Introduction Lecture 1 · Mech 311 Lecture 1 1 Lecture 1 Introduction Credits: 3.75 Session: Fall...
60
Mech 311 Lecture 1 1 Lecture 1 Introduction Credits: 3.75 Session: Fall Time: _ _ W _ F 13:15 - 14:30 MECH 311 Manufacturing Processes –Section X Instructor: Siva kumar Narayanswamy
Transcript of Introduction Lecture 1 · Mech 311 Lecture 1 1 Lecture 1 Introduction Credits: 3.75 Session: Fall...
Mech 311 Lecture 1 1
Lecture 1
Introduction
Credits: 3.75 Session: Fall
Time: _ _ W _ F 13:15 - 14:30
MECH 311 Manufacturing Processes
–Section X
Instructor: Sivakumar Narayanswamy

Objective of the course
To provide the basic understanding of
• Measurements,
• Tolerancing and
• Design and understanding of different manufacturing methods ( Conventional and non-conventional).
• Feel for manufacturing:
– What machine at what situation?
– What is possible by existing manufacturing methods?
– Cost effective routes!
– Feel for numbers!
How to Ensure?
what we produce is what we want.
Inspection
Manufacturing Processes
Measurement: Fundamental exercise of inspection; Act of measuring or being
measured.
Why measure? Manufactured parts correspond to the specs of the product:
(QA) Confirm functionality, performance, reliability, process capability, etc.
How to measure? Attributes ( Qualitative, go or not-go, Gaging, decisions)
Variables (quantitative, dimensions, useful for analysis and decision)
What to measure? Size/geometry of tools
Size/geometry of a part from a machine tool
Benefits Determines capability of a process.
Indicates the need of maintenance.
Feedback of manufacturing.

Attribute Vs Dimensional
• Qualitative
• Fast and economical
• Pass or fail
• Mostly for standard and
less severe applications
(Automobile)
• Useful after process
development
• Large production volume
• Quantitative
• Slow and expensive
• Exact dimension is needed
• Useful for highly reliable
applications (Aircrafts)
• Needed for development
• Small production volume

Standard Measurements:

Issues Units are different => Conversion scales
Linear Standards
Metric Systems ANSI System
1in ~ 41,929.399 wavelengths related to human body
sizes Of orange-red light Kr86


Standard set of rectangular gage blocks with ±0.000050-in.
Wrung-together gage blocks
in a special holder, used with
a dial gage to form an
accurate comparator.
Screw gage blocks wrung together to build
up a desired dimension.
Length Standards: Gage blocks or slip gages (Alloy
steel with Rc65)

Standard gages of meter – exist in any workshop ( standard blocks); need to calibrate
every specific period ( various precision).
Calibrated at 20°C

Accuracy Vs. Precision
Accuracy: ability to reach the aimed size
Precision: repeatability of accuracy
(Left):Accuracy versus precision. Dots in targets represent location of shots.
Cross (X) represents the location of the average position of all shots.
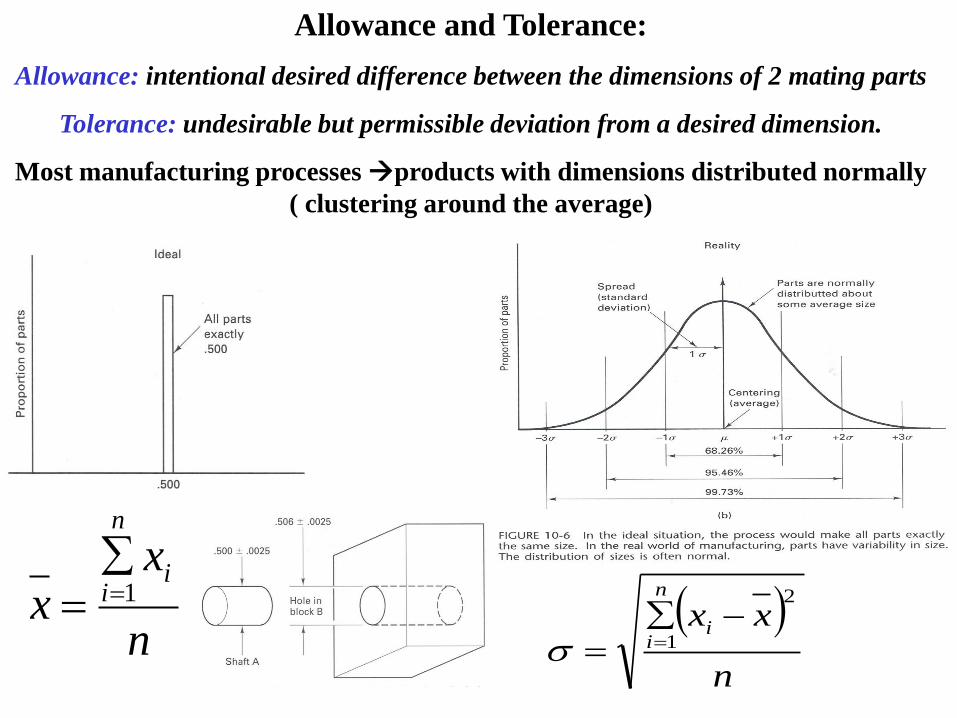
Allowance and Tolerance:
Allowance: intentional desired difference between the dimensions of 2 mating parts
Tolerance: undesirable but permissible deviation from a desired dimension.
Most manufacturing processes products with dimensions distributed normally
( clustering around the average)
n
xx
i
n
i 1
n
xxi
n
i
2
1
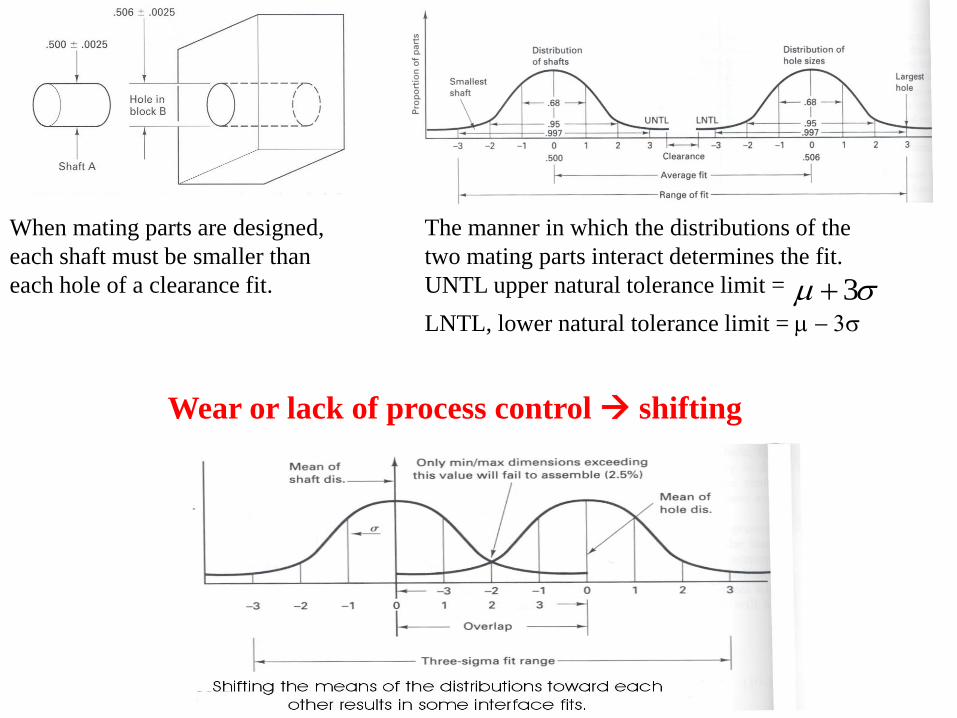
The manner in which the distributions of the
two mating parts interact determines the fit.
UNTL upper natural tolerance limit = 3LNTL, lower natural tolerance limit = 3
When mating parts are designed,
each shaft must be smaller than
each hole of a clearance fit.
Wear or lack of process control shifting

Clearance?
Range of Fit?
MMC?
LMC?
Bilateral?
Unilateral?
Limits

How to Specify Tolerances?
ANSI – 8 classes of fits
•Class 1. Loose fit: large allowance. Accuracy is not essential.
•Class 2. Free fit: Liberal allowance. For running fits where speeds are above 600 rpm and
pressures are 600 psi ( 4.1 MPa) or above
•Class 3. Medium Fit: Medium allowance. For running fits below 600 rpm and pressure below
600 psi ( 4.1 MPa) and for sliding fits.
•Class 4. Snug Fit: Zero allowance. No movement under load is intended, and no shaking is
wanted. This is the tightest fit that can be assembled by hand
•Class 5. Wringing fit: zero to negative allowance. Assemblies are selective and not
interchangeable.
•Class 6. Tight fit: slight negative allowance. An interface fit for parts that must not come
apart in service and are not to be disassembled or are to be disassembled only seldom. Light
pressure is required for assembly. Not to be used to with stand other than very light loads.
•Class 7. Medium force fit: an interference fit requiring considerable pressure to assemble;
ordinarily assembled by heating the external member or cooling the internal member to provide
expansion or shrinkage. Used for fastening wheels, crank disks, and the like to shafting. The
tightest fit that should be used on cast iron external members.
•Class8. Heavy force and Shrink fits: considerable negative allowance. Used for permanentshrink on steel members.
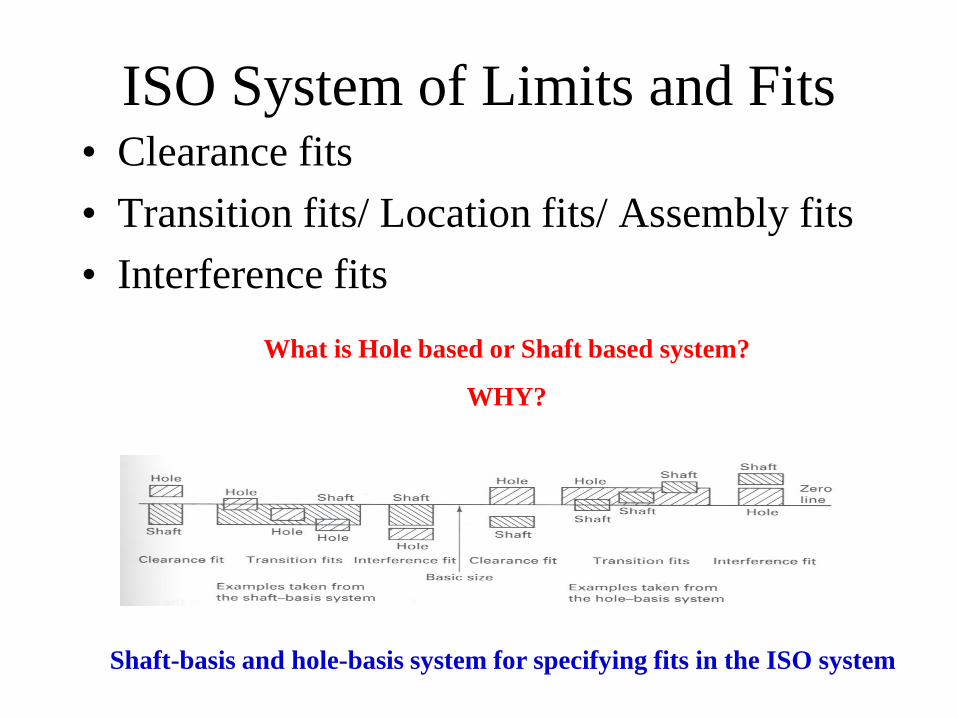
ISO System of Limits and Fits• Clearance fits
• Transition fits/ Location fits/ Assembly fits
• Interference fits
Shaft-basis and hole-basis system for specifying fits in the ISO system
What is Hole based or Shaft based system?
WHY?
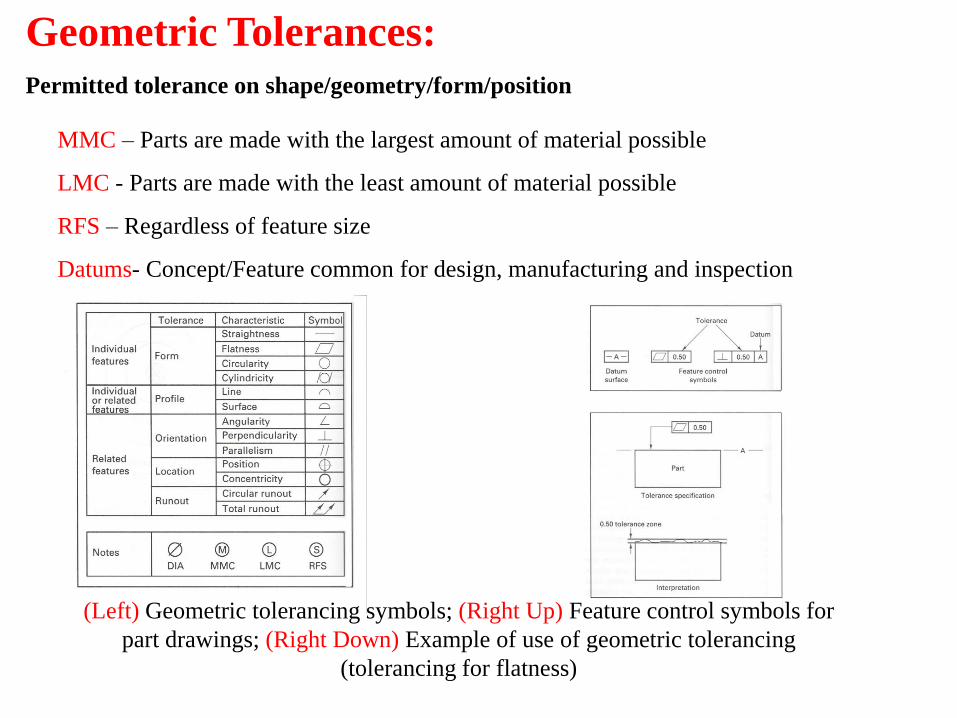
Geometric Tolerances:Permitted tolerance on shape/geometry/form/position
(Left) Geometric tolerancing symbols; (Right Up) Feature control symbols for
part drawings; (Right Down) Example of use of geometric tolerancing
(tolerancing for flatness)
MMC – Parts are made with the largest amount of material possible
LMC - Parts are made with the least amount of material possible
RFS – Regardless of feature size
Datums- Concept/Feature common for design, manufacturing and inspection

Inspection methods for measurement
Metrology: measurement laboratory selected according to certain criteria:
• Gage capability ( rule of 10)
Measuring device has to be 10times more precise than the tolerance measured:
Eg. +/-0.001 +/-0.0001 +/-0.00001
•Linearity
Linear working range (Input Vs Output)
•Repeat accuracy
Repeatability of the measurement
•Stability
Retaining calibration over time, no-drift
•Magnification
Amplification of the output portion of the device, bigger dials.
•Resolution
Sensitivity; smallest input value that can be detected or measured
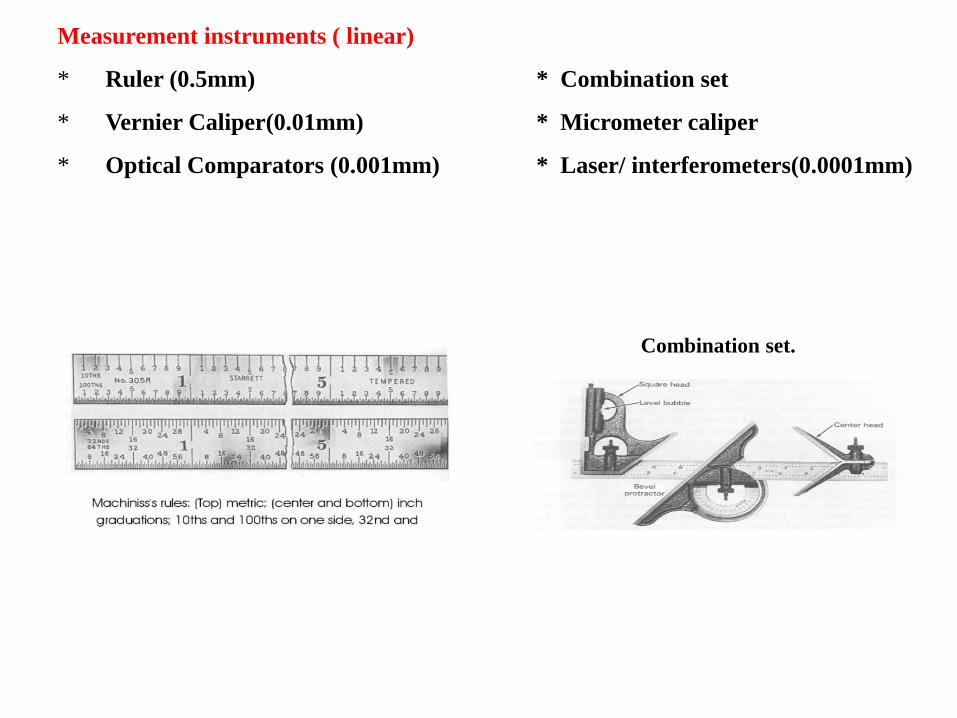
Measurement instruments ( linear)
* Ruler (0.5mm) * Combination set
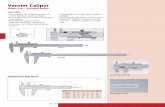
* Vernier Caliper(0.01mm) * Micrometer caliper
* Optical Comparators (0.001mm) * Laser/ interferometers(0.0001mm)
Combination set.
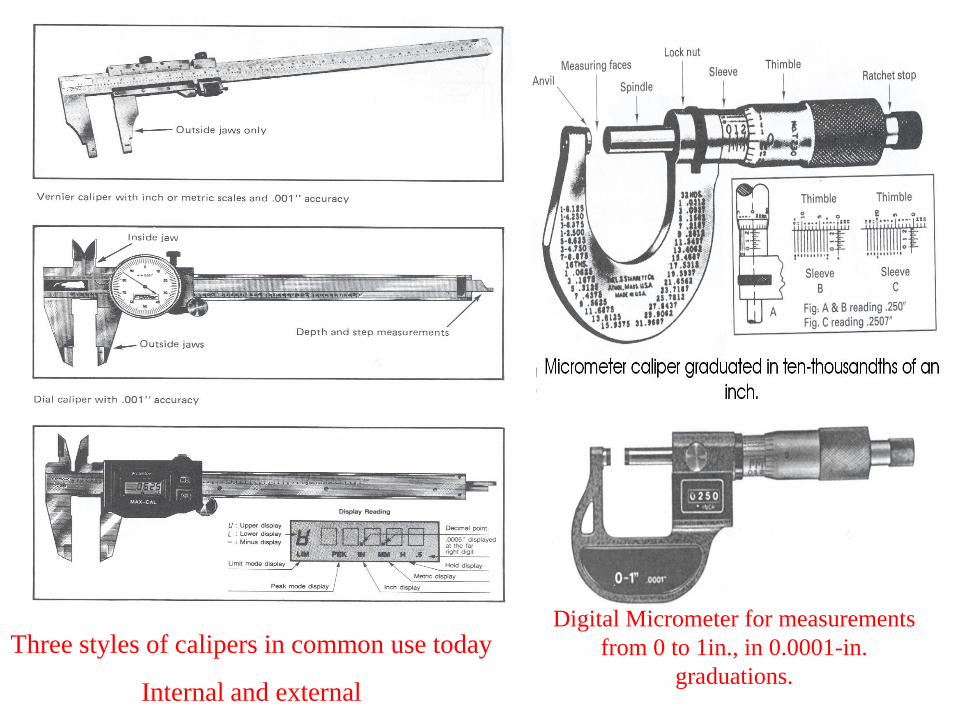
Three styles of calipers in common use today
Internal and external
Digital Micrometer for measurements
from 0 to 1in., in 0.0001-in.
graduations.

Vision Systems of measurement
Optical Comparator,
measuring the contour on a
workpiece. Digital indicators
with in/.mm conversions add
to the utility of optical
comparators.
Coordinate measuring
machine with inset showing
probe and a part being
measured.
Coordinate Measuring Machines
(CMM)

Interference bands can be used to measure the size of objects to great accuracy
a a)(bottom left) Calibrating the X-axis linear table displacement of a vertical
spindle milling machine; b) ( top right) Schematic of optical setup ; c) ( bottom
right) Schematic of components of a two frequency laser interferometer.Resolution ~ 10nm

The principle of the optical flat

Angle Measurement
• Sine Bar: 1sec of arc
Setup to measure an angle on a part using a
sine bar. The dial indicator is used to
determine when the part surface X is parallel
to the surface plate
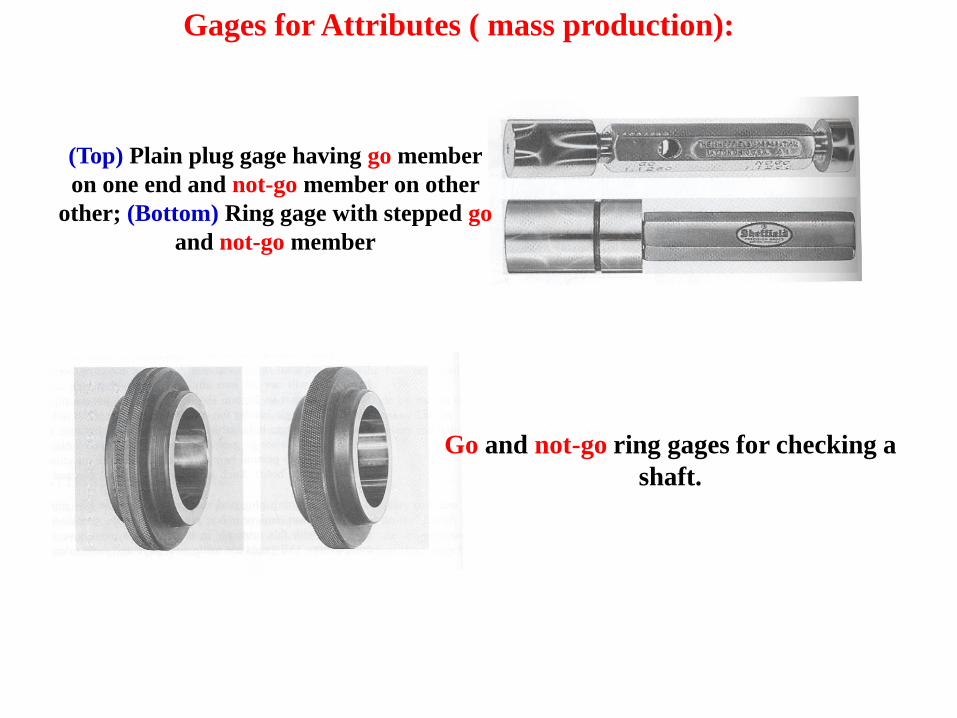
(Top) Plain plug gage having go member
on one end and not-go member on other
other; (Bottom) Ring gage with stepped go
and not-go member
Go and not-go ring gages for checking a
shaft.
Gages for Attributes ( mass production):

Ring Gage
GO
Ring gage
No GO
100+/- 0.1
Shaft
100.1 99.9
Plug gage
GO
Plug gage
NO GO
100+/- 0.1
Hole
99.9 100.1

Top) Microtopographer, a stylus profile device used to measure
and depict surface roughness and character (surface profile);
Bottom) Typical surface-roughness profiles.
Schematic of surface profile as produced
by stylus device showing some typical y
values with respect to the center line.
Schematic of stylus profile device for measuring
surface roughness and surface profile with two
readout devices shown: a meter for AA or rms
values and a strip-chart recorder for surface
profile.
Surface Roughness Measurement Instruments:
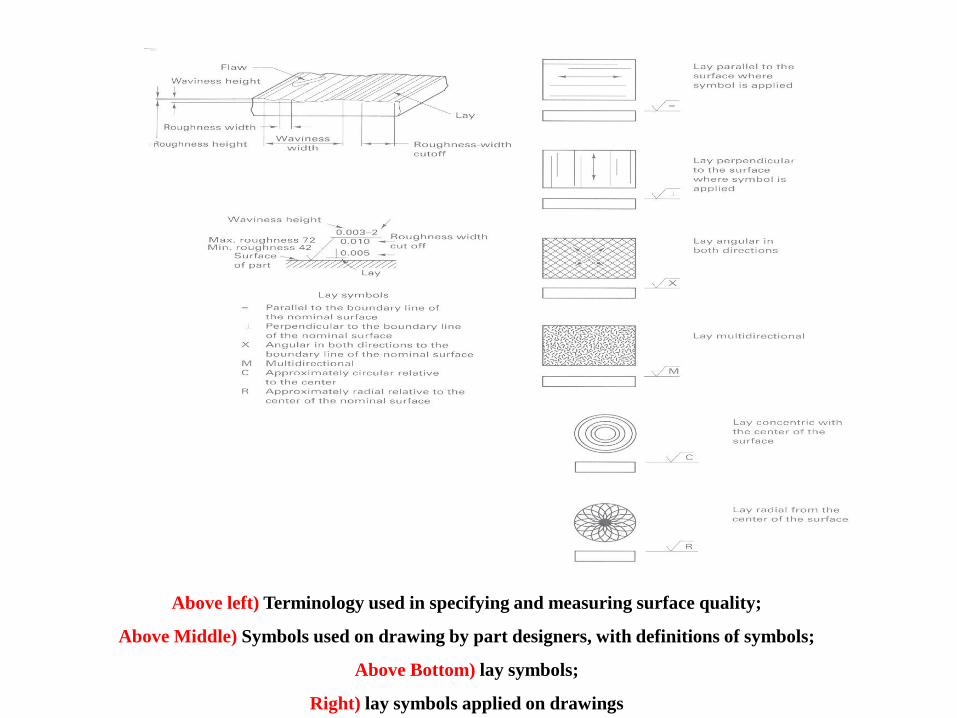
Above left) Terminology used in specifying and measuring surface quality;
Above Middle) Symbols used on drawing by part designers, with definitions of symbols;
Above Bottom) lay symbols;
Right) lay symbols applied on drawings
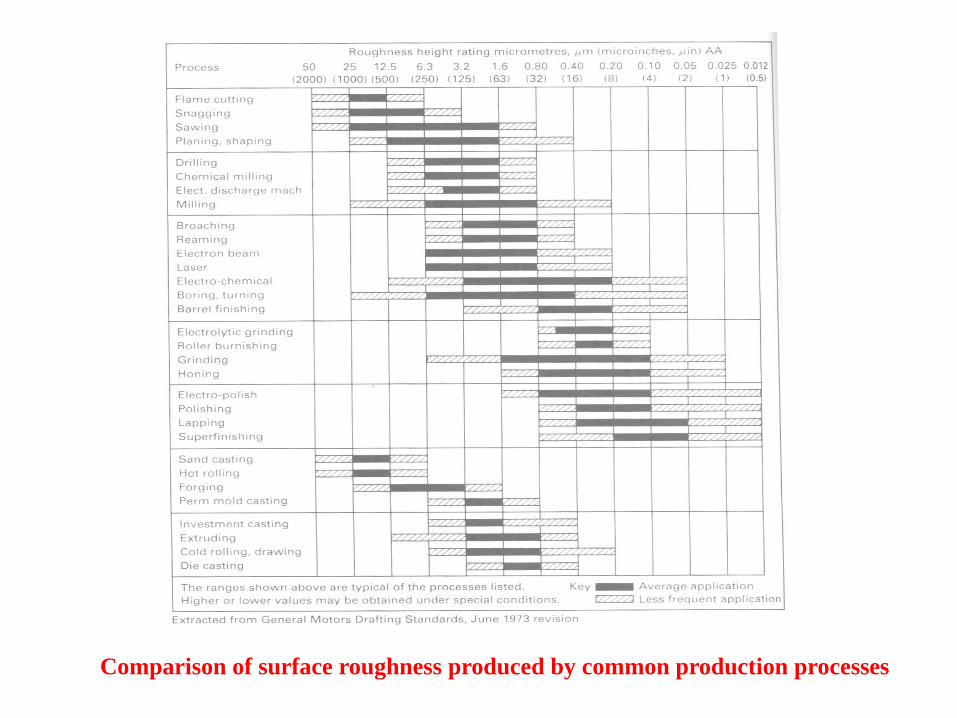
Comparison of surface roughness produced by common production processes

• Tolerance, Roughness and process are
interconnected.
• Selection of one determines the other.
• Eg: +/-0.5mm, Ra=0.1um no sense
+/- 0.01mm, Ra=25um no sense

Nondestructive Inspection and Testing:Ex: Strength of a part
Destructive Non-Destructive
Quantitative results Qualitative results
Do not require
interpretation
Skilled interpretation of
results
Restricted for costly
measurements
Low material cost
High cost equipment Low cost equipment
Consistent results More subjective results

Visual Inspection the first inspection method
Liquid (Dye)-penetrant inspection (LPI or DPI)
To be done prior to surface finishing or surface modifying operations,
like, shot peeing, polishing, etc.

Magnetic particle inspection (MPI)
•Only for Ferromagnetic Materials (Fe, Ni, Co
Alloys)
•Surface and sub surface flaws
•Orientation dependent, Perpendicular to the lines
•Parallel defects will not be detected
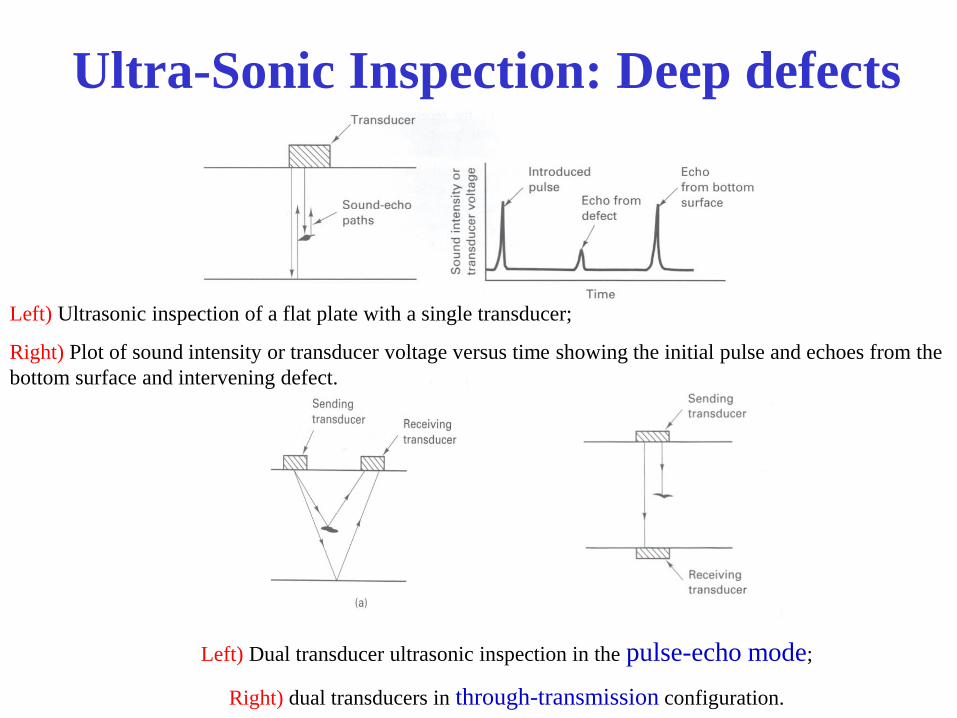
Left) Ultrasonic inspection of a flat plate with a single transducer;
Right) Plot of sound intensity or transducer voltage versus time showing the initial pulse and echoes from the
bottom surface and intervening defect.
Left) Dual transducer ultrasonic inspection in the pulse-echo mode;
Right) dual transducers in through-transmission configuration.
Ultra-Sonic Inspection: Deep defects
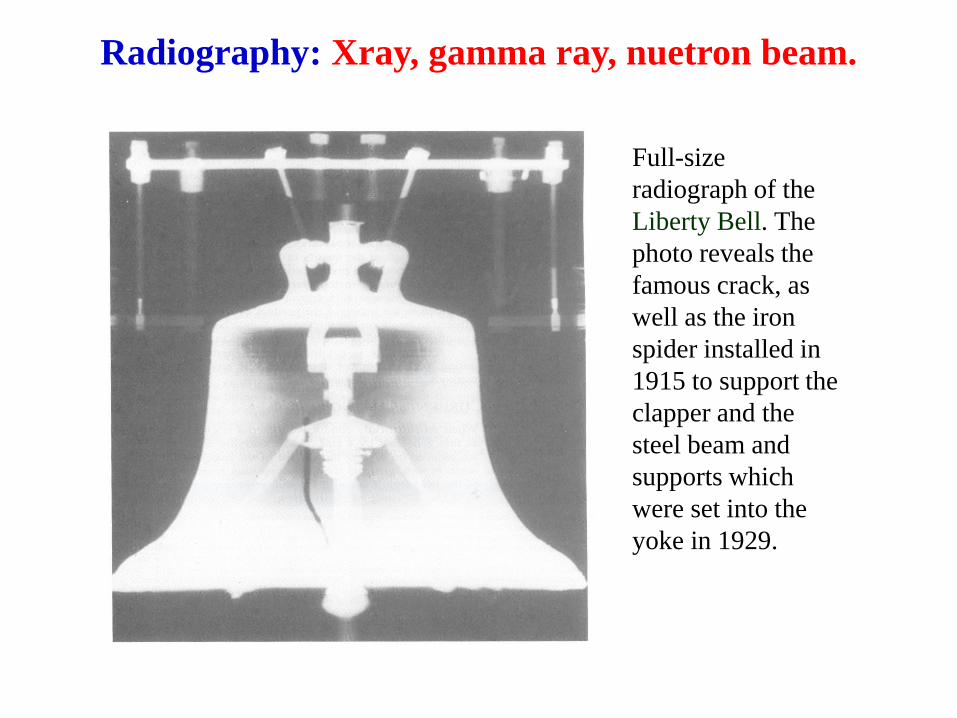
Radiography: Xray, gamma ray, nuetron beam.
Full-size
radiograph of the
Liberty Bell. The
photo reveals the
famous crack, as
well as the iron
spider installed in
1915 to support the
clapper and the
steel beam and
supports which
were set into the
yoke in 1929.
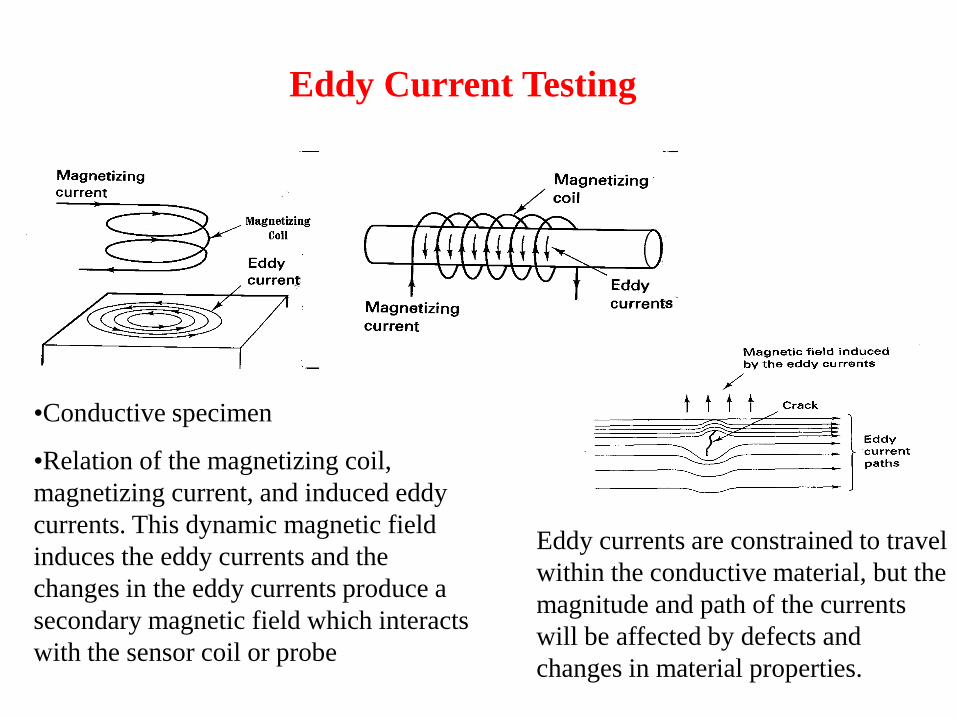
•Conductive specimen
•Relation of the magnetizing coil,
magnetizing current, and induced eddy
currents. This dynamic magnetic field
induces the eddy currents and the
changes in the eddy currents produce a
secondary magnetic field which interacts
with the sensor coil or probe
Eddy currents are constrained to travel
within the conductive material, but the
magnitude and path of the currents
will be affected by defects and
changes in material properties.
Eddy Current Testing
Acoustic emission monitoring (Active Flaws)
Leak testing (Bubble test, pressure drop test, advanced)
Thermal testing (Composites, electronic devices)
Strain sensing (brittle or photoelastic coating, strain gage)
Advanced optical methods (hologram, hologramic interferometry)
Resistivity methods
Xray Computed Topography (CT scan)
Acoustic holography (Ultrasonic Sound)
Other non-destructive test methods

Process Capability and Quality
Control
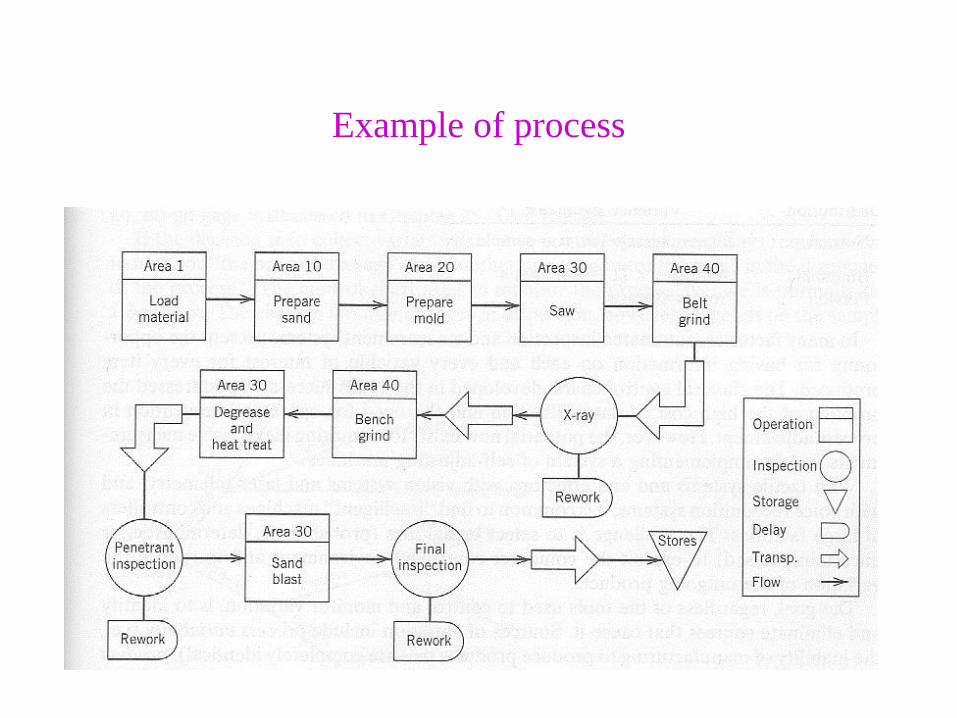
Example of process

Process Capability and Quality Control
Any process exhibit a level of inherent variability
inherent capability
Process Capability : Ability of the process to yield consistently
the aimed output.
How to measure/quantify the Process Capability (PC)?
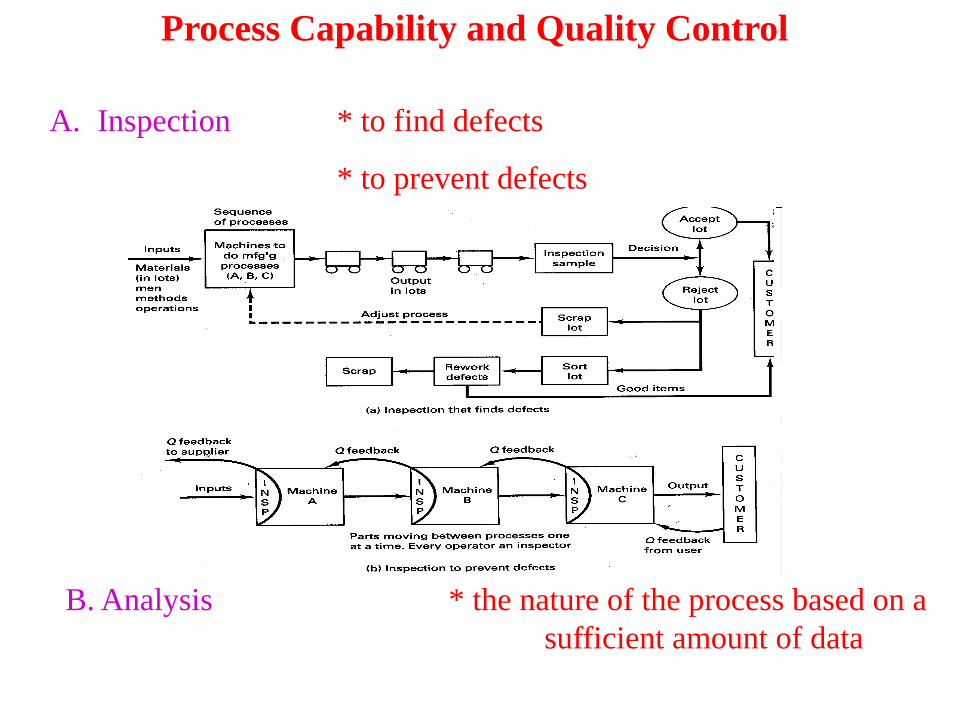
Process Capability and Quality Control
A. Inspection * to find defects
* to prevent defects
B. Analysis * the nature of the process based on a
sufficient amount of data
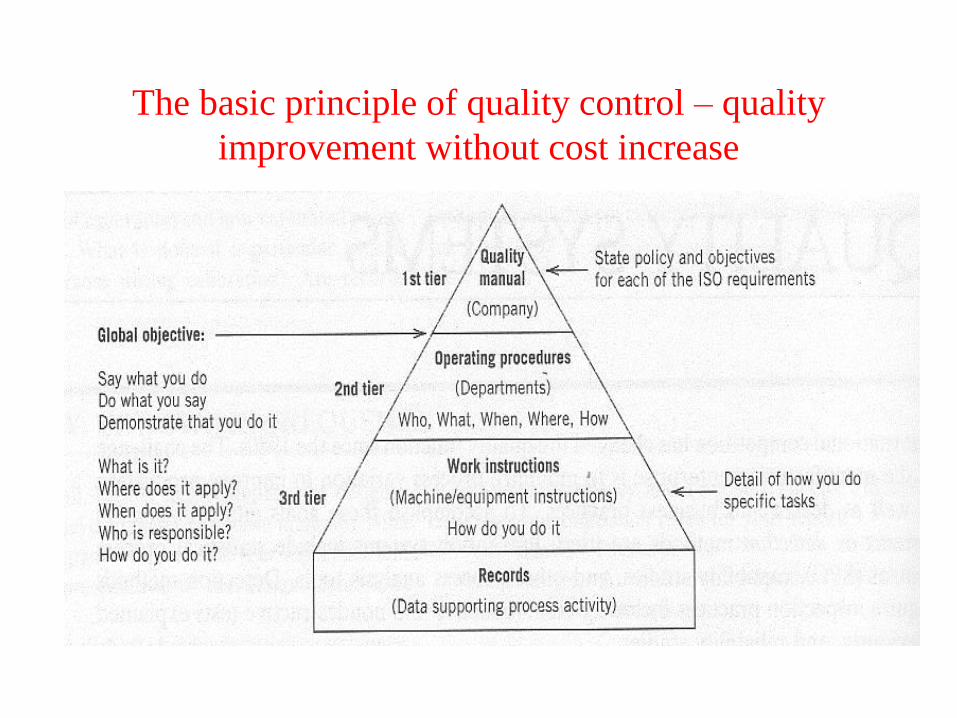
The basic principle of quality control – quality
improvement without cost increase
Steps to take:
1) Design an experiment ( machine, setting, speeds,
cutting rates, feed, material etc.)
2) Define the inspection method
3) Define the sample size
4) Separate parameters from noise
5) Take measurements
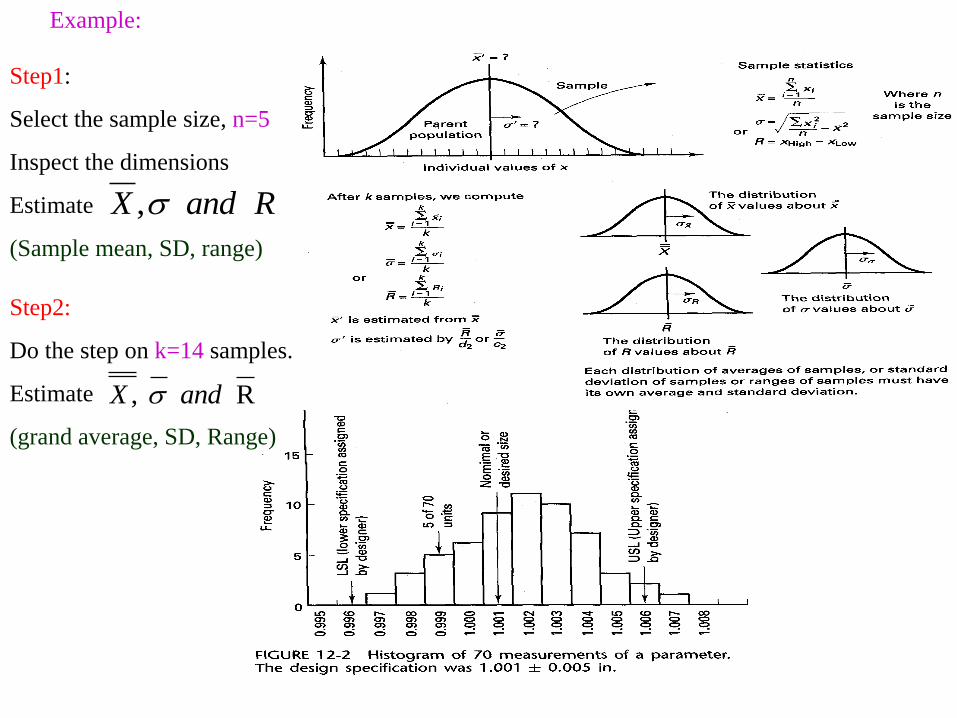
Example:
Step1:
Select the sample size, n=5
Inspect the dimensions
Estimate
(Sample mean, SD, range)
RandX ,
Step2:
Do the step on k=14 samples.
Estimate
(grand average, SD, Range)
R , andX
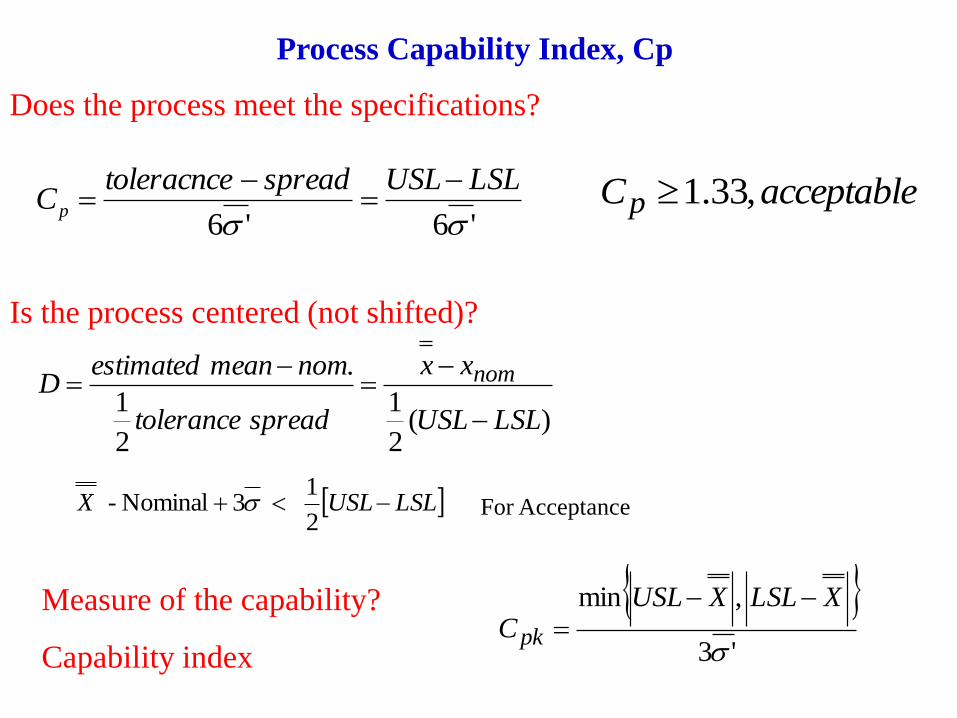
Does the process meet the specifications?
'6'6
LSLUSLspreadtoleracnceCp
acceptableCp ,33.1
Is the process centered (not shifted)?
)(2
1
2
1
.
LSLUSL
xx
spreadtolerance
nommeanestimatedD nom
Measure of the capability?
Capability index
'3
,min
XLSLXUSLCpk
Process Capability Index, Cp
LSLUSLX 2
1 3 Nominal - For Acceptance
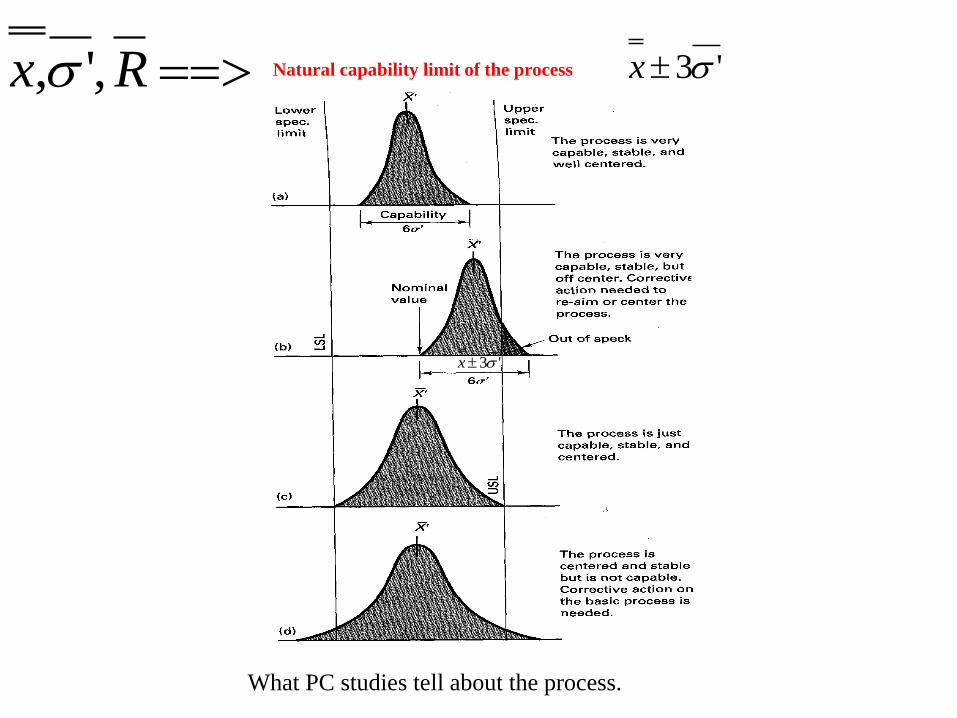
'3x
Rx ,', Natural capability limit of the process '3x
What PC studies tell about the process.

2
'
c
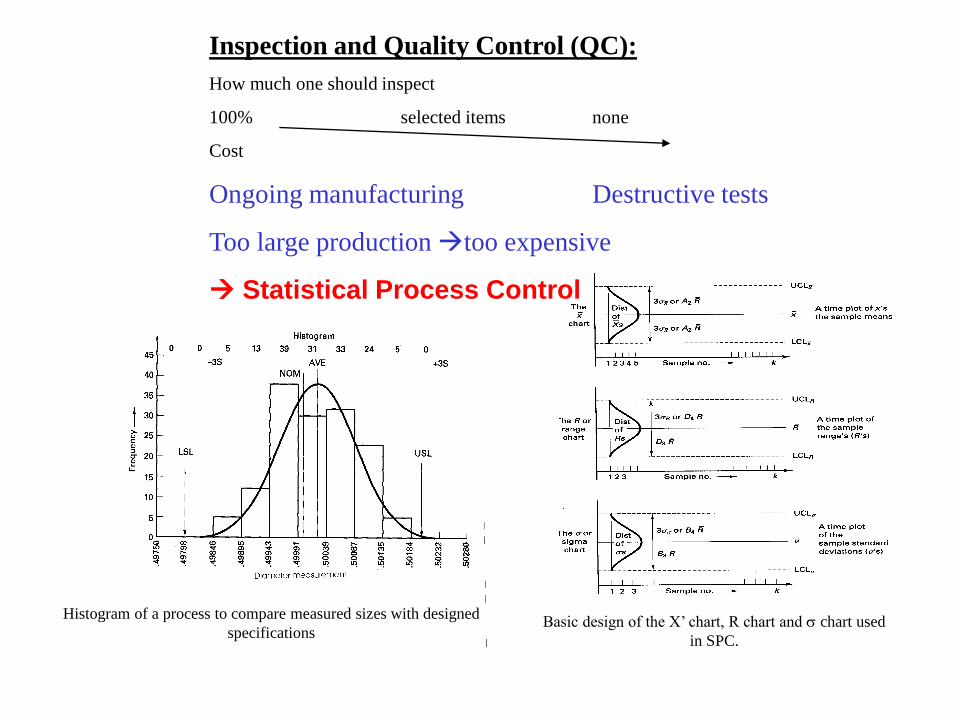
Inspection and Quality Control (QC):
How much one should inspect
100% selected items none
Cost
Ongoing manufacturing Destructive tests
Too large production too expensive
Statistical Process Control
Histogram of a process to compare measured sizes with designed
specificationsBasic design of the X’ chart, R chart and chart used
in SPC.

Six Sigma Model
USL-LSL 12
'6x
68.26%
2 95.46%
3 99.73% 7 out of 10,000
6 99.9999 3.4 ppm

How a process can get out of control?1. Wear
2. Inherent errors
3. Heating
4. Vibrations
5. Fault measurement/settings
Solutions:
Shift the job
Relax the specs
Sort the products
Improve precision:
switch the cutting tool switch the work holding device
change the material overhaul the process
find (eliminate cause of variability)
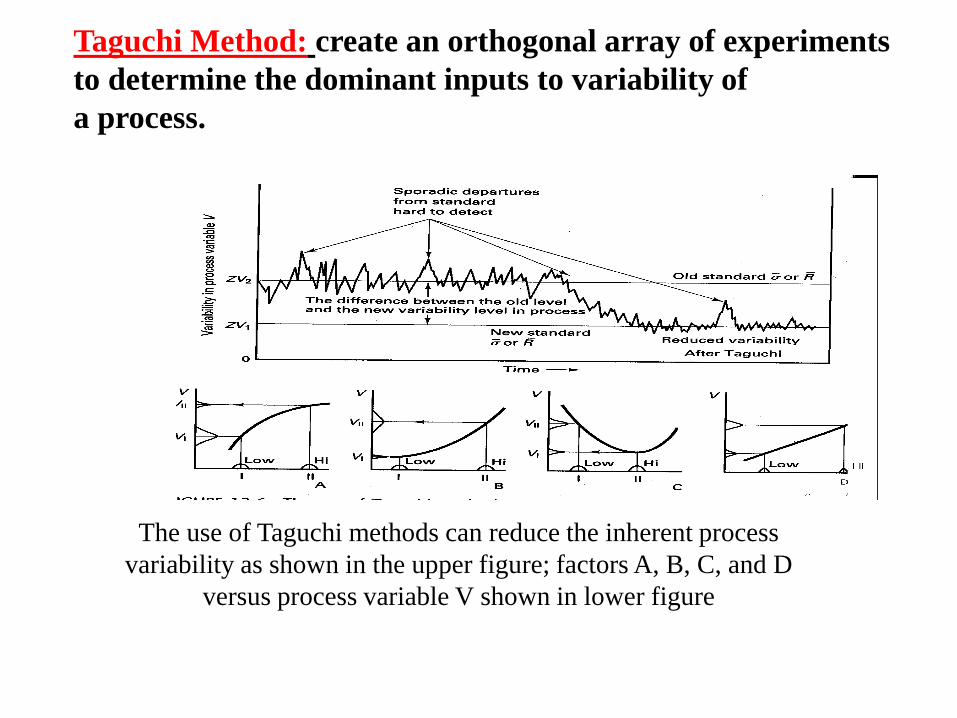
Taguchi Method: create an orthogonal array of experiments
to determine the dominant inputs to variability of
a process.
The use of Taguchi methods can reduce the inherent process
variability as shown in the upper figure; factors A, B, C, and D
versus process variable V shown in lower figure

Quality Control Charts:
Statistical quality control charts
for 12.700mm (0.5000-in.)-
diameter pins. Note the trend in
the X’ curve before the tool
change, indicating that the
mean was shifting due to tool
wear.
UCL- upper control limit
LCL-lower control limit RAxxx 2'3
RAxxx 2'3

Samples of Chart Patterns
Examples of X’ control charts
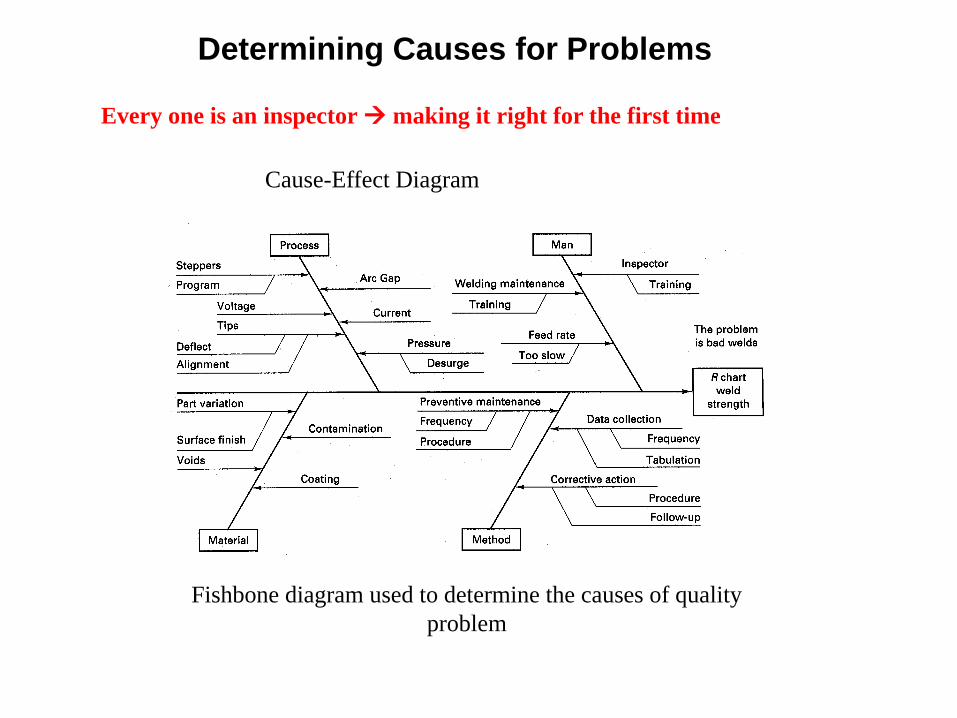
Fishbone diagram used to determine the causes of quality
problem
Determining Causes for Problems
Cause-Effect Diagram
Every one is an inspector making it right for the first time
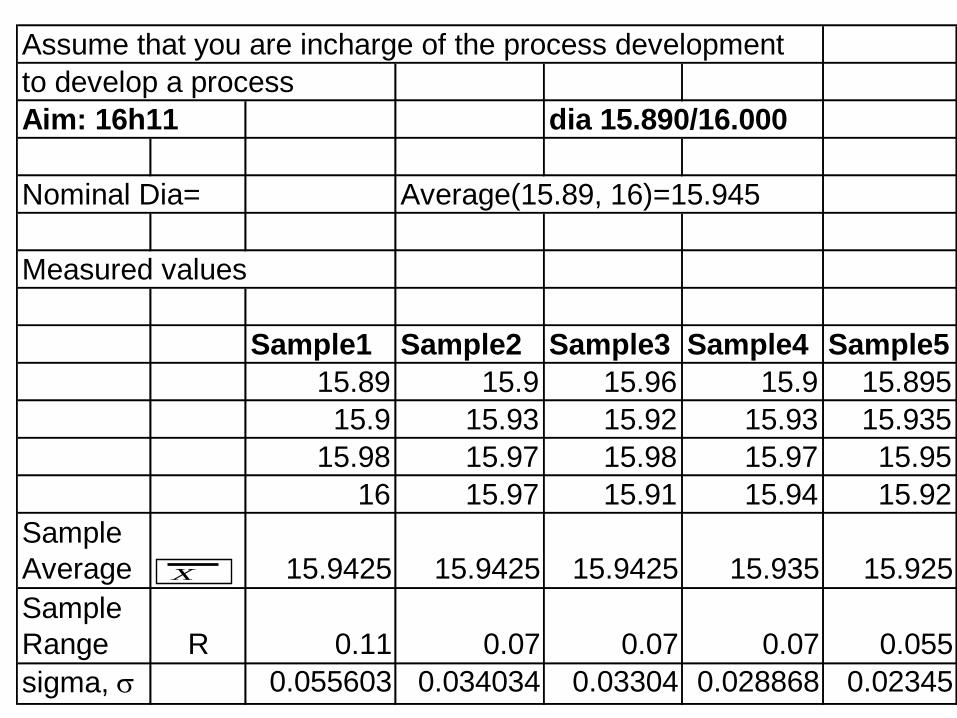
Assume that you are incharge of the process development
to develop a process
Aim: 16h11 dia 15.890/16.000
Nominal Dia= Average(15.89, 16)=15.945
Measured values
Sample1 Sample2 Sample3 Sample4 Sample5
15.89 15.9 15.96 15.9 15.895
15.9 15.93 15.92 15.93 15.935
15.98 15.97 15.98 15.97 15.95
16 15.97 15.91 15.94 15.92
Sample
Average 15.9425 15.9425 15.9425 15.935 15.925
Sample
Range R 0.11 0.07 0.07 0.07 0.055
sigma, 0.055603 0.034034 0.03304 0.028868 0.02345
X

15.9375
0.075
0.034999
4
XX
4 R
R
Fig.12.13in given are A2 and d2
5n
0548.0075.0*73.03 3
2
2
where
d
RRA
n
x
883.15055.0938.153
993.15055.0938.153
x
x
XLCLx
XUCLx
0075.0*0
171.0075.0*28.2
3
4
RDLCL
RDUCL
R
R
4
4 8.02 0438.08.0
035.0
2 '
nforcasc

USL= 16.000
LSL= 15.890
0.418569
0.361491629
'6
Cp
LSLUSL
034.0)89.1516(2
9375.15945.15
)(2D
LSLUSL
XXnom
'3
,min
XLSLXUSLCpk

Is the process ACCEPTABLE?
X Bar Variation
15.86
15.88
15.9
15.92
15.94
15.96
15.98
16
16.02
0 1 2 3 4 5 6
Sample #
X B
ar
UCLx
LCLx
Actual Mean
Nominal
LSL
USL

R Variation
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0 1 2 3 4 5 6
Sample #
R
LCLR
Grand R
Sample R
LCLR
Find Cp, D and Cpk