Impurity And Interdiffusion In The Magnesium-aluminum System

of 5
Upload
crazyclown333Category
view
215download
08/12/2019 Interdiffusion of Al-Ni System Enhanced by Ultrasonic Vibration at Ambient Temperature
1/5
Interdiffusion of AlNi system enhanced by ultrasonic vibrationat ambient temperature
Mingyu Li a,*, Hongjun Ji b, Chunqing Wang b, Han Sur Bang c, Hee Seon Bang c,*
a Harbin Institute of Technology Shenzhen Graduate School, HIT Campus, Shenzhen University Town, Xili, Shenzhen 518055, PR Chinab Microjoining Lab, School of Materials Science & Engineering, Harbin Institute of Technology, 92, Xidazhi Street, Nangang, Harbin 150001, PR China
c Department of Naval Architecture and Ocean Engineering, Chosun University 375, Seosek Dong, Donggu, Guangju 501-759, Republic of Korea
Received 8 December 2005; accepted 6 June 2006Available online 12 July 2006
Abstract
At ambient temperature, Al1%Si wire of 25 lm diameter was bonded successfully onto the Au/Ni/Cu pad by ultrasonic wedge bond-ing technology. Physical process of the bond formation and the interface joining essence were investigated. It is found that the wire wassoftened by ultrasonic vibration, at the same time, pressure was loaded on the wire and plastic flow was generated in the bonding wire,which promoted the diffusion for Ni into Al. Ultrasonic vibration enhanced the interdiffusion that resulted from the inner defects such asdislocations, vacancies, voids and so on, which ascribed to short circuit diffusion.2006 Elsevier B.V. All rights reserved.
Keywords: Ultrasonic wedge bonding; AlNi system; Effects of ultrasonic; Interdiffusion
1. Introduction
Ultrasonic wedge bonding is an important interconnec-tion method for electronic packaging realizing electricaltransport between die and lead-frame or metallization. Atambient temperature, the metal wire and the metallizationwere bonded with each other by ultrasonic energy associat-ing with deformation energy that is produced by wire plas-tic deformation. However, there exists a debate at all times:firstly, temperature increase produced by interface scrub-bing completes the metallurgical joining between the wire
and metallization; secondly, ultrasonic vibration makesthe metal wire softened and generate many inner defectswhich results in solid-state weld. The temperature risecould be measured by thermocouples, but many research-ers reported that it is not more than 200 C during ultra-sonic bonding [15]. Relative to the above research, it is
rare to contribute to the effect of ultrasonic on the solid-state metal microstructures. Langenecker [6] investigatedthe effects of ultrasonic softening, he concluded that theyare the same functions for the heat and ultrasonic energy,which could generate equal deformation, but it is less forultrasonic energy by about seven orders, and he ascribedit to the dislocations that absorb the acoustic energy andactuate relatively easily from the nailed position. Coucou-las [7] reported that dot defects were generated by ultra-sonic energy and congregated channels, and the metalwas hardened after removing the energy.
In this paper, the ultrasonic wedge bonding of AlNisystem was investigated. At first, the parameters were opti-mized and then the interface metallurgical characteristicswere observed by SEM and EDX, at last, the bondingmechanism was analyzed.
2. Experiment and procedures
In order to understand the ultrasonic bonding mecha-nism further, the Al1 wt%Si wire with 25 lm diameterwas bonded to the Au/Ni/Cu pad with 50 nm, 10lm,
0041-624X/$ - see front matter 2006 Elsevier B.V. All rights reserved.
doi:10.1016/j.ultras.2006.06.058
* Corresponding authors. Tel.: +86 755 26033463; fax: +86 75526033462 (M. Li), Tel.: +82 62 2307 137; fax: +82 62 2235648 (H.S. Bang).
E-mail addresses: [email protected] (M. Li), [email protected](H.S. Bang).
www.elsevier.com/locate/ultras
Ultrasonics 45 (2006) 6165
mailto:[email protected]:[email protected]:[email protected]:[email protected]8/12/2019 Interdiffusion of Al-Ni System Enhanced by Ultrasonic Vibration at Ambient Temperature
2/5
30 lm thickness, respectively. The thin Au layer is toimprove the bondability. The AW121Z Al/Au wire bonderproduced by Sun East was used and its resonant frequencyis 60 kHz. The ultrasonic is amplified through the trans-ducer and vibration amplitude is the largest at the tip ofthe wedge tool. The wire is drilled through the wedge tool
under pressure and is deformed plastically and bonded onthe pad. The proper technique parameters guarantee agood bond formation, so the ultrasonic power, bondingpressure and time were optimized by the deformation ratiostandard, defined as d= (WD)/D which is the widthdeformation ratio, therein, W is the largest width of thebond surface, D is the wire diameter. The bond surfacemorphology was imaged by Union DZ3 digital micros-copy, and the bond width was measured by its software.Twenty samples were taken in each parameter group, asshown inFig. 1.
In general, the optimized parameters are: ultrasonicpower 120 mW, bonding pressure 30 gf and the bonding
time 20 ms. It is found that there is an intense influenceof the ultrasonic power on the bond formation as seenfrom the chart of the bonding parameters, and the defor-mation ratio for the bonding time and the bonding pressureis the weakest. The joint formation mechanism was investi-gated in terms of metallurgical behavior. The samples wereprepared in normal way. At first, the cross-sections wereencapsulated by commercial resin, then wet-ground withsmall grit size 1500 paper, polished with 1.0 lm, 0.25 lmdiamond suspension on silk cloths and finally etched with0.5% hydrofluoric acid for 10 s. The metallographs weretaken by Union DZ3 metallomicroscopy. A HITACHI S-
4700 SEM with an EDX system was used for SE and BEimaging as well as EDX measurements. At the same time,the bonds were aged in air at 170 C for investigating theAlNi system reliability.
3. Results and discussion
The wire is the channel for signals input and outputbetween IC inner circuit and the lead-frame or pad, which
burdens the thermal and electrical impact, especially at thebond interface. However, it is seen from statistics that mostof the device fails result from the reliability eliminated bythe bonding joints.Fig. 2shows a SEM image of IC afterultrasonic bonding interconnection. From the joint appear-ance, the bond formation is well and there is no evident
crack or long tail defects. As shown inFig. 3, after pull test,the bond strength is high enough and the failure mode isthe heel break, which indicates that the joint interface inter-connects strongly.
Fig. 1. Illustration of the measurement method of bond deformation
ratio.
Fig. 2. Appearance of ultrasonic bonding bonds on IC side.
Fig. 3. Failure position after pull test: (a) first bond ; (b) second bond(with ultrasonic power 120 mW, bonding pressure 30 gf and the bonding
time 20 ms).
62 M. Li et al. / Ultrasonics 45 (2006) 6165
8/12/2019 Interdiffusion of Al-Ni System Enhanced by Ultrasonic Vibration at Ambient Temperature
3/5
8/12/2019 Interdiffusion of Al-Ni System Enhanced by Ultrasonic Vibration at Ambient Temperature
4/5
the high diffusivity paths. Hart [11] reported the micromechanism of plastic deformation effect on the interdiffu-sion, and explained the phenomenon due to a lot ofvacancy, and the interdiffusion degree relates to the vacancysupersaturation degree. Stress could induce vacancy diffu-sion at room temperature also [12]. Pressure makes the
Al + 1%Si wire produce plastic flow, additionally, the ultra-sonic vibration, on the one hand, makes that plastic floweasier and, on the other hand, produces more high diffusi-vity paths inside the wire near the interface. Hence, inter-diffusion that should take place at a higher temperaturehappens during ultrasonic bonding process.
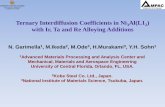
Fig. 6 shows the result of EDX measurement at theinterface near the wire, and the major elements are Aland Ni, of which atomic percents are 86.77% and11.64%, respectively. It is confirmed again that the Ni ele-ment diffused into Al + 1%Si wire.
The interdiffusion effect is enhanced with the ultrasonicpower increasing, as shown in Fig. 7. There exists a small
step of Al and Ni distribution at the joint interface. Com-pared withFig. 4(b), the results further certificated that theinterdiffusion or even the reaction of the AlNi system tookplace during ultrasonic bonding process; furthermore,
ultrasonic vibration enhanced that process, and promotedmetallurgical interconnection. Also, the experiments indi-cated that if ultrasonic power is too big, many defects aregenerated in the bond wire and deformation ratio is toolarge to decrease the whole bond strength.
In order to investigate the reliability of AlNi system,
the bonds were aged for a long time in air at 170 C. Thebond interface evolution was slow even though the agingtime was up to 960 h, and there is no evident intermetalliccompounds formation in AlNi system as in AlAu sys-tem, such as purple plague AuAl2, but the microstructurechanged a lot. When the aging time increased, the wiremicrostructure fell to pieces, and many voids were gener-ated. The bonds effect the continual impact of heat andelectricity, however, the IMC and the voids increase theinterface resistance, which is the hidden trouble to thedevices long-term reliability. In addition, the bond inter-
Fig. 6. The composition of the strip structure by spot EDX analysis.
Fig. 7. EDX line scan results of Bond cross-section (P= 160 mW,
F= 30 gf and t = 20 ms).
Fig. 8. SEM images of bond cross-section bonding by different ultrasonicpower aged in air at 170 C for 720 h: (a) 120 mW; (b) 140 mW; (c)
160 mW.
64 M. Li et al. / Ultrasonics 45 (2006) 6165
8/12/2019 Interdiffusion of Al-Ni System Enhanced by Ultrasonic Vibration at Ambient Temperature
5/5
face and bond wire microstructure that evolved withincreasing ultrasonic power, aged in air at 170 C for720 h as shown in Fig. 8. At bond interface, scallop phasewas formed by Ni diffusing into the bonding wire duringhigh temperature storage, as seen in Fig. 8(b). The voidsprobably resulted from the ultrasonic vibration, and after
aging for a period, as the strain recovered, the voids grew.Generally, the wire and pad metal were interconnectedrobustly by ultrasonic wedge bonding. SEM and EDXanalysis results indicated there existed interdiffusionbetween Al and Ni. Whereas, compared with calculatingdiffusion distance based on experience formula, it wasinconsistent with the experimental results. Therefore,Ultrasonic vibration enhanced the plastic flow and gener-ated inner defects in the bonding wire, which acceleratedinterdiffusion of AlNi system.
4. Conclusions
At ambient temperature, the joining mechanism of AlNi system was investigated by ultrasonic wedge bondingmethod. The bonding physical process is that, contami-nants and oxides on the surface of bonding bodies wereremoved by plastic flow in the wire and ultrasonic vibra-tion, at the same time, many defects, generated inner bondwire near the interface, accelerated the AlNi system inter-diffusion; robust joint could be realized with ultrasonicpower increasing, but bond heel strength would bedecreased if the ultrasonic power is too large. The AlNisystem is more stable than AlAu system in aspects of
long-term reliability. Although there was no evidence ofIMC formation at the bond interface, many voids in bond-ing wire were generated, which would affect the thermaland electrical transportation during device service.
Acknowledgements
The authors would like to thank Sun East Technologyfor their equipment and financial supports. They acknowl-edge Baoyou Zhang and Jie Yu of Harbin Institute ofTechnology for their skillful assistance in SEM analysis.
References
[1] K.C. Joshi, Welding J. 50 (1971) 840848.[2] G.G. Harman, K.O. Leedy, in: 10th Ann. Proc. Reliab. Phys. Symp.,
1972, pp. 4956.[3] A. Schneuwly, P. Groning, L. Schlapbach, G. Muller, J. Electron.
Mater. 27 (1998) 12541261.[4] P. Groning, P. Schwaller, A. Schneuwly, L. Schlapbach, Surf.
Interface Anal. 28 (1999) 191194.[5] P. Schwaller, P. Groning, A. Schneuwly, P. Boschung, E. Muller, M.
Blanc, L. Schlapbach, Ultrasonics 38 (2000) 212214.[6] B. Langenecker, IEEE Trans. Sonics Ultrason. 13 (1966) 18.[7] A. Coucoulas, Trans. Metall. Soc. AIME 236 (1966) 587589.[8] D.E. Eakins, D.F. Bahr, M.G. Norton, J. Mater. Sci. 39 (2004) 165
171.[9] G. Mazzone, A. Montone, M. Vittori Antisari, Appl. Phys. Lett. 65
(1990) 20192022.[10] C. Michaelsen, K. Barmak, J. Alloys Compd. 257 (1997) 211214.[11] E.W. Hart, Acta Metall. 5 (1957) 597605.[12] Y. Takahashi, K. Uesugi, Acta Metall. 51 (2003) 22192234.
M. Li et al. / Ultrasonics 45 (2006) 6165 65