ISE 240 Introduction and Materials. What is Manufacturing? Manu factus – “made by hand”...
44
ISE 240 Introduction and Materials
-
date post
21-Dec-2015 -
Category
Documents
-
view
219 -
download
1
Transcript of ISE 240 Introduction and Materials. What is Manufacturing? Manu factus – “made by hand”...

ISE 240
Introduction and Materials

What is Manufacturing?
• Manu factus – “made by hand”
• Converting raw materials into products
• Making discrete or continuous products, equipment, machines, tools, assemblies…
• Production engineering
• Adding value to raw materials

Manufacturing Activities
• Product Design• Machines/Tooling• Process Planning• Materials• Manufacturing• Production Control
• Purchasing• Shipping• Support Services• Marketing• Sales• Customer Service

Material Classifications
• Ferrous metals – carbon/alloy/stainless/tool & die steels
• Nonferrous metals – Aluminum, copper, nickel, titanium, precious metals
• Plastics (polymers) – thermoplastics, thermosets, elastomers
• Ceramics, glasses, diamond, graphite, etc.
• Composites and new materials with unique properties

Material Properties
• Mechanical – strength, toughness, ductility, hardness, elasticity, fatigue, creep, ratios
• Physical – density, specific heat, thermal expansion, thermal conductivity, melting point, magnetic and electrical qualities
• Chemical – oxidation, corrosion, degradation, toxicity, flammability
• Manufacturing – manufacturability, effects on product properties, service life, cost

Material Properties
• The properties of materials determine the possible manufacturing processes that can be used to make products
• The properties of materials are influenced by the manufacturing processes that are used to make products

Mechanical Properties of Various Materials at Room Temperature
TABLE 2.2 Mechanical Properties of Various Materials at Room Temperature
Metals (Wrought) E (GPa) Y (MPa) UTS (MPa)
Elongationin 50 mm
(%)Aluminum and its alloysCopper and its alloysLead and its alloysMagnesium and its alloysMolybdenum and its alloysNickel and its alloysSteelsTitanium and its alloysTungsten and its alloys
69–79105–150
1441–45
330–360180–214190–20080–130350–400
35–55076–1100
14130–30580–2070
105–1200205–1725344–1380550–690
90–600140–1310
20–55240–38090–2340
345–1450415–1750415–1450620–760
45–465–350–921–5
40–3060–565–225–7
0
Nonmetallic materialsCeramicsDiamondGlass and porcelainRubbersThermoplasticsThermoplastics, reinforcedThermosetsBoron fibersCarbon fibersGlass fibersKevlar fibers
70–1000820–1050
70-800.01–0.11.4–3.4
2–503.5–17
380275–41573–85
62–117
———————————
140–2600—
140—
7–8020–12035–1703500
2000–30003500–4600
2800
0———
1000–510–1
00000
Note: In the upper table the lowest values for E, Y, and UTS and the highest values for elongation are for pure metals.Multiply gigapascals (GPa) by 145,000 to obtain pounds per square in. (psi), megapascals (MPa) by 145 to obtain psi.
These are engineering properties of materials

Physical Properties of Materials
TABLE 3.2 Physical Properties of Materials, in Descending OrderDensity Melting point Specific heat Thermal
conductivityThermalexpansion
Electricalconductivity
PlatinumGoldTungstenTantalumLeadSilverMolybdenumCopperSteelTitaniumAluminumBerylliumGlassMagnesiumPlastics
TungstenTantalumMolybdenumColumbiumTitaniumIronBerylliumCopperGoldSilverAluminumMagnesiumLeadTinPlastics
WoodBerylliumPorcelainAluminumGraphiteGlassTitaniumIronCopperMolybdenumTungstenLead
SilverCopperGoldAluminumMagnesiumGraphiteTungstenBerylliumZincSteelTantalumCeramicsTitaniumGlassPlastics
PlasticsLeadTinMagnesiumAluminumCopperSteelGoldCeramicsGlassTungsten
SilverCopperGoldAluminumMagnesiumTungstenBerylliumSteelTinGraphiteCeramicsGlassPlasticsQuartz

Crystal Structure of Metals• Unit cell – the smallest group of atoms showing the
characteristic lattice structure of a particular metal• Allotropism or Polymorphism – having more than one type
of crystal structure• Anisotropy – when a single crystal has different properties
when tested in different directions (like plywood)

Body Centered Cubic (bcc)
Alpha iron, chromium, molybdenum, tantalum, tungsten, vanadium

Face Centered Cubic (fcc)
Gamma iron, aluminum, copper, nickel, lead, silvver, gold, platinum

Hexagonal Close Packed (hcp)
Beryllium, cadmium, cobalt, magnesium, alpha titanium, zinc, zirconium

Grain Boundaries and Size
• High nucleation rate – large number of smaller grains per unit volume• High growth rate relative to nucleation – fewer grains, larger grain sizes• Rapid cooling produces smaller grains, whereas slow cooling produces
larger grains

Plastic Deformation of Polycrystalline Metals
When sheet metal is subjected to further forming operations, cracks form in the direction of rolling

Imperfections - Dislocations
Work/Strain Hardening• Entangled
dislocations interfere with each other
• Grain boundaries or impurities impede slip

Deformation• Elastic – returns to original shape when force is removed• Plastic – permanent deformation
• Slip Plane – planes of atoms slip over each other due to shear stress
• Twinning – a portion of the crystal abruptly forms a mirror image of itself across a plane
Shear stress = Applied Shearing Force / Cross Sectional Area
• Slip Systems – slip planes in different directions – countable for different crystal structures
• bcc – 48 – high probability that externally applied shear stress will act on a slip plane, but high stresses needed – materials have good strength and moderate ductility
• fcc – 12 – moderate probability but low stresses needed – materials have moderate strength and good ductility
• hcp – 3 – low probability but more slip systems become active at higher temperatures – materials are brittle at room temperature

Material Behavior - Tension• Tension test – used to find mechanical properties such as strength,
ductility, toughness, elastic modulus, and strain hardening
• Typical gage length lo=50 cm, cross-sectional area Ao, and diameter 12.5 mm
• The load applied and the extension of the specimen are measured during the test
(b)
Figure 2.1 (a) A standard tensile-test specimen before and after pulling, showing original and final gage lengths. (b) A typical tensile-testing machine.

Engineering Stress-Strain Curve
Figure 2.2 A typical stress- strain curve obtained from a tension test, showing various features.
• Tensile specimens initially show elongation proportional to the load in the linear elastic behavior region
• As load is increased above the yield stress, the specimen starts to plastically and permanently deform
• 0.2% elongation point, or an offset of 0.002 strain helps identify Y for ductile materials
• Necking occurs beyond the UTS or maximum engineering stress of the material
• Eventually, fracture stress is reached

Definitions
0
0
l
lle
0/ APeng
AllAV 00
Engineering or nominal stress
Engineering strain Volume constancy
Elastic modulus (Young’s) = stress/strain in the elastic region
Yield point or yield stress – elastic limit – permanent or plastic deformation begins. Quite difficult to determine so value quoted is most often a proof or offset stress, typically the 0.2% proof stress represents the yield stress.
0002.0002.0 / AP
Ultimate tensile strength or tensile strength 0max / APUTS

Ductile Material
Uniform deformation Neck begins to form – max. load
Deformation concentrated in neck Fracture
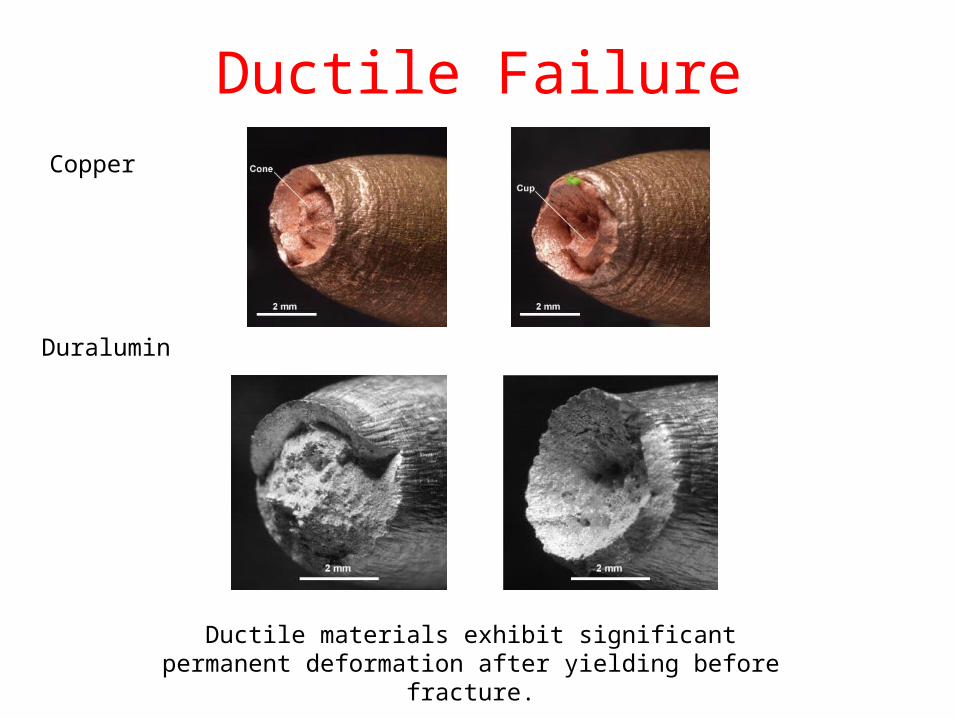
Ductile FailureCopper
Duralumin
Ductile materials exhibit significant permanent deformation after yielding before fracture.

Brittle MaterialsExhibit very little deformation after yielding and fracture immediately

Measures of Ductility
0
0
l
ll f Percent elongation
Percent reduction in area
Toughness = area under the stress/strain curve
For ductile materials these measures are quite high.
For brittle materials these measures are close to zero
To produce a new shape by a mechanical deformation process the material must be ductile otherwise fracture occurs
0
0
A
AA f
Chalk has zero ductility because it does not stretch or reduce in cross sectional area, where as clay does

Loading and Unloading of Tensile-Test Specimen
Figure 2.3 Schematic illustration of the loading and the unloading of a tensile- test specimen. Note that, during unloading, the curve follows a path parallel to the original elastic slope.
For the second loading the yield point is greater than before. i.e. higher stresses are need to cause further permanent deformation.
This phenomenon is known as work hardening and means that materials that have been previously cold worked are more difficult to deform and behave in a more brittle way.
Heat treatment called annealing is required to restore the previous material properties

True Stress and Strain
A
PTrueStress
A
A
l
l
l
dlTrueStrain
o
l
l
0lnln0
• Engineering stress is based on the original cross sectional area Ao rather than the instantaneous area
• For small values of strain, engineering and true strains are approximately equal
oA
PgStressEngineerin
o
o
l
llegStrainEngineerin
Since the cross sectional area is always reducing then True stress is always greater than true strain.
..............432
1ln
1lnlnlnln
432
0
0
0
0
0
00
0
eeeee
el
ll
l
l
l
lll
l
l True strain is always less than engineering strain and the difference increases with increased strain.

Comparison of Stress/Strain Graphs

True Stress and Strain vs Engineering/Nominal/Apparent Stress and Strain
Figure 2.5 (a) Load-elongation curve in tension testing of a stainless steel specimen. (b) Engineering stress-engineering strain curve, drawn from the data in Fig. 2.5a. (c) True stress-true strain curve, drawn from the data in Fig. 2.5b. Note that this curve has a positive slope, indicating that the material is becoming stronger as it is strained. (d) True stress-true strain curve plotted on log-log paper and based on the corrected curve in Fig. 2.5c. The correction is due to the triaxial state of stress that exists in the necked region of a specimen.
nK
K = strength coefficient
n = work-hardening exponent
Toughness = area under the true stress-true strain curve

Strain Hardening Index
True strain at which neck forms

Tension and Compression
Figure 2.19 Schematic illustration of types of failures in materials: (a) necking and fracture of ductile materials; (b) Buckling of ductile materials under a compressive load; (c) fracture of brittle materials in compression; (d) cracking on the barreled surface of ductile materials in compression.
Figure 2.20 Schematic illustration of the types of fracture in tension: (a) brittle fracture in polycrystalline metals; (b) shear fracture in ductile single crystals--see also Fig. 1.6a; (c) ductile cup-and-cone fracture in polycrystalline metals; (d) complete ductile fracture in polycrystalline metals, with 100% reduction of area.

Compression and Torsion Tests
dt
PessTensileStr
2
tr
TsShearStres
22
Figure 2.9 Disk test on a brittle material, showing the direction of loading and the fracture path.
Figure 2.10 Typical torsion-test specimen; it is mounted between the two heads of a testing machine and twisted. Note the shear deformation of an element in the reduced section of the specimen.
l
rnShearStrai

Effects on Temperature on Material Properties
Figure 2.7 Typical effects of temperature on stress-strain curves. Note that temperature affects the modulus of elasticity, the yield stress, the ultimate tensile strength, and the toughness (area under the curve) of materials.
• Increasing temperature:• Raises ductility and toughness• Lowers yield stress and modulus
of elasticity • Can cause problems with
oxidation• May reduce accuracy of finished
products• Increases costs due to energy
input required to raise temperatures

Recrystallization and Annealing
Annealing is a heat treatment process in which the temperature of previously cold worked material is raised above the recrystallization temperature and allowed to cool slowly. A new grain structure is formed with lower strength and increased ductility

Recrystallization Temperatures
Metals are in the recrystallization range if temperatures are raised above half of the melting point on the absolute temperature scale

Hot Working Conditions• If metal working is carried out above the
recrystallization temperature these are called hot working conditions
• Strain hardening and recrystallization take place at the same time so deformation is easier and ductility is improved
• Hot working conditions are defined as temperatures above half the melting point on the absolute scale (text book uses 0.6 of melting point
• Cold working is below 0.3 of melting point and warm working is the intermediate range between 0.3 and 0.5 of melting point.

Homologous Temperature Scale
Temperature scale between 0 and 1, where 1 corresponds to the melting point of the metal in degrees absolute. This enables hot, warm and cold working conditions to be defined for all metals.

Hardness Tests
Figure 2.12 General characteristics of hardness-testing methods and formulas for calculating hardness. The quantity P is the load applied. Source: H. W. Hayden, et al., The Structure and Properties of Materials, Vol. III (John Wiley & Sons, 1965).
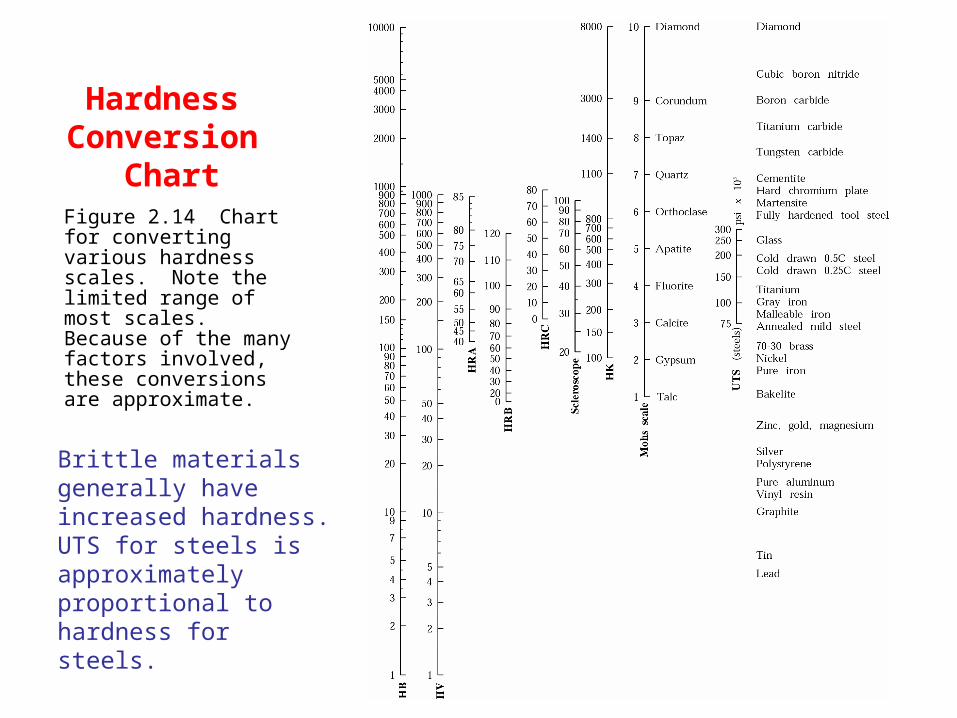
Hardness Conversion
ChartFigure 2.14 Chart for converting various hardness scales. Note the limited range of most scales. Because of the many factors involved, these conversions are approximate.
Brittle materials generally have increased hardness. UTS for steels is approximately proportional to hardness for steels.

Impact Test
Charpy test
Izod test
Energy absorbed in breaking the specimen is a measure of the impact strength. Brittle materials break more easily than ductile materials

Fatigue and S-N Curves
Figure 2.15 Typical S-N curves for two metals. Note that, unlike steel, aluminum does not have an endurance limit.
Fatigue Strength can be improved by inducing compressive residual stresses on surfaces (i.e., shot peening); surface or case hardening, providing a fine surface finish to reduce the effects of imperfections, or selecting appropriate materials with specified quality standards.
Fatigue Strength can be decreased by tensile residual stresses, decarburization, surface pits (corrosion), hydrogen embrittlement, galvanization, and electroplating.

Fatigue Testing
Fatigue is failure that results from the repeated application of what may be relatively light stresses repeatedly over many cycles. Fatigue resistance is important for applications in which stresses are applied repeatedly, e.g. rotating shafts, pressure vessels, aircraft structures, etc.
Fatigue Failure

Creep and Creep TestingCreep is permanent deformation results from constant loads (stresses) applied over long periods. These loads are usually less than those that would normally cause yielding of the material. Creep increases with elevated temperatures
Typical creep curve

Creep and Creep Testing
Creep is important in applications where constant stresses are applied over long periods, particularly at elevated temperatures. Examples are gas turbine blades, plastic water pipes, pressure vessels, etc.
Creep resistant materials can be developed. Grain boundaries contribute to creep, particularly those perpendicular to the direction of loading. This has led to special casting techniques to produce single crystal turbine blades.

Residual Stresses• Stresses that are locked up in the product after processing due
localized deformation or heating.– Machining and surface processing
– Bending stresses
– Welded fabrications, etc.
• Can result in unwanted distortion, stress-corrosion failure in service, reduced fatigue life, etc.

Material Costs







![Christus factus est - digital.csic.esdigital.csic.es/bitstream/10261/34010/1/Christus factus est. Juan... · iii «Christus factus est» Juan GARCÍA DE SALAZAR. [Offertorium a 4]](https://static.fdocuments.in/doc/165x107/5b38e79f7f8b9ab9068de682/christus-factus-est-factus-est-juan-iii-christus-factus-est-juan-garcia.jpg)