INTRODUCTION TO DESIGN FOR MANUFACTURE AND ASSEMBLY (DFMA) J.JAYARAMAN CENTRE FOR AEROSPACE SYSTEMS...
73
INTRODUCTION TO DESIGN FOR MANUFACTURE AND ASSEMBLY (DFMA) J.JAYARAMAN CENTRE FOR AEROSPACE SYSTEMS DESIGN ENGINEERING INDIAN INSTITUTE OF TECHNOLOGY , BOMBAY
-
Upload
mercy-wiggins -
Category
Documents
-
view
223 -
download
3
Transcript of INTRODUCTION TO DESIGN FOR MANUFACTURE AND ASSEMBLY (DFMA) J.JAYARAMAN CENTRE FOR AEROSPACE SYSTEMS...
INTRODUCTION TO DESIGN FOR MANUFACTURE AND
ASSEMBLY (DFMA)
J.JAYARAMAN
CENTRE FOR AEROSPACE SYSTEMS DESIGN
ENGINEERING
INDIAN INSTITUTE OF TECHNOLOGY , BOMBAY

STRUCTURE OF THE PRESENTATION
WHY AND WHEN:
EARLY MANUFACTURING KNOWLEDGE IMPROVES PRODUCT SUCCESS
EXAMPLES OF BENEFITS
DFMA IN WORLD WAR II
WHAT:
WHAT IS INTEGRATED DESIGN AND MANUFACTURE
STRUCTURE OF THE PRESENTATION (CONTD.)
HOW:
HOW TO ACHIEVE INTEGRATED DESIGN AND MANUFACTURE
-BDI SOFTWARE
-FMECA
EXAMPLES:
- ACCELERATION SENSING UNIT
-WORKED EXAMPLE
-POWER SUPPLY OF LASER Tx HIGH VOLTAGE
CONCLUSION

BEST PRACTICES TO PRODUCT DEVELOPMENT
TECHNOLOGY DEVELOPMENT INTEGRATION DEMONSTRATION PRODUCTION
KNOWLEDGE POINT 1
TECHNOLOGIES
AND RESOURCES MATCH
REQUIREMENTS
PROGRAM LAUNCH
KNOWLEDGE POINT 2
DESIGN PERFORMS AS EXPECTED
PRODUCTION CAN MEET
COSTSCHEDULE
ANDQUALITY TARGETS
KNOWLEDGE POINT3
PRODUCT DEVELOPMENT
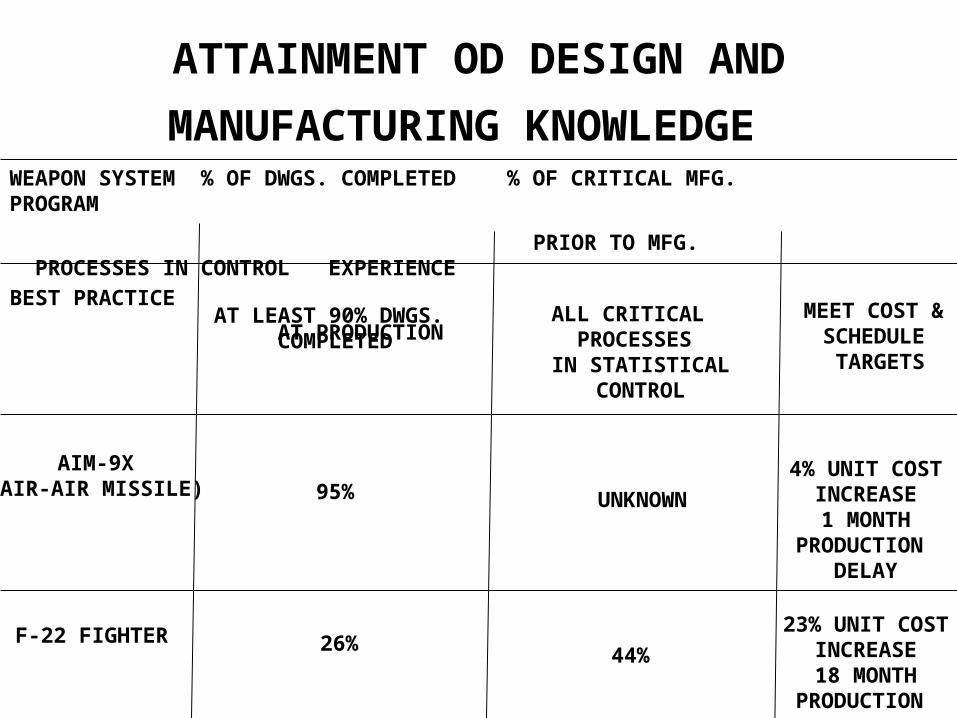
ATTAINMENT OD DESIGN AND
MANUFACTURING KNOWLEDGE WEAPON SYSTEM % OF DWGS. COMPLETED % OF CRITICAL MFG. PROGRAM
PRIOR TO MFG. PROCESSES IN CONTROL EXPERIENCE
AT PRODUCTION
BEST PRACTICEAT LEAST 90% DWGS.
COMPLETEDALL CRITICAL
PROCESSES IN STATISTICAL
CONTROL
MEET COST &SCHEDULE TARGETS
AIM-9X(AIR-AIR MISSILE) 95% UNKNOWN
4% UNIT COSTINCREASE1 MONTH
PRODUCTION DELAY
F-22 FIGHTER 26%44%
23% UNIT COSTINCREASE18 MONTH
PRODUCTION DELAY

ATTAINMENT OF DESIGN & MFG. KNOWLEDGE (contd.)
WEAPON SYSTEM % OF DWGS. COMPLETED % OF CRITICAL PROCESSES PROGRAM
PRIOR TO MFG. IN CONTROL AT PRODN. EXPERIENCE
F18 E/F FIGHTER58% * 78% NO UNIT COST
INCREASE3 MONTH
PRODUCTION DELAY
PATRIOT ADVANCED CAPABILITY
(PAC-3)MISSILE
21 % 35 %
159 % UNIT COST
INCREASE39 MONTH
PRODUCTION DELAY
ADVANCED THREAT
INFRAREDCOUNTER-
MEASURES/COMMON MISSILEWARNING SYSTEM
21%0 %
182 % UNITCOST
INCREASE34 MONTH
PRODUCTION DELAY
BENIFITS OF DFMA
THERE IS A MUCH BETTEER OPPORTUNITY TO MEET PREDICTED COST SCHEDULE AND QUALITY TARGETS WHEN THE MANUFACURING PROCESS DATA IS CAPTURED EARLY
BENEFITS OF DFMA (CONTD.)
F 18 E/F HAS 42% FEWER PARTS THAN C/D EVEN THOUGH IT IS 25% LARGER
REDUCED
-PRODUCTION COSTS
-DEFECTS
-REWORK
BY APPLYING DFMA BDI SOFTWARE & SOURCES OF VARIATION IN THE PROCESS

BENEFITS OF DFMA ( CONTD.)
TOMOHAWK CRUISE MISSILE
STRATEGIC TACTICAL
PARTS 11500 7500
FASTENERS 2500 800
CIRCUIT CARDS 45 22
CONNECTORS 160 45
ASSEMBLY/ TEST
HOURS 610 195
UNIT PRODUCTION
COST $1000,000 $500,000

ASSEMBLYTIME FOR BALL CAGE DEVICEREDUCED TO 15SEC
FROM 130 SEC.
8 SCREWS TO NOSCREWS
ASSEMBLY OPERATIONS FROM 83 TO
54
TOTAL ASSY.TIME 592SEC.TO 277 SEC.
DFMA METHODOF ELIMINATING
FASTENERS
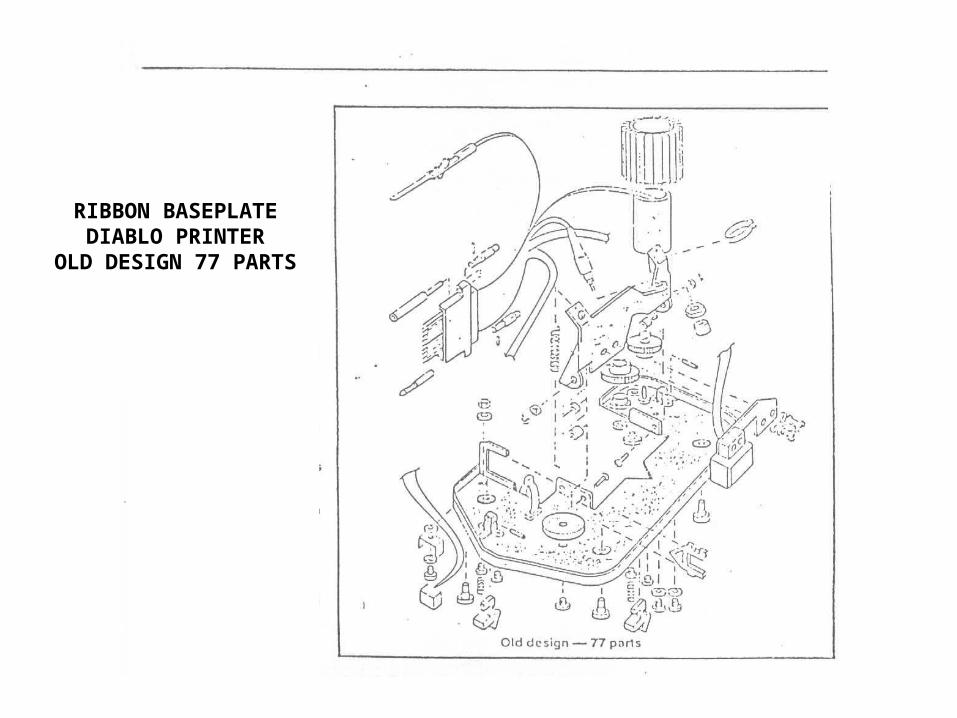
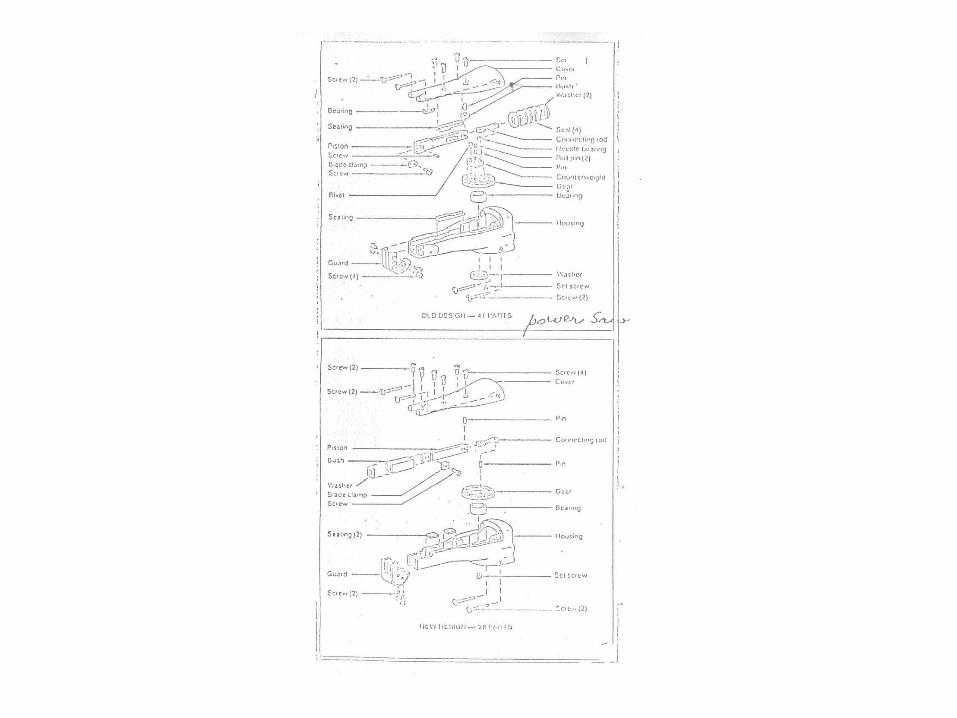
RIBBON BASEPLATEDIABLO PRINTER
OLD DESIGN 77 PARTS
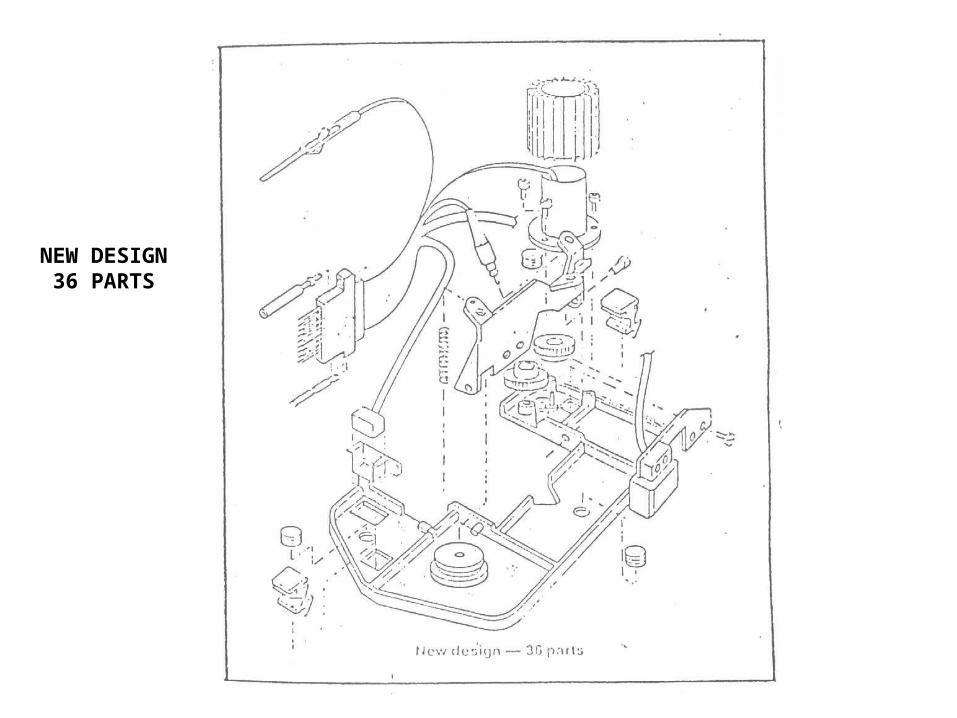
NEW DESIGN36 PARTS
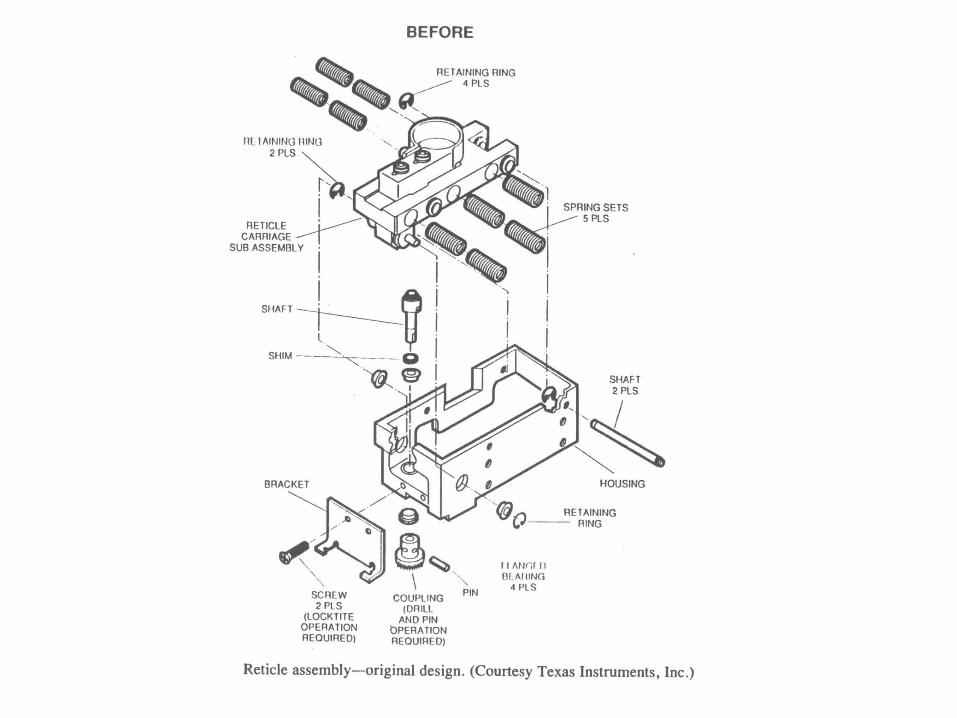

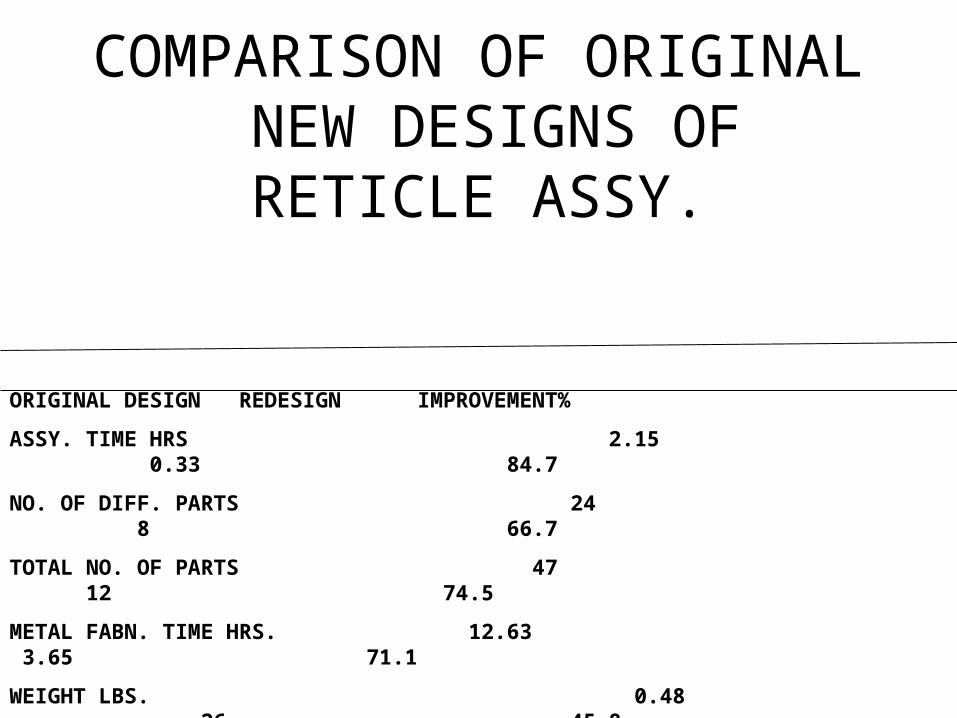
COMPARISON OF ORIGINAL NEW DESIGNS OF RETICLE
ASSY.
ORIGINAL DESIGN REDESIGN IMPROVEMENT%
ASSY. TIME HRS 2.15 0.33 84.7
NO. OF DIFF. PARTS 24 8 66.7
TOTAL NO. OF PARTS 47 12 74.5
METAL FABN. TIME HRS. 12.63 3.65 71.1
WEIGHT LBS. 0.48 .26 45.8

PILOTS INSTRUMENT PANEL
LONG BOW APACHEAH-64D HELICOPTERBOEING COMPANY
ORIGINAL
OPTION 1
OPTION 2

PILOT’S INSTRUMENT PANEL
ORIGINAL PANEL NEW PANEL
( OPTION 1 )
PARTS COUNT 74 9
FABRICATION TIME HRS. 305 20
ASSY./INSTALLATION TIME HRS. 149/153 8/153
TOTAL TIME HRS. 697 181
WEIGHT KG. 3.0 2.74
COST $ 56000 15000

Advantages of DFMA Typical results of DFMA application Results of 88 published case studiesDecreases 51% parts count reduction 37% parts cost 50% time to market 64% in assembly time 57% in manufacturing assembly time 58% in assembly operations 69% in separate fasteners 68% in assembly defects 57% in service calls68% in improvement in quality and reliability

Benefits of DFMABenefits of DFMA
Shorter developmental schedules and reduced cycle times.
Better first article quality Development of robust product designs Easier transition of designs to production Better supplier product integration More effective risk management

McDonnel Douglas experience Reduce number of parts and fasteners used on aircraft It means fewer opportunities for defects For each fastener there is the chance that the hole will be
drilled in the wrong place or be the wrong size By reducing the number of fasteners – numbers of defects
reduced, therefore, produce a higher quality product Weight is critical. Fuel costs approximately $50,000 per
pound of aircraft weight over 6000 hrs of the life of the aircraft
There are 179000 on the FA-18 CD fasteners In previous models several parts were made of sheet metal
because machined parts were unable to reach minimum gage limits
With high speed machining – thinner gauge limits have become possible
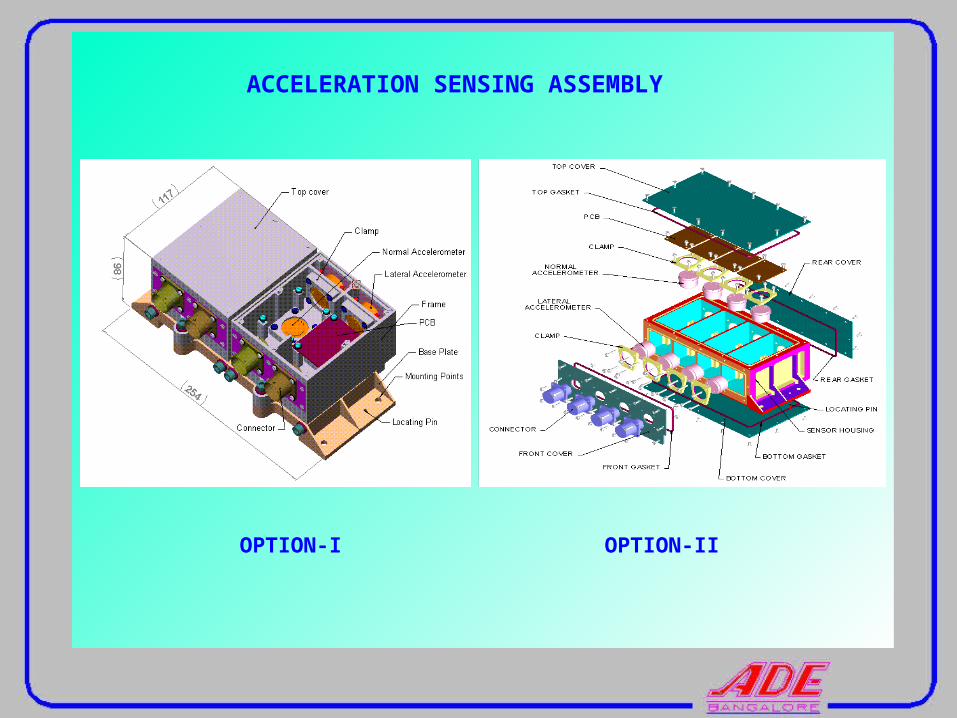
ACCELERATION SENSING ASSEMBLY
OPTION-I OPTION-II

COMARISON TABLE ASA OPTIONS
1525NUMBER OF FABRICATED PARTS
8.3 Hours18.1 HoursMACHINING TIME
YESNOEMI GASKET PROVISION
254 x 117 x 78 mm254 x 117 x 86 mmSIZE
1.72 Kg1.92 KgMEASURED WEIGHT (W/O ELECTRONICS)
Rs 256.75Rs 559.17MACHINING COST
1.90 Kg
± 2.7 MINUTES
± 3.5 MINUTES
250 Hz
OPTION - I
548 HzNATURAL FREQUENCY
1.80 KgESTIMATED WEIGHT (W/O ELECTRONICS)
± 1.5 MINUTESMEASURED ACCURACY
± 1.5 MINUTESESTIMATED ACCURACY
OPTION - IIPARAMETER
DFMA IN WW II
WORLD WAR II EXPERIENCE:
US AVIATION INDUSTRY GREWW TEN FOLD
P-51 MUSTANG FIGHTER
- TO FACILITATE EASE OF MANUFACTURE
STABILISERS FINS WINGTIPS SQUARED OFF
- FUSELAGE – THREE SECTIONS- COMPLETE
PLUMBINGS, CABLE DISCONNECTS TO
FACILITATE ASSEMBLY AND DISASSEMBLY
FOR PACKING AND SHIPPING

DFMA IN WW II (CONTD.)DFMA INFLUENCE ON DESIGN OF GRUMMAN F-6F HELLCAT
- USED FEWER COMPOUND CURVES IN
EXTERNAL DESIGN-UGLY- SEVERELY
CLIPPED WINGS
- PRODUCED IN LARGE QUANTITIES
- 32 KPH SLOWER THAN F4U HERITAGE 1980
DFMA INFLUENCE PERMITTED SHIPMENT BY BOAT OR LAND. OUT WING PANELS AND EVEN TAIL ASSEMBLIES REMOVED AND REPLACED AT THE DESTINATION POINT.
SPITFIRE VS. MESSERCHMIDST
IN 1940 Me’s OUTNUMBERED SPITFIRES THREE TO ONE. DESIGN ATTRIBUTABLE TO DFMA PHILOSOPHY. Me’s 4000 LABOUR HOURS TO SPITFIRE 13000 HOURS
AIR WAR HISTORIANS DESIGNATE SPITFIRES AS THE BETTER AIRCRAFT, THE LONG AND SUCCESSFUL CAREER OF ME 109’s DURING ARAB ISRAELI WAR 1948 DEMONSTRATED THAT MAJOR ATTENTION TO DFMA PRODUCES EFFECTIVE AIRCRAFT DESIGN EVEN AS EARLY AS 40’s
SPITFIRE VS. MESSERCHMIDST.
SPITFIRE:
DESIGNED FOR AERODYANAMIC PERFORMANCE AND STRUCTURAL EFFICIENCY
BEAUTIFUL ELLIPTICAL WINGS CHOSEN FOR AERODYNAMIC PERFORMANCE WAS A NIGHTMARE TO MASS PRODUCE
DIFFICULT TO LEARN TO FLY, HIGHLY MANOEUVERABLE
WAS PRODUCED IN LARGE NUMBERS BECAME A MAJOR FORCE IN BATTLE OF BRITAIN AIR CAMPAIGN 1940-41
SPITFIRE VS. MESSERCHMIDST
MESSERCHMIDST
DESIGN WAS A DFMA CLASSIC
A MINIMUM OF COMPOUND CURVES USED IN THE EXTERIOR
RUDDER AND HORIZONTAL STABILISERS WERE SQUARED OFF FOR PRODUCTION EFFICIENCY
COCKPIT CANOPY WAS MADE ALMOST ENTIRELY OF FLAT GLASS
20 MM CANNON FIRED THROUGH A HOLLOW PROPELLER SHAFT TO OVERCOME COMPLEXITIESOF WING INSTALLATION AND TO ELIMINATE SIGHTING PARALLAX

INTEGRATED DESIGN AND MANUFACTURE
SIMULTANEOUSLY ADDRESS DESIGN FOR PERFORMANCE AND DESIGN FOR PRODUCTION
SYSTEMS ENGINEERING HAS ALIGNED DESIGN ENGINEERS IN REQUIREMENTS ANALYSIS, THE DEVELOPMENT OF FUNCTIONAL FLOWS etc.
INCLUDING THE ASPECTS OF MANUFACTURING PROCESS DEVELOPMENT IN THE SYSTEM ENGINEERING PROCESS HAS BEEN MORE DIFFICULT TO ACHIEVE
DESIGN HAS DIFFERENT MEANINGS
TO SOME IT IS AESTHETIC DESIGN
TO SOME IT MEANS ESTABLISHING THE BASIC PARAMETERS OF A SYSTEM
TO SOME IT IS DETIALING OF THE MATERIALS, SHAPES,AND TOLERANCE OF THE INDIVIDUAL PARTS OF THE PRODUCT
DFMA ADDRESSES THE LAST ASPECT OF PRODUCT DESIGNS
DFMA
THREE MAIN APPROACHES TO DESIGN FOR ASSEMBLY HAVE BEEN DEVELOPED AND USED Viz.:
DESIGN HEURISTICS
DESIGN RATINGS
DESIGN REVISION

DESIGN HEURISTICS
GENERAL SET OF RULES eg.:
MINIMIZE THE NUMBER OF PARTS & ASSEMBLY DIRECTIONS
AVOID PARTS THAT SHINGLE TANGLE etc.
HEURISTICS CAN BE APPLIED TO A DESIGNER’S THINKING PRIOR TO ACTUAL PRODUCT DEVELOPMENT OR ONCE AN ASSEMBLY IS COMPLETE
USED TO SIMPLIFY PRODUCT
DESIGN RATING
PROVIDE RATINGS FOR COMPONENTS AS WELL AS OVERALL DESIGN
ASSEMBLY RATINGS CAN BE CALCULATED
BDI HAS THEORETICAL HANDLING AND MATING RATINGS
OTHER DFA RATING METHODS PROVIDE DIFFERENT SCHEMES
DESIGN REVISION METHOD
COMBINATION OF HEURISTICS AND RATING METHOD eg. BDI
BDI COMBINES A COMPONENT RATING SCHEME WITH AN ASSEMBLY TIME AND COST ESTIMATION METRIC AS WELL AS SPECIFIC RULES IN AN ORDERED SEQUENCE FOR DECIDING HOW TO REVISE A DESIGN. THIS HAS ENABLED PRODUCT DESINERS IN MINIMISING ASSEMBLY SIMPLICITY

DFMA METHODOLOGY
WALKING THROUGH A CONCEPTUAL OR EXISTING DESIGN IN A VERY SPECIFIC PROCEDURE THROUGH OUT
THE PROCEDURE FOLLOWED AND THE DATA BASE SYSTEM ALLOWS A DESIGN ENGINEER OR CROSSFUNCTIONAL TEAM TO ANALYSE AND RATE PRODUCT DESIGNS FOR EASE OF ASSEMBLY, DESIGN EFFICIENCY AS WELL AS PREDICT PRODUCT ASSEMBLY AND MANUFACTURING COST

DFMA METHODOLOGY(CONTD.)
CAD RESULTED IN POWERFUL QUANTITATIVE OR ANALYTICAL TOOLS, PROVIDED BASIS FOR JUDGING A DESIGNER’S PERFORMANCE. DFMA HAS GIVEN MANUFACTURING ENGINEERS SUCH A TOOL.
DFMA IS ATTEMPTING TO FORESEE AT THE PRODUCT CONCEPTUAL DESIGN STAGE , WHAT MANUFACTURING ASSEMBLY AND QUALITY PROBLEMS WILL BE TO ARRIVE AT A BETTER PRODUCT

DFMA tools
Are tools for DFM & DFA
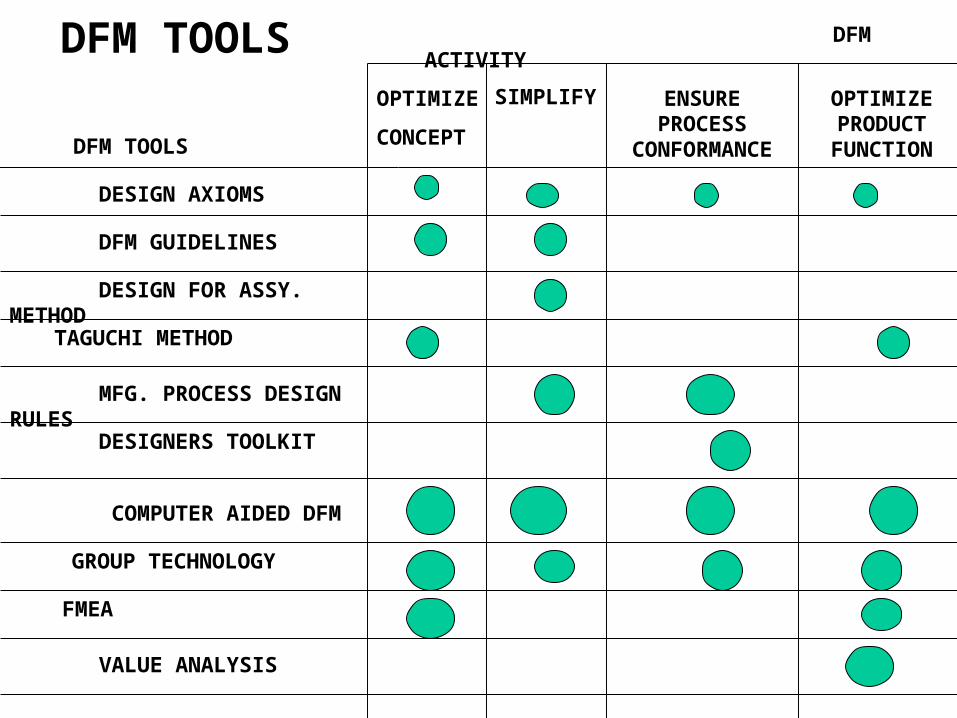
DFM TOOLS DFM ACTIVITY
OPTIMIZE
CONCEPT
SIMPLIFY ENSURE PROCESS
CONFORMANCE
OPTIMIZE PRODUCT FUNCTIONDFM TOOLS
DESIGN AXIOMS
DFM GUIDELINES
DESIGN FOR ASSY. METHOD
TAGUCHI METHOD
MFG. PROCESS DESIGN RULES
DESIGNERS TOOLKIT
COMPUTER AIDED DFM
GROUP TECHNOLOGY
FMEA
VALUE ANALYSIS
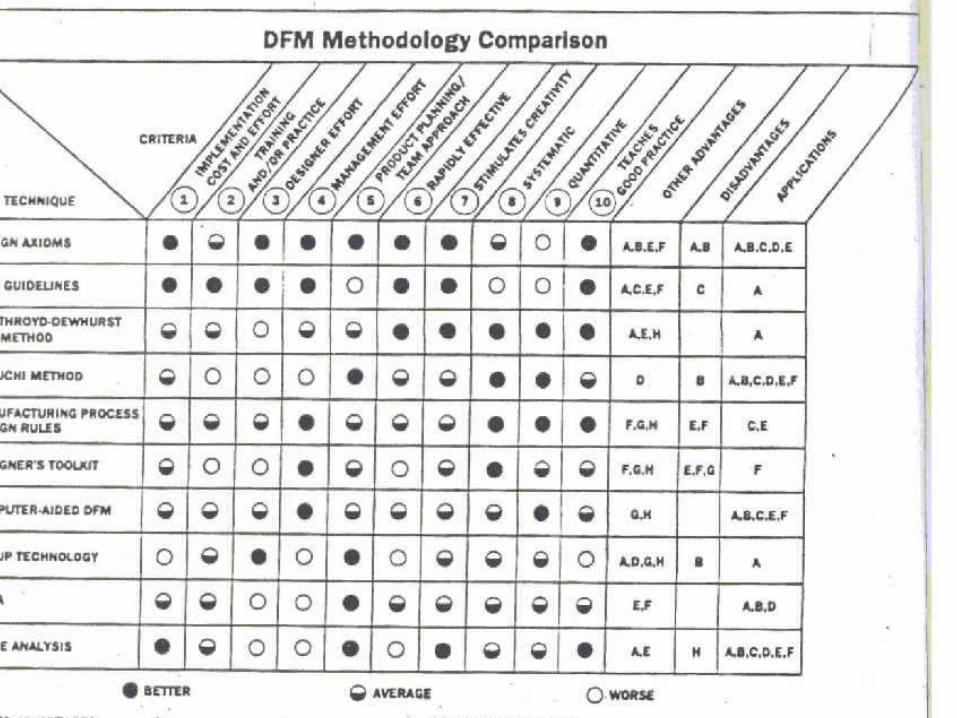

DFM METHODOLOGY COMPARISON (CONTD)
KEY TO ADVANTAGES A. NARROW RANGE OF POSSIBILITIESB. RESULTS IN INHERENT ROBUSTNESSC. READY REFERENCE TO BEST PRACTICESD. EMPHASISES EFFECTS OF VARIATIONSE. HELPS IDENTIFY AND PRIORITIZE CORRECTIVE ACTIONF. PROVIDES BOTH GUIDANCE AND EVALUATION G. CAN SHORTEN DESIGN /TOOLING CYCLEH. CAN REDUCE TOOLING AND FIXTURING COST
KEY TO DISADVANTAGES A. INTERPRETATION NOT ALWAYS SIMPLE B.. REQUIRES “BUY IN” ON PART OF USER C. EXCEPTIONS ARE NOT INDICATED D. RATES ONLY EASE OF ASSY.DOES NOT ADDRESS PART HANDLING OR OTHER RELATED MFG. PARAMETERS E. DEVELOPMENT REQUIRES INPUT FROM EXPERIENCED EXPERTS FAMILIAR WITH SPECIFIC PROCESS CAPABILITIES AND NEEDS F. TO BE USED ON A REGULAR BASIS IMPLEMENTATION MUST BE USER FRIENDLY G. MUST BE DEVELOPED AND/OR CUSTOMISED FOR EACH SPECIFIC APPLICATION H. OFTEN REQUIRES DIFFICULT TO OBTAIN INFORMATIONKEY TO APPLICATIONS
A. MECHANICAL AND ELECTROMECHANICAL DEVICES AND ASSEMBLIESB. ELECTRONIC DEVICES AND SYSTEM C. MANUFACTURING AND OTHER PROCESSESD. SOFTWARE INSTRUMENTATION AND CONTROL SYSTEM INTEGRATIONE. MATERIAL TRANSFORMATION PROCESSESF. SPECIFIED AND OR UNIQUE MANUFACTURING FACILITIES SUCH AS FLEXIBLE ASSEMBLY SYSTEMS
DFMA application areas
DFMA has been applied successfully to Structural design System design
Landing gear system Flight controls Electrical, electronic hydraulic systems Environment controls

COST AND EASE OF MODIFICATIONS

BENIFITS OF IMPROVED ASSY.
MANUAL DESIGN ASSEMBLY EFFICIENCY (%)( DFA INDEX )
IMPROVED ASSEMBLY DESIGN EFFICIENCY RESULTS IN INCREASED RELIABILITY

When to apply DFMA
WHEN CONCEPTUAL LAYOUTS ARE BEING MADE. THEN DESIGNER ENVISIONS AN ASSEMBLY EASY TO INSTALL THAT
REQUIRES MINIMUM NUMBER OF PARTS TO PERFORM THE REQUIREMENTS PREVIOUSLY ESTABLISHED
WHEN ASSEMBLY LAYOUTS ARE BEING MADE. DESIGNER IMPLEMENTS OPTIMISATION TO EASE OF MANUFACTURING , RELIABILITY AND MAINTAINABILITY
Who are using DFMA
Over 400 companies and institutions Aerospace companies
Allied signal Hughes Aircraft McDonnell Douglas Corpn.Have implemented DFMA philosophy throughouttheir product line Automotive industries Medical electronic equipment PC – industry and others
DFMA Team
Multidisciplinary teams Design engineers Manufacturing engineers Shop floor mechanics Suppliers reps Specialist in product support Maintainability Reliability
DFMA
BDI software Is used by manufacturing team members to
estimate and predict the savings that can be obtained.
Data are entered system does its analysis in different areas.
A complete listing of all the activities required to perform the assembly including
It provides complete overview of the tasks to be performed
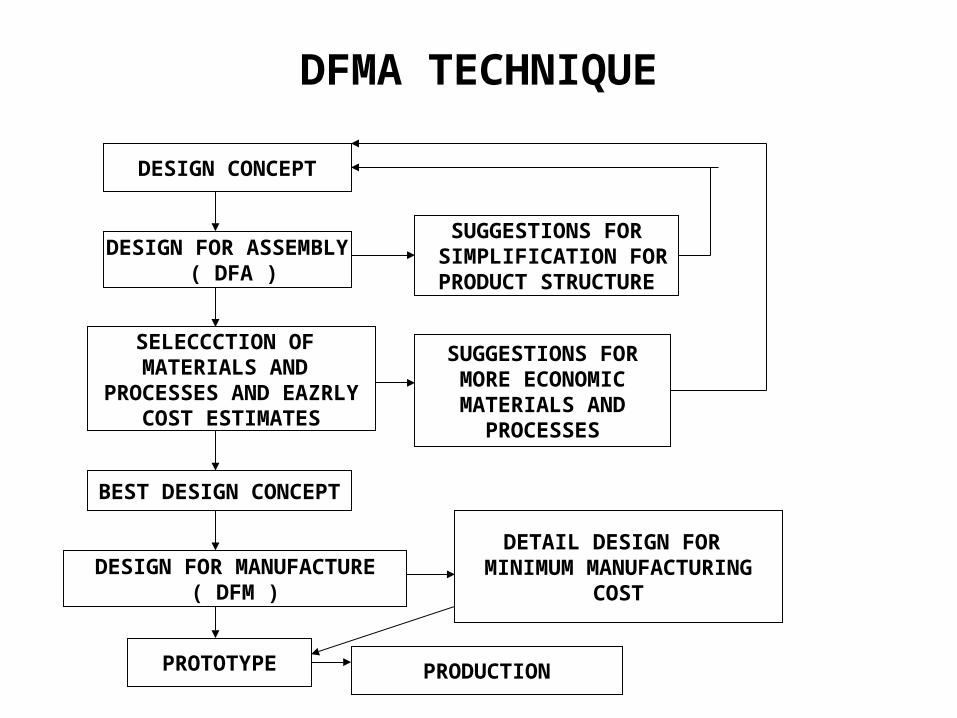
DFMA TECHNIQUE
DESIGN CONCEPT
DESIGN FOR ASSEMBLY ( DFA )
SUGGESTIONS FOR SIMPLIFICATION FORPRODUCT STRUCTURE
SELECCCTION OF MATERIALS AND
PROCESSES AND EAZRLYCOST ESTIMATES
SUGGESTIONS FOR MORE ECONOMIC
MATERIALS ANDPROCESSES
BEST DESIGN CONCEPT
DESIGN FOR MANUFACTURE( DFM )
DETAIL DESIGN FOR MINIMUM MANUFACTURING
COST
PROTOTYPE PRODUCTION

BDI software It does an assembly analysis profile on a standard format where it theorizes the
number of tasks to be performed, fasteners required, connectors to be installed, candidates for elimination, acquisition of items not in reach or in stock, requisition of tools not in hand, standard operations, library of operations and recommendations.
All these activities are numbered and plotted. It automatically provides suggestions for improvement.
System provides suggestions for design and indicating every task with its time saving and its percentage reduction. It indicates specific instructions to perform the related tasks in order to obtain the suggested savings.
It also lists design for assembly analysis totals all parameters used for analysis such as total assembly time, totally assembly cost, total assembly weight, number of parts, sub assemblies theoretical minimum numbers of parts or unanalysed sub assemblies and the hourly labour rate.
All suggestions and comments included in the computer generated tables are automatically provided to aid the designers and manufacturing engineers to obtain a better view of the job
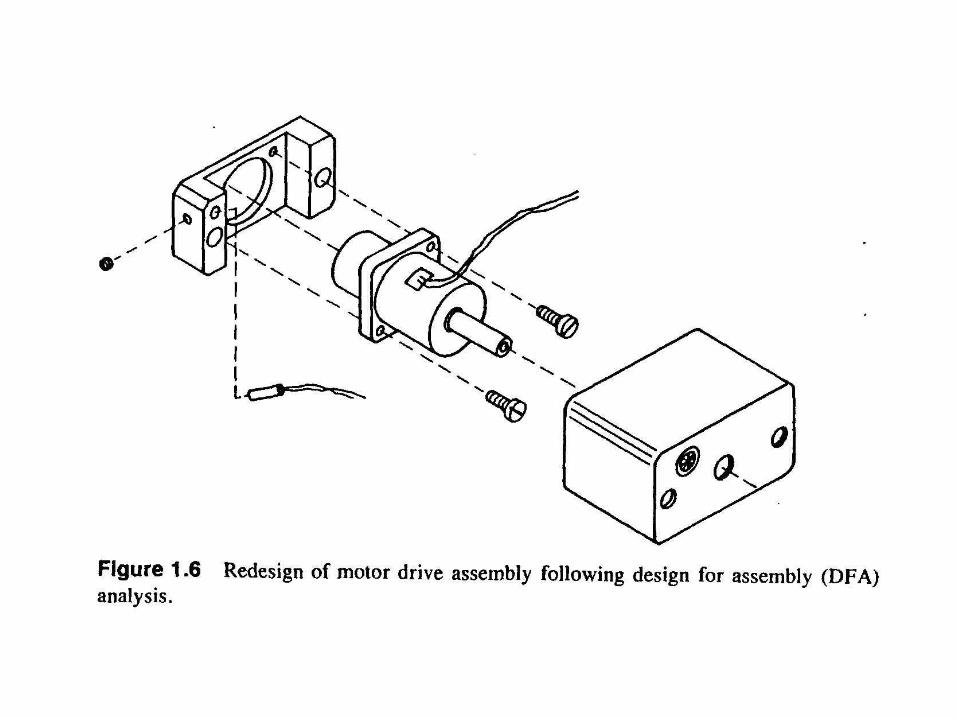
Questions asked in DFMA about each part in a product design
Does the part move with respect to other parts already assembled
Must the part be made from a different material or isolated from all other parts already assembled
These questions lead the reviewers to re-evaluate each part and process that has been specified
If a part does not meet any of these criteria – it is a candidate for elimination or consolidation with another part


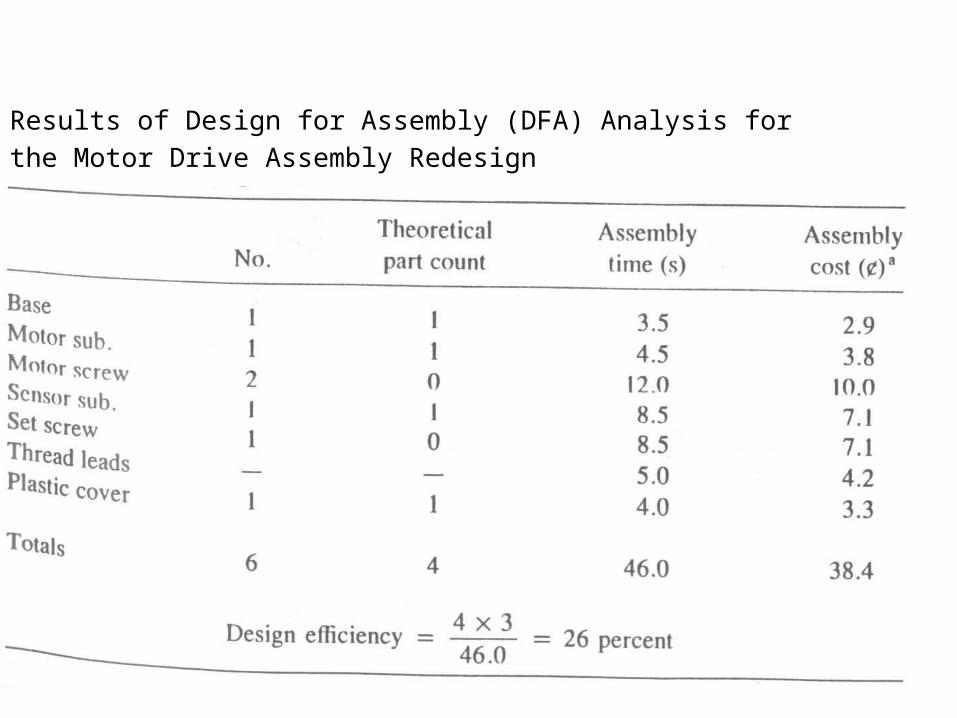
Results of Design for Assembly (DFA) Analysis for the Motor Drive
Assembly Redesign


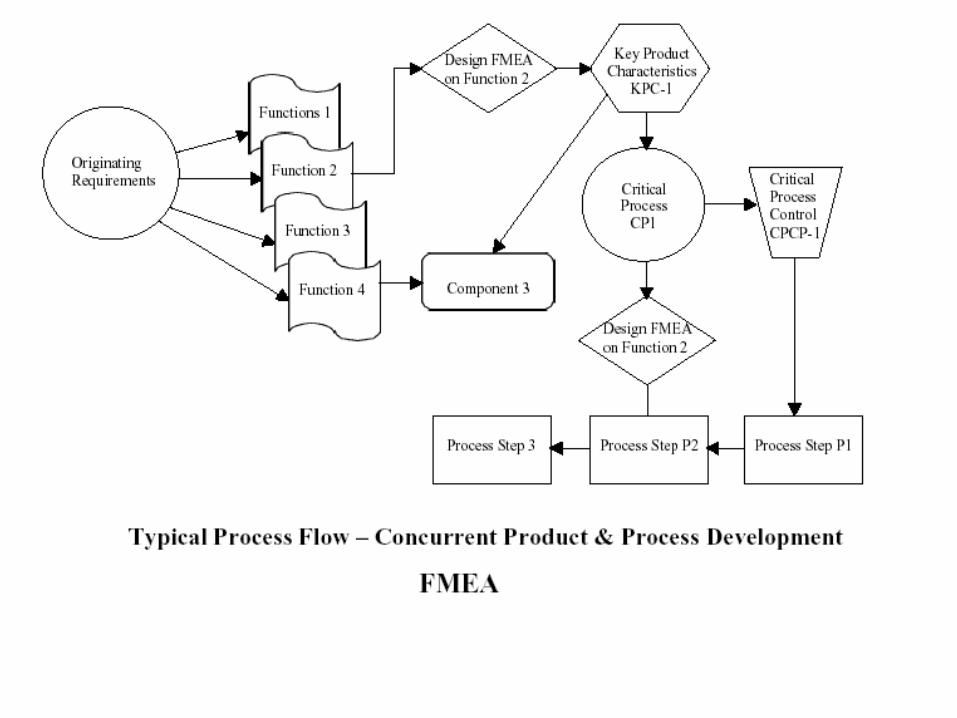
TYPICAL FUNCTIONAL FLOW
1.3.2.1.1CHARGE STORAGE
CAPACITOR
1.3.2.1.2RECEIVE PULSEINITIAE SIGNAL
1.3.2.1.3DISCHARGE CAPACITOR THROUGH LASER DIODE 1
1.3.2.1.4CREATE LASER PULSE ENERGY.
1.3.2.1.5CREATE LASER
PULSE SHAPE
1.3.2.1.6TRANSMIT PULSE THROUGH LENS
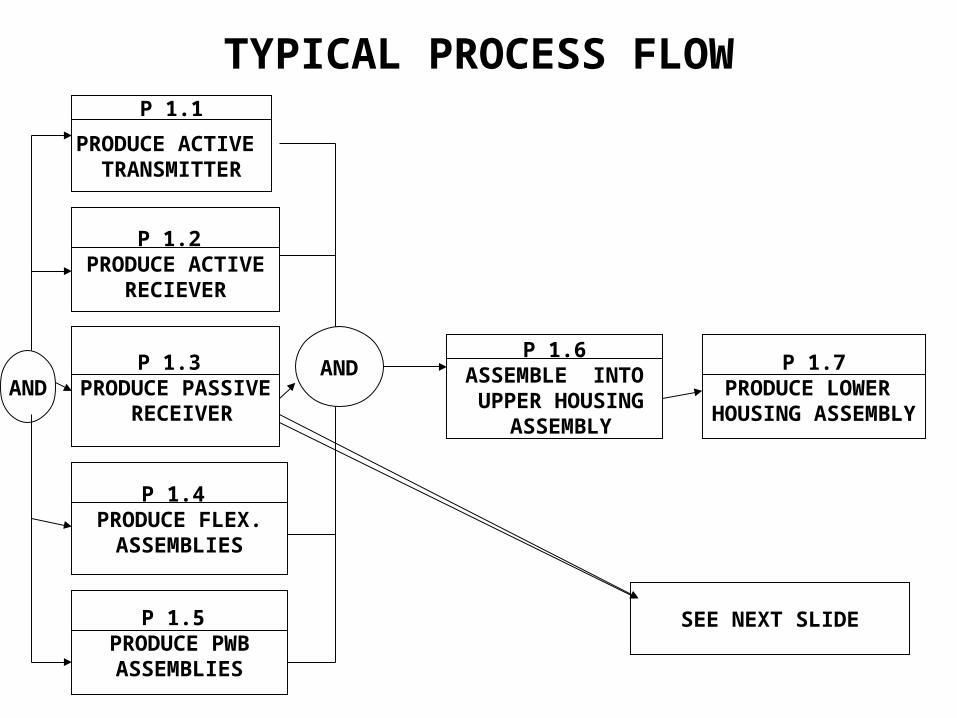
TYPICAL PROCESS FLOW
PRODUCE ACTIVE TRANSMITTER
P 1.1
P 1.2 PRODUCE ACTIVE
RECIEVER
P 1.3 PRODUCE PASSIVE
RECEIVER
P 1.4 PRODUCE FLEX.
ASSEMBLIES
P 1.5 PRODUCE PWB
ASSEMBLIES
ANDAND
P 1.6ASSEMBLE INTO UPPER HOUSING
ASSEMBLY
P 1.7PRODUCE LOWER
HOUSING ASSEMBLY
SEE NEXT SLIDE

TYPICAL PROCESS FLOW (CONTD)
P 1.3.1CODER
ATTACH
P 1.3.2CLEAN BOND
PADS
P 1.3.3WIRE BOND
CODER
P 1.3.4PICK AND PLACE
PbSe INTERCONNECT
STANDOFF
P 1.3.2CLEAN BOND PADS
P 1.3.5WIRE BOND
PbSe
P 1.3.6INSPECT
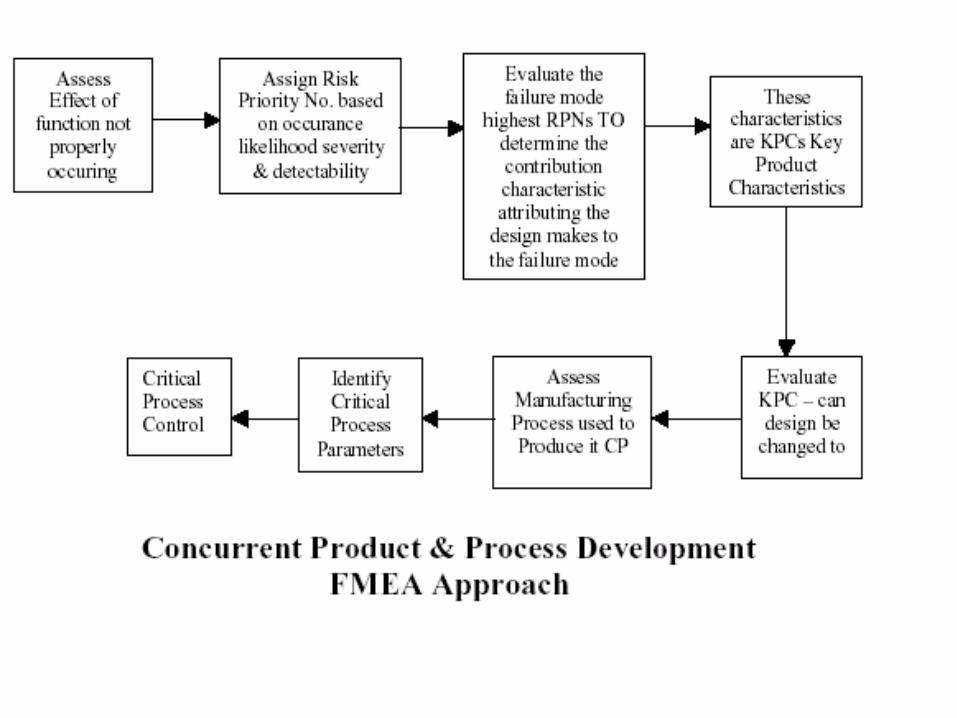
ACTIVITIES TO ACHIEVE
MFG. KNOWLEDGE IDENTIFY KEY SYSTEM CHARECTERISTICS AND CRITICAL
MANUFACTURING PROCESSES
DETERMINE PROCESS IS IN CONTROL AND CAPABLE
CONDUCT FMEA
SET RELIABILITY GROWTH PLAN AND GOALS
CONDUCT RELIABILITY GROWTH TESTING
CONDUCT REVIEW TO BEGIN PRODUCTION
Contd..

BEST APPROACH TO PRODUCT DEVELOPMENT
TECHNOLOGY DEVELOPMENT
SYSTEM
INTEGRATION & DEMONSTRATION PRODUCTION
KP1 KP2 KP3
TECHNOLOGY MATURITY
DESIGN MATURITY
PRODUCTION MATURITY

CONCLUSION
THE NEED FOR DFMA DURING EARLY STAGES OF PRODUCT DEVELOPMENT IS SEEN
TWO METHODS Viz. BDI AND FMECA APPROACHES APPEAR TO BE YIELDING EXCELLENT RESULTS.
A COMBINATION OF THE TWO IS LIKELY TO SERVE OUR PURPOSE BOTH IN MECHANICAL AND ELECTRONIC PRODUCTS

ACTIVITIES TO ACHIEVE STABLE DESIGN KNOWLEDGE
LIMIT DESIGN CHALLENGE
DEMONSTRATE DESIGN MEETS REQUIREMENTS
COMPLETE CRITICAL DESIGN REVIEWS
STAKE HOLDERS AGREE DRAWINGS COMPLETE AND PRODUCIBLE
REVIEW TO BEGIN INITIAL MANUFACTURING
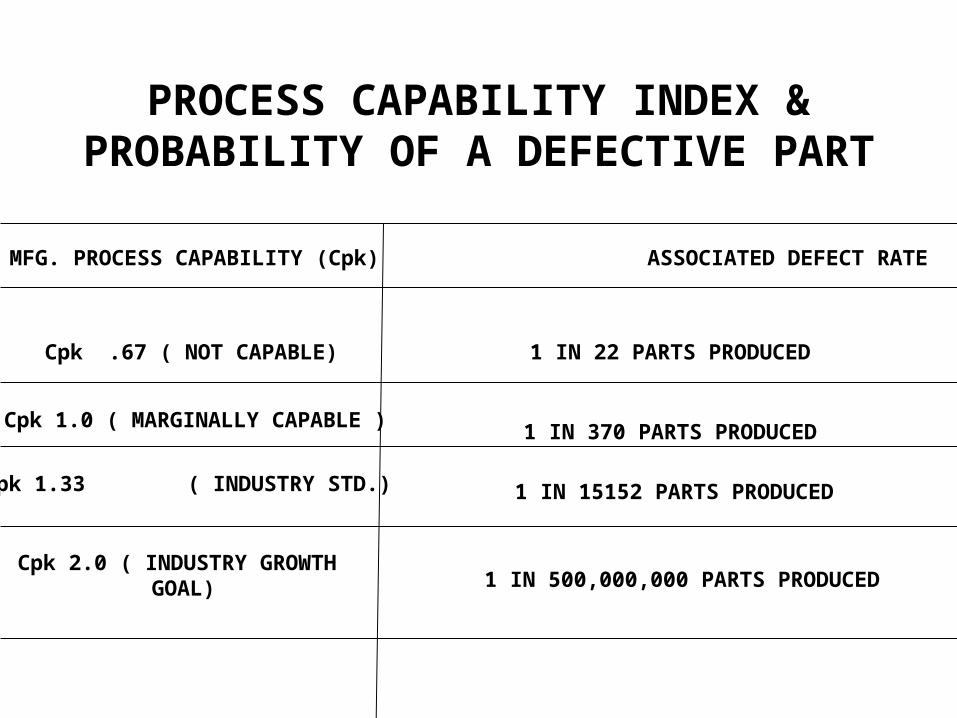
PROCESS CAPABILITY INDEX & PROBABILITY OF A DEFECTIVE
PART
MFG. PROCESS CAPABILITY (Cpk) ASSOCIATED DEFECT RATE
Cpk .67 ( NOT CAPABLE) 1 IN 22 PARTS PRODUCED
Cpk 1.0 ( MARGINALLY CAPABLE )1 IN 370 PARTS PRODUCED
Cpk 1.33 ( INDUSTRY STD.) 1 IN 15152 PARTS PRODUCED
Cpk 2.0 ( INDUSTRY GROWTH GOAL) 1 IN 500,000,000 PARTS PRODUCED
ACTIVITIES TO ACHIEVE MFG. KNOWLEDGE
IDENTIFY KEY SYSTEM CHARECTERISTICS AND CRITICAL MFG. PROCESSES
DETERMINE PROCESSES IN CONTROL AND CAPABLE
CONDUCT FAILURE MODE AND EFFECTS ANALYSIS
SET RELIABILTY GROWTH PLAN AND GOALS
CONDUCT RELIABILITY GROWTH TESTING
REVIEW TO BEGIN PRODUCTION

EXAMPLES OF PROTOTYPES USED
PRODUCT PRODUCT PRODUCTION
INTEGRATION DEMONSTRATION
PROTOTYPE ENGG. PROTOS.VIRTUAL OR
PHYSICAL
PRODUCTION REPRESENTATIVE
PROTOTYPESINITIAL PRODUCTS
PURPOSE DEMONSTRATEFORM FIT
FUNCTION AND A STABLE DESIGN
DEMONSTRATE PRODUCT IS
CAPABLE RELIABLEAND MFG. PROCESSES
IN CONTROL
DEMONSTRATE READY FOR FULL
SCALE PRODUCTION
BUILD ENVIRONMENT
ENGINEERINGMFG. FIRST SET OF
PRODUCTION TOOLINGPRODUCTION ALL
RATE TOOLING

Advantages of DFMA
Ford $ 1.2 billion in ’87 using DFA alone GM 30-60% on certain projects in ’89 MD-11 cargo liner savings per aircraft $ 86,000, a
bulkhead – cost saving $4,000 McDonnel Douglas has ranged 36-96% parts
count reduction on several of its aircraft component assemblies
FA-18 CD bay shelf design savings 84% in number of parts 73% in cost 11% in weight 89% in assembly time
WHAT IS DFMA (CONTD.)
DFMA ENCOURAGES CONCURRENT ENGINEERING DURING PRODUCT DESIGN SO THAT PRODUCT QUALITIES RESIDE WITH BOTH THE DESINERS AND OTHER MEMBERS OF THE PRODUCTION TEAM
IT IS A COMMUNICATION TOOL FOR THE TEAM
IT IS A BENCH MARKING TOOL
IT DEFINES THE DESIGN AND MANUFACTURING CAPABILITIES OF SELF AND COMPETITOR
WHAT IS DFMA (CONTD.)
IT PROVIDES A NON-THREATENING WAY TO GET PEOPLE TALKING ABOUT A DESIGN WITHOUT FEELING LIKE OTHERS ARE ENCROACHING ON THEIR TERRITORY
EINSTEIN SAID “ THE BEST DESIGN IS THE SIMPLEST ONE THAT WORKS “. DFMA PROVIDES THE CHEAPEST WAY TO THAT GOAL
WHAT IS DFMA
DFMA IS AN EXACTING DESIGN REVIEW METHOD
IT IDENTIFIES:
-OPTIMAL PART DESIGN
-MATERIAL CHOICE
-ASSEMBLY AND FABRICATION OPERATIONS TO PRODUCE AN EFFICIENT AND COST EFFECTIVE PRODUCT
IT REVEALS THAT INITIAL IDEAS MAY NOT BE THE MOST EFFECTIVE (CONTD.)