
Introduction to the concept of Eco Innovation & Practices
36
Introduction to the concept of Eco Innovation & Practices “Green Business through Smarter Solutions” GUJARAT CLEANER PRODUCTION CENTRE ENVIS CENTRE ON CLEANER PRODUCTION & CLEAN TECHNOLOGY Supported by: Ministry of Environment, Forest & Climate Change, Government of India
Transcript of Introduction to the concept of Eco Innovation & Practices
Introduction to the concept of Eco Innovation & Practices
“Green Business through Smarter Solutions”
GUJARAT CLEANER PRODUCTION CENTRE ENVIS CENTRE ON CLEANER PRODUCTION & CLEAN TECHNOLOGY
Supported by: Ministry of Environment, Forest & Climate Change, Government of India

©Gujarat Cleaner Production Centre (GCPC), 2015
This publication may be produced in whole or in part and in any form for
educational or non-profit purposes without special permission from the copyright
holder, provided acknowledgement of the source is made. GCPC would appreciate
receiving a copy of any publication that uses this publication as a source.
No use of this publication may be made for resale or for any other commercial
purpose whatsoever without prior permission in writing from the GCPC.
The aim of this document is to introduce the concept of eco-innovation and its
benefits to targeting Indian industries.
Published in: 2015
Team for compilation
1. Dr. Bharat Jain, Member Secretary, GCPC
2. Mr. P.R. Rathod, Senior Project Engineer, GCPC
3. Mr. Heer Desai, Project Assistant, GCPC
Gujarat Cleaner Production Centre
3rd Floor, Block No.11&12
Udyog Bhavan, Sector-11
Gandhinagar, 382017
Gujarat, India
Tele-Fax: + 91 79 23244147
Email: [email protected], [email protected]
Website: www.gcpcenvis.nic.in / www.gcpcgujarat.org.in

Foreword
Gujarat Cleaner Production Centre (GCPC) was established by Industries
& Mines Department, Government of Gujarat under Gujarat Industrial
Development Corporation (GIDC) with the technical support of United
Nations Industrial Development Organization (UNIDO) in 1998. GCPC is
working on the principle of Cleaner Production (a proactive way to tackle the
industrial pollution issues through promotion of CP for Sustainable
Development). It promotes Cleaner Production and Clean Technology through
various services like Orientation Programme, Assessment Projects, Training and
Dissemination Programs. GCPC also acts as an ENVIS centre for Ministry of
Environment, Forest and Climate Change (MoEFCC), Govt. of India on
“Cleaner Production and Technology”. It imparts knowledge as well as expertise
to tackle with various environmental issues to different industries.
Dr. Bharat Jain
Member Secretary
Gujarat Cleaner Production Centre
Gujarat Cleaner Production Centre
(Established by Industries & Mines
Department, GoG)
Block No: 11-12, 3rd Floor, Udhyog Bhavan,
Gandhinagar-382017 Gujarat, India
Phone: +91 79 232 44147
Email: [email protected]
Website: www.gcpcgujarat.org.in
Table of Contents
Introduction
Need for eco-innovation
Skills required to support eco-innovation
Eco – innovation implementation process
Case Studies with examples

Introduction
Climate Change is a major concern in global scenario with economic
development, so as our social responsibility, we all together need to step forward
to mitigate the issues concerned with climate change. To overcome this situation
United Nations Environment Programme (UNEP) have come up with the concept
of ‘Eco innovation’.
Eco innovation is the introduction of any new or significantly improved product,
process, organizational change or marketing solution that reduces the use of
natural resources and decreases the release of harmful substances across the life
cycle of a product.
Eco Innovation is all about changing consumption and production patterns and
market uptake of technologies, products and services to reduce our impact on the
environment. It provides a win-win solution to improving economic
competitiveness and sustainability as it starts at the company strategy level and
extends influence beyond the company gates to the supply chain.
It works through a new business strategy that incorporates sustainability
throughout all business operations, based on life cycle thinking and involves
partners across the value chain. By implementing a set of coordinated
modifications to products (goods / services), processes, market approaches and
organizational structures, eco-innovation enables the creation of novel solutions
leading to enhanced sustainability performance and competitiveness. The
development of eco-innovation and eco-industries can have leveraging effect on
ecology & economy.
This manual introduces the concept of eco-innovation especially to Indian
industries and it helps providing guidance for implementation of eco-innovation
activities in industries.

Need for Eco-Innovation
In recent decades, the major concern for manufacturing business leaders is
climate change, worker welfare, resource constraints which are having a
significant impact for manufacturing companies. The global level debates takes
place on changing the company’s operation systems. Sticking with the ‘business as usual’ approach will lead to rising energy costs, disruptions to supply of their raw
materials. Ultimately companies that do not take action now run a higher risk of
failure when these issues inevitably take effect in their industry.
Therefore there is a growing need to find alternative solution that can help to
address the sustainability issue. Eco-innovation is a approach that aims to fulfill
these multiple requirements by identifying the key sustainability challenges and
opportunities and then using these to drive changes throughout the company and
its value chain, from the business strategy/business model, through to the
operational level.
Successful implementation of eco-innovation leads to:
Access New
&
Expanding
Markets
Increase
Profitability
along the
value chain
Stay ahead
of standards
and
regulations
Attracts
investments

Skills and expertise required to support eco-innovation
To deliver eco-innovation implementation services needs variety of skills,
knowledge and competencies. The focus within this manual is on the skills,
competencies and knowledge that are likely to be new to you or may require
further development for the purposes of eco-innovation. We hereby present a list of
the main competences, skills and knowledge that will enable you to deliver
successful eco-innovation implementation services:
Business strategy and development- It includes long term goals for the
company and the types of markets to achieve these goals.
Organizational change management- Aims to guide and support the
implementation of changes in organizations, such as new business
processes new structures, new cultural behavior and mindset.
Creative thinking- Approaches that helps to identify opportunities for
innovative solutions by encouraging people to think about the issue in
different manner and from different perspectives.
Life cycle thinking- Is a mostly qualitative approach to understand how
our choices influence what happens at each of the stages of the life cycle of
an industrial activity from raw material acquisition – to – product end use
and disposal.
Eco – innovation implementation process
1. Prepare: Identify the sectors, markets and companies that you will target and
demonstrate to them how your eco-innovation services will help to address the
key sustainability challenges and opportunities they face.
2. Set Strategy: Engage with the company to build a better understanding of
how it operates, refine your understanding of the sustainability challenges and
opportunities and formulate a new business strategy.
3. Set Business Model: Generate new business model options and operational
innovation ideas that are aligned with the business strategy and the
capabilities of the company, then select the best option to take forward.
4. Build Roadmap: Define a roadmap of operational projects towards
implementation of the selected strategy and business model and define the
scope and requirements of the project.
5. Implement: Execute the project with regular reviews to ensure successful
delivery.
6. Review: Reflect on the performance of the project capture the lessons learnt
and revise the strategy and business model for implementation.

1. Prepare
The first phase of the process aims to prepare you to engage your company
in an eco-innovation implementation programme to built eco-innovative
culture in your organization which leads to environmental improvement
and reduction of your company’s carbon footprint.
Overview
This phase begins by identifying the interest of market (consumer) towards
the eco-innovation services. Completing this it is required to understand the
sustainability issues and challenges faced by that market and
opportunities for eco-innovation. The ultimate aim of this exercise is to
obtain approval from the head of the company with high potential for
eco-innovation to proceed to the next phase - Set Strategy phase.
Identifying the good potential of companies for eco-innovation
Implementing eco-innovation is a challenging process and will not be
suitable for all SMEs. The successful implementation of eco-innovation will
depend on factors such as company’s willingness, attitude of the head of the company and the innovative culture in the company.
Building a better understanding of your local and targeted market
The objective is to understand the current situation of the markets and
opportunities for eco-innovation in existing market, including challenges
and threats faced by them in current scenario.
Tools and information to help you with these tasks are introduced in the
following sub-sections:
Identifying opportunities and challenges across the product life
cycle
Identifying opportunities and challenges for a particular market requires
you to gather and analyze data concerning the life cycle of the products of
that market.
Understanding life cycle of market requires approach such as ‘Life cycle
Thinking’. Life Cycle Thinking is a qualitative approach is to understand
what happens at each stages of the life cycle of a product or service: it starts
with raw material acquisition through manufacturing, distribution,
product use and disposal. This approach drives us through balanced
economical, environmental and societal aspects.

Applying this approach to the search for sustainability opportunities and
challenges involves a systematic consideration of each stage of the product
life cycle, from raw material extraction through to the disposal.
To guide yourself to search for opportunities and challenges across the
product life cycle, try to answer the following questions:
Where and when are the most significant costs incurred across the
product life cycle?
Which are the most significant resources for example: energy,
materials and water) consumed throughout the product life cycle?
Where are resources being wasted or underutilized?
Which stakeholders benefit from the product and which are
negatively impacted?
The other aspect of searching for opportunities and challenges is to
think about the context in which the market operates. The aim is to
develop a broad understanding of the factors that may have an
influence on the market.
To guide yourself to search for opportunities and challenges in context
to the market, try to answer the following questions:
How is the market changing in terms of demographics and
attitudes?
What new technologies emerging in this market?
What is the view of industries? what are people in market talking
about ?
What is social buzz? what social issues large companies is
facing ?
Sources of data and information
Answering such questions will require a variety of sources of data,
including qualitative and quantitative data from formal and informal
sources. Suggestions from where to gather the information you need:
Qualitative data on markets and trends can be found in a variety
of places:
Professional networking websites
Government Websites
Conference and seminars
Informal events
Trade publications
Technology blogs and open innovation platforms
Corporate Social Responsibility (CSR) reports

National Government departments: Trade and Industry, Chamber
of Commerce and SME associations
Academic research centres
Quantitative data on markets and trends can be found in a variety
of places:
International Trade Centre (ITC) – general data on international
trade - http://www.intracen.org/
World Trade Organization (WTO) – general data on international
trade and market trends - https://www.wto.org/
National government departments for trade and industry
Chamber of commerce and industry
Generating interest within companies
Completing the desk research, you should now in a position to begin
engaging companies in the markets that you have identified as good
prospects for eco-innovation. This can be done in different ways:
Considering target relevant government agencies, trade associations. The
ultimate aim is to generate sufficient interest in eco-innovation amongst
your targeted companies to win approval from the head of the organization
to proceed further which aims to review a company’s business strategy.
Following aspects includes to generate interest:
To discuss the opportunities to run joint events and co-promotion on
the topic of eco-innovation contact relevant trade and industrial
association.
Organize a seminar and invite representatives from your target
market.
Prepare a market – specific presentation about the drivers and
opportunities for eco-innovation within that sector.
Gather information from customers and stakeholders of the
company and ask their rating system of sustainability performance
of the company.
Whichever approach you chose, the ultimate aim is to have a meeting with
head of the organization to discuss the next steps and gain approval to
proceed further for implementation.

Getting approval to proceed
The first of these key points is gaining approval from the head of the
organization at least one of your target should be to get internal access to
the company.
Before meeting the head of the organization you will need to finalize
whether to present a pitch for funding of full eco-innovation
implementation programme or will simply be requesting permission to get
internal access to the company to proceed through the activities of the SET
STRATEGY phase.
Below is the suggestion for the topics to include in your pitch to the head of
the organization:
Key points for your pitch to the head of the organization includes:
Brief introduction to your organization and the services it provides.
Introduce the concept of eco-innovation
Discuss the potential benefits to the business adopting the concept of
eco-innovation
Give examples of implemented eco-innovative approaches in other
companies in form of case studies, reports and through related
documents
Emphasize that implementing eco-innovation is a long-term,
strategic initiative which requires support and commitment from the
senior officials of the organization.
While requesting permission to proceed there are number of key
questions that you should try to address to help the CEO make a
proper decision (with some generic answers):
How can company benefit proceeding to the next stage ? – the
competitive strategy should be adopted to achieve long-term goals.
This strategy can be used to guide future eco-innovation activities.
What step need to be taken further? – Conduct a Preliminary
assessment of the company to identify specific opportunities for eco-
innovation across the lifecycle of its products. This also involves
reviewing their existing business strategy and conducting a
workshop with a company to identify challenges and opportunities
where eco-innovation could provide a relevant solution. Based on the
information gathered a new and revised business strategy that
incorporates eco-innovation will be proposed for the company.

What will be the outcomes? – In a subsequent meeting the service
provider will return to present the findings from the report and to
promote a programme to support the implementation of the strategy
throughout the company.
What type of involvement will be required from senior
management personnel and others – Need fruitful discussion
with head of the organization to review the current business strategy.
A single day workshop with key personnel from across the company
to help identify challenges and opportunities. After the completion of
the report of meeting with Senior Management Team will be arrange
to present the findings for the implementation of programme.
Will you require funding from the company? – No funds
required at this stage.
The answers to these questions will be highly dependent on the
context (type of company, existing relationship, working methods
etc.), further detail of how to organize and manage the activities of
the SET STRATEGY phase is briefed in following section. This
knowledge will help you to prepare for initial meeting with the head
of the organization.
2. Set Strategy
Overview
The aim of this phase is to use knowledge about the company’s strengths, weaknesses, opportunities and threats. A business strategy involved with
eco-innovation will lead company towards sustainable future.
In this phase your aim should be to identify opportunities and threats
relevant to company. These data are gathered through a Preliminary
Assessment, which involves current business strategy, model, operational
performance and identification of current opportunities & threats company
is facing. The optimum aim of this phase is to present a proposal to the
company with new business strategy and eco-innovation implementation
methods you will deliver during this project.

During this phase you should gather as many as information you can
about the company and need to arrange meetings and workshops with key
personnel from the company. This repo-building process helps in rest of
eco-innovation implementation activities.
Primary Assessment
It is important to gather information about few key aspects of the company
to propose a suitable strategy for the company. In the context you need to
understand the current business strategy, model and operational
performance of the company including opportunities and challenges faced
by the company.
Focal Point
During this phase you need to gather information about the company and
may need to arrange meeting with the key personnel of the company. The
focus area should be to have broader idea about the company. This will
help you in eco-innovation implementation activities after the selection of
project work.
Business strategy describes the long term goals of the company and the
markets in which the company will operate with vision / mission.
Prosecute Primary
Assessment
Execute SWOT
Analysis
Set new business
strategy
Capturing the ongoing business model
This term is often used in this manual, the following definition is used:
A model describes the working style of the company. Its strategies, goals
and functioning of the company which includes:
Consumer Segment
Customer Relationships
Revenue Streams
Key resources
Key Activities
Cost Structure
Assessing the current operational performance
To assess the operational performance of the company need a walk-through
audit of the company’s operation guided by the staff members. Conducting
a workshop is also a option with the aim to find the current operational
performance of the company with sustainability perspective.
The workshop should involve personnel from different operational areas of
the company i.e. design, production & marketing.
SWOT Analysis required (Strength, Weaknesses, Opportunities & Threats)
This helps finding out internal & external factors helpful or harmful which
influences the ability of the company to become more sustainable.
3. Set Business Model
Setting strategy phase guided the company to describe what they would like
to achieve. The setting of Business Model will help developing a detailed
understanding of company’s structure and operation with its strength and
weaknesses. This is useful activity to set model.
Overview
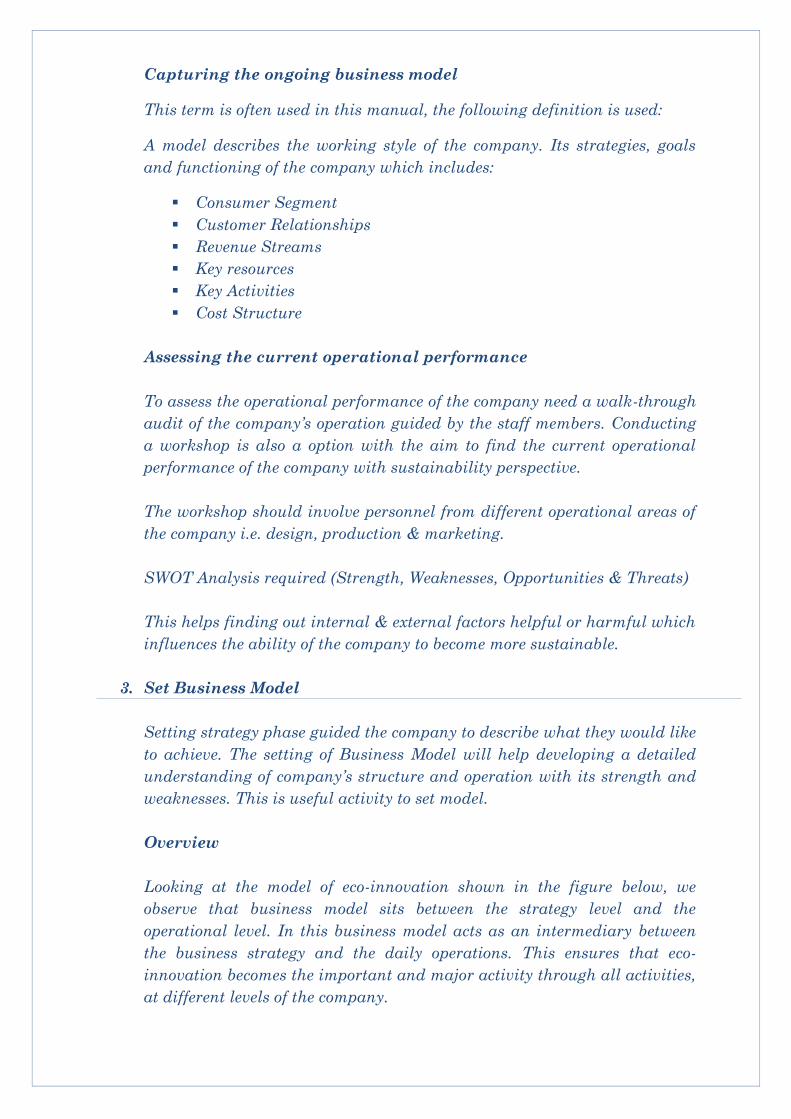
Looking at the model of eco-innovation shown in the figure below, we
observe that business model sits between the strategy level and the
operational level. In this business model acts as an intermediary between
the business strategy and the daily operations. This ensures that eco-
innovation becomes the important and major activity through all activities,
at different levels of the company.
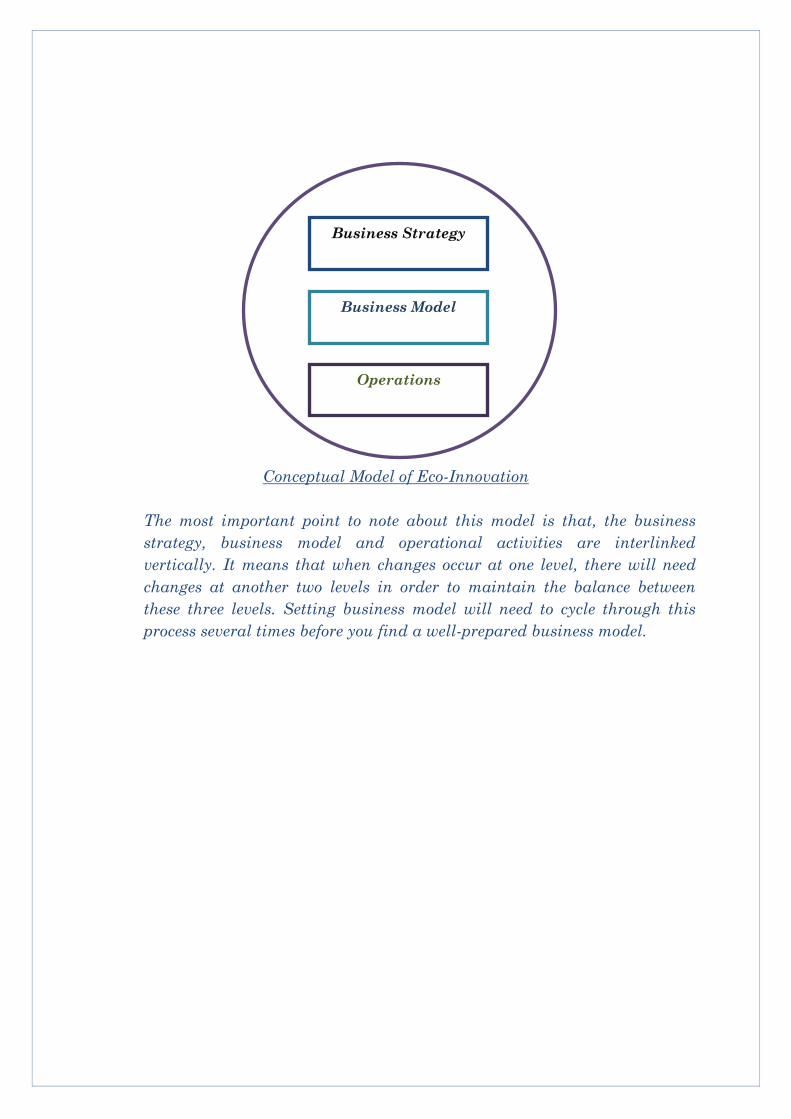
Conceptual Model of Eco-Innovation
The most important point to note about this model is that, the business
strategy, business model and operational activities are interlinked
vertically. It means that when changes occur at one level, there will need
changes at another two levels in order to maintain the balance between
these three levels. Setting business model will need to cycle through this
process several times before you find a well-prepared business model.
Business Strategy
Business Model
Operations

Case Studies
1. Mitticool Clay Creation by Shri. Mansukh Prajapati
Pottery is the traditional business of Mansukhbhai’s family at Morbi, Rajkot. Mansukhbhai settled to his family profession and create niche name by inventing
innovated clay products named, Mitticool Fridge, Non Stick Clay Tawa and Clay
Cooker. Mitticool is a natural refrigerator made entirely from clay to store the
vegetables and fruits and also for cooling water. It provides naturally coolness to
the stored material without requiring any electricity or any other artificial form of
energy. It is very good alternative for the rural people who cannot afford the
conventional refrigerator This product was also showcased at various
International levels such as : Conference organized by the Centre for India and
Global Business, Judge Business School, University of Cambridge, UK. Bosch
and Siemens Hausger te (BSH) Germany, has also showed interest in Mitticool
and has been exported to UK, Africa and Nairobi. It is ISO 9001:2008 certified.
Source: http://west.gian.org/case_studies/case-study-on-mitticool.pdf

2. Yike Bike: Eco-innovation Business Case Study
The briefing provides a case study of the innovation process of the YikeBike and
forms part of an eco-innovation research project undertaken by Landcare
Research. The research goal is to identify factors which lead to significant levels
of eco-innovation creation and diffusion, within Newzeland. The project also
contributes to an international OECD research programme aimed at identifying
effective policy for eco-innovation.
The case study outlines the general features of the innovation and its impacts
and benefits, the innovation process, factors which enabled or constrained the
innovation and overall lessons.
YikeBike case study situated in the transport and waste-to-energy sector.
General Features: The YikeBike is the smallest,
lightest, electric folding bike in the world – the “city
foldable bike”. The goal was to make an urban
transportation solution that would reduce the need
for people living in traffic congested cities to own or
drive their cars.
The YikeBike has three key areas of innovation:
1. It is highly portable. It weighs 10.8kg while
the next lightest electric folding bike with a
similar size wheel (20 inch – to provide a
stable smooth ride) is nearly double the weight and three times bigger. The
YikeBike can be folded up in under 20 seconds and can be carried onto
public transport and into offices and apartments. There is no bike chain, so
no oil will get on the owner’s clothes as they carry it between journeys, making it a practical commuting vehicle. Its portability allows it to be used
both by urban residents for getting around the city, and by people
commuting into cities, as commuters can travel part of the commute by car
or public transport and part by the YikeBike, thus extending its 10km
range. To create a lightweight fold-up bike, the Yike Bike is based on an
entirely new bike configuration in which the rider sits upright as opposed
to leaning over, drawing inspiration from the penny-farthing bike design.
2. It doesn’t require new electric charging infrastructure
The YikeBike can be charged at any normal power point and because of its
portability can be easily charged in a high-rise office or an apartment. The

YikeBike has a range of 10km and runs on a lithium phosphate battery
with a 40-min recharge.
3. It has unique safety features
Safety was a key design consideration. The YikeBike is the first bike in the
world with electronic antiskid brakes, which enables the bike to be safely
ridden in snow and ice and reduces skidding in an emergency braking
scenario. The upright position of the bike rider and built in and always on
lights and indicators increase the visibility of the rider and bike even on
grey days. The bike speed is limited to 23 km per hour to reduce potential
crash impacts.
Impacts & Benefits
The primary environmental benefit is the reduction in fossil fuel-powered
vehicle use which is a limited resource. In terms of economic benefits,
YikeBike offers a low operating cost for personal, short length transport,
costing approximately 6 cents per 10 km in electricity. With growing
evidence of declining global oil reserves and rising oil prices, electric- and
low-powered transportation is assumed to become more competitive and
necessary in coming days.
Source: http://www.landcareresearch.co.nz/publications/researchpubs/case_study_yike_bike.pdf

3. Case Study of Indian Handmade Paper Industry
The demand for paper and board in India will certainly continue to grow as the
country’s economy develops over the coming decades.
Like other industries, paper production requires an assured supply of raw
materials. Given the current pressure on forests, the wood-based resources
traditionally used will become increasingly scarce and uneconomical. Their
scarcity has already lead to a decline in capacity utilization in the Indian Paper
industry. Paper and board mills are currently running at 60 per cent capacity. In
recent years, 0.86 million tonnes of installed capacity has become redundant for
various reasons including energy shortages and increasingly strict pollution control
legislation.
Handmade paper units, on the other hand, are mainly constrained only by limited
demand. In a world where the emphasis is clearly shifting to environment-friendly
products and production systems, the large untapped potential of the handmade
paper industry cannot be ignored. For a developing country like India, faced with
increasing shortages of natural raw materials, energy sources and capital, the
development of this industry offers considerable potential to meet development
objectives and respond to demand for both domestic and export products.
Potential and characteristics of hand-made paper production
Handmade paper units are defined essentially by the fact that their operations are
carried out manually. With pure cellulosic (or raw) materials to be pulped,
mechanical rather than chemical pulping methods would be used. In fact, the
existing handmade paper industry relies wholly on secondary resources. There is
no theoretical limit to the size of handmade paper units, though in India they are
often limited in practice to a production capacity of 300 tonnes per year.
According to the Khadi & Village Industries commission, the combined
production of 310 working handmade paper production units in India amounts to
some 7000 tonnes per year. This sector produces goods valued at $2.5 million
with a work force of 5300 persons.
The handmade paper industry uses exclusively non-forest raw materials. At
present, it uses only cellulose-rich materials such as cotton rags, waste paper and
waste kraft. This could easily be extended to the use of biomass materials and
agricultural residues, some of which can be grown specifically for handmade
paper production. Non-wood biomass resources have the additional advantage of
being amendable to conversion by environment friendly processes. Some steps
have already been initiated in this direction for the utilisation of straws, rice husk
and grasses.
Handmade paper production also offers extensive possibilities for in-plant
recycling. The paper waste emanating from industries incorporating intensive
use of paper can very conveniently be recycled for reuse in the parent industry,
often saving costs. Moreover, opportunities exist for interfacing paper recycling

systems with a host of industries involved in, for example, packaging, printing,
and industrial filter manufacture.
In its effort to develop effective systems for small-scale paper production,
Development Alternatives has analysed the performance of the Indian paper
industry on all scales. This analysis has drawn on industry publications and
information concerning technology, trade and production obtained directly from
operating units.
The Indian paper industry can be divided into four categories:
i) large-scale (integrated) units - 50,000 tonnes and up per year;
ii) medium-scale units - 10,000 to 50,000 tonnes per year;
iii) small-scale agro-based units - up to 10,000 tonnes per year;
iv) handmade paper units - 60 to 300 tonnes per year.
Our analysis indicates that specific consumption of resources is lowest in
handmade paper units. Water consumption per tonne of paper is 150 cubic
metres for handmade paper, compared with some 250 cubic metres for paper from
large-scale integrated units. Large-scale integrated units also consume large
quantities of electricity and chemicals, and are polluting, Small-scale agro-
based units are severely polluting, as they are usually unable to afford pollution
control equipment.
Large-scale units consume an average of 2.5 tonnes of forest-based raw materials
per tonne of paper; small-scale units consume an average of 3.5 tonnes of raw
materials, mostly agro-based, per tonne of paper. In contrast, a handmade paper
unit uses only 1.1 tonne of paper produced. One important reason for this is that
waste generated in the manufacturing process is internally recycled without loss
of quantity.
Handmade paper production does not require large-scale capital investment.
Economically, this is one of its biggest advantages in the Indian context. It is
clear from Figure 1 that capital intensity increases dramatically as the scale of
production increases. For large-scale integrated units it can cost up to US$ 1000
to add each extra tonne of capacity. Adding capacity in handmade paper units
costs only about half as much. Handmade paper enjoys a similar advantage in
employment generating potential. Employment creation in a handmade paper
unit requires only one tenths the capital required in a large-scale integrated unit.
TARA handmade paper production unit
TARA (Technology and Action for Rural Advancement)
is the technology marketing wing of Development
Alternatives. The strategy of the TARA handmade
paper production unit of Development Alternatives is
based on:
i) Identification of unique market segments;
ii) Development of a complete technology package,
including recycling, for handmade paper.
The TARA handmade paper unit was commissioned in 1991 in the peri-urban
area of Delhi. It employs 35 women and seven men. The key functions of paper
manufacturing are performed by women. The women operators have been given
on-the-job training. Productivity in the unit has increased from one to 4.5 tonnes
per month, operating with eight-hour shifts.
Encouraged by the economic success of this enterprise, TARA is setting up a 16
tonne per month unit at Jhansi, in Central India.
Environment-friendly processes
The use of diverse materials will depend on the development of environment-
friendly processes. One area of research will be the use of biotechnology, for
example for the recovery of alpha-cellulose from different non-forest based
materials, and for lignin removal using organisms like white-rot fungi. The use
of chemicals, and associated effluent disposal problems, could be avoided through
use of bio-technological processes for digestion.
Another area of research is the recovery of natural dyes for paper and printing
links. The use of natural dyes can increase the choice of colours, textures and
finishes, besides leading to the creation of jobs involving, for example, block
printing.
Innovation production systems
Handmade paper production is amenable to decentralization. Through research,
units based exclusively on local production of non-forest based raw materials can
be planned. Future small, decentralized units can easily be installed in rural
areas, even areas with limited access to water and electricity. The part of the
production system that requires major capital investments, and may thus benefit
from economies of scale, could be based in urban areas and integrated with the
marketing system.
Conclusions
The case study of the TARA handmade paper unit demonstrates the importance of
technology development in tandem with the development of markets. Such effort
have a potential to be widely replicated in a sustainable manner in decentralized
production units. Further research is needed in key areas such as technology
(including that required for recycling), the training of employees, and marketing.
Source: http://www.devalt.org/newsletter/oct95/of_1.htm

4. Plastics Made from Plants Instead of Toxic Chemicals
Before the chemical revolution, our society was based on materials made from
plants, such as corn, soy and sugar beets. In fact, the first plastic ever developd
was a ‘plant based plastic’. Henry Ford was a proponent of plant based plastics and he developed a demonstration vehicle in 1941 whose seat covers, dashboard,
wheel and tires were made from plant based materials. Unfortunately, this all
changed when the chemical industry hijacked the plastics market and introduced
low-cost toxic plastics made from oil.
A Positive Shift in the Marketplace
But in recent years, the market has changed dramatically, driven by both the
rising price of oil and growing concerns about the health and environmental
impacts of plastics. Today, numerous manufacturers are beginning to use or
develop plastics made out of renewable materials, such as corn, sugar beets, sugar
cane, wheat, rice and sweet potatoes. Plant based plastics (also called bioplastics
or biobased plastics) can be produced using several different processes including
starch conversion, microbal conversion and genetic modification of plants.
Plant Based Plastics – An Alternative to PVC, the poison Plastic
Plant based plastics provide an alternative to conventional
plastics, especially for polyvinyl chloride (PVC), that relies
heavily on extremely toxic feedstocks and additives that have
devastating impacts on our health and environment through
their production, use and disposal. Many of the chemicals
used in PVC production are linked to cancer, birth defects,
reproductive harm, and a host of other health problems. In
contrast, biobased plastics are generated using renewable
materials by converting plants such as corn into plastic. The
production of bioplastics can help contribute to rural economic
development, providing a steady income for farmers. It also
uses fewer fossil fuels compared to petrochemical plastics,
even after accounting for the fuel compared to petrochemicals
plastics, even after accounting for the fuel needed to plant and
harvest the corn or other feedstocks.
Biobased plastics are also compostable, leading to many
environmental benefits. These plastics won’t break down in regular landfills or in your backyard compost, but they can be effectively
composed in a large-scale facility (though not in leaf composting operations),

where it will degrade within 45 days. Compare this with the conventional plastics
that can take over 100 years just to begin degradation process.
5. Case Study of Biofuel made from corn: Bioethanol is used
occassionaly to power cars
In Brazil, due to the large production of sugar cane,
bioethanol is used occasionally to power cars and in the
United States biofuels are used from corn. In Britain,
although bioethanol is rarely used, it is available in a number
of fuel stations as ethanol can be mixed with either petrol or
diesel in small quantities however Citroen released the new
C8 in 2006 which is capable of running on 30% ethanol fuel.
Engines where ethanol can be mixed have been specially
modified. Due to the widespread of interest shown by
consumers, researchers in the future aim to invent engines
capable of running only on ethanol resulting in greater
efficiency.
Brazil second biggest producer of ethanol in the world (20 billion litres)
Fuel used in 45 % of Brazilian vehicles is ethanol.
Producing ethanol from sugarcane bagasse and straw. The components are
rich in cellulose and turning entire sugarcane biomass to be used with no
wastage.
1 tonne of bagasse produce 186 litres of ethanol
Ethanol industry has created more than a million direct and indirect jobs –
mainly in rural areas. Brazilian sugarcane industry has a particularly poor
record in respecting worker’s rights. Expansion in sugar cane cultivation may
increase food prices. This would leave the poor with a harder survival.
Although the ethanol industry has greatly increased the wealth of the sugar
and alcohol sector’s industries, the poor have to be the one handling the negative impacts.
Source: http://chej.org/campaigns/pvc/resources/plant-based-plastics/
Source: http://bioethanol-np.blogspot.in/p/case-study-in-brazil.html

6. Plastic waste to Road Construction
Waste treatment and disposal of all kinds has caused problems for India, with the
country growing too fast for resources to keep up. Guardian Repot claims that 70-
80% of the country’s wastewater (including sewage) ends up in its rivers and lakes. This has become such a huge concern. Including this plastic waste disposal
is also a huge concern. As per the study by the Central Pollution Control Board, in
India 60 large cities generate over 15,000 tones of plastic waste every day but
cannot be disposed of even by waste-to-energy plants because of environmental
reasons.
In India under the new legislation road developers will now have to use ‘waste plastic’ along with hot mixes for constructing the usual asphalt road, which enhances quality and longevity. Other benefits are that adding plastic increases
the water resistance of roads, and brings down the cost of development. The same
technology can also be used for construction of rural roads.
7. Reduction of waste water by upgrading process in dyes
unit Vapi, Gujarat, India
The Colourquip located at GIDC Vapi is engaged in manufacturing of Acid Violet
4 BS dyes @36 MT in crude from around 150 MT in paste form. Major reduction
in the effluent load of water as well as solid waste is being achieved by reduction
in the effluent load of water as well as solid waste.
The issue identified by the unit was heavy organic load as well as quantity of
effluent and cost of treatment, earlier it was required to be treated prior to
discharge in CETP through underground drainage system of Gujarat Industrial
Development Corporation (GIDC).
Through process modification the average water consumption is reduced from 30
KL/day to 8 KL/day including drastic reduction in process effluent.
Process Modification:
(a) Old Process:
This process was based on the standard process available since long,
although considerable modifications were carried out to improve yield,
quality, reduce solid waste and also water consumption to a limited extent.
Source: http://www.trueactivist.com/india-makes-it-mandatory-to-use-plastic-waste-in-road-construction/

The manufacturing process involved the following stages:
Condensation of EBSA with formaldehyde Ratio of EBSA to water
1:4
Coupling of the mass with DMA/DEA under oxidative conditions
with oxidizing agents and catalysts.
Salting out of the dye liquid produced to remove solid waste from
oxidizing agents and catalysts.
Salting out of the dye in liquid form with help of electrolyte such as
sodium chloride and dye separates out as wet cake, and remaining
liquid sent to ETP for primary treatment.
Drying the wet cake to produce crude dyestuff or formulating the
same into paste/liquid form.
(b) Process Modification:
Stage: 1 Condensation volume ratio is reduced to 1:3
Stage: 2 New oxidizing agent, which is soluble and does not produce
solid residues used and consequently volume ratio comes down to 1:4
Stage: 3 No filtration since any solid residues
Stage: 4 Salting out. The product already produced as a wet cake
under low volume of reaction and no necessity for salting out
process. The use of common salt is completely eliminated.
Stage: 5 Drying and formulation stage remains same
Benefits, Effects and Results Achieved:
The main stage of filtration and salting is totally eliminated and the water
consumption has been reduced drastically. Consequently, there is no solid waste
generation and process waste water generation is reduced. Currently waste water
generation is only from boiler feed, washing activity and domestic use.
Eliminating consumption of huge quantities of common salt in manufacturing
process, which used to drain along with effluent.
The average water consumption is reduced from 30 KL/day to 8 KL/day and
where as drastic reduction in process effluent. Although, the quality of the final
product is slightly inferior due to impurities considering avoidance of filtration.
Sometimes unable to serve value added product to the consumers.

8. Waste water reuse from textile park near Surat, Gujarat,
India
Fairdeal Textile park located in Surat is a integrated textile park consisting of
textile weaving industries generates waste water. This waste water is treated in
Common Effluent Treatment Plant of Textile Park and Recycled back to member
industries for reuse in process.
Waterjet industries and wastewater
Water Jet Looms required for weaving process. Water is used to lubricate the
movement of the Weft Yarn. Water jet looms do not add any salts to the process,
but only add Oil which imparts turbidity, COD and BOD and hence, it can be
easily recycled after treatment. Generally 8-10% of water loss is observed during
the process.
Common Effluent Treatment Plant at Textile Park
Common Effluent Treatment Plant and Recycling Plant consists of equalization,
primary treatment, biological treatment and tertiary treatment. Treatment
effluent generated is rendered suitable for the use by Water Jet Looms industries.
The treatment chain is as follows:
Screening
Equalization
Dissolved air floatation
Aerobic Biological Process
(SBR)
Chlorination
Pressure Sand Filtration
Activated Carbon Filtration
Micron Filtration
Fabric Filters
Treated Wastewater for recycle
Recyclable treated waste water from Common Effluent Treatment Plant is
collected in water reservoir. Here, makeup water required is also added to make
up the losses and to meet the demands. From the reservoir, recycled water is
pumped back into recycle water pipeline network for distribution to member
industries.

Characteristics of the waste water
Parameter Unit Untreated Water Jet
Loom Wastewater
Quality Attained for
Water Jet for use
pH pH unit 7.0-7.5 7.0-8.0
BOD mg/lit 200 <30
COD mg/lit 500 <100
TSS mg/lit 100 <10
Oil & Grease mg/lit 200 <10
TDS mg/lit <300 <300
Advantage of the project
CETP with 100% Recycling Plant has attained following benefits:
Extraction of ground water and surface water for operation of industries
has been reduced by 90%
No discharge of treated waste water on surface water body. Entire treated
waste water will be reused/recycled back to member industries.
Treatment and Recycling Cost is still sustainable compared to individual
industries operating RO plant and Effluent Treatment Plant
9. Reduction of waste water by process up gradation in dyes
unit Vapi, Gujarat, India
A unit located in Vapi named Colourquip is engaged in manufacturing of Acid
Violet 4 BS dyes @ 36 MT in crude form or around 150 MT in paste form. Major
reduction in the effluent load of water as well as solid waste is being achieved by
continuously R&D effort.
Challenges/Issues faced by the Industry:
The basic issue identified was heavy organic load as well as quality of effluent
and its treatment cost, as earlier it was required to be treated prior to discharge in
CETP through underground drainage system of GIDC.
Implementation and Methodology:
(a) Old process:
This process was based on the standard process available since, long
although considerable modifications were carried out to improve the yield,
quality, reduce solid waste and also water consumption to a limited extent.
The manufacturing process involved the following stages:
Condensation of EBSA with formaldehyde Ratio of EBSA to water
1:4.
Coupling of the mass with DMA/DEA under oxidative conditions
with oxidizing agent A and catalysts. The dye is produced in fully
soluble state and the volume ratio of EBSA to water 1:20
Filtration of the dye liquid produced to remove solid waste oxidizing
agents and catalysts
Salting out of the dye in liquid form with help of electrolyte such as
sodium chloride and dye separates out as wet cake, and remaining
liquid sent to ETP for primary treatment.
Drying the wet cake to produce crude dyestuff or formulating the
same into paste/liquid form.
(b) Process Modification:
Stage 1: Condensation volume ratio is reduced to 1:3
Stage 2: New oxidizing agent, which is soluble and does not produce
solid residues used and consequently volume ratio comes down to 1:4
Stage 3: No filtration since any solid residues
Stage 4: Salting out. The product already produced as a wet cake
under low volume of reaction and no necessity for salting out
process. The use of common salt is completely eliminated.
Stage 5: Drying and formulation stage remains same
Benefits, Effects and Results achieved:
The main stage of filtration and salting is totally eliminated and the water
consumption has been reduced drastically. Consequently, there is no soild waste
generation and process waste water generation is reduced. Currently waste water
generation is only from boiler feed, washing activity and domestic use.
Eliminating consumption of huge quantities of common salt in manufacturing
process, which used to drain along with effluent.
The average water consumption is reduced from @ 30KL/day to @ 8KL/day and
where as drastic reduction in process effluent. Although, the quality of the final
product is slightly inferior due to impurities considering avoidance of filtration.
Sometimes unable to serve value added product to the consumers.
10. Resource Efficient and Cleaner Production (RECP)
Experiences in M/s. Atul Limited (Aromatic Division),
Gujarat, India
Achievements at a Glance
Gujarat Cleaner Production Centre (GCPC) is working with M/s. Atul Ltd
(Aromatic Division) in Gujarat. The total investment is USD 7355834.72 (One
time) and saving was USD 1514681.4(Yearly) with total revenue generation from
waste upto USD 920236.113 (yearly). The RECP involves the improvement
targeting resource efficiency, process improvement, energy efficiency and reduced
environment impacts, by employing appropriate technologies, both environment
and economic gain as achieved.
Overview
M/s. Atul Limited (Aromatics Division) is the largest manufacturer of p-Cresol in
the world located at Ankleshwar, Gujarat. Aromatics Division is also the largest
producer of p-Anisic Aldehyde and p-Anisyl Alcohol in the world and also the
leading manufacturer of Manganese Sulphate and Sodium Sulphite. Initially the
company was having Effluent Treatment Plant (ETP) with activated sludge
process. To upgrade the ETP, second stage biological activated sludge process
system was introduced. Further up-gradation was done by replacement of surface
aerators by 484 in numbers. OTT make submerged diffusers in the first stage
activated sludge process of treatment for better degradation efficiency. The
effluents generated from various manufacturing plants were coming to ETP by
gravity through underground drains. As a first step of the improvement, the
characterization of different effluent streams was done based Chemical Oxygen
demand (COD) & Total dissolved solid (TDS) value.

The segregation of high and low TDS effluent streams were done through over
head pipe lines with installation of measurement devices. Flow of each and every
stream coming from different plants was measured by a magnetic flow meter.
Based on the analysis of various stages of operation, it was found that efficiency of
bio-logical oxidation is being affected due to high TDS streams getting mixed in
the common incoming line and giving shock load to ETP disturbing ETP
performance. It was found and concluded that the high TDS effluent was
hindering biological treatment of waste with lower degradation efficiency in ETP.
Hence, a proposal was put up to the Top Management for installation of a
Multiple Effect Evaporator (MEE) for treating high TDS effluent streams
separately to enhance the efficiency of bio-logical oxidation in ETP and improve
the quality of liquid discharge to FETP ( Final Effluent treatment Plant).
The DCS controlled based Quadruple Multi-Effect Evaporation (MEE) plant
having capacity 250 M3/day was installed successfully for handling high TDS
liquid effluents. The plant was designed and installed in a professional way.
Condensate coming out from MEE operation is mostly recycled back in the process
and partly sent to ETP. Solid coming out from MEE plant was of yellow colour
powder containing mixed salts and 5 to 6 % moisture which was considered to be
a solid waste and not saleable in the market because it was containing mixed
salts. It had been disposed off at common secured landfill site.
It was found that the total operating expenses of MEE plant was high. This was a
very expensive proposition for the business and not a sustainable solution in long
run. Therefore, various options were explored for value creation from this Solid
Waste generated.
Benefits
1. Creation of ‘Wealth from Waste’ Transforming the solid waste coming out from MEE operation into a saleable
product i.e. 99% anhydrous Sodium Sulphate powder (Na2SO4) as a long term
strategy, Green technology was introduced. A Global platform technical meeting
had been conducted , participating Eminent technocrats from the country and
world. Techco-economical feasible solution of converting the waste for making
99% pure anhydrous Sodium Sulphate was concluded. A DCS automated ‘Waste Recovery Plant’ had been installed for converting waste into Sodium Sulphate. Company has recovered large amount Sodium sulphate powder. Introduction of
1. MEE plant of Atul Ltd (AR Div) 2. Waste Recovery Plant of ATUL 3. Reverse Osmosis (RO) Plant

new eco-friendly technology has helped us to increase the productivity of p-Cresol
and others downstream products in a sustainable way.
2. Introduction of reverse osmosis (RO) technology to recycle the entire
treated waste water in the process and conserve natural resource in
order to attain zero liquid discharge (ZLD).
The DCS based RO plant of 700 m3/day capacity has been Installed. Treated
Waste Water coming from ETP tertiary treatment is again pre-treated to remove
hardness, oil/grease etc. The Pre-treated water is then passed though a Dual
Media Filter (DMF) followed by Ultra Filtration system (UF). After UF, water is
fed through RO system in multi stages and clear water having very low TDS”(i.e.
upto 25 ppm) is recovered as permeate for recycling in the process.
The RO plant has been successfully commissioned resulting in complete stoppage
of Waste Water discharge in the common pipe line and achieving Zero Liquid
discharge (ZLD) objective. The reject water having high TDS is sent to a multi-
effect evaporator system for removal of solids through Centrifuge. The solid
coming out from reject stream is non-toxic & non-hazardous and used in secured
land fill. It is not only a technological success but also classic example of
Conservation of Natural Resource (water) for a sustainable solution.
Absolute RECP Indicators Indicator Unit Baseline (B)
(Before RECP
Intervention)
Year 1 A
(After RECP
Implementation)
Change (C)
C=100*
(A-B)/B (%)
Difference
Between
A & B
Resource Use
Energy Use [kWh/yr] 24,550,963.00 30,106,592.00 22.63 5,555,629.00
Materials Use [ton/yr] 0.00 0.00
Water Use [m3/year] 433,366.00 505,894.00 16.74 72,528.00
Pollution
Carbon
Dioxide
[ton CO2
eq/yr]
205,246.05 251,691.11 22.63 46,445.06
Waste Water [m3/year] 129,299.00 166,277.00 28.60 36,978.00
Waste [ton/yr] 7,525.00 4,575.00 -39.20 -2,950.00
Product Output
Product
Output: P
[ton/yr] 25,468.00 58,312.12 128.96 32,844.12
RECP Profile

Resource Efficient and Cleaner Production (RECP)
Resource Efficient and Cleaner Production (RECP) entails the
continuous application of preventive environmental strategies to
processes, products and services to increase efficiency and reduce
risks to humans and the environment.
RECP addresses three sustainability dimensions individually
and synergistically:
Production efficiency
Through improved productive use of natural resources by
enterprises
Environmental Management
Through minimization of the impact on nature by
enterprises
Human Development
Through reduction of risks to people and communities from enterprises and supporting
their development
Success Areas
Creation of ‘Wealth from Waste’ through high revenue generated from
waste.
Transforming solid waste into a saleable product, Anhydrous Sodium
Sulphate powder (Na2SO4).
Reduction and recycling for treated waste water.
Conservation of Natural Resource (ie. water) for a sustainable solution.
Improvement on overall environment management system (EMS).
Implementation of ‘Clean and Green Technology’. Reduction in TDS load and COD with greater efficiency of ETP.
Achieved Zero liquid discharge concept and recycle the entire water into
process as well as utility.

Table 2. Options Implemented
Principal Options
Implemented
Benefits
Economic Resource Use Pollution
Generated
Investment
[USD]
Cost
Saving
[USD/yr]
Reductions in
energy
use, water use
and/or
materials use
(per annum)
Reductions in
waste water,
air
emissions
and/or
waste
generation
(per annum)
For putting up a
250 m3/day MEE
for handling only
high TDS effluent
USD
998940.518
USD
0
22.63%
deduction
in energy
requirement.
Carbon
intensity
decreased by
46%
For putting Waste
Recovery Plant
for converting
impure Sodium
Sulphate into 99%
pure Na2SO4
through
Technology
innovation.
USD
3632510.97
USD
1210836.99
Purity of
Sodium
Sulphate is
99%
which is
saleble
product for the
industry
Recovery of
waste
in to saleble
product
For putting up RO
& MEE for
recycling of Teated
waste water in
Process and
conserve natural
resource and
achieve.
USD
1589223.55
USD
303844.407
Water
productivity
increased upto
96 %
Increase in
water
productivity up
to
90 %
Installation of
another 330
m3/day
stand-by MEE for
sustainability of
above.
USD
1135159.68
USD
0
Energy
productivity
increased upto
87 %
Reduction in
energy
consumption
Approach taken
The overall objective of the programme is to facilitate promotion of Resource
Efficient and Cleaner Production without entailing excessive cost in Chemical
industry so as to strengthen environmental management and pollution control in
the industry. Cleaner production methodology was taking as an approach for this
project which includes List Process Steps, Identify Wasteful Processes, Process
Flowchart, Material and Energy Balance, Identify Cause of Waste, Technical-
Financial- Environmental Feasibility, Implementation of Cleaner Production
Solution etc.
Business case
Resource Efficient and Cleaner Production means the most effective and advanced
stage in the development of activities and their methods of operation which
indicates the practical suitability of particular techniques for providing the basis
for emission limit values and other permit conditions designed to prevent and
where that is not practicable, to reduce emissions and the impact on the
environment as a whole.
Eco-Innovative Examples
1. Fly Ash Bricks used for Building Materials
The construction industry attributes a major junk to the
rising level of air pollution. Specifically building material
like clay bricks which have been used in Indian
construction industry for ages, contributes quite a lot to the
pollution when it is produced. Not only is the method of
production harmful for the environment, even the core raw
materials used i.e., the top soil contributes to the top soil
erosion.
With advancement in technology, Fly Ash Bricks are the
new age eco friendly bricks which far much better in terms
of performance when weighed on all parameters. The core raw materials used in
these bricks is the residual left from coal Thermal Power plants making it an eco
friendly option by using recycled waste material. A lot of builders are still
skeptical about using these bricks as they are just a little expensive than the clay
ones. However, clay bricks tend to crumble during transportation thereby
increasing the quantity of bricks used at the end. On the other hand, fly ash
bricks are 3 times stronger than the clay ones, reducing the quantity used and
making it a more economical option. The climate-friendly fly ash brick technology
produces bricks without using coal. It has the potential to eliminate carbon
emissions from India’s large brick-making industry, which burns huge amounts
of coal and emits millions of tons of carbon dioxide each year. It is less energy
intensive. A World Bank project is helping to promote the new method by enabling

entrepreneurs to earn carbon credit revenues. So far, the project has enabled 108
fly ash brick plants to earn about $3.2 million. Fly ash brick plants use more than
20 million tons of fly ash, which would otherwise have been dumped into
hazardous ash mounds and ponds.
2. Reclaimed Rubber an example of
eco-innovation
Rubber is a natural resource that has been used widely all
over the world for a very long time, for a variety of
purposes. Reclaimed rubber is basically natural or
synthetic rubber obtained from scrap and prepared for
reuse by adding the fragmented scrap in hot caustic
solution, along with reclaiming agents. Rubber is normally
available in two forms, natural and synthetic. The natural
rubber is obtained from plants and the synthetic rubber is
manufactured through the process of polymerization. As the extraction of both,
natural and synthetic rubber, is expensive and involves long processes, recycling
is very popular for its many benefits. Many businesses have realized the
importance of recycling and have come with Eco innovations to manufacture
recycled rubber in bulk quantities for domestic and global markets. India is
widely acknowledged as the prime exported of recycled all across the globe, being
the largest producer of reclaimed rubber. Reclaimed rubber mixed with concrete
makes for building materials that act as thermal insulators and show sound
absorption properties. Innovative eco-products made from reclaimed rubber -
Rubberized Asphalt: The ground rubber, also known as crumb rubber, is
normally blended into asphalt to improve its performance. There is a huge market
for reclaimed rubber, as rubberized asphalt offers advantages like greater
elasticity and increased resistance to cracking and ageing. This greatly reduces
the maintenance and replacement costs of roads. Reclaimed rubber is thus, one of
the most widely used eco-innovations, which makes a marked difference in the
usage, and production of rubber.
Source: http://www.decoinch.com/eco-friendly-fly-ash-bricks/
Source: http://www.articlesxp.com/a-brilliant-eco-innovation-reclaimed-rubber-a4020.html
Gujarat Cleaner Production Centre
ENVIS Centre on: Cleaner Production & Clean Technology
3rd Floor, Block No. 11-12, Udyog Bhavan
Sector-11, Gandhinagar-382017
Gujarat, India
Tele-Fax:+ 91 79 23244147
Email id: [email protected], [email protected]
Website: www.gcpcenvis.nic.in / www.gcpcgujarat.org.in


















