531-SDND-0010 HP STEAM DRUM NON-PRESSURE ATTACHMENT
HP V17531-HIND-0001 HP DRUM INTERNAL SECTION "A"
HP V17531-SDND-0008 EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR HIGH PRESSURE
HP V17531-SDND-0009 INTERNAL DAVIT FOR 18" x 24" MANWAY FOR HIGH PRESSURE STEAM DRUM
HP V17531-SDND-0004 HIGH PRESSURE STEAM DRUM NOZZLE DETAIL
HP V17531-SDND-0007 18"x24" MANWAY ASSEMBLY FOR HIGH PRESSURE STEAM DRUM
HP V17531-SDND-0002 HIGH PRESSURE STEAM DRUM ASSEMBLY
HP V17531-SDND-0003 HIGH PRESSURE STEAM DRUM WELDING DETAIL
Rev. Number
Item No, Dwg. No./Doc. No. D E S C R I P T I O N
HP V17531-SDND-0001 HIGH PRESSURE STEAM DRUM HEAD & SHELL DETAILS
ULP-WO-20-047 BARRY 8 VOGT S.U. Lee J. Y. Jeon S.G.Sung
W/O No. Project Name CustomerPrep'd Chk'd Appr'd
(공 사 번 호) (공 사 명) (고 객)
DWG/DOC. DISTRIBUTION SHEETDoc. No. 20047-DS-05
Page
ULP CO., LTD. (도면/서류 배부 대장)Issue
01-Sep-21Data

2 of 2
No. 0 1 2 3 4 5
22 02/04
23 02/04 05/15
24 02/04 05/15 06/17
25 04/01
26 04/01
27 04/01
28 04/01
29 04/01
30 02/04 06/17
31 02/04 04/01 05/15
32 02/04 04/01 05/15
33 02/04 04/01 05/15 06/17
34 02/04
35 02/04
36 02/04 06/17
37 02/04
38 02/04
39 04/01
40 04/01
41 04/01
42 04/01
43 04/01
44 06/17
44 09/01ALL V17531-EBND-0251 STEAM DRUM MANWAY GASKET INSTALLATION
ALL V17531-SPND-0002 Shipping Clearance
- BLANK -
LP V17531-LIND-0004 LP DRUM INTERNAL DETAILS
LP V17531-LIND-0005 LP DRUM INTERNAL SUB-ASSEMBLIES & DETAILS
LP V17531-LIND-0002 LP INTERNAL SECTION "B" & C
LP V17531-LIND-0003 LP INTERNAL SUB-ASSEMBLIES & DETAILS
LP V17531-LSND-0011 LP STEAM DRUM NON-PRESSURE ATTACHMENT
LP V17531-LIND-0001 LP INTERNAL SECTION "A"
LP V17531-LSND-0009 INTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUM
LP V17531-LSND-0010 LP STEAM DRUM NON-PRESSURE ATTACHMENT
LP V17531-LSND-0007 18"x24" MANWAY ASSEMBLY FOR LP STEAM DRUM
LP V17531-LSND-0008 EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUM
LP V17531-LSND-0003 LOW PRESSURE STEAM DRUM WELDING DETAIL
LP V17531-LSND-0004 LOW PRESSURE STEAM DRUM NOZZLE DETAIL
LP V17531-LSND-0001 LOW PRESSURE STEAM DRUM HEAD & SHELL DETAILS
LP V17531-LSND-0002 LOW PRESSURE STEAM DRUM ASSEMBLY
IP V17531-IIND-0004 IP DRUM INTERNAL DETAILS
IP V17531-IIND-0005 IP DRUM INTERNAL DETAILS
IP V17531-IIND-0002 IP DRUM INTERNAL SECTION "B" & "C"
IP V17531-IIND-0003 IP DRUM INTERNAL DETAILS
IP V17531-ISND-0010 IP STEAM DRUM NON-PRESSURE ATTACHMENT
IP V17531-IIND-0001 IP DRUM INTERNAL SECTION "A"
IP V17531-ISND-0008 EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMEDIATE PRESSURE
IP V17531-ISND-0009 INTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMIDIATE PRESSURE STEAM DRUM
ULP CO., LTD. (도면/서류 배부 대장)Issue
01-Sep-21Data
Item No, Dwg. No./Doc. No. D E S C R I P T I O N
DWG/DOC. DISTRIBUTION SHEETDoc. No. 20047-DS-05
Page

W/O NO. : ULP-WO-20-047
Page : 1 of 1
Customer : VOGT Project name : BARRY 8 Delivery date : 2021. 10.02
생산 QC PM QA 구매
2C 1C 1C 1C 1C
1 2 O O O O O
2 2 O O O O O
3 3 O O O O O
4 0 O O O O O
5 1 O O O O O
6 1 O O O O O
설 계 변 경 통 보 서(Design changed Notice)ULP CO., LTD.
Issue For working 자재 재구매 No 제 작 완 료 No Cost impact No 개정 사유 고객 요청
S/No. Item No. DWG NO.Rev.
No.변 경 전 변 경 후
배부
첨부
HP V17531-HIND-0002 - Internal section 변경 (첨부 도면 참조) 도면 참조
HP V-17531-ISND-0002 -
IP V-17531-ISND-0010 - ANGLE HOLE SIZE 변경 (첨부 도면 참조) 도면 참조
IP V-17531-SDND-0010 - HP SUPPORT ANGLE 추가 표기. 도면 참조
LP V-17531-SPND-0002 - SHIPPING 도면 추가 도면 참조
HP V17531-HIND-0004 - Drawing No. 변경 도면 참조
ULP-STD-ENG-DOC-002
PRV INLET NOZZLE SIZE 변경 (첨부 도면 참조) 도면 참조
1~4 번사항 기존 반영 완료 되었으며, 5번 사항은 HP Internal section 업데이트 사항 임.
6번사항은 도면 numbering update 사항.


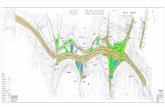
HP DRUM HEADSCALE: 1" = 1'-0"
HEAD TO SHELL DETAIL
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
B V17531-SDND-0001
3/8" = 1"
FOR RECORD 02
HIGH PRESSURE STEAM DRUM HEAD& SHELL DETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
06 05 04 03 02 METRIC THICKNESS DIMENSION 9-SEP-20 SD SEG DP01 GENERAL REVISION 17-AUG-20 SD SEG DP00 FIRST ISSUE 15-APR-20 SD SEG -- DP
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
GENERAL NOTES:
1. HEADS TO COMPLY WITH THE REQUIREMENTS OF THE 2019 EDITION OF THE ASME BOILER CODE SECTIONS I, II, V & IX. 2. LENGTH, WIDTH, AND NUMBER OF COURSE SECTIONS TO BE CALCULATED BY THE DRUM FABRICATOR. ROLLING/FORMING TOLERANCES HAVE NOT BEEN ADDED TO THE THICKNESS SHOWN. 3. MATERIAL TO COMPLY WITH THE REQUIREMENTS IN DOCUMENT V17531-EMNC-0003 VPI PLATE MATERIAL SPECIFICATION. HEMISPHERICAL HEAD MATERIAL: SA-299 Gr. B DRUM SHELL MATERIAL: SA-299 Gr. B 4. FABRICATOR TO DESIGN WELD PREP TO MATCH FABRICATOR'S WELDING PROCESS AND SUBMIT FOR APPROVAL. 5. (1) DRUMS REQUIRED TOTAL, (2) HEADS PER DRUM (2) HEADS REQUIRED TOTAL.5'-11"
[1803]
10"
[253
]
2'-2
78"
[683
] 3"[7
6.2]
MACHINE FLAT, TO BEBEVELED TO MATCH
FAB. WELD DETAIL(SEE NOTE 4)
INSIDE DIA. ATHEAD CUTBACK
MIN
. TH
K.
534"
[146
]5'
-11"
[180
3]
WE
LD S
EA
M
n6'-134"
[n1873]
n6'-434"
[n1949]SEE NOTE 4
45'-0" SHELL LENGTH[13716] WELD SEAM TO WELD SEAM
TA
NG
EN
TLI
NE
10"[253]
INSIDE DIA.(HOLD)
MEAN DIA.(REF.)
MIN
. TH
K.
SH
ELL
INS
IDE
DIA
.
R3'-078"
[R937]
INSIDERADIUS
71516"
[201]
1
3

FRONT VIEW
REAR VIEW
LEFT DRUM HEAD RIGHT DRUM HEAD
CONTOUR DETAILSCALE: NONE
-THD3000#12"TEMP. ELEMENT CONN. FOR INNER-WALL (WG-TT-2051, 2052)2301
-THD3000#12"TEMP. ELEMENT CONN. FOR MID-WALL (WG-TT-2050, 2053)2300
2 1 8"BWSCH 1602 1 2"CONTINUOUS BLOWDOWN (WB-PP-2750)1090
1 1316"SWSCH 801"LOWER LG / LT CONN. (WG-PP-2558, 2560, 2562, 2564, 2566)5080
2'-2 1 4"BWSCH 14014"FEEDWATER INLET (WB-PP-2572)1060
1"SW3000#1"DRUM VENT (WB-VN-2556)11313
16"SW3000#34"PI, PT (WG-PP-2550, 2554)212
3 1 4"BW1.625" WALL3"PRV INLETS (WG-PP-2552, 2553)211
4 7 8"BWSCH XXS6"TCA COOLER RETURN (WB-PP-2607)110
1 1 16"SW3000#1"UPPER LG / LT CONN. (WG-PP-2557, 2559, 2561, 2563, 2565)507
5 3 16"BWSCH 1606"HPEV 1 RISER (WB-PP-2584)805
8 1 2"BWSCH 16010"STEAM OUTLET TO HPSH (WB-PP-2591)604
1'-5 3 4"BW1.75" WALL12"HPEV 5-7 RISER COLLECTION (WB-HDR-2555)203
1'-2 5 8"BW1.75" WALL10"HPEV 2-4 RISER COLLECTION (WB-HDR-2554)802
2'-4"BWSCH 14020"DOWNCOMER (WB-PP-2575)201ELLIPTICAL---3 1 2" WALL18" x 24"MANWAY ASSEMBLY2430
NOZZLE SCHEDULEREQUIRED HOLE SIZETYPEANSI RATING OR WALL THICKNESSNOMINAL PIPE SIZEDESCRIPTIONQTYPART/ ASSEMBLY NO.
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART NO.SA-299 Gr. BSHELL PLATE 5 3 4" THK. x 71" I.D. x 45'-0" LG.120
SA-299 Gr. BHEMISPHERICAL HEAD 3" THK. x 73 3 4" I.D.221
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-SDND-0002
3/8" = 1'-0"
FOR RECORD 01
71" I.D. HIGH PRESSURE STEAMDRUM ASSEMBLY WG-DRM-2550
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
06 05 04 03 02 01 GENERAL UPDATE 16-DEC-20 JP SD GLK MAS00 FIRST ISSUE 8-SEP-20 SL DLN -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
DRUM FABRICATOR TO:DETERMINE WELD PROCESS AND PROCEDURES FOR SHELL TO HEAD AND SHELL TO SHELL WELD SEAMS. DETERMINE SHELL SECTION LENGTHS. STAGGER LOCATION OF LONGITUDINAL WELD SEAMS.
PART NUMBERS ARE TO HAVE THE PREFIX OF "SD". FOR EXAMPLE, "20" (PART NUMBER) WOULD BE "SD20"
GENERAL NOTES:
1. DRUM MATERIAL & CONSTRUCTION TO BE IN ACCORDANCE WITH 2019 EDITION OF ASME BOILER CODE SECTIONS I, II, V & IX 2. ALL WELDED JOINTS SHALL RECEIVE PREHEAT IN ACCORDANCE WITH ASME SECTION 1 PARA. PW-38. POST WELD HEAT TREATMENT SHALL BE IN ACCORDANCE WITH PARA. PW-39. ANY WELDING AFTER PWHT SHALL CONSIDER THE REQUIREMENTS FOR PWHT EXEMPTION AND PREHEAT IN PW-39 AS WELL. 3. ALL LONGITUDINAL & CIRCUMFERENTIAL WELDED JOINTS REQUIRE VOLUMETRIC EXAMINATION PER PAR. PW-11. 4. ALL WELDS P1-P1 UNLESS NOTED OTHERWISE. 5. ALL NOZZLE TO SHELL, AND MANWAY TO HEAD WELDS REQUIRE NON DESTRUCTIVE EXAMINATIONS. 6. COMPLETED DRUM TO BE POST WELD HEAT TREATED PER PAR. PW-39. 7. BOTH HEADS TO HAVE 18" X 24" MANWAY ASSEMBLIES COMPLETE WITH COVERS, SHIPPING GASKETS, & HINGES/DAVITS (INTERNAL & EXTERNAL). 8. MANHOLE GASKET SURFACE TO BE REFINISHED AFTER POST WELD HEAT TREATMENT IF NECESSARY. 9. MANWAY ASSEMBLIES SUPPLIED BY DRUM FABRICATOR. INSTALL IN HEADS WITH INTERNAL PROJECTION PER PROJECT ASME CODE CALCULATIONS. 10. CODE STAMPING & DOCUMENTATION REQUIRED. 11. DRUM TO BE SHOP INSPECTED BY AUTHORIZED INSURANCE COMPANY. 12. ALL STUB PIPES & END CONNECTIONS ARE TO BE PLUGGED OR CAPPED BEFORE SHIPMENT. 13. DRUM IS TO BE WEIGHED PRIOR TO SHIPMENT, & WEIGHT PAINTED ON THE DRUM IN 3" HIGH NUMBERS. 14. QUANTITIES SHOWN FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
V17531-SDND-0001 - HIGH PRESSURE STEAM DRUM HEAD & SHELL DETAILSV17531-SDND-0003 - HIGH PRESSURE STEAM DRUM WELDING DETAILSV17531-SDND-0004 - HIGH PRESSURE STEAM DRUM NOZZLE DETAILSV17531-SDND-0007 - 14" x 18" MANWAY ASSEMBLY FOR HIGH PRESSURE STEAM DRUMV17531-SDND-0008 - EXTERNAL DAVIT FOR 14" x 18" MANWAY FOR HIGH PRESSURE STEAM DRUMV17531-SDND-0009 - INTERNAL DAVIT FOR 14" x 18" MANWAY FOR HIGH PRESSURE STEAM DRUMV17531-SDND-0010 - HP DRUM NON-PRESSURE ATTACHMENTS 510030-EBND-0101 - STANDARD FABRICATION TOLERANCES FOR HORIZONTAL VESSELS510030-EBND-0109 - STANDARD FABRICATION TOLERANCES FOR MACHINED FORGED NOZZLESV17531-SDNC-0001 - EQUIPMENT SPECIFICATION FOR SHOP FABRICATED STEAM DRUMS
51'-91116"
[15792] APPROX.
CL DRUMI
LEFT RIGHTFRONT
CL DRUMI
RIGHT LEFT
040004
45'-0"[13716]
SEAM TO SEAM
21
HIGH ALARM LEVEL +12.0"
HIGHEST LEVEL +14.0"
NORMAL LEVEL +7.0"
DRUM CENTER LINE 0"
LOW ALARM LEVEL +1.0"
STARTUP LEVEL -9.0"
LOWEST LEVEL -27.5"
DESIGN PRESSURE: DESIGN TEMP.: DRUM EFFICIENCY: LONG. 100%, CIR. 100%(WITHOUT INTERNALS OR NON-PRESSURE ATTACHMENTS)MINIMUM THICKNESS: SHELL - HEADS -
2,900 PSI (199.95 Bar)692°F (366.7°C)
5.75 IN. (146 mm)3 IN. (76.2 mm)
20
4'-818"
[1426]
7'-1118"
[2416]
11'-218"
[3407]
4'-818"
[1426]
7'-1118"
[2416]
11'-218"
[3407]
1'-10"[559]
5'-3"[1600]
10'-7"[3226]
14'-0"[4267]
1'-10"[559]
5'-3"[1600]
10'-7"[3226]
14'-0"[4267]
17'-6"[5334]
17'-6"[5334]
20'-218"
[6150]20'-21
8"[6150]
2'-0"[610]
2'-0"[610]
6'-0"[1829]
10'-0"[3048]
14'-0"[4267]
6'-0"[1829]
10'-0"[3048]
14'-0"[4267]
8'-0"[2438]
8'-0"[2438]
17'-6"[5334]
17'-6"[5334]
3'-518"
[1044]3'-51
8"[1044]
2'-5
12"
[749
]1'
-8"
[508
]
3'-5"[1041]
3'-5"[1041]
3'-5"[1041]
3'-5"[1041]
2'-5
12"
[ 749
]1'
-8"
[508
]
07
0004
10"[254]
100004
55°
15°
010004
020004
050004 01
000405
0004
05
0004
05
000405
0004
01
0004
02
0004
02
0004
02
000402
0004
03
0004
030004
040004
040004
040004
040004
0600003
03
0004
0600003
07
0004
080
0003
080
0003
080
0003
080
0003
07
000407
0004
CL DRUMI CL DRUMIFRONT
(x2)
(x2)
FRONT
080
0003
TYP. (x2)
07
0004TYP. (x2)
07
0004
080
0003
100004
CONTOUR OF "SD01"TO MATCH ID OF DRUM
120004
130004
110004
301
0003
300
0003
300
0003
301
0003
45°
45°
3000003
3010003
3000003
3010003
21
R1716"
[R37]
07
0004
080
0003
080
0003
07
0004
TBD.
116 "[2]
2'-0"[610]
430
0007
430
0007
EN
D O
F P
IPE
EN
D O
F P
IPE
EN
D O
F P
IPE
EN
D O
F P
IPE
11
0004
130003
120003
19'-0"[5791]
090
0003
45°
0900003
1'-0"[305]
3'-518"
[1044]3'-51
8"[1044]
17'-314"
[5264]2'-117
16"[900]
1'-234"
[375]6"
[152]
1'-2516"
[364]
11
0004
1'-0"[305]

MANWAY RING INSTALLATIONSCALE: 3/16" = 1"
HPEC OUTLET TO DRUMSCALE: 1 1/2" = 1'-0"
LOWER LEVEL GAUGE/TRANS. CONN.(5) REQUIRED
INNER-WALL TEMP. ELEMENTMID-WALL TEMP. ELEMENT
CONTINUOUS BLOWDOWN
BILL OF MATERIALSMAT'L. SPEC.BOM DESCRIPTIONQTYPART
SA-105SW-FLEXOLET, 3/4", 3000#212SA-105SW-FLEXOLET, 1", 3000#113
SA-106 Gr.CPIPE, 1" SCH 80 x 2'-3 1/2" (698mm) LG. (T.O.E.)515A-36PLATE, 1/4" THK. x 2 1/2" x 2 1/2"425
SA-105THREADED FLEXOLET, 1/2", 3000#430SA-105FITTING, 2 1/2", 6000#, THRD HALF COUPLING131SA-105FITTING, 1", 3000#, SW COUPLING532
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
FIGURE 1 FIGURE 2 FIGURE 3
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-SDND-0003
1/8" = 1"
FOR RECORD 01
HIGH PRESSURE STEAM DRUMWELDING DETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
NOTES:
1. SEE DRAWING V17531-SDND-0002 FOR GENERAL NOTES. 2. NOZZLE NOTE: ALL OLETS SHALL BE STRAIGHT I.D. BORE DESIGN (FLEXOLET OR EQUAL) 3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT TOTAL REQUIRED.
V17531-SDND-0002 - 71" I.D. HIGH PRESSURE STEAM DRUM ASSEMBLYV17531-SDND-0004 - HIGH PRESSURE STEAM DRUM NOZZLE DETAILSV17531-SDND-0007 - 18" x 24" MANWAY ASSEMBLY FOR HIGH PRESSURE STEAM DRUM
NOZZLE WELD SCHEDULEPART NO. "A" "B" "C" "D" "E" "F" FIGURE
NO. "P" NO. "R"
01 FULL PEN. 34" FULL PEN. - 1
8" 5'-5" (1651mm) 2 P1-P1 SEE DETAIL
02 FULL PEN. 12" FULL PEN. - 1
8" 4'-9" (1448mm) 2 P1-P1 SEE DETAIL
03 FULL PEN. 34" FULL PEN. - 1
8" 5'-1 1 2" (1562mm) 2 P1-P1 SEE DETAIL
04 FULL PEN. 38" - - 1
8" 5'-0" (1524mm) 3 P1-P1 1 7 16"
05 FULL PEN. 38" - - 1
8" 5'-1 1 4" (1556mm) 3 P1-P1 1 7 16"
06 FULL PEN. 38" FULL PEN. - 1
8" 4'-8" (1422mm) 2 P1-P1 SEE DETAIL
07 FULL PEN. 38" - - 1
8" 3'-5" (1041mm) 3 P1-P1 14"
08 FULL PEN. 38 - - 1
8" 3'-2 1 8" (968mm) 3 P1-P1 N/A
09 FULL PEN. 12" - - 1
8" 4'-3 3 8" (1305mm) 3 P1-P1 N/A
10 FULL PEN. 38" - - 1
8" 4'-5 3 8" (1356mm) 3 P5A-P1 1116"
11 FULL PEN. 38" - - 1
8" 4'-0" (1219mm) 3 P1-P1 38"
12 FULL PEN. 38" - - 1
8" - 3 P1-P1 14"
13 FULL PEN. 38" - - 1
8" - 3 P1-P1 14"
"F"
CL DRUMI
"A""E"
45~"B"
"P" NO.
GRIND ANY EXCESSWELD SMOOTH WITHI.D. OF NOZZLE
"R"
"F"
CL DRUMI
PART NO.
"C""E"45~
"A""E"
45~"B"
"P" NO.
PART NO.
"R" DRUM SHELLI.D.
DRUM SHELLI.D.
"F"
CL DRUMI
"A""E"
45~"D"
"A""E"
45~"B"
"P" NO.
DRUM SHELLI.D.
"R"
PART NO.
**
( = THERMAL SLEEVE ONLY)*
CL DRUMI HEAD
1'-3"[381]
REF.
3316"
[80] LOW POINT
(HOLD)
1'-6
"[4
57] R
EF
.
(FP)3/4
(FP)
3/4
430
0007
6"[152]
5'-2"[1575]
TO CL DRUMI
2'-1114"
[895] REF.
060
0002
06
0004
FP
3/8
17
0004
25(4) REQUIREDSPACED AT 90~APART
3/163/16
P1-P1TYP.
DO NOT WELD TO PIPE
DRUM SHELL
3"[76]
112"
[38]
080
0002
32
15
08
0004 DRUM SHELL
DRILL Ø1/4" [6] THRUHOLE AND DEBURR
THREAD THIS END
FP
1/845~
3/8
7/32
[
]
DO NOT DRILL THROUGH SHELL PLATE
R18"
[R3]
(FP)1/8
45~3/8
30
DRUM SHELL
(FP)1/8
45~3/8
30
DRUM SHELL
DO NOT DRILL THROUGH SHELL PLATE
[ ]
R18"
[R3]
.250
- 0.0
63+
in
6.4 - 0
1.6
+ m
m
[
]
300
0002
301
0002
PART NUMBERS ARE TO HAVE THE PREFIX OF "SD". FOR EXAMPLE, "12" (PART NUMBER) WOULD BE "SD12"
.260
- 0.0
15+
in
6.6 - 0
.4+ m
m
2 78 "[73]
.260-0.015
+
in
6.6-0.4
+ m
m
31
3/16
DRUM SHELL09
0004
090
0002
EN
D O
F P
IPE
712"
[190]
01 GENERAL UPDATE 16-DEC-20 JP SD GLK MAS00 FIRST ISSUE 8-SEP-20 SL DLN -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
Administrator
스탬프
Administrator
사각형

FEEDWATER PIPE
DETAILSCALE: 3/8" = 1"
FEEDWATER THERMAL SLEEVE
DETAILSCALE: 3/8" = 1"
6" RISER NOZZLETCA COOLER RETURN NOZZLE
SCALE: 3/16" = 1"
DETAILSCALE: 3" = 1'-0"
1" UPPER LEVEL CONN. NOZZLESCALE: 3/16" = 1"
1" LOWER LEVEL CONN. THERMAL SLEEVE
DETAILSCALE: 3/8" = 1"
DOWNCOMER NOZZLE
10" RISER NOZZLE
12" RISER NOZZLE 6" STEAM OUTLET NOZZLE
SAFETY VALVE CONN. NOZZLESCALE: 3/16" = 1"
2 1/2" CONTINUOUS BLOWDOWN NOZZLESCALE: 3/16" = 1"
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTYPART
SA-105FORGED NOZZLE, 27.75" OD x 16.5" ID x 32.596" LG.201SA-105FORGED NOZZLE, 14.375" OD x 7.25" ID x 40.572 LG.802SA-105FORGED NOZZLE, 17.5" OD x 9.25" ID x 27.353" LG.203SA-105FORGED NOZZLE, 17.125" OD x 8.5" ID x 18.856" LG.604SA-105FORGED NOZZLE, 14" OD x 5.187" ID x 19.96" LG.805SA-105FORGING, 26" OD x 14.25" ID x 24" LG.106SA-105FORGED NOZZLE, 1.75" OD x 1.079" ID x 5.119" LG.507SA-105FORGED NOZZLE, 4.875" OD x 1.565" ID x 10.312" LG.508SA-105FORGED NOZZLE, 5.375" OD x 2.125" ID x 10.015" LG.209
SA-182 F22 CL.3FORGED NOZZLE, 10" OD x 4.897" ID x 12.076" LG.110SA-105FORGED NOZZLE, 6.5" OD x 3.25" ID x 6.657" LG.211
SA-106 Gr. C PIPE, 14" SCH 140 x 2'-11 1/4" LG.117
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-SDND-0004
1 1/2" = 1'
FOR RECORD 01
HIGH PRESSURE STEAM DRUMNOZZLE DETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1. FOR GENERAL NOTES, SEE DRAWING V17531-SDND-0002 2. ALL OLETS SHALL BE STRAIGHT I.D. BORE DESIGN (FLEXOLET OR EQUAL).
V17531-SDND-0002 - 71" I.D. HIGH PRESSURE STEAM DRUM ASSEMBLYV17531-SDND-0003 - HIGH PRESSURE STEAM DRUM WELDING DETAILS510030-EBND-0109 - STD. FABRICATION TOLERANCES FOR MACHINED FORGED NOZZLES
NOTES:
01 GENERAL UPDATE 16-DEC-20 JP SD GLK MAS00 FIRST ISSUE 8-SEP-20 SL DLN -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
A----
2.688 in[68.3]
GROOVEDEPTH
24.0
00 in
[609
.6]
14.250 in[362.0]
26.000 in[660.4]
DRUM SHELL
R1716"
R37 mm
14.500 in368.3 mm
06
0003
2'-1
114"
[895
]
B---- 1.250 in
[31.8] REF.
14.000 in[355.6]
REF.
17
0003
C----
07
0002
08
0003
5.119 in[130.0]
.625 in[15.9]
1.07
9 in
[27.
4]
1.33
5 in
[33.
9]
1.75
0 in
[44.
5]
DRUM SHELL
E-----
C----
1.56
5 in
[39.
8]
1.81
5 in
[46.
1]
.313 in[7.9]
GROOVE
E-----
DRUM SHELL
1
2
5.187 in[131.7]
.719 in[18.3]
6.625 in[168.3]
14.000 in[355.6]
1.50
0 in
[38.
1]7.
375
in[1
87.3
]
19.8
75 in
[504
.8]
19.9
60 in
[507
.0]
R.125 in[R3.2]
05
0002
10
0002
1
3
.750
in[1
9.1]
.063 in[1.6]
LAND
.438 in[11.1]
A----
10°37.5°
.063 in[1.6]
LAND
.750 in[19.1]
B----
45°
.063
in[1
.6]
LA
ND
C----
37.5°
.063 in[1.6]
LAND
D----
SECTIONSCALE: NONE
E----
.063 in[1.6]
LAND
45°
PART NUMBERS ARE TO HAVE THE PREFIX OF "SD". FOR EXAMPLE, "01" (PART NUMBER) WOULD BE "SD01"
D----
R.125 in[R3.2]
37.5°
R.125 in[R3.2]
E----
1
2
32.5
96 in
[827
.9]
16.500 in[419.1]
1.750 in[44.5]
20.000 in[508.0]
27.750 in[704.9]
1.50
0 in
[38.
1]7.
749
in[1
96.8
]
1
2
DRUM SHELL
R.125 in[R3.2]
B----
SEE V17531-SDND-0002FOR NOZZLE FINISH
REQUIREMENTS01
0002
40.5
72 in
[103
0.5]
26.0
18 in
[660
.9]
7.250 in[184.2]
1.750 in[44.5]
10.750 in[273.1]
14.375 in[365.1]
1.50
0 in
[38.
1]3.
624
in[9
2.1]
02
0002
B----
DRUM SHELL
R.891[R22.6]
R35.250 in[R895.4]
1
2
R.125 in[R3.2]
9.250 in[235.0]
1.750 in[44.5]
12.750 in[323.9]
17.500 in[444.5]
1.50
0 in
[38.
1]4.
750
in[1
20.6
]
27.3
53 in
[694
.8]
R.125 in[R3.2]
1
2
DRUM SHELL
R1.031 in[R26.2]
03
0002
18.6
25 in
[473
.1]
18.8
56 in
[478
.9]
35° 45°
E----
8.500 in[215.9]
1.125 in[28.6]
10.750 in[273.1]
17.125 in[435.0]
R.125 in[R3.2]
1.50
0 in
[38.
1]6.
374
in[1
61.9
]
B----
B----
DRUM SHELL
04
0002
1
2
45°
45°37°
D----
DRUM SHELL
45°
69°
37° 45°
1
2
4.897 in[124.4]
6.625 in[168.3]
10.000 in[254.0]
.864 in[21.9]
3.37
6 in
[85.
7]1.
499
in[3
8.1]
12.0
00 in
[304
.8]
12.0
76 in
[306
.7]
E----
DRUM SHELL
R.125 in[R3.2]
11°
45°
23°
62°
52°10.312 in[261.9]
4.87
5 in
[123
.8]
3.250 in[82.6]
6.500 in[165.1]
1.625 in[41.3]
38° 45°
6.65
7 in
[169
.1]
6.62
5 in
[168
.3]
B----
8.155 in[207.1]
11
0002
E----
09
0003
.375 in[9.5]
2.125 in[54.0]
2.875 in[73.0]
5.375 in[136.5]
1.50
0 in
[38.
1]2.
500
in[6
3.5]10
.000
in[2
54.0
]
10.0
15 in
[254
.4]
45°39°
D----
E----
R.125 in[R3.2]

MANWAY ASSEMBLY (PLAN VIEW)
MANWAY ASSEMBLY (FRONT VIEW)
MANWAY RING
BOLTING PLATEMAT'L : SA-105 OR SA-516 GR 70
COVER PLATEMAT'L : SA-105 OR SA-516 GR 70BOLT DETAIL
DETAILSCALE: 1/2" = 1"
DETAIL SCALE: 1/2" = 1"
DETAIL MAT'L : SA-105 OR SA-516 GR 70
SCALE: 1/2" = 1"
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART
A-36ROUND BAR, 3/4" (20mm) DIA. x 11 7/8" (301mm) LG.141DETAILPLATE, 5 3/4" (146mm) THK. x 1'-9" (533mm) x 2'-3" (686mm)142SA-105MANWAY RING. SEE DETAIL143DETAILPLATE, 2 1/4" (57mm) THK. x 1'-1 3/8" (340mm) x 1'-9"
(533mm)144A
DETAILPLATE, 2 1/4" (57mm) THK. x 1'-1 3/8" (340mm) x 1'-9" (533mm)
144B
A193-B7SQUARE HEAD BOLT, 1 1/2" DIA. x 1'-7 1/2" (495mm) LG.645A194-2HHEAVY HEX NUT, 1 1/2"-8UN-2B646
F436HARDENED STEEL WASHER, 1 1/2" DIA.647-SHIPPING GASKET (NON-METALLIC)248
A-36PLATE, 1/2" (12mm) THK x 1" (25mm) x 1" (25mm) LG.149A-36PLATE, 3/4" (19mm) THK x 2" (51mm) x 2" (51mm) LG.250A307HEX TAP BOLT, 1/2"-13UNC-2A, 2 3/4" LG., (FULL THREAD)251
DETAILPLATE, 2" (51mm) THK x 3 3/8" (86mm) x 3 13/16" (97mm) 652
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-SDND-0007
3/16" = 1"
FOR RECORD 01
18' x 24" MANWAY ASSEMBLYFOR HIGH PRESSURE STEAM
DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1. MANWAY RING, COVER & BOLT PLATE MAY BE MACHINED USING THE TWO RADII GEOMETRY AS SHOWN OR BY USING TRUE ELLIPTICAL GEOMETRY. EDGES TO BE PRECISELY MACHINED TO REQUIRED DIMENSIONED OVAL SHAPE. EDGE MUST BE SMOOTH AND CONTINUOUS ALL THE WAY AROUND WITH NO WAVINESS, INDENTATIONS, PROTRUSIONS OR VARIATIONS. 2. TOLERANCE OF + OR - 2mm (1/16") UNLESS OTHERWISE NOTED. 3. MACHINED SURFACE SHALL BE COATED WITH RUST INHIBITOR AND SEALING SURFACES TO BE PROTECTED DURING SHIPMENT. 4. INSTALL MANWAY COVER AND INTERNAL & EXTERNAL DAVIT ASSEMBLY AFTER DRUM HAS BEEN POSTWELD HEAT TREATED. 5. ALL WELDS P1-P1 UNLESS OTHERWISE NOTED. 6. QUANTITIES SHOWN ARE FOR (1) ONE MANWAY ASSEMBLY. (2) ASSEMBLIES REQUIRED PER HP DRUM. 7. SEE DRAWING V17531-SDND-0002 FOR ADDITIONAL GENERAL NOTES.
GENERAL NOTES:
V17531-SDND-0002 - 71" I.D. HP STEAM DRUM ASSEMBLYV17531-SDND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR HIGH PRESSURE STEAM DRUMV17531-SDND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOR HIGH PRESSURE STEAM DRUMV17531-EBND-0251 - MANWAY GASKET INSTALLATION AND BOLTING PROCEDURE
1/2" DIA. 13UNC-2BTHREADED HOLE
PART NUMBERS ARE TO HAVE THE PREFIX OF "SD". FOR EXAMPLE:"41" WOULD BE "SD41"
43----
50----
44----
45----
420----
INTERNAL DAVIT ASSEMBLY(SEE V17531-SDND-0009)
EXTERNAL DAVIT ASSEMBLY(SEE V17531-SDND-0008)
SPRING DISCSTO BE FIELDINSTALLED(SUPPLIED BY VPI)
A----
A----
3" [76]
RE
F.
250125 TO
INSIDE END
STAMP"INSIDE END"
ON O.D.
MACHINE INTERIOR FACE TO 125-250 RMS.NO RADIAL TOOL MARKS ALLOWED.FLAT WITHIN 0.005" TIR.
R18"
[R3]
420----
1'-3
"[3
81]
2'-0" - 132"
0'+
610 - 10+[ ]
438"
[111]
2'-834" - 0'
132"+
832 - 01+[ ]
438"
[111
]
1'-6
"-1
32"
0'+
457
- 10+
[]
2'-2
34"
- 0'
132
"+
679
- 01+
[]
5916
"[1
41] T
YP
434"
[121] TYP
51.5° TYP
R714"
[R184]TYP
R1158"
[R295] TYP
R1'-2916"
[R370] TYP
R1'-61516"
[R481] TYP
2'-3"[686]
533
[1'-9
"]
9716"
[240] TYP.
14"
[6] GAP
18"
[3]
4316"
[106] TYP.
534"
[146
] TY
P.
n8"[n203]
HOLE
n158"
[n41] HOLE TYP.
R834"
[R222]TYP.
R1'-4116"
[R408] TYP.
5916
"[1
41] T
YP
.
434"
[121] TYP.
44A
44B
51.5° TYP.
R834"
[R222] TYP.
R7316"
[R183] TYP.
9716"
[240] TYP.
R1'-4116"
[R408] TYP.
R1'-212"
[R368] TYP.
5916
"[1
41]T
YP
.
434"
[121] TYP.
1'-9
"[5
33]
1'-5
78"
-116
"0'
+
454
- 20+
[]
2'-3"[686]
1'-1178" - 1
16"0'+
606 - 20+[ ]
51.5° TYP.
46° TYP.
4"[1
02]T
YP
.
3 4"
[19]
40[19
16"]
5916
"-1
16"
0'+
141
- 20+
[]
534"
- 0'
116
"+
146
- 02+
[]
MACHINE SURFACETO 125-250 AA.NO RADIAL TOOLMARKS ALLOWEDFLAT WITHIN 0.005" TIR.
20° TYP.
20° TYP.
4316"
[106] TYP.
534"
[146
]TY
P.
6"[1
52]
3"[76]
41
3/16TYP.
51
42
49
48
312"
[89]
MIN
.
1'-7
12"
[495
]
n112"
[n38]
1 1/2-8 UN - 2A
CHAMFER BOLT HEADCORNER 1/8", TYP
3/163/16TYP.
114"
[32]
3/163/16
49
14"
[6]
1"[25]
38"
[10]
1" [25]
116
"-1
32"
0'+
2- 10+ [
]
42
R1"[R25]
2"[51]
2" [51]
1" [25]
34"
[19]
34"
[19]
2" [51]
18"
[3]
45°
18"
[3]
52----
34"
[19]25
16"[59]
1'-138"
[340]
44----
45----
43----
52----
50----
114"
[32]
5/80
45~5/16
(3) SIDES, TYP.
430
0002
250125 TO
31316
"[9
7]
12932
"[4
8]
338"
[86]
258"
[67]
11532"
[37] 118"
[29]
1916
"[4
0]
R2532"
[R20]
R14"
[R6]
01 UPDATED MANWAY ASSEMBLY 16-DEC-20 JP SD MAS00 FIRST ISSUE 8-SEP-20 SL DLN -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
STAMP TORQUINGSEQUENCE
EXTERNAL DAVIT ASSEMBLY(SEE V17351-SDND-0008)
'
'
'
'
'
'
'
'
DRUM HEAD
43----

MANWAY EXTERNAL DAVIT ASSEMBLY(PLAN VIEW)
MANWAY EXTERNAL DAVIT ASSEMBLY(FRONT VIEW)
BRACKETSCALE: 1/2" = 1"
LUG SCALE: 1/2" = 1"
EYE BOLTSCALE: 1/2" = 1"
DAVIT ARM ASSEMBLY
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART
A-36BAR, 1 1/2" DIA. x 2'-10 7/16" LG.261A-36PLATE, 1/2" THK. X 2 1/2") O.D. x 1 17/32" I.D. 262A-36PLATE, 1/2" THK. x 3" x 1'-4 7/8" LG.263A-36WELDED EYE BOLT, 3/8" DIA. x 6" LG.264A-36BAR, 3/8" DIA. x 4 5/8" LG.265F436WASHER, 3/8" DIA.266
A194-2HHEAVY HEX NUT, 3/8" DIA.467
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-SDND-0008
1/4" = 1"
FOR RECORD 01
EXTERNAL DAVIT FOR 18" x 24"MANWAY FOR HIGH PRESSURE
STEAM DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1. QUANTITIES LISTED ARE FOR (1) ONE MANWAY ASSEMBLY. (2) TWO ASSEMBLIES REQUIRED PER DRUM. 2. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE. 3. LOAD ON DAVIT ASSEMBLY NOT TO EXCEED 600 LBS. (272 KG)
V17531-SDND-0007 - 18" x 24" MANWAY ASSEMBLY FOR HIGH PRESSURE STEAM DRUMV17531-SDND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOJR HIGH PRESSURE STEAM DRUMV17531-EBND-0251 - MANWAY GASKET INSTALLATION AND BOLTING PROCEDURE1
2" (13mm)x 3 3/8" (86mm) LG.SLOTTED HOLE
6
GENERAL NOTES:
64----
65----
610----
63----
14" x 45°
BEVEL TYP.
610----
278"
[73]
MANWAY RING
BOLTINGPLATE
1/41/4
045~
1/4
TYP.
14"
[6]
CL BOLTINGPLATE
I
6"[152]
n3
8"
[n10
]
4"[102] n1
2"[n13]
n114"
[n32]3/8-16 UNC - 2A
34"
[19]
12"
[13]
1316
"[3
0]
158"
[ 41]
n112"
[n38]
1'-478"
[429]
R6"[R152]
1'-6
"[4
57]
738"
[187
]
14"
[6]
7"[178]
62
61
2116"
[53]27
8"[73]
R14"
[R6]
5716"
[138]
534"
[146
]
R34"
[R19]
3" [76]
112"
[38]
3516"
[84] n11732"
[n39]TYP.
512"
[140]51
2"[140]
64----
65----
66
67
1/4TYP.
118"
[29]
63----
63----
PART NUMBERS ARE TO HAVE THE PREFIX OF "SD" FOR EXAMPLE:"61" WOULD BE "SD61"
278"
[73]
63----
65----
610----
64----
67
66
01 UPDATED EXTERNAL DAVIT 16-DEC-20 JP SD MAS00 FIRST ISSUE 8-SEP-20 SL DLN -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
63----

MANWAY INTERNAL DAVIT ASSEMBLY(PLAN VIEW)
HINGE ASSEMBLY
HINGE SUPPORT ASSEMBLY
MANWAY DOOR HARDWARE ASSEMBLY
DAVIT ARM ASSEMBLY
GUSSET
STIFFENER PLATE
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART
A-36ROUND BAR, 2 1/4" (57mm) DIA. x 4'-3 11/16" (1313mm) LG.170A-36PLATE, 1/2" (12mm) THK. x 4 3/4" (121mm) O.D. x 2 17/64"
(57.5mm) I.D.171
A-36PLATE, 1/2" (12mm) THK. x 2 3/4" (70mm) x 1'-4 3/4" (425mm) LG.
172
A-36PLATE, 1/2" (12mm) THK. x 4 1/2" (114mm) x 1'-11 1/2" (597mm) LG.
173
F436WASHER, 2 1/4"274A194-2HHEX NUT, 2 1/4"-4 1/2 UNC-2B575
A-36PLATE, 1" (25mm) THK, x 5 7/8" (149mm) x 6 5/16" (160mm) 176A-36PLATE, 1/2" (12mm) THK. x 3 9/16" (90mm) x 4 3/4" (121mm) 277A-36PLATE, 1" (25mm) THK. x 5 7/8" (149mm) x 9 1/4" (235mm)278A-36PLATE, 1/2" (12mm) THK. x 6" (152mm) x 7 1/4" (184mm)279A-36PLATE, 1" (25mm) THK, x 1 3/8" (35mm) x 5 5/8" (143mm) LG. 180A-36BAR, 4 1/2" (114mm) O.D. x 2 17/64" (57.5mm) I.D. x 5 5/8"
(143mm) LG.281
A1011-50SHIM, 1/4" (6mm) THK. x 2 3/8" (60mm) I.D. x 4 3/4" (121mm) O.D.
182
A193-B7HEX BOLT, 2 1/4" DIA x 11" (279mm) LG., 4 1/2 UNC-2A183A-36PLATE, 1" (25mm) THK, x 5 7/8" (149mm) x 6 5/16" (160mm) 184
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-SDND-0009
3/16" = 1"
FOR RECORD 01
INTERNAL DAVIT FOR 18" x 24"MANWAY FOR HIGH PRESSURE
STEAM DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
V17531-SDND-0007 - 18" x 24" MANWAY ASSEMBLY FOR HIGH PRESSURE STEAM DRUMV17531-SDND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR HIGH PRESSURE STEAM DRUMV17531-EBND-0251 - MANWAY GASKET INSTALLATION AND BOLTING PROCEDURE
GENERAL NOTES:
1/2
30~3/16
1/2
30~3/16
714----
713----
3/845~
TYP.
712----
HOLE IN PART NO. 76
HOLE IN PART NO. 84
TOP
72----
3/83/8
2 1/4" - 4 1/2 UNC-2A
1/4
73----
711----
1. ALL WELDED JOINTS SHALL RECEIVE PREHEAT IN ACCORDANCE WITH ASME SECTION I PARA. PW-38. POST WELD HEAT TREATMENT SHALL BE IN ACCORDANCE WITH PARA. PW-39. ANY WELDING AFTER PWHT SHALL CONSIDER THE REQUIREMENTS FOR PWHT EXEMPTION AND PREHEAT IN PW-39 AS WELL. 2. QUANTITIES SHOWN ARE FOR (1) ONE MANWAY ASSEMBLY. (2) TWO ASSEMBLIES REQUIRED PER DRUM. 3. LOAD ON DAVIT ASSEMBLY NOT TO EXCEED 900 LBS. (408 KG) 6. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE.
75
83
74
75
74
1/8 TACK
WELD NUT TO PLATEAFTER DOOR & DAVIT
ARE PLUMB & LEVEL, TYP.
713----
711----
712----
714----
SHOP NOTE:ASSEMBLE ENTIRE INTERNAL DAVIT BEFORE WELDINGHINGE TO DOOR OR DRUM HEAD TO ENSURE THAT DAVIT IS LEVEL AND PLUMB.VERIFY THAT INTERNAL DOOR IS SEATED CORRECTLY INTO MANWAY RING BEFORE WELDING HINGES.
658"
[168] REF.
1/4
CONTOUR ASSEMBLY TO MATCH HEAD ID
AT FIT-UP
578"
[149]
81
81
558"
[143
]
n21764"
[n57.5]
R2"[R51]
714"
[184]
578"
[149
]
21516
"[7
5]
n21764"
[Ø57.5]
6"[1
52]
1" [25]
1" [25]
914"
[235]61
2"[165]
78
79
78
79 79
n412"
[n114]80
3916"
[90]
578"
[149
]21516
"[7
5]
R12"
[R13]
n212"
[n64]
n21764"
[Ø57.5]
6516"
[160]39
16"[90]
434"
[121
]1" [25]
1" [25]
76
84
77
77 77
1045~
TYP.
1'-7"[483]
70
714"
[184
]
1'-5
12"
[445
]
1'-1
18"
[333
]
714"
[184
]
2 1/4" - 4 1/2 UNC-2A
R258"
[R67]
234"
[70]
1'-1112"
[597]
1'-7"[483]
214"
[57]
73----
82
72----
PART NUMBERS ARE TO HAVE THE PREFIX OF "SD" FOR EXAMPLE:"71" WOULD BE "SD71"
71----
n238"
[n60]TYP.
412"
[114
]
214"
[57]
(TOP PLATE)
(BOTTOM PLATE)
1/41/4
R14"
[R6]
338"
[86]
712"
[191
]
TACK WELDNUT TO BOLT
116
"[2
] GA
P
1'-434"
[425]
R112"
[R38]
314"
[83] 38"
[10]
75
R14"
[R6]
01 UPDATED INTERNAL DAVIT 16-DEC-20 JP SD MAS00 FIRST ISSUE 8-SEP-20 SL DLN --- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
713----
714----
712----
711----73
SPRING DISCS TO BE FIELDINSTALLED (SUPPLIED BY VPI)
BOLTING PLATE
MANWAY RING
COVER PLATE
DRUM HEAD
1/4
MANWAY INTERNAL DAVIT ASSEMBLY(INSIDE VIEW)
CL MANWAY ASSEMBLYI
Administrator
사각형
Administrator
설명선
A-36
Administrator
사각형
Administrator
사각형
Administrator
설명선
58.5
Administrator
사각형
Administrator
사각형
Administrator
선
Administrator
텍스트 상자
58mm
Administrator
선
Administrator
사각형
Administrator
설명선
58.5
Administrator
사각형
Administrator
설명선
58.5

3'-41316"
[1036]3'-8"
[1118]4'-8"
[1422]4'-8"
[1422]4'-8"
[1422]
17'-314"
[5264]2'-117
16"[900]
14'-0"[4267]
14'-0"[4267]
15'-6916"
[4739]15'-69
16"[4739]
19'-334"
[5886]18'-93
4"[5734]
1'-8
" TYP
.[5
08]
1'-6
" TYP
.[4
57]
158" APPROX.
[41]
FRONT VIEW
PLAN VIEW
LEFT
5/16TYP.
SEE NOTE 1
15----
5/16TYP.
SEE NOTE 1
(2) PLACES
OU
TSID
E ED
GE
(REF
.)
SECTIONSCALE : 3/4" = 1'-0" ---
A
TO OF DRUMLC
OUTSIDE EDGE(REF.)
3"[76]
(4) SPACES @ 1'-5" = 5'-8"[1727]
6'-2"[1880]
02 0306
06 05 04 05
LC
3" [76]
6" [152
]
1112"
[292](3) SPACES @ 1'-5" = 4'-3"
[1295]
3 16" T
YP.
[5]
678"
[175
]
1'-1
34"
[349
]
134"
[44]
1516
"[2
4]
1316"
[21]
LC GAGEDRUM SADDLE ASSEMBLY
SCALE : 3/4" = 1'-0" ---100
A----
4'-1
11116
"[1
516]
13 4"
[44]
3'-1"[940]
60° 60°
R3'-514"
[1048]
1/41/4
TYP.
06
05
03
5/165/16
TYP.04
05
01
312" [89] RADIUS
ON CORNERS TYP.
TYP.
06
5/16
5/16
8" [203
]1'-2"[356]
2" TYP.[51]
GRAB BAR DETAILSCALE : 1" = 1'-0" ---
16
1'-2916"
[370]
1'-1116"
[331]
11 2"[3
8]
3" [76]
LADDER SUPPORT DETAILSCALE : 1 1/2" = 1'-0" ---
15
100----
OU
TSID
E ED
GE
(REF
.)
100----
07
LCD
RU
M
LC DRUMN.S. & F.S. 07N.S. & F.S.
102----
RIGHT
16----
15----
(2) PLACES
TYP.
5/16
TYP.SEE NOTE 1& 2
158" APPROX.
[41]
Ø1116"
[17]
102----
103----5/16
5/16
CJP P1-P1TYP.
18
45°
1845°
104----
105----
TYP.(8) PLACES
TYP.(5) PLACES
RIGHT
DETAILSCALE : 1 1/2" = 1'-0" ---
104
DETAILSCALE : 1 1/2" = 1'-0" ---
105
07
07
07
07
LCD
RU
M
LEFTLIFTING LUG DETAIL
SCALE : 1" = 1'-0" ---102
END VIEW
FRONT REAR
CL. PAD
LC DRUM
1'-812"
[521]1'-57
8"[454]
3'-1
01 4"[1
175]
1'-6" INSIDE PLATE[457]
9"[229]
103----
4'-3
"[1
295]
1'-2
"[3
56]
71 2"[1
91]
1'-3"[381]
712"
[191]
Ø378"
[98]
R612"
[165]
1516
"[2
4]
2"[51]
18"
[3]
45°
11
08
TYP.
09
91 16"
[230
]
38"
[10]
1/41/4
TYP.
1/4
71 2"[1
90] 33
4"[9
5]
21 4"[5
7]3" [76]
112"
[38]
3916"
[90]
R3'-514"
[1048]
81316
"[2
24]
91116
"[2
47]
4"[102]
2"[51]
11 2"[3
8]3" [76]
Ø1516" TYP.[24]
1/41/4
TYP.
1'-4
34"
[425
]
1'-1
"[3
30]
STANCHION PIPESCALE : 1" = 1'-0" ---
103
TYP.SEE NOTE 2 12
08
13
3/16
CTR'D ONPIPE
08
10
8 SLOTTED HOLES
GENERAL NOTES:1. P1-P1 ASME SECTION 1 TO NON-PRESSURE ATTACHMENT, 200° F MIN PREHEAT IS REQUIRED IF DRUM HAS BEEN POST WELD HEAT TREATED PRIOR TO WELDING.2. LEAVE A 1" (25mm) LG. GAP OF UNWELDED AREA AT BOTTOM CENTER OF ALL PADS AND STANCHIONS. AS A WEEP HOLE.3. ALL SADDLE COMPONENTS WELDING TO BE IN ACCORDANCE WITH LATEST STANDARDS OF AMERICAN WELDING SOCIETY STANDARD D1.1 USING FEXX=70KSI ELECTRODES.4. QUANTITIES SHOWN FOR ONE (1) UNIT. ONE (1) UNIT REQUIRED TOTAL.
FOR RECORD V17531-SDND-0010 03
HP STEAM DRUMNON-PRESSURE ATTACHMENT
38" = 1'-0"
FIRST ISSUE 11-NOV-20 TA SR MJW MAS
V17531-SDND-0002 - 71" I.D. HIGH PRESSURE STEAM DRUM ASSEMBLY WG-DRM-2550510030-EBND-0101 - STANDARD FAB. TOLERANCE FOR HORIZONTAL VESSELS.
14
45°
104----105
----
LC DRUM
R3'-514"
[1048]
4'-1
11116
"[1
516]
103----
3/16
SEE NOTE 1 & 2TYP. ALL PADS
TO DRUM
3/16
SEE NOTE 1 & 2TYP. ALL PADS
TO DRUM
BILL OF MATERIALPARTNO. QTY DESCRIPTION MAT'L SPEC.
01 2 PLATE, 134" (44mm) x 1'-13
4" x 7'-412"
ROLLED ON 3'-514" I.R. JIS G3101 SS400
02 2 PLATE, 134" (44mm) x 1'-13
4" x 6'-2" JIS G3101 SS400
03 2 PLATE, 5 8" (16mm) x 2'-714" x 5'-73
8" JIS G3101 SS400
04 4 PLATE, 5 8"(16mm) x 638" x 1'-3" JIS G3101 SS400
05 8 PLATE, 5 8" (16mm) x 638" x 1'-63
8" JIS G3101 SS400
06 4 PLATE, 5 8" (16mm) x 1'-1716" x 2'-71
4" JIS G3101 SS400
07 8 PLATE, 12"(12mm) x 1'-0" x 1'-0" LG.ROLLED ON 3'-51
4" I.R. JIS G3101 SS400
08 16 PLATE, 12"(12mm) x 1'-0" x 1'-0" LG.ROLLED ON 3'-51
4" I.R. JIS G3101 SS400
9 8 PLATE, 3 8"(10mm) x 3916" x 71
2" LG. JIS G3101 SS400
10 5 PLATE, 3 8"(10mm) x 4" x 1014" LG. JIS G3101 SS400
11 5 ANGLE, L90 x 90 x 10 x 718" LG. JIS G3101 SS400
12 2 PIPE, 4" SCH.80 x 1'-434" LG. SA-106 GR.B
13 2 PLATE, 3 8"(10mm) x 10" x 10" LG. JIS G3101 SS400
14 2 PLATE, 2" (51mm) x 1'-2" x 1'-3" LG. SA516 Gr.70
15 4 PLATE, 3 8"(10mm) x 3" x 1'-2916" LG. JIS G3101 SS400
16 4 RD. BAR, 3 4"(19mm) DIA. x 2'-414" LG. JIS G3101 SS400
17 1 PIPE, 4" SCH.80 x 1'-918" LG. SA-106 GR.B
18 1 PIPE, 4" SCH.80 x 41116" LG. SA-106 GR.B
19 1 PIPE, 4" SCH.80 x 1'-1118" LG. SA-106 GR.B
20 1 PIPE, 4" SCH.80 x 618" LG. SA-106 GR.B
21 4 PLATE, 3 8"(10mm) x 10" x 10" LG. JIS G3101 SS400
PART NUMBERS ARE TO HAVE THE PREFIX "SD90"FOR EXAMPLE, "01" (PART NUMBER) WOULD BE "SD9001"
02
A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
30°
30°
30°
30°
CL. PAD
CL. PAD
CL. PAD
GENERAL REVISION 18-MAY-21 TA SD MJW
106A----
3'-1
034"
[118
7]
2'-6"[762]
3'-1
034"
[118
7]
107A----
15'-634"
[4743]6'-47
16"[1942]
106----
106A----
107A----
107----
107A----
STANCHION PIPESCALE : 1" = 1'-0" ---
106
21CTR'D ON
PIPE
TYP.SEE NOTE 2 3/16
1'-2
3 16"
[360
]1'
-91 8"
[537
]
08
R3'-514"
[1048]
21CTR'D ONPIPE
08
STANCHION PIPESCALE : 1" = 1'-0" ---
107
TYP.SEE NOTE 2 3/16
41116
"[1
18]
41 2"[1
15]
17
18
COPE 12" [13]
1'-1
11 8"[5
87] 1'
-31 16
"[3
83]
21CTR'D ONPIPE
TYP.SEE NOTE 23/16
08
19
4916"
[116]713 16"
[199]
CONTOURPAD TODRUM SHELL
BENT PLATE
R3'-514"
[1048]
107----
61 8"[1
55]
41 2"[1
15]
08
20
21CTR'D ONPIPE
STANCHION PIPESCALE : 1" = 1'-0" ---
107A
TYP.SEE NOTE 23/16
STANCHION PIPESCALE : 1" = 1'-0" ---
106A
R3'-514"
[1048]
R3'-514"
[1048]
112"
[38]
PLATE DETAILSCALE : 1" = 1'-0" ---
21
10"[254]
10"
[254
]11 8"
TYP
.[2
9]
118" TYP.[29]
Ø1516" TYP.[24]
5" [127
]
CONTOURPAD TODRUM SHELL
18°
MAS
Ø1516" TYP.[24]
HOLE DIAMETER CHANGE 3-JUN-21 SD MJW MAS
44°
61°65°
33°
ADDED ANGULAR DIMENSIONS 14-JUN-21 SD MJW MAS
Administrator
설명선
45t
Administrator
사각형
Administrator
사각형
Administrator
선
Administrator
선

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
71" I.D. HP DRUM INTERNALSECTION "A"
1" = 1'-0"
FOR RECORD V17531-HIND-0001 00
FIRST ISSUE 05-MAR-21 JP DLN DP MAS
V17531-HIND-0002 - 71" I.D. HP DRUM INTERNAL SECTIONS "B", "C" & "D"V17531-HIND-0003 & 0004 - 71" I.D. HP DRUM INTERNAL SUB-ASSEMBLIES & DETAILSV17531-HIND-0005 - 71" I.D. HP DRUM INTERNAL DETAILSV17531-ICND-0006 THRU 0008 - 71" I.D. HP DRUM INTERNAL SUB-ASSEMBLIES & DETAILS
1. FOR "BOM" SEE DWG V17531-HIND-0002.
2. PART NUMBERS IN ARE ITEM NUMBERS LISTED IN BILL OF MATERIALS.
3. PART NUMBERS IN ARE ASSEMBLIES OR ITEMS LOCATED ON DRAWINGS V17531-HIND-0003 THRU 0008 (RESPECTIVE BOM'S INCLUDED).
4. DESIGN INFORMATION: - MAXIMUM CAPACITY (STEAM FLOW): 1,567,859 LBS/HR.
5. DRUM IS TO BE WEIGHED PRIOR TO SHIPMENT & WEIGHT PAINTED ON DRUM IN 3" (76mm) TALL NUMBERS.
6. ALL NON-PRESSURE ATTACHMENT WELDS TO BE PER ASME SECTION 1.
7. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE.
8. ALL CARBON STEEL PLATE TO BE A36 OR EQUAL.
9. ALL BOLTING TO BE SNUG TIGHT PLUS 14 TURN.
10. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
GENERAL NOTES:
NORMAL LEVEL +7.0"
PRE-ALARM LOW LEVEL +4.0"LOW ALARM LEVEL +1.0"
STARTUP LEVEL -9.0"
LOWEST LEVEL -27.5"
PRE-ALARM HIGH LEVEL +10.0"
HIGH ALARM LEVEL +12.0"HIGHEST LEVEL +14.0"
DETAILSCALE: 6" = 1'-0" ----
E
BAFFLE PLATE
TIE BAR TOSUPPORT PLATE
ASSEMBLY 3/163/16
TIE BAR
SUPPORT PLATEASSEMBLY
316
G
BAFFLE PLATETO TIE BAR
TIE BAR TOSUPPORT PLATE
ASSEMBLY
SECTION0002
A
DETAILTYPICAL BAFFLE BORESCOPE
INSPECTION PORTSCALE: 3" = 1'-0"
----101
TYP.1/8 SEAL
B0002
C0002
3/8
75°
5010004
DRUM CENTER LINE 0"
D0002
3/16 SEAL3/16 1-6
TYP.
3/16 SEAL3/16 1-6
TYP.
600005
3/16 SEALTYP.
3010003
FRONT REAR
15
31 32
33
2728
20
22
21
250006
6020006
6010006
230006
30240006
0004502 501
00040004502
0003302
000561
6000050005
61
630005 0005
64
16
650005 0005
66
6300050005
64
6500050005
66
670005 0005
68
6900050005
70000571
000572
000573
000574
1516
1516
16 15
5110004
15 16
51516"
[151]
263020003
0004512
3 16"
[5]
58"
OVE
R L
AP[1
7]11 2"[3
8]
101----
12
3/163/16 TYP. MID PLATE
TO DRUM
3010003
TYP.1/8
11
13
14
3/16 SEAL3/16 1-6 TYP. END PLATE
TO DRUM
45°
45°
DISTRIBUTIONHOLES
DISTRIBUTIONHOLES
DRAINHOLES
3/163/16
TYP. 1/8 1TYP.
1'-7
9 16"
[497
]
MID SUPPORTPLATE
LC DRUM
LCD
RU
M
DETAIL----F PIPING DETAIL
CONTINUOUS BLOWDOWN PIPE,ASPIRATED PIPES & LOWER LEVEL
TRANS. CONN. PIPES
CONTINUOUS BLOWDOWN,LOWER LEVEL TRANS. CONN. PIPE(SEE PIPING DETAIL)
35
34
(8) PLACES
(8) PLACES
FITTING TOBAFFLE3/16 SEAL
17 16"
[37]
09A
0507A
08A
07B09B
08B
PERFORATED PLATEBOLTING DETAIL
(SIDE VIEW SHOWN)
0006601
000625
0006602
0006603
19
21
26
2027 21
CONTINUOUSBLOWDOWN
LOWER LEVEL GAUGECONNECTIONLOWER LEVEL TRANS.
CONNECTION75
0003
760003
800003
810003
3030003
29
712"
[190]
1'-5
38"
[442
]
1'-538"
[442]
9" REF.[228]
06
DISTRIBUTIONHOLES
TYP.3/16
3/16
E----
TRIM ALL U-BOLTS TO APPROX.1
4" EXPOSED THREADS ANDREMOVE ALL BURRS ANDSHARP EDGES
F----
316
TYP. SUPORT TOSUPPORT
30°
6 58"[168]
2'-0
"[6
11]
63 8" REF.
[162]
0007123
0008223
0007124
0008224
0007125
0008225
0007702
0008802
6030006 0007
7030008803
LEFT SIDE
0008802
RIGHT SIDE
0007702
(3X)
0007703
(3X)LEFT SIDE
0008803RIGHT SIDE

1'-6"
[457]
FIRST ISSUE JP MAS05-MAR-21
FOR RECORD V17531-HIND-0002
DLN DP
71" I.D. HP DRUM INTERNAL
SECTIONS "B", "C" & "D"
V17531-HIND-0001 - 71" I.D. HP DRUM INTERNAL SECTION "A"
V17531-HIND-0003 & 0004 - 71" I.D. HP DRUM INTERNAL
SUB-ASSEMBLIES & DETAILS
V17531-HIND-0005 -71" I.D. HP DRUM INTERNAL DETAILS
V17531-ICND-0006 THRU 0008 - 71" I.D. HP DRUM INTERNAL
SUB-ASSEMBLIES & DETAILS
01
NOTES:
1. FOR GENERAL NOTES, SEE DRAWING V17531-HIND-0001.
2. PART NUMBERS 26, 27, 28, 29, 30, 31, 32 & 33 ARE SUPPLIED BY
VOGT POWER AND INSTALLED BY DRUM VENDOR.
3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT.
ONE (1) UNIT REQUIRED TOTAL.
3
8
" = 1'-0"
0001
A
13
SECTION
VIEW ROTATED 90° CCW
0001
B
L
C
DR
UM
A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLE
PROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.
1
Chkd.
2
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANY
BARRY 8 COMBINED CYCLE PROJECT
BUCKS, AL
Heat Recovery Steam Generator for
MHPSA
14111214
5'-9"
[1753]
8'-4"
[2540]
5'-9"
[1753]
050507A07A 07A 07A 08A 09A08A
08B
09B
0005
82
0005
82
0005
82
04
10
0005
83
0003
301
0003
81
0003
81
0003
81
0003
81
0003
80
0003
80
0003
80
0003
302
07B 07B
07B
07B
08B
09B
LEFTRIGHT
0003
75
0003
76
L
C
PLA
TE
L
C
PLA
TE
L
C
PLA
TE
0003
75
0003
76
0003
75
0003
76
0003
75
0003
76
0003
303
0003
303
EN
D O
F P
IP
E
L
C
PLA
TE
L
C
PL
AT
E
0003
301
0003
302
0003
302
0003
301
0003
302
0003
302
0003
301
0005
83
0003
80
0003
302
0003
301
0003
301
0003
302
0003
302
0003
301
8'-4"
[2540]
5'-3"
[1600]
5'-3"
[1600]
6'-5"
[1956]
7'-6"
[2286]
7'-6"
[2286]
7'-6"
[2286]
10'-4"
[3149]
10'-4"
[3149]
10'-2"
[3098]
5'-3"
[1600]
5'-3"
[1600]
L
C
PL
AT
E
L
C
PLA
TE
C PLATE
L
L
C
PLA
TE
C PLATE
L
LEFTRIGHT
RIGHTLEFT
26
1'-2
1
2
"
[368]
1'-2
1
2
"
[368]
6'-0"
[1829]
6'-0"
[1829]
4'-0"
[1219]
4'-0"
[1219]
6'-0"
[1829]
6'-0"
[1829]
0008
803
0005
60
(2X)
(4X)
(2X)
0005
60
(2X)
0006
601
0005
60
(2X)
0004
502
0005
63
(2X)
0005
64
0005
63
(2X)
0005
64
0005
65
(2X)
0005
66
0005
68
0005
67
(2X)
0005
65
(2X)
0005
68
0004
502
0004
501
(2X)
0004
501
(2X)
0005
63
(2X)
0005
65
(2X)
0005
64
L
C
PL
AT
E
L
C
PL
AT
E
0005
67
(2X)
0005
66
L
C
PL
AT
E
L
C
PL
AT
E
L
C
PL
AT
E
1'-2
1
2
"
[368]
1'-2
1
2
"
[368]
6'-0"
[1829]
6'-0"
[1829]
4'-0"
[1219]
4'-0"
[1219]
6'-0"
[1829]
6'-0"
[1829]
L
C
PL
AT
E
L
C
PL
AT
E
L
C
PL
AT
E
L
C
PL
AT
E
0005
66
0005
63
(2X)
0005
65
(2X)
0005
66
0005
64
0005
69
0005
70
0005
71
0005
73
0005
74
0005
72
0004
511
SINGLE POT ASSEMBLY
SHOWN IN PHANTOM
31 32 33
SHOWN IN PHANTOM
FOR EACH POT, TYP.
0004
502
0004
511
SINGLE POT ASSEMBLY
SHOWN IN PHANTOM
31 32 33
SHOWN IN PHANTOM
FOR EACH POT, TYP.
0004
512
DOUBLE POT ASSEMBLY
SHOWN IN PHANTOM
(10X)
BILL OF MATERIAL
PART # QTY. DESCRIPTION MAT'L SPEC.
04 2FITTING, 10" SCH. 40 CAP
A-234 WPB
05 2FITTING, 2
1
2
" 3000#, THD TEEA-105
06 3FITTING, 1" 3000#, 45° THD ELBOW
A-105
07A 4
1
2
" x 2
1
2
" U-BOLT W/ 4 NUTS C.S.
07B 4
1
4
" x 1" U-BOLT W/ 4 NUTS C.S.
08A 32
LIN. FT., PIPE, 2
1
2
" SCH. 40 (0.203"
WALL), CUT & THREAD AS REQUIRED
A-106 Gr.B
08B 4
LIN. FT., PIPE, 1" SCH. 40 (0.133"
WALL), CUT & THREAD AS REQUIRED
A-106 Gr.B
09A 1FITTING, 2
1
2
" 3000#, 90° THD ELBOWA-105
09B 2FITTING, 1" 3000#, 90° THD ELBOW
A-105
10 1FITTING, 1" 3000#, THD TEE
A-105
11 1
PIPE, 14" SCH. 40 (0.437" WALL), 5
5
8
"
LG
A-106 Gr.B
12 1FITTING, 14" SCH. 40 L.R., 45° ELBOW
A-234 WPB
13 1FITTING, 14" SCH. 40, TEE
A-234 WPB
14 2
FITTING, 14" SCH. 40 x 10" SCH. 40
ECCENTRIC REDUCER
A-234 WPB
15 14BAR,
3
8
" x 1
1
2
" x 3'-11" LGA-36
16 28BAR,
3
8
" x 1
1
2
" x 5'-11" LGA-36
19 316BOLT,
1
2
" DIA. x 1" LGA-193 B7
20 156STUD BOLT,
1
2
" DIA. x 4" LGA-193 B7
21 1182NUT,
1
2
" DIA. HEXA-194 2H
22 78STUD BOLT,
1
2
" DIA. x 9" LGA-193 B7
26 2
FINAL SCRUBBER LOWER END PLATE
(12-4204)
A-36
27 78
FINAL SCRUBBER "L" SHAPE (12-4201)
A-36
28 78
FINAL SCRUBBER "S" SHAPE (12-4200)
A-36
29 5
FINAL SCRUBBER DRAIN (12-4248-04)
C.S.
30 78
10" FINAL SCRUBBER (12-4244-04)
A-36
31 84
SEPARATOR SCRUBBER BOX ASSY.
(12-4247-09)
A-36
32 84
VORTEX DRYER SCRUBBER ASSY.
(12-4246-04)
A-36
33 84
VORTEX DRYER PYRAMID
(12-4182-01)
A-36
34 8
FITTING, 3", 3000# THRD HALF
COUPLING
A-105
35 8
FITTING, 3", 3000# THRD SQUARE
HEAD PLUG
A-105
PART NUMBERS TO HAVE PREFIX "HI". FOR EXAMPLE, "04" WOULD
BE "HI04"
0606
30
(78X)
151616
1616 15 151616
1516 16
08A
08A 08A 08A
0005
82
0004
82
0004
82
SECTION
0001
C
SECTION
0001
D
0003
303
0003
303
0004
501
(2X)
0004
501
(2X)
0004
512
DOUBLE POT ASSEMBLY
SHOWN IN PHANTOM
(10X)
0004
502
0004
512
DOUBLE POT ASSEMBLY
SHOWN IN PHANTOM
(10X)
0004
511
SINGLE POT ASSEMBLY
SHOWN IN PHANTOM
0004
512
DOUBLE POT ASSEMBLY
SHOWN IN PHANTOM
(10X)
0004
511
SINGLE POT ASSEMBLY
SHOWN IN PHANTOM
0005
60
(2X)
0007
703
29
29
39'-0
1
4
" INSIDE
[11894] PLATES
G
TOP BAFFLE
TO TOP BAFFLE,
TYP.
16'-10
1
4
"
[5137]
08B
04
0007
703
0006
603
29
0007
703
29
29
C
ON
TIN
UO
US
B
LO
WD
OW
N
F
EE
DW
AT
ER
IN
LE
T
LE
VE
L T
RA
NS
MIT
TE
R
LE
VE
L T
RA
NS
MIT
TE
R
10" REF.
[254]
LE
VE
L T
RA
NS
MIT
TE
R
CORRECTED SECTION C & D SD MAS29-MAY-21 DLN
L
C
PL
AT
E
L
C
PL
AT
E
L
C
PL
AT
E
L
C
PL
AT
E
L
C
PL
AT
E
L
C
PL
AT
E
Administrator
스탬프

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
71" I.D. HP DRUM INTERNALSUB-ASSEMBLIES & DETAILS
1" = 1'-0"
FOR RECORD V17531-HIND-0003 00
FIRST ISSUE 05-MAR-21 JP DLN DP MAS
V17531-HIND-0001 - 71" I.D. HP DRUM INTERNAL SECTION "A"V17531-HIND-0002 - 71" I.D. HP DRUM INTERNAL SECTIONS "B", "C" & "D"
END SUPPORTPLATE ASSEMBLY
(8) REQUIRED 0001,0002
301
3/16 SEAL3/16 1-3
10" PIPE SUPPORTSCALE: 3" = 1'-0" 0001,
0002
76
----36
85
TACK 1/2 - 2
TYP. EXPANDED METAL TOEXPANDED METAL AND TOVORTEX BREAKER PLATES
LC DRUM
BEND UP 15°
134"
[44]
23 16"
[56]
3 14 "
[83]
7 916"[192]
C TIE BAR
LCD
RU
M1"
[25]12"
[13]
LC DRUMLCD
RU
M
LC DRUMLCD
RU
M
LC DRUMLCD
RU
M1'-3
1 2"[3
93]
1'-9
"[5
33]
2'-7
"[7
87]
2'-5"[737]
2'-218"
[664]
1'-4
1 8"[4
10]
812"
[215]
R2'-1112"
[902]
1" x 45° CHAMFER
SUPPORT PLATE----36
3/16 1-33/16 1-3
----37
134"
[44]
23 16"
[56]
3 14 "
[83]
7 916"[192]
C TIE BARL L
1"[25]1
2"[13]
----38
R2'-1112"
[902]
3" [76]
1'-3
1 2"[3
93]
1'-5
1 2"[4
45]
3"[76]
1 12 "[38]
1'-4
1 8"[4
10]
2'-7
"[7
87]
812"
[215]
3"[76]
112"
[38]
212" TYP.[64]
R1" TYP.[25]
MID SUPPORTPLATE ASSEMBLY
(8) REQUIRED 0001,0002
302 SUPPORT PLATE----37
FORMED VIEW
1'-7
3 16"
[488
]2'
-61 16
"[7
63]
4'-4
78"
[134
3]
BEND UP 35°
BEND UP 40°
5'-1
3 16"
[155
4]
SUPPORT BAR DETAIL----38
3" [76]
3" [76]
2'-218"
[664]
2'-5"[737]
1'-9
"[5
33]
45 16"
[110
] TRIM TOFIT DRUM
LCD
RU
M
VORTEX BREAKERASSEMBLY
(2) REQUIRED 0001,0002
303
SEE DETAIL "G"
NOZZLE ODREF.
3/163/16VORTEX BREAKER
TO NOZZLE.THIS LOCATION ONLY
45°
LCD
RU
M
DETAILSCALE: 1 1/2" = 1'-0" ----
G
----86
----87
3/16 23/16 2
TOP ONLY
BOTTOM ONLY3/16 23/16 2
958"
[244]
1'-714"
[489]
1'-3
"[3
81]
516"[8]
112"
[38]1'-41
4"[413]
3" [76]
71 2"[1
91]
958"
[244]
1'-714"
[489]
1'-3
"[3
81]
516"[8]
112"
[38]1'-41
4"[413]
3" [76]
71 2"[1
91]
VORTEX BREAKER PLATESCALE: 1 1/2" = 1'-0" ----
86 VORTEX BREAKER PLATESCALE: 1 1/2" = 1'-0" ----
87
2 1/2" PIPE SUPPORTSCALE: 3" = 1'-0" 0001,
0002
80
Ø516" (2X)
[8]
1" [25]
8" [203
]
3"[76]
158"
[41]
118"
[29]
214"
[57]
9" [229
]
2"[51]
1316
"[2
1]37 16
"[8
7]
118"
[29]
214"
[57]
R34" TYP.[19]
Ø916" (2X)
[14]
1" PIPE SUPPORTSCALE: 3" = 1'-0" 0001,
0002
81 10" PIPE SUPPORTSCALE: 3" = 1'-0" 0001,
0002
75
R5716"
[138]
R12" TYP.[13]
R5716"
[138]
5" [127
]
1"[25]
1078"
[276]
30° TYP.
3" TYP.[76]
6"[152]
1'-0"[305]
11 2" TY
P.[3
8]
81 8" T
YP.
[206
]10
34"
TYP
.[2
73]
BILL OF MATERIALPART # QTY. DESCRIPTION MAT'L SPEC.
36 8 PLATE, 316" (5mm) THK., (SEE DETAIL) A-36
37 8 PLATE, 316" (5mm) THK., (SEE DETAIL) A-36
38 8 BAR, 3 8" (10mm) x 1" (25mm) x 5'-1 316"(1554mm) LG. A-36
75 4SHEET, 10 GA. (3mm) THK. x 1" (25mm)x 2'-3 14" (692mm) LG. 1011 CS
76 4 PLATE, 14" (6mm) THK., (SEE DETAIL) A36
80 4 PLATE, 14" (6mm) THK., (SEE DETAIL) A36
81 4 PLATE, 14" (6mm) THK., (SEE DETAIL) A36
84 2EXPANDED METAL, 16 GA (1.5mm)THK., 12" (13mm) FLATTEND x 1'-7 14"(489mm) DIA.
C.S.
85 2EXPANDED METAL, 16 GA (1.5mm)THK., 12" (13mm) FLATTENED x 4 12"(114mm) x 5'-0 12" (1537mm)
C.S.
86 2 PLATE, 14" (6mm) THK., (SEE DETAIL) A36
87 2 PLATE, 14" (6mm) THK., (SEE DETAIL) A36
PART NUMBERS TO HAVE PREFIX "HI". FOR EXAMPLE, "36" WOULDBE "HI36"
84
NOTES:
1. FOR GENERAL NOTES, SEE DRAWING V17531-HIND-0001.2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT REQUIRED TOTAL.
50°
32°
C TIE BARL C TIE BARL----38
R34" TYP.[19]
Administrator
사각형
Administrator
설명선
SA-36

FIRST ISSUE JP MAS05-MAR-21
FOR RECORD V17531-HIND-0004
DLN DP
71" I.D. HP DRUM INTERNAL
SUB-ASSEMBLIES & DETAILS
01
NOTES:
1. FOR GENERAL NOTES, SEE DRAWING V17531-HIND-0001.
2. PART NUMBERS 40, 41, 42 & 43 ARE SUPPLIED BY VOGT
POWER AND INSTALLED BY DRUM VENDOR.
3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT.
ONE (1) UNIT REQUIRED TOTAL.
1 1/2" = 1'-0"
A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLE
PROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.
1
Chkd.
2
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANY
BARRY 8 COMBINED CYCLE PROJECT
BUCKS, AL
Heat Recovery Steam Generator for
MHPSA
44
CENTER PUNCH
(8) PLACES
ARRANGEMENT FOR SINGLE
CENTRIFUGAL DRYER
0001,
0002
511
NOTE: SINGLE-ROW DRYER
STRAPS SHALL BE INSTALLED
RIGHT TO LEFT, BUT TENSIONING
OF THE STRAPS MUST
BE PERFORMED LEFT TO RIGHT
40 41
TYPICAL ARRANGEMENT FOR DOUBLE
ROW CENTRIFUGAL DRYERS
0001,
0002
512
40 41
45
---
513
---
516
---
514
---
515
56
55
NOTE: DOUBLE-ROW DRYER
STRAPS SHALL BE INSTALLED
LEFT TO RIGHT, BUT TENSIONING
ON THE STRAPS MUST
BE APPLIED EVENLY
DETAIL
----
J
1'-6" TYP.
[457]
4
1
8
" TYP.
[105]
5655
5
8
"
[16]
1
1
4
"
[32]
3
4
"
[19]
2
1
4
"
[57]
1
1
4
"
[32
]
1/16
1/16
46
7
8
"
[22]
Ø
5
8
" HOLE
1
2
"
[13]
[298]
11
3
4
"
[483]
19"
[746]
29
3
8
"
47 FOR 514
48 FOR 515
49 FOR 516
STRAP ASSEMBLY
SCALE: 3" = 1'-0"
----
514
----
515
----
516
1/8 SEAL
1/8 SEAL
1/8
TYP.
EXTENSION DUCT ASSEMBLY
(40) REQUIRED
----
513
1
7
16
"
[37]
1'-0"
[305]
1'-3
7
16
"
[392]
10
5
16
" IN
SID
E
[262
]
1
11
16
" INS
IDE
[43]
3.2°
----
57
----
58
----
59
----
57
----
58
----
517
1
1
2
"
[38]
CUT
40
EXTENSION DUCT HOOK
SCALE: 6" = 1'-0"
(40) REQUIRED
----
517
1
11
16
"
[4
3]
1'-0
1
8
"
[308
]
11
5
8
"
[295]
BEND UP 86.8°
DUCT WALL
SCALE: 1 1/2" = 1'-0"
(2) REQUIRED PER DUCT
----
58
42° 48°
48°
42°
1
1
8
"
[2
9]
10
5
16
"
[2
62
]
1'-0
9
16
"
[3
19
]
1
1
16
" T
YP
.
[2
7]
1
3
16
" T
YP
.
[30
]
INLET FLANGE DETAIL
SCALE: 3" = 1'-0"
----
57
3
4
"
[19
]
4
3
16
"
[1
06
]
3
7
16
"
[8
7]
4
3
16
"
[1
06
]
7
8
" TYP.
[21]
7
8
"
[23]
7
8
"
[23]
3
.
2
°
1
1
4"
[33]
4
1
4"
[108]
1
11
16
"
[43]
7
16
"
[1
1]
10
5
16
"
[2
62
]
11
3
16
"
[2
84
]
13
16
"
[21]
1
11
16
"
[43]
3
5
16
"
[84]
OUTLET FLANGE DETAIL
SCALE: 3" = 1'-0"
----
59
41
43
3.2°
SEAL
BILL OF MATERIAL
PART # QTY. DESCRIPTION MAT'L SPEC.
40 124
VORTEX DRYER STRAP HOOK
(12-4075-00)
C.S.
41 44
VORTEX DRYER CONNECTING DUCT
(12-4066-00)
C.S.
42 4
VORTEX DRYER STRAP SET
(12-4073-00)
C.S.
43 84
VORTEX DRYER CENTRIFUGAL
SEPARATOR (12-4076-11)
C.S.
44 240
3
8
" x 1" LG. HEX BOLT A-307
45 240
3
8
" HEX NUT A-563 Gr.A
46 160ANGLE, 1
1
2
" x 1
1
2
" x
3
16
" THK., 1
1
4
" LG.A-36
47 80SHEET, 16 GA, 1
1
4
" x 11
3
4
"A-36
48 40SHEET, 16 GA, 1
1
4
" x 19"A-36
49 40SHEET, 16 GA, 1
1
4
" x 29
3
8
"A-36
51 8
PLATE,
1
4
" THK., (SEE DETAIL)
A-36
52 4
PLATE,
1
4
" THK., (SEE DETAIL)
A-36
55 80
1
2
" x 4
1
2
" LG. STUD BOLT A-307
56 160
1
2
" HEX NUT A-194 2H
57 40
PLATE,
3
16
" THK., (SEE DETAIL)
A-36
58 80
SHEET, 10 GA (SEE DETAIL)
A-36
59 40
PLATE,
3
16
" THK., (SEE DETAIL)
A-36
PART NUMBERS TO HAVE PREFIX "HI". FOR EXAMPLE, "40" WOULD
BE "HI40"
V17531-HIND-0001 - 71" I.D. HP DRUM INTERNAL SECTION "A"
V17531-HIND-0002 - 71" I.D. HP DRUM INTERNAL SECTIONS
"B", "C" & "D"
42
43
1
1
8
"
[29]
3
4
"
[19]
3
7
16
"
[8
7]
3
7
16
"
[87
]
1
1
8
"
[29]
5
8
"
[16]
5
8
"
[16]
10
5
16
" T
YP
.
[26
2]
1"
[25]
DUCT PLATE ASSEMBLY
(8) REQUIRED
0001,
0002
501
TOP
1'-3
1
2
"
[394]
(3) SPACES @ 1'-6" = 4'-6"
[1372]
3
1
2
" TYP.
[89]
3
.2
°
T
Y
P
.
5
1
8
"
[130]
(3) SPACES @ 1'-6" = 4'-6"
[1372]
9
5
8
" T
YP
.
[24
4]
1'-5
"
[4
32
]
HOLE PATTERN PER
DETAIL "J".
TYP. (4) PLACES
MARK "TOP"
4
7
16
" T
YP
.
[1
13
]
2
1
4
" TYP.
[57]
1
1
8
" TYP.
[29]
4
1
8
" TYP.
[105]
TYP. CUTOUT
(8) PLACES
5'-11
13
16
"
[1824]
DUCT PLATE
----
51
----
51
(24X)
1/8 1/4 - 180°
BOLT TO DUCT
PLATE. TYP.
1/8
TYP.
40(8X)
41 (4X)
1/8 SEAL
TYP.
TOP
DUCT PLATE ASSEMBLY
(4) REQUIRED
0001,
0002
502
CENTER PUNCH
(5) PLACES
TOP
HOLE PATTERN PER
DETAIL "J".
TYP. (2) PLACES
MARK "TOP"
1"
[25]
3
.2
°
T
Y
P
.
1'-3
1
2
"
[393]
1'-6"
[457]
3
1
2
"
[89]
1'-0"
[305]
9
5
8
" T
YP
.
[24
4]
1'-5
"
[4
32
]
3
4
"
[19]
4
7
16
" T
YP
.
[11
3]
10
5
16
" T
YP
.
[26
2]
5
1
8
"
[129]
2
1
4
" TYP.
[57]
1
1
8
" TYP.
[29]
4
1
8
" TYP.
[105]
1'-6"
[457]
3'-11
13
16
"
[1214]
DUCT PLATE
----
52
1'-4
1
8
"
[410]
TOP
44
----
52
(12X)
1/8 1/4 - 180°
BOLT TO DUCT
PLATE. TYP.
1/8
TYP.
40(5X)
41 (3X)
1/8 SEAL
TYP.
1'-0"
[305]
[Ø16]
(80 REQ'D)(40 REQ'D)(40 REQ'D)
Ø
1
2
" (6X)
[Ø13]
Ø
1
2
" (6) HOLES
[Ø13]
7
8
"
[22]
3
8
"
[10]
CORRECTED DRAWING NO. IN TITLE BLOCK EB MAS10-AUG-21 -- --
Administrator
스탬프

FIRST ISSUE JP MAS05-MAR-21
FOR RECORD V17531-HIND-0005
DLN DP
71" I.D. HP DRUM INTERNAL DETAILS
00
NOTES:
1. FOR GENERAL NOTES, SEE DRAWING V17531-HIND-0001.
2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT REQUIRED TOTAL.
1" = 1'-0"
A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
BEND DOWN 90°
TOP BAFFLE0001,0002
60
V17531-HIND-0001 - 71" I.D. HP DRUM INTERNAL SECTION "A"V17531-HIND-0002 - 71" I.D. HP DRUM INTERNAL SECTIONS "B", "C" & "D"
FORMED VIEW BAFFLE PLATE0001,0002
63FORMED VIEW0001,0002
64BAFFLE PLATE
0001,0002
65FORMED VIEW0001,0002
66
BEND UP 15°
BEND UP 35°
BEND DOWN 40°
FORMED VIEW
8'-012"
[2451] 3" [76]
434"
[120
]
31 8"[7
9]61 4"
[159
]
BAFFLE PLATE0001,0002
670001,0002
68
1'-3
"[3
81]
1'-1
13 16"
[588
]
BEND UP 40°
FORMED VIEW BAFFLE PLATE0001,0002
69
3'-214"
[971]
5'-111316"
[1824]
1'-3
"[3
81]
1'-1
13 16"
[588
]
BEND UP 40°
FORMED VIEW BAFFLE PLATE0001,0002
70
1'-3
"[3
81]
1'-1
13 16"
[588
]
712"
[190]
5'-111316"
[1824]4"
[101]HOLETYP.
538"
[137
]
538"
[137
]
BEND UP 40°
FORMED VIEW BAFFLE PLATE0001,0002
71
1'-3
"[3
81]
1'-1
13 16"
[588
]
3'-111316"
[1214]
538"
[137
]712"
[190]
BEND UP 40°
FORMED VIEW BAFFLE PLATE0001,0002
72
5'-111316"
[1824]
1'-3
"[3
81]
1'-1
13 16"
[588
]
712"
[191]1'-111
2"[597]
538"
[137
] HOLETYP.
5'-111316"
[1824]
1'-3
"[3
81]
1'-1
13 16"
[588
]
2'-712"
[800]
538"
[137
]
BEND UP 40°
FORMED VIEW BAFFLE PLATE0001,0002
73
1'-3
"[3
81]
1'-1
13 16"
[588
]
3'-111316"
[1214]
538"
[137
] 912"
[241]
BEND UP 40°
FORMED VIEW BAFFLE PLATE0001,0002
74
11'-0"[3353]
1'-0"[305]
(9) SPACES @ 1'-0" (305mm) = 9'-0"[2743] STANDARD PIPE THREADS
(BOTH ENDS)
HOLETYP.
(NEAR SIDEONLY)
1" ASPIRATED PIPE DETAILSCALE: 1 1/2" = 1'-0" 0002
82
45°
45°
10" FEEDWATER PIPE DETAIL000283 END VIEW
STANDARDPIPE BEVEL(BOTH ENDS)
DRAIN HOLES38" (10mm) DIA.
DRAIN HOLE3
8" (10mm) DIA.DRAIN HOLE
34" (19mm) DIA.
HOLE. TYP.1" TYP.[25]
212"
[63](35) SPACES @ 5" (127mm) = 14'-7"
[4445]
15'-0"[4572]
BILL OF MATERIALPART # QTY. DESCRIPTION MAT'L SPEC.
60 8 PLATE, 14" THK., (SEE DETAIL) A36
63 8 PLATE, 316" THK., (SEE DETAIL) A36
64 4 PLATE, 316" THK., (SEE DETAIL) A36
65 8 PLATE, 316" THK., (SEE DETAIL) A36
66 4 PLATE, 316" THK., (SEE DETAIL) A36
67 4 PLATE, 316" THK., (SEE DETAIL) A36
68 2 PLATE, 316" THK., (SEE DETAIL) A36
69 1 PLATE, 316" THK., (SEE DETAIL) A36
70 1 PLATE, 316" THK., (SEE DETAIL) A36
71 1 PLATE, 316" THK., (SEE DETAIL) A36
72 1 PLATE, 316" THK., (SEE DETAIL) A36
73 1 PLATE, 316" THK., (SEE DETAIL) A36
74 1 PLATE, 316" THK., (SEE DETAIL) A36
82 3PIPE, 1" SCH. 40 (0.133" WALL)(SEE DETAIL) A-106 Gr.B
83 2PIPE, 10" SCH. 40 (0.365" WALL)(SEE DETAIL) A-106 Gr.B
PART NUMBERS TO HAVE PREFIX "HI". FOR EXAMPLE, "60" WOULDBE "HI60"
Ø4516" HOLE
[Ø110]Ø45
16" [Ø110]
Ø4516" HOLE
[Ø110]Ø45
16" [Ø110]
Ø4516" HOLE
[Ø110]
Ø4516" HOLE
[Ø110]
Ø14"
[Ø6]
SHOP NOTE: HOLES SHALL BE AT TOP WHEN INSTALLED
5'-111316" [1824] (PART NO. 63)
3'-111316" [1214] (PART NO. 64)
5'-111316" [1824] (PART NO. 65)
3'-111316" [1214] (PART NO. 66)
5'-111316" [1824] (PART NO. 67)
3'-111316" [1214] (PART NO. 68)
77 16"
[188
]1'
-27
8"[3
78]

FIRST ISSUE JP MAS05-MAR-21
FOR RECORD V17531-HIND-0006
DLN DP
71" I.D. HP DRUM INTERNALSUB-ASSEMBLIES & DETAILS
00
NOTES:
1. FOR GENERAL NOTES, SEE DRAWING V17531-HIND-0001.
2. PART NUMBERS 90 & 95 ARE SUPPLIED BY VOGT POWER AND INSTALLED BY DRUM VENDOR.
3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT REQUIRED TOTAL.
1" = 1'-0"
A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
V17531-HIND-0001 - 71" I.D. HP DRUM INTERNAL SECTION "A"V17531-HIND-0002 - 71" I.D. HP DRUM INTERNAL SECTIONS "B", "C" & "D"
CENTER SPACING PLATE000123 FORMED VIEW
BEND UP 60°
BILL OF MATERIALPART # QTY. DESCRIPTION MAT'L SPEC.
23 1 PLATE, 316" THK. x 7 " x 8'-0 18" LG. A-36
24 2 PLATE, 316" THK. x 4 3 8" x 8'-0 18" LG. A-36
25 2 PLATE, 316" THK. x 2 5 8" x 8'-0 18" LG. A-36
90 2UPPER END PLATE FLANGE(12-4203) A-36
91 2 PLATE, 316" THK., (SEE DETAIL) A-36
92 2 PLATE, 316" THK., (SEE DETAIL) A-36
93 14 PLATE, 316" THK., (SEE DETAIL) A-36
94 1 PLATE, 316" THK., (SEE DETAIL) A-36
95 2DRIP PAN END PLATE FLANGE(12-4202) A-36
96 16 STUD BOLT, 12" DIA x 1" LG. A-108 Gr.1010
97 1 FITTING, 1 12", 3000# THRD HALFCOUPLING A-105
PART NUMBERS TO HAVE PREFIX "HI". FOR EXAMPLE, "23" WOULDBE "HI23"
778"
[200
]
8'-018"
[2442]
31516
"[1
00]
58"
[16]
58"
[16]
41 4"[1
08]
8'-018"
[2442]
11316
"[4
6] 34"
[19]
6116"
[154](7) SPACES @ 12" (305mm) = 7'-0"
[2134]
BEND UP 90°
OUTER MOUNTING ANGLE000124 FORMED VIEW
INNER MOUNTING ANGLE000125 FORMED VIEW
15 16"
[33]
258"
[67]
58"
[16]
112"
[38]
258"
[67]
2" [51]
11 2"[3
8]
2116"
[52](23) SPACES @ 4" (102mm) = 7'-8"
[2337]
8'-018"
[2442]
BEND UP 90°
PERFORATED BOX END PLATESCALE: 6" = 1'-0" ----,
93
112"
[38]3"
[76]
6"[152]
11 2"[3
8]
58"
[16]
3/16 SEALTYP.
118"
[29]2"
[51]
----91
90
END PLATE ASSEMBLYSCALE: 1 1/2" = 1'-0"
(4) REQUIRED0001,0002
601UPPER END PLATESCALE: 1 1/2" = 1'-0" ----
91
49 16" T
YP.
[116
]
8" T
YP.
[204
]
105 16
"[2
62]
12"
[13]
1 4" [6]
1'-0916"
[319]
3" T
YP.
[76]
112"
TYP.
[38]
2'-118"
[638]
71516" TYP.[201]
5 34" TYP.[146]
Ø916" HOLE (8X)
[Ø14]
Ø916" HOLE (24X)
[Ø14]
Ø916" HOLE (4X)
[Ø14]
R2'-1112"
[R902]
Ø916"
[Ø14] X 1" LG. [25]
SLOTTED HOLETYP.
DRIP PAN ASSEMBLY(1) REQUIRED 0001,
0002
603
61 2"[1
65]
1'-1
" REF
.[3
31]
7'-1134"
[2432]
8'-018"
[2442]
12 "[13]
1 2"[1
3]95
2 34" TYP.
[70]
13 4" TYP.
[44]
DRIP PAN PLATE DETAIL----94 FORMED VIEW
97 3/16 SEAL
96
----94
1/8 SEALTYP.95
TYP.
(7) SPACES @ 12" (305mm) = 7'-0"[2134]
BEND DOWN 60°BEND UP 90°
4'-0"[1219]
Ø2" [Ø51]
738"
[187
]
1 2" TY
P.[1
3]1 2"
TYP
.[1
3]
29 16"
[65]
41 8"[1
05]
29 16"
[65]41 8"
[105
]
1'-2
34"
[375
]
BEND UP 90° 112"
[38]
6" [152
]
PERFORATED PLATE DETAIL----92
58"
[16]8'-01
8"[2442]
----92 ----
93----93
1/8 SEALBOTH ENDS
PERFORATED PLATE ASSEMBLY(2) REQUIRED 0001
602
58"
[16]
25 16"
[59]
58"
[16]
25 16"
[59]
178"
[48](23) SPACES @ 4" (102mm) = 7'-8" TYP.
[2337]
7'-1134"
[2432]
Ø916" (48X) [Ø14]
234"
[70]
(18) SPACES @ 4 3/4" (121mm) = 7'-112"
[2172]51
8"[130]
(19) SPACES @ 4 3/4" (121mm) = 7'-614"
[2292]
15 16"
[33]
41 8"[1
05]
15 16"
[33]
81 4"[2
10]
30°
2116"
[52]Ø9
16" HOLE (48X) [Ø14]
(23) SPACES @ 4" (101.6mm) = 7'-8"[2337]
578"
[149]
95
Ø34" (58X) [Ø19]
0007, 0008

FIRST ISSUE JP MAS05-MAR-21
FOR RECORD V17531-HIND-0007
DLN DP
71" I.D. HP DRUM INTERNALSUB-ASSEMBLIES & DETAILS
00
NOTES:
1. FOR GENERAL NOTES, SEE DRAWING V17531-HIND-0001.
2. PART NUMBER 95 IS SUPPLIED BY VOGT POWER AND INSTALLED BY DRUM VENDOR.
3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT REQUIRED TOTAL.
1" = 1'-0"
A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
V17531-HIND-0001 - 71" I.D. HP DRUM INTERNAL SECTION "A"V17531-HIND-0002 - 71" I.D. HP DRUM INTERNAL SECTIONS "B", "C" & "D"
CENTER SPACING PLATE0001123 FORMED VIEW
BEND UP 60°
BILL OF MATERIALPART # QTY. DESCRIPTION MAT'L SPEC.
123 3 PLATE, 316" THK. x 7 7 8" x 8'-0" LG. A-36
124 6 PLATE, 316" THK. x 4 3 8" x 8'-0" LG. A-36
125 6 PLATE, 316" THK. x 2 5 8" x 8'-0" LG. A-36
192 6 PLATE, 316" THK., (SEE DETAIL) A-36
194 3 PLATE, 316" THK., (SEE DETAIL) A-36
95 6DRIP PAN END PLATE FLANGE(12-4202) A-36
96 48 STUD BOLT, 12" DIA x 1" LG. A-108 Gr.1010
97 3 FITTING, 1 12", 3000# THRD HALFCOUPLING A-105
PART NUMBERS TO HAVE PREFIX "HI". FOR EXAMPLE, "123" WOULDBE "HI123"
778"
[200
]
8'-0"[2438]
31516
"[1
00]
58"
[16]
58"
[16]
41 4"[1
08]
8'-0"[2438]
11316
"[4
6] 34"
[19]
6"[152]
(7) SPACES @ 12" (305mm) = 7'-0"[2134]
BEND UP 90°
OUTER MOUNTING ANGLE0001124 FORMED VIEW
INNER MOUNTING ANGLE0001125 FORMED VIEW
15 16"
[33]
258"
[67]
58"
[16]
112"
[38]
258"
[67]
2" [51]
11 2"[3
8]
2"[51]
(23) SPACES @ 4" (102mm) = 7'-8"[2337]
8'-0"[2438]
BEND UP 90°
Ø916" HOLE (8X)
[Ø14]
Ø916" HOLE (24X)
[Ø14]
DRIP PAN ASSEMBLY(3) REQUIRED 0001,
0002
703
61 2"[1
65]
1'-1
" REF
.[3
31]
7'-1158"
[2429]
8'-0"[2438]
12 "[13]
1 2"[1
3]95
2 34" TYP.
[70]
13 4" TYP.
[44]
DRIP PAN PLATE DETAIL----194 FORMED VIEW
97 3/16 SEAL
96
----194
1/8 SEALTYP.95
TYP.
(7) SPACES @ 12" (305mm) = 7'-0"[2134]
BEND DOWN 60°BEND UP 90°
4'-0"[1219]
Ø2" [Ø51]
738"
[187
]
1 2" TY
P.[1
3]1 2"
TYP
.[1
3]
29 16"
[65]
41 8"[1
05]
29 16"
[65]41 8"
[105
]
1'-2
34"
[375
]
BEND UP 90° 112"
[38]
6" [152
]
PERFORATED PLATE DETAIL----192
58"
[16]8'-0"
[2438]
----192 0006
930006
93
1/8 SEALBOTH ENDS
PERFORATED PLATE ASSEMBLY(6) REQUIRED 0001
702
58"
[16]
25 16"
[59]
58"
[16]
25 16"
[59]
11316"
[46](23) SPACES @ 4" (102mm) = 7'-8" TYP.
[2337]
7'-1158"
[2429]
Ø916" (48X) [Ø14]
21116"
[68]
(18) SPACES @ 4 3/4" (121mm) = 7'-112"
[2172]51
16"[129]
(19) SPACES @ 4 3/4" (121mm) = 7'-614"
[2292]
15 16"
[33]
41 8"[1
05]
15 16"
[33]
81 4"[2
10]
2"[51]
Ø916" HOLE (48X)
[Ø14]
(23) SPACES @ 4" (101.6mm) = 7'-8"[2337]
51316"
[148]
95
Ø34" (58X) [Ø19]

FIRST ISSUE JP MAS05-MAR-21
FOR RECORD V17531-HIND-0008
DLN DP
71" I.D. HP DRUM INTERNALSUB-ASSEMBLIES & DETAILS
00
NOTES:
1. FOR GENERAL NOTES, SEE DRAWING V17531-HIND-0001.
2. PART NUMBER 95 IS SUPPLIED BY VOGT POWER AND INSTALLED BY DRUM VENDOR.
3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT REQUIRED TOTAL.
1" = 1'-0"
A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
V17531-HIND-0001 - 71" I.D. HP DRUM INTERNAL SECTION "A"V17531-HIND-0002 - 71" I.D. HP DRUM INTERNAL SECTIONS "B", "C" & "D"
CENTER SPACING PLATE0001223 FORMED VIEW
BEND UP 60°
BILL OF MATERIALPART # QTY. DESCRIPTION MAT'L SPEC.
223 1 PLATE, 316" THK. x 7 7 8" x 7'-0 18" LG. A-36
224 2 PLATE, 316" THK. x 4 3 8" x 7'-0 18" LG. A-36
225 2 PLATE, 316" THK. x 2 5 8" x 7'-0 18" LG. A-36
292 2 PLATE, 316" THK., (SEE DETAIL) A-36
294 1 PLATE, 316" THK., (SEE DETAIL) A-36
95 2DRIP PAN END PLATE FLANGE(12-4202) A-36
96 14 STUD BOLT, 12" DIA x 1" LG. A-108 Gr.1010
97 1 FITTING, 1 12", 3000# THRD HALFCOUPLING A-105
PART NUMBERS TO HAVE PREFIX "HI". FOR EXAMPLE, "223" WOULDBE "HI223"
778"
[200
]
7'-018"
[2137]
31516
"[1
00]
58"
[16]
58"
[16]
41 4"[1
08]
7'-018"
[2137]
11316
"[4
6] 34"
[19]
6116"
[154](6) SPACES @ 12" (305mm) = 6'-0"
[1829]
BEND UP 90°
OUTER MOUNTING ANGLE0001224 FORMED VIEW
INNER MOUNTING ANGLE0001225 FORMED VIEW
15 16"
[33]
258"
[67]
58"
[16]
112"
[38]
258"
[67]
2" [51]
11 2"[3
8]
2116"
[52](20) SPACES @ 4" (102mm) = 6'-8"
[2032]
7'-018"
[2137]
BEND UP 90°
Ø916" HOLE (7X)
[Ø14]
Ø916" HOLE (21X)
[Ø14]
DRIP PAN ASSEMBLY(1) REQUIRED 0001,
0002
803
61 2"[1
65]
1'-1
" REF
.[3
31]
6'-1134"
[2127]
7'-018"
[2137]
12 "[13]
1 2"[1
3]95
2 34" TYP.
[70]
13 4" TYP.
[44]
DRIP PAN PLATE DETAIL----294 FORMED VIEW
97 3/16 SEAL
96
----294
1/8 SEALTYP.95
TYP.
(6) SPACES @ 12" (305mm) = 6'-0"[1829]
BEND DOWN 60°BEND UP 90°
4'-0"[1219]
Ø2" [Ø51]
738"
[187
]
1 2" T
YP.
[13]
1 2" TY
P.[1
3]
29 16"
[65]
41 8"[1
05]
29 16"
[65]41 8"
[105
]
1'-2
34"
[375
]
BEND UP 90° 112"
[38]
6" [152
]
PERFORATED PLATE DETAIL----292
58"
[16]
7'-018"
[2137]
----292 0006
93000693
1/8 SEALBOTH ENDS
PERFORATED PLATE ASSEMBLY(2) REQUIRED 0001
802
58"
[16]
25 16"
[59]
58"
[16]
25 16"
[59]
178"
[48](20) SPACES @ 4" (102mm) = 6'-8" TYP.
[2032]
6'-1134"
[2127]
Ø916" (42X) [Ø14]
338"
[86](14) SPACES @ 5 1/2" (140mm) = 6'-5"
[1956]
15 16"
[33]
41 8"[1
05]
15 16"
[33]
81 4"[2
10]
2116"
[52]Ø9
16" HOLE (42X) [Ø14]
(20) SPACES @ 4" (101.6mm) = 6'-8"[2032]
578"
[149]
95
Ø34" (44X) [Ø19]
618"
[156](13) SPACES @ 5 1/2" (140mm) = 5'-111
2"[1816]


IP DRUM HEADSCALE: 1 1/2" = 1'-0"
HEAD TO SHELL DETAIL
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
B V17531-ISND-0001
1/2" = 1"
FOR RECORD 02
INTERMEDIATE PRESSURE STEAMDRUM HEAD & SHELL DETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
06 05 04 03 02 ADDED REFERENCE TO NOTE 2 3-JUN-21 SD JB DP01 ASME CODE EDITION 9-SEP-20 SD SEG DP00 FIRST ISSUE 15-APR-20 SD SEG -- DP
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
GENERAL NOTES:
138"
[35]
WE
LD S
EA
M
SEE NOTE 4
MIN
. W
ALL
TH
K.
5'-6"[1676]
I.D.
5'-834"
[1746] (REF.)
138"
[35]
3" [76]
1'-7
12"
[495
] (
RE
F.)
40'-0" SHELL LENGTH[12192] WELD SEAM TO WELD SEAM 5
'-6"
[167
6]
MIN. THK.
MACHINE FLAT, TO BE BEVELED TO MATCHFAB. WELD DETAIL. (SEE NOTE 4)
SH
ELL
/ H
EA
DIN
SID
E D
IAM
ET
ER
13 8
"[3
5]M
IN. T
HK
.
1. HEADS TO COMPLY WITH THE REQUIREMENTS OF THE 2019 EDITION OF THE ASME BOILER CODE SECTIONS I, II, V & IX. 2. LENGTH, WIDTH, AND NUMBER OF COURSE SECTIONS TO BE CALCULATED BY THE DRUM FABRICATOR. ROLLING/FORMING TOLERANCES HAVE NOT BEEN ADDED TO THE THICKNESS SHOWN. 3. MATERIAL TO COMPLY WITH THE REQUIREMENTS IN DOCUMENT V17531-EMNC-0003 VPI PLATE MATERIAL SPECIFICATION. 2:1 ELLIPTICAL HEAD MATERIAL: SA-516 Gr. 70 DRUM SHELL MATERIAL: SA-516 Gr. 70 4. FABRICATOR TO DESIGN WELD PREP TO MATCH FABRICATOR'S WELDING PROCESS AND SUBMIT FOR APPROVAL. 5. (1) DRUMS REQUIRED TOTAL, (2) HEADS PER DRUM (2)HEADS REQUIRED TOTAL.
(NOTE 2)
(NO
TE 2
)
(NO
TE
2)

FRONT VIEW
REAR VIEW
ENDVIEWINSTRUMENT CONNECTIONSNOT SHOWN FOR CLARITY
LEFT DRUM HEAD RIGHT DRUM HEAD
CONTOUR DETAILSCALE: NONE
1"SW3000#1"IP CONTINUOUS BLOWDOWN (WB-PP-2777)11101 1 2"SWSCH 80/XS1"LOWER LG/LT CONN. (WG-PP-2307, 2309, 2311, 2313, 2315)5070
6 7 8"BWSCH 40/STD4"FEEDWATER INLET (WB-PP-2309)104013
16"SW3000#34"PI/PT (WG-PP-2300, 2303)214
1"SW3000#1"DRUM VENT (WB-PP-2346)1132 1 16"SW3000#2"IPEC MODULE VENT (WB-HDR-2303)112
11 3 8"BWSCH 40/STD8"PEGGING STEAM DEAERATOR TO DRUM (WB-PP-2335)110
4 1 16"LWN600#2 1 2"PRV INLET (WG-PP-2302)109
6 1 8"BWSCH 40/STD4"FLASH TANK VENT TO DRUM (WJ-PP-2756)108
2"SW3000#1"UPPER LG/LT CONN. (WG-PP-2306, 2308, 2310, 2312, 2314)5066 1 16"BWSCH 40/STD6"STEAM OUTLET TO IPSH (WB-PP-2321)405
5 3 8"BWSCH 40/STD3"IPEV 4 RISER COLL. HEADER (WB-HDR-2301)103
12 3 8"BWSCH 40/STD8"IPEV 1-3 RISER COLL. HEADER (WB-HDR-2300)202
11 3 8"BWSCH 40/STD8"DOWNCOMER (WB-PP-2312)201
ELLIPTICAL---3 3 4" WALL18" x 24"MANWAY ASSEMBLY2400
NOZZLE SCHEDULEREQUIRED HOLE SIZETYPEANSI RATING OR WALL THICKNESSNOMINAL PIPE SIZEDESCRIPTIONQTYPART/ ASSEMBLY NO.
BILL OF MATERIALSMAT'L. SPEC.DESCRIPTIONQTY.PART NO.
SA-516 Gr. 70SHELL PLATE 1 3 8" THK. x 66" I.D. x 40'-0" LG.120
SA-516 Gr. 70ELLIPTICAL HEAD 1 3 8" THK. x 66" I.D.221-MANWAY ASSEMBLY2400
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-ISND-0002
3/8" = 1'-0"
FOR RECORD 02
66" I.D. INTERMEDIATE PRESSURESTEAM DRUM ASSEMBLY
WG-DRM-2300
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
06 05 04 03 02 NOZZLE 09 SIZE CHANGE 6-JUN-21 SD GLK MAS01 UPDATED NOZZLE SCHEDULE TABLE 21-DEC-20 JP GLK -- MAS00 FIRST ISSUE 21-AUG-20 SL GLK -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
DRUM FABRICATOR TO:DETERMINE WELD PROCESS AND PROCEDURES FOR SHELL TO HEAD AND SHELL TO SHELL WELD SEAMS. DETERMINE SHELL SECTION LENGTHS. STAGGER LOCATION OF LONGITUDINAL WELD SEAMS.
PART NUMBERS ARE TO HAVE THE PREFIX OF "IS". FOR EXAMPLE, "20" (PART NUMBER) WOULD BE "IS20"
GENERAL NOTES:
1. DRUM MATERIAL & CONSTRUCTION TO BE IN ACCORDANCE WITH 2019 EDITION OF ASME BOILER CODE SECTIONS I, II, V & IX 2. ALL WELDED JOINTS SHALL RECEIVE PREHEAT IN ACCORDANCE WITH ASME SECTION 1 PARA. PW-38. POST WELD HEAT TREATMENT SHALL BE IN ACCORDANCE WITH PARA. PW-39. ANY WELDING AFTER PWHT SHALL CONSIDER THE REQUIREMENTS FOR PWHT EXEMPTION AND PREHEAT IN PW-39 AS WELL. 3. ALL LONGITUDINAL & CIRCUMFERENTIAL WELDED JOINTS REQUIRE VOLUMETRIC EXAMINATION PER PAR. PW-11. 4. ALL WELDS P1-P1 UNLESS NOTED OTHERWISE. 5. ALL NOZZLE TO SHELL, AND MANWAY TO HEAD WELDS REQUIRE NON DESTRUCTIVE EXAMINATIONS. 6. COMPLETED DRUM TO BE POST WELD HEAT TREATED PER PAR. PW-39. 7. FLANGE BOLT HOLES TO STRADDLE NATURAL CENTERLINES. (UNLESS NOTED OTHERWISE) 8. BOTH HEADS TO HAVE 18" x 24" MANWAY ASSEMBLIES COMPLETE WITH COVERS, SHIPPING GASKETS, & HINGES/DAVITS (INTERNAL & EXTERNAL). 9. MANHOLE GASKET SURFACE TO BE REFINISHED AFTER POST WELD HEAT TREATMENT IF NECESSARY. 10. MANWAY ASSEMBLIES SUPPLIED BY DRUM FABRICATOR. INSTALL IN HEADS WITH INTERNAL PROJECTION PER PROJECT ASME CODE CALCULATIONS. 11. CODE STAMPING & DOCUMENTATION REQUIRED. 12. DRUM TO BE SHOP INSPECTED BY AUTHORIZED INSURANCE COMPANY. 13. ALL STUB PIPES & END CONNECTIONS ARE TO BE PLUGGED OR CAPPED BEFORE SHIPMENT. 14. DRUM IS TO BE WEIGHED PRIOR TO SHIPMENT, & WEIGHT PAINTED ON THE DRUM IN 3" HIGH NUMBERS. 15. QUANTITIES SHOWN FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
V17531-ISND-0001 - INTERMEDIATE PRESSURE STEAM DRUM HEAD & SHELL DETAILSV17531-ISND-0003 - 66" I.D. INTERMEDIATE PRESSURE STEAM DRUM WELDING DETAILSV17531-ISND-0004 - 66" I.D. INTERMEDIATE PRESSURE STEAM DRUM NOZZLE DETAILSV17531-ISND-0007 - 18" x 24" MANWAY ASSEMBLY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-ISND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-ISND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-ISND-0010 - INTERMEDIATE PRESSURE STEAM DRUM NON-PRESSURE ATTACHMENTS510030-EBND-0101 - STANDARD FABRICATION TOLERANCES FOR HORIZONTAL VESSELS510030-EBND-0109 - STANDARD FABRICATION TOLERANCES FOR MACHINED FORGED NOZZLESV17531-SDNC-0001 - EQUIPMENT SPECIFICATION FOR SHOP FABRICATED STEAM DRUMS
45'-41316"
[13838] APPROX.
LEFT RIGHTFRONT
CL DRUMI
RIGHT LEFT
DESIGN PRESSURE: DESIGN TEMP.: DRUM EFFICIENCY: LONG. 100%, CIR. 100%MINIMUM THICKNESS: SHELL - HEADS -
755 PSI (52.06 Bar)514°F (267.8°C)
1.375 IN. (34.9 mm)1.375 IN. (34.9 mm)
40'-0"[12192]
SEAM TO SEAM1
16"
[2] R1
4"[R6]
DRUM SHELL
MATCH CONTOUR OF IS01TO MATCH ID OF DRUM
LOWEST LEVEL -25"STARTUP LEVEL -9.0"LOW ALARM LEVEL -6.0"
NORMAL LEVEL 0.0"
DRUM CENTER LINE 0"
HIGH ALARM LEVEL +5.0"HIGHEST LEVEL +7.0"
PRE-ALARM HIGH LEVEL +3.0"
PRE-ALARM LOW LEVEL -3.0"
1'-012"
[318]1'-01
2"[318]
5'-3"[1600]
5'-3"[1600]
18'-338"
[5572]
CL DRUMI
8'-11"[2718]
1'-0"[305]
9'-11"[3023]
13
0003
14
0003TYP.(x2)
19'-0"[5791]
8"[203]
19'-0"[5791]
19'-0"[5791]
18'-2916"
[5551]
7'-11"[2413]
14'-1012"
[4534]
7'-11"[2413]
18'-2916"
[5551]
01
0004
01
0004
02
0004
02
0004
03
0004
040
0003
05
000405
0004
05
0004
05
0004
9"[2
29]
2'-3
"[6
86]
06
0004
06
0004
3'-0"[914]
3'-0"[914]
9"[2
29]
2'-3
"[6
86]
070
0003
070
0003
3'-0"[914]
3'-0"[914]
06
0004
06
0004
070
0003
070
0003
FRONT FRONT
08
0004
09
0004
10
0004
12
0003
110
0003
06
0004
070
0003
06
0004
070
0003
06
0004
070
0003
06
0004
070
0003TYP.(x2)
TYP.(x2)
05
0004
45°
08
0004
09
0004
10
0004
13
0003
14
0003
01
0004
02
0004
110
0003
12
0003
03
0004
400
0007400
00072121
20
2'-51116"
[754]2'-511
16"[754]
2'-51116"
[754]2'-511
16"[754]
9'-6"[2896]
040
0003
Administrator
설명선
Size 변경. 기존 3" 600# 에서 2 1/2" 600# 변경.
Administrator
사각형
Administrator
선
Administrator
스탬프
Administrator
사각형

MANWAY RING INSTALLATION
FEEDWATER INLET
LOWER LEVEL GAUGE/TRANS. CONN.
CONTIOUS BLOWDOWN(1) REQUIRED
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
FIGURE 1 FIGURE 2 FIGURE 3
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-ISND-0003
3/16" = 1"
FOR RECORD 01
66" I.D. INTERMEDIATE PRESSURESTEAM DRUM WELDING DETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART NO.
SA-105SW-FLEXOLET, 1", 3000#111SA-105SW-FLEXOLET, 2", 3000#112SA-105SW-FLEXOLET, 1", 3000#113SA-105SW-FLEXOLET, 3 4", 3000#214
SA-335 P11PIPE, 4" SCH 40/STD x 1'-6 5 8" LG. B.B.E.115
SA-106 Gr. BPIPE, 1', SCH. 80/XS x 1'-3 1 2" LG. T.O.E.516
A-36PLATE, 1 4" (6mm) THK. x 1" (25mm) SQ.325
A-36PLATE, 1 4" (6mm) THK. x 3 4" (19mm) SQ.1526
SA-105FITTING, 1", 3000#, COUPLING530SA-105FITTING, 1", 3000#, THRD HALF-COUPLING131
NOTES:
1. SEE DRAWING V17531-ISND-0002 FOR GENERAL NOTES. 2. NOZZLE NOTE: ALL OLETS SHALL BE STRAIGHT I.D. BORE DESIGN (FLEXOLET OR EQUAL). 3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT TOTAL REQUIRED.
V17531-ISND-0002 - 66" I.D. INTERMEDIATE PRESSURE STEAM DRUM ASSEMBLYV17531-ISND-0004 - 66" I.D. INTERMEDIATE PRESSURE STEAM DRUM NOZZLE DETAILSV17531-ISND-0007 - 18" x 24" MANWAY ASSEMBLY FOR INTERMEDIATE PRESSURE STEAM DRUM
NOZZLE WELD SCHEDULEPART NO. "A" "B" "C" "D" "E" "F" FIGURE
NO. "P" NO. "R"
01 FULL PEN. 38" FULL PEN. - 1
8" 3'-7 1 4" (1099mm) 2 P1-P1 SEE CONTOUR DETAIL
02 FULL PEN. 38" FULL PEN. - 1
8" 3'-11" (1194mm) 2 P1-P4 14"
03 FULL PEN. 38" FULL PEN. - 1
8" 3'-6" (1067mm) 2 P1-P4 18"
04 FULL PEN. 38" FULL PEN. 3
8" 18" 3'-1" (940mm) 1 P1-P1 1
4"
05 FULL PEN. 38" - - 1
8" 3'-9 1 4" (1149mm) 3 P1-P1 14"
06 FULL PEN. 38" FULL PEN. 3
8" 18" 3'-0" (914mm) 1 P1-P1 1
8"
07 FULL PEN. 38" - - 1
8" 2'-1 5 8" (651mm) 3 P1-P1 18"
08 FULL PEN. 38" FULL PEN. 3
8" 18" 3'-9 1 4" (1149mm) 1 P1-P1 1
4"
09 FULL PEN. 38" FULL PEN. 3
8" 18" 3'-5" (1041mm) 1 P1-P1 3
8"
10 FULL PEN. 38" FULL PEN. - 1
8" 3'-9" (1143mm) 2 P1-P1 14"
11 FULL PEN. 38" - - 1
8" - 3 - -
12 FULL PEN. 38" - - 1
8" - 3 P1-P1 18"
13 FULL PEN. 38" - - 1
8" - 3 P1-P1 18"
14 FULL PEN. 38" - - 1
8" - 3 P1-P1 18"
"F"
CL DRUMI
"A""E"
45~"B"
"P" NO.
GRIND ANY EXCESSWELD SMOOTH WITHI.D. OF NOZZLE
"R"
"F"
CL DRUMI
PART NO.
"C""E"45~
"A""E"
45~"B"
"P" NO.
PART NO.
"R" DRUM SHELLI.D.DRUM SHELL
I.D.
"F"
CL DRUMI
"C""E"
45~"D"
"A""E"
45~"B"
"P" NO.
DRUM SHELLI.D.
"R"
PART NO.
HEAD
*
*
( = THERMAL SLEEVE ONLY)*
CL DRUMI
1'-6
"[4
57] R
EF
.
212"
[63] LOW POINT
1'-0"[305]
714"
[185] (HOLD)
(FP)3/8
(FP)
3/8
400
0007
5"[1
27]
3'-6"
TO
[106
7]
CLDRUM
I
DRUM SHELL
3/163/16
TYP.DO NOT WELD TO PIPE
(3) REQUIREDSPACED AT 120° APART
040004
040
0002
3"[76]
1'-312"
[394]
DRILL Ø1/4" (Ø6mm) THRUHOLE & DEBURR
(FP)
3/8
P1-P4
070
0002
116"[2]
7/32
(FP)1/8
45~3/8
30
070004
16
3/16
(FP)1/8
45~3/8
11
31
110
0002
PART NUMBERS ARE TO HAVE THE PREFIX OF "IS". FOR EXAMPLE, "11" (PART NUMBER) WOULD BE "IS11"
15
THREAD THIS END
25
112"
[38]
01 UPDATED MANWAY ASSEMBLY 21-DEC-20 JP GLK -- MAS00 FIRST ISSUE 21-AUG-20 SL GLK -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
Administrator
스탬프
Administrator
사각형

FEEDWATER THERMAL SLEEVE
8" IPEV 1-3 RISER COLL. HEADER3" IPEV 4 RISER COLL. HEADER
SCALE: 1/4" = 1"
6" STEAM OUTLET TO IPSH
1" UPPER LEVEL GAUGE/TRANS. CONN.SCALE: 3/8" = 1"
DETAILSCALE: 1/2" = 1"
4" FLASH TANK VENT TO DRUM
DETAILSCALE: 1/2" = 1"
PEGGING STEAM DEAERATOR TO DRUM
DOWNCOMER NOZZLE
1" LOWER LEVEL GAUGE/TRANS.THERMAL SLEEVE
SCALE: 3/8" = 1"
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTYPART NO.
SA-105FORGED NOZZLE, (SEE DETAIL)201SA-182 F11 CL1 OR CL2
FORGED NOZZLE, (SEE DETAIL)202
SA-182 F11 CL1 OR CL2
FORGED NOZZLE, (SEE DETAIL)103
SA-105FORGED NOZZLE, (SEE DETAIL)104SA-105FORGED NOZZLE, (SEE DETAIL)405SA-105SPECIAL 1" 3000# SW-HALF COUPLING, (SEE DETAIL)506
SA-106 GR.BPIPE, 2" SCH. XXS, (SEE DETAIL)507SA-105FORGED NOZZLE, (SEE DETAIL)108SA-105LWN FLANGE, 3", 600#, 9" LG109SA-105FORGED NOZZLE, (SEE DETAIL)110
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-ISND-0004
3/16" = 1"
FOR RECORD 01
66" I.D. INTERMEDIATE PRESSURESTEAM DRUM NOZZLE DETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1. FOR GENERAL NOTES, SEE DRAWING V17531-ISND-0002 2. ALL OLETS SHALL BE STRAIGHT I.D. BORE DESIGN (FLEXOLET OR EQUAL).
V17531-ISND-0002 - 66" I.D. INTERMEDIATE PRESSURE STEAM DRUM
ASSEMBLY
V17531-ISND-0003 - 66" I.D. INTERMEDIATE PRESSURE STEAM DRUM
WELDING DETAILS
510030-EBND-0109 - STANDARD FABRICATION TOLERANCES FOR
MACHINED FORGED NOZZLES
NOTES:
01 GENERAL UPDATE 21-DEC-20 JP GLK - MAS00 FIRST ISSUE 21-AUG-20 SL GLK - MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
1
3
PART NUMBERS ARE TO HAVE THE PREFIX OF "IS". FOR EXAMPLE, "01" (PART NUMBER) WOULD BE "IS01"
SEE V17531-ISND-0002FOR NOZZLE FINISH
REQUIREMENTS
DRUM SHELL
4.750 in[120.7]
6.625 in[168.3]
.438 in[11.1]
GROOVEDEPTH
6.25
0 in
[158
.8] DRUM SHELL
5.000 in127.0 mm
04
0003
7.981 in[202.7]
.322 in[8.2]
8.625 in[219.1]
12.125 in[308.0]
1.50
0 in
[38.
1]5.
252
in[1
33.4
]
14.8
75 in
[377
.8]
R.125 in[R3.2]
1
3
DRUM SHELL
01
0002 02
0002
3.068 in[77.9]
.216 in[5.5]
3.500 in[88.9]
5.125 in[130.2]
1.50
0 in
[38.
1]2.
438
in[6
1.9]
9.37
5 in
[238
.1]
R.125 in[R3.2]
1
3
DRUM SHELL
03
0002
1.50
0 in
[38.
1]3.
001
in[7
6.2]
10.7
50 in
[273
.1]
10.8
89 in
[276
.6]
6.065 in[154.1]
.280 in[7.1]
6.625 in[168.3]
8.625 in[219.1]
R.125 in[R3.2]
45°35°
1
3
05
0002
1.33
5 in
[33.
9]
1.04
9 in
[26.
6]
1.75
0 in
[44.
5]
.625 in[15.9]
6.000 in[152.4]
OU
TS
IDE
DR
UM
06
0002
R.125 in[R3.2]
45°
.063
in[1
.6]
B----
B----
A----
A---- A
----
1.50
0 in
[38.
1]2.
063
in[5
2.4]
4.026 in[102.3]
.237 in[6.0]
4.500 in[114.3]
5.875 in[149.2]
13.0
00 in
[330
.2]
R.125 in[R3.2]
08
0002
DRUM SHELL
DRUM SHELL
1
3
A----
45°
.063 in[1.6]
LAND
DETAILSCALE: NONE
C----
C----
37.5°
.063 in[1.6]
A----
45°
DETAILSCALE: NONE
D----
C----
7.981 in[202.7]
.322 in[8.2]
8.625 in[219.1]
11.125 in[282.6]
1.50
0 in
[38.
1]3.
742
in[9
5.0]
12.7
50 in
[323
.9]
R.125 in[R3.2]
1
3
A----
10
0002
11.0
00 in
[279
.4]
3.75
2 in
[95.
3]1.
500
in[3
8.1]
11.125 in[282.6]
8.625 in[219.1]
7.981 in[202.7]
.322 in[8.2]
R.125 in[R3.2]
1.50
3 in
[38.
2]
2.37
5 in
[60.
3]
.250 in[6.4]
GROOVE
3.240 in[82.3]
5.308 in[134.8]
45°
59°
30°
74°
DRUM SHELL
D----
07
0003
DELETED VIEW

MANWAY ASSEMBLY (PLAN VIEW)
MANWAY ASSEMBLY (FRONT VIEW)
MANWAY RING
BOLTING PLATEMAT'L : SA-105 OR SA-516 GR 70
COVER PLATEMAT'L : SA-105 OR SA-516 GR 70
BOLT DETAIL
DETAILSCALE: 1/2" = 1"
DETAIL SCALE: 1/2" = 1"
DETAIL MAT'L : SA-105 OR SA-516 GR 70
SCALE: 1/2" = 1"
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART
A-36ROUND BAR, 3/4" (20mm) DIA. x 11 7/8" (301mm) LG.141DETAILPLATE, 3 5/8" (92mm) THK. x 1'-9" (533mm) x 2'-3" (686mm)142SA-105MANWAY RING. SEE DETAIL143DETAILPLATE, 2 1/4" (57mm) THK. x 1'-1 3/8" (340mm) x 1'-9"
(533mm)144A
DETAILPLATE, 57mm (2 1/4") THK. x 340mm (1'-1 3/8") x 533 (1'-9")144BA193-B7SQUARE HEAD BOLT, 1 1/2" DIA. x 1'-4 1/2" (419mm) LG.645A194-2HHEAVY HEX NUT, 1 1/2"-8UN-2B646
F436HARDENED STEEL WASHER, 1 1/2" DIA.647-SHIPPING GASKET (NON-METALLIC)248
A-36PLATE, 1/2" (12mm) THK x 1" (25mm) x 1" (25mm) LG.149A-36PLATE, 3/4" (19mm) THK x 2" (51mm) x 2" (51mm) LG.250A307HEX TAP BOLT, 1/2"-13UNC-2A, 65mm (2 1/2") LG., (FULL
THREAD)251
DETAILPLATE, 2" (51mm) THK x 3 3/8" (86mm) x 3 13/16" (97mm) 652
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-ISND-0007
3/16" = 1"
FOR RECORD 01
18' x 24" MANWAY ASSEMBLY FORINTERMEDIATE PRESSURE STEAM
DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
1. MANWAY RING, COVER & BOLT PLATE MAY BE MACHINED USING THE TWO RADII GEOMETRY AS SHOWN OR BY USING TRUE ELLIPTICAL GEOMETRY. EDGES TO BE PRECISELY MACHINED TO REQUIRED DIMENSIONED OVAL SHAPE. EDGE MUST BE SMOOTH AND CONTINUOUS ALL THE WAY AROUND WITH NO WAVINESS, INDENTATIONS, PROTRUSIONS OR VARIATIONS. 2. TOLERANCE OF + OR - 1/16" UNLESS OTHERWISE NOTED. 3. MACHINED SURFACE SHALL BE COATED WITH RUST INHIBITOR AND SEALING SURFACES TO BE PROTECTED DURING SHIPMENT. 4. INSTALL MANWAY COVER AND INTERNAL & EXTERNAL DAVIT ASSEMBLY AFTER DRUM HAS BEEN POSTWELD HEAT TREATED. 5. ALL WELDS P1-P1 UNLESS OTHERWISE NOTED. 6. QUANTITIES SHOWN ARE FOR (1) ONE MANWAY ASSEMBLY. (2) ASSEMBLIES REQUIRED PER HP DRUM. 7. SEE DRAWING V17531-ISND-0002 FOR ADDITIONAL GENERAL NOTES.
GENERAL NOTES:
V17531-ISND-0002 - 66" I.D. IP STEAM DRUM ASSEMBLYV17531-ISND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-ISND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-EBND-0251 - MANWAY GASKET INSTALLATION AND BOLTING PROCEDURE
1/2" DIA. 13UNC-2BTHREADED HOLE
PART NUMBERS ARE TO HAVE THE PREFIX OF "IS"; FOR EXAMPLE:"41" WOULD BE "IS41"
43----
50----
44----
45----
420----
INTERNAL DAVIT ASSEMBLY(SEE V17531-SDND-0009)
EXTERNAL DAVIT ASSEMBLY(SEE V17531-SDND-0008)
SPRING DISCSTO BE FIELDINSTALLED(SUPPLIED BY VPI)
A----
A----
212"
[63]
RE
F.
250125 TO
INSIDE END
STAMP"INSIDE END"
ON O.D.
MACHINE INTERIOR FACE TO 125-250 RMS.NO RADIAL TOOL MARKS ALLOWED.FLAT WITHIN 0.005" TIR.
R18"
[R3]
420----
1'-0
"[3
05]
2'-0" - 132"
0'+
610 - 10+[ ]
334"
[95]
2'-712" - 0'
132"+
800 - 01+[ ]
334"
[95]
1'-6
"-1
32"
0'+
457
- 10+
[]
2'-1
12"
- 0'
132
"+
648
- 01+
[]
5916
"[1
41] T
YP
434"
[121] TYP
51.5° TYP
R714"
[R184]TYP
R11"[R279]
TYP
R1'-2916"
[R370] TYP
R1'-6516"
[R465] TYP
2'-3"[686]
533
[1'-9
"]
9716"
[240] TYP.
14"
[6] GAP
18"
[3]
4316"
[106] TYP.
534"
[146
] TY
P.
n8"[n203]
HOLE
n158"
[n41] HOLE TYP.
R834"
[R222]TYP.
R1'-4116"
[R408] TYP.
5916
"[1
41] T
YP
.
434"
[121] TYP.
44A
44B
51.5° TYP.
R834"
[R222] TYP.
R7316"
[R183] TYP.
9716"
[240] TYP.
R1'-4116"
[R408] TYP.
R1'-212"
[R368] TYP.
5916
"[1
41]T
YP
.
434"
[121] TYP.
1'-9
"[5
33]
1'-5
78"
-116
"0'
+
454
- 20+
[]
2'-3"[686]
1'-1178" - 1
16"0'+
606 - 20+[ ]
51.5° TYP.
46° TYP.
4"[1
02]T
YP
.
3 4"
[19]
40[19
16"]
3716
"-1
16"
0'+
87- 20+
[]
358"
- 0'
116
"+
92- 02+
[]
MACHINE SURFACETO 125-250 AA.NO RADIAL TOOLMARKS ALLOWEDFLAT WITHIN 0.005" TIR.
20° TYP.
20° TYP.
4316"
[106] TYP.
534"
[146
]TY
P.
6"[1
52]
3"[76]
41
3/16TYP.
51
42
49
48
312"
[89]
MIN
. 1'-4
12"
[419
]
n112"
[n38]
1 1/2-8 UN - 2A
CHAMFER BOLT HEADCORNER 1/8", TYP
3/163/16TYP.
114"
[32]
3/163/16
49
14"
[6]
1"[25]
38"
[10]
1" [25]
116
"-1
32"
0'+
2- 10+ [
]
42
R1"[R25]
2"[51]
2" [51]
1" [25]
34"
[19]
34"
[19]
2" [51]
18"
[3]
45°
18"
[3]
52----
34"
[19]25
16"[59]
1'-138"
[340]
44----
43----
52----
50----
114"
[32]
5/80
45~5/16
(3) SIDES, TYP.
430
0002
250125 TO
31316
"[9
7]
12932
"[4
8]
338"
[86]
258"
[67]
11532"
[37] 118"
[29]
1916
"[4
0]
R2532"
[R20]
R14"
[R6]
01 UPDATED MANWAY ASSEMBLY 21-DEC-20 JP SD -- MAS00 FIRST ISSUE 8-SEP-20 SL DLN -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
STAMP TORQUINGSEQUENCE
EXTERNAL DAVIT ASSEMBLY(SEE V17351-SDND-0008)
'
'
'
'
'
'
'
'
45----
43----
47
46
DRUM HEAD

MANWAY EXTERNAL DAVIT ASSEMBLY(PLAN VIEW)
MANWAY EXTERNAL DAVIT ASSEMBLY(FRONT VIEW)
BRACKETSCALE: 1/2" = 1"
LUG SCALE: 1/2" = 1"
EYE BOLTSCALE: 1/2" = 1"
DAVIT ARM ASSEMBLY
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART
A-36BAR, 1 1/2" (38mm) DIA. x 2'-10 7/16" LG.261A-36PLATE, 1/2" (12mm) THK. X 2 1/2") O.D. x 1 17/32" I.D. 262A-36PLATE, 1/2" (12mm) THK. x 3" x 1'-4 7/8" LG.263A-36WELDED EYE BOLT, 3/8" (10mm) DIA. x 6" LG.264A-36BAR, 3/8" (10mm) DIA. x 4 5/8" LG.265F436WASHER, 3/8" DIA.266
A194-2HHEAVY HEX NUT, 3/8" DIA.467
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-ISND-0008
1/4" = 1"
FOR RECORD 01
EXTERNAL DAVIT FOR 18" x 24"MANWAY FOR INTERMEDIATE
PRESSURE STEAM DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
1. QUANTITIES LISTED ARE FOR (1) ONE MANWAY ASSEMBLY. (2) TWO ASSEMBLIES REQUIRED PER DRUM. 2. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE. 3. LOAD ON DAVIT ASSEMBLY NOT TO EXCEED 600 LBS. (272 KG)
V17531-ISND-0007 - 18" x 24" MANWAY ASSEMBLY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-ISND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-EBND-0251 - MANWAY GASKET INSTALLATION AND BOLTING PROCEDURE
12" (13mm)
x 3 3/8" (86mm) LG.SLOTTED HOLE
6
GENERAL NOTES:
64----
65----
610----
63----
14" x 45°
BEVEL TYP.
610----
278"
[73]
MANWAY RING
BOLTINGPLATE
1/41/4
045~
1/4
TYP.
14"
[6]
CL BOLTINGPLATE
I
6"[152]
n3
8"
[n10
]
4"[102] n1
2"[n13]
n114"
[n32]3/8-16 UNC - 2A
34"
[19]
12"
[13]
1316
"[3
0]
158"
[41]
n112"
[n38]
1'-478"
[429]
R6"[R152]
1'-6
"[4
57]
738"
[187
]
14"
[6]
7"[178]
62
61
2116"
[53]27
8"[73]
R14"
[R6]
5716"
[138]
534"
[146
]
R34"
[R19]
3" [76]
112"
[38]
3516"
[84] n11732"
[n39]TYP.
512"
[140]51
2"[140]
64----
65----
66
67
1/4TYP.
118"
[29]
63----
63----
PART NUMBERS ARE TO HAVE THE PREFIX OF "IS"; FOR EXAMPLE:"61" WOULD BE "IS61"
278"
[73]
63----
65----
610----
64----
67
66
01 UPDATED EXTERNAL DAVIT 21-DEC-20 JP SD -- MAS00 FIRST ISSUE 8-SEP-20 SL DLN -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
63----

MANWAY INTERNAL DAVIT ASSEMBLY(PLAN VIEW)
MANWAY INTERNAL DAVIT ASSEMBLY(INSIDE VIEW)
HINGE ASSEMBLY
HINGE SUPPORT ASSEMBLY
MANWAY DOOR HARDWARE ASSEMBLY
DAVIT ARM ASSEMBLY
GUSSET
STIFFENER PLATE
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART
A-36ROUND BAR, 2 1/4" (57mm) DIA. x 4'-3 11/16" (1313mm) LG.170A-36PLATE, 1/2" (12mm) THK. x 4 3/4" (121mm) O.D. x 2 17/64"
(57.5mm) I.D.171
A-36PLATE, 1/2" (12mm) THK. x 2 3/4" (70mm) x 1'-4 3/4" (425mm) LG.
172
A-36PLATE, 1/2" (12mm) THK. x 4 1/2" (114mm) x 1'-11 1/2" (597mm) LG.
173
F436WASHER, 2 1/4"174A194-2HHEX NUT, 2 1/4"-4 1/2 UNC-2B575
A-36PLATE, 1" (25mm) THK, x 5 7/8" (149mm) x 6 5/16" (160mm) 176A-36PLATE, 1/2" (12mm) THK. x 3 9/16" (90mm) x 4 3/4" (121mm) 277A-36PLATE, 1" (25mm) THK. x 5 7/8" (149mm) x 9 1/4" (235mm)278A-36PLATE, 1/2" (12mm) THK. x 6" (152mm) x 7 1/4" (184mm)279A-36PLATE, 1" (25mm) THK, x 1 3/8" (35mm) x 5 5/8" (143mm)
LG. 180
A-36BAR, 4 1/2" (114mm) O.D. x 2 17/64" (57.5mm) I.D. x 5 5/8" (143mm) LG.
281
A1011-50SHIM, 1/4" (6mm) THK. x 2 3/8" (60mm) I.D. x 4 3/4" (121mm) O.D.
382
A193-B7HEX BOLT, 2 1/4" DIA x 11" (279mm) LG., 4 1/2 UNC-2A183A-36PLATE, 1" (25mm) THK, x 5 7/8" (149mm) x 6 5/16" (160mm) 184
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-ISND-0009
3/16" = 1"
FOR RECORD 02
INTERNAL DAVIT FOR 18" x 24"MANWAY FOR INTERMEDIATE
PRESSURE STEAM DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
V17531-ISND-0007 - 18" x 24" MANWAY ASSEMBLY FOR INTERMEDIATE PRESSURE STEAM DRUM V17531-ISND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-EBND-0251 - MANWAY GASKET INSTALLATION AND BOLTING PROCEDURE
GENERAL NOTES:
1/2
30~3/16
1/2
30~3/16
714----
713----
3/845~
TYP.
712----
HOLE IN PART NO. 76
HOLE IN PART NO. 84
TOP
72----
3/83/8
2 1/4" - 4 1/2 UNC-2A
1/4
73----
711----
1. ALL WELDED JOINTS SHALL RECEIVE PREHEAT IN ACCORDANCE WITH ASME SECTION I PARA. PW-38. POST WELD HEAT TREATMENT SHALL BE IN ACCORDANCE WITH PARA. PW-39. ANY WELDING AFTER PWHT SHALL CONSIDER THE REQUIREMENTS FOR PWHT EXEMPTION AND PREHEAT IN PW-39 AS WELL. 2. QUANTITIES SHOWN ARE FOR (1) ONE MANWAY ASSEMBLY. (2) TWO ASSEMBLIES REQUIRED PER DRUM. 3. LOAD ON DAVIT ASSEMBLY NOT TO EXCEED 900 LBS. (408 KG). 4. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE.
75
83
82
75
74
3 TACK
WELD NUT TO PLATEAFTER DOOR & DAVIT
ARE PLUMB & LEVEL, TYP.
713----
711----
712----
714----
SHOP NOTE:ASSEMBLE ENTIRE INTERNAL DAVIT BEFORE WELDINGHINGE TO DOOR OR DRUM HEAD TO ENSURE THAT DAVIT IS LEVEL AND PLUMB.VERIFY THAT INTERNAL DOOR IS SEATED CORRECTLY INTO MANWAY RING BEFORE WELDING HINGES.
4"[102]
REF.
DRUM HEAD
1/4
CONTOUR ASSEMBLY TO MATCH HEAD ID
AT FIT-UP
578"
[149]
81
81
558"
[143
]
n21764"
[Ø57.5]R2"
[R51]
184[71
4"]
578"
[149
]
21516
"[7
5]
n21764"
[Ø57.5]
6"[1
52]
1" [25]
1" [25]
914"
[235]61
2"[165]
78
79
78
79 79
n412"
[n114]80
3916"
[90]
578"
[149
]21516
"[7
5]
R12"
[R13]
n212"
[n64]
n21764"
[Ø57.5]
6516"
[160]39
16"[90]
434"
[121
]1" [25]
1" [25]
76
84
77
77 77
3/845~
TYP.
1'-7"[483]
70
714"
[184
]
1'-5
12"
[445
]
1'-1
18"
[333
]
714"
[184
]
2 1/4" - 4 1/2 UNC-2A
R258"
[R67]
234"
[70]
1'-1112"
[597]
1'-7"[483]
214"
[57]
73----
82
72----
PART NUMBERS ARE TO HAVE THE PREFIX OF "IS"; FOR EXAMPLE:"71" WOULD BE "IS71"
71----
n238"
[n60] TYP.
412"
[114
]
214"
[57]
(TOP PLATE)
(BOTTOM PLATE)
1/41/4
R14"
[R6]
86 [33
8"]
191
[71
2"]
TACK WELDNUT TO BOLT
2[1
16"] G
AP
1'-434"
[425]
R112"
[R38]
314"
[83] 38"
[10]
75
R14"
[R6]
SPRING DISCS
BOLTING PLATE
COVER PLATE
713----
714----
73----
711----
712----
1/4
02 DIMENSION CORRECTION 30-APR-21 SD GLK MAS01 UPDATED INTERNAL DAVIT 21-DEC-20 JP SD - MAS00 FIRST ISSUE 21-AUG-20 SL GLK - MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
CL MANWAY ASSEMBLYI
4"[1
02]
82
Administrator
사각형
Administrator
설명선
SA-36
Administrator
사각형
Administrator
사각형
Administrator
사각형
Administrator
설명선
58mm
Administrator
사각형
Administrator
설명선
58.5
Administrator
사각형
Administrator
사각형
Administrator
사각형
Administrator
설명선
58.5
Administrator
설명선
58.5
Administrator
설명선
58.5

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
16'-218"
[4931]16'-21
8"[4931]
17'-758"
[5375]17'-75
8"[5375]
1'-8
" TYP
.[5
08]
158" APPROX.
[41]
13'-11"[4242]
13'-11"[4242]
158" APPROX.
[41]
5'-0716"
[1535]4'-10"[1473]
4'-10"[1473]
4'-10"[1473]
16'-71316"
[5075]
FRONT VIEW
PLAN VIEW
LEFT
5/16TYP.
SEE NOTE 1
17----
5/16TYP.
SEE NOTE 1
(2) PLACES
OU
TSID
E ED
GE
(REF
.)
100----
07
102----
LCD
RU
M
LC DRUM
102----
103----
RIGHT
18----
17----
(2) PLACES
TYP.
5/16
TYP.SEE NOTE 1& 2
100----
OU
TSID
E ED
GE
(REF
.)
07N.S. & F.S.
07
07
07
07
1" CUT[25]
08 CUT AROUNDLUG PLATENo. 07
103----
104----
109----
TYP.(6) PLACES
TYP.(6) PLACES
1/2" [12] RADIUSON CORNERS OF
PLATES TYP.
DRUM SADDLE ASSEMBLYSCALE : 3/4" = 1'-0" ---
100
2'-5"[737]
4'-1
11116
"[1
516]
1/41/4
TYP.
04
03
05
5/165/16
TYP.
02
03
01
2" [51] RADIUSON CORNERS TYP.
TYP.
5/16
LC DRUM
SECTIONSCALE : 3/4" = 1'-0" ---
A
912"
[241](3) SPACES @1'-1" = 3'-3"
[991]
06 05
LC GAGE
8 SLOTTED HOLES
1316"
[21]
1116
"[1
7]
11 2"[3
8]
678"
[175
]
1'-1
34"
[349
]
3 16" T
YP.
[5]
04
04 03 02 03
3"[76]
(4) SPACES @1'-1" = 4'-4"[1321]
4'-10"[1473]
TO OF DRUMLC
OUTSIDE EDGE(REF.)
GRAB BAR DETAILSCALE : 1" = 1'-0" ---
18
8" [203
]
1'-2"[356]
R2" TYP. [R51]
1'-2916"
[369]
1'-358"
[397]
112"
[38]
11 2"[3
8]
3" [76]
LADDER SUPPORT DETAILSCALE : 1 1/2" = 1'-0" ---
17
FRONT
END VIEW
9"[229]
1'-6" INSIDE PLATE[457]
45°
25°
40°
1'-21116"
[373]
109----
104----
07
07
07
09
3'-2
1 4"[9
72]
LIFTING LUGSCALE : 1" = 1'-0" ---
102
15
16
1'-2"[356]
1'-0"[305]
6"[152]
1"[25]
6" [152
]1" [25]
1'-2"[356]
7"[178]R5"
[127]
Ø3116"
[78]
DETAILSCALE : 1 1/2" = 1'-0" ---
104
1/41/4
TYP.
09
11
R2'-1038"
[873]
101 4"
[260
]3" [76]
11 2"[3
8]
834"
[223
]
4"[102]
2"[51]
1516" TYP.
[24]
DETAILSCALE : 1 1/2" = 1'-0" ---
109
12
09TYP.
1/41/4
TYP.
1/4
R2'-1038"
[873]
71 8"[1
81]
38"
[10]
51 2"[1
40]
3" [76]
21 4"[5
7]
31316
"[9
6]
71 2"[1
90]
3916"
[90]
112"
[38]
10
STANCHION PIPESCALE : 1" = 1'-0" ---
103
TYP.SEE NOTE 2
13
09
14
3/16
CTR'D ONPIPE
534"
[145
]
38"
[10]
R2'-1038"
[873]
GENERAL NOTES:1. P1-P1 ASME SECTION 1 TO NON-PRESSURE ATTACHMENT, 200° F MIN PREHEAT IS REQUIRED IF DRUM HAS BEEN POST WELD HEAT TREATED PRIOR TO WELDING.2. LEAVE A 1" (25mm) LG. GAP OF UNWELDED AREA AT BOTTOM CENTER OF ALL PADS AND STANCHION.S. AS A WEEP HOLE.3. ALL SADDLE COMPONENTS WELDING TO BE IN ACCORDANCE WITH LATEST STANDARDS OF AMERICAN WELDING SOCIETY STANDARD D1.1 USING FEXX=70KSI ELECTRODES.4. QUANTITIES SHOWN FOR ONE (1) UNIT. ONE (1) UNIT REQUIRED TOTAL.
BILL OF MATERIALPARTNO. QTY DESCRIPTION MAT'L SPEC.
01 2 PLATE, 1" (25mm) x 1'-134" x 6'-11
2"ROLLED ON 2'-103
8" I.R. JIS G3101 SS400
02 4 PLATE, 5 8"(16mm) x 638" x 1'-113
8" JIS G3101 SS400
03 8 PLATE, 5 8" (16mm) x 638" x 2'-111
16" JIS G3101 SS400
04 4 PLATE, 5 8" (16mm) x 1'-1716" x 2'-103
8" JIS G3101 SS400
05 2 PLATE, 5 8" (16mm) x 2'-1038" x 4'-33
8" JIS G3101 SS400
06 2 PLATE, 1" (25mm) x 1'-134" x 4'-10" JIS G3101 SS400
07 8 PLATE, 12"(12mm) x 1'-0" x 1'-0" LG.ROLLED ON 2'-103
8" I.R. JIS G3101 SS400
08 1 PLATE, 12"(12mm) x 1'-0" x 1'-0" LG.ROLLED ON 2'-103
8" I.R. JIS G3101 SS400
09 13 PLATE, 12"(12mm) x 1'-0" x 1'-0" LG.ROLLED ON 2'-103
8" I.R. JIS G3101 SS400
10 6 PLATE, 3 8"(10mm) x 3916" x 71
2" LG. JIS G3101 SS400
11 6 PLATE, 3 8"(10mm) x 4" x 1014" LG. JIS G3101 SS400
12 6 ANGLE, L90 x 90 x 10 x 718" LG. JIS G3101 SS400
13 1 PIPE, 4" SCH.80 x 534" LG. SA-106 GR.B
14 1 PLATE, 3 8"(10mm) x 8" x 8" LG. JIS G3101 SS400
15 2 PLATE,1"(25mm) x 11" x 1'-0" LG. SA-516 Gr.70
16 2 PLATE, 1"(25mm) x 1'-2" x 1'-2" LG. SA-516 Gr.7017 4 PLATE, 3 8"(10mm) x 3" x 1'-35
8" LG. JIS G3101 SS400
18 4 RD. BAR, 3 4"(19mm) DIA. x 2'-414" LG. JIS G3101 SS400
PART NUMBERS ARE TO HAVE THE PREFIX "IS90"FOR EXAMPLE, "01" (PART NUMBER) WOULD BE "IS9001"
FOR RECORD V17531-ISND-0010 02
IP STEAM DRUMNON-PRESSURE ATTACHMENTS
38" = 1'-0"
FIRST ISSUE 05-OCT-2020 TA SR MJW MAS
V17531-ISND-0002 - 66" I.D. INTERMEDIATE PRESSURE STEAM DRUM ASSEMBLY WG-DRM-2300510030-EBND-0101 - STANDARD FAB. TOLERANCE FOR HORIZONTAL VESSELS.
5/16
CJP
R2'-1038"
[873]
1/4
SEE NOTES1, 2TYP. ALL PADSTO DRUM
3/4SEE NOTE 2
1"
[25]
06
LC DRUM
TYP.
N.S. & F.S.
LEFT RIGHT
R2'-1038"
[873]
60° 60°
A----
11"
[279
]
LC
04
1'-6
" TYP
.[4
57]
REAR
LCD
RU
M
30° 30°
30°
6" [152
] 3" [76]
LC PADLC PAD
LC PAD LC PAD
14'-8516"
[4478]4'-10"[1473]
3'-5
"[1
042]
FIELD NOTE: CUT AND REMOVE LUG FROM PAD.PAD TO REMAIN FOR PIPE SUPPORT ATTACHMENT
Ø1116"
[17]
GENERAL REVISION 17-MAY-21 TA SD MJW MAS
Ø1516" TYP.[24]
HOLE DIAMETER CHANGE 6-JUN-21 SD MJW MAS
Administrator
선

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
66" IP DRUM INTERNALSSECTION "A"
112" = 1'-0"
FOR RECORD V17531-IIND-0001 00
FIRST ISSUE 12-JAN-20 CT/SL DLN -- MAS
V17531-IIND-0002 - 66" IP DRUM INTERNALS SECTIONS "B" & "C"V17531-IIND-0003 - 66" IP DRUM INTERNALS DETAILSV17531-IIND-0004 - 66" IP DRUM INTERNALS DETAILSV17531-IIND-0005 - 66" IP DRUM INTERNALS DETAILS
1. FOR "BOM" SEE DWG V17531-IIND-0002.
2. PART NUMBERS IN ARE ITEM NUMBERS LISTED IN BILL OF MATERIALS.
3. PART NUMBERS IN ARE ASSEMBLIES OR ITEMS LOCATED ON DRAWINGS V17531-IIND-0003 THRU 0005 (RESPECTIVE BOM'S INCLUDED).
4. DESIGN INFORMATION: - MAXIMUM CAPACITY (STEAM FLOW): 153,841 LBM/HR.
5. DRUM IS TO BE WEIGHED PRIOR TO SHIPMENT & WEIGHT PAINTED ON DRUM IN 3" (76mm) TALL NUMBERS.
6. ALL NON-PRESSURE ATTACHMENT WELDS TO BE PER ASME SECTION 1.
7. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE.
8. ALL CARBON STEEL PLATE TO BE A36 OR EQUAL.
9. ALL BOLTING TO BE SNUG TIGHT PLUS 14 TURN.
10. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
GENERAL NOTES:
DRUM CENTER LINE & NORMAL LEVEL 0.0"
PRE-ALARM LOW LEVEL -3.0"
LOW ALARM LEVEL -6.0"
STARTUP LEVEL -9.0"
LOWEST LEVEL -25.0"
PRE-ALARM HIGH LEVEL +3.0"
HIGH ALARM LEVEL +5.0"
HIGHEST LEVEL +7.0"
DETAILSCALE: 6" = 1'-0" -
100
BAFFLE PLATE
TIE BAR TOSUPPORT ASSEMBLYTYP.3/16
3/16
TIE BAR
SUPPORT ASSEMBLY
316
G
BAFFLE PLATETO TIE BAR
(P1-P4 FOR PART NO. 45, 46 & 47)TO 48
TIE BAR TOSUPPORT BAR
11 2"
[38] 11 16" OVERLAP
[17] TYP.
3 16"
[5]
SECTION0002
A
DETAILTYPICAL BAFFLE BORESCOPE
INSPECTION PORTSCALE: 3" = 1'-0"
-102
10
09
P1-P4FITTING
TO BAFFLE PLATETYP.
3/16 SEAL
1 716"[37]
PIPING DETAIL-2FEEDWATER INLET & LEVEL TRANSMITTER
PIPING DETAIL-1CONTINUOUS BLOWDOWN
DETAILSCALE: 3" = 1'-0" -
101
LC DRUM
LC DRUM
2'-0
58"
[625
]
8"[203]
8"[203]
512"
[140]
8" [203
]
1'-9 316" REF.
[538]
LC DRUM
LC DRUM
2'-0
58"
[625
]
B0002
C0002
FRONT REAR
10"[254]
1'-8" (INSIDE PLATES)[508]
8" [203
]1'
-13
8"[3
40]
1'-8
1 2"[5
21]
6 12 "
[165]
1'-7
"[4
83]
81 4"[2
10]
DEMISTER ASSEMBLYSIDE PLATE & UPPER END PLATETO DRUM3/16 SEAL
3/16
3/16
5010005
3030003
101-
100-
102-
470004
460004
450004
480004
440004
430004
420004
410004
3010003
3020003
12
12
12
370003
04
04
05
11
TYP.PIPE SUPPORTTO DRUM SHELL3/16
02
01
02
1/875°
3/16
350003
360003
07
04
380003
05
1/8TYP.
DISTRIBUTIONHOLES
TYP.FOR 4" PIPE
BAFFLE PLATE
BAFFLEPLATE
END SUPPORTTO DRUM 3/16 SEAL
3/16 1-6
BAFFLE PLATE TOSUPPORT ASSEMBLIES
P1-P4 FOR PART NO. 45, 46 & 47TO 34
1/8 SEAL
1/8
3020003
MID SUPPORTASSEMBLY
3010003
END SUPPORTASSEMBLY
3/163/16 MID SUPPORT
TO DRUM
BAFFLE PLATETO END SUPPORT OR
MID SUPPORT
TYP.PIPE SUPPORTTO DRUM SHELL3/16
3/16
45°
45°
DRAIN HOLES
1/875°
3/16P1-P4
0635 16"
[84]
DISTRIBUTION HOLES

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
66" IP DRUM INTERNALSSECTIONS "B" & "C"
12" = 1'-0"
FOR RECORD V17531-IIND-0002 00
FIRST ISSUE 12-JAN-20 CT/SL DLN -- MAS
V17531-IIND-0001 - 66" IP DRUM INTERNALS SECTION "A"V17531-IIND-0003 - 66" IP DRUM INTERNALS DETAILSV17531-IIND-0004 - 66" IP DRUM INTERNALS DETAILSV17531-IIND-0005 - 66" IP DRUM INTERNALS DETAILS
BILL OF MATERIAL
PARTNO. QTY. DESCRIPTION MAT'L.
SPEC.
01 1 PIPE, 4" SCH.40, 538" (137mm) LG. (BBE) A106 GR.B
02 2 FITTING, 4" SCH.40, LR, 90° ELBOW A-234 WPB
03 1 FITTING, 4" SCH.40, PIPE CAP A-234 WPB
04 16 LIN. FT. OF PIPE, 1" SCH.40, CUT & THR'DAS REQUIRED A106 GR.B
05 3 FITTING, 1" - 3000# THR'D 90° ELBOW A105
06 2 FITTING, 1" - 3000# THR'D TEE A105
07 3 FITTING, 1" - 3000# THR'D COUPLING A105
08 2 FITTING, 1" - 3000# THR'D PIPE CAP A105
09 3 FITTING, 3" - 3000# THR'D HALFCOUPLING A105
10 3 FITTING, 3" - 3000# THR'D SQUAREHEAD PLUG A105
11 6 U-BOLT, 1" x 14" DIA. W/ 4 NUTS C.S.
12 9 BAR, 38" (10mm) THK. x 112" (38mm)
x 5'-11" (1803mm) LG. A36
PART NUMBERS ARE TO HAVE THE PREFIX OF "II" FOR EXAMPLE:"01" (PART NO.) WOULD BE "II01"
NOTES:1. SEE DRAWING V17531-IIND-0001 FOR GENERAL NOTES.
2. U-BOLTS SHALL BE TRIMMED TO APPROX. 14" (6mm) EXPOSED THREADS.
3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
SECTIONVIEW ROTATED 90° CCW 0001
B
SECTION(PIPING NOT SHOWN FOR CLARITY) 0001
C
A0001
LEFT RIGHT
LEFT RIGHT
CO
NTI
NU
OU
SBL
OW
DO
WN
FEED
WAT
ER IN
LET
12" TYP.
[13]
16'-0" (OUTSIDE PLATES)[4877]
3'-0"[914]
6'-0"[1829]
6'-0"[1829]
6'-0"[1829]
18'-2916" REF.
[5551]14'-101
2"[4534]
19'-0"[5791]
8"[203]
19'-0"[5791]
5'-6"[1676]
3'-4"[1016]
6'-0"[1829]
2'-8"[813]
6'-0"[1829]
7'-0"[2134]
8'-0"[2438]
8'-0"[2438]
7'-0"[2134]
9'-10"[2997]
2'-0"[610]
4'-0"[1219]
LC DRUM
LC DRUM7'-0"
[2134]
BACK OFANGLE
LC PLATE
410004
LC PLATELC PLATELC PLATE
3020003
TYP. (4)360003BACK OF
ANGLEBACK OFANGLE
BACK OFANGLE
TYP. (2) 3010003
TYP. (2)
380003
TYP. (2)SEE NOTE 2 11
370003
TYP. (2)SEE NOTE 2 11
380003
TYP. (2)SEE NOTE 2 11
350003
0604
04
04
07
05
04
07
04
04
0605
3030003
03
490004
08 08
500004
TYP. (2)
04
05
07
02
0102
09 10TYP. (3)
5010005
12TYP. (9)
420004
TYP. (3)46
000445
000447
0004
480004
TYP. (3) 440004
TYP. (3) 430004
TYP. (3)
3030003
3030003
3030003
LEVE
L TR
ANSM
ITTE
R
LEVE
L TR
ANSM
ITTE
R
LEVE
L TR
ANSM
ITTE
R

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
66" IP DRUM INTERNALSDETAILS
112" = 1'-0"
FOR RECORD V17531-IIND-0003 00
FIRST ISSUE 12-JAN-20 CT/SL DLN -- MAS
V17531-IIND-0001 - 66" IP DRUM INTERNALS SECTION "A"V17531-IIND-0002 - 66" IP DRUM INTERNALS SECTIONS "B" & "C"V17531-IIND-0004 - 66" IP DRUM INTERNALS DETAILSV17531-IIND-0005 - 66" IP DRUM INTERNALS DETAILS
BILL OF MATERIALPARTNO. QTY. DESCRIPTION MAT'L.
SPEC.
30 2 PLATE, 316" THK. (SEE DETAIL) A36
31 2 PLATE, 316" THK. (SEE DETAIL) A36
32 2 PLATE, 14" THK. (SEE DETAIL) A36
33 2 PLATE, 14" THK. (SEE DETAIL) A36
34 4 BAR, 3 8" THK. x 1" (SEE DETAIL) A36
35 4 SHEET, 10 GA. (3mm) x 1" x 1'-0" LG. A1011 CS
36 4 PLATE, 14" THK. x 7" x 714" A36
37 2 ANGLE, L2"x2"x316" x 2'-15
8" (652mm) LG. A36
38 4 ANGLE, L2"x2"x316" x 611
16" (169mm) LG. A36
39 2EXPANDED METAL, 16 GA. (1.5mm),1
2" (13mm) FLATTENED, 11" (279mm) DIA. C.S.
40 2EXPANDED METAL, 16 GA. (1.5mm),1
2" (13mm) FLATTENED, 314" (82mm) x 3'-0"
(914mm) LG.C.S.
PART NUMBERS ARE TO HAVE THE PREFIX OF "II" FOR EXAMPLE:"30"(PART NO.) WOULD BE "II30"
NOTES:1. SEE DRAWING V17531-IIND-0001 FOR GENERAL NOTES.
2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
BAFFLE PLATE SUPPORT-
30
END BAFFLE PLATE SUPPORT ASSEMBLY(2) REQUIRED
3010001, 0002
MID BAFFLE PLATE SUPPORT ASSEMBLY(2) REQUIRED
3020001, 0002
BAFFLE PLATE SUPPORT-
31
SUPPORT BAR-
34
TOP
1" [25]
238"
[60]1'-0"[305]
1'-212"
[368]
3'-458"
[1031]
BEND UP 20° BEND UP 30° BEND UP 30°
LC DRUM
LCD
RU
M
1'-2316"
[360]
1'-3916"
[396]
2'-11316"
[656]
15°27 16
"[6
2]
51 4"[1
33]
1'-4
38"
[416
]
1'-5
34"
[452
]
1'-8
1 2"[5
21]
91116
"[2
46]
1'-9
1116
"[5
51]
2'-2
1516
"[6
84]
2'-8
1 4"[8
19]
2'-21516"
[684]
2'-31116"
[703]
1'-6316"
[463]
2'-258"
[676]
7"[178]
R2'-9"
[R838]
LC DRUM
LCD
RU
M
27 16"
[62]
51 4"[1
33]
1'-4
38"
[416
]
1'-5
34"
[452
]
1'-8
1 2"[5
21]
91116
"[2
46]
1'-9
1116
"[5
51]
2'-2
1516
"[6
84]
2'-8
1 4"[8
19]
7"[178]
2'-11316"
[656]1'-39
16"[396]
1'-2316"
[360]
R2'-9"
[R838]
15°
2'-21516"
[684]
2'-31116"
[703]
2'-258"
[676]
1'-6316"
[463]
2 12" TYP.[64]
R112" TYP.
[R38]
10"[254]
4" TYP.
[102]
30°
25°
5°
12"
[13]
1"[25]
LC LC
12"
[13]
1"[25]
LC DRUM LC DRUM
LCD
RU
M
LCD
RU
M
3/16 1-33/16 SEAL 3/16 1-3
3/16 1-3
1 2"
[13]
12 "[13]
1 2"
[13]
12 "[13]
3" [76]
51 2"[1
40]
51 2"
[140]51 2"
[140]
51 2"[1
40]
3" [76]
LC TIE BAR LC TIE BAR
VORTEX BREAKER ASSEMBLY(2) REQUIRED
3030001, 0002
DETAIL-J
VORTEX BREAKER PLATE-
32
VORTEX BREAKER PLATE-
33
32-
33-
2" LG.BOTTOM ONLY
3/163/16 2" LG.
TOP ONLY
90°
3/163/16
516"[8]
11"[279]
3" [76]
4" [102
]
8" [203
]
734"
[197]15
8"[41]
512"
[140]
512"
[140]
11"[279]
3" [76]
4" [102
]
8" [203
]
516"[8]
734"
[197]15
8"[41]
LC DRUM
45°LC DRUM
31 4"[8
2]
40 TRIM TO FITDRUM SHELL
NOZZLE I.D.REFERENCE
3/163/16 VORTEX BREAKER
TO NOZZLETHIS LOCATION ONLY
TACK 1/2-2
TYP. EXPANDED METALTO EXPANDED METAL
AND VORTEXBREAKER PLATE
J-
39
2'-1
1 16"
[636
]
2'-1
58"
[652
]
118"
[29]
158"
[41] 1" [2
5]
Ø516" HOLE
[Ø8] TYP.
1" PIPE SUPPORT 370001, 0002
61 16"
[154
]
61116
"[1
69]
118"
[29] 1" [25]
158"
[41]
Ø516" HOLE
[Ø8] TYP.
1" PIPE SUPPORT 380001, 0002
21 4"[5
7]
458"
[117]
1"[25]R25
16" INSIDE [R59] RADIUS
4" PIPE SUPPORTSCALE: 3" = 1'-0"
350001, 0002
112"
[38]31
2"[89]
512"
[140]
7"[178]
1 8" [3]
17 16"
[37]
71 4"[1
84]83
8"[2
13]
30° T
YP.
R2516"
[R59]
R12" TYP. [R13]
4" PIPE SUPPORTSCALE: 3" = 1'-0"
360001, 0002
34-
34-
30-
31-
Administrator
사각형
Administrator
설명선
SA-36

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
66" IP DRUM INTERNALSDETAILS
34" = 1'-0"
FOR RECORD V17531-IIND-0004 00
FIRST ISSUE 12-JAN-20 CT/SL DLN -- MAS
V17531-IIND-0001 - 66" IP DRUM INTERNALS SECTION "A"V17531-IIND-0002 - 66" IP DRUM INTERNALS SECTIONS "B" & "C"V17531-IIND-0003 - 66" IP DRUM INTERNALS DETAILSV17531-IIND-0005 - 66" IP DRUM INTERNALS DETAILS
BILL OF MATERIALPARTNO. QTY. DESCRIPTION MAT'L.
SPEC.
41 1 PLATE, 14" THK. (SEE DETAIL) A36
42 3 PLATE, 14" THK. (SEE DETAIL) A36
43 3 PLATE, 316" THK. (SEE DETAIL) A36
44 3 PLATE, 316" THK. (SEE DETAIL) A36
45 1 PLATE, 316" THK. (SEE DETAIL) A387 GR11
46 1 PLATE, 316" THK. (SEE DETAIL) A387 GR11
47 1 PLATE, 316" THK. (SEE DETAIL) A387 GR11
48 3 PLATE, 316" THK. (SEE DETAIL) A36
49 1PIPE, 4" SCH.40 (0.237" WALL) x28'-0" (8534mm) LG. A106 GR.B
50 2PIPE, 1" SCH.40 (0.133" WALL) x12'-63
4" (3829mm) LG. A106 GR.B
PART NUMBERS ARE TO HAVE THE PREFIX OF "II" FOR EXAMPLE:"41"(PART NO.) WOULD BE "II41"
NOTES:1. SEE DRAWING V17531-IIND-0001 FOR GENERAL NOTES.
2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
FORMED VIEW
STEAM DEFLECTOR PLATESCALE: 1" = 1'-0"
BEND UP 30°
18'-1"[5512]
SPLICEIF REQ.
410001, 0002
BUTT WELDAFTER FORMING
5'-111316"
[1824]
81316
"[2
23]
109 16
"[2
68]
FORMED VIEWBEND UP 90°
BAFFLE PLATESCALE: 1" = 1'-0"
420001, 0002
5'-111316"
[1824]
5'-111316"
[1824]
35 16"
[85]
61 8"[1
56]
878"
[226
]1'
-23 16
"[3
60]
FORMED VIEW
FORMED VIEW
BEND UP 20°
BEND UP 30°
BAFFLE PLATESCALE: 1" = 1'-0"
430001, 0002
BAFFLE PLATESCALE: 1" = 1'-0"
440001, 0002
2'-111516"
[912]
5'-111316"
[1824]
434"
[121
]
81516
"[2
27]
1'-2
3 16"
[360
]
Ø4516" HOLE
[Ø110]
FORMED VIEW BEND UP 30°BAFFLE PLATE
SCALE: 1" = 1'-0"
450001, 0002
1'-01516"
[328]
5'-111316"
[1824]
434"
[121
]
81516
"[2
27]
1'-2
3 16"
[360
]
434"
[121
]
81516
"[2
27]
1'-2
3 16"
[360
]
4'-101516"
[1496]
5'-111316"
[1824]
5'-111316"
[1824]
658"
[168
]
95 16"
[237
]
BEND UP 65°
BEND UP 30°
BEND UP 30°
Ø4516" HOLE
[Ø110]
Ø4516" HOLE
[Ø110]
FORMED VIEW
FORMED VIEW
FORMED VIEW
ASPRIRATED PIPEVIEW FROM TOP
SCALE: 1 1/2" = 1'-0"0002
50
FEEDWATER DISTRIBUTION PIPE000249
BAFFLE PLATESCALE: 1" = 1'-0"
460001, 0002
BAFFLE PLATESCALE: 1" = 1'-0"
480001, 0002
BAFFLE PLATESCALE: 1" = 1'-0"
470001, 0002
SHOP NOTE: HOLES SHOULD BE AT TOP WHEN INSTALLED
STD PIPE THREADSBOTH ENDS
2'-358"
[702](10) SPACES @ 1'-0" = 10'-0"
[3048]
12'-634"
[3829]
Ø14" HOLE
[Ø6] TYP.
STD.PIPE BEVELBOTH ENDS
1'-0"[305]
(26) SPACES @ 1'-0" = 26'-0"[7925]
28'-0"[8534]
3" TYP.[76]
(54) Ø 12" (13mm) HOLES
Ø38" (10mm) DRAIN HOLE
(2) HOLES,(1) HOLE EACH END
DRAIN HOLES
DISTRIBUTIONHOLES 45°
45°
2" [51] 1'-0
1 2"[3
18]
THIS ENDTO CENTER DRUM

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
66" IP DRUM INTERNALSDETAILS
1" = 1'-0"
FOR RECORD V17531-IIND-0005 00
FIRST ISSUE 12-JAN-20 CT/SL DLN -- MAS
V17531-IIND-0001 - 66" IP DRUM INTERNALS SECTION "A"V17531-IIND-0002 - 66" IP DRUM INTERNALS SECTIONS "B" & "C"V17531-IIND-0003 - 66" IP DRUM INTERNALS DETAILSV17531-IIND-0004 - 66" IP DRUM INTERNALS DETAILS
NOTES:1. SEE DRAWING V17531-IIND-0001 FOR GENERAL NOTES.
2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
WIRE MESH SEPARATOR INSPECTION AND INSTALLATION
1. CHECK MESH PAD ASSEMBLIES FOR ANY DAMAGE AND VERIFY TAGS AND NUMBER OF PIECES.
2. TAKE NOTE OF CORRECT ORIENTATION, TAGS OR PERFORATED PLATE INDICATES "TOPSIDE".
3. CHECK SUPPORT FRAME ASSEMBLY FOR CRACKS AND SUPPORT WALLS ARE SMOOTH AND FREE OF WELD SPLATTER AND OTHER DEBRIS.
4. MEASURE AND MARK THE SUPPORT FRAME TO INDICATE THE POSITION OF EACH MESH PAD ASSEMBLY.
5. START BY INSTALLING THE MESH PAD ASSEMBLIES THROUGH SUPPORT FRAME ENDS TOWARD THE MIDDLE, ADDING ASSEMBLIES UNTIL ALL ASSEMBLIES ARE IN PLACE.
6. REPLACE REMOVABLE LOWER END PLATES AND SECURE WITH BOLTING HARDWARE.
7. MAKE SURE EACH MESH PAD ASSEMBLY IS PROPERLY ALIGNED AND WITH UNIFORM COMPRESSION FIT THROUGHOUT.
8. TIE DOWN EACH MESH PAD ASSEMBLY AT ALL FOUR CORNERS (SEE INSTALLATION ILLUSTRATION) USING 16 GA. STAINLESS STEEL WIRE.
DETAILSCALE: 3"=1'-0" -
M
LOWER END PLATESCALE: 1 1/2" = 1'-0" -
64
UPPER END PLATESCALE: 1 1/2" = 1'-0" -
63
LOWER END PLATE FLANGESCALE: 1 1/2" =1'-0" -
65
68 LOOP SS WIRE THROUGH FRAMEAND OVER BOTTOM SUPPORT GRIDAND TWIST AS SHOWN TO MAKECERTAIN THE MESH PAD ASSEMBLIESARE SECURE AND ARE EVENLY SPACED.(DO NOT RUN WIRE THROUGH MESH.)
SECTION-L
MESH PAD ASSEMBLYTOP SUPPORT GRID
PERFORATED PLATETOP OF DRUM
INSTALLATION OF MESH PAD ASSEMBLIESBOTTOM VIEW OF ASSEMBLY
L-
61 MESH PAD ASSEMBLYBOTTOM SUPPORT GRID
501-
(SUPPLIED BY VPIINSTALLED BY FABRICATOR)
16'-0"[4877]
118" TYP.[29]
934" TYP.[248]
214" TYP.[57]
BEND UP 90°
SIDE PLATE-
62
SIDE PLATE ASSEMBLY(2) REQUIRED -
502
16'-0"[4877]
M-
67 3/16 1-6
11 2"[3
8]
38"
[10]
1'-1
78"
[353
]
FORMED VIEW
64-
63-
62-
DEMISTER ASSEMBLY(1) REQUIRED
5010001, 0002
1'-2
3 16"
[360
]
64-
63-
1'-8
" (IN
SID
E)[5
08]
5'-6"[1676]
5'-0"[1524] TYP.
EACH END
717069TYP.
72TYP.(2) PLACES
66
502-
502-
63-
63- 64
-
TYP.BOLTEDDO NOT WELD
3/16
UPPER END PLATETO SIDE PLATETYP. 4 PLACES(WELD INSIDE DRUM)
TYP.ANGLE TOSIDE PLATE
3/16 TACKTYP.
69
69
67 G
3/16TYP.
316" TYP.
[5] EACH END
3 16"
[5]
3 16"
[5]
81 4"[2
10]
1'-0
9 16"
[319
]
65-
134"
[44]
758"
[194
]93
8"[2
38]
78"
[22]
134"
TYP
.[4
4]
758"
TYP.
[194
]
938"
[238
]
58" TYP.[16]
1'-1138"
[594]
10"[254]
1'-8"[508]
43 16"
[107
]53
4"[1
46]
1" [25]1
2" NPT
BILL OF MATERIAL
PARTNO. QTY. DESCRIPTION MAT'L
SPEC.
61 16 MESH DEMISTER UNITS, 8" x 1'-8" x 1'-0" --
62 2 PLATE, 316" THK. (SEE DETAIL) A36
63 2 PLATE, 316" THK. (SEE DETAIL) A36
64 2 PLATE, 14" THK. (SEE DETAIL) A36
65 4 ANGLE, L1 12" x 1 12" x 316" (SEE DETAIL) A36
66 2 FITTING, 12" THR'D PIPE PLUG A105
67 2 BAR, 316" THK. x 112" x 15'-115
8" LG. A36
68 64 WIRE, 16 GA., x 6" LG. TP 304 SS
69 8 HEX BOLT, 12" DIA. x 114" LG. A307
70 8 HEX NUT, 12" DIA. A563 GR.A
71 8 LOCK WASHER, 12" DIA. C.S.
72 2 BAR, 316" THK. x 112" x 1'-83
8" LG. A36
PART NUMBERS ARE TO HAVE PREFIX "LI" FOR EXAMPLE,"LI" (ASSEMBLY) + "61" (PART NO.) WOULD BE "LI61"
R2'-9" [R838]
Ø916" HOLE
[Ø14] TYP.
Ø916" HOLE
[Ø14] TYP.
66
Ø14" (32 HOLES)
[Ø6]
3/163/16
15'-1158" (INSIDE PLATES)
[4867]
TYP. EACH ENDOF SIDE PLATE


LP DRUM HEADSCALE: 1" = 1'-0"
HEAD TO SHELL DETAIL
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
B V17531-LSND-0001
1/2" = 1"
FOR RECORD 02
LOW PRESSURE STEAM DRUM HEAD& SHELL DETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
06 05 04 03 02 ADDED NOTE 2 REFERENCE 3-JUN-21 SD JB DP01 ASME CODE EDITION 9-SEP-20 SD SEG -- DP00 FIRST ISSUE 15-APR-20 SD SEG -- DP
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
GENERAL NOTES:
1. HEADS TO COMPLY WITH THE REQUIREMENTS OF THE 2019 EDITION OF THE ASME BOILER CODE SECTIONS I, II, V & IX. 2. LENGTH, WIDTH, AND NUMBER OF COURSE SECTIONS TO BE CALCULATED BY THE DRUM FABRICATOR. ROLLING/FORMING TOLERANCES HAVE NOT BEEN ADDED TO THE THICKNESS SHOWN. 3. MATERIAL TO COMPLY WITH THE REQUIREMENTS IN DOCUMENT V17531-EMNC-0003 VPI PLATE MATERIAL SPECIFICATION. 2:1 ELLIPTICAL HEAD MATERIAL: SA-516 Gr. 70 DRUM SHELL MATERIAL: SA-516 Gr. 70 4. FABRICATOR TO DESIGN WELD PREP TO MATCH FABRICATOR'S WELDING PROCESS AND SUBMIT FOR APPROVAL. 5. (1) DRUMS REQUIRED TOTAL, (2) HEADS PER DRUM (2)HEADS REQUIRED TOTAL.
58"
[16] WE
LD S
EA
MSEE NOTE 4
MIN
. W
ALL
TH
K.
9'-6"[2896]
I.D.
9'-714"
[2927](REF.)
58"
[16]
3" [76]
2'-7
12"
[800
] (
RE
F.)
40'-0" SHELL LENGTH[12192] WELD SEAM TO WELD SEAM
9'-6
"[2
896]
MIN. THK.
MACHINE FLAT, TO BE BEVELED TO MATCHFAB. WELD DETAIL. (SEE NOTE 4)
SH
ELL
/ H
EA
DIN
SID
E D
IAM
ET
ER
5 8"
[16]
MIN
. TH
K.
(NOTE 2)
(NO
TE
2)
(NO
TE
2)

FRONT VIEW
REAR VIEW
LEFT DRUM HEAD RIGHT DRUM HEAD
CONTOUR DETAILSCALE: NONE
1"SW3000#1" N2 FEED / VENT (WB-PP-2479), WATER SAMPLE (WB-PP-2909)216
1316"SW3000#3
4"PG, PT (WG-PP-2401, 2403)215
2 1 16"SW3000#2"WATER PREHEATER VENT (WB-VN-2400)114
8 1 8"LWN300#6"LP DRUM SAFETY VALVE (WG-PP-2400, 2481)211
2"SW3000#1"UPPER LEVEL GAUGE / TRANS. CONN (WG-PP-2406, 2408, 2410, 2412, 2414)5103 9 16"BWSCH 40/STD3"TCA PUMP RECIRCULATION (WB-PP-2485, 2489)209
24 1 8"BWSCH SPECIAL, 5 8" (15.9mm) WALL24"DEAERATOR DOWNCOMER, DEAERATOR EQUALIZER407
6 1116"BWSCH 406"FEEDWATER PUMP RECIRCULATION (WB-PP-2463, 2464)206
13 1 2"BWSCH 4012"STEAM OUTLET TO LP SUPERHEATER (WB-PP-2443)204
14 1 2"BWSCH 4012"RISER COLLECTION HEADER (WB-HDR-2401)402
15 1 2"BWSCH 4014"DOWNCOMER (WB-PP-2435), BOILER FEEDWATER PUMP & TCA COOLER PUMP SUCTION (WB-PP-2469)
201
2"SW3000#1"LOWER LEVEL GAUGE CONN. (WG-PP-2409, 2415)21002"SW3000#1"LOWER LEVEL TRANS. CONN. (WG-PP-2407, 2411, 2413)3110
ELLIPTICAL---2 3 4" (70mm) WALL18" x 24"MANWAY ASSEMBLY2430
NOZZLE SCHEDULEREQUIRED HOLE SIZETYPEANSI RATING OR WALL THICKNESSNOMINAL PIPE SIZEDESCRIPTIONQTYPART/ ASSEMBLY NO.
BILL OF MATERIALSMAT'L. SPEC.DESCRIPTIONQTY.PART NO.SA-516 Gr. 70SHELL PLATE 5 8" THK. x 114" I.D. x 40'-0" LG.120
SA-516 Gr. 70ELLIPTICAL DISHED HEAD 5 8" THK. x 114" I.D.221
SA-105MANWAY ASSEMBLY2430
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-LSND-0002
3/8" = 1'-0"
FOR RECORD 03
114" I.D. LOW PRESSURE STEAM DRUMASSEMBLY WG-DRM-2400
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
DRUM FABRICATOR TO:DETERMINE WELD PROCESS AND PROCEDURES FOR SHELL TO HEAD AND SHELL TO SHELL WELD SEAMS. DETERMINE SHELL SECTION LENGTHS. STAGGER LOCATION OF LONGITUDINAL WELD SEAMS.
PART NUMBERS ARE TO HAVE THE PREFIX OF "LS". FOR EXAMPLE, "20" (PART NUMBER) WOULD BE "LS20"
GENERAL NOTES:
1. DRUM MATERIAL & CONSTRUCTION TO BE IN ACCORDANCE WITH 2019 EDITION OF ASME BOILER CODE SECTIONS I, II, V & IX. 2. ALL WELDED JOINTS SHALL RECEIVE PREHEAT IN ACCORDANCE WITH ASME SECTION 1 PARA. PW-38. POST WELD HEAT TREATMENT SHALL BE IN ACCORDANCE WITH PARA. PW-39. ANY WELDING AFTER PWHT SHALL CONSIDER THE REQUIREMENTS FOR PWHT EXEMPTION AND PREHEAT IN PW-39 AS WELL. 3. ALL LONGITUDINAL & CIRCUMFERENTIAL WELDED JOINTS REQUIRE VOLUMETRIC EXAMINATION PER PARA. PW-11. 4. ALL WELDS P1-P1 UNLESS NOTED OTHERWISE. 5. ALL NOZZLE TO SHELL, AND MANWAY TO HEAD WELDS REQUIRE NON DESTRUCTIVE EXAMINATIONS. 6. COMPLETED DRUM TO BE POST WELD HEAT TREATED PER PAR. PW-39. 7. FLANGE BOLT HOLES TO STRADDLE NATURAL CENTERLINES.(UNLESS NOTED OTHERWISE) 8. BOTH HEADS TO HAVE 18" x 24" MANWAY ASSEMBLIES COMPLETE WITH COVERS, SHIPPING GASKETS, & HINGES/DAVITS (INTERNAL & EXTERNAL) 9. MANHOLE GASKET SURFACE TO BE REFINISHED AFTER POST WELD HEAT TREATMENT IF NECESSARY. 10. MANWAY ASSEMBLIES SUPPLIED BY DRUM FABRICATOR. INSTALL IN HEADS WITH INTERNAL PROJECTION PER PROJECT ASME CODE CALCULATIONS. 11. CODE STAMPING & DOCUMENTATION REQUIRED. 12. DRUM TO BE SHOP INSPECTED BY AUTHORIZED INSURANCE COMPANY. 13. ALL STUB PIPES & END CONNECTIONS ARE TO BE PLUGGED OR CAPPED BEFORE SHIPMENT. 14. DRUM IS TO BE WEIGHED PRIOR TO SHIPMENT, & WEIGHT PAINTED ON THE DRUM IN 3" HIGH NUMBERS. 15. QUANTITIES SHOWN FOR (1) ONE UNIT, (1) ONE UNIT REQUIRED TOTAL
46'-914"
[14255] APPROX.
21
21
CL DRUMI
LEFT RIGHT
40'-0"[12192]
SEAM TO SEAM
20
CL DRUMI
RIGHT LEFT
FRONT
HIGHEST LEVEL +25.0"
HIGH ALARM LEVEL +23.0"
NORMAL LEVEL +18.0"
LOW ALARM LEVEL +12.0"
DRUM CENTER LINE 0"
STARTUP LEVEL +10.0"
LOWEST LEVEL -49.0"
DESIGN PRESSURE: DESIGN TEMP.: DRUM EFFICIENCY: LONG. 100%, CIR. 100%MINIMUM THICKNESS: SHELL - HEADS -
150 PSI (10.34 Bar)366°F (185.6°C)
0.625 IN. (16mm)0.625 IN. (16mm)
V17531-LSND-0001 - LOW PRESSURE STEAM DRUM HEAD & SHELL DETAILSV17531-LSND-0003 - LOW PRESSURE STEAM DRUM WELDING DETAILSV17531-LSND-0007 - 18" x 24" MANWAY ASSEMBLY FOR LOW PRESSURE STEAM DRUMV17531-LSND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUMV17531-LSND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUMV17531-LSND-0010 - LOW PRESSURE STEAM DRUM NON-PRESSURE ATTACHMENTS 510030-EBND-0101 - STANDARD FABRICATION TOLERANCES FOR HORIZONTAL VESSELS510030-EBND-0109 - STANDARD FABRICATION TOLERANCES FOR MACHINED FORGED NOZZLESV17531-SDNC-0001 - EQUIPMENT SPECIFICATION FOR SHOP FABRICATED STEAM DRUMS
10'-1078"
[3324]16'-11"[5156]
19'-3"[5867]
18'-478"
[5610]18'-47
8"[5610]
19'-0"[5791]
19'-0"[5791]
4'-11"[1499]
4'-11"[1499]
10'-11"[3327]
10'-11"[3327]
8'-0"[2438]
19'-0"[5791]
18'-3"[5563]
9"[229]
FRONT
14
0003
45°
01
0004
02
0004
120
0003
04
0004
11
0003
15
0003
16
0003
15
0003
15
0003
11
0003
04
0004
04
0004
10
0004
10
0004
430
0007430
0007
LEFT END VIEWINSTRUMENT CONNECTIONS
NOT SHOWN FOR CLARITY
10
0004
10
0004
14
0003
02
0004
02
0004
16
0003
100
0003110
0003
110
0003100
0003
01
0004
01
0004
2'-3
"[6
86]
5'-1
34"
[156
9]
1'-6"[457]
1'-6"[457]
2'-3
"[6
86]
5'-1
34"
[156
9]1'-6"[457]
1'-6"[457]
4'-6"[1372]
4'-6"[1372]
4'-6"[1372]
4'-6"[1372]
110
0003
100
0003
110
0003100
0003
R18"
[R3]
116
"[2
]
CONTOUR OF "LS01"TO MATCH ID OF DRUM
DRUM SHELL
1'-6
"[4
57]
1'-6
"[4
57]
06 05 04 03 NOZZLE 07 DETAIL ADDED 12-APR-21 SD SEG --- MAS02 GENERAL UPDATE 05-MAR-21 JP SD --- MAS01 REDRAWN 23-DEC-20 JP SD --- MAS00 FIRST ISSUE 04-AUG-20 JP SEG --- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.10
0004
10
000410
0004
10
0004
6"[152]
06
0004
07
0004
16
0003
14'-0"[4267]
1'-8"[508]
13'-8"[4166]
09
0004
09
0004
1'-2"[356]
12'-4"[3759]
18'-6"[5639]
16
0003
15'-10"[4826]
2'-6516"
[770]
06
000309
0003
2'-0"[610]
1'-8"[508]
3'-8"[1118]
3'-8"[1118]
07
0004 (X4)
Administrator
설명선
MATERIAL 변경. SA106-B --> SA105 O.D 609.6 * I.D 531.8

MANWAY RING INSTALLATION
LOWER LEVEL GAUGE CONN.(2) REQUIRED
SCALE: 3/8" = 1"
LOWER LEVEL TRANSMITTER CONN.(3) REQUIRED
SCALE: 3/8" = 1"
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
FIGURE 2 FIGURE 3
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-LSND-0003
3/16" = 1"
FOR RECORD 03
LOW PRESSURE STEAM DRUM WELDINGDETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART NO.
SA-335 P22PIPE, 6" SCH. 40/STD x 1'-5 3/16" (437mm) LG. B.B.E.206
SA-335 P22PIPE, 3" SCH.40/STD x 8 5/16" (211mm) LG. B.B.E.209SA-105LWN FLANGE, 6", 300#, 7" LG.211SA-105SW-FLEXOLET, 2", 3000#114SA-105SW-FLEXOLET, 3/4", 3000#215SA-105SW-FLEXOLET, 1", 3000#216SA-105ELBOW, 90°, 1", 3000# SW334SA-105CROSS, 1", 3000# SW235
SA-106 GR.BPIPE, 1" SCH 80/XS x 3 3/8" (86mm) LG.937SA-105PIPE CAP, 1", 3000# SW438
06 05 04 03 REMOVED 07 FROM BOM 12-APR-21 SD SEG --- MAS02 GENERAL UPDATE 05-MAR-21 JP SD --- MAS01 GENERAL UPDATE 23-DEC-20 JP SD --- MAS00 FIRST ISSUE 04-AUG-20 JP SEG --- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
NOTES: 1. SEE DRAWING V17531-LSND-0002 FOR GENERAL NOTES. 2. NOZZLE NOTE: ALL OLETS SHALL BE STRAIGHT I.D. BORE DESIGN (FLEXOLET OR EQUAL) 3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. (1) ONE UNIT TOTAL REQUIRED.
V17531-LSND-0002 - 114" I.D. LOW PRESSURE STEAM DRUM ASSEMBLYV17531-LSND-0004 - LOW PRESSURE STEAM DRUM NOZZLE DETAILSV17531-LSND-0007 - 18" x 24" MANWAY ASSEMBLY FOR LOW PRESSURE STEAM DRUM
NOZZLE WELD SCHEDULEPART NO. "A" "B" "C" "D" "E" "F" FIGURE
NO. "P" NO. "R"
01 3/8" -- FULL PEN. - 18" 5'-7" (1702mm) 1 P1-P1 SEE DETAIL
02 3/8" -- FULL PEN. - 18" 5'-7" (1702mm) 1 P1-P4 N/A
04 FULL PEN. 38" FULL PEN. 3
8" 18" 5'-7" (1702mm) 2 P1-P1 N/A
06 3/8" FULL PEN. - - 18" 5'-0 3 4" (1543mm) 4 P5-P1 N/A
07 FULL PEN. 12" FULL PEN. 1
2" 18" 6'-3" (1905mm) 2 P1-P1 N/A
DELETED
09 1/4" FULL PEN. - - 18" 5'-0 3 4" (1543mm) 4 P5-P1 N/A
10 FULL PEN. 38" FULL PEN. 3
8" 18" 4'-6" (1372mm) 2 P1-P1 N/A
11 FULL PEN. 38" FULL PEN. 3
8" 18" 5'-3" (1600mm) 2 P1-P1 3
8"14, 15, 16 FULL PEN. 3
8" - - 18" - 3 P1-P1 1
8"
33 FULL PEN. 38" FULL PEN. 3
8" 18" 4'-10" (1473mm) 2 P1-P1 N/A
"F"
CL DRUMI
"A""E"
45~"B"
"P" NO.
GRIND ANY EXCESSWELD SMOOTH WITHI.D. OF NOZZLE
"R"
PART NO.
DRUM SHELLI.D.
"F"
CL DRUMI
"C""E"
45~"D"
"A""E"
45~"B"
"P" NO.
DRUM SHELLI.D.
"R"
PART NO.
430
0007
378"
[98] 258"
[67] LOW POINT (HOLD)
FP
3/8
FP
3/8
1'-0"[305]
REF
PART NO.
DRUM SHELLI.D."R"
"C""E"45~
"A" "P" NO.
100
0002110
0002
FIGURE 1
CL DRUMI
334"
[95]
116
"[2
] TY
P.
38
37
37
35
37
38
33
000433
0004
334"
[95]
116
"[2
] TY
P.
DRUM SHELL
DRUM SHELL
7/32TYP
7/32TYP.
37
34
"F"
PART NO.
DRUM SHELLI.D.
"R"
FIGURE 4
"F"
"A""E"
45~"B"
"P" NO.
PART NUMBERS ARE TO HAVE THE PREFIX OF "LS". FOR EXAMPLE,"11" (PART NUMBER) WOULD BE "LS11"
CL DRUMI

DOWNCOMER NOZZLE / FW PUMP SUCTIONSCALE: 3" = 1'-0"
RISER COLLECTION HEADER NOZZLESCALE: 3" = 1'-0"
STEAM OUTLET NOZZLESCALE: 3" = 1'-0"
NOZZLE DETAILSCALE: 1/2" = 1"
UPPER LEVEL GAUGE / TRANS. CONN.SCALE: 1/2" = 1"
DETAILSCALE: 3/4" = 1"
NOZZLE DETAILSCALE: 3" = 1'-0"
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-LSND-0004
3" = 1'-0"
FOR RECORD 04
LOW PRESSURE STEAM DRUM NOZZLEDETAILS
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
BILL OF MATERIALSPART NO. QTY. DESCRIPTION MAT'L SPEC.
01 2 FORGED NOZZLE, SEE DETAIL SA-105
02 4 FORGED NOZZLE, SEE DETAIL SA-182 F11 CL1/2
04 2 FORGED NOZZLE, SEE DETAIL SA-105
07 4 FORGED NOZZLE, SEE DETAIL SA-105
10 5 SPECIAL 1", 3000# SW HALF COUPLING, SEE DETAIL
SA-105
33 5 SPECIAL 1", 3000# SW COUPLING, SEE DETAIL SA-105
33
0003
13.124 in[333.3]
14.000 in[355.6]
15.250 in[387.4]
.438 in[11.1]
10.6
25 in
[269
.9]
R.125 in[R3.2]
DRUM SHELL
SEE V17531-LSND-0002FOR NOZZLE FINISH REQUIREMENT
1
3
01
000202
000204
0002
11.938 in[303.2]
12.750 in[323.9]
14.250 in[362.0]
.406 in[10.3]
1.50
0 in
[38.
1]2.
25 in
[57.
2]
10.7
5 in
[273
.1]
R.125 in[R3.2]
DRUM SHELL DRUM SHELL
11.938 in[303.2]
12.750 in[323.9]
13.250 in[336.6]
.406 in[10.3]
1.50
0 in
[38.
1].7
50 in
[19.
1]
11.1
25 in
[282
.6]
R.125 in[R3.2]
1
3
1
3
10
0002
1.04
9 in
[26.
6]
1.33
5 in
[33.
9] T
YP
.
1.75
0 in
[44.
5]
.625 in[15.9]
TYP.
6"[152]
1.04
9 in
[26.
6]
1.33
5 in
[33.
9]
1.75
0 in
[44.
5]
.625 in[15.9]
6"[152]
OUTSIDE DRUMEND
06 05 04 NOZZLE 07 FROM PIPE TO FORGED 6-JUN-21 SD JB MAS03 NOZZLE 07 DETAIL ADDED 12-APR-21 SD SEG --- MAS02 GENERAL UPDATE 05-MAR-21 JP SD --- MAS01 GENERAL UPDATE 23-DEC-20 JP SD --- MAS00 FIRST ISSUE 04-AUG-20 JP SEG --- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
V17531-LSND-0002 - 114" I.D. LOW PRESSURE STEAM DRUM ASSEMBLYV17531-LSND-0003 - LP STEAM DRUM WELDING DETAILS510030-EBND-0109 - STD. FABRICATION TOLERANCES FOR MACHINED FORGED NOZZLES
1.50
0 in
[38.
1]1.
876
in[4
7.6]
PART NUMBERS ARE TO HAVE THE PREFIX OF "LS". FOR EXAMPLE,"01" (PART NUMBER) WOULD BE "LS01"
NOTES: 1. SEE DRAWING V17531-LSND-0002 FOR GENERAL NOTES. 2. NOZZLE NOTE: ALL OLETS SHALL BE STRAIGHT I.D. BORE DESIGN (FLEXOLET OR EQUAL).
A---
A---
R.125 in[R3.2]
A---
R.125 in[R3.2]
R.125 in[R3.2]
A---
.063 in[1.6]
LAND
37.5°
1
3
20.0
00 in
[508
.0]
37.5°
.063 in[1.6]
LAND
.626 in[15.9]
1.50
0 in
[38.
1]
R.125 in[R3.2]
DRUM SHELL
07
0002
22.75 in[577.8]
20.94 in[531.8]
24.000 in[609.6]

MANWAY ASSEMBLY - FRONT VIEW
MANWAY RING
BOLTING PLATEMAT'L: SA-516 GR.70 OR SA-105
BOLT DETAIL
DETAILSCALE 1/2" = 1"
COVER PLATE ASSEMBLYMAT'L: SA-516 GR.70 OR SA-105
SECTIONSCALE: 1 = 1
DETAIL MAT'L: SA-105 OR SA-516 GR.70
SCALE: 1/2" = 1"
MANWAY ASSEMBLY - PLAN VIEW
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART NO.
A-36ROUND BAR, 3/4" (20mm) DIA. x 11 7/8" (302mm) LG.241DETAILPLATE, 2 1/4" (57mm) THK. SEE DETAIL142SA-105RING, 2 3/4" (70mm) THK. SEE DETAIL143DETAILPLATE, 1 1/4" (32mm) THK. SEE DETAIL144A193-B7SQUARE HEAD BOLT, 1 1/2" DIA. x 15 1/2" LG245A194-2HHEAVY HEX NUT, 1 1/2"-8UN DIA.246
F436HARDENED WASHER, 1 1/2" DIA.447-SHIPPING GASKET (NON-METALLIC)148
A-36PLATE, 1/2" (12mm) THK x 1" (25mm) x 1" (25mm) LG.149A-36PLATE, 3/4" (19mm) THK x 2" (51mm) x 2" (51mm) LG.250
A-307HEX TAP BOLT, 1/2"-13UNC-2A, 2 1/2" (65mm) LG. (FULL THREAD)
251
DETAILPLATE, 2" (51mm) THK. SEE DETAIL252
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-LSND-0007
3/16" = 1"
FOR RECORD 01
18" x 24" MANWAY ASSEMBLY FOR LP DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
1. MANWAY RING, COVER & BOLT PLATE MAY BE MACHINED USING THE TWO RADII GEOMETRY AS SHOWN OR BY USING TRUE ELLIPTICAL GEOMETRY. EDGES TO BE PRECISELY MACHINED TO REQUIRED DIMENSIONED OVAL SHAPE. EDGE MUST BE SMOOTH AND CONTINUOUS ALL THE WAY AROUND WITH NO WAVINESS, INDENTATIONS, PROTRUSIONS OR VARIATIONS. 2. TOLERANCE OF + OR - 1/16" (2mm) UNLESS OTHERWISE NOTED. 3. MACHINED SURFACE SHALL BE COATED WITH RUST INHIBITOR AND SEALING SURFACES TO BE PROTECTED DURING SHIPMENT. 4. INSTALL MANWAY COVER AND INTERNAL & EXTERNAL DAVIT ASSEMBLY AFTER DRUM HAS BEEN POSTWELD HEAT TREATED. 5. ALL WELDS P1-P1 UNLESS OTHERWISE NOTED. 6. QUANTITIES SHOWN ARE FOR (1) ONE MANWAY ASSEMBLY. (2) TWO ASSEMBLIES REQUIRED PER DRUM. 7. SEE DRAWING V17531-LSND-0002 FOR ADDITIONAL GENERAL NOTES.
GENERAL NOTES:
5916
"[1
41] T
YP
.
1'-0
"[3
05]
234"
[70]
2'-512" - 0'
132"+
749 - 01+[ ]
2'-0" - 132"
0'+
610 - 10+[ ]
STAMP"INSIDE END" ON O.D.
1'-6
"-1
32"
0'+
457
- 10+
[]
1'-1
112"
- 0'
132
"+
597
- 01+
[]
n158"
[n41] HOLE TYP.
434"
[121]TYP.
7"[178]
TYP.
5916
"[1
41] T
YP
.
312"
[89]
1'-3
12"
[394
]
1 1/2"-8UN-2A
52----
34"
[19]
34"
[19]
2"[51]
1" [25]
2" [51]
1'-5
78"
-116
"0'
+
454
- 20+
[]
1'-1178" - 1
16"0'+
606 - 20+[ ]
50
42
MACHINE SURFACE TO 125-250 AA.NO RADIAL TOOL MARKS ALLOWEDFLAT WITHIN 0.005" TIR.
214"
-116
"0'
+
57- 20+
[]
2716
"- 0
'
116
"+
62- 02+
[]
3/163/16
TYP.
3/16TYP.
3/163/16
TYP.
49 42
A
---
5252
49
1/2" DIA. 13UNC-2BTHREADED HOLE
R10"[R254]
TYP.
INTERNAL DAVIT ASSEMBLY(SEE V17531-LSND-0009)
46
45
SPRING DISCS TO BEFIELD INSTALLED
(SUPPLIED BY VPI)
420----
45----
43----
50----
44----
INSIDE END
MACHINE INTERIOR FACE. NO RADIAL TOOL MARKSALLOWED FLAT WITHIN 0.005" TIR.
51.5° TYP.
R714"
[R184]TYP.
R1'-2916"
[R370] TYP.
R1'-5516"
[R440] TYP.
V17531-LSND-0002 - 114" I.D. LOW PRESSURE STEAM DRUM ASSEMBLY V17531-LSND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUMV17531-LSND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUM V17531-EBND-0251 - MANWAY GASKET INSTALLATION AND BOLTING PROCEDURE
34 "
[19] TY
P.
51
430
0002
45
EXTERNAL DAVIT ASSEMBLY(SEE V17531-LSND-0008)
R1'-4116"
[R408] TYP.
R834"
[R222]TYP.
18"
[3]14"
[6] GAP
2'-3"[686]
125 TO
1'-9
"[5
34]
2'-3"[686]
R1'-4116"
[R408]TYP.
5/80
45~5/16
3-SIDES TYP.
52
3" [76]
46 47
41
6"[152]
1" [25]
14"
[6]
1"[25]
1'-138"
[340]1'-13
8"[340]
1'-9
"[5
33]
51.5° TYP.
51.5° TYP.
16°TYP.
434"
[121] TYP.
7"[178]
TYP.
234"
[70]
R1'-212"
[R368] TYP.
R182[R73
16"] TYP.
R834"
[R222] TYP.
420----
5916
"[1
41] T
YP
.
38"
[10]
434"
[121] TYP.
R18"
[R3]
116
"-1
32"
0'+
2- 10+ [
]
43----
CHAMFER BOLT HEADCORNER 1 8" TYP.
412"
[114
]
125 TO
250
250
44----
2" [51]
18"
[3]
45°
18"
[3]
34"
[19] TYP. 25
16"[59]
114"
[32]
31316
"[9
7]
1916
"[4
0]11
8"
[28]115
32"[37]
338"
[86]
258"
[67]
12932
"[4
8]
R2532"
[R20]
R14"
[R6] TYP.
01 UPDATED MANWAY ASSEMBLY 23-DEC-20 JP SD MAS00 FIRST ISSUE 04-AUG-20 JP SEG -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
DRUM HEAD
47
48
n8"[n203]
HOLE
R1"[R25]
TYP.
''
'
A----
'
'
'
'
PART NUMBERS ARE TO HAVE THE PREFIX OF "LS". FOR EXAMPLE,"41" (PART NUMBER) WOULD BE "LS41"
44----
43----

EYE BOLTSCALE: 1/2" = 1"
LUGSCALE:1/2" = 1"
DAVIT ARM ASSEMBLY
BRACKETSCALE: 1/2" = 1"
MANWAY EXTERNAL DAVIT ASSEMBLY(PLAN VIEW)
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART NO.
A-36BAR, 1 1/2" (38mm) DIA. x 2'-7 11/16" (805mm) LG.261A-36PLATE, 1/2" (12mm) THK. x 2 1/2" (64mm) O.D. x 1 17/32"
(39mm) I.D.262
A-36PLATE, 1/2" (12mm) THK. x 3" (76mm) x 1'-4 7/8" (429mm) LG.
263
A-36WELDED EYE- BOLT, 3/8" (10mm) DIA. x 6" (152mm) LG.264A-36BAR, 3/8" (10mm) DIA. x 4 3/4" (120mm) LG.265F436WASHER, 3/8" (10mm) DIA.266
A194-2HHEAVY HEX NUT, 3/8" (10mm) DIA.467
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-LSND-0008
1/4" = 1"
FOR RECORD 01
EXTERNAL DAVIT FOR 18" x 24" MANWAYFOR LOW PRESSURE STEAM DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
1. LOAD ON DAVIT ASSEMBLY NOT TO EXCEED 600 LBS (272 KG) 3. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE. 4. QUANTITIES SHOWN ARE FOR (1) ONE MANWAY ASSEMBLY. (2) TWO ASSEMBLIES REQUIRED PER DRUM.
V17531-LSND-0002 - 114" I.D. LOW PRESSURE STEAM DRUM ASSEMBLY V17531-LSND-0007 - 18" x 24" MANWAY ASSEMBLY FOR LOW PRESSURE STEAM DRUM V17531-LSND-0009 - INTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUM
n12"
[n13]
n114"
[n32]
4"[102]
6"[152]
n3
8"
[n10
]
158"
[41]
12"
[13]
38" (10mm) DIA.
A36 BAR
112"
[38] DIA.
738"
[187
]
14"
[6]
1916"
[40]4"
[102]
7"[178]
R14"
[R6]
12" (12mm) x
412" (114mm) LG.
SLOTTED HOLE
62
61
112"
[38]
3" [76]
3516"
[84] n1916"
[n39]TYP.
534"
[146
]
R34"
[R19]
1/4
GENERAL NOTES:
64----
65----
610----
63----
14" (6mm) x 45°
BEVEL TYP.
63
65
6667
610----
1/41/4
045~
1/4
TYP.
3/16 TYP.
CL BOLTINGPLATE
I
14"
[6] T
YP
.
1'-3316"
[386]
1'-7
"[4
83]
MANWAY RING
6766
65
610----
63
34"
[19]
114"
[31]
238"
[60]
R6"[R152]
5716"
[138]
614"
[159]61
4"[159]
3/8-16UNC-2A
58"
[16]
278"
[73]
TY
P.
SHOP NOTE: CHECK CENTER OF GRAVITY BEFORE MAKING WELD OF LUG
TO BOLT PLATE
64----
64----
63----
BOLTING PLATE
BOLTING PLATE
01 UPDATED MANWAY ASSEMBLY 23-DEC-20 JP SD MAS00 FIRST ISSUE 04-AUG-20 JP SEG -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
MANWAY EXTERNAL DAVIT ASSEMBLY(FRONT VIEW)
PART NUMBER ARE TO HAVE THE PREFIX OF "LS". FOR EXAMPLE,"61" (PART NUMBER) WOULD BE "LS61"

DAVIT ARM ASSEMBLY
HINGE ASSEMBLYSCALE: 1/4" = 1"
HINGE SUPPORT ASSEMBLYSCALE: 1/4" = 1"
MANWAY DOOR HARDWARE ASSEMBLYSCALE: 1/4" = 1"
STIFFENER PLATE
MANWAY INTERNAL DAVIT ASSEMBLY(PLAN VIEW)
MANWAY INTERNAL DAVIT ASSEMBLY(INSIDE VIEW)
GUSSET
SECTION A
BILL OF MATERIALSMAT'L SPEC.DESCRIPTIONQTY.PART NO.
A-36ROUND BAR, 2 1/4" (57mm) x 4'-3 3/4" (1314mm) LG.170A-36PLATE, 1/2" (12mm) THK. x 4 3/4" (121mm) O.D. x 2
17/64" (58mm) I.D.171
A-36PLATE, 1/2" (12mm) THK. x 1'-4 3/4" (425mm) x 2 3/4" (70mm)
172
A-36PLATE, 1/2" (12mm) THK. x 1'-11 1/2" (597mm) x 4 1/2" (114mm)
173
F436WASHER, 2 1/4"274A194-2HHEX NUT, 2 1/4"-4 1/2 UNC-2B575
A-36PLATE, 1" (25mm) THK, x 5 7/8" (149mm) x 6 5/16" (160mm)
176
A-36PLATE, 1/2" (12mm) THK. x 3 9/16" (90mm) x 4 3/4" (121mm)
277
A-36PLATE, 1" (25mm) THK. x 5 7/8" (149mm) x 8" (203mm) 278A-36PLATE, 1/2" (12mm) THK. x 6" (152mm) x 6" (152mm)279A-36PLATE, 1" (25mm) THK, x 1 3/8" (35mm) x 5 5/8"
(143mm) 180
A-36BAR, 4 1/2" (114mm) O.D. x 2 5/16" (59mm) I.D. x 5 5/8" (143mm) LG.
281
A1011-50SHIM, 2 3/8" (60mm) I.D. x 4 3/4" (121mm) O.D. x 1/8" (3mm) THK.
182
A193-B7HEX BOLT, 2 1/4" DIA. x 11" (279mm) LG., 4 1/2 UNC-2A183A-36PLATE, 1" (25mm) THK, x 5 7/8" (149mm) x 6 5/16"
(160mm) 184
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
RevisionsThis drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3RD ANGLE PROJECTION
Scale:
REFERENCE DRAWINGS:
D V17531-LSND-0009
3/16" = 1"
FOR RECORD 02
INTERNAL DAVIT FOR 18" x 24" MANWAYFOR LOW PRESSURE STEAM DRUM
C
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
Project
V17531-LSND-0002 - 114" I.D. LOW PRESSURE STEAM DRUM ASSEMBLY V17531-LSND-0007 - 18" x 24" MANWAY ASSEMBLY FOR LOW PRESSURE STEAM DRUM V17531-LSND-0008 - EXTERNAL DAVIT FOR 18" x 24" MANWAY FOR LOW PRESSURE STEAM DRUM
GENERAL NOTES:
81
81
80
578"
[149]
1/2
30~3/16
1/2
30~3/16
558"
[143
]
714----
78
79
78
79 79
6"[152]
1" [25]
6"[1
52]
1" [25]
713----
3/845~
TYP.
712----
n212"
[n64]
3916"
[90] R12"
[R13]TYP.
R2"[R51]
76
77
84
77 77
1" [25]
1" [25]
434"
[121
]
HOLE IN PART NO. 76
HOLE IN PART NO. 84
3916"
[90]
6516"
[160] 3/845~
TYP.
3/83/8
214" - 41
2" UNC-2A
214" - 41
2" UNC-2A 714"
[184
]
714"
[ 184
]
483[1'-7"]
1'-1
18"
[333
]
1/4
71
1'-5
12"
[445
]
214"
[57]
n2516"
[n59] TYP.
1'-7"[483]
73----
711----
1. ALL WELDED JOINTS SHALL RECEIVE PREHEAT IN ACCORDANCE WITH ASME SECTION I PARA. PW-38. POST WELD HEAT TREATMENT SHALL BE IN ACCORDANCE WITH PARA. PW-39. ANY WELDING AFTER PWHT SHALL CONSIDER THE REQUIREMENTS FOR PWHT EXEMPTION AND PREHEAT IN PW-39 AS WELL. 2. QUANTITIES SHOWN ARE FOR (1) ONE MANWAY ASSEMBLY. (2) TWO ASSEMBLIES REQUIRED PER DRUM. 3. LOAD ON DAVIT ASSEMBLY NOT TO EXCEED 900 LBS (408 KG) 4. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE.
70
R258"
[R67]
711----
SHOP NOTE:ASSEMBLE ENTIRE INTERNAL DAVIT BEFORE WELDINGHINGE TO DOOR OR DRUM HEAD TO ENSURE THAT DAVIT IS LEVEL AND PLUMB.VERIFY THAT INTERNAL DOOR IS SEATED CORRECTLY INTO MANWAY RING BEFORE WELDING HINGES.
TACK WELD NUT TO BOLT
7916
"[1
92](R
EF
.)
338"
[86]
8"[2
03]
8"[203]
578"
[149
]215
16"
[75]
634"
[171
]
578"
[149
]215
16"
[75] n217
64"[n57.5]
GRIND TO FIT DRUM HEAD
IF NECESSARY
4116
"[1
04]
(TOP PLATE)
(BOTTOM PLATE)
514"
[133]
n21764"
[n57.5] TYP.
214"
[57]1'-111
2"[597]
R14"
[R6] TYP.
72----
72----
1'-434"
[425]
314"
[83]
38"
[10]
234"
[70]R11
2"[R38]
TYP.
1/41/4
R14"
[R6]
73----
434"
[121] REF.
712----
714----
713----
1/4
DRUM HEAD
SPRING DISCS TO BE FIELDINSTALLED (SUPPLIED BY VPI)
BOLTING PLATE
MANWAY RING
COVER PLATE
711----
713----
714----
712----
116
"[2
] GA
P
83
74
82
7575
73
74
CL MANWAY ASSEMBLYI
1/8 TACK
WELD NUT TO PLATEAFTER DOOR & DAVITARE PLUMB & LEVEL. TYP.
n2516"
[n59]
n412"
[n114]
31116"
[94]
PART NUMBERS ARE TO HAVE THE PREFIX OF "LS". FOR EXAMPLE,"70" (PART NUMBER) WOULD BE "LS70"
02 BOM CORRECTION 3-JUN-21 SD JP MAS01 UPDATED MANWAY ASSEMBLY 23-DEC-20 JP SD MAS00 FIRST ISSUE 04-AUG-20 JP SEG -- MAS
Rev. Description Date Drawn Chkd.1 Chkd.2 Appr.
514"
[133]REF.
31516"
[101] MIN.
A----
CONTOURASSEMBLY TO
MATCH HEAD IDAT FIT-UP
Administrator
사각형
Administrator
사각형
Administrator
사각형
Administrator
사각형
Administrator
설명선
58.5
Administrator
설명선
SA-36
Administrator
설명선
58.5
Administrator
설명선
58.5
Administrator
선

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
PLAN VIEW
FRONT VIEW
LC DRUM
LC DRUM
RIGHTLEFT
RIGHTLEFT
GAS
FLO
W14'-11"[4547]
4'-8"[1422]
13'-2"[4013]
13'-2"[4013]
158" TYP.[41]
LC DRUM
LC DRUM
2'-0"[610]
1'-6116"
[458]
4'-034"
[1239]
1'-6
"[4
57]
2" [51]
46°72°
65°
30°
1'-6" INSIDE PLATES[457]
9"[229]
3'-0
"[9
14]
LC DRUM
7'-7
9 16"
[232
6]
60° 60°
3'-9"[1143]
1'-134"
[349]
1'-8"[508]
1'-134"
[349]
R4'-958"
[R1464]
R4'-1014"
[R1480]
LC DRUM
DRUM SADDLE ASSEMBLYSCALE : 1/2" = 1'-0"
SECTIONSCALE : 3/4" = 1'-0"
RIGHT VIEW
SCALE : 6" = 1'-0"66°66°
01
03
02
04
0505
06
06
07
A----
R 114" [32]
RADIUS ON CORNERSTYP.
R 214" [57]
RADIUS ON CORNERSTYP.
5/165/16
TYP.
1/4SEE NOTES 1&2
TYP.
1'-112"
[343](3) SPACES @ 1'-9" [533] = 5'-3"
[1600]
6" [152
]
3" [76]
1'-1
34"
[349
]
3 16" T
YP.
[4]
678"
[175
]OUTSIDE EDGE REF.
3"[76]
LC GAGE
7 16"
[11]
\A1;[11]11 4"[3
2]
1316"
[21]
(4) SPACES @ 1'-9" [533] = 7'-0"[2134]
06 05 04 05 060107
1020011
A----
100----
TYP.
100----
1040011
1070011
1060011
1050011
TYP.
TYP.
TYP.
3/16
SEE NOTES 1&2TYP. ALL PADS
TO DRUM
5/16SEE NOTES 1
TYP
5/16SEE NOTES 1
TYP
10 N.S & F.S 10N.S & F.S
REARFRONT
ALL PADS HAVER 12" [13] AT CORNERS
3/4SEE NOTES 1&2
TYP.
240011
TYP.
230011
TYP.
APPROX.
18'-2"[5537]
OU
TSID
E ED
GE
REF
.
OU
TSID
E ED
GE
REF
.
LC PADLCPA
DLCPAD
LC PAD LC PAD 30°
GENERAL NOTES:1. P1-P1 ASME SECTION 1 TO NON-PRESSURE ATTACHMENT, 200° F MIN PREHEAT IS REQUIRED IF DRUM HAS BEEN POST WELD HEAT TREATED PRIOR TO WELDING.2. LEAVE A 1" (25mm) LG. GAP OF UNWELDED AREA AT BOTTOM CENTER OF ALL PADS AND STANCHIONS AS A WEEP HOLE.3. ALL SADDLE COMPONENTS WELDING TO BE IN ACCORDANCE WITH LATEST STANDARDS OF AMERICAN WELDING SOCIETY STANDARD D1.1 USING FEXX=70KSI ELECTRODES.4. QUANTITIES SHOWN ARE FOR ONE (1) UNIT. ONE (1) UNIT. REQUIRED TOTAL.
BILL OF MATERIALPARTNO. QTY DESCRIPTION MAT'L SPEC.
01 2 PLATE, 118"(29mm) x 1'-13
4" x 7'-6" SA 516 GR.70
02 2 PLATE, 5 8"(16mm) x 1'-8" x 11'-1" JIS G3101 SS400
03 2 PLATE, 118"(29mm) x 1'-13
4" x 10'-3316" SA 516 GR.70
04 4 PLATE, 3 4" (19mm) x 6516" x 2'-71
8" SA 516 GR.70
05 8 PLATE, 3 4" (19mm) x 6516" x 2'-1013
16" SA 516 GR.70
06 4 PLATE, 3 4" (19mm) x 1'-138" x 4'-01
8" SA 516 GR.70
07 2 PLATE, 3 4" (19mm) x 4'-018" x 6'-111
4" SA 516 GR.70
08 2 PLATE, 1" (25mm) x 11" x 1'-0" SA-516 GR.70
09 2 PLATE, 5 8" (16mm) x 1'-2" x 1'-2" SA-516 GR.70
10 28 PLATE, 12"(12mm) x 1'-0" x 1'-0" JIS G3101 SS400
11 2 PLATE, 12"(12mm) x 10" x 10" JIS G3101 SS400
13 5 PLATE, 3 8"(10mm) x 31516" x 8" JIS G3101 SS400
14 2 PLATE, 3 8"(10mm) x 4916" x 95
16" JIS G3101 SS400
15 2 PLATE, 3 8"(10mm) x 4916" x 1'-311
16" JIS G3101 SS400
16 5 PLATE, 3 8"(10mm) x 3916" x 71
16" JIS G3101 SS400
17 5 L90x90x38" x 43
8" LG. JIS G3101 SS400
18 4 PLATE, 12"(12mm) x 1'-0" x 1'-0" JIS G3101 SS400
19 2 PLATE, 12"(12mm) x 1'-0" x 1'-2" JIS G3101 SS400
20 2 PIPE, 6" SCH.80 x 31516" LG. SA-106 GR.B
21 2 PIPE, 6" SCH.80 x 2'-1058" LG. SA-106 GR.B
22 2 PIPE, 6" SCH.80 x 101516" LG. SA-106 GR.B
23 4 PLATE, 3 8"(10mm) x 3" x 1'-3516" JIS G3101 SS400
24 4 RD. BAR, 3 4"(19mm) DIA. x 2'-414" LG. JIS G3101 SS400
25 2 PLATE, 1" (25mm) x 1134" x 7'-0" SA 516 GR.70
26 2 PLATE, 1" (25mm) x 1134" x 10'-2" SA 516 GR.70
27 2 PLATE, 12" (12mm) x 2'-778" x 6'-91
2" SA 516 GR.70
28 4 PLATE, 12" (12mm) x 5716" x 1'-33
8" SA 516 GR.70
29 8 PLATE, 12" (12mm) x 5716" x 1'-7" SA 516 GR.70
30 4 PLATE, 12" (12mm) x 11716" x 2'-77
8" SA 516 GR.70PART NUMBERS ARE TO HAVE THE PREFIX "LS90"FOR EXAMPLE, "01" (PART NUMBER) WOULD BE "LS9001"
V17531-LSND-0002 - 114" I.D. LP STEAM DRUM ASSEMBLY WG-DRM-2400510030-EBND-0101 - STANDARD FABRICATION TOLERANCE FOR HORIZONTAL VESSELS
INITIAL ISSUE 22-DEC-20 CJ MJW
LP STEAM DRUMNON-PRESSURE ATTACHMENTS
V17531-LSND-0010 01FOR RECORD
14" = 1'-0"
MASSR
4'-1
138"
[150
8]
11'-6"[3505]
5'-2
1516
"[1
599]
4'-0"[1219]
34°
1080011
TYP.
1090011
TYP.
1100011
TYP.
4'-6"[1371]
14'-634"
[4439]
2'-6516"
[770]15'-10"[4826]
5'-01316"
[1545]
16'-114"
[4909]16'-11
4"[4909]
B----
SECTION B----
LC PAD
LCPAD
32°
66°
1'-1114"
[591]4'-03
4"[1239]
1060011
1050011
3'-7
1 2"[1
105]5'-1
1 2"[1
562]
DA PERCH ASSEMBLYSCALE : 1/2" = 1'-0"
101----
LC DRUM
FRONT REAR
LC DRUM
101----
TYP.
6'-3
"[1
905]
3'-6"[1067]
DRUM SHELL
7'-6"[2286]
8'-4116"
[2542]3'-93
8"[1153]
13'-7"[4141]
3'-0"[914]
3'-0"[915]
1/41/4
TYP.
5/16
TYP.5/16
30° LC PAD
LC PAD LC PADLC PAD
30°
17'-7"[5359]
TO CENTERLINEOF DRUM
1134"
[298]
1134"
[298]
R 2" [51]RADIUS ON CORNERSTYP.
1/41/4
TYP.
1/4
TYP.1/4
25
26
28
29
30
27
29
30
3'-0
"[9
14]
2'-0
"[6
10]
10
LEFT VIEW
LCPAD
LC PADLC PAD
LCPAD
6'-3
"[1
905]
2'-0"[610]
3'-0
"[9
14]
10
1'-6116"
[458]
30°
46°
30°
1'-6" INSIDE PLATES[457]
9"[229]
LC DRUM
4'-1
138"
[150
8]
GENERAL REVISION 20-MAY-21 TA MJW MASSD
A1----
5" [127
]
258"
[67]
578"
[149
]11
34"
[298
]
OUTSIDE EDGE REF.
TO CENTERLINEOF DRUM
1"[25]
(4) SPACES @ 1'-8 1/2" [521] 6'-10"[2083]
7'-0"[2134]15 16
"[3
3]
1116"
[27]
1 4" [6]
\A1;[6]
SECTIONSCALE : 1/2" = 1'-0"
A1----
6'-2"[1880]
R4'-958"
[1464]
61° 61°
3/163/16
TYP.
3'-1"[940]
R4'-1058"
[1489]
5'-2
7 16"
[158
6]
Administrator
스탬프

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
GRAB BARLADDER SUPPORT LUG 230010
240010
PIPE RACK SUPPORT 1080010
PIPE RACK SUPPORT 1090010
STANCHION PIPE 1100010
PLATFORM SUPPORT 1050010
PLATFORM SUPPORT 1060010
PLATFORM SUPPORT 1070010
PLATFORM SUPPORT 1040010
LIFTING LUG 1020010
1'-0"[305]
6" [152
] 11"
[279
]
1"[25]
7"[178]
1'-2"[356]
09
08
6"[152]
1'-0"[305]
11 2"[38
]
3"[76
]
3 1516"[100]2"[50]
Ø1516" HOLES
[Ø24] TYP.
1/41/4
TYP.
R4'-958"
[R1464]
8"
[203]
13
10
6"[152]
1'-0"[305]
11 2"[3
8]
3" [76]
4916"
[115]
214"
[58]
R4'-958"
[R1464]Ø15
16" HOLES [Ø24] TYP. 10
1/41/4
TYP.
75 16"
[185
]
95 16"
[236
]
14
11 2"[3
8]3" [76]
4916"
[115]
214"
[58]6"
[152]
1'-0"[305]
Ø1516" HOLES
[Ø24] TYP.
R4'-958"
[R1464]
1/41/4
TYP.
10
15
858"
[219
]
1'-3
1116
"[3
99]
1'-0
"[3
05]6" [1
52]
71 16"
[180
]
39 16"
[90]
11 2" TY
P.[3
8]
3916"
[90]
112"
[38]
R4'-958"
[R1464]
17
16
10
1/41/4
TYP.
33 16"
[81]
438"
[111
]43
4"[1
20]
412"
[114]41
2"[114]
41 2"[1
14]
41 2"[1
14]
1'-0"[305]
1'-0
"[3
05]
3/16P1-P1
SEE NOTE 2
10
18
20
2'-0
34"
[629
]
3/16P1-P1
SEE NOTE 2
1'-0"[305]
1'-0
"[3
05]
41 2"[1
14]
41 2"[1
14]
412"
[114]41
2"[114]
R4'-958"
[R1464]
19
21
18
2'-1
058"
[880
]
2'-1
11 8"[8
92]
R4'-958"
[R1464]
5"[127]
10"[254]
5"[127]
10"[254]
111 8"
[283
]
115
8"[2
95]
81 8"[2
06]
3/16P1-P1
SEE NOTE 2
R4'-958"
[R1464]
11
10
22
8" [203
]
1'-2"[356]
R2" TYP. [R51]
NOTE:1. SEE DRAWING V17531-LSND-0010 FOR BILL OF MATERIAL & GENERAL NOTES.
INITIAL ISSUE 22-DEC-20 CJ MJW
LP STEAM DRUMNON-PRESSURE ATTACHMENTS DETAILS
V17531-LSND-0011 01FOR RECORD
1" = 1'-0"
MASSR
31516
"[9
9] 47 16"
[112
]
1" [25]
1'-2"[356]
1"[25]
R5" [R127]
Ø3116"
[Ø78]
V17531-LSND-0010 LP STEAM DRUM NON-PRESSURE ATTACH MENTS
1'-2116"
[357]
1'-3516"
[389]
11 2"[3
8]
3" [76]
112"
[38]Ø11
16" HOLE [Ø18]
GENERAL REVISION 20-MAY-21 TA MJW MASSD
9" [229
] 6" [152
]
6"[152]
9"[229]
Ø1516" HOLES [Ø24]
Ø1516" HOLES [Ø24]
6" [152
]
6"[152]
Ø1516" HOLES
[Ø24] TYP.
Administrator
스탬프

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
114" I.D. LP DRUM INTERNALSECTION "A"
1" = 1'-0"
FOR RECORD V17531-LIND-0001 00
FIRST ISSUE 24-MAR-21 JP DLN DP MAS
V17531-LIND-0002 - 114" I.D. LP DRUM INTERNAL SECTIONS "B" & "C"V17531-LIND-0003 & 0005 - 114" I.D. LP DRUM INTERNAL SUB-ASSEMBLIES & DETAILSV17531-LIND-0004- 114" I.D. LP DRUM INTERNAL DETAILS
1. FOR "BOM" SEE DWG V17531-LIND-0002.
2. PART NUMBERS IN ARE ITEM NUMBERS LISTED IN BILL OF MATERIALS.
3. PART NUMBERS IN ARE ASSEMBLIES OR ITEMS LOCATED ON DRAWINGS V17531-LIND-0003 THRU 0005 (RESPECTIVE BOM'S INCLUDED).
4. DESIGN INFORMATION: - MAXIMUM CAPACITY (STEAM FLOW): 78,710 LBS/HR.
5. DRUM IS TO BE WEIGHED PRIOR TO SHIPMENT & WEIGHT PAINTED ON DRUM IN 3" (76mm) TALL NUMBERS.
6. ALL NON-PRESSURE ATTACHMENT WELDS TO BE PER ASME SECTION 1.
7. ALL WELDS TO BE P1-P1 UNLESS NOTED OTHERWISE.
8. ALL CARBON STEEL PLATE TO BE A-36 OR EQUAL.
9. ALL BOLTING TO BE SNUG TIGHT PLUS 14 TURN.
10. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
GENERAL NOTES:
NORMAL LEVEL +18.0"
PRE-ALARM LOW LEVEL +15.0"
LOW ALARM LEVEL +12.0"STARTUP LEVEL +10.0"
LOWEST LEVEL -49.0"
PRE-ALARM HIGH LEVEL +21.0"
HIGH ALARM LEVEL +23.0"
HIGHEST LEVEL +25.0"
DETAILSCALE: 6" = 1'-0" ----
E
BAFFLE PLATE
TIE BAR TOSUPPORT PLATE
ASSEMBLY 3/163/16
TIE BAR
SUPPORT PLATEASSEMBLY
316
G
BAFFLE PLATETO TIE BAR
TIE BAR TOSUPPORT ASSEMBLY
SECTION0002
A
TYP.BAFFLE PLATE TOSUPPORT ASSEMBLIES1/8 SEAL
B0002
C0002
1/4
75°
DRUM CENTER LINE 0"FRONT REAR
3 16"
[5]
58"
OVE
R L
AP[1
7]11 2"[3
8]
3/16
TYP.6" PIPE
1/8
000441
04000442
000443
000443
000443
000443
000423
DEMISTER ASSEMBLYSIDE PLATE & UPPER END PLATETO DRUM3/16 SEAL
0003303
0003301
05
05
05
05
05
0005501
2'-3" (INSIDE PLATES)[686]
1'-112"
[343]
3/16
06
07
06000445
000446
0003304
----E
11 10
5/32
75°
TYP.3" PIPE
3/32
DISTRIBUTIONHOLES
10"[254]
2'-1
158"
[905
]1'
-11 8"
[333
]
11
4'-0
34"
[123
8]
000447
000448
3/163/16
1/8TYP.
3/163/16
1/8TYP.
TCA PUMPRECIRCULATION
FW PUMPRECIRCULATION
3/163/16
3/16 SEAL3/16 1 - 6END SUPPORT
TO DRUM
MID SUPPORTTO DRUM
TYP.0003301
0003303
----F
DETAILOTHER COMPONENTS
NOT SHOWN FOR CLARITY----F
3'-6
34"
[108
6]
2'-7
"[7
87]
81 4"[2
10]
DISTRIBUTIONHOLES
DRAIN HOLES
DISTRIBUTIONHOLES
DISTRIBUTIONHOLES
DRAIN HOLES
12
1312
TYP.PIPE SUPPORT
TO DRUM SHELL
PIPE SUPPORTTO DRUM SHELL
LC DRUM
3'-8
34"
[113
7]
4'-1
1116
"[1
262]
1'-6"[457]
1'-238"
[365]
4'-1
1116
"[1
262]
000422
15
1719
1517
000444
1719
3/16PIPE SUPPORT
TO DRUM SHELL
3/16PIPE SUPPORTTO DRUM SHELL
5/32
75°
P1-P5A3/32
1/4
75°
P1-P5A1/8
63 4" REF.
[172]3'-2"[966]
5/32
PIPE TOCOUPLING
TYP. (X3)
14" DIA. DRAIN HOLE
IN THE CENTER OF PIPEBETWEEN FITTINGS
TYP. (X3)
15
(X2)(X2)
(X2)

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
114" I.D. LP DRUM INTERNALSECTIONS "B" & "C"
12" = 1'-0"
FOR RECORD V17531-LIND-0002 00
FIRST ISSUE 24-MAR-21 JP DLN DP MAS
V17531-LIND-0001 - 114" I.D. LP DRUM INTERNAL SECTION "A"V17531-LIND-0003 & 0005 - 114" I.D. LP DRUM INTERNAL SUB-ASSEMBLIES & DETAILSV17531-LIND-0004 - 114" I.D. LP DRUM INTERNAL DETAILS
1. SEE DWG V17531-LIND-0001 FOR GENERAL NOTES.
2. HOLES SHALL BE AT TOP WHEN INSTALLED.
3. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
NOTES:
SECTIONVIEW ROTATED 90° CCW 0001
B
A0001
LEFT
04
TYP. (X2)0005501
RIGHT
BILL OF MATERIALPARTNO. QTY. DESCRIPTION MAT'L.
SPEC.
04 4 PLATE, 316" THK. x 734" x 4'-1113
16" LG. A-36
05 20 BAR, 3 8" THK. x 112" x 4'-11" LG. A-36
06 4 FITTING, 6" SCH. 40, LR, 90° ELBOW A-234 WPB
07 3 LIN. FT. OF PIPE, 6" SCH. 40, CUT & BEVELAS REQUIRED A-106 Gr.B
08 2 FITTING, 6" SCH. 40 CAP A-234 WPB
10 2 FITTING, 3" SCH. 40, 45° ELBOW A-234 WPB
11 5 LIN. FT. OF PIPE, 3" SCH. 40, CUT & BEVELAS REQUIRED A-106 Gr.B
12 3 FITTING, 3" SCH. 40, LR, 90° ELBOW A-234 WPB
13 1 FITTING, 3" SCH. 40, TEE A-234 WPB
14 1 FITTING, 3" SCH. 40 CAP A-234 WPB
15 8 LIN. FT. OF PIPE, 1" SCH. 40, CUT &THREAD AS REQUIRED A-106 Gr.B
16 2 FITTING, 1", 3000# THR'D COUPLING A-105
17 4 FITTING, 1", 3000# THR'D 90° ELBOW A-105
18 1 FITTING, 1", 3000# THR'D TEE A-105
19 6 U-BOLT, 1" x 14" DIA. WITH 4 NUTS C.S.
20 2 FITTING, 1", 3000# THR'D PIPE CAP A-105
PART NUMBERS TO HAVE PREFIX OF "LI". FOR EXAMPLE: "04" WOULD BE "LI04"
LEFT RIGHT
7'-178"
[2181]5'-0" (OUTSIDE PLATES)
[1524]13'-2"[4013]
5'-0" (OUTSIDE PLATES)[1524]
2'-0"[610]
2'-11"[889]
5'-0"[1524]
2'-11"[889]
5'-0"[1524]
5'-0"[1524]
5'-0"[1524]
LCPL
ATE
LCPL
ATE
LCPL
ATE
LCPL
ATE
LCPL
ATE
LCPL
ATE
LCD
RU
M
07
06
0608
08
000445
000446 0004
45000446
000446
000445
000446
000445
10
11
12
121113
11
000409
000409
14
000447
5'-0"[1524]
LCPL
ATE
LCPL
ATE
1'-11" TYP.[584]
5'-0" TYP.[1524]
LCPL
ATE
000448
000415
000447
000448
000441
TYP. (X4) 000442
TYP. (X4)
TYP. (X16) 000443
TYP. (X4) 000444
05
TYP. (X20)
TYP. (X2)
SECTION0001
C
0003301
0003303
0003301
0003303
0003 0003301 301
0003304
0003304
0003304
0003304
LCPL
ATE
TCA
PUM
PR
ECIR
CU
LATI
ON
FEED
WAT
ER P
UM
PR
ECIR
CU
LATI
ON
TCA
PUM
PR
ECIR
CU
LATI
ON
4'-0"[1219]
19'-0" REF.[5791]
LEVE
L TR
ANSM
ITTE
R
BAC
K O
F AN
GLE
BAC
K O
F AN
GLE
4'-0"[1220]
4'-0"[1220]
4'-0"[1219]
BAC
K O
F AN
GLE
19'-0" REF.[5791]
FEEDWATER PUMPRECIRCULATION
BACK OF ANGLE
9" REF.[229]
LEVEL TRANSMITTER
2019
000423(X3)
(X3)
000421
18
1517
17
15 1517
20
000421
19
000422(X3)
(X3) 17
NOTE #2
NOTE #2
15
15
16
16
4'-0"[1219]
4'-0"[1219] BACK OF ANGLE

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
114" I.D. LP DRUM INTERNALSUB-ASSEMBLIES & DETAILS
34" = 1'-0"
FOR RECORD V17531-LIND-0003 00
FIRST ISSUE 22-MAR-21 JP DLN DP MAS
V17531-LIND-0001 - 114" I.D. LP DRUM INTERNAL SECTION "A"V17531-LIND-0002 - 114" I.D. LP DRUM INTERNAL SECTIONS "B" & "C"
1. SEE DWG V17531-LIND-0001 FOR GENERAL NOTES
2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT, ONE (1) UNIT REQUIRED TOTAL.
NOTES:
BEND UP 20°
C TIE BAR
END BAFFLE PLATESUPPORT ASSEMBLY
(4) REQUIRED 0001,0002
301
L3/16 1-33/16 SEAL
VORTEX BREAKERTO NOZZLE.THIS LOCATION ONLY
DETAIL "H"
----31
36
LC DRUM 81 4"[2
09]
3'-101116"
[1185]
3'-5116"
[1042]
1'-1134"
[603]
3'-11116"
[956]
3'-5116"
[1042]
2'-6716"
[774]
1'-418"
[410]
81 4"[2
09]
1'-1
11116
"[6
02]
1'-1
11116
"[6
02]
3'-3
1 16"
[992
]3'
-05 16
"[9
22]
3'-8
9 16"
[113
2]
3'-6
1316
"[1
087]
4'-6
1116
"[1
389]
R4'-9"[1448]
6 14 "
[158]
614"
[158
]
61 4"[15
8]
61 4"
[158]
----33
12"
[13]1"[25]
----32
LC DRUM
6 14 "
[158]
614"
[158
]
61 4"[15
8]
61 4"
[158]
----33
12"
[13]1"[25]
MID BAFFLE PLATESUPPORT ASSEMBLY
(2) REQUIRED 0001,0002
303
4" TYP.
[102]
LC DRUM
10°
20°
20°
20°
20°
212" TYP.[64]
R112" TYP.[38]
212"
[64]
BAFFLE PLATE SUPPORT----31 BAFFLE PLATE SUPPORT
SEE PART 31 DETAIL FORDIMENSIONS NOT SHOWN
----32
LC DRUM
BEND UP 20°
BEND UP 20°
BEND UP 20°
1'-4
1 8"[4
09]
1'-4
5 16"
[415
]1'
-45 16
"[4
15]
1'-4
5 16"
[415
]
6'-9
7 16"
[206
9]
SUPPORT BAR----33
3/163/16
45°
SEE DETAIL "H"
37
TACK 1/2 - 2
TYP. EXPANDED METAL TOEXPANDED METAL AND TOVORTEX BREAKER PLATES
LC DRUM
TOP ONLY3/16 23/16 2
BOTTOMONLY3/16 2
3/16 2
----34
----35
VORTEX BREAKER ASSEMBLY(2) REQUIRED
SCALE: 3" = 1'-0"0001,0002
304
3" T
YP.
[76]
1'-0
"[3
05]
112"
[38]1'-07
8"[327]
71516"
[202]
1'-378"
[403]
6" [152
]516"[8]
3" T
YP.
[76]
1'-0
"[3
05]
112"
[38]1'-07
8"[327]
71516"
[202]
1'-378"
[403]
6" [152
]516"[8]
VORTEX BREAKER PLATESCALE: 3" = 1'-0" ----
35VORTEX BREAKER PLATESCALE: 3" = 1'-0" ----
34
61 4"[1
58]
1-33/161-33/16
BILL OF MATERIALPART # QTY. DESCRIPTION MAT'L SPEC.
31 4 PLATE, 316" (5mm) THK., (SEE DETAIL) A-36
32 2 PLATE, 316" (5mm) THK., (SEE DETAIL) A-36
33 6 BAR, 3 8" (10mm) x 1" (25mm) x 6'-9 716"(2069mm) LG. A-36
34 2 PLATE, 14" (6mm) THK., (SEE DETAIL) A-36
35 2 PLATE, 14" (6mm) THK., (SEE DETAIL) A-36
36 2EXPANDED METAL, 16 GA (1.5mm)THK., 12" (13mm) FLATTEND x 1'-3 7 8"(403mm) DIA.
C.S.
37 2EXPANDED METAL, 16 GA (1.5mm)THK., 12" (13mm) FLATTENED x 3 5 8"(92mm) x 4'-2" (1270mm)
C.S.
PART NUMBERS TO HAVE PREFIX "LI". FOR EXAMPLE, "31" WOULDBE "LI31"
61 4"[1
58]
3'-2
"[9
65]
1'-101116"
[576]15°
C TIE BARL
TRIM TOFIT DRUM
3" [76]
39 16"
[90]

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLE
PROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.
1
Chkd.
2
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANY
BARRY 8 COMBINED CYCLE PROJECT
BUCKS, AL
Heat Recovery Steam Generator for
MHPSA
114" I.D. LP DRUM INTERNAL
DETAILS
1
1
2
" = 1'-0"
FOR RECORD V17531-LIND-0004 00
FIRST ISSUE24-MAR-21
JPDLN DP MAS
6" FEEDWATER PIPE DETAIL
0002
49
6" PIPE SUPPORT
SCALE: 3" = 1'-0"
0001,
0002
45
BILL OF MATERIAL
PART # QTY. DESCRIPTION MAT'L SPEC.
21 2
PIPE, 1" SCH.40 (0.133" WALL)
A-106 Gr.B
22 2
ANGLE, L2"x2"x
3
16
" x 6" (152mm) LG.
A-36
23 2
ANGLE, L2"x2"x
3
16
" x 7
15
16
" (202mm) LG.
A-36
41 2
PLATE,
1
4
" (6mm) THK., (SEE DETAIL)
A-36
42 4
PLATE,
3
16
" (5mm) THK., (SEE DETAIL)
A-36
43 16
PLATE,
3
16
" (5mm) THK., (SEE DETAIL)
A-36
44 4
PLATE,
3
16
" (5mm) THK., (SEE DETAIL)
A-36
45 4
SHEET, 10 GA. (3mm) THK. x 1" (25mm)
x 1'-5
5
8
" (448mm) LG.
1011 CS
46 4
PLATE,
1
4
" (6mm) THK., (SEE DETAIL)
A-36
47 2
SHEET, 10 GA. (3mm) THK. x 1" (25mm)
x 9
3
4
" (248mm) LG.
1011 CS
48 2
PLATE,
1
4
" (6mm) THK., (SEE DETAIL)
A-36
49 2
PIPE, 6" SCH.40 (0.280" WALL)
A-106 Gr.B
50 1
PIPE, 3" SCH.40 (0.216" WALL)
A-106 Gr.B
PART NUMBERS TO HAVE PREFIX "LI". FOR EXAMPLE, "21" WOULD
BE "LI21"
DEFLECTOR PLATE
0001,
0002
41
FORMED VIEW
BEND UP 30°
10'-1"
1'-2
1
4
"
[3
61
]
1'-3
3
4
"
[3
99
]
BAFFLE PLATE
0001,
0002
42
FORMED VIEW
BEND UP 95°
4'-11
13
16
"
[1519]
7
5
8
"
[1
94
]
9
1
4
"
[2
36
]
BAFFLE PLATE
0001,
0002
43
FORMED VIEW
BEND UP 20°
4'-11
3
16
"
[1503]
10
"
[2
54
]
1'-4
"
[4
06
]
BAFFLE PLATE
0001,
0002
44
FORMED VIEW
BEND UP 60°
10
"
[2
53
]
1'-5
1
2
"
[4
45
]
4'-11
3
16
"
[1503]
6" PIPE SUPPORT
SCALE: 3" = 1'-0"
0001,
0002
46
R3
3
8
"
[86]
6
3
4
"
[171]
3
1
2
"
[8
9]
1"
[25]
8"
[203]
6
5
8
" T
YP
.
[1
68
]
R4'-9"
[1448]
30° TYP.
R3
3
8
"
[86]
8
5
16
"
[2
11
]
R1"
[25]
3" PIPE SUPPORT
SCALE: 3" = 1'-0"
0001,
0002
47
2"
[5
0]
3
5
8
"
[92]
1"
[25]
3" PIPE SUPPORT
SCALE: 3" = 1'-0"
0001,
0002
48
R1
13
16
"
[46]
R4'-9"
[1448]
7"
[1
77
]
4
1
2
"
[114]
7
13
16
"
[1
98
]
6
7
8
"
[1
75
]
30° TYP.
2
1
4
"
[57]
END VIEW
45°
45°
DRAIN HOLES
3"
[76]
(36) SPACES @ 2 1/2" (64mm) = 7'-6"
[2286]
8'-0"
[2438]
3
4
" (19mm) DIA.
HOLE. TYP.
2" TYP.
[51]
3
8
" (10mm) DIA.
DRAIN HOLE
3
8
" (10mm) DIA.
DRAIN HOLE
STANDARD
PIPE BEVEL,
(BOTH ENDS)
END VIEW
DRAIN HOLES
45°
45°
STANDARD
PIPE BEVEL,
(BOTH ENDS)
3
8
" (10mm) DIA.
DRAIN HOLE
3
8
" (10mm) DIA.
DRAIN HOLE
3
4
" (19mm) DIA.
HOLE. TYP.
2" TYP.
[51]
3" FEEDWATER PIPE DETAIL
0002
50
4
1
4
"
[107]
(25) SPACES @ 3 1/2" (89mm) = 7'-3
1
2
"
[2223]
8'-0"
[2438]
1. SEE DWG V17531-LIND-0001 FOR GENERAL NOTES
2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT,
ONE (1) UNIT REQUIRED TOTAL.
NOTES:
V17531-LIND-0001 - 114" I.D. LP DRUM INTERNAL SECTION "A"
V17531-LIND-0002 - 114" I.D. LP DRUM INTERNAL SECTIONS
"B" & "C"
SPLICE IF
REQUIRED
[3073]
BUTT WELD
AFTER FORMING
4"
[102]
R1
13
16
"
[46]
ASPIRATED PIPE DETAIL
0002
21
3"
[76]
(10) SPACES @ 1'-0" (305mm) = 10'-0"
[3048]
10'-6"
[3200]
Ø
1
4
" HOLE
[Ø6] TYP.
STANDARD
PIPE THREADS,
(BOTH ENDS)
Ø
5
16
"
[8]
HOLE
TYP.
1
1
8
"
[29]
1"
[2
5]
1
5
8
"
[4
1]
5
1
4
"
[1
34
]
6"
[1
52
]
1" PIPE SUPPORT
SCALE: 3" = 1'-0"
0001,
0002
22
Ø
5
16
"
[8]
HOLE
TYP.
1
1
8
"
[29]
1"
[2
5]
1
5
8
"
[4
1]
1" PIPE SUPPORT
SCALE: 3" = 1'-0"
0001,
0002
23
7
1
2
"
[1
91
]
7
15
16
"
[2
02
]
Administrator
사각형
Administrator
사각형
Administrator
설명선
SA-36
Administrator
선

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLE
PROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.
1
Chkd.
2
13551 Triton Park Blvd
Suite 2000
Louisville, Ky. 40223 USA
WWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,
INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,
duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANY
BARRY 8 COMBINED CYCLE PROJECT
BUCKS, AL
Heat Recovery Steam Generator for
MHPSA
114" I.D. LP DRUM INTERNAL
SUB-ASSEMBLIES & DETAILS
1
1
2
" = 1'-0"
FOR RECORD V17531-LIND-0005 00
FIRST ISSUE24-MAR-21
JPDLN DP MAS
1. SEE DWG V17531-LIND-0001 FOR GENERAL NOTES
2. QUANTITIES SHOWN ARE FOR ONE (1) UNIT,
ONE (1) UNIT REQUIRED TOTAL.
NOTES:
TYP.
58
BILL OF MATERIAL
PART
NO.
QTY. DESCRIPTION
MAT'L.
SPEC.
51 5MESH DEMISTER UNITS, 8" x 2'-3" x 1'-0"
--
52 4
PLATE,
3
16
" THK., (SEE DETAIL)
A-36
53 4
PLATE,
3
16
" THK., (SEE DETAIL)
A-36
54 4
PLATE,
3
16
" THK., (SEE DETAIL)
A-36
55 8
ANGLE, L1
1
2
" x 1
1
2
" x
3
16
" (SEE DETAIL)
A-36
56 4FITTING,
1
2
" THR'D PIPE PLUGA-105
57 4BAR,
3
16
" THK. x 1
1
2
" x 4'-11
5
8
" LG.A-36
58 40WIRE, 16 GA. x 6" LG.
TP 304 SS
59 16HEX BOLT,
1
2
" DIA. x 1
1
4
" LG.A-307
60 16HEX NUT,
1
2
" DIA.A-563 Gr.A
61 16LOCK WASHER,
1
2
" DIA.C.S.
PART NUMBERS TO HAVE PREFIX OF "LI". FOR EXAMPLE:
"51" WOULD BE "LI51"
----
501
----
502
TYP.
(SUPPLIED BY VPI,
INSTALLED BY
FABRICATOR)
SECTION
----
L
V17531-LIND-0001 - 114" I.D. LP DRUM INTERNAL SECTION "A"
V17531-LIND-0002 - 114" I.D. LP DRUM INTERNAL SECTIONS
"B" & "C"
TOP OF DRUMPERFORATED PLATE
MESH PAD ASSEMBLY
TOP SUPPORT GRID
LOOP SS WIRE THROUGH FRAME
AND OVER BOTTOM SUPPORT GRID
AND TWIST AS SHOWN TO MAKE
CERTAIN THE MESH PAD ASSEMBLIES
ARE SECURE AND EVENLY SPACES.
( DO NOT RUN WIRE THROUGH MESH.)
51
MESH PAD ASSEMBLY
BOTTOM SUPPORT GRID
L
----
INSTALLATION OF MESH
PAD ASSEMBLIES
BOTTOM VIEW OF ASSEMBLY
DEMISTER ASSEMBLY
(2) REQUIRED
0001,
0002
501
3/16
UPPER END PLATE
TO SIDE PLATE
TYP. 4 PLACES
(WELD INSIDE DRUM)
2'-3
" IN
SID
E
[6
86
]
56 56
----
502
616059
----
53
----
53
----
54
TYP.
BOLTED,
DO NOT WELD
4'-11
5
8
" INSIDE
[1514]
----
54
----
53
----
54
----
53
1'-0
7
16
"
[3
15
]
5'-0"
[1524]
57
----
52
SIDE PLATE ASSEMBLY
(4) REQUIRED
----
502
3/16 1- 6
----
M
BEND UP 90°
FORMED VIEW
3
8
"
[1
0]
1
1
2
"
[3
8]
1'-0
1
16
"
[3
06
]
1
1
8
"
[29]
9
3
4
" TYP.
[248]
2
1
4
" TYP.
[57]
5'-0"
[1524]
Ø
1
4
" (10 HOLES)
[Ø6]
SIDE PLATE
----
52
59
59
3
16
" TYP.
[5] EACH END
3/16 TACK
TYP.
DETAIL
SCALE: 3" = 1'-0"
----
M
57
3/16
G
TYP.
ANGLE TO
SIDE PLATE
3
16
"
[5
]
8
1
4
"
[2
10
]
10
3
4
" R
EF
.
[2
73
]
----
52
1
11
16
" REF.
[43]
1
3
4
"
[4
4]
7
5
8
"
[1
94
]
9
3
8
"
[2
38
]
7
8
"
[22]
Ø
9
16
" TYP.
[14]
LOWER END PLATE FLANGE
SCALE: 3" = 1'-0"
----
55
5
8
" TYP.
[16]
2'-6
3
8
"
[772]
1
3
4
" T
YP
.
[4
4]
7
5
8
" T
YP
.
[1
94
]
9
3
8
"
[2
38
]
Ø
9
16
" TYP.
[Ø14]
LOWER END PLATE
----
54
2'-3"
[686]
2
3
8
"
[6
0]
4"
[1
01
]
1"
[2
5]
R4'-9"
[R1448]
1
2
" NPT
UPPER END PLATE
----
53
WIRE MESH SEPARATOR INSPECTION AND INSTALLATION
1. CHECK MESH PAD ASSEMBLIES FOR ANY DAMAGE AND
VERIFY TAGS AND NUMBER OF PIECES.
2. TAKE NOTE OF CORRECT ORIENTATION, TAGS OR
PERFORATED PLATE INDICATES "TOPSIDE".
3. CHECK SUPPORT FRAME ASSEMBLY FOR CRACKS AND
SUPPORT WALLS ARE SMOOTH AND FREE OF WELD
SPLATTER AND OTHER DEBRIS.
4. MEASURE AND MARK THE SUPPORT FRAME TO INDICATE
THE POSITION OF EACH MESH PAD ASSEMBLY.
5. START BY INSTALLING THE MESH PAD ASSEMBLIES THROUGH
SUPPORT FRAME ENDS TOWARD THE MIDDLE, ADDING
ASSEMBLIES UNTIL ALL ASSEMBLIES ARE IN PLACE.
6. REPLACE REMOVABLE LOWER END PLATES AND SECURE
WITH BOLTING HARDWARE.
7. MAKE SURE EACH MESH PAD ASSEMBLY IS PROPERLY
ALIGNED AND WITH UNIFORM COMPRESSION FIT
THROUGHOUT.
8. TIE DOWN EACH MESH PAD ASSEMBLY AT ALL FOUR CORNERS
(SEE INSTALLATION ILLUSTRATION) USING 16 GA.
STAINLESS STEEL WIRE.
4'-11
5
8
" (INSIDE PLATES)
[1514]
1'-1
1
2
"
[343]
----
55
TYP.
EACH END OF
SLIDE PLATE

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
"D" "D"
"G"
"H"
"C" APPROX. OVERALL
"B" (
OVE
RAL
L SE
E N
OTE
#2)
"E""K
"
RIGHTLEFT FRONT REAR
FRONT VIEW END VIEW
DIMENSION HP STEAM DRUM IP STEAM DRUM LP STEAM DRUM
"A" 52'-0516" [15858] 45'-77
8" [13916] 46'-1118" [14302]
"B" 10'-5" [3175] 8'-10116" [2694] 13'-29
16" [4027]
"C" 9'-738" [2931] 6'-313
16" [1926] 9'-714" [2927]
"D" 15'-6916" [4739] 16'-21
8" [4931] 16'-114" [4908]
"E" 712" [191] 7" [178] 7" [178]
"F" 30'-9" [9373] 27'-10" [8484] 28'-1" [8560]
"G" 5'-5" [1651] 3'-714" [1099] 5'-7" [1702]
"H" 4'-111116" [1516] 4'-1111
16" [1516] 7'-7916" [2326]
"J" 378" [98] 3 1/16 [78] 3 1/16 [78]
"K" 612" [165] 5" [127] 5" [127]
"L" 23'-458" [7128] 21'-73
4" [6598] N/AAPPROX.SHIPPINGWEIGHT
274,100 LBS[124,330 KG.]
53,100 LBS[24,100 KG.]
80,400 LBS[36,500 KG.]
QTY. /UNIT 1 1 1
QTY. TOTAL 1 1 1
REF. DWG. V17531-SDND-0002 V17531-ISND-0002 V17531-LSND-0002SPREADER
BEAMREQUIRED
NO NO YES
Ø "J" SEE NOTE #4 OUTSIDE OF MANWAY
COVER BOLTS
GENERAL NOTES:1. DRUM CONFIGURATION IS FOR PICTORIAL PURPOSE ONLY. FOR ACTUAL DRUM CONFIGURATION, SEE REFERENCE DRAWINGS.
2. THE OVERALL DIMENSION "B" IS DETERMINED BY USING THE GREATER OF THE TWO DIMENSIONS GIVEN FOR EITHER THE NOZZLE DIM. "G" OR DRUM SADDLE DIM. "H"
3. NO SPREADER BEAM IS REQUIRED FOR LIFTING HP OR IP DRUM. FOLLOW MINIMUM LENGTHS SHOWN ON DRAWING.
4. HP DRUM - 120 TON G-2130 CROSBY SHACKLE (3 3/4" DIA. PIN)IP DRUM - 55 TON G-2130 CROSBY SHACKLE (2 3/4" DIA. PIN)LP DRUM - 55 TON G-2130 CROSBY SHACKLE (2 3/4" DIA. PIN)
OR EQUAL.
5. WEIGHTS LISTED MAY DIFFER FROM THOSE SHOWN ON DRUM ASSEMBLY DRAWINGS.
V17532-SDND-0002 HP STEAM DRUM ASSEMBLYV17532-ISND-0002 IP STEAM DRUM ASSEMBLYV17532-LSND-0002 LP STEAM DRUM ASSEMBLY
"A" APPROX. OVERALL
"F" / 2
"F"
"L"
"F"
"F" / 2
SPREADER BEAMBY OTHERS
27'-0" [8230] MIN. CABLE FOR HP25'-0" [7620] MIN. CABLE FOR IPSPREADER BEAM REQUIREDFOR LP DRUM(SEE DETAIL-100)
DETAILUSE FOR LP DRUM ONLY
100----
1'-0
"[3
05]
HP
& LP
DR
UM
ON
LY HP DRUM ONLYVENDER SUPPLIED TEMPORARYSHIPPING STEEL.
V17531-SPND-0002FOR RECORD 00
14" = 1'-0"
SHIPPING CLEARANCESHP, IP & LP DRUM ASSEMBLIES
FIRST ISSUE 22-OCT-20 CJ SD MJW MAS

A
B
C
D
8
Revisions
Vogt Power International, Inc. all rights reserved as an unpublished work.
Title
Internal Drawing Status Size Drawing No. Rev.
3rd ANGLEPROJECTION
Scale:
Appr.DrawnDateDescriptionRev.
D
Chkd.1
Chkd.2
13551 Triton Park BlvdSuite 2000Louisville, Ky. 40223 USAWWW.VogtPower.com
EXCEPT AS EXPRESSLY STATED IN ANY WRITTEN CONTRACT - ALL WARRANTIES RELATING TO THIS DRAWING,INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS, ARE DISCLAIMED.
This drawing contains Vogt Power International's confidential and proprietary information and cannot be used,duplicated or disclosed in whole or in part, except with the express written permission of Vogt Power International.
©
7 6 5 4 3 2 1
8 7 6 5 4 3 2 1
A
B
C
D
00
01
02
03
04
05
Project
REFERENCE DRAWINGS:
ALABAMA POWER COMPANYBARRY 8 COMBINED CYCLE PROJECT
BUCKS, ALHeat Recovery Steam Generator for
MHPSA
V17531-EBND-0251 00FOR RECORD
STEAM DRUM MANWAY GASKET INSTALLATION &BOLTING PROCEDURE
NONE
FIRST ISSUE 28-JUN-21 SD JB MASJP
V17531-ISND-0007 - 18" x 24" MANWAY ASSEMBLY FOR FOR INTERMEDIATE PRESSURE STEAM DRUMV17531-LSND-0007 - 18" x 24" MANWAY FOR LP DRUMV17531-SDND-0007 - 18" x 24" MANWAY ASSEMBLY FOR HIGH PRESSURE STEAM DRUM
MANWAY GASKET TABLE
DRUM VPI GASKETSTOCK #
GASKET DESCRIPTION(OPERATION AND HYDROSTATIC TEST)
NOMINALDIAMETEROF BOLT(inches)
NUMBEROF
THREADS(Per inch)
Torque - Ft-Lbs
Stage 1 Stage 2 Stage 3 Stage 4
HP 14-2003 18" [457] x 24" [610] x 1" [25] STM GASKET, 4 SEALING ELEMENTS W/ PSA ON ONE SIDE 1 12 8 195 390 650 650
IP 14-2003 18" [457] x 24" [610] x 1" [25] STM GASKET, 4 SEALING ELEMENTS W/ PSA ON ONE SIDE 1 12 8 195 390 650 650
LP 12-4129 18" [457] x 24" [610] x 1" [25] BLACK MAX 1 12 8 165 330 550 550
CAUTION: DRUM MANWAYS ARE SECURED WITH A "LIVE-LOADED" BOLTING SCHEME,USING BELLEVILLE-TYPE SPRING WASHERS, WHICH ARE DESIGNED TO ELIMINATETHE NEED FOR RE-TIGHTENING DURING OPERATION. HOWEVER, HYDRO-TESTINGSHOULD BE CONDUCTED WITHOUT SPRING WASHERS INSTALLED TO AVOID DAMAGINGTHE WASHERS. SPRING WASHERS AND A SPECIAL GASKET MUST BE INSTALLED PRIORTO PLACING THE HRSG IN OPERATION.
MANWAY COVER PLATE
INTERNAL DAVIT ASSEMBLY
EXTERNAL DAVIT ASSEMBLY
(6) BOLTS FOR HP & IP(2) BOLTS FOR LP
(3) DISC SPRINGS PER BOLTFOR HP, IP & LP
MANWAY RING
MANWAY GASKET
BOLTING PLATE
AFTER COMPLETING THE INSPECTION AND ASSEMBLY PROCEDURE, YOU MAY START TIGHTENING USINGTHE VALUES AS SHOWN IN TORQUE DATA TABLE AND FOLLOWING THE ALTERNATING SEQUENCE AS SHOWNIN "FRONT VIEW". IN ORDER TO GENERATE THE APPROPRIATE BOLT STRESS, ONE OF THE FOLLOWINGTOOLS MUST BE USED; TORQUE WRENCH/MULTIPLIER OR HYDRAULIC TENSIONERS. REQUIRED BOLTSTRESS MUST BE DEVELOPED IN A MINIMUM OF FOUR STAGES IN ORDER TO ALLOW EVEN GASKETCOMPRESSION AND MINIMIZE GASKET DAMAGE AND SUBSEQUENT BOLT RELAXATION.
STAGE 1 - TIGHTEN BOLTS IN SEQUENCE SHOWN TO KEEP THE GASKET FROM WALKING. TORQUE BOLTS UP TO APPROXIMATELY 30% OF THE FINAL TORQUE VALUE.
STAGE 2 - REPEAT BOLTING SEQUENCE, INCREASING THE TORQUE VALUE TO APPROXIMATELY 60% OF THE FINAL TORQUE VALUE.
STAGE 3 - REPEAT BOLTING SEQUENCE, INCREASING THE TORQUE VALUE TO THE FINAL REQUIRED TORQUE VALUE.
STAGE 4 - FOLLOWING A CLOCKWISE PATTERN, CHECK THE TORQUE OF EACH NUT UNTIL NO MOVEMENT IS SEEN. THIS MAY TAKE 3 OR MORE PASSES. CONTINUE TIGHTENING UNTIL NO NUT MOVEMENT IS OBSERVED AT THE 100% TORQUE VALUE.
* THIS BOLTING SYSTEM IS DESIGNED TO MAINTAIN BOLT LOADS THROUGHOUT THE THERMAL CYCLES OF THE UNIT. RETIGHTENING OF THE BOLTS AFTER THE UNIT IS PRESSURIZED IS NOT REQUIRED.*
INSPECTION AND ASSEMBLY PROCEDURE:PERFORMANCE OF ANY GASKET IS NOT SOLELY DEPENDENT ON THE GASKET ITSELF BUT ONA COMBINATION OF VARIABLES, MANY OF WHICH ARE OUTSIDE THE CONTROL OF THE GASKETMANUFACTURER. EXPERIENCE HAS SHOWN THAT LEAKAGE IS NOT NECESSARILY AN INDICATIONOF A FAULTY GASKET, BUT IS MORE LIKELY TO BE A RESULT OF IMPROPER INSTALLATION,ASSEMBLY OR BOLTING PROCEDURE, DAMAGED GASKET SEATING SURFACE, OR A COMBINATIONOF VARIABLES THAT COMPRISE A BOLTED-GASKET ASSEMBLY.
WHEN INSTALLING A GASKET, CERTAIN ASSEMBLY PROCEDURES ARE EMPLOYED, THUSENSURING THAT THE OPTIMUM QUALITY OF SEAL IS ACHIEVED. THIS PROCEDURE SHOULD BEEMPLOYED EACH AND EVERY TIME THAT A GASKET IS FITTED, WHATEVER THE TIGHTENINGTECHNIQUE. NEVER INSTALL A PREVIOUSLY USED GASKET. A NEW GASKET MUST BEINSTALLED EACH TIME THAT A MANWAY COVER HAS BEEN OPENED.
1. ENSURE THAT THE GASKET IS KEPT ON ITS BACKING BOARD, STORED HORIZONTALLY, UNTIL READY FOR INSTALLATION. INSPECT THE GASKET: CHECK THAT THE GASKET'S TYPE, STYLE AND MATERIALS ARE CORRECT. CHECK FOR FLAWS AND DEFECTS AND POSSIBLE MECHANICAL DAMAGE. THE PROPER GASKET FOR EACH MANWAY IS SPECIFIED ON THIS DRAWING.
2. EXAMINE THE MANWAY ASSEMBLY CAREFULLY. ENSURE THAT ALL SEATING SURFACES ARE CLEAN AND TRUE WITHOUT ANY DAMAGE OR DEFECT. BOTH THE COVER PLATE AND THE MANWAY RING SURFACE MUST BE INSPECTED. THE SURFACE ROUGHNESS IS REQUIRED TO BE LESS THAN 400 RMS AND TO BE FLAT WITHIN 0.005".
a) ANY SEATING SURFACE DAMAGE IS A POTENTIAL LEAK PATH AND THEREFORE MUST BE AVOIDED. IF PITS GREATER THAN 3
16" IN DIAMETER OR RADIAL TOOL MARKS, DIMPLES, CUTS AND SCRATCHES DEEPER THAN 0.01" EXIST, IT WILL BE NECESSARY TO REPAIR THE SEATING SURFACES BY WELDING AND GRINDING UNDER THE DIRECTION OF YOUR ASME NATIONAL BOARD INSPECTOR. FOR SUBSEQUENT DAMAGE IT MAY BE NECESSARY TO REPLACE THE MANWAY COVER WITH A NEW ONE OR HAVE THE MANWAY RING SURFACE RE-MACHINED.
b) IT MUST ALWAYS BE ENSURED THAT A GASKET IS EVENLY COMPRESSED TO WITHIN LIMITS. IF THE SEATING FACES ARE CONVEX, CONCAVE OR SIMPLY OUT OF PARALLEL, THEN THE GASKET SEALING PERFORMANCE WILL BE SUBSEQUENTLY AFFECTED DUE TO THE RESULTANT UNEVEN COMPRESSION.
3. BOLTS MUST BE REMOVED FROM THE COVER PLATE PRIOR TO OPENING THE MANWAY. EXAMINE ALL THE BOLTS AND MATING NUTS. MAKE SURE THERE IS NO EVIDENCE OF ANY GALLING, PITTING OR OTHER THREAD DAMAGE AT ANY LOCATION ON THE BOLT. IF INSTALLING NEW BOLTS, ENSURE THAT THEY ARE THE CORRECT MATERIAL AND LENGTH AND CLEAN WHERE NECESSARY.
4. INSPECT AND ENSURE THAT THE SPRING DISCS SHOW NO SIGNS OF CRACKING, PITTING, OR OTHER VISUAL DEFECTS. ANY SPRING DISC SHOWING SIGNS OF DEFECT MUST BE REPLACED WITH A NEW SPRING DISC.
5. LUBRICATE ALL BOLT THREADS, NUT FACES, FLAT WASHERS, AND SPRING DISCS IN ORDER TO REDUCE AND CONTROL FRICTION BETWEEN LOAD BEARING SURFACES. THE DRY FRICTION FACTOR OF THE LUBRICANT IS VITAL TO ENSURE PROPER FUNCTION OF THE SPRING STACK, THEREFORE IT IS VERY IMPORTANT TO USE ONLY CHESTERTON 772 PREMIUM NICKLE ANTI-SEIZE FOR LUBRICATION. NOTE THAT ALL SURFACES OF THE SPRING DISCS SHOULD BE THOROUGHLY COATED WITH THE LUBRICANT.
6. ONCE ALL SPRING DISCS ARE THOROUGHLY LUBRICATED, ASSEMBLE THEM IN THE ORIENTATION INDICATED ON THIS DRAWING. PROPER ORIENTATION OF THE DISCS IS CRITICAL TO ACHIEVE PROPER PERFORMANCE FROM THE SYSTEM.
7. LOCATE THE GASKET CENTRALLY WITHIN THE COVER'S SEATING SURFACE. ONE SIDE OF THE GASKET WILL HAVE ADHESIVE BACKING. IF THE GASKET DOES NOT HAVE AN ADHESIVE BACKING, A LIGHT ADHESIVE SUCH AS 3M77 CAN BE USED TO HOLD THE GASKET IN PLACE. DO NOT USE ANY GASKET COMPOUNDS AND DO NOT FORCE THE GASKET IN PLACE.
8. BRING THE COVER PLATE AND GASKET TO THE MANWAY RING. ADJUST THE JACKING BOLTS TO ENSURE THE COVER PLATE IS CENTERED WITH THE MANWAY RING. PROPER GASKET ALIGNMENT IS FUNDAMENTAL TO PROPER SEALING. INSTALL ALL THE MANWAY BOLTS AND ENSURE THEY REMAIN CLEAN AND LUBRICATED. INSTALL THE BOLTING PLATE TO ENSURE THAT THE COVER PLATE IS ALIGNED PROPERLY.
9. FOR EACH MANWAY BOLT INSTALL FLAT WASHER THEN SPRING DISCS. MAKE SURE THE DISC SPRINGS ARE INSTALLED WITH THE CORRECT ORIENTATION FOR EACH CORRESPONDING DRUM AND ARE WELL LUBRICATED. INSTALL FLAT WASHER AND NUT HAND TIGHT. CONFIRM PROPER ALIGNMENT OF THE GASKET AND COVER PLATE PRIOR TO APPLYING SIGNIFICANT TORQUE TO THE SPRING DISCS. TIGHTING THE BOLTS BY TURNING THE NUTS ONE (1) FLAT AT A TIME FOLLOWING THE TIGHTENING SEQUENCE SHOWN IN THE "FRONT VIEW". REPEAT THIS PROCESS UNTIL ALL BOLTS ARE TIGHT OR APPROXIMATELY 40 FT-LBS. IF ANY JACKING BOLTS OR OTHER MEANS WERE USED IN GASKET/DOOR ALIGNMENT, MAKE SURE TO LOOSEN JACKING BOLTS PRIOR TO PROCEEDING WITH THE TIGHTENING PROCEDURE.
10. PROCEED WITH THE TIGHTENING PROCEDURE.
TIGHTENING PROCEDURE USING TORQUE METHOD:NOTE: BEFORE UTILIZING TORQUE WRENCH OR DEVICE, MAKE SURE IT IS PROPERLY CALIBRATEDTO ASSURE PROPER TORQUE LEVELS ARE APPLIED.
EXTERNAL DAVIT ASSEMBLY
BOLTING PLATE
MANWAY ASSEMBLY (PLAN VIEW)
(6) 14-1500 SPRING ASSEMBLYREQUIRED FOR HP & IP,
TIGHTEN BOLTS IN SEQUENCEAS INDICATED
HP & IP MANWAY ASSEMBLY (FRONT VIEW)
LP MANWAY ASSEMBLY (FRONT VIEW)
(2) 14-1500 SPRING ASSEMBLYREQUIRED FOR LP
HP & IP SPRING DISC ORIENTATION DETAILNOT TO SCALE
LP SPRING DISC ORIENTATION DETAILNOT TO SCALE
(1) FLAT WASHER
(3) SPRING DISCS
BOTTOM DISC TOREST ON OUTSIDE
EDGE (TYP.)
(1) FLAT WASHER
PRE-LOADED LOADED
STAGE 4FINAL WASHERPOSITION
(1) FLAT WASHER
(3) SPRING DISCS
BOTTOM DISC TOREST ON OUTSIDE
EDGE (TYP.)
(1) FLAT WASHER
PRE-LOADED LOADED
STAGE 4FINAL WASHERPOSITION
HP & IP STEAM DRUM MANWAY GASKETS:
SHIPPING..............................BLACK MAX (OR NON-METALLIC)HYDROSTATIC TEST...........STEEL TRAP (STM)CHEMICAL CLEAN...............BLACK MAXBOILER OPERATION...........STEEL TRAP (STM)
LP STEAM DRUM MANWAY GASKETS:
SHIPPING..............................BLACK MAX (OR NON-METALLIC)HYDROSTATIC TEST...........BLACK MAXCHEMICAL CLEAN...............BLACK MAXBOILER OPERATION...........BLACK MAX
MANWAY MATERIAL AND SIZE:
18" [457] x 24" [610]MANWAY RING................SA-105MANWAY COVER............SA-516 Gr.70 OR SA-105MANWAY GASKET..........(SEE MANWAY GASKET TABLE)BOLTING PLATE..............SA-516 Gr.70 OR SA-105BOLT.................................A193 B7HEAVY HEX NUT.............A194-2HWASHER..........................F436
Administrator
스탬프