Investigation of Mechanical Properties of Natural Fiber...
13
Investigation of Mechanical Properties of Natural Fiber Reinforced Polymer Hybrid Composites S. Nageswara 1 , S. Lakshmi Narayana 2 , M. Gangaraju 3 , K. Reddi Prasad 4 , Salla Venkata Subba Reddy 5 1,2&3 Assistant Professor, Mechanical Engineering Dept., Sree Vidyanikethan Engineering College, Tirupathi, AP, India 4 Assistant Professor, Mechanical Engineering Dept., Sri Venkateswara College of Engineering & Technology, Chittoor, AP, India 5 Assistant Professor, Mechanical Engineering Dept., Veltech Rangarajan Dr. Sagunthala R&D Institute of Science and Technology, Avadi, Chennai, Tamil Nadu, India 1 [email protected], 2 [email protected], 3 [email protected], 4 [email protected] Abstract: Now-a-days material technologies are playing major role for the development of products in various fields. Many researches are searching for structural materials of high strength to weight ratio and low cost. Generally strong materials are relatively dense and light materials have less strength. In order to achieve high strength and less weight we go for composite materials. In composite materials we use glass fibre as a base material and add natural fibres for improving the mechanical properties. This paper focuses on preparation of three different specimens using sisal fibre, coconut fibre and mixed of sisal and coconut fibre, and the strengths of this specimen are determined by conducting tensile and flexural tests. The final results of various composite specimens’ results tabulated and discussed. Keywords: Natural Fiber, Sisal, Coconut Fibre, Had Layup Method, Tensile Test and Flexural Test. 1. INTRODUCTION India endowed with an abundant availability of natural fiber such as Jute, Coir, Sisal, Pineapple, Ramie, Bamboo, Banana etc. has focused on the development of natural fiber composites primarily to explore value-added application avenues. Such natural fiber composites are well suited as wood substitutes in the housing and construction sector. The development of natural fiber composites in India is based on two pronged strategy of preventing depletion of forest resources as well as ensuring good economic returns for the cultivation of natural fibers. The developments in composite material after meeting the challenges of aerospace sector have cascaded down for catering to domestic and industrial applications. Composites, the wonder material with light-weight; high strength-to-weight ratio and stiffness properties have come a long way in replacing the conventional materials like metals, wood etc. The material scientists all over the world focused their attention on natural composites reinforced with Jute, Sisal, Coir, Pineapple etc. primarily to cut down the cost of raw materials. The entire human activity is entwined with the use of materials. For millennia, humans have endeavored to use readily available materials like stone, clay, mud, wood, bone, hide and other vegetable produce for the construction of their homes, tools and implements and means of transport. As centuries rolled, man discovered the secrets of nature and learned to exploit. He started building synthetic materials. There has been a gradual decline of the direct application of natural resources. Further we have reached to view that use of traditional materials is inferior to synthetic materials. Fiber reinforced composites, a new class of synthetic materials have attracted the aerospace and transportation industry due to their weight savings and many other superior properties over conventional metallic materials. IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES VOLUME 5, ISSUE 3, MAR/2018 ISSN NO: 2394-8442 http://iaetsdjaras.org/ 519
Transcript of Investigation of Mechanical Properties of Natural Fiber...

Investigation of Mechanical Properties of Natural Fiber Reinforced
Polymer Hybrid Composites
S. Nageswara1, S. Lakshmi Narayana2, M. Gangaraju3, K. Reddi Prasad4,
Salla Venkata Subba Reddy5
1,2&3Assistant Professor, Mechanical Engineering Dept., Sree Vidyanikethan Engineering College, Tirupathi, AP, India 4Assistant Professor, Mechanical Engineering Dept., Sri Venkateswara College of Engineering & Technology,
Chittoor, AP, India 5Assistant Professor, Mechanical Engineering Dept., Veltech Rangarajan Dr. Sagunthala R&D Institute of Science and
Technology, Avadi, Chennai, Tamil Nadu, India [email protected], [email protected], [email protected], [email protected]
Abstract: Now-a-days material technologies are playing major role for the development of products in various fields.
Many researches are searching for structural materials of high strength to weight ratio and low cost. Generally strong
materials are relatively dense and light materials have less strength. In order to achieve high strength and less weight we go
for composite materials. In composite materials we use glass fibre as a base material and add natural fibres for improving
the mechanical properties. This paper focuses on preparation of three different specimens using sisal fibre, coconut fibre
and mixed of sisal and coconut fibre, and the strengths of this specimen are determined by conducting tensile and flexural
tests. The final results of various composite specimens’ results tabulated and discussed.
Keywords: Natural Fiber, Sisal, Coconut Fibre, Had Layup Method, Tensile Test and Flexural Test.
1. INTRODUCTION
India endowed with an abundant availability of natural fiber such as Jute, Coir, Sisal, Pineapple, Ramie, Bamboo, Banana
etc. has focused on the development of natural fiber composites primarily to explore value-added application avenues. Such
natural fiber composites are well suited as wood substitutes in the housing and construction sector. The development of
natural fiber composites in India is based on two pronged strategy of preventing depletion of forest resources as well as
ensuring good economic returns for the cultivation of natural fibers.
The developments in composite material after meeting the challenges of aerospace sector have cascaded down for
catering to domestic and industrial applications. Composites, the wonder material with light-weight; high strength-to-weight
ratio and stiffness properties have come a long way in replacing the conventional materials like metals, wood etc. The material
scientists all over the world focused their attention on natural composites reinforced with Jute, Sisal, Coir, Pineapple etc.
primarily to cut down the cost of raw materials.
The entire human activity is entwined with the use of materials. For millennia, humans have endeavored to use readily
available materials like stone, clay, mud, wood, bone, hide and other vegetable produce for the construction of their homes,
tools and implements and means of transport. As centuries rolled, man discovered the secrets of nature and learned to
exploit. He started building synthetic materials. There has been a gradual decline of the direct application of natural
resources. Further we have reached to view that use of traditional materials is inferior to synthetic materials. Fiber reinforced
composites, a new class of synthetic materials have attracted the aerospace and transportation industry due to their weight
savings and many other superior properties over conventional metallic materials.
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/519

Today they find wide applications in containers, sports goods, electronics and appliances as well as in medical field.
These composites are synthesized from different kinds of fibers, such as: glass, aramid, graphite, carbon, boron, etc., and
matrix materials such as polyester and epoxy resins. They have excellent properties but they are not biodegradable. Mostly
they are incinerated or disposed in landfills resulting in emission of toxic gases or cause soil impermeability. Recycling and
disposal of these materials pose adverse effect on the environment. Thus the need for sustainable materials has driven the
scientists and engineers for reviving the use of natural materials and development of composites called green composites
that can be disposed easily without posing problems to the environment. During the past decade, number of industries such
as the automotive, construction and packaging, have turned towards utilization of new biocomposites materials as an
alternative to synthetic fiber composites. These composites have been developed using various natural fibers like sisal, jute,
kenaf, palmyra, etc., and polyester and epoxy resins.
2. LITERATURE REVIEW
Fiber reinforced composites are popularly being used in many industrial applications because of their high specific
strength and stiffness. Due to their excellent structural performance, these composites are gaining potential also in
tribological applications [12]. In this type of composites the second phase is in the form of fibers dispersed in the matrix
which could be either plastic or metal. Usually the fiber reinforcement is done to obtain high strength and high modulus.
Hence it is necessary for the fibers to posses higher modulus than the matrix material, so the load is transferred to the fiber
from the matrix more effectively. Natural fibers to the maximum extent fulfill these criteria and therefore have drawn
worldwide attention as a potential reinforcement material for the composites.
Natural fibers currently used as reinforcements in composite materials include jute, sisal, pineapple, abaca and coir. The
abundance and low cost of natural fibers combined with their low density and reduced wear on processing machinery makes
these fibers suitable for use in composite materials. Synthetic fibers such as carbon or glass fibers have constant diameters;
smooth surfaces and considerable rigidity. On the other hand, natural fibers can be flexible, have variable diameters along
the length of each fiber and have rough surfaces. Natural fibers are also sensitive to temperature and moisture and usually
have irregular cross section.
3. THEORETICAL BACKGROUND
3.1 STRUCTURE AND CHEMICAL CONSTITUENTS OF NATURAL FIBERS
All plant species are built up of cells. When a cell is very long in relation to its width it is called a fiber. The cellulose,
hemicelluloses and lignin are the basic components of natural fibers, governing the physical properties of the fibers. The
principal chemical constituents of fibers from various plant fibers are shown below in Table3.1.
Table 3.1: The Estimated values of the chemical composition of plant fibers (percentages)
Material Cellulose (%) Hemicellulose (%) Lignin (%) Pectin (%)
Flax 81 14 3 2
Jute 72 13 13 <1
Hemp 74 18 4 1
Sisal 73 13 11 1
Cotton 92 6 - -
Ramie 76 15 1 2
Wood 45 23 27 -
Coir 43 <1 45 4
Straw 40 28 17 8
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/520

3.2 PROPERTIES OF NATURAL FIBERS
Natural fibers have always found wide applications from the time they gained commercial recognition. Their versatility
is based on the following desirable material properties. Very good mechanical properties, especially tensile strength.
Table 3.2: Mechanical properties of Natural fibers compared to conventional composite Reinforcing fibers
Fibre Density
(g/cm3)
Tensile Strength
(MPa)
Young’s Modulus
(GPa)
Cotton 1.5-1.6 287-597 5.5-12.6
Jute 1.3 393-773 26.5
Flax 1.5 345-1035 27.6
Hemp - 690 -
Ramie - 400-938 61.4-128
Sisal 1.5 511-635 9.4-22
Coir 1.2 175 4-6
Viscose (Cord) - 593 11
Soft wood Kraft 1.5 1000 40
E-glass 2.5 2000-3500 70
S-glass 2.5 4570 86
Aramid (normal) 1.4 3000-3150 63-67
Carbon (Standard) 1.4 4000 230-240
4. FABRICATION OF LAMINATES
4.1 STRUCTURE OF COMPOSITE
Structure of composite material determines its properties to a significant extent.
Nature of the constituent material (bonding strength)
The geometry of the reinforcement (shape, size)
The concentration distribution (vol. fraction of reinforcement)
The orientation of the reinforcement (random or preferred).
Good adhesion (bonding) between matrix phase and displaced phase provides transfer of load applied to the material
to the displaced phase via the interface. It is required for achieving high level of mechanical properties of composites.
Very small particles less than 0.25 micrometer finely distributed in the matrix impede movement of dislocations and
deformation of the material. They have strengthening effect. Large dispersed phase particles have low shear load applied to
the material resulting in increase of stiffness and decrease of ductility.
Orientation of Reinforcement
Planar: In the form of 2-D woven fabric. When the fibers are laid parallel, the composite exhibits axistrope.
Random or Three Dimensional: The composite material tends to posses isotropic properties.
One Dimensional: Maximum strength and stiffness are obtained in the direction of fiber
4.2 MATERIALS FOR COMPOSITES
The materials required for preparation of composite are: Coconut Coir; Sisal; Poly Vinyl Alcohol (PVA); Isophthalic resin;
Glass plates; Accelerator; Catalyst.
Coconut Coir: Coconut Coir is a lingo-cellulosic natural fiber. It is a seed-hair fiber obtained from the outer shell, or husk,
of the coconut, the fruit of Cocos-nucifera. The coarse, stiff, reddish brown fiber is made up of smaller threads, each about
0.03 to 0.1 cm long and 12 to 24 micrometer in diameter; The coir fiber is relatively waterproof and is the only natural fiber
resistant to damage by salt water. The fibrous layer of the fruit is separated from the hard shell manually by driving the fruit
down onto a spike to split it (de-husking).
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/521

Fig 4.1: Coconut Coir Fibre Fig 4.2: Sisal Fibre
Sisal: Sisal with the botanical name agave sisalana is a species of agave native to southernmexico. It yields a stiff fiber used
in making various products. The sisal fiber is traditionally used for rope and twine and has many other uses including paper,
cloth, wall coverings, carpets, and dartboards. Sisal is fully biodegradable and highly renewable resource of energy. Sisal fiber
is exceptionally durable and a low maintenance with minimal wear and tear. Sisal fiber is extracted by a process known as
decortication, where leaves are crushed and beaten by a rotating wheel set with blunt knives, so that only fibers will remain.
Poly Vinyl Alcohol: Polyvinyl alcohol was first prepared by Hermann and Haehnel in 1924 by hydrolyzing polyvinyl acetate
in ethanol with potassium hydroxide. Polyvinyl alcohol is produced commercially from polyvinyl acetate, usually by a
continuous process. Polyvinyl alcohol is not known to occur as a natural product. It is soluble in water, slightly soluble in
ethanol, but insoluble in other organic solvents. Typically a 5% solution of polyvinyl alcohol exhibits a pH in the range of
5.0 to 6.5. Polyvinyl alcohol has a melting point of 180o to 190°C. It has a molecular weight of between 26,300 and 30,000
g/mol, and is shown in Figure 4.3.
Fig4.3: Poly Vinyl Alcohol, Fig4.4: Isophthalic Resin
Isophthalic Resin: The isophthalic resins are characterized by greater strength, heat resistance, toughness and flexibility. The
acid groups are separated by one carbon of benzene ring. This increases the opportunity to produce polymers with great
linearity and high molecular weight and is shown in Figure 4.4. They are mainly used in automotive parts, gasoline, swimming
pools, bowling walls aerospace products and civil construction products.
Fig4.5: Accelerator Fig4.6: Catalyst
Accelerator: Cobalt naphthenate is used as accelerator is shown in Figure4.5. It is a mixture of cobalt derivatives
of naphthenic acids and is soluble in organic solvents as an organometallic compound. Cobalt naphthenate is the cobalt salt
of naphthenic acids.
Catalyst: Methyl Ethyl Ketone Peroxide is used as catalyst is shown in Figure4.6. In the composites industry for polyester
and vinyl ester resins. It reacts with the resin to turn it from a liquid to a solid (cure it). MEKP is organic peroxide. MEKP
is the most widely used in contact moulding for room temperature cure.
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/522

Glass Plates
E-Glass: Corrosion and Environmental resistance.
C-Glass: Higher Acid Resistance.
Z-Glass: Corrosion and Alkali resistant.
Fig 4.7: Glass plates
5. SPECIMEN PREPARATION AND TESTING
5.1 PREPARATION OF SPECIMENS
Specimens for flexure test and water absorption test as per ASTM standards are prepared [15] [16]. The unidirectional
lamina is 5 mm thick. The dimensional details of each type of specimen are presented in respective diagrams.
First Wax polish is applied on the surfaces of the base plates and poly vinyl alcohol (PVA) is applied with a brush and
allowed to dry for few minutes to form a thin layer. These two items will help in easy removal of the laminate from the base
plates. PVA also provides a glossy finish to the surfaces of the laminate. The unsaturated general purpose Isophthalic resin
is taken along with 2% each of catalyst-MEKP and accelerator- Cobalt naphthenate. The weight of the resin is 6 times the
weight of the fiber mat taken for the laminate. The catalyst initiates the polymerization process and the accelerator speeds
up this process. Initially the catalyst is added and then the accelerator is added next. The contents are thoroughly stirred and
then placed on the base surface and spread uniformly with the brush. The fiber mat is placed over the resin mix and then
trolled with the roller to wet the mat uniformly and to remove the air entrapped. Further, quantity of resin is placed over
the rolled mat and once again pressing is done by the roller for uniform distribution of the resin over the surface of the mat.
It is always preferable to add lesser quantity of accelerator than the specified amount of accelerator to avoid solidification of
the contents before they are applied over the surfaces. Then the top base plate that was already applied with the wax and
PVA is placed on the laid resin and a weight of about 1000 N is placed over for about 24 hours.
Fig 5.1: Preparation of laminate
Tensile & Flexural test specimens are cut in the form of laminates on a jig saw machine as per ASTM D 638 Standards [15].
The dimensions of the tensile test specimens are in millimeter shown in the Fig.5.2. and ASTM D790 standards [16]. The
standard dimensions for flexural test specimen are shown in the Fig 5.3.are respectively.
Fig 5.2: Standard Tensile Test Specimen ASTM D 638
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/523

Fig 5.3: Flexure Test Specimen as per ASTM D790 (1 inch = 25.4 mm)
5.2 FLEXURAL TESTING AND RESULTS Flexural (three point bending) test is conducted on the specimens of coconut coir, sisal and mixed of coir & sisal. The main
reason for using flexural strength testing was that flexural loading seemed more probable assessed application and thus this
method would give more comparative values related to reference materials. Three point bending test conducted with
crosshead speed of 1.25 mm/minute using compression testing machine supplied by Hydraulic and Engineering
Instruments, New Delhi.
Flexural strength is the theoretical value of stress on the surface of the specimen at failure. It is calculated from the
maximum bending moment by assuming a straight line stress- strain relation up to failure. When a beam of homogeneous,
elastic material is tested in flexure as a simple beam supported at two points and loaded at the midpoint, the maximum stress
in the outer fiber occurs at mid span. This stress may be calculated for any point on the load deflection curve by the following
equation.
S = (3 PL) / (2bd2)
Where L = Span in inches
S = Stress in the outer fiber at mid span in Kg/in2
P = Load at a given point in Kg
b = Width of beam tested in inches
d = Depth of beam tested in inches
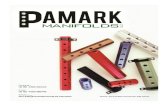
Fig 5.4: Flexural (3Point Bending) test set up
Fig 5.6: Flexural test specimens of sisal fiber after testing
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/524

Fig 5.7: Flexural test specimens of coconut coir fibre after testing
Fig 5.8: Flexural test specimens of mixed fiber after testing
Table 5.1: Flexural Test observations for Mixed Fibers
Fig 5.6: Five Flexural Test Specimens (Mixed Fibre) of Maxi. Displacement, Maxi. Load and Maxi. Flexural Strength
Values
Table 5.2: Flexural Test observations for Sisal Fibre
Specimen No Maxi Load (kN) Maxi Displacement (mm) Maxi Flexural strength (MPa)
1 0.23 1.0 0.267
2 0.28 1.2 0.325
3 0.32 1.4 0.372
4 0.36 1.4 0.418
5 0.35 1.6 0.406
0.24
0.345
0.325
0.32
0.34
1.3
1.6
1.7
1.8
2.2
0.279
0.401
0.378
0.372
0.395
0 0.5 1 1.5 2 2.5
1
2
3
4
5
Maxi Flexural Strength(MPa)
Displacement(mm)
Maxi Load(kN)
Specimen No Maxi Load (kN) Maxi Displacement (mm) Maxi Flexural Strength
(MPa)
1 0.240 1.300 0.279
2 0.345 1.600 0.401
3 0.325 1.700 0.378
4 0.320 1.800 0.372
5 0.340 2.200 0.395
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/525

Fig 5.7: Five Flexural Test Specimens (Sisal Fibre) of Maxi. Displacement, Maxi. Load and Maxi. Flexural Strength Values
Table 5.3: Flexural Test observations for Coir Fibre
Specimen No Maxi Load (kN) Maxi Displacement (mm) Maxi Flexural Strength (MPa)
1 0.150 0.8 0.174
2 0.230 1.1 0.267
3 0.260 1.5 0.302
4 0.305 1.9 0.354
5 0.325 1.5 0.378
Fig 5.7: Five Flexural Test Specimens (coconut coir Fibre) of Maxi. Displacement, Maxi. Load and Maxi. Flexural
Strength Values
5.3 TENSILE TESTING AND RESULTS
Fig 5.5: Tensile test set up
The tensile test setup shown in Figure 5.5.Tensile test is conducted on the specimens of coconut coir, sisal and mixed of
coir & sisal. After failure the specimens are shown in Fig 5.9, Fig5.10 and Fig.5.11.The experimental values of tensile test for
five specimens are tabulated in Table5.4, Table5.5, and Table5.6. And also drawn Fig.5.9, Fig.5.10, Fig. 5.11 for each
specimen for the values of Maxi. Load. Maxi. Displacement, Maxi. Stress and Maxi. Strain values.
0.23
0.28
0.32
0.36
0.35
1
1.2
1.4
1.4
1.6
0.267
0.325
0.372
0.418
0.406
0 0.5 1 1.5 2
1
2
3
4
5
Maxi Flexural Strength(MPa)
Displacement(mm)
Maxi Load(kN)
0.15
0.23
0.26
0.305
0.325
0.8
1.1
1.5
1.9
1.5
0.174
0.267
0.302
0.354
0.378
0 0.5 1 1.5 2
1
2
3
4
5
Maxi Flexural Strength(MPa)
Displacement(mm)
Maxi Load(kN)
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/526

Fig 5.9: Tensile test specimens of sisal fiber after testing
Fig 5.10: Tensile test specimens of coconut coir fibre after testing
Fig 5.11: Tensile test specimens of mixed fiber after testing
Table 5.4: Tensile Test observations for Coir Fibre
Specimen
No
Maxi Load
(kN)
Maxi Displacement
(mm)
Maxi Stress
(MPa) Maxi Strain (%)
1 0.585 2.0 17 3.667
2 0.710 2.0 20 4.001
3 0.660 2.1 19 4.003
4 0.620 2.2 18 4.005
5 0.535 2.2 15 4.333
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/527

Fig 5.9: Five Tensile Test Specimens (Coir Fibre) of Maxi Load, Maxi Displacement, Maxi Stress, and Maxi Strain Values
Table 5.5: Tensile Test observations for Sisal
Specimen No Maxi Load
(kN) Maxi Displacement (mm) Maxi Stress (MPa)
Maxi Strain
(%)
1 0.595 2.1 15 4.167
2 0.770 2.0 20 4.000
3 0.805 2.0 21 3.667
4 0.935 2.5 24 4.833
5 0.970 3.0 25 5.833
Fig 5.10: Five Tensile Test Specimens (Sisal Fibre) of Maxi. Load, Maxi. Displacement, Maxi. Stress, and Maxi. Strain
Values
Table 5.6: Tensile Test observations for Mixed Fibre
Specimen No Maxi Load
(kN) Maxi Displacement (mm) Maxi Stress (MPa) Maxi Strain (%)
1 0.535 1.8 17 3.330
2 0.545 2.1 17 3.833
3 0.635 2.2 20 4.333
4 0.710 2.3 22 4.500
5 0.710 3.2 22 5.500
0.585
0.71
0.66
0.62
0.535
2
2
2.1
2.2
2.2
17
20
19
18
15
3.667
4.001
4.003
4.005
4.333
0 5 10 15 20
1
2
3
4
5Maxi Strain (%)Maxi Stress (MPa)Maxi Displacement (mm)Maxi Load(kN)
0.595
0.77
0.805
0.935
0.97
2.1
2
2
2.5
3
15
20
21
24
25
4.167
4
3.667
4.833
5.833
0 5 10 15 20 25
1
2
3
4
5 Maxi Strain (%)
Maxi Stress (MPa)
Maxi Displacement (mm)
Maxi Load (kN)
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/528

Fig 5.11: Five Tensile Test Specimens (Mixed Fibre) of Maxi. Load, Maxi. Displacement, Maxi. Stress, and Maxi Strain
Values
Table 5.7: The Maxi. Load, Maxi. Displacement and Flexure Strength for Flexural Test. (Avg of Five Specimens Values)
S.No Type of Fibre Average Maxi Load
(kN)
Average Maxi Displacement
(mm)
Avg Flexural Strength
(MPa)
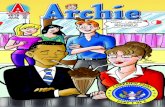
1 Coir 0.254 1.36 0.295
2 Sisal 0.308 1.32 0.358
3 mixed 0.314 1.72 0.365
Fig 5.12: Maxi. Load, Maxi. Displacement and Flexure Strength for Flexural Test (Avg of Five Specimens Values)
In the Table 5.7 shown The Maximum Load, Maximum Displacement, and Flexure Strength for Flexural Test. And in
the Fig.5.12 shows Maximum Load, Maximum Displacement and Flexure Strength for Flexural Test (for Avg of Five
Specimens Values).
Table 5.8: The Maxi. Load, Maxi. Displacement and Maxi. Stress and Maxi. Strain for Tensile Test. (Avg of Five Specimens
Values)
S.No Type of
Fibre
Maxi Load
(kN) Maxi Displacement (mm)
Maxi Stress
(MPa)
Maxi Strain
(%)
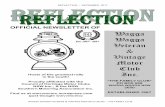
1 Coir 0.622 2.10 17.8 4.0
2 Sisal 0.815 2.32 21.0 4.5
3 mixed 0.627 2.32 19.6 4.3
0.535
0.545
0.635
0.71
0.71
1.8
2.1
2.2
2.3
3.2
17
17
20
22
22
3.33
3.833
4.333
4.5
5.5
0 5 10 15 20 25
1
2
3
4
5 Maxi Strain (%)
Maxi Stress (MPa)
Maxi Displacement (mm)
Maxi Load (kN)
0.254
1.36
0.295
0.308
1.32
0.358
0.314
1.72
0.365
0 0.5 1 1.5 2
Average Maxi Load(kN)
Average MaxiDisplacement(mm)
Average FlexuralStrength (MPa)
Mixed Fibre
Sisal Fibre
Coir Coir Fibre
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/529

Fig 5.13: Maxi. Load, Maxi. Displacement, Maxi. Strain and Maxi. Stress for Tensile Test (Avg of Five Specimens Values)
6 CONCLUSIONS AND SCOPE OF FEATURE WORK
The laminates coconut coir, sisal and mixed phase (coir & sisal) are prepared using the short fibers and unsaturated
Isophthalic resin. Fiber matrix weight ratio of 1:8 has been employed. Five specimens of each laminate prepared for Flexural
and Tensile tests as per ASTM standards and testing has been conducted as per ASTM standards and results are tabulated
below.
Table 6.1: Maxi average tensile strength:& maxi average flexural strength:values of Sisal, Coconut Coir& Mixed (Coir & Sisal).
Sl No. Type of Fibers Maxi Average Tensile Strength
(MPa)
Maxi Average Flexural Strength
(MPa)
1 Sisal 21.00 0.358 2 Coconut Coir 17.80 0.295
3 Mixed 19.60 0.365
The mixed phase shows significant improvement in the flexural test except in tensile test. The experimental results reveal
that general the mixed phase fibers are superior to all other cases of laminates. However, in case of tensile test the sisal fibers
shows better values when compared to coir and mixed phase.
Sisal fibers show considerable results as compare to the Coir fibers in both tensile and flexural tests, it includes the
abundant availability of sisal fibers to make some automobile components because of ease in extracting the fibers from best
of sisal plant.
This work may extend with chemical treatment of sisal, coconut coir, and mixed of both fiber and conduct the tensile,
flexural and water absorption tests for all the specimens and compare with without chemical treatment specimens.
REFERENCES
[1]. R. Joffe, L. Wallström and L.A. Berglund “Natural Fiber Composites Based on Flax Matrix Effects” International Scientific
Colloquium, Modelling for Saving Resources, Riga, May 17-18, 2001.
[2] A S Singha and Vijay Kumar Thakur, “Mechanical properties of natural fibre reinforced polymer composites”, Indian Academy of Sciences.
Bull. Mater. Sci., Vol. 31, No. 5, October 2008, pp. 791–799.
[3] HMMA. Rashed, MA. Islam, and FB. Rizvi “Effects of process parameters on tensile strength of jute fiber reinforced thermoplastic
composites”, Journal of Naval Architecture and Marine Engineering. 3 (2006) 1-6.
[4] M. A. Maleque, F. Y. Belal and S.M. Sapuan, “Mechanial properties study of pseudo-stem banana fiber reinforced epoxy composite”, The
Arabian Journal for Science and Engineering, Volume 32, Number 2B,October 2007, 359.
[5] Maya Jacob John, Rajesh D and Anandjiwala, “Recent developments in chemical modification and characterization of natural fiber-reinforced
composites”, published in Wiley Inter Sience, Polymer Composites February -2008, 187-207.
0.622
2.1
17.8
4
0.815
2.32
21
4.5
0.627
2.32
19.6
4.3
0 5 10 15 20 25
Maxi Load (kN)
MaxiDisplacement
(mm)
Maxi Stress(MPa)
Maxi Strain (%)
Mixed Fibre
Sisal Fibre
Coir Coir Fibre
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/530

[6] Robert J. Lambert, Professors, Charles T. Bowers, Nathaniel McKenzie, “Physical and Mechanical Properties of Composite Panels Made
From Kenaf Plant Fibers and Plastics Poo Chow”., Proceedings of the 2000 International Kenaf Symposium, Yasuura, Hiroshima, Japan.
[7] Mengeloglu. F and K. Karakus, “Thermal Degradation, Mechanical Properties and Morphology of Wheat Straw Flour Filled Recycled
Thermoplastic Composites”, Sensors 2008b, 8, 500-519.
[8] B. Wang, S. Panigrahi, L. Tabil, W. Crerar, S. Sokansanj, “Modification of flax fibers by chemical treatment”, paper presented at the
CSAE/SCGR 2003,Meeting Montreal, Quebec July 6 - 9, 2003, Paper No. 03-337.
[9] Kuruvill Joseph, Romildo Dias Toledo Filho, Beena James, Sabu Thomas and Laura Hecker de Carvalho,”A review on sisal fiber reinforced
polymer polymer composites”, R. Bras. Eng. Agríc. Ambiental, Campina Grande, 1999,v.3, n.3, p.367-379.
[10] J. George, I. Van De Weyenberg, J. Ivens and I. Verpoest, “Mechanical Properties of Flax Fibre Reinforced Epoxy Composites”, 2nd
International Wood and Natural Fibre Composites Symposium, June 28-29, 1999 in Kassel/Germany.
[11] Dr. D.P. Singh, “Hibiscus Cannabinus & Hibiscus Sabdariffa, centralresearch institute for jute & allied fibers, barrackpore” 743,24-
parganas,west bengal.
[12] Alcides L. Leao, Roger Rowell and Nilton Tavares, “Applications of natural fibres in automotive industry in brazil thermoorming process”,
Science and Technology of Polymers and Advanced Materials, 1998.
[13] Prabhukandachar and BrouserRik, “Applications of Bio-composites in industrial products, proceedings of Material Research Society
Symposium”, Netherlands702, (2002).
[14] Dr.-Ing. Dipl.-Chem. Ulrich Riedel1, Dipl.-Ing. Jrg Nickel, “Applications of Natural Fiber Composites for Constructive Parts in
Aerospace, Automobiles, and Other Areas”.
[15] ASTM D 638-01, “Standard test method for tensile properties of Plastics, American Society for Testing Materials (2001)”.
[16] ASTM D 790-61, “Standard method of test for Flexural properties of Plastics, American Society for Testing Materials (1961)”.
IAETSD JOURNAL FOR ADVANCED RESEARCH IN APPLIED SCIENCES
VOLUME 5, ISSUE 3, MAR/2018
ISSN NO: 2394-8442
http://iaetsdjaras.org/531