
Investigation of hydrodearomatization of prehydrogenated gas oil fractions on Pt–Pd/H-USY...
7
Investigation of hydrodearomatization of prehydrogenated gas oil fractions on Pt–Pd/H-USY catalysts Ga´bor Nagy a, *, Jen} o Hancso´k a , Zolta´n Varga b , Gyo¨rgy Po¨lczmann a , and De´nes Kallo´ c a Department of Hydrocarbon and Coal Processing, Pannon University, P.O. Box 158, Veszpre ´m, H-8201 Hungary b MOL-Hungarian Oil and Gas Plc., P.O. Box 1, Sza ´zhalombatta, H-2443 Hungary c Chemical Research Center, Institute of Chemistry, Hungarian Academy of Sciences, P.O. Box 17, Budapest, H-1525 Hungary Hydrodearomatization (HDA), hydrodenitrogenation (HDN) and hydrodesulphurization (HDS) of real gas oils (various sulphur, nitrogen and total aromatic content) was investigated over Pd, Pt catalysts supported on USY zeolite, whose Pd/Pt mass ratio was varied between 6:1 and 1:3, and total metal contents were between 0.90 and 0.93. The effect of Pd/Pt ratio on HDA, HDN and HDS activities is presented. The advantageous process parameters for HDA, HDN and HDS of gas oils over a selected catalyst (e.g. Pd/Pt mass ratio 3:1) were determined. Additionally, the effect of key process parameters (temperature, pressure, LHSV) on the yield and quality of products was studied. Under optimal process parameters the HDA efficiency decreased with sulphur and nitrogen content of feed. The rate of HDA enhanced with Pt content of the catalyst while HDS and HDN efficiency increased with Pd content. The maximum aromatic saturation was 85% and it decreased with sulphur and nitrogen content of the feed. KEY WORDS: hydrodearomatization; hydrodesulphurization; hydrodenitrogenation; real gas oil; noble metal catalyst; Pd/Pt mass ratio; USY zeolite. 1. Introduction In order to reduce the environmental impact and human health concerns of diesel emissions, improvement of diesel fuel quality is required. During the last 20 years the sulphur content of diesel fuels has been reduced stepwise from 1% to 50 ppm by January, 2005 and will be tightened to 10 ppm by January, 2009 [1–3]. Reasons of sulphur reduction are the environmental protection and the conservation of the activity of aftertreatment cata- lysts. Reduction of aromatic content in diesel fuels is also relevant, because it contributes to the improvement of cetane number and reduction of exhaust gas emissions, mainly hydrocarbons (HC) and particulate matter (PM). Therefore, aromatic reduction results in ‘‘cleaner’’, environmentally enhanced transportation fuels [4–6]. Beside significant sulphur reduction in diesel fuels a tougher limit for aromatic content (mainly polyaromatic content) is expected. However, more severe require- ments are scheduled in the near future which may include restrictions not only for polyaromatics but also for the total aromatic content of diesel fuels. Beside quality requirements, demand for the transportation diesel fuels (mainly in the European Union) is also increasing [1–3]. It is expected that deep hydrodearo- matization and hydrodesulphurization of gas oils may be needed in order to satisfy these requirements [4,5]. Numerous technologies have been developed for this purpose. A possible categorization of the technologies is given below [6]: – Transition metal-sulphide catalysts (CoMo- and NiMo/Al 2 O 3 ) are suitable to treat feeds with relatively high sulphur content in one stage [7]. – Noble metal catalysts (e.g. Pt, Pd, Pt–Pd supported on zeolites) tolerate partially sulphur and nitrogen content of feeds. For these catalysts the hydrogena- tion/dehydrogenation activities of the metals are inhibited by the sulphur compounds (e.g. dibenzothi- ophenes). In addition, basic nitrogen components (e.g. pyridine, quinoline, acridine) in the feeds block the acidic sites of the zeolite providing the cracking/ isomerising functions. Therefore this type of catalysts can only be applied in a second reactor (aromatic reduction) after removing the heteroatom containing compounds from the feed on a transition metal sulphide catalyst [8–10].The aromatic hydrogenation activity of noble metal/support catalysts are higher compared to the transition metal/support ones. Hydrogenation activity of noble metal catalysts is influenced by the Pd and Pt content, Pd/Pt ratio, metal dispersion, composition (SiO 2 /Al 2 O 3 ratio), acidity, specific area, pore size etc. of the zeolite support. These properties must be optimized taking into account the properties of feeds, product yield and distribution, required quality of the product (e.g. aromatic content). The aim of the present study was to determine the correlations between process parameters (temperature, pressure, liquid hourly space velocity, H 2 /hydrocarbon volume ratio), properties of catalysts (Pd/Pt ratio) and the degree of aromatics saturation in a laboratory pilot * To whom correspondence should be addressed. E-mail: [email protected] Topics in Catalysis Vol. 45, Nos. 1–4, August 2007 (Ó 2007) 195 DOI: 10.1007/s11244-007-0265-0 1022-5528/07/0800-0195/0 Ó 2007 Springer Science+Business Media, LLC
-
Upload
gabor-nagy -
Category
Documents
-
view
212 -
download
0
Transcript of Investigation of hydrodearomatization of prehydrogenated gas oil fractions on Pt–Pd/H-USY...

Investigation of hydrodearomatization of prehydrogenated gas oil
fractions on Pt–Pd/H-USY catalysts
Gabor Nagya,*, Jen}o Hancsoka, Zoltan Vargab, Gyorgy Polczmanna, and Denes Kalloc
aDepartment of Hydrocarbon and Coal Processing, Pannon University, P.O. Box 158, Veszprem, H-8201 HungarybMOL-Hungarian Oil and Gas Plc., P.O. Box 1, Szazhalombatta, H-2443 Hungary
cChemical Research Center, Institute of Chemistry, Hungarian Academy of Sciences, P.O. Box 17, Budapest, H-1525 Hungary
Hydrodearomatization (HDA), hydrodenitrogenation (HDN) and hydrodesulphurization (HDS) of real gas oils (various
sulphur, nitrogen and total aromatic content) was investigated over Pd, Pt catalysts supported on USY zeolite, whose Pd/Pt mass
ratio was varied between 6:1 and 1:3, and total metal contents were between 0.90 and 0.93. The effect of Pd/Pt ratio on HDA, HDN
and HDS activities is presented. The advantageous process parameters for HDA, HDN and HDS of gas oils over a selected catalyst
(e.g. Pd/Pt mass ratio 3:1) were determined. Additionally, the effect of key process parameters (temperature, pressure, LHSV) on
the yield and quality of products was studied. Under optimal process parameters the HDA efficiency decreased with sulphur and
nitrogen content of feed. The rate of HDA enhanced with Pt content of the catalyst while HDS and HDN efficiency increased with
Pd content. The maximum aromatic saturation was 85% and it decreased with sulphur and nitrogen content of the feed.
KEY WORDS: hydrodearomatization; hydrodesulphurization; hydrodenitrogenation; real gas oil; noble metal catalyst; Pd/Pt
mass ratio; USY zeolite.
1. Introduction
In order to reduce the environmental impact andhuman health concerns of diesel emissions, improvementof diesel fuel quality is required. During the last 20 yearsthe sulphur content of diesel fuels has been reducedstepwise from 1% to 50 ppm by January, 2005 andwill betightened to 10 ppm by January, 2009 [1–3]. Reasons ofsulphur reduction are the environmental protection andthe conservation of the activity of aftertreatment cata-lysts. Reduction of aromatic content in diesel fuels is alsorelevant, because it contributes to the improvement ofcetane number and reduction of exhaust gas emissions,mainly hydrocarbons (HC) and particulate matter (PM).
Therefore, aromatic reduction results in ‘‘cleaner’’,environmentally enhanced transportation fuels [4–6].Beside significant sulphur reduction in diesel fuels atougher limit for aromatic content (mainly polyaromaticcontent) is expected. However, more severe require-ments are scheduled in the near future which mayinclude restrictions not only for polyaromatics but alsofor the total aromatic content of diesel fuels. Besidequality requirements, demand for the transportationdiesel fuels (mainly in the European Union) is alsoincreasing [1–3]. It is expected that deep hydrodearo-matization and hydrodesulphurization of gas oils maybe needed in order to satisfy these requirements [4,5].
Numerous technologies have been developed for thispurpose. A possible categorization of the technologies isgiven below [6]:
– Transition metal-sulphide catalysts (CoMo- andNiMo/Al2O3) are suitable to treat feeds with relativelyhigh sulphur content in one stage [7].
– Noble metal catalysts (e.g. Pt, Pd, Pt–Pd supportedon zeolites) tolerate partially sulphur and nitrogencontent of feeds. For these catalysts the hydrogena-tion/dehydrogenation activities of the metals areinhibited by the sulphur compounds (e.g. dibenzothi-ophenes). In addition, basic nitrogen components(e.g. pyridine, quinoline, acridine) in the feeds blockthe acidic sites of the zeolite providing the cracking/isomerising functions. Therefore this type of catalystscan only be applied in a second reactor (aromaticreduction) after removing the heteroatom containingcompounds from the feed on a transition metalsulphide catalyst [8–10].The aromatic hydrogenationactivity of noble metal/support catalysts are highercompared to the transition metal/support ones.Hydrogenation activity of noble metal catalysts isinfluenced by the Pd and Pt content, Pd/Pt ratio,metal dispersion, composition (SiO2/Al2O3 ratio),acidity, specific area, pore size etc. of the zeolitesupport. These properties must be optimized takinginto account the properties of feeds, product yield anddistribution, required quality of the product (e.g.aromatic content).
The aim of the present study was to determine thecorrelations between process parameters (temperature,pressure, liquid hourly space velocity, H2/hydrocarbonvolume ratio), properties of catalysts (Pd/Pt ratio) andthe degree of aromatics saturation in a laboratory pilot
*To whom correspondence should be addressed.
E-mail: [email protected]
Topics in Catalysis Vol. 45, Nos. 1–4, August 2007 (� 2007) 195DOI: 10.1007/s11244-007-0265-0
1022-5528/07/0800-0195/0 � 2007 Springer Science+Business Media, LLC
plant over Pt–Pd/USY zeolite catalysts using prehy-drogenated gas oils as feedstock.
2. Experimental
2.1. Apparatus
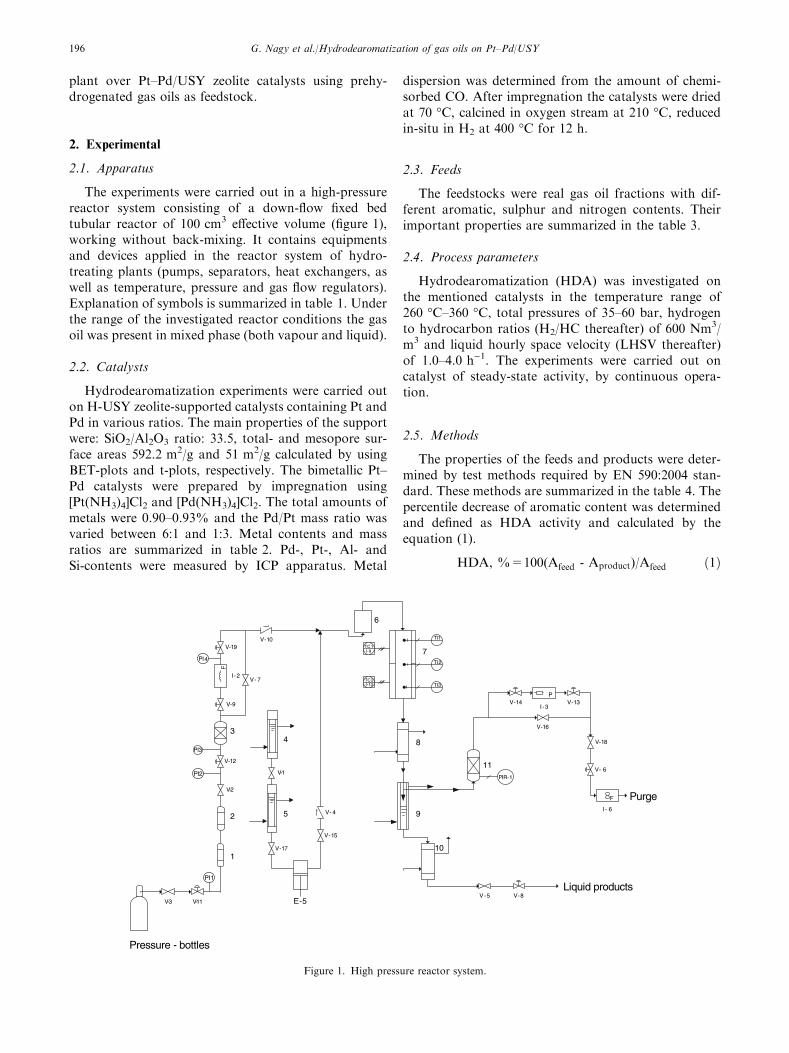
The experiments were carried out in a high-pressurereactor system consisting of a down-flow fixed bedtubular reactor of 100 cm3 effective volume (figure 1),working without back-mixing. It contains equipmentsand devices applied in the reactor system of hydro-treating plants (pumps, separators, heat exchangers, aswell as temperature, pressure and gas flow regulators).Explanation of symbols is summarized in table 1. Underthe range of the investigated reactor conditions the gasoil was present in mixed phase (both vapour and liquid).
2.2. Catalysts
Hydrodearomatization experiments were carried outon H-USY zeolite-supported catalysts containing Pt andPd in various ratios. The main properties of the supportwere: SiO2/Al2O3 ratio: 33.5, total- and mesopore sur-face areas 592.2 m2/g and 51 m2/g calculated by usingBET-plots and t-plots, respectively. The bimetallic Pt–Pd catalysts were prepared by impregnation using[Pt(NH3)4]Cl2 and [Pd(NH3)4]Cl2. The total amounts ofmetals were 0.90–0.93% and the Pd/Pt mass ratio wasvaried between 6:1 and 1:3. Metal contents and massratios are summarized in table 2. Pd-, Pt-, Al- andSi-contents were measured by ICP apparatus. Metal
dispersion was determined from the amount of chemi-sorbed CO. After impregnation the catalysts were driedat 70 �C, calcined in oxygen stream at 210 �C, reducedin-situ in H2 at 400 �C for 12 h.
2.3. Feeds
The feedstocks were real gas oil fractions with dif-ferent aromatic, sulphur and nitrogen contents. Theirimportant properties are summarized in the table 3.
2.4. Process parameters
Hydrodearomatization (HDA) was investigated onthe mentioned catalysts in the temperature range of260 �C–360 �C, total pressures of 35–60 bar, hydrogento hydrocarbon ratios (H2/HC thereafter) of 600 Nm3/m3 and liquid hourly space velocity (LHSV thereafter)of 1.0–4.0 h)1. The experiments were carried out oncatalyst of steady-state activity, by continuous opera-tion.
2.5. Methods
The properties of the feeds and products were deter-mined by test methods required by EN 590:2004 stan-dard. These methods are summarized in the table 4. Thepercentile decrease of aromatic content was determinedand defined as HDA activity and calculated by theequation (1).
HDA, %=100(Afeed - Aproduct)/Afeed ð1Þ
V-3 V-11
V-2
V-12
PI1
PI2
PI3
V-9
V-19
F
I -2
PI4
V- 7
E-5
V-1
V-17
V-15
V- 4
V-10 TI1
TI2
TI3
V-14 V-13
V-16
P
I-3
V-18
V- 6
F
I- 6
V-5 V-8
TC1I-9
TC2I-13
Pressure - bottles
1
2
34
5
6
7
8
9
10
11
Liquid products
Purge
PIR-1
Figure 1. High pressure reactor system.
G. Nagy et al./Hydrodearomatization of gas oils on Pt–Pd/USY196

where:HDA: hydrodearomatization efficiency, %,Afeed: total aromatic content of feed, %,Aproduct: aromatic content of product, %.Hydrodesulphurization (HDS) and hydrodenitro-
genation (HDN) efficiencies of catalyst were calculatedby equations (2) and (3).
HDS, %=100(Sfeed - Sproduct)/Sfeed ð2Þ
HDN, %=100(Nfeed - Nproduct)/Nfeed ð3Þ
where:HDS: hydrodesulphurization efficiency, %,HDN: hydrodenitrogenation efficiency, %,Sfeed: sulphur content of feed, %,
Sproduct: sulphur content of product, %,Nfeed: nitrogen content of feed, %,Nproduct: nitrogen content of product, %,
3. Results and discussion
First the influence of Pd/Pt ratio on the HDA, HDNand HDS activity was investigated. Results of the testscarried out obtained with feeds of high sulphur andnitrogen content (‘‘C’’ and ‘‘D’’) showed that both sat-uration of aromatics and elimination of nitrogen andsulphur took place, but to different extent. Figure 2shows the HDA activity of the catalyst as function of thePd/Pt ratio of catalysts in case of feed ‘‘D’’ at 320 �C, 45bar, H2/HC 600 m3/m3, LHSV = 1.0 h)1. Conversionof total aromatics decreased from about 39.0% to21.5% as the Pd/Pt ratio increased. Saturation of aro-matic hydrocarbons requires higher hydrogenationactivity which is provided by the platinum metal.
Figure 3 shows the effect of Pd/Pt ratio on the HDSand HDN activities. This indicate that the conversion ofsulphur compounds monotonously increased fromabout 51.0% to 82.0% with the Pd/Pt ratio, while theconversion of nitrogen compounds increased with thePd/Pt ratio before reaching a maximum (86.0%) at Pd/Pt ratio 2:1 then began to decrease. It was found thatPd/Pt mass ratios resulting maximum HDS and HDNactivities did not match. The explanation of the differenteffect of metal mass ratios on HDS and HDN activities
Table 1
Explanation of symbols
Symbol Equipments Symbol Equipments
V-1, V-3, V-7, V-8, V-9, V-10, V-15, V-16, V-18 Cutoff valve 5 Feeder burette
V-2, V-4, V-5, V-6, V-13, V-14, V-17, V-19; V-20 Control valve P-1 Pump
PI1, PI2, PI3, PI4 Manometer 6 Pre-heater
1 Oxygen converter 7 Reactor
2 gas dryer 8,10 Cooler
3,11 Gas filter 9 Separator
FIC-1 Gas flow meter/controller PIR-1 Pressure register
V-11, V-12 Back-pressure valve FI-1 Wet gas meter
4 Storage burette PIC-1 Pressure meter/controller
Table 2
Main catalysts properties
Properties Catalysts
I II III IV V
Pd/Pt mass ratio 6:1 4:1 2:1 1:1 1:3
Pd content, % 0.80 0.72 0.60 0.45 0.23
Pt content, % 0.13 0.18 0.31 0.46 0.69
Total metal content, % 0.93 0.90 0.91 0.91 0.92
Dispersion 0.55 0.51 0.48 0.43 0.41
Table 3
The main characteristics of feeds
Properties Feeds
‘‘A’’ ‘‘B’’ ‘‘C’’ ‘‘D’’
Density, g/cm3 0.8372 0.8364 0.8324 0.8610
Sulphur content, ppm 5 8 117 188
Nitrogen content, ppm <1 30 78 193
Total aromatic content, % 24.3 32.7 25.7 38.4
Mono-ring aromatic content, % 21.9 29.5 21.4 26.8
2+-ring aromatic content, % 2.4 3.2 4.3 11.6
Boiling range, �C 184–356 167–361 205–363 220–375
G. Nagy et al./Hydrodearomatization of gas oils on Pt–Pd/USY 197

requires further investigations, mainly the analysis of thetypes of sulphur and nitrogen compounds contained inthe feed and remaining in the products. Experimentscarried out with an other feed (‘‘C’’) containing moresulphur and nitrogen provided similar results. Accord-ing to the results of the preliminary experiments catalystwith a Pd/Pt mass ratio of 2:1 is the best in terms ofHDS and HDN performance but this catalyst shows lowaromatic saturation efficiency. The result acknowledgedthe effect of Pd on sulphur tolerance of noble metal/zeolite catalysts.
Tests were also carried out with feed ‘‘A’’ and ‘‘B’’ oncatalysts of various Pd/Pt ratios. Sulphur and nitrogen
content of feed ‘‘A’’ was 5 and 1 ppm and those of feed‘‘B’’ was 8 and 30 ppm, respectively. The rate of hyd-rodearomatization (HDA) improved as the ratio of Pd/Pt increased. By introducing feed ‘‘A’’ into the reactor ata temperature of 320 �C, pressure of 45 bar and LHSVof 1.0 h)1 the extent of HDA was 85%, 73% and 66%when the ratio of Pd/Pt was 0.33:1, 2:1 and 6:1,respectively (figure 4). This indicates that Pt provideshigher aromatic hydrogenation activity than Pd. Underidentical conditions the HDA values for feed ‘‘B’’ were79%, 67% and 60%, respectively (figure 5). Accordingto these results the catalyst with Pd/Pt ratio of 1:3 wasmost suitable for deep HDA of all the investigated gasoils. The higher hydrogenation activity required for thesaturation of aromatic compounds is provided by theplatinum metal but Pd is also important from the aspectof catalyst stability. After a 500 h long-term catalyststability test carried out with feeds of 5 ppm or highersulphur content we found that HDA activity signifi-cantly dropped as time progressed, while it remainednearly constant in case of bimetallic Pt–Pd catalyst. Thereason of differences in the HDA reactivates for feeds
Table 4
Standard test methods
Properties Standards
Density (15 �C) EN ISO 12185
Sulphur content EN ISO 20846
Nitrogen content ASTM D 5762
Aromatic content EN 12916
Distillation properties EN ISO 3405
20
25
30
35
40
1:3 1:1 2:1 4:1 6:1
Pd/Pt mass ratio
% ac
tivi
ty,
H
DA
Figure 2. Effect of the Pd/Pt mass ratio of catalysts on the HDA
activity (feed ‘‘D’’, T = 320 �C, P = 45 bar, H2/HC = 600 m3/m3,
LHSV = 1.0 h)1).
50
60
70
80
90
1:3 1:1 2:1 4:1 6:1
Pd/Pt mass ratio
% ,ytivitca SD
H dna N
DH
HDS, % HDN, %
Figure 3. Effect of the Pd/Pt mass ratio of catalysts on the HDN and
HDS activity (feed ‘‘D’’, T = 320 �C, P = 45 bar, H2/HC = 600 m3/
m3, LHSV = 1.0 h)1).
60
65
70
75
80
85
90
1:3 1:1 2:1 4:1 6:1
Pd/Pt mass ratio
,ytivitca H
ydro
dear
omat
izat
ion
%
Figure 4. Effect of Pd/Pt mass ratio on the HDA activity (feed ‘‘A’’,
T = 320 �C, P = 45 bar, H2/HC = 600 m3/m3, LHSV = 1.0 h)1).
50
55
60
65
70
75
80
85
1:3 1:1 2:1 4:1 6:1
Pd/Pt mass ratio
,ytivitca H
ydro
dear
omat
izat
ion
%
Figure 5. Effect of Pd/Pt mass ratio on the HDA activity (feed ‘‘B’’,
T = 320 �C, P = 45 bar, H2/HC = 600 m3/m3, LHSV = 1.0 h)1).
G. Nagy et al./Hydrodearomatization of gas oils on Pt–Pd/USY198

‘‘A’’, ‘‘B’’ and ‘‘D’’ may be the higher nitrogen andsulphur content of the latter, because the hydrogenationactivity of zeolite-supported catalysts is affected byconcentrations of these compounds (in case of feed ‘‘B’’,‘‘C’’ and ‘‘D’’). The HDA activity the catalyst of 1:3 Pd/Pt mass ratio was 85% in case of feed ‘‘A’’ (nitrogencontent: <1 ppm) but it is dropped to 79% with feed‘‘B’’ (nitrogen content: 30 ppm), 54% with feed ‘‘C’’(nitrogen content: 78 ppm) and 39% with feed ‘‘D’’(nitrogen content: 193 ppm). Nitrogen compoundsdecreased the HDA efficiency (mainly basic nitrogen)being present in gas oil fractions [11]. HDS HDN andHDA activity of the catalyst with 6:1 Pd/Pt mass ratiowas also investigated with extremely high sulphur(650 ppm) feed. The catalyst activity dropped to aminimal value.
The effect of process parameters on gas oil yield andon HDA efficiency was also investigated with low sul-phur and low nitrogen feeds (‘‘A’’ and ‘‘B’’). Detailedevaluation of the most suitable catalyst of 1:3 Pd/Ptmass ratio showed that the yield of gas oil decreases withtemperature or pressure and increases with LHSV. Thereason of this was the hydrocracking activity of thecatalyst which increased as more severe processparameters were applied. By using feed ‘‘A’’ the yield ofgas oil decreased from 97% to 84% when the temper-ature increased (260–360 �C) and pressure was elevated(35–60 bar). In case of feed ‘‘B’’ the loss of gas oil yieldwas relatively lower (from 97% to 88%) under the sameprocess conditions. Higher nitrogen content of feed ‘‘B’’is responsible for the lower rate of hydrocracking reac-tions.
Figures 6 and 7 show the HDA activity as a functionof temperature in case of feed ‘‘A’’ and ‘‘B’’, respec-tively. Conversion of aromatics increased in the tem-perature range of 260–330 �C, and had a maximum at330 �C (30.1%), then it decreased with temperature incase of feed ‘‘A’’. The thermodynamic equilibrium wasprobably attained because of higher reaction rates atincreasing temperatures, and the thermodynamic
equilibrium of the exothermic hydrogenation of aro-matics is shifted to dehydrogenation at higher temper-atures. The peak of hydrodearomatization efficiency wasat 340 �C in case of feed ‘‘B’’. Figure 3 displays thathydrodearomatization efficiency increased with temper-ature (260–330 �C) from about 33% to 85% between atLHSV of 1.0 h)1 and from about 0.7% to 30% at LHSVof 4.0 h)1 (feed ‘‘A’’, P = 45 bar). In case of feed ‘‘B’’the conversion of aromatics improved by about 16.6–77.8% when the temperature was increased from 260 �Cto 340 �C (LHSV = 1.0 h)1, P = 45 bar, figure 4). AtLHSV of 4.0 h)1 the HDA efficiency varied between0.3% and 21% (feed ‘‘B’’).
The effect of LHSV and pressure on HDA at 320 �Cis illustrated in figures 8 and 9. Hydrodearomatizationefficiency enhanced with pressure for both feeds. Byraising the pressure from 35 to 60 bar in case of feed‘‘A’’ the rate of aromatic reduction increased from 69%to 81% at LHSV of 1.0 h)1 and at LHSV of 4.0 h)1
from 18% to 40%. Hydrodearomatization efficiencyimproved more significantly with pressure at LHSV of4.0 h)1 (22%) than at LHSV of 1.0 h)1 (11%). In case offeed ‘‘B’’ the aromatic reduction increased from 27% to
0
20
40
60
80
100
240 280 320 360
Temperaure, °C
%ef
fici
ency
,
HD
A
LHSV=1.0 LHSV=2.0 LHSV=3.0 LHSV=4.0
Figure 6. Effect of temperature and LHSV on HDA activity in case of
feed ‘‘A’’ (P = 45 bar, Pd/Pt = 3:1, H2/HC = 600 m3/m3).
0
20
40
60
80
100
240 260 280 300 320 340 360 380
Temperaure, °C
% ycneiciffe H
DA
LHSV=1.0 LHSV=2.0 LHSV=3.0 LHSV=4.0
Figure 7. Effect of temperature and LHSV on HDA activity in case of
feed ‘‘B’’ (P = 45 bar, Pd/Pt = 3:1, H2/HC = 600 m3/m3).
0
20
40
60
80
100
0.5 1.5 2.5 3.5 4.5
LHSV, h-1
%,ytivitca A
DH
P=35 bar P=45 bar P=60 bar
Figure 8. Effect of LHSV and pressure on HDA activity in case of
feed ‘‘A’’ (T = 320 �C, Pd/Pt = 3:1, H2/HC = 600 m3/m3).
G. Nagy et al./Hydrodearomatization of gas oils on Pt–Pd/USY 199

78% at LHSV of 1.0 h)1. HDA efficiency improvementwas lower for feed ‘‘A’’ (11%) than for feed ‘‘B’’ (51%)at LHSV of 1.0 h)1.
Based on the experimental results obtained with acatalyst of 1:3 Pd/Pt mass ratio we found that the rateof HDA improved with temperature (up to 320 �C)and pressure and with LHSV. Products of lowestaromatic content (feed ‘‘A’’: 3.5%; feed ‘‘B’’: 4.2%)could be produced at temperature of 360 �C, pressureof 60 bar, LHSV of 1.0 h)1 and H2/HC ratio of600 Nm3/m3 in case of both feeds. Higher nitrogencontent of feed ‘‘B’’ (30 ppm) influenced the hyd-rodearomatization activity of Pt-Pd/zeolite (Pd/Ptmass ratio: 1:3).
Due to the high hydrodearomatization performanceof Pt–Pd/USY catalyst, di- and polycyclic aromaticcontent of the products was lower than 0.4% even underthe mildest process conditions. This value was within thereproducibility of applied test method. Therefore, thechange of total aromatic content was nearly the same asthat of monoaromatic content.
The selected catalyst preserved its activity for longperiod of time (2 months) both for the feeds of highestand lowest sulphur content. The duration of the con-tinuous experiments was about 60 days. HDA activityof the catalyst was found to be 84% at start-of-runconditions and 82% at end-of-run in case of feed ‘‘A’’.For the feed of high sulphur content the HDA activityvaried between 39% and 37%. These figures are withinthe precisity requirements of the test method (EN12916). According, we concluded that aromaticreduction performance of the catalyst remainedunchanged; the catalyst was stable. The results showthat application of H-USY-type zeolite the noblemetals became sulphur resistant. It seems likely thatthe acidic zeolite decreases the electron density ofmetal clusters resulting in the weakening of the bondbetween the donor sulphur atoms and the electrondeficient Pt/Pd particles.
4. Conclusion
The aim of the present study was to determine theeffect of process parameters (temperature, pressure,liquid hourly space velocity, H2/hydrocarbon volumeratio), catalysts (Pd/Pt ratio) and feed properties (sul-phur and nitrogen content) on the rate of aromaticsaturation in a laboratory pilot plant over Pt, Pd/USYzeolite catalysts using prehydrogenated gas oils asfeedstocks.
The conversion of sulphur compounds monotonouslyincreased with the Pd/Pt ratio, while the conversion ofnitrogen compounds increased with the Pd/Pt ratiobefore reaching a maximum at Pd/Pt ratio 2:1 thenbegan to decrease. It was found that Pd/Pt mass ratiosresulting maximum HDS and HDN activities did notmatch.
The rate of hydrodearomatization (HDA) improvedas the ratio of Pd/Pt increased. The reason of differencesin the HDA reactivates for feeds ‘‘A’’, ‘‘B’’ and ‘‘D’’may be the higher nitrogen and sulphur content of thelatter, because the hydrogenation activity of zeolite-supported catalysts is affected by concentrations of thesecompounds.
The effect of process parameters on gas oil yield andon HDA efficiency was also investigated. The thermo-dynamic equilibrium was probably attained because ofhigher reaction rates at increasing temperatures, and thethermodynamic equilibrium of the exothermic hydro-genation of aromatics is shifted to dehydrogenation athigher temperatures. HDA improved with temperatureand pressure and with LHSV.
The selected catalyst preserved its activity for longperiod of time for the feeds of highest and lowest sul-phur content. According, we concluded that aromaticreduction performance of the catalyst remainedunchanged; the catalyst was stable.
Acknowledgments
The authors acknowledge the financial support of theCooperative Research Centre, Chemical EngineeringInstitute, University of Pannonica and of the HungarianResearch Fund (OTKA Project No. T 043524).
References
[1] C. Song and X. Ma, Appl. Catal. B 41 (2003) 207.
[2] I.V. Babich and J.A. Moulijn, Fuel 82 (2003) 607.
[3] R.G. Tailleur, Appl. Catal. A 282(2) (2005) 227.
[4] S. Rossini, Catal. Today 77 (2003) 467.
[5] C. Marin, Fuel Process. Technol. 86 (2004) 391.
[6] L. Vradman, Fuel 82 (2003) 633.
[7] M. Toba, in: Proceedings of 15th Saudi-Japan Joint Symposium
Dhahran, Saudi Arabia (2005) 27.
[8] I. Atsushi, D. Franck, L. Jeayoung, M. Kouhei, W.Q. Eika and
K. Toshiaki, Appl. Catal. A: Gen. 289 (2005) 163.
[9] L.B. Lionel and J. Yuji, Fuel 81 (2002) 491.
0
20
40
60
80
100
0.5 1.5 2.5 3.5 4.5
Pressure, bar
% ,ytivit ca A
DH
P=35 bar P=45 bar 60
Figure 9. Effect of LHSV and pressure on HDA activity in case of
feed ‘‘B’’ (T = 320 �C, Pd/Pt = 3:1, H2/HC = 600 m3/m3).
G. Nagy et al./Hydrodearomatization of gas oils on Pt–Pd/USY200

[10] Y. Yoshimura, H. Yasuda, T. Sato, N. Kijima and N. Kameoka,
Appl. Catal. A: Gen. 207 (2001) 303.
[11] M. Takashi, H. Masaru, T. Makoto and Y. Yuji, Appl. Catal. A:
Gen. 293 (2005) 137.
[12] Z. Varga, J. Hancsok, G Nagy and D. Kallo, Stud. Surf. Sci.
Catal. 158 (2005) 1891.
[13] G. Nagy, J. Hancsok and Z. Varga, in: 5th International Collo-
quium on Fuels, Technische Akademie Esslingen, Ostfildern
(Germany, 2005), (ISBN 3-924813-59-0) 12–13, 01. (2005) 385.
G. Nagy et al./Hydrodearomatization of gas oils on Pt–Pd/USY 201


















