Introduction to Bulk-Forming Processes

of 5
Transcript of Introduction to Bulk-Forming Processes
-
8/9/2019 Introduction to Bulk-Forming Processes
1/9
Introduction to Bulk-Forming ProcessesS.L. Semiatin, Air Force Research Laboratory, Materials and Manufacturing Directorate
METALWORKING consists of deformationprocesses in which a metal billet or blank isshaped bytools or dies. The design and control of such processes depend on the characteristicsof the workpiece material, the conditions at thetool/workpiece interface, the mechanics of
plastic deformation (metal flow), the equipmentused, and the finished-product requirements.These factors influence the selection of toolgeometry and material as well as processingconditions (for example, workpiece and dietemperatures and lubrication). Because of thecomplexity of many metalworking operations,models of various types, such as analytical,physical, or numerical models, are often reliedupon to design such processes.
This Volume presents the state-of-the-art inbulk-metalworking processes. A companionvolume ( ASM Handbook , Volume 14B, Metal-working: Sheet Forming) describes the state-of-the-art in sheet-forming processes. Variousmajor sections of this Volume deal with
descriptions of specific processes, selection of equipment and die materials, forming practicefor specific alloys, and various aspects of processdesign and control. This article provides a brief historical perspective, a classification of metal-working processes and equipment, and a sum-mary of some of themore recentdevelopments inthe field.
Historical Perspective
Metalworking is one of three major technol-ogies used to fabricate metal products; the othersare casting and powder metallurgy. However,
metalworking is perhaps the oldest and mostmature of the three. The earliest records of metalworking describe the simple hammering of gold and copper in various regions of the MiddleEast around 8000 B.C. The forming of thesemetals was crude because the art of refining bysmelting was unknown and because the ability towork the material was limited by impurities thatremained after themetal hadbeen separatedfromthe ore. With the advent of copper smeltingaround 4000 B.C., a useful method becameavailable for purifying metals through chemicalreactions in the liquid state. Later, in the CopperAge, it was found that the hammering of metal
brought about desirable increases in strength(a phenomenon now known as strain hardening).The quest for strength spurred a search for alloysthat were inherently strong and led to the utili-zation of alloys of copper and tin (the BronzeAge) and iron and carbon (the Iron Age). The
Iron Age, which can be dated as beginningaround 1200 B.C., followed the beginning of the Bronze Age by some 1300 years. The reasonfor the delay was the absence of methods forachieving the high temperatures needed to meltand to refine iron ore.
Most metalworking was done by hand untilthe 13th century. At this time, the tilt hammerwas developed and used primarily for forgingbars and plates. The machine used water powerto raise a lever arm that had a hammering toolat one end; it was called a tilt hammer becausethe arm tilted as the hammering tool was raised.After raising the hammer, the blacksmith letit fall under the force of gravity, thus generat-ing the forging blow. This relatively simple
device remained in service for a number of centuries.
The development of rolling mills followedthat of forging equipment. Leonardo da Vinci’snotebook includes a sketch of a machinedesigned in 1480 for the rolling of lead forstained glass windows. In 1495, da Vinci isreported to have rolled flat sheets of preciousmetal on a hand-operated two-roll mill for coin-making purposes. In the following years, severaldesigns for rolling mills were utilized inGermany, Italy, France, and England. However,the development of large mills capable of hotrolling ferrous materials took almost 200 years.This relatively slow progress was primarily due
to the limited supply of iron. Early millsemployed flat rolls for making sheet and plate,and until the middle of the 18th century, thesemills were driven by water wheels.
During the Industrial Revolution at the end of the 18th century, processes were devised formaking iron and steel in large quantities tosatisfy the demand for metal products. A needarose for forging equipment with larger capacity.This need was answered with the invention of thehigh-speed steam hammer, in which the hammeris raised by steam power,and thehydraulic press,in which the force is supplied by hydraulicpressure. From such equipment came products
ranging from firearms to locomotive Similarly, the steam engine spurred dements in rolling, and, in the 19th cea variety of steel products were rolsignificant quantities.
The past 100 years have seen the develo
of new types of metalworking equipmenew materials with special propertieapplications. The new types of equipmenincluded mechanical and screw pressehigh-speed tandem rolling mills. The mathat have benefited from such developmeequipment range from the low-carbon steadvanced high-strength steels used inmobiles and appliances to specialty alumititanium-, and nickel-base alloys used aerospace and other industries. In the apmately 20 years since this Volume waupdated, methods for the bulk formingnumber of new materials, such as intermalloys and composites, have been deveFurthermore, the advent of user-friendly
puter codes andinexpensivecomputers haa revolution in the application of nummethods for the design and control of a plof bulk-forming processes, thus leadihigher-quality products and increased effiin the metalworking industry.
Classification of MetalworkingProcesses
In metalworking, an initially simple piece—a billet or a blanked sheet,for examis plastically deformed between tools (or d
obtain the desired final configuration. Mforming processes are usually classified aing to two broad categories:
Bulk, or massive, forming operations Sheet-forming operations (Sheet form
also referred to as forming. In thebroademost accepted sense, however, theforming is used to describe bulk- as wsheet-forming processes).
In both types of processes, the surfaces deforming metal and the tools are in contacfriction between them may have a majorence on material flow. In bulk formin
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
2/9
input material is in billet, rod, or slab form,and the surface-to-volume ratio in the formedpart increases considerably under the action of largely compressive loading. In sheet forming,on the other hand, a piece of sheet metal isplastically deformed by tensile loads into athree-dimensional shape, often without signifi-
cant changes in sheet thickness or surfacecharacteristic.
Processes that fall under the category of bulk forming have the following distinguishing fea-tures (Ref 1, 2):
The deforming material, or workpiece,undergoes large plastic ( permanent) defor-mation, resulting in an appreciable change inshape or cross section.
The portion of the workpiece undergoingplastic deformation is generally much largerthan the portion undergoing elastic deforma-tion; therefore, elastic recovery after defor-mation is negligible.
Examples of generic bulk-forming processesare extrusion, forging, rolling, and drawing.
Specific bulk-forming processes are listed inTable 1.
Types of Metalworking Equipment
The various forming processes discussedpreviously are associated with a large variety of forming machines or equipment, including thefollowing (Ref 1, 2):
Rolling mills for plate, strip, and shapes Machines for profile rolling from strip Ring-rolling machines Thread-rolling and surface-rolling machines Magnetic and explosive forming machines Draw benches for tube and rod; wire- and rod-
drawing machines Machines for pressing-type operations
(presses)
Among those listed, pressing-type machinesare the most widely used and are applied toboth bulk- and sheet-forming processes. Thesemachines can be classified into three types:load-restricted machines (hydraulic presses),stroke-restricted machines (crank and eccentric,or mechanical, presses), and energy-restrictedmachines (hammers and screw presses). Thesignificant characteristics of pressing-typemachines comprise all machine design and per-formance data that are pertinent to the econom-ical use of the machine. These characteristicsinclude:
Characteristics for load and energy: Avail-able load, available energy, and efficiencyfactor (which equals the energy available forworkpiece deformation/energy supplied to the
machine) Time-related characteristics: Number of
strokes per minute, contact time under pres-sure, and velocity under pressure
Characteristics for accuracy: For example,deflection of the ram and frame, particularlyunder off-center loading, and press stiffness
Recent Developments inBulk Forming
Since the publication in 1988 of the pre-vious edition of the ASM Handbook on Formingand Forging, metalworking practice has seen anumber of notable advances with regard to the
development of new processes; new materials,the increased control of microstructure via spe-cialized thermomechanical processes, and thedevelopment of advanced tools for predictingmicrostructure and texture evolution; and theapplication of sophisticated process simulationand design tools. Some of these technologicaladvances are summarized in the following sec-tions of this article.
New Processes
A number of novel processes have recentlybeen introduced and/or investigated. In the
bulk-forming area, these include advroll-forming methods, equal-channel aextrusion, incremental forging, and forming.
Advanced roll-forming methods havedeveloped for making axisymmetric compwith very complex cross sections. Shap
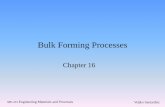
conducted using opposed rollers or a comtion of rollers and a mandrel acting on a roworkpiece (Fig. 1). Unlike former simplforming processes used to make long cones, and so forth, newer roll-forming mrely on the simultaneous control of radiaxial metal flow. For example, the internfile of complex shapes can be generatcombined radial-axial roll forming that typmakes use of a sophisticated internal mconsisting of several angular segmentdevices to quickly lock or unlock the segSuch roll-forming operations can be condunder either cold- or hot-working conditiospecific temperature depends on the ductili
strength of the workpiece material ancomplexity of the shape to be made. Thenique has been used to make aircraft enginand cases, automotive wheels, and otherRecently, the feasibility of radial roll fohas been demonstrated for titanium allo6Al-4V, Ti-6Al-2Sn-4Zr-2Mo, and Ti-6A4Zr-6Mo and nickel-base alloys 718, WasRené 95, René 88, and Merl 76 (Ref The forming of such alloys is enhanced development of an ultrafine grain structthe preform material. Advanced roll formiprovide near-net shapes at lower cost comto forging and ring rolling because of theination of dies andthe ability to utilize a giof rollers for multiple geometries. Because
generally high deformation that is imposethe entire part cross section, microstructurformity also tends to be excellent. More deinformation on the technology can be fouthe article “Roll Forming of Axially SymComponents” in this Volume.
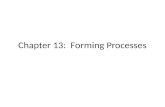
Equal-channel angular extrusion (ECAan emerging metal-processing technique oped by Segal in the former Soviet Union1970s, but not widely known in the Westhe 1990s (Ref 5). In ECAE, metal flowprises deformation through two interschannels of equal cross-sectional area (FThe imparted strain is a function priof the angle between the two channels, 2
the angle of the curved outer corner, y2w=90 and y=0, for example, the effstrain is approximately equal to 1.15. By pthe workpiece through the tooling many very large deformations can thus be imHence, the process has been investigatemeans to refine microstructure and to ccrystallographic texture; in many casemicrocrystalline grain structures are deveThe majority of work to date has been perfon aluminum and aluminum alloys, coppernickel, and titanium. Although the gattention has been focused on square or billet products, ECAE has also been u
Table 1 Classification of bulk (massive)forming processes
Forging
Closed-die forging with flashClosed-die forgingwithout flash
Coining
Electro-upsettingForward extrusion forging
Backward extrusion forging
HobbingIsothermal forging
Nosing
Open-die forging
Rotary (orbital) forgingPrecision forgingMetal powder forging
Radial forging
UpsettingIncremental forging
Rolling
Sheet rolling
Shape rollingTube rolling
Ring rolling
Rotary tube piercingGear rolling
Roll forging
Cross rollingSurface rolling
Shear forming
Tube reducing
Radial roll forming
Extrusion
Nonlubricated hot extrusion
Lubricated direct hot extrusionHydrostatic extrusion
Co-extrusion
Equal channel angular extrusion
Drawing
DrawingDrawing with rolls
Ironing
Tube sinkingCo-drawing
Source: Ref 1
2 / Introduction
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
3/9
produce ultrafine-grain plate materials for use asis or as preforms for subsequent sheet rolling.Furthermore, work has been performed tomodify the ECAE concept to allow continuous,rather than batch, processing; such efforts havebeen limited to thin cross-section productssuch as wire, rod, and sheet. More detailedinformation on ECAE can be found in the article“Equal-Channel Angular Extrusion” in thisVolume.
Incremental forging is a closed-die forgingprocess in which only a portion of the workpieceis shaped during each of a series of press strokes.The process is analogous to open-die forging
(cogging) of ingots, billets, thick plates, andshafts. In contrast to such operations, however,impression dies (not flator V-shaped tooling) areutilized. The primary applications of the tech-nique are very large plan-area components of high-temperature alloys for which die pressurescan easily equal or exceed 10 to 20 tsi. In suchinstances, part plan area is limited to approxi-mately several thousand square inches for thelargest presses (50,000 tons) currently availablein the United States. By forging only a portion of the part at a time, however, press requirementsare reduced. Applications of the techniqueinclude large, axisymmetric components forland-based gas turbines made from nickel-base
alloy 706 (Wyman-Gordon Company and AlcoaForged Products) and various Ti-6Al-4V (rib-web) structural components for F-18 aircraft(manufactured at Alcoa Forged Products). Thelatter parts had plan areas of the order of 5000 in.
2. Needless to say, part symmetry and
forging design (e.g., forging envelope) play acritical role in the design of incremental-forgingprocesses. Forging design, representing a keyfeature of incremental forging, is often highlyspecialized and proprietary in nature.
Microforming is a technology generallydefined as the production of parts or structureswith at least two dimensions in the submillimeter
range.Most of thedevelopments in this arebeen driven by the needs of the elecindustry for mass-produced miniature parsummarized by Geiger et al. (Ref 6), challenges in microforming fall into one obroad categories: workpiece material, toequipment, and process control. For ex
the flow and failure behavior of a worwith only one or several grains across the ssubjected to large strains can be very diffrom that of its polycrystalline counused in macro bulk-forming processes. Mforming operations include cold headinextrusion of wire. For example, Geigerdescribed the bulk forming of copper piforward rod extrusion and backward extrusion to produce a shaft diameter of 0(0.03 mils) and a wall thickness of 1(5 mils). For this and similar micro-operchallenges include handling of small premanufacture of tooling with complex geometry, tooling alignment, and the o
precision of the forming equipment.
Materials-Related Developments
Recent materials-related developmenclude breakthroughs in the bulk forming omaterials, increased control of microstrdevelopment using specialized thermomecal processes, and the development of advtools for predicting microstructure and tevolution.
New materials for which substantiagress has been made over the last 20include structural-intermetallic alloys an
continuously reinforced metal-matrix csites (MMCs). For intermetallic bulk-forming approaches have been dramatic for aluminide-based materials (RBulk forming on a commercial scale haused for MMCs with aluminum-alloy anlesser extent, titanium-alloy matrices.
Iron-aluminide alloys based on the compound are probably the structural metallic materials that have been producedlargest quantities to date. These materials eexcellent oxidation and sulfidation resiand potentially lower cost than the ststeels with which they compete. As sunumber of potential applications for thes
aluminides have been identified. These inmetalworking dies, heat shields, furnace fiand heating elements, and a variety ofmotive components. Sikka and his colleagOak Ridge National Laboratory have headedthe development of techniques for textrusion, forging, and rolling of ingot-lurgy Fe3Al-base alloys at temperatures range of 900 to 1200 C (1650 to 21(Ref 8). The wrought product can then berolled to plate or sheet at temperatures be500 and 600 C (930 and 1110 F) to mfacture material with room-temperature ductility of 15 to 20%. Wrought Fe3Al
Ram
Workpiece
2φ
A
Die
ψ A'
Fig. 2 Equal-channel-angular extrusion
(a)
(b) Roll-formed
shapeSonic
shape
Fig. 1 Radial roll forming. (a) Schematic of the process. (b) Complex-shape titanium-alloy component fabricatedvia radial roll forming. The sketch in (b) shows the outline of the roll-formed part relative to the sonic shape.
Source: Ref 3, 4
Introduction to Bulk-Forming Process
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
4/9
do not possess adequate workability for coldrolling or cold drawing, however.
Titanium-aluminide alloys based on the face-centered tetragonal (fct) gamma phase (TiAl)represent a second type of aluminide material forwhich significant progress has been made towardcommercialization. The gamma-titanium alu-
minide alloys have a number of applications aslightweight replacements for superalloys in thehot section of aircraft engines and as thermalprotection systems in hypersonic vehicles.Spurred by substantial efforts at the Air ForceResearch Laboratory, Battelle Memorial Insti-tute, Ladish Company, and Wyman-Gordon, avariety of metalworking techniques for bothingot-metallurgy (I/M) and powder-metallurgy(P/M) materials have been developed for thesematerials, which were once thought to beunworkable (Ref 7, 9). For instance, isothermalforging and canned hot-extrusion techniqueshave been demonstrated for the breakdown of medium- to large-scale ingots. Novel can designs
and the use of a controlled dwell time betweenbillet removal from the preheat furnace anddeformation have greatly enhanced the feasi-bility of hot extrusion. In particular, the dwelltime is chosen in order to develop a temperaturedifference between the sacrificial can materialand the titanium aluminide preform; by thismeans the flow stresses of the two components issimilar, thereby promoting uniform co-extru-sion. Secondary processing of parts has beenmost often conducted via isothermal closed-dieforging (Fig. 3a, b). Careful can design andunderstanding of temperature transients havealso enabled the hot pack rolling of gammatitanium-aluminide sheet and foil products usedin subsequent superplastic-forming operations
(Fig. 3c). A key to the success of each of theseprocesses has been the development of a detailedunderstanding of the pertinent phase equilibria/ phase transformations and the effects of micro-structure, strain rate, and temperature on failuremodes during processing. More detailed infor-mation on the bulk processing of intermetallicalloys can be found in the article “Bulk Formingof Intermetallic Alloys” in this Volume.
Discontinuously reinforced aluminum metal-matrix composites (DRA MMCs) have beensynthesized and subsequently bulk formed by avariety of techniques. The majority of MMCshave been based on aluminum matrices withsilicon carbide particulate or whisker reinforce-
ments synthesized in tonnage quantities by I/Mor P/M approaches. In the I/M method, which ismost often used forautomotive parts,the ceramicparticles are introduced and suspended in theliquid aluminum alloy prior to casting using ahigh-energy mixing process. In the P/Mapproach, most often used for aerospace mate-rials, the matrix and ceramic powders are blen-ded in a high-shear mixer prior to canning andoutgassing. Following the casting/canningoperations, conventional extrusion, forging, androlling processes are used to make billet andplate products. Secondary processing mayinclude extrusion (e.g., automotive driveshafts,
fan exit guide vanes in commercial jet engines,bicycle-frame tubing), rolling (to make sheet),and closed-die forging (e.g., helicopter rotor-blade sleeves, automobile engine pistons andconnectingrods). Cast-and-extruded DRA MMCdriveshafts with a 6061 aluminum matrix andalumina reinforcements have also been intro-
duced for pickup trucks and sports cars. Simi-larly, extrusion and upsetting of pressed-andsintered Ti-6Al-4V reinforced with TiB2 parti-culate have been used to mass produce auto-mobile and motorcycle engine valves. Moredetailed information on the bulk processing of metal-matrix composites can be found in thearticle “Forging of Discontinuously ReinforcedAluminum Composites” in this Volume andin the article “Processing of Metal-MatrixComposites” in composites, Volume 21, of ASM
Handbook .Thermomechanical processing (TMP)
refers to the design and control of metalworkingand heat treatment steps in an overall manu-
facturing process in order to enhance finalmicrostructure and properties. Thermo-mechanical processing was developed initiallyas a method for producing high-strength or high-toughness microalloyed steels via (ferrite) grainrefinement and controlled precipitation. Currenttrends in the TMP of ferrous alloys are focusingon the development of carbide-free steels withbainitic microstructures to obtain yet higherstrength levels. Further information on the state-of-the-art of ferrous TMP is contained in thearticle “Thermomechanical Processes for Fer-rous Alloys” in this Volume.
Thermomechanical processing is now alsobeing used routinely for nickel- and titanium-base alloys. Two examples of recent advances in
the TMP of nickel-base superalloys, intended toimprove damage tolerance or creep resistance inservice, comprise techniques to produce a uni-form intermediate grain size (ASTM ~6) or agraded microstructure. The former technique isespecially useful for the manufacture of P/Msuperalloys such as René 88, N18, and alloy 720.In this instance, TMP consists of isothermalforging of consolidated-powder preforms fol-lowed by supersolvus heat treatment. To achievethe desired final grain size after supersolvus heattreatment, however, forging must be performedin a very tightly controlled strain, strain-rate, andtemperature window for each specific material(Ref 10). Lack of control during deformation
may result in uncontrolled (abnormal) graingrowth during the subsequent supersolvus heattreatment, leading to isolated grains or groups of grains that are several orders of magnitude largerthan the average grain size. Processes to developgraded microstructures in superalloys consist of local heating above the solvus temperature todissolve the grain-boundary pinning phase (e.g.,gamma prime) and thus facilitate grain growth inthese regions while other portions of the com-ponent are cooled (Ref 11).
Thermomechanical processes for titaniumalloys include processing to produce ultrafinegrain billet, “through-transus” forging, and final
heat treatment to obtain graded microstrucMethods to obtain ultrafine billet microstruin alpha/beta titanium alloys such as Ti-6ATi-6Al-2Sn-4Zr-2Mo, and Ti-17 rely on sforging practices for partially converted containing an initial transformed-beta (cbasketweave alpha) microstructure. In
approach, multistep hot forging alongorthogonal directions is conducted at rates of the order of 10 3 s1 and a sertemperatures in the alpha/beta phase(Ref 12). By this means, an alpha grain s4 to 8 mm (0.16 to 0.31 mils) with goodsonic inspectability is obtained. In a sapproach, warm working, involving verystrains and somewhat lower temperaturesto 700 C, or 1020 to 1290 F), has beento yield a submicrocrystalline alpha grai(Ref 13).
Fig. 3 Wrought gamma titanium products. (apressor blades. (b) Subscale isothermall
disk. (a) and (b) Source: D.U. Furrer, Ladish CompLarge, conventionally (pack) rolled sheet. Source:Memorial Institute, Air Force Research Laboratory
4 / Introduction
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
5/9
Through-transus forging of alloys such as Ti-6Al-4Sn-4Zr-6Mo is a TMP process that com-bines aspects of beta and alpha-beta forging inorder to develop a microstructure with both highstrength and good fracture toughness/fatigueresistance. By working through the transus, thedevelopment of a continuous (and deleterious)
layer of alpha along the beta grain boundaries isavoided (Ref 14). Instead, a transformed betamatrix microstructure with equiaxed alpha par-ticles on the beta grain boundaries (“snow on theboundaries”) is produced. If forging is conductedto temperatures that are too low, however,undesirable equiaxed, primary alpha is nucleatedwithin the matrix. To help meet the tight limitson temperature for the process, therefore, hot-dieforging coupled with finite-element modeling forprocess design have been utilized.
As with nickel-base superalloys, special heattreatments have been developed to provide dual(and graded) microstructures in alpha-beta tita-nium alloys (Ref 15) (Fig. 4). Most of these
methods comprise local heating of selectedregions of a part above the beta-transus tem-perature followed by controlled cooling. Infor-mation on beta annealing under continuous-heating conditions and the effect of textureevolution on beta grain growth is invaluable forthe selection of heating rates and peak tempera-
tures for such TMP routes (Ref 16–18). Inaddition, because the decomposition of themetastable beta is very sensitive to cooling rate,dual-microstructure TMP processes may be usedto produce components with a gradation of microstructure morphologies.
More detailed information on the TMP of nickel-base and titanium alloys can be found inthe article “Thermomechanical Processes forNonferrous Alloys” in this Volume.
Microstructure-evolution models fall intotwo broad categories: phenomenological andmechanistic. Phenomenological microstructure-evolution models have been developed to cor-relate measured microstructural features to
imposed processing conditions and artypically valid only within the specific rathe observations (Ref 19). For examplevolution of recrystallized volume frand recrystallized grain size that evolve dhot deformation (due to “dynamic” recryzation) can be described as a function
imposed strain, strain rate, and tempeSimilar models treat the evolution ofstructure during annealing following coldworking as a function of time due to “srecrystallization. In both cases, the recrystvolume fraction typically follows a sigm(“Avrami”) dependence on strain or timenomenological models of dynamic andrecrystallization have been developed variety of steels, aluminum alloys, and nbase alloys. Grain growth during heatment of single-phase alloys without oa dispersion of second-phase particlealso be quantified using phenomenolequations such as that based on a paraboli
observations for a very wide range of metaalloys.Mechanism-based approaches have also
investigated during the last 20 years to microstructure evolution during hot workiannealing. These models incorporate denistic and statistical aspects to varying deand seek to quantify the specific mechunderlying microstructure changes. Most models incorporate physics-based ruleevents such as nucleation andgrowth durinrecrystallization and grain growth. The effstored work, concurrent hot working, clographic texture, grain-boundary energmobility, second-phase particles, and so fomicrostructure evolution can thus be des
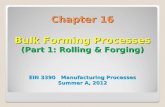
by these approaches. As such, accurate mothis type can delineate microstructure evoover a broader range of processing condthan phenomenological models and are alsuseful for processes involving strain ratemperature transients. In addition, the mcan provide insight into the source of obsdeviations from classical Avrami behavioing recrystallization or nonparabolic growth (e.g., Fig. 5). Two principal tymechanism-based approaches are those bacellular automaton (primarily used for rtallization problems) and the Monte-Carloformalism (used for both recrystallizatiograin-growth problems). Both of these for
tions seek to describe phenomena at the(grain) scale. Challenges with regard validation and industrial application of mechanism-based models still remain, howlargely because of the dearthof reliable maproperty data.
More detailed information on phenological and mechanism-based modemicrostructure evolution can be found article “Models for Predicting MicrostrEvolution” in this Volume and in Ref 21.
Texture-evolution models fall intomain categories, those principally foprediction of either deformation textu
Fig. 4 Graded microstructure obtained in a 75 mm (3 in.) diam Ti-6Al-4V bar via localized induction heating.(a) Macrostructure. (b) Microstructure in core. (c) Microstructure in surface layer. Source: Ref 15
Introduction to Bulk-Forming Process
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
6/9
recrystallization/transformation textures. Thedevelopment of such modeling techniques hasgreatly accelerated in recent years due to theready availability of powerful computer resour-ces. Deformation texture modeling is moreadvanced compared to efforts for predictingrecrystallization/transformation textures. Defor-
mation texture modeling treats the slip andtwinning processes and the associated crystalrotations to predict anisotropic plastic flow andtexture evolution. Models of this sort includelower- and upper-bound approaches in whicheither stress or strain compatibility is enforcedamong the grains in a polycrystalline aggregate,respectively. Upper-bound models give reason-able estimates of deformation texture evolutionin many cases. However, more-detailed approa-ches, which incorporate strain variations fromgrain to grain (so-called self-consistent models)as well as within each grain (crystal-plasticityFEM techniques, or CPFEM), offer the promiseof even more accurate predictions. The latter
(CPFEM) approach may also be useful for thedetermination of local conditions that may giverise to cavitation, spheroidization, and so forthprovided that the physics associated with such
processes can be quantified in terms of the fieldvariables used in these codes. More detailedinformation on deformation texture modelingcan be found in the article “Polycrystal Model-ing, Plastic Forming, and Deformation Textures”in this Volume.
A relatively recent development in texture
modeling is that associated with the recrystalli-zation or transformation phenomena during orfollowing hot deformation. For example, thetextures that evolve during hot working are aresult of both dislocation glide and dynamicrecrystallization. Texture evolution can bequantified by mechanisms such as orientednucleation and selective growth. In the formermechanism, recrystallization nuclei are formedin those grains that have suffered the least shearstrain (i.e., dislocation glide). Selective (i.e.,faster) growthis then assumed to occur for nucleiof particular misorientations with respect to thematrix. More detailed information on the mod-eling of the evolution of recrystallization and
transformation textures can be found in thearticle “Transformation and RecrystallizationTextures Associated with Steel Processing” inthis Volume.
Process Simulation and Design
With the advent of powerful and inexpcomputer hardware and software, a verevolution in the design of bulk-formincesses using advanced modeling and optition techniques has occurred in the last 20
Advances in process simulationbeen spurred primarily by the developmgeneral-purpose, finite-element-method (codes such as DEFORM, ABAQUS, Fand MSC.Marc. The speed, accuracy, andfriendliness of FEM codes has been facilby optimization of the element type uthe program; the development of automeshing and remeshing routines; the intrtion of advanced solvers; and the incorpoof advanced graphics-user interfaces ((Ref 22).
In the 1980s, early FEM codes were apppredict metal flow in simple two-dimennon-steady-state problems (e.g., closed-d
ging). Since the early 1990s, two-dimenapplications have grown significantly. Intion, increasingly powerful FEM codesbeen applied to simulate a number of dimensional (3-D) forging problems. RFEM applications include the design of tfor forgings that require multiple die imsions, the simulation of open-die forgincesses,and various steady-stateproblemssextrusion; drawing; flat, shape, and pack roand ring rolling (Ref 22–24). The simulatopen-die forging processes for billet pr(e.g., cogging, radial forging) is particchallenging because of the size of theworkthe large number of forging blows, and piece rotations between blows, among
factors. Other complex 3-D problems, have been analyzed using FEM, include oforging, forging of crankshafts, extrusishapes, and helical-gear extrusion.
In addition to predictions of metal flowafill (and associated metal-flow defects slaps, folds, pipe), FEM is also being useularly to analyze the evolution of microstrand defects within the workpiece, die strtooling failure, and so forth. The predictdefects due to cavitation and ductile fractuexample, usually relies on continuum c(e.g., the Cockcroft and Latham maximusile work criterion) and FEM model prediof stresses and strains. Similarly, in the a
microstructure evolution, variations of frrecrystallized and recrystallized graindeveloped within a workpiece during hot ing are typically estimated using phenological models and FEM predictioimposed strain, strain rate, and temperatur24, 25). Such approaches have been relasuccessful for non-steady-state processes sclosed-die press and hammer forging as wfor cogging of steels and superalloys (see Rand the article “Practical Aspects of ConvIngot to Billet” in this Volume).
FEM-based models have also been devefor the prediction of microstructure evo
(a) (b)
0 100 200 300 400 500 600 700 800 900 1000
10
20
30
40
50
60
70
Case C
Case B
Case A
N o r m a l i z e d G
r a i n A r e a ( A v e r a g e )
Time, MCS
(c) (d)
Fig. 5 Monte Carlo (three-dimensional) model predictions of (a, b, and c) grain structure (two-dimensional) sectionsafter 1000 Monte-Carlo Steps) and (d) grain-growth behavior for materials with various starting textures and
assumed grain-boundary properties. (a) Case A, isotropic starting texture and isotropic boundary properties (normal grain-growth case). (b) Case B, initial, single component texture, weakly anisotropic grain-boundary properties. (c) Case C,initial, single component texture, strongly anisotropic grain-boundary properties. Source: Ref 20
6 / Introduction
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
7/9
during steady-state processes such as the hotrolling of steel (Ref 26, 27). For instance, in thework of Pauskar (Ref 27), metal flow andmicrostructure evolution during multistandshape rolling were modeled using the integratedsystem ROLPAS-M, which consists of threemain modules. The main module (ROLPAS)
comprises a 3-D nonisothermal FEM code. Thesecond module, MICON, uses the computedthermomechanical history from ROLPAS tomodel the deformation, retained work, dynamic/ static recrystallization, and grain growth of aus-tenite during the rolling process itself. As withmany multistage steel rolling processes, micro-structure changes are controlled primarily bystatic recrystallization and grain growth betweenrolling stands. The fraction recrystallized andretained work are used to estimate the flow stressof the material as it enters each successive rollstand. Last, the module AUSTRANS uses thetemperature history after rolling and cooling-transformation curves to model the decomposi-
tion of austenite during cool-down. More detailson microstructure modeling during multipass hotrolling of steel can be found in the article “Flat,Bar, and Shape Rolling” in this Volume.
Recently, an FEM modeling procedurewas developed within the framework of thecommercial code DEFORM to predict residualstresses that develop during heat treatmentand distortion during subsequent machiningprocesses for ferrous and nickel-base superalloyparts (Ref 28). The FEM model for heat treat-ment assumes that the residual stresses devel-oped during the forging and cool-downoperations arerelieved early during solution heattreatment. Thus, residual stresses are inducedprimarily during quenching and continue to
evolveduring theremainder of theheat treatmentprocess. The rapid cooling during quenchingproduces severe temperature gradients within thepart and gives rise to nonuniform strains. Thedevelopment of residual stresses is thus handledusing a standard elastoplastic constitutive for-mulation in the FEM code. The effect of phasetransformations during cooling (as in steels) onresidual stresses is also treated in the newestFEM heat treatment codes. For this purpose,phase-transformation data are incorporated inorder to quantify the volume changes associatedspecific transformation products that are formedin different areas of a part. To model subsequentstress-relief operations, creep models (e.g., Bai-
ley-Norton, Soderburg) are incorporated into thecode.
Additional information on process simulationmethods for bulk forming is contained in thearticle “Finite Element Method (FEM) Appli-cations in Bulk Forming” in this Volume.
Process design and optimization techni-ques represent the latest and perhaps mostimportant methodology in the development of computer-aided applications for bulk-formingprocesses. The advent of advanced processsimulation tools has replaced former methodsinvolving costly and time-consuming machiningand tryout of dies. However, the selection of
preform designs and processing conditions todetermine optimal die fill, microstructure evo-lution, die life, and so forth may still entailsubstantial trial and error and thus multiplesimulations when computer-modeling techni-ques alone are used. Hence, integrated systemsare now being developed to automate the opti-
mization process. For bulk-forming processes,such systems include an FEM metal-formingcode, a solid-geometry module or program, andan optimization routine or program. Althoughthe specifics of each problem vary, the overallapproach typically comprises three elements:choice of an objective function and constraints,calculation of the objective function (as may bedone by the FEM simulation code), and a searchfor the combination of design parameters thatprovide a minimum or maximum for the objec-tive function. In bulk forming, objective func-tions may include forging weight (minimumusually is best), die fill (minimum underfill isbest), uniformity of strain or strain rate (max-
imum uniformity is best), and so forth. Con-straints may include maximum or minimumallowable strain, strain rate, or temperature toprevent metallurgical defects, the specificationof maximum die stresses or press loading, and soforth.
Several examples of the application of opti-mization to bulk forming are described in Ref24,29, and 30 as well as the article “Design Opti-mization for Dies and Preforms” in this Volume.For example, optimal preform design for two-dimensional (axisymmetric) forgings has beensummarized by Ohet al. (Ref 29). In the examplecited in this work, the objective was to minimizeunderfill via optimization of the preform shape,which was represented as a series of B-spline
curves described through a collection of shape-control parameters. FEM simulations were runto determine the rate at which die fill changedwith respect to changes in the shape-controlparameters. At the end of each FEM forgingsimulation (using DEFORM), the values of theobjective function (and constraint functions) andtheir gradients (i.e., changes with respect to thechange in each shape-control parameter) weredetermined in order to pick a new search direc-tion in shape-control-parameter space. Srivatsaperformed similar analysis to minimize theweight of superalloy engine disks usingDEFORM (for FEM modeling),Unigraphics (forsolid modeling), and iSIGHT (for the optimiza-
tion code) (Ref 30).Initial work has also been conducted to auto-
mate the optimization of preform design for 3-Dforgings. For example, Oh et al. and Walterset al. (Ref 24, 29) describe a two-step process inwhich the final forging geometry is first “fil-tered” to obtain an initial guess for the preformshape (Fig. 6). This is done using a Fouriertransform technique in which sharp corners,edges, and small surface details are smoothed.The boundary of the preform is then “trimmed”to obtain a realistic preform for input to the FEMsimulation used to determine regions of underfilland inadequate/excessive flash formation. Based
on the FEM metal-flow predictions, addimaterial is then added or removed to theprthe new preform is filtered and trimmeadditional simulations are run in an itefashion until the desired result is obtained
Conclusions and Future Outlook
Recent advances in the bulk forming of have focused on the development of a numnew processes, the increasing utilizatithermomechanical processing (TMP) foferrous and nonferrous alloys, and the spread application of computer-based pmodels. Although relatively few new mahave reached the level of mass productionthe last decade, the processing of a numbercalled conventional alloys has undergonnificant improvements due to novel sequences, thus leading to less strikin
nonetheless important, improvements in sperformance. Further improvements in mproperties are likely as the quantitative ustanding and modeling of the evolutimicrostructure and texture expands aapplied in industry. The integration of pmodels with models of microstructure evo
(a)
(b)
(c)
Fig. 6 Application of finite-element-based otion to determine preform shape for a
dimensional forging. (a) Final forging. (b) “preform geometry. (c) “Trimmed” preform geSource: Ref 24, 29
Introduction to Bulk-Forming Process
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
8/9
and defect formation will help refine allowableprocessing windows and needed process con-trols. Such integration will thus form a veryimportant part of overall process optimization.
REFERENCES
1. T. Altan, S.I. Oh, and H.L. Gegel, MetalForming: Fundamentals and Applications,
American Society for Metals, 19832. T. Altan, G. Ngaile, and G. Shen, Cold and
Hot Forging: Fundamentals and Applica-tions, ASM International, 2004
3. B.P. Bewlay, M.F.X. Gigliotti, F.Z. Utya-shev, and O.A. Kaibyshev, Superplastic RollForming of Ti Alloys, Mater. Des., Vol 21,2000, p 287–295
4. B.P. Bewlay, M.F.X. Gigliotti, C.U. Hard-wicke, O.A. Kaibyshev, F.Z. Utyashev, andG.A. Salishchev, Net-Shape Manufacturingof Aircraft Engine Disks by Roll Forming
and Hot Die Forging, J. Mater. Proc. Tech-nol., Vol 135, 2003, p 324–3295. V.M. Segal, Equal Channel Angular Extru-
sion: From Macromechanics to StructureFormation, Mater. Sci. Eng. A, Vol A271,1999, p 322–333
6. M. Geiger, M. Kleiner, R. Eckstein,N. Tiesler, and U. Engel, Microforming,
Ann. CIRP, Vol 50 (No. 2), 2001, p 445–4627. S.L. Semiatin, J.C. Chestnutt, C. Austin, and
V. Seetharaman, Processing of IntermetallicAlloys, StructuralIntermetallics 1997, M.V.Nathal, R. Darolia, C.T. Liu, P.L. Martin,D.B. Miracle, R. Wagner, and M. Yama-guchi, Ed., TMS, 1997, p 263–277
8. V.K. Sikka, Melting, Casting, and Proces-
sing of Nickel and Iron Aluminides, HighTemperature Ordered Intermetallic AlloysVI, J. Horton, I. Baker, S. Hanada, R.D.Noebe, and D.S. Schwartz, Ed., MaterialsResearch Society, 1995, p 873–878
9. S.L. Semiatin, Wrought Processing of IngotMetallurgy Gamma Titanium AluminideAlloys, Gamma Titanium Aluminides,Y-W. Kim, R. Wagner, and M. Yamaguchi,Ed., TMS, 1995, p 509–524
10. D.D. Krueger, R.D. Kissinger, and R.G.Menzies, Development and Introduction of a Damage Tolerant High TemperatureNickel-Base Disk Alloy, René 88DT,Superalloys 1992, S.D. Antolovich et al.,
Ed., TMS, 1992, p 277–28611. D. Furrer and J. Gayda,Dual-Microstructure
Heat Treat Processing of Turbine Engine
Disks, Adv. Mater. Process., July 2003,p 36–39
12. M.F.X. Gigliotti, R.S. Gilmore, J.N. Bar-shinger, B.P. Bewlay, C.U. Hardwicke,G.A.Salishchev, R.M. Baleyev, and O.R.Valiakhmetov, Titanium Alloy BilletProcessing for Low Ultrasonic Noise,
Ti-2003: Science and Technology, G. Luet- jering and J. Albrecht, Ed., Wiley-VCHVerlag GmbH, Weinheim, Germany, 2004,p 297–304
13. S.V. Zherebstov, G.A. Salishchev, R.M.Galeyev, O.R. Valiakhmetov, and S.L.Semiatin, Formation of SubmicrocrystallineStructure in Large-Scale Ti-6Al-4V BilletDuring Warm Severe Plastic Deformation,Proc. Second International Conference on
Nanomaterials by Severe Plastic Deforma-tion: Fundamentals-Processing-Applica-tions, M.J. Zehetbauer and R.Z. Valiev, Ed.,Wiley-VCH, Weinheim, Germany, 2004,p 835–840
14. J. Williams, Thermo-Mechanical Proces-sing of High-Performance Ti Alloys: RecentProgress and Future Needs, J. Mater. Proc.Technol., Vol 117, 2001, p 370–373
15. S.L. Semiatin and I.M. Sukonnik, RapidHeat Treatment of Titanium Alloys, Proc.Seventh International Symposium on Phy-
sical Simulation of Casting, Hot Rolling and Welding, H.G. Suzuki, T. Sakai, and F.Matsuda, Ed., Dynamic Systems, Inc., 1997,p 395–405
16. O.M. Ivasishin, S.L. Semiatin, P.E. Mar-kovsky, S.V. Shevchenko, and S.V. Ulshin,Grain Growth and Texture Evolution inTi-6Al-4V During Beta Annealing underContinuous Heating Conditions, Mater. Sci.
Eng. A, Vol A337, 2002, p 88–9617. O.M. Ivasishin, S.V. Shevchenko, N.L.
Vasiliev, and S.L. Semiatin, 3-D Monte-Carlo Simulation of Texture Evolution andGrain Growth During Annealing, Acta
Mater., Vol 51, 2003, p 1019–103418. O.M. Ivasishin, S.V. Shevchenko, P.E.
Markovsky, and S.L. Semiatin, Experi-mental Investigation and 3-D Monte-Carlo Simulation of Texture-ControlledGrain Growth in Titanium Alloys, Ti-2003:Science and Technology, G. Luetjeringand J. Albrecht, Ed., Wiley-VCH VerlagGmbH, Weinheim,Germany, 2004, p 1307–1314
19. F.J. Humphreys and M. Hatherly, Recrys-tallization and Related Phenomena, Else-vier, Oxford, U.K., 1995
20. O.M. Ivasishin, S.V. Shevchenko,Vasiliev, and S.L. Semiatin, 3-D MCarlo Simulation of Texture EvolutioGrain Growth During Annealing, Met
Adv. Technol., Vol 23, 2001, p 1569–21. S.L. Semiatin, Evolution of Microstr
During Hot Working, Handbook of
ability and Process Design, G.E. DH.A. Kuhn, and S.L. Semiatin, Ed.,International, 2003, Chap. 3
22. S.I. Oh, W.T. Wu, and K. Arimoto, RDevelopments in Process SimulatioBulk Forming Processes, J. Mater. Technol., Vol 11, 2001, p 2–9
23. G. Li, J.T. Jinn, W.T. Wu, and S.Recent Development and ApplicatioThree Dimensional Finite-Element Ming in Bulk-Forming Processes, J. MProc. Technol., Vol 11, 2001, p 40–4
24. J. Walters, W.T. Wu, and M. HermanSimulation of Bulk Forming ProcesseDEFORMTM, Proc. International
ference on New Developments in FTechnology, Fellbach/Stuttgart, GerJune 2003
25. G. Shen, S.L. Semiatin, and R. ShModeling Microstructural DeveloDuring the Forging of Waspaloy, M
Mater. Trans. A, Vol 26A, 1995, p 1803
26. C.M. Sellars, Modeling MicrostrEvolution, Mater. Sci. Technol., V1990, p 1072–1081
27. P. Pauskar, “An Integrated SysteAnalysis of Metal Flow and MicrostrEvolution in Hot Rolling,” Ph.D. TThe Ohio State University, 1998
28. Y. Yin, W.T. Wu, S. Srivatsa, S.L. Sem
and J. Gayda, Modeling Machining Dtion of Aircraft-Engine Disk For
NUMIFORM 2004, S. Ghosh, J.M. Cand J.K. Lee, Ed., American InstitPhysics, 2004, p 400–405
29. J.Y. Oh, J.B. Yang, and W.T. Wu, Element Method Applied to 2-D anForging Design Optimization, NUMIF2004, S. Ghosh, J.M. Castro, and J.KEd., American Institute of Physics, p 2108–2113
30. S.K. Srivatsa, Application of disciplinary Optimization (MDO) Tques to the Manufacture of Aircraft-EComponents, Handbook of Workabili
Process Design, G.E. Dieter, H.A. and S.L. Semiatin, Ed., ASM Interna2003, Chap. 24
8 / Introduction
© 2005 ASM International. All Rights Reserved. ASM Handbook, Volume 14A, Metalworking: Bulk Forming (#06957G)
www.asminternation
-
8/9/2019 Introduction to Bulk-Forming Processes
9/9
ASM International is the society for materials engineers and scientists,
a worldwide network dedicated to advancing industry, technology, and
applications of metals and materials.
ASM International, Materials Park, Ohio, USAwww.asminternational.org
This publication is copyright © ASM International
®
. All rights reserved.
Publication title Product code
ASM Handbook, Volume 14A, Metalworking:
Bulk Forming
06957G
To order products from ASM International:
Online Visit www.asminternational.org/bookstore
Telephone 1-800-336-5152 (US) or 1-440-338-5151 (Outside US)
Fax 1-440-338-4634
MailCustomer Service, ASM International
9639 Kinsman Rd, Materials Park, Ohio 44073, USA
Email [email protected]
In Europe
American Technical Publishers Ltd.
27-29 Knowl Piece, Wilbury Way, Hitchin Hertfordshire SG4 0SX, UnitedKingdom
Telephone: 01462 437933 (account holders), 01462 431525 (credit card)
www.ameritech.co.uk
In Japan
Neutrino Inc.
Takahashi Bldg., 44-3 Fuda 1-chome, Chofu-Shi, Tokyo 182 JapanTelephone: 81 (0) 424 84 5550
Terms of Use. This publication is being made available in PDF format as a benefit to members and customers of ASMInternational. You may download and print a copy of this publication for your personal use only. Other use and distribution is
prohibited without the express written permission of ASM International.
No warranties, express or implied, including, without limitation, warranties of merchantability or fitness for a particular purpose,
are given in connection with this publication. Although this information is believed to be accurate by ASM, ASM cannotguarantee that favorable results will be obtained from the use of this publication alone. This publication is intended for use by
persons having technical skill, at their sole discretion and risk. Since the conditions of product or material use are outside of ASM's control, ASM assumes no liability or obligation in connection with any use of this information. As with any material,
evaluation of the material under end-use conditions prior to specification is essential. Therefore, specific testing under actualconditions is recommended.
Nothing contained in this publication shall be construed as a grant of any right of manufacture, sale, use, or reproduction, in
connection with any method, process, apparatus, product, composition, or system, whether or not covered by letters patent,copyright, or trademark, and nothing contained in this publication shall be construed as a defense against any allegedinfringement of letters patent, copyright, or trademark, or as a defense against liability for such infringement.