
IS 4682-9 (1974): Code of Practice for Lining of Vessels ...CHEMICAL PART IX 1 0. FORE 0.1 This...
40
Disclosure to Promote the Right To Information Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public. इंटरनेट मानक “!ान $ एक न’ भारत का +नम-ण” Satyanarayan Gangaram Pitroda “Invent a New India Using Knowledge” “प0रा1 को छोड न’ 5 तरफ” Jawaharlal Nehru “Step Out From the Old to the New” “जान1 का अ+धकार, जी1 का अ+धकार” Mazdoor Kisan Shakti Sangathan “The Right to Information, The Right to Live” “!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता ह ै” Bhartṛhari—Nītiśatakam “Knowledge is such a treasure which cannot be stolen” IS 4682-9 (1974): Code of Practice for Lining of Vessels and Equipment for Chemical Processes, Part IX: Titanium [MED 17: Chemical Engineering Plants and Related Equipment]
Transcript of IS 4682-9 (1974): Code of Practice for Lining of Vessels ...CHEMICAL PART IX 1 0. FORE 0.1 This...

Disclosure to Promote the Right To Information
Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public.
इंटरनेट मानक
“!ान $ एक न' भारत का +नम-ण”Satyanarayan Gangaram Pitroda
“Invent a New India Using Knowledge”
“प0रा1 को छोड न' 5 तरफ”Jawaharlal Nehru
“Step Out From the Old to the New”
“जान1 का अ+धकार, जी1 का अ+धकार”Mazdoor Kisan Shakti Sangathan
“The Right to Information, The Right to Live”
“!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता है”Bhartṛhari—Nītiśatakam
“Knowledge is such a treasure which cannot be stolen”
“Invent a New India Using Knowledge”
है”ह”ह
IS 4682-9 (1974): Code of Practice for Lining of Vesselsand Equipment for Chemical Processes, Part IX: Titanium[MED 17: Chemical Engineering Plants and Related Equipment]




Is :44382(PartIx)34374
Indian Standard .CODE OF PRACTICE FOR
LINING OF VESSELS AND EQUIPMENT FOR CHEMICAL PROCESSES
PART IX TITANIUM
Chemical Engineering Sectional Committee, EDC 57
Chairman Reprcsmting DR 0. P. KHARBANDA Larsen and Toubro Limited, Bombay
McmbcrS
_. _. _-_- _--____, SHRI A. K. BAW Indian Institute of wemica Engineers, Calcutta
PROF G. S. R. NARASIMAHAMURTY (Akm*) SHRI S. D. BHASIN I. C. I. (India) Private Limited, Calcutta
SHRI S. SEN GUPTA (Altwnatc) SHRI B. R. BHA-ITACWARJEE The A. P. V. Engineering Co Private Ltd, Calcutta
SHR~ B. BANERJEB (A&ma&) SHRI A. K. Boss Directorate General of Technical Development,
_ _ . - _.___ SHRI A. B. MALLICK (Altema~r)
DR K. S. CHARI Fertilizer Associition of India, New Delhi SHRI P. T. CHERIAN Oil and Natural Gas Commission, Debra Dun DR L. K. DORAISWAYY Council of Scientific and Industrial Re&arch,
New Delhi SHRI M. V. ~KIJNTE (Altmatd)
SHRI A. DIJTMMAJUMDAR The Fertilizer Corporation of India Ltd, New Delhi SHRI N. K. SETURAM (Altcmate)
DR H. E. EDULIEE Indian Chemical Manufacturers’ Association, L
Calcutta SHRI R. S. GROVER The Ralph M. Parsons Co of Asia, Bombay
SHRS B. D. MELLO (Alkmafc) DR H. K. Josm Indian Oil Corporation I.td (Refineries Ditiion),
New Delhi SHRI K. C. JAXN (Alternate)
PROP N. R. &MATH SHRI K. A. NAIK (Alrcmatr)
Indian Institute of Technology, Bombay
(COtlfifIUcd 0” puga 2)
0 Copyrighr 1975
INDIAN STANDARDS INS-lTWTION
This publication is protected under the IndiM Coavtight Act (XIV of 1957) and reproduc?tion in whole or in part by any means except with written pcrmiii8ion of tha p~bli~har shall be CICW& to be an infringement of copyright tmdcr the said Act,

v \.“,.y_- ,I D
& ,I
.
IS t 4682 (Part Ix) - 1974
t-frornhw 1)
M&S - SIiRI J. P. KAPux Inky,“,,““” Man&cturera* Association,
&Rx R. KALmA8 (Allrmotr)
DR ?kn5?e Indian Institute d’Pctroleum (CSIR), Deb Dun
-AN (A_) SliRr R. MA&N -tc of Industries, Government of Haryana,
SHRI B. B. MA- -h
Sxim I. B. LAL (Aftemcee) The Delhi Cloth and General Milla Co Ltd, Delhi
s&$.ME~ &&era India Ltd, New Delhi
Smu K: C: Mow Heavy Blectricals (Indii) Ltd, Bhopal Hindmtan.Steel Ltd, Ranchi
SHaI c. N. KxAsrAcnR (A&e7Yz&) Srmr K. Mumiaa~ms
Ssnu R. C. RATHI (Alterauk) Walchandnagar Industries Ltd, Bombay
&tar P. K. PN Sum H. B. Dsslu (AZ&a&)
Eaoo Standard Retining Co of India Ltd, Bombay
&UUR.PrusIiAKAlZ Tata Chemicals Ltd, Mitbapur Sum S. N. BHATTACIURYA (Altsmatr)
&RI R. V. RAGIUV~ Da N. RAJhsEKHAUN
Vijay Tanka and Vessels Pvt Ltd, Bombay
SARI J. S. KAIJL (Al&mute) Pamwalt India Ltd, Bombay
!&a-B. S. RAJPAL
Sxim K. S. SESHADIU (z&mute) Damet (India) Pvt Ltd, Bombay
SHRI A. P. RAO Bharat Heavy Plate and Vcsaels Ltd, Visakha- Suns M. VENKATARATN+M (Al-) patnam
SHRI H. S. RAO Lloyd’s Re@ter of Shipping, Bombay Ssmt B. R. K. GUPTA (Altematu)
slim v. M. IiAo The K. c. P. Ltd, Madras Sum K. SAM~NNA .RAO (A&mate)
SHEU R. SADAGOPA CHARI SHRX S. L. ARANHA (Ahmate)
BurmAShell Relkrica Ltd, Bombay
SHRI D. S. SASTRY SHRI D. P. DANI (Alfmxatc)
Hindustan Organic Chemicals Ltd. Bombay
DR J. K. N. SWARMA SHm S. SUBBIAH
National Physical Laboratory (CSIR), Nly Delhi Dire~e~t~e~l of Supphes & Drsposals,
Da V. C. THAKAR SHRI~ A. K. MUSER (Ahmatc)
Associated Cement Companies Ltd, Bombay
DR y. VENKATESHAM National Research Development Corporation of India. New Delhi
DR D.. S. VLTWANATH DR P. K. DESHPANDE
SHRI S. M. RAN, Director (Mech Engg)
Indian Inkitute of Science, Bangalore (Altematc)
Director General, IS1 (,%@i& A&m&r)
Secretary
DR R. S. RAJACOPALAN Assistant Director (Mech Engg), ISI
(Continued on
Indian S CODE OF PR,
LINING OF VESSELS A CHEMICAL
PART IX 1
0. FORE
0.1 This Indian Standard (Part IX) v Institution on 31 July 1974, after Engineering Sectional Committee hat Engineering Division Council.
0.2 Thii standard is being issued in : vessels and equipment is covered in t are covered in other parts of this snu
0.3 This part of the code gives guid titanium hning of vessels and equipmel cation, maintenance, inspection and te! on the design of the items to be lined, ; plate.
0.4 It is not possible to weld titanium explosive welding; close fitting linings arl cal means and a combination of mecb
0.5 Sheet titanium linings, like other sh for use at pressures below atmospheric should be employed.
0.6 The selection of the linings of this n tion supplied by the user. Therefore, submitted to the contractor to enable Appendix A gives the information to bl and users.
0.7 In the preparation of this standar BS CP 3003 : Part 9 : 1970 ‘Lining o processes, Part 9 Titanium’, issued by t
0.8 For the purpose of deciding wheth standard is complied with, the final valu

Indian Standard CODE OF PRACTICE FOR
LINING OF VESSELS AND EQUIPMENT FOR CHEMICAL PROCESSES
PART IX TITANIUM
0. FOREWORD
0.1 This Indian Standard (Part IX) was adopted by the Indian Standards Institution on 31 July 1974, after the draft final&d by the Chemical Engineering Sectional Comnnttee had been approved by the Mechanical Engineering Division Council.
0.3 This part of the code gives guidance to manufacturers and users of titanium lining of vessels and equipment on the selection and design, appli- cation, maintenance, inspection and testing together with ‘recommendations
: on the design of the items to be lined, and deals with sheet linings and clad plate.
0.4 It is not possible to weld titanium directly to mild steel except by explosive welding: close fittint linings are. therefore, held-in place by meehani-
0.6 The selection of the linings of thii method is to be based on the informa- tion supplied by the user. Therefore, it is necessary that full details are submitted to the contractor to enable him to choose the suitable method. Appendix A gives the information to be exchanged between the contractors and users.
0.7 In the preparation of this standard, assistance has been derived from BS CP 3003 : Part 9 : 1970 ‘Lining of vessels and equipment for chemical processes, Part 9 Titanium’, issued by the British Standards Institution.
0.8 For the purpose of deciding whether a particular requirement of this standard is complied with, the final value, observed or calculated, expressing

ZS : 4662 (Part IX) - 1974
the result of a test, shall be rounded off in accordance with ,IS : 2;1960*. The number of significant places retained in the rounded off value should be the same as that of the specified value in this standard.
1. SCOPE
1.1 This standard (Fart IX) lays down the recommendations on the design of vessels for titanium linings, method of application of linings, and inspection and testing.
2. MATERIAL
2.1 Types of Titanium
2.1.1 Commercially Pure -For the purpose of this standard, five grades of titanium, designated as Grades I, 2, 3, 4 and 5, are described. The chemical composition of these grades are given in Table 1. These grades are successively harder and stronger as indicated by the data on the mechani- cal properties given in Table 2. Grade 3 may be used for chemical plant construction but where the maximum formability is required the softest grade, that is, Grade 1, is used. Grade 2 may be used for tube.
The various grades of titanium have corrosion resisting properties. In some environments, particularly strongly oxidizing or reducing acids, the corrosion resistance of the heat affected zones is reduced by metallurgical changes associated with iron impurities in the titanium. Under such condi- tions consideration should be given to specifying a maximum iron content of 0.05 percent.
2.1.2 Clad Plate -Titanium clad plates can be obtained ih a variety of sizes; the cladding is metallurgically bonded to the steel ~backing plates during manufacture. The backing steel which is generally boiler quality plate, should be manufactured to the requirements~of IS : 2041-1962t.
2.2 Alloys of Titanium
2.2.1 With the particular exception of palladium, alloying elements normally used do not improve the corrosion resistance of titanium, and in some ‘instances the corrosion resistance of titanium alloys is inferior to commercially pure titanium.
23.2 T&a&n Alby TP 1 -A titanium palladium alloy containing 0.15 percent palladium has improved corrosive resistance in certain reducing acids and in some instances may be used in place of anodically protected commercially pure material. The chemical and mechanical properties of titanium alloy TP 1 are given in Tables 1 and 2.
23 M pmt&om - Titanium relies on a tenacious and stable oxide flm Ear its corrosion resistance. The protective oxide film can be maintained
l R* &+ -&ng off nwncrical values (r&wd). tsp&&!ation for steel plates for pressure-vessels.
TABLE1 TlTANIUMANDTl7 coh¶Pos
(Clauses 2.1.1
ELEMENT COMPC I
Titanium Titanium Titaniu Grade 1 Grade 2 Grade
(1) (2) (3) (4)
Oxygen 0.50, Max OfJO, Mar 0.50, h!
Carbon 0.10, MUX 0.10, Max 0.10, A!
Nitrogen 0.01, MLZX 0.05, Max 0.05, A!
Hydrogen 0.01, Max O-01, Max 0.01, A!
Iron 0.05, Max 0.05, Max 0.05,11:
Palladium - - -
Titanium 99.0, Min 99.0, Min 99.0, M
TABLE 2 TITANIUM AND TIT. PR0PExTIEs: ANN
(Clauses 2.1.:
PROPERTY TITANIUM TITANIUM GRADE 1 GRADE 2
b, (2) (3)
Tensile strength, MPa 432, Max 385 to 540
0.1 percent proof-stress 216 (Min), MPa
Elongation (Min), per- 27 cent on 42/Z
Young modulus 11x10’ jtypi call, MPa
Fatigue limit (approx), 50 percent of tensile strength
‘Bend radius (180” 11 bend) 1.8 mm or thinner
275
22
llx 10’
50
131
NOTE - 1 MPa = 10s N/mms = 10 bar.

TABLE1 TITANIUMANDTITANIUM ALLOY, QIBklIcAL COMPOSPYIONS
(Clauses 2.1.1 and 2.2.2)
ELEMENT CO~IPOSITION, PERCENT I
(1) (2) (3) (4) (5) (6) (7)
Oxygen O-50, Mar 0.50, Max 0.50, Mar 0.50, Max -040, Max O-50, Max
Carbon 0.10, Max 0.10, Max 0.10, Max 0.10, Max 0.10, Max 0.10, Max
Nitrogen 0.05, Mat- 0.05, Max O-05, Max O-05, Max O-05, Max 0.05, Max
Hydrogen 0.01, Mar O-01, Mm 0.01, Max O-01, Max 0.01, Max ,O*Ol, Max
Iron 0.05, Max 0.05, Max 0.05, Max 0.20, Max 0.201 Max 0.05, Max
Palladium - - - - - O-15, Min
Titanium 99.0, Min 99.0, Min 99.0, Min 99.0, Min 99.0, Min 99.0, Min
TABLE2 lTFANIUMANDllTANIUM ALLOY, MECHANFCAL PROPERTIES: ANNEALED MATERIAL
(Clauses 2.1.1 and 2.2.2)
PROPERTY TITANIUM TITANIUM TITANIUM TITANIUM TITANIUM TITANNM GRADE 1 GRADE 2 GRADE 3 GRADE 4 GRADE 5 ALLOYTP t
il) (2) (3) (4) (5) (6) (7)
Tensile strength, MPa 432, Max 385 to 540 465 to 620 571 to 726 620 to 775 432, Max
0.1 percent proof-stress 216 275 340 432 465 2~16 (Mitt), MPa
Elongation (Min) , per- cent on 44/T
27 22 20 15 15 27
Young modulus 11x10’ 11x10* 1lxlW 11x10” llxl(r 11x101 (typical). MPa
Fatigue limit (approx), 50 percent of tensile strength
‘Bend radius (180” 11 bend) 1.8 mm or thinner
50 50 50 50 50
1B 2t 2fr 2fr 2t
NOTE - 1 MPa = 10s N/mm* = 10 bar.

IS t 4582 (Part IX) - 1974
for a wide range of reducing acids by applying the principle of continuous anodic passivation. Titanium is connected to the, positive side of low voltage dc supply, negative side being connected to a suitable cathode immersed in the acid solution. The continuous +assage of a small current is often sufficient to render titanium resistant to acids by which it would be otherwise attached.
2.4 Rexnod of Surfbe Contamination - Traces of iron or other metals as contaminants on titanium. surface can lead to corrosion which would not occur on a clean titanium surface and while this corrosion may not in itself be serious it may result in uptake of hydrogen into the metal leading to embrittlement. Appropriate precautions for minimizing contamination during fabrication are described in 5, but these precautions can rarely be completely effective.
For service in severe conditions all the exposed titanium surfaces should be cleaned after fabrication is complete. Areas in which iron contamina- tion is present may be detected by one of the tests described in Appendix B. Any~such contamination should be removed by abrasion or buffig with iron- free grit or by local treatment with a solution containing 4 percent hydro- fluoric acid and not less than 20 percent nitric acid by volume. Alternatively the complete item.may be pickled in the above acid mixture, preferably at a temperature of 30 to 50°C. The cleaning may also be achieved by anodizing which can be done on complete items of equipment.
3. ‘DESIGN OF VESSEL AND EQmMEh FOR LINlNG
3.1 General Design Considerations 3.i.l The use of titanium as a lining for vessels introduces special diffi-
culties that are not encountered with other lining materials. Contamination by atmospheric gases, degreasing agents and other metals
during the welding leads to embrittlement of the titanium, and may also cause deterioration in corrosion resistance.
Embrittlement of the root side of a weld in titanium made in &u is parti- cularly dangerous as it may not be detected until the weld fails in service. Titanium cannot be welded to other common metals except by explosion techniques. ‘-In certain cases special brazing techniques may be used but the bond produced by this method may be.seriously weakened by heating.
It is, thus, essential that suitable precautions be taken during the fabrica- tion to avoid these problems and these should be considered at the design stage as they make it necessary. to incorporate unusual features in design or fabrication of the vessel or im@se limitations on the positioning of welds.
3.1.2 With an increase in temperature the shell will expand more than the titanium lining, and account should be, taken of stresses which may be produced.
3.13 Steel vessels fitted with a titanium lining should be of welded construction using butt-welded joints wherever possible. The inner welds
G
Sl
d a
r_ cc II
11 cl c t t I i iI e 1 1 1

us
s It )e
ier :h Dt~ ‘g In )t:
d
f;: l- G Y
;
IS : 468!2 (Part M) - 1974
should be ground flush and smooth in order to ensure that the lining can bed down with good contact .against the inner welds of the vessel over the whole area.
3.1.4 The vessels should be fabricated and tested in accordance with recognixed standards of good design and practice to suit the operating conditions. For guidance reference may be made to IS : 28251969* and IS : 803~1962t.
If contamination of welds in the lining made in situ is to be preventi by introducing the supply of inert gas to the underside of the weld by means of holes through the shell, thii should be taken into account in the design of the vessel. Holes for purge or test Purposes should be drilled through the shell before the lining is applied. Whether the lining is attached to the wall or not, it is not generally considered in the calculation. to determine the strength of the vessel. No internal corrosion allowance need be made .in assessing the thickness of the outer shell. I~t may be appropriate to incorporate a corrosion allowance on the outer surface of the vessel, for example, where spillage may occur or where the vessel is provided with a heating or cooling jacket. Where thermal stresses ‘are likely to be set up by the attachment of the lining then the necessary allowances should be made in the design of the vessel.
3.1.5 Integrally clad plates may be formed by any method of cold-forming applicable to steel plates of equivalent thickness, but care should be taken when forming thick plates to tight curvature that the cladding thickness is not reduced seriously by the tool pressures involved in the forming operation.
Hot-forming above 600°C is not normally recommended as interdiffusion of steel and titanium occurs forming a brittle layer which reduces its bond strength. Forming at temperatures up to 600°C is possible but the time and temperature should be controlled to avoid damage to the bond. Heating for such forming should be carried out in a furnace with slightly oxidizing conditions and freedom from direct impingement.
Where pressure or temperature considerations require a thick welded vessel consideration should be given to a composite construction in which, for example, a relatively thin integrally clad inner shell is supported by plate, strip or wire wound round it. Hemispherical ends will normally be necessary.
Butt welds and shell openings are expensive to produce and are the weakest points in the lining, and consideration should be given to arranging the dimensions of the vessel to minimixe butt welds and to grouping two or more inlets or outlets as branches into the cover of a single opening.
3.1.6 For loose linings the shape of the vessel wherever &sible should be cylindrical with ends either flat, conical, dished and with as large a
*code for unfired pmsure vuscls. t&de- of practice for design, fabrication and erection of vertical mild steel cylindrical
welded oil storage tanks.
7

IS t 4682 (Part Ix) - 1974
radius as possible in any corners which occur. Shell openings should be situated at the end of the vessel arranged with their axes parallel to the axis of the vessel if possible. Imgular shapes and shell openings in other positions can be lined but will be more difficult and costly; where the vessel is to operate at high pressures or temperatures, it may be impracticable to fabricate reliable linings for such features. Consideration should be given to grounding two or more inlet or outlet branches in the cover plate or a single shell opening; such branches may be-arranged at an angle to the axis of the vessel even when the main shell opening is parallel to that axis. In case of branches in dished ends, lining may be facilitated by arranging for branches to be normal to the plate surface.
As welds in the lining made in situ in the shell present special problems, prefabrication of the lining or parts of it outside the vessel is preferred. If possible, a fully flanged end to the vessel should be provided in order to simplify the access and to allow the complete lining or sections involving the full dimensions of the vessel to be introduced. Where this is not possible, consldetition should be given to introducing sections of the lining into the vessel or lining sections of the shell before Enal assembly or to construct- ing the shell assembling sections of the shell around the complete lining. If this is done the subsequent welds in the shell should be made in such a way that molten weld metal cannot come in contact with the titanium, and it may be necessary to take special precautions to ensure a good fitting between shell and lining. Although the fabrication by such methods introduces complication in the designing and fabrication of the shell, it is preferable to accept these complications in order to simplify the construction of a reliable lining.
3.2 In- Fittimgs -Where internal fittings are required, such as support rings, brackets, coil supports, etc, it is normal to fabricate these from solid titanium. The lining should be reinforced at the point of attachment of the internal fitting. This may be done by increasing the thickness of the lining, and for additional support the thickened section may be bolted through the steel shell as indicated in Fig. 1.
3.3 Eaten& Fittings - Special care should be taken in designing the fittings on a vessel which break through the shell, such as manholes, branch- es, sight glasses, agitator glands, etc. Suitable methods of lined construc- tion, as &&rated in Fig. 2 and 3, may be used, but due allowance should be made for relative movement of the lining. Shell flanges are faced with titanium by turning the facing ring over to meet the lining. The facing ring may be butt-welded to the lining, prior to the insertion of the lining in the outer vessel, or may be fillet-welded to the lining when it is fixed in position, as shown in Fig. 4. The facing ring may be mechanically attached, or silver-brazed to the shell flange as shown in Fig. 4.
The cover plate may be of titanium clad or faced with titanium sheet mechanically attached as for the facing ring shown in Fig. 4.
8

3.4 Coils for Heating or Cooling Lined Vessels- For loose lined vessels the air space ‘between the lining and the shell exercise ‘a tkmai insulating effect, and it is preferable to u&internal coils or plate-type heat exchangers of titanium rather than jackets for heating or cooling purposes. It is possible to incorporate the plate-type heat exchangers as part of the lining. Where good heat transfer properties are required clad plates should be used.
r ~N’UM LINING
STEEL SHEL’ TITANIUM LINING THICKNESS
/iiiil~E~SE0 LOCALLY AND
f
FIG. 1 TYPICAL METHOD FOR ATTACHWW OF INTERSAL FLTTINCS IN LTNED VESSELS
35 Clad Vessels - A VCSSCI designed to bc made from clad material should have special attention given to ensure that a continuous cladding to the inner surfaces is practicable.
3.6 Heat Treatment 3.6.1 General Rccommendatiorrs - Where post-weld heat treatment of loose
lined and clad vessels is necessav it should be within a temperature range of 500 to 550°C where normal carbon steel -is used. Where alloy steels are employed the temperature range agreed between the fabricator and the purchaser should take into account the effect of-the heat treatment on the oxidation of titanium and, for clad vessels, the strength of .the’ bond between the: steel and the titanium.
__~~d~_r_~~ circumstances should tieat treatment be carried out in a reduc- - * L I .- n . . ., I! -. ~_ .l__..,A L__

IS: 46tn(PartIx)-1974
3.6.2 Clad Vessds - The post-weld heat treatment of clad vessels should be carried out after fabrication of the steel vessel but before:
a) introduction of silver or other heat sensitive interlayer,
b) lining of branches, and
c) attachment of cover straps to the steel welds.
3.6.3 LOOJC Lined Vasels - The post-weld heat treatment of the outer shell, if required by the specification to which it ha5 been made, should be carried out prior to the insertion of the lining if this is possible.
TITANIUM BACKING RING OR SILVER INSEE
&INING &ANIWI RING
ING FLANGED OUT f0 BRANCH PIPE
L BRANCH LINING WELDEO TO MAIN LINING BEFORE INSERTION INTO STEEL
28
No:,te 1 -A~rrangement shown in 2J3 ma” C&V be used when lining is introduced to shell after attachment of branch lining to main’iining.
NOTE 2 -Lining ofjoint face may &emahdy be silver-brazed to flange outside joint ring as shown in Fig. 3.
NOTE 3 - hfrthods of attaching joint face lining to branch linings are alternatives-
FIG. 2 TYPJ~AI. &$ETHODS OF LINING BRANCHES
10
TITANIUM FLANGE RMG BlLVER;BRAZEO _ ___ TO STEL SILVER-BRA29 1
SjLVER-BRAZE AFTER WELDING STEEL
Fro. 3 TYPICAL METHODS OF LINI~ CONSTRUCT
If the heat treatment has to be carrie due consideration should be given to expansion and the tempe/rature of the 1 as in 3.6.1.
Joints employing silver should not be
4. DESIGN OF LININGS
4.1 General Factors Affecting Desigm depend upon a number of consideratkns
a) range of operating temperature, b) range of operating pressure, c) corrosive media present, d) ercsion, e) accessSbility or inner surface for ; f) whether lined during original ma] g) condition of vessel if already in s h) cost.
II

Is: 4682(PartM)-1974
TITANIUM FLANGE RING SILVER-BRAZED
WELDEO TO FLAGE RING > AND CLADDING
Fro. 3 TYPICAL METHODS OF LINING BRANCHIS IN CLAD PLATE CONSTRUCTION
If the heat treatment, has to be carried out with the lining in position due consideration should be given to the possible effects of differential expansion and the temperature of the heat treatment should be selected as in 3.6.1.
Joints employing silver should not be post-weid heat-treated.
4. DESIGN OF LININGS
4.1 General Factore MeetinS Design - The design of linings used will depend upon a number of consideratic.:ls including :
a) range of operating temperature, b) range of operating pressure, c) corrosive media present, d) ercsion, e) accestibility oi inner surface for application of lining, f) whether lined during original manufacture or after installation, g) condition of vessel if already in service, and h) cost.
11

IS : 4632 (EareM)-1974
1lTANIuM FACING SILVER-BRAZED m ATTACHED WITH SET SCREW
/ /flTANiuM tlNlNG /
TITANIUM FACING LAP WELOEO
/TITANIUM CLAD BACKING RING OR CLADDING
SILVER COVER OR SILVER INSERT
FIG. 4 TYPICAL. METHODS OF FACIPG SHELL FLANK AND COVERS
4.2 Integral Cladding
43.1 This method of lining should only be considered when a vessel is being initially designed for lining. The design considerations for the manufacture of integrally clad vessels are dealt with in 3. It isgenerally considered that it is more economical to use clad plate for a vessel of 13 mm thickness and above, than to use solid titanium. Vessels made from clad material using.the recommended welding techniques probably offer the best solutions to all the design considerations in 4.1. The bonding of the lining to the shell is good and therefore suitable for vacuum conditions, and the method also gives very good heat transfer properties. Because the lining is firmly attached to the shell over almost all the surface, except for cover straps of butt welds or lining of small branches, relative movement of shell and lining on pressure or temperature changes is small and the possibility of dangerous concentration of strain is minimized.
4.2.2 Weld preparation of the edges of plates to be butt-welded together is important and good alignment before welding is vital to ensure satisfactory completion of the clad side of the joint as shown in Fig. 5 and 6. Whether any misalignment may be permitted shall be decided by.the specification to which the vessel is being built.
4.23 Suggested methods of butt-welding clad plate are shown in Fig. 7 and both are suitable for the range of thickness of plate and cladding available.
42.4 fn &&kg fianged qenirqp to the shell it is important to consider relative movement of the shell and branch lining caused by differential
12
CLADDING MACHINED BACK 9.5 TO 13mm
FIG. 5 TYPES OF EDGE PREPARATIO:
expansion, elastic distortion due to press during pressure test. Where the duty of essential to ensure flexibility at the in eliminate sharp changes in section on t lining at points of maximum stress. ! openings in clad vessels are shown in Fi] tally less severe these precautions are no expensive designs may be satisfactory.
CORRECT
Fro. 6 EDGE ALIGNMENT OF C
4.3 Loose -Is
4.3.1 Loose linings can offer a satisfac in 4.1, but where the operating condi usually preferable to use integral clad linings to the shell at intervals by met plosion bonding, and loose linings secure1 working conditions as long as these con in the design of the lining and the arr secured in this way are not normally
13
--

LINING
DING ,
a
‘ELDEO
is ie ‘Y m id st ‘g le is sr :ll tY
7 le.
ler ial
CLA BAC
IS : 46s2 (Part Ix) - 1974
rL6mm 1 \ I r 1.6mm
’ CLADDING MACHINED BACK 9.6 TO I)mma ’
FIG. 5 TYPES OF EDGE PREPARATION OF CLAD PLATE FOR WELDING
expansion, elastic distortion due to pressure- or localized plastic deformation during pressure test. Where the duty of the vessel is mechanically severe it is essential to ensure flexibility at the intersection of shell and branch, to eliminate sharp changes in section on the shell and to ‘avoid welds in the lining at points of maximum stress. Suitable methods of lining flanged openings in clad vessels are shown in Fig. 3. For duties that are mechani- cally less severe these precautions are not so necessary, and simpler and less expensive designs may be satisfactory.
CORRECT INCORRECT
FIG. 6 Eno~ ALIGNMENT OF CLAD PLATE FOR WELDING
4.3 Loose Linings
45.1 Loose linings can offer a satisfactory solution to the design conditions in 4.1, but where the operating conditions are mechanically severe it is usually preferable to use integral cladding. It is possible to secure the linings to the shell at intervals by mechanical means or. by locahzed ex-, plosion bonding, and loose linings secured in this way are suitable for vacuum working conditions as long as these conditions are taken into consideration in the design of the lining and the arrangement of the supports. Linings secured in this way are not normally suitable for operating temperatures
13

Is: 468!t(PalrtM)-l!B74
/COMPLETE WELDING OF BACKING STEEL AN0 GRIN0 FLUSH ON CLAD SIDE
To CLADDHG
A PREFE.RRED METHOD
/T)TANIUM TRIP INSERTED AND SEAL WELDED TO CLAOOING. WELDS SHOULD NOT PENETRATE TO BACKING STEEL
B ALTERNATE MET’HOb
FIG. 7 METHODS OF BUTT-WELDING CLAD PLATE
14
above 200°C or where severe tempera1 tions occur.
Loose linings may also be- secured fittings are to be attached. If the m stresses due to differential expansion account such linings may be used in c tioned above. For some vessels it I so that it will withstand vacuum cond
4.32 Wherever possible the loose outer vessel, fabrication of the lining b of, for example, branch linings whicl lining is introduced into the outer vc
The lining of the cylindrical portion vessel should preferably be made as p; is inserted. The lining should be vessel, butt welds being used where weld soundness before insertion. -wh hydraulically or gas leak tested to an duced into the shell.
The outer vessel may require mat close fitting with the lining. When should take place before insertion a
After the lining has been inserted outer shell by hydraulically ~expandir Where the lining is to be secured to t until after it is expanded into place should be done.
4.3.3 Where it is not possible to lining into the outer vessel, sections and tested for weld soundness before tions thereof should also be completed the lining or sections of the lining are part of the lining of shell opening or I ings in the shell to be completed after
After the lining or sections of lin .expanded to fit tight to the outer she1 out or explosive forming. Where v of the lining these should be made B and suitable jigs should be used to 1 the welds are made. Where the li mechanical means or explosive weldir before the final welds in the lining ar required when the final welds are I
Suitable mrans of making the fina

4.3.2 Wherever possible the loose lining is made separately from the outer vessel, fabrication of the liningbemg complete except for those sections of, for example, branch linings which it is necessary to complete after the lining is introduced into the outer vessel.
The lining of the cylindrical portion of branches parallel to the axis of the vessel should preferably be made as part of the main lining before the lining is inserted. The lining should be made to fit accurately to the outer vessel, butt welds being used wherever possible, and should be tested for weld soundness before insertion. Where possible the -lining should also be hydraulically or gas leak tested to an appropriate pressure before it is intro- duced into the shell.
The outer vessel may require machining on the inside surfaces to ensure close fitting with the lining. Where possible, testing of the outer vessel should take place before insertion of the lining.
After the lining has been inserted it may be expanded to fit tight to the outer shell by hydraulically expanding, wheeling out or explosive forming. Where the lining is to be secured to the outer vessel this should not be done until after it is expanded into place. A final test of the composite vessel should be done.
4.3.3 Where it is not possible to introduce the complete prefabricated lining into the outer vessel, sections of the lining should be prefabricated and tested for weld soundness before insertion, and the outer vessel or sec-
tions thereof should also be completed and tested as far as practicable before the lining or sections of the lining are inserted. It may be necessary to leave part of the lining of shell opening or part of the fabrication of. external open- ings in the shell to be completed after the lining has been introduced.
After the lining or sections of lining have been inserted they may be .expanded to fit tight to the outer shell by hydraulically expanding, wheeling out or explosive forming. Where welds are to be made to join sections of the lining these should .be made after the sections have been expanded, and suitable jigs should be used to hold the lining sections in place awhile the welds are made. Where the lining is to be secured to the shell by mechanical means or explosive welding these operations should be completed before the final welds in the lining are made, and in this case jigs will not be required when the final welds are made.
Suitable nlrans of making the final welds are shown in Fig. 8.
15

I8: 4682(PartIx)-1974
GROOVE (MINIMUM DISTANCE
CLOSURE WELD r STEEL TO WELD 3mm)
PURGE 4N0 TEST HO
A GROOVED METHOD
TITANIUM OR SILVER CLOSURE WELO (BRAZED OR
\ SCREWED TO STEEL
PURGE AND IF NECESSARY)
TEST l-l
B INSERT METHOD
CLOSURE “ARTIAL PENETRATION
‘b%LD OR SILVER BRAZE WELD
\ 7 /-
PURGE TEST H
C SUPPORTED COVER STRAP METHOD
NOTE - Methods B and C arc suitable for more severe conditions than A.
8A Types of Linitig Joints, Suitable for mechanically Severe Duties
FIG. 8 METHOD OF MA& FINAL WELD - Contd
16
SILVER 6RP
PURGE TEST .H
D JOGG
CLOSURE WELD SCREW
\ OR SIL’
PURGE TEST H
E LAF
SILVER BRAZE
CLOSURE WE
PURGE TEST H
F UNSUPPORTED C
Nons - Siver~brazcd or screw attachm while the joint is bciig made and not 1~ S+I
86 Types of Lining Joints, !
FIG. 8 METHOD OF
.

IS : 46lE (Pmt rx) - 1974
PURGE TEST ,H
SILVER BRAZE OR RE W ATTACHMENT
ILVER STRIP
.
/CLOSURE WILD
D JOGGLE METHOD
CLOSURE WELD SCREW ATTACHMENT OR SILVER BRAZ,E
LINING
/-
PURGE TEST H
EEL
E LAP METHOD
SILVER BRAZE
CLOSURE WELO
PURGE TEST H
F UNSUPPORTED COVER STRAP METHOD
Nom - Silver~brazcd or screw attachments shown are primarily for location purpcwa while the joint is being made and not as ctrength attachments.
8B Types of Lining Joints, Suitable for Less Severe Duties
FIG. 8 METHOD OF MAKING FINAL WELD
17’

l!3:4682(PartM)-x974
Where sections of the shell are to be assembled around a lining, precau- tions should be taken to prevent contact of molten weld metal with titanium and to control the rate of heat input to titanium so that it does not reach a temperature at which contamination by atmospheric gases occurs. ‘For butt welds this may be achieved by using a steel backing ring and small initial runs of weld metal (see Fig. 9). If required, the lining may be ex- panded to a closer fit in the outer vessel after the steel welds have been made.
4.4 Thickness of Linings
Consideration should be given to ir ness at points where the lining is likely 1 where the lining is to be secured mecl branch flanges, or where internal fitti Consideration should be given to stres different thicknesses of lining material ficantly different thicknesses should be
Where erosion is anticipated, such I a thicker panel should be fitted to act should be given to the stresses that sections of linings of diierent thicknc allow welds of different thicknesses.
4.4.1 G%cr& con&krQtions -The thickness of the lining material should be decided by considering the following:
f 1 fd
Desired life of vessel;
Corrosion allowance;
Erosion allowance;
Complexity of shape of lining;
Duty of the vessel, particularly with respect to temperature or pressure cycling and including start up and shut down and the possibility. of vacuum conditions being encountered;
Method of lining; and
cost.
In calculating the thickness of the lining it should be assumed that the lining shall last for the anticipated life of the vessel. Considerable damage can be sustained by the outer shell when a failure occurs in the’ lining and the only possible means of detecting such failures is the installation of hyper- sensitive detection equipment.
4.4.2 IntGgral Cladding - The thicl 1.5 to 10 mm but should be a minim1 be welded directly on to the cladding. or in cover straps of butt welds shoul
4.45 LAPOSG Linings - Thicknesses ; from 0.75 to 5 mm but thicker lin vessels under mechanically severe du nesses of 1.5 to 4 mm are preferred for large pressure vessels for service i
Because the lining, or parts of it, al sufficient thickness to be self supporti .used only for small vessels or where small. The choice of’ lining thickne of the following points :
a) It is easier to make good we if very thin sections are avoic suitable if the lining is to encounter strains in service dc particularly in large vessels. in welds in thicker linings IIT. linings, and repairs to welds
b) The force needed to expand is less than that for a thickel
c) It is inevitable that some sect with the outer vessel, due ti or lining or to the problem 01 or other difficult features. A features than a thin one an service.
A INITIAL. PREPARATION 8 AFTER INITIAL RUNS LATER RUNS MAY BE MUCH LARGER FOR EXAMPLE SUBMERGED ARC
FIG. 9 USE~OF STEEL BACKIXG RING
18
_

IS : 468!2 (Part IX) - 1974
Consideration should be given to introducing ‘sections of increased thick- ness at points where the lining is likely to be most highly stressed, for example; where the lining is to be secured mechanically to the outer vessel, including branch flanges, or where internal fittings are to be attached to the lining. Consideration should be given to stresses developed at the junction between different thicknesses of lining material and welds between material of signi- ficantly different thicknesses should be avoided (see Fig. 1).
Where erosion is anticipated, such as opposite tangentiil inlet branches, a thicker ~panel should be fitted to act as wear plate. Whilst consideration should be given to the stresses that may occur at the junction between sections of linings of different thicknesses it may be possible in this case to allow welds of different thicknesses.
4.4.2 lnlcgral Cladding - The thicknesses of the cladding range from l-5 to 10 mm but should be a minimum of 2 mm where attachments are to
be welded directly on to the cladding. The lining thickness at shell openings or in cover straps of butt welds should be a minimur~ of 3 mm.
4.4.3 Loose Linings-Thicknesses generally used for loose linings range from O-75 to 5 mm but thicker linings may be appropriate for large vessels under mechanically severe duties. For most purposes lining thick- nesses of 1.5 to 4 mm are preferred, thicker linings being necessary only for large pressure vessels for service above 100°C.
Because the li-ning, or parts of it, are fabricated separately it should be of sufficient thickness to be self su$porting, so that very thin linings should be used only for small vessels or where individual sections of the linings are small. The choice of lining thickness should be made after consideration of the following points :
a) It is easier to make good welds, either outside the shell or in situ, if very thin sections are avoided. Hence very thii linings are not suitable if the lining is to be expanded into position or may encounter strains in service due to pressure-or temperature changes, particularly in large vessels. Defects that would be unimportant in welds in thicker linings may cause early failure of welds in thin linings, and repairs to welds in thin linings are not easy.
b) The force needed to expand a thin lining against the outer vessel is less than that for a thicker lining.
c) It -is inevitable that some sections of the lining will not be in contact with the outer vessel, due to irregularities in the surface of vessel or lining or to the problem of ensuring a close fit at ,branch openings, or other difficult features. A thick lining is more able. to bridge such features than a thin one and is thus less likely to.give trouble. in service.
19

-IS : 4682 (Part IX) - 1974 _
5. METHOD OF LINING
SI Preparation of Materials
5.1J Gerternl- Before welding, the surfaces of titanium and steel in the vicinity of the ~weld zone should be cleaned to remove oil, grease, visible oxide and scale.
5.1.2 ‘li’tanium - The surfaces of titanium and any filler material should be degreased with.a solvent, such as industrial methylated spirits, acetone or any commercial solvent that leaves no residue.
Nm- Methanol (methyl alcohol) should not hc used because of the dangers of stress corrosion cracking.
5.1.2.1 The-oxide film can be removed by machining, wire. brushing or abrasive cleaning.
The underlying oxygen enriched layer can be removed by acid pickling. The pickling solution should contain 4 percent hydrofluoric acid and not less than 20 percent nitric acidby volume and oan be used at a temperature range of 30 to 50°C. This miniium concentration of nitric acid ensures that the solution remains oxidizing and prevents hydrogen pick-up.
Titanium should be immersed for the time necessary to produce a clean and bright .surface. After pickling, all traces of acid should be removed by washing in clean water and the surface thoroughly dried before.welding.
5.1.3 Steel-The surface of the vessel to be lined should be smooth and free from sudden changes in contour and any blemishes made good. necessary the surface may be rectified by welding and grinding.
Where
5.2 Integral Cladding-For butt-welding clad plate the cladding is stripped back from the butting edges, and the steel weld made following normal steel welding procedures. The internal surface of the weld is ground flush and the gap in the cladding is filled flush with a suitable inlay, such as silver. Holes are’ drilled in the shell at intervals along the’ weld seams to
: facilitate inert gas purging to the underside of the covering strips during welding, and to provide a means for testing the tightness of the joints. A covering strip of titanium of sufficient width to overlap the fiued gap is continuously welded to the cladding. clad plate are shown in Fig. 7A and 7B.
Suitable methods of butt-welding
5.3 Loose Linings
53.1 The loose lining or sections of the lining are made separately from the outer vessel and should be tested as far as practicable before installation. Where the material has been severely cold-worked it should be heat-treated at 450 to 550°C and, if necessary, descaled before fitting. This precaution is particularly important for linings of shell openings to minimize the residual stresses in regions where other stresses are likely to be high.
20
5.35 Considerable care is necessary 0 in the outer vessel. Suitable jigs should 1 cut sections of the lining to their final sha
Siirly, where part or the whole of 1 after the lining is completed, it should b( of the lining.
5.33 Where possible welds in the lini allowing free access to both sides of tk where possible. Where fusion.welds in the outer shell it is essential to ensure back surface of the weld and that all contaminants are removed from the vici also be taken to prevent contact Of the M methods of achieving this, for example, 1 (or silver or vanadium) or by machinin the line of the weld, are shown in Fig. 8.
5.3.4 Where the closure weld on th installing the titanium lining, care shot of titanium. This may be done by th separate the weld inthe outer she!1 fron inert gas purge applied between the lin
5.4 Fusion Welding
5.4.1 Titanium is fusion welded .by t arc process, and the welding of titaniu: required for lining vessels is straightfot given to the characteristics of the mate
When heated in air, even to temper point, titanium readily absorbs oxygen sence of any of these elements, even it material. Once embrittled, titanium way to restore its normal properties. with most materials, therefore, it is necc dust, oil and other forei contact with any materia during weld Y
matter im
5.4.2 As long as protection against ( .teristics of titanium make the detailed with most other metals welded by it weld pool has little tendency to fall or : can be made without backing bars and ing. For sections up to 2 mm, square a root gap of up to 2 mm may be used For thicker sections a ‘Vee’ or ‘J’ prel siderable variation in root face, root
2
c

L
IS : 4682 (Part IX),? 1974 ‘-
5.335 Considerable care is necessary to ensure *at the lining is a good fit in the outer vessel. 5uitable jigs should be used, and it may be preferable to cut sections of the lining to their final shape or hensions as the job proceeds.
Siiarly, where part or the whole of the outer vesse1.i.s to be constructed ! after the lining is completed, it should be made to suit the actual dimensions of the lining.
5.3.3 Where possible welds in the lining should be made under conditions allowing free access to both sides of the weld. Butt welds should be used where possible. Where fusion.wekls in the lining are to be made in situ in the outer shell it is essential to ensure an adequate inert .gas purge to the back surfact of the weld and that all traces of oil, grease, water or other contaminants are removed from the vicinity of the weld. Precautions should also be taken to prevent contact of the weld pool with the outer shell. Some methods of achieving this, for example, by the use ofkacking strips of titanium
Lh or silver or vanadium) or by machining a groove in the outer shell behind
e line of the weld, are shown in Fig. 8:
53.4 Where the closure weld on the outer vessel has to be made after installing the titanium lining, care should be taken to avoid contamination of titanium. This may be done by the use of an integral backing bar to separate the weld in the outer she!1 from the titanium (see Fig. 9), and by an inert gas purge applied between the lining and outer vessel.
5.4 Fuaion Weluiing
5.4.1 Titanium is fusion welded by the inert gas (usually argon) shielded arc process, and the welding of titanium sheet in the thickness likely to be required for lining vessels is straightforward provided due consideration is given to the characteristics of the material.
When heated in air, even to temperatures appreciably below its melting point, titanium readily absorbs oxygen, nitrogen and hydrogen. The pre- sence of any of these elements, even in small quantities, will embrittle the material. Once embrittled, titanium cannot be treated in any practicable way to restore its normal properties. Molten titanium is highly reactive with most materials, therefore, it is necessary to clean the weld area free from dust, oil and other forei n matter immediately before welding and avoid contact with any materia during welding. If
5.4.2 As long as protection against contamination is achieved the charac- teristics of titanium make the detailed welding procedure less critical than with most other metals welded by inert gas shielded arc methods. The weld pool has little tendency to fall or burn through so that downhand welds can be made without backing bars and there is no difficulty in positional weld- ing. For sections up to 2 mm, square edge preparations are satisfactory and a root gap of up to 2 mm may be used with advantage if filler metal is added. For thicker sections a ‘Vee’ or ‘J’ preparation is usually necessary, but con- siderable variation in root face, root gap or in the form of ‘Vee’ or :J’ is
21

1 Gi:$682(Paldx) 1974 -t -- _ _i possible. The detailed weld preparation should therefore be chosen horn \ experience or from appropriate~procedure tests.
54.3 Contamination ‘with steel and most other common metals greatly reduces the ductility of titanium due to .the formation of brittle intermetallic compounds and excessive hardening. In consequence, titanium cannot be welded directly to steel, except by explosion welding. However, metals, such as silver and vanadium can be used as an interlayer between the steel and titanium to produce satisfactory attachment joints. It is recom- mended that where such joints are used they should be fully cwered by titanium straps, continuously -welded to the lining of cladding as indicated, for example, in Fig. 3, 4, 7 arid 8.
5.4.4 Precautions are required to ensure that there is complete gas coverage with a uniform non-turbulent flow over all areas of heated metal including the rear surface of the weld. This normally requires the use of 4 elongated shrouds fitted to the standard torch nozzle, and the use of appro- priate shrouding to the back surface of the weld. The need for these addi- tional shrouds, particularly that attached to the torch nozzle, may impose limitations on the positioning of welds. For small assembles it may be preferable to carry out the welding in a chamber purged by inert gas.
5.4.5 Manual TIG welding can produce exdellent joints provided that speeds are limited to 75 to 100 mm/min to avoid turbulence in the shielding gas and to avoid the need for large unwieldy shrouds. The torch should be held as upright as possible to ensure effective distribution of inert gas over the weld metal and weaving should be avoided. While using added weld metal, the filler wire should be kept within the gas shield and fed into the pool continuou$y; a dabbing technique should not be used.
Simple shrouds for attachment’-to the nozzle of a TIG torch are readily fabricated from sheet metal, and it is commoxi practice to use a variety of forms of shroud, shaped to accommodate the geometry in the vicinity of the weld. Additional protection may be obtained, if necessary, by the use of baffles, made from metal or plastics, held in place by clamps or adhesive tape. This method is effec&e in providing protection to the back surface of the weld. Backing bars incorporating a shallow channel for the inert gas flow may also be used. Separate supplies may be required to the different parts of the shrouding; screening and mother precautions to avoid draughts are highly desirable.
5.4.6 Details of welding conditions for various lining thicknesses are given in Table 3. and typical mechanical properties of welds arc given in Table 4.
5.4.7 Other welding processes, including some ‘automatic features, are also used to allow faster welding speeds. These techniques tend ~to require larger shields than the manual TIG technique, and are thus less flexible and best suited to long welds in regions of low curvature.
22
cavr ,---~.- .~________ --T

IS : 4882 (Part Ix) - 1974
5.4.8 While arranging weld sec@ences it is good practice to censure that no section of any weld is melted more than twice, since the possibility of weld contamination increases with each pass. Surface contamination from one pass will be dissolved in the weld pool on a subsequent pass, and unless the weld is kept clean and may be a brittle weld.
thoroughly protected for each pass, the final result
5.5 spot Welding
5.5.1 Titanium is readily resistance spot welded and has thermal and electrical conductivities and hiih temperature strength similar to corrosion- resisting steels. The welding techniques ‘which have been developed -for corrosion-resisting steels can be applied to’s similar thickness of titanium.
5.5.2 No shielding gas is necessary as the close proximity of the adjacent surface, at the weld zone, together with the very short duration of the welding cycle, makes special shielding unnecessary.
TMLE 3 WE&DING CONDITIONS FOR TITANIUM SHEET
(C&we 5.4.6)
TYPE %EET FILLER hI!ST EbaB TYPE WELD- NUNBER GAS FLOW OF WEtLD Tltnnr- Ron PRBPARATION
NESS lhMETl3R
mm
(1) (2) Butt a711
0.914 1.219 1.219 1.574 i-574 2-108 2.108
mm FORCE- MENT
Rzls
(5) U*
(4). squareedge sstJ=edge Square edge square edge square edge square edge
._z?z _ _ __
zcc-iiz _ kg
ma/h ma/h
(8) (9)
3.175
Fillet 1.219 1.651 3.937
.
Corner I.168 Lr+Q 1.219
*u = Unlilled. tF = F&d.
1.625
1.625 ‘- I.625
2.032
2.032
1.574 2.159 2.159
2&l
1.574
fit F U F
- - 5 : - F 7cL98
.- 40 - : 50
0.7cL @05- 0.85 0.11
o-56. o-05- 0.85 0.11

IS : 4662 (Part q-1974 .
5.5.3 It is possible to spot weld titanium to steel using an interlayer of silver or VzlidiU foil. It is .recommcadqd? ItowcVcrj that tests on simulated joints should be made before proceafins with a puttculru design to evaluate weld quality and strength of the joint.,
--
TABLE1TX?ICharrrrsnmr?rr.B ws&mINTlTAIuwM
6F ARGoI%AR~
(Ckw 5.4.6)
MATEIUAL T~SILIX ELONOATION BSND &NSNOTX %ONsDlXll RADIUll ,
IiARDNlSS (Hv 10) ‘,
shce Iialt- Weld Inac- AffiXtCd mcnt Weld
ZOllC Hat- Aextd
zone
(1) b!Ya
(3) , (4) (5) (6) (7) (8)
gg& 345 35P t-l# ;g :z!
163 15 545 19-29 ti/p- l-l& ?Ol 8
w = fcactmxd in w&l metal, and p = fracture&in parent material.
Nore - 1 MPa = l(r N/m* = 10 bar.
5.6 Precautions A&nst Iross contrmtution
5.6.1 Gnrsral- Contamination by small traces of iron and certain other metals during fabrication can lead to troubk in service in severe conditions in two ways. .The contaminant may diffuse into the titanium in the vicinity of welds, or on items that are heated above 40O”C, and so lead to the deterio- ration in corrosion resistance (see 2.1.2)) while surface contamination can lead to reduced corrosion resistance or embrittlement by hydrogen (see 2.4). Special prerautions are thus necessary for items intended for service in severe conditions.
The object of these_precautions is to ensure that dangerous contamination is not present in the final equipment. possible, namely :
Two basic types of precautions -are
a) avoidance of contamination at all stages in the fabrication process; and
b) removal of contamination before any operation involving heating of items or the complete assembly above 4OO”C, after fabrication is complete.
In practice the most effective approach is to use a combination of both precautions, in combination With tests to confirm that surfaces are free of iron, such as those described in Appendix B.
24

1 IS : 4682 (Part ix) - 1974
5.6.2 Mehods of Auoiding Contaminations The most important cause of contamination is contact with a second metal or with other materials that have been in such contact; loose particles, such as airborne dust are less troublesome as they are readily removed in the degreasing operations (see 5.1.2) or similar processes.
5.6.2.1 Tools should be reserved for ‘use with &tar&m or, where this is impracticablt?, scru@lously ,chmd of pmtected, so that direct contact (particularly sliding or rubbing) between Ihe tool and titanium is minimized.
5.6.2.2 Iron; “carbon or 10~. ,aUoy steel tools,. partihlarly wire brushes, should not be used if they can be &voided.
5.6.2.3 Work.on .titan;W:should be carried cut in an area reserved, at least temporarily, for the purpose, aird this area ihould be cleaned to remove metal dust before use. If fabricati&.of carbon or’low alloy steel is carried out in the same -building, it is d&r&c .&at the area reserved for work on tita- nium is separated ‘from the rest of thl: building by, for example, plastic sheeting.
5.6.2.4 Titanium items-s&uld be covered when work is not being done in them, for example, ~by the use ofqplastic bags or sheeting.
S.6.2.5 All personnel engaged‘on work on titanium should be provided with special footwear, reserved fdr the purpose, with soles of rubber or other soft material, and their overalls should be kept clean.
5.6.3 Met/w& _of Removing Cohtamithm - The following methods are recommended:
a) Abrasive blasting with iron-free grit, for example, alumina or silica; b) Buffing-with a fabric wheel using an iron-free abrasive ; c) Abrasive cleaning with an iron-free abrasive cloth; and d) Pickling in aqueous solution containing 4 percent hydrofluoric acid
and not less than 20 percent nitric acid by volume at 30 to 50°C followed by rinsing in potable water.
All regions iri the vicinity of welds, including the filler material, if appro- priate, should be cleaned by one .or other of these methods immediately before the final degrea$ng before welding; any surface to be heated above 400°C should also be cleaned. This cl- may be omitted if the s&aces have been shown to be &e of contamination, by one of the tests in Appendix B, or on any SW&~ &at will not come into contact with a corrosive medium.
6. INSPECTION, TFiS3+& mm AND REPAlR i. a,
6.1 Inspection _
~ ,. . . .
~6.1.1 Quality contr& of & &w & ibricating procedures of both loose lined and clad ec&i@mcctn~ij q Mm-t since failure in service may cause irreparable harm. ’ -.
25

:I6:466!4(PartIx)-1974
Inspection should &ver the fabrication of the vessel or equipment to be lined, the material to be used, the lining procedure throughout fabrication and the liig after completion. I
6.1.2 Quality control procedures should in&de the following:
,a) The manufacture of the vessel should be to the tion and, tihere applicable, a pressure test she c;x
propriate specifica- havebeencarried
out unless special dispensation has been obtained. i
b) The internal surface of the vessel should be thoroughl &an and free from scale or foreign matter, and all surfaces to be ined should be r smooth.
c) AU titanium used for the lining or cladding of plates should be to the agreed specification and the cladding Should be inspected to see that .it is of uniform thickness and free from faults.
d) All welders should be amxoved to the ~rocedurcs 'as detailed in 6.2
I
4
f 1
or, .where required, in l &cordance wih the requirements of oth& authorities.
g>
The fit-up of sections of the linin& should be good. paration should be
The weld pre- correct for the welding procedure being used.
After each run the weld should be visually examined for c~ntamina- .tion as indicated by the weld colour, lack of fusion, cracks, etc. The quality of the work may be compared with the welder’s qualifgng test plates.
The colour of a titanium *weld is an indication of the effectiveness of the gas shielding used- and is an indirect measure of the degree of weld contamination. A bright silvir metallic lustre usually indi- xates good shielding. Other colours that may be encountered are listed in order of increasing level of contamination:
Light straw Dark straw Light blue Dark blue Grey blue Grey White (loose deposit)
Weld colours of light and dark are acceptable whereas the grei blue and grey or the appearance of a loose powdery substance indi- cates unacce table
K contamination. Since contamination is only
indirectly in icated by weld colour it is important that a welding procedure previously qualified by destructive testing is followed.
11) On completion of the.weld the minimum non-destructive test should be a dye-penetrant test and should be made on all welds.
26

IS : 4682 (Part IX) - 1974
’ 6;2 Welders’ Qmlihation Tests
Welders’ qualification tests for titanium linings or titanium clad materials should take cognizance of the method of construction of the vessel. Test . welds should be carried out under the same conditions and using similar equipment, technique and materials of similar type and thickness as those used in the construction of the vessel or lining. Where positional welding is involved, the various positions should be reproduced in the qualification tests. For each type of weld detail employed -on the construction of the vessel or lining, a simulated test weld should be undertaken by each welder to be employed on the particular detail. A welder should be given an oppor- tunity to familiarize himself with the somewhat special technique required before he is subjected to these tests. Where employed, mechanical fixing or brazing should be included in the simulated test.
6.2.2 Each test weld should be subjected to:
a> a visual examination, which should show no lack of fusion or under- cutting or unacceptable discoloration of the titanium;
-1,) macrosectioning and microscopic examination where approprialc, which should show that sound root fusion is achieved and that the weld is sound and free from porosity;
4 bend tests, direct, reverse and side, where appropriate;
4 a dye-penetrant examination;
e> radiography and/or ultra-sonic examination, where appropriate; and
f > a hardness survey.
6.2.3 Welders’ qualification tests may be omitted by agreement where the welder concerned has passed appropriate tests and has been regularly employed on welds similar to those in question. .
6.2.1 -Qualification tests are necessary for each of the welders employed on the various welding procedures involved in the construction of the vessel.
Where the outer vessel is built to a specification, for example, IS : 2825- 1969* the welders’ qualification tests should be .in accordance with that specification.
6.2.4 During the fabrication it may be necessary to retest welders.
6.3 Testing of Vessels
be 6.3,f General - This code covers a variety of types of vessels which ma) subjected in service to a wide range of conditions. The tests described
.below reflect this variety of circumstances, and it is not necessarily appro- priate that all the tests be -applied to a particular vessel. The tests are basically of two types, those intended to prove the integrity of the vessel as a whole and those intcnde! to show that the lining is free from leaks. The order in which-the tests are to be done should be considered carefully, both
27

IS : 4682 (Part IX) - 1914
from safety aspects and because some tests can interfere with others; for example, water trapped in small perforations in a lining following a hydraulic pressure test may prevent the leak3 being found in a sensitive leak test.
In vessels operating at temperatures above 100°C it is essential that water is not trapped between the lining and the shell, and this is most likely to occur during testing operations. Where test or purge holes are drilled through the vevrel walls they should be left as tell-tale hole-s to show any leak in service. They will then serve as .vents to release any vapour pressure behind the sections of lining during operation should there be any water or other vola- tile liquid included as a result of test or in the event of a leak.
6.3.2 Pressure Test
6.3.2.1 Gemral - Pressure tests can serve two purposes; to prove that the shell of the vessel is satisfactory for the intended service, and to prove the integrity of the lining under working conditions. In some cases there are advantages in using separate tests at different times for these purposes. The shelL should be tested hydraulically to the test pressure laid down in the specification to which it is made, but it may be convenient to carry out this test before work on the lining is complete, or even before it is begun, and to prove the lining by a pneumatic or hydraulic test at a lower pressure (at leayt the working pressure) when the vessel is complete. Appropriate precautions should be taken if a pneumatic test is used, and such a test should be done only if fabrication operations done after the main pressure test are such that they do not impair the integrity of the shell. The use of a pneumatic test has the advantage that sensitive leak detection techniques can be used subsequently.
6.3.2.2 Testing of ktegrally clad vessels - The clad vessel should be hydraulically tested and this should be carried out when the fabrication of thesteel vessel is complete but before the lining of branches and the attach- ment of cover straps to the shell welds. The branch linings and cover straps should be tested by a halogen, helium or radio-active test, the test gas being introduced between the shell and the cover straps by way of holes drilled in the vessel wall. A prior air test at low pressure is recommended before the leak procedure detailed above.
A second pressure test (te at least w&king pressure) should be carried out , when the vessel is complete.
6.3.2.3 Tkti&g of loose limd vcsscls -The loose lined vessel should be pressure tested when complete after test for continuity of the lining. Where a prior hydraulic test to the normal test pressure has been done this test may be to a lower pressure, at least the working pressure, and may be a pneumatic test.
6.33’ Tests for Contkit~ of the Lining
6.3.3.1 @ye-/metrant test - Welds in the lining or in a clad vessel should
28

Is : 4682 (Part Ix) - 1974
be examined by a dye-penetrant teehnique, and any cracks or porosity repaired before further testing.
The dye-penetrant test may be omitted if a sensitive leak detection test, such as described in 6.3.3.3, is to be applied.
6.3.3.2 Air te.st -The lining should first be tested by introducing a. pneumatic pressure between the shell and lining and the welds swabbed with soap and water. A pressure of above 35 kPa is adequate to detect any leaks and these will show up as a cluster of bubbles. High pressure is not an indication of more stringent testing as the air from pinholes may jet through the soapy water and produce few or no bubbles. and hence not be detected. There is also a danger of lifting and bulging the lining with pressures above 50 kPa.
Air may be introduced by one of two methods, either a) drilled and tapped holes through the vessel, or b) drilled and tapped holes through the lining plates.
Another method requires a rubber cup of suitable size and similar in shape to a stethoscope which is attached by a rubber tube to a small vacuum pump. The rim of the cup is moistened with soap solution, glycerine or other viscous liquid so that a seal is formed and the cup moved over the surface of the welded seams. Where the weld is sound the cup will either collapse under suction or draw air through the-sealing liquid, and leaks are found where there is no collapse or drawing in of air. This method will only be successful when the weld beads are kept flush with the adjoining metal.
A further alternative is to use a vacuum box fitted with a glass top and sealed to the vessel by a soft rubber gasket. The surface of the vessel is moistened with a soap solution and the box placed over the area to be tested, and the presence of a leak is shown by formation of bubbles visible through the glass top of .the vacuum box. It is not necessary to introduce air pressure between shell and lining, although the sensitivity is increased if this is done.
A more sensitive test is obtained by introducing air into the vessel itself and checking for leakage at vent holes in the shell. Leakage can be detected by use of soap solutions, ultra-sonic detectors or by connecting manometers or other pressure indicating devices to the vent holes. This technique allows use of higher air pressures than can be safely introduced between the shell and lining, but it can only show the approxtmate location of a leak, which should be located accurately ,by, for example, dye-penetrant examina- tion of the inner surface of the vessel or done of the sensitive leak detection methods described in 6.3.3.3.
6.333 Sendive leak akection techniques - A ntrmber of techniques can be used in which the ‘vessel or the space between shell and lining-is pres- surized with air containing a small amount of an ‘impurity’, the active agent; leaks are detected by devices which are very sensitive to traces of the active
29

IS : 4682 (Part IX) - 1974
agent. The techniques are extremely sensitive, and should be used only when it is important to ensure that the integrity of the lining is greater than can be established by the methods described in 63.3.l.and 6.3.3.2. Because the detection elements are so sensitive, the level of leakage rate that is con- sidered significant should be determined by experiment, or calculation, or prior experience, and the techniques should apply only after an air test has been done to eliminate major leaks which would contaminate the air sur- rounding or inside the vessel and prevent small leaks being detected. The tests are best done by introducing air containing the detection agent into the space between shell and lining, and examining the inner surface of the vessel for leaks. Greater sensitivity can be obtained by pressurizing the vessel and testing at vent holes in the shell, as higher pressures can be used, but this method does not allow precise location of individual leaks.
Four basic methods are available differing in the nature of the impurity and method of detection. In each case a sample of air from the region under test is drawn through the sensing element.
4
b)
cl
4
The detection agent-is a halogen or halogen compound, such as dichlorodifluoromethane, and the sensing element depends on the increase in positive ion formation which occurs at a heated platinum surface when the halogen content of the surrounding air increases.
The detection agent is helium gas, and the sensing element a mass spectrometer.
The detection agent is a radioactive isotope and ‘the sensing ele- ment isa scintillation counter or other appropriate device.
The detection agent is hydrogen, helium or argon, and the sensing element depends on changes in thermal conductivity of air caused by the presence of the second gas.
Suitable precautions against the hazards introduced by the presence of the active agents should be taken.
63.4 lkting of Vessels Subject to Arduous Conditions - Additional tests for vessels which are to be operated under vacuum conditions or subject to thermal and pressure recycling should be considered.
6.3.5 Tests for Contamindtion - The ‘.tests described in Appendix B should be used to ensure that the precautions employed to avoid or remove surface metallic contamination are effective. Iron is the most likely contaminant, as well as the most dangerous, and the use of the precautions described in 5.6, combined with these tests, provide an effective precaution against contamination by iron and other metals.
Tests for iron contamination are required on surfaces in the vicinity of welds immediately before welding; on surfaces to be heated above 400°C; and on the complete assembly. The number of such tests should be chosen by agreement between the fabricator and the customer after consideration .of the circumstances.
30
/ .

necessary to carry out spot checks as a quality control procedure, but more extensive testing for iron’ contamination may be required if the precaution3 against contamination cannot be fully employed.
Other tests for iron contamination, or variations in the composition of the reagents than those described in Appendix B may be used after agreement between the fabricator,and the customer.
6.4 Maintenance and Repair
6.4.1 Any lined vessel should be placed on a schedule for routine inspec- tidn for possible failure of the lining, which may be caused by:
4 b) 4
4 4
corrosion, both general and localized;
erosion by movement of a product in the vicinity of branches;
distortion and ultimate tearing of lining plates due to operational Wl2SW-S;
cracksj and
bulging of the lining due to:
1) moisture trapped behind the lining during fabrication;
2) expansion of gas, forced behind the lining through a pinhole under high pressure, when the high pressure is released; and
3) a collapse of a loose lining due to inadvertent exposure to vacuum conditions..
6.4.2 Before any repair to a lining is carried out the original lining in the defective area should be removed and the exposed shell surfaces thoroughly cleaned and ‘made good, if necessary; extreme care should be taken to en- sure that all moisture and products of corrosion have been removed before the repair is effected.
Where damage to the steel shell has occurred care should be taken to ensure that any repair procedure is compatible with the subsequent lining technique and safe operation of the vessel.
Purge holes should be drilled in the vessel wall and a supply of inert gas supplied to the underside of any welded joints made to effect the repair.
6.4.3 If tell-tale holes or holes to prevent build up of gas pressure have been incorporated in the shell it is important that the holes are kept open and that operating personnel are instructed to report any &dence of leak immediately.
is t 4682 (Part lx) - 1974
If precautions against contaminakion are fully employed it will only be ’
31

IS : 4682 (Part IX) - 1974
APPENDIX A (Cluwe 0.6 j
EXCHANGE OF INFORMATION
A-l. Early consultation and exchange of information should take place between the lining contractor and all parties concerned in the design, manu- facture, erection and use of the vessels and equipment to be lined. Complete and accurate scale drawings should be made available to all parties concerned.
These consultations should cover the following: I
4
bj
i’, 4
f >
I 8x1
4
3 W
4
4 P)
9)
Construction of equipment or vessel to be lined, including location of welds, design of branches and fittings, joints and internal supports for any loose equipment to be fitted later. Nature and concentration of media for which the vessel or equipment is to be used. Service temperature and pressure ranges. Whether vessel will be subjected to vacuum. Other factors influencing stresses on linings, for example, expansion, contraction, vibration, and erosion. Velocity of contents and any abrasive characteristics to be met, especially at points of their entry to the vessel. Means of access for lining materials and installation crew and equipment, lifting facilities, etc. Details of site conditions, where existing vessel, has been in service on site, that may affect this work being carried out in situ. Safety measures on site. Existing surface finish of the vessel to be lined, that is, pitting or thinning due to corrosion, inclusion of traces of product, etc. Inspection and testing of the lining and vessel, including welders’ qualification tests. Whether the vessel is to be internally or externally heated. Media other than working media which will be used, for example, steam or chemical agent for cleaning: Start up and shut down conditions.
APPENDIX B (Cluuses 5.6.1, 5.6.3 and 6.3.5)
TESTS FOR lRON CONTAMINATION
El. TESTS
B-l.0 The following tests for iron contamination are recommended.
32

IS : 4682 (Park Ix) - a974
B-X.1 Ferraxyl Test - The test solution is made .up by dissolving 7 g of potassium ferricyanide and 4.5 ml of nitric acid (65 percent concentration) in 214 ml of distilled water*. (Th e solution deteriorates in a few days, becoming cloudy, and should therefore be used shortly after it is made up.) The test may be done in two ways.
B-1.1.1 Soak a filter paper in the solution and apply this to the surface under examination ensuring good contact over the whole surface. ~The presence of iron is revealed by a blue coloration almost immediately. after application of the paper in those areas which contain iron contamination.
B-1.1.2 Swab or spray the surface to be tested using the solution. Iron contamination is again disclosed by blue coloration. It may be helpful to increase the viscosity of the solution by the addition of iron-free gelatine or similar agent, and this will be permitted as long as it is demonstrated that the presence of the gelatine or similar agent does not interfere with the sensitivity of the test.
B-l .2 Phenanthroline Test - The reagent, which is used for calorimetric
determination of iron in titanium and other alloys, is made up as follows:
4
b)
4
4
Dissolve 272 g of hydrated sodium acetate (CHsCOO Na 3HsO) in about 500 ml of hot dttilled water+, add 240 ml glacial acetic acid and dilute to 1 live with distilled water*. Dissolve 3.5 g of hydroxylamine hydrochloride (HO.NH,.HCl) in 350 ml of distilled water*. Dissolve 2.5 g of*1 : 10 phenanthroline monohydrate in about 200 ml of hot distilled waters and dilute to 300 ml. Mix solutions (a), (b) and (c) together to make 1 650 ml. The mixed solution is reasonably stable, and provided that it is’kept in a stoppered bottle, it has a shelf life of 2 to 3 months.
The procedure is the same as for the ferroxyl test, that is, a filter paper soaked in the solution is laid over the surface to be tested, again ensuring good contact between paper and metal surface. Iron contamination is shown by an orange-red coloration in the contaminated region.
B-I.3 Because the phenanthroline solution is more stable it is more conve- nient than the ferroxyl test where only a limited amount of testing is to be done. Both reagents react to some extent with iron bearing dust, including rust, so that it is recommended that the surfaces to be tested are swabbed with an approved solvent (see 5.1.2) before the test. After the test the reagent should be removed from the titanium surface by washing with potable water, followed by rinsing in an approved solvent (see 501.2).
l Ikmiieralizcd water may be used in place ofdistilled water in any ofthc reagents described.
33

It 4682.(Part Ix) - 1974
(WJionr bw 2)
Process Vessels Subcommittee, EDC 57 : 2
Cbtwener w-h sfpu A. P. RAO Bharat Heavy Plate and Vessels Ltd, Visakba-
4 patnam
M&s
SHRI c. B&au RAO (A&n& to Shri A. P. Rao)
I+t Asow HWAIN Regional Raacch Laboratory, Hyderabad Sau H. SHRIPATI UO (&&me&)
Ssiiu B. R. B~mtiwpat Swnr B. ~B~ERJEE (Al&mu&)
The A. P. V. Bag&c&g Co Private Ltd, Calcutta
Smu N. K. B~JZRUK National Chemical La Saar S. Gxiom
~CS~), Poona
Da S. K. &ANDA (A&emu&) I. c. I. (India) Rivate Ltd,
SHni R. S. GROVER The Ral h M. Paraoua cOofA&X, BoabaY Sziar P. V. S. N AXBDoTWIUPAD (- 7
SHRI H. H. JETHANANDANI The Fertilizer Ckwporation of India Ltd, D&t
Da 0. P. KHARSANDA &rZZ%ubrD Limited. Bombay SHar P. M. h’fEIiTA (&ma&)
DR M. G. KRISHNA Indii Institute of Petroleum (CSIR). De& Dun SHRI H. K. h’%ULCkiANDANI (All)
SW P. K. PN Esso Standard R&&g Co of India Ltd, Bombay S_pu V. M. &o The K. C. P. Ltd, Madras
SHRI K. SMM.WA bo (&m&u) SHRt R. SAD.~D~PA CHARI Rurmah~hcll Rdincrica Ltd, Bombay
SH~U S. L. ARAXHA (Alternate) DR D. C. TAPADAR DR D. S. VISWANATH
Engineers India Ltd, New Delhi Lndiin Institute of Science, Bangal&

INDIAN STANDARDS
IS.
2843-1964 Recommendation on nominal capacities for process equipment 2844-1964 Recommendatioiron nominal dtmeten for process equipment
2845-1964 Recommendation on nominal prusures for process equipment
2846-1964 Recommendation on non+al temperatures for process equipment 3030-E&5 Recommeudations for let&k symbols, signs and abbreviatious used in chemical
engineering 31’32-1965 .Recommendations for shalt diametm fbr chemiud equipment 3133-1965 Manhole and inspection opaliupfm JKmul apipment 3223-1967 Graphical symbols for process llbtluurcment and control functions
3232-1965 Recommendations on graphical symbols lbr process flow diagrams 3233- 1965 Glossary of terms for safety and relief valves and their parts 3612-1966 Classiication and methods & measming capacity of crushmg and grinding
equipment
4849-1968 Formed ends for tanks and pressure vessels 4092-1967 Basket type centrifuges 41 M-1967 Glossary of terms used in high vacuum technology 4179-1967 Sizes of process vessels and leading dimensions
4254-1967 Jaw crushers
4255-1967 Gyratory and cone crushers 4503-1967 Shell and tube type heat exchangers 4642-1968 Ball, pebble and tube mills 4682 (Part Q-1968. Code of practice for lining ofvessels and equipment for chemical~prccesses:
Part I Rubber liig 4682 (Part II)-1969 Code of practice for lining of vessels and equipment for chemical
processes: Part II Glass enamel lining 4682 (Part III)-1969 Code of practice for lining of vessels and equipment for chemical
processes: Part III Lead lining 4682 (Part IV)-1969 Code of practice for lining of vessels and equipment for chemical
processes: Part IV Plasticized PVC lining 4854 (Part I)-1969 Glossary of termsfor valves and their parts: Part I Screw down stop,
check and gate valves and their parts 4854 (Part II)-1968 Glossary of terms for valves and their parts: Part II Plug valves and
cocks and their parts
4864-1968
487:1968 1 Shell flanges for vessels and equipment
4864-1968 General requirements 4865-1968 Welded shell flanges for non-pressure service 4866-1968 Welded shell flanges for carbon steel pressure vessels and equipment 4867-1968 Welded neck shell flanges for carbon steel pressure vessels and equipment
4868-1968 Welded shell flanges for stainless steel pressure vessels and equipment

4869-1968 Welded shell flanges with hub for stainless steel pmure vessels and equipment 4870-1968 Flat gaskets for shell flanged 5036-1969 Recessed plate type and plate, and fiame type filter prarses 5428 (Part I)-1969 Gauge glasses for pressure vessels and boilers: Part I Gauge glasses 5428 (Part II)-1969 Gauge glasses for pressure vessels and boilen: Part II Protector glasses
for tubular gauge glasses 5675-1971 Rotary-disk vacuum filters 6034- 197 1 Edge type vacuum filters 6076-1971 Dimensions for vacuum flanges 6088-1971 Oil-to-water heat exchangers for transformers 6 157-197 1 General rules for inspection of valvea and cocks for fluid-control purposes 6202- 197 1 Flat glass oil level gauges for oil storage tanks 6838-1973 Dimensions of ‘0’ rings for vacuum flanges and of grooves in vacuum flanges 6849 (Part I)-1973 Methods of measurement of the performance characteristiw of positive-
displacement vacuum pumps: Part I Measurement of the volume rate of flow (pumping speed)
6849 (Part II)-1973 Methods of measurement of-the performance characteristics of positive- displacement vacuum pumps: Part II Measurement of the ultimate pressure





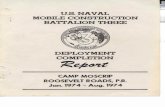
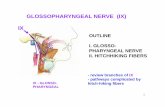

![ras Oncogenes in Human Cancer: A Review1cancerres.aacrjournals.org/content/canres/49/17/4682.full.pdf · (CANCER RESEARCH 49. 4682-4689, September I. 1989] Review ras Oncogenes in](https://static.fdocuments.in/doc/165x107/5ade02567f8b9a213e8d8613/ras-oncogenes-in-human-cancer-a-cancer-research-49-4682-4689-september-i-1989.jpg)




![88 STAT. ] PUBLIC LAW 93-438-OCT. 11, 1974 1233 TITLE IX](https://static.fdocuments.in/doc/165x107/623348eaea1ded260d67b3c3/88-stat-public-law-93-438-oct-11-1974-1233-title-ix.jpg)




