Intelligent Multitasking Machines - Bulmakmetal...
15
Intelligent Multitasking Machines
Transcript of Intelligent Multitasking Machines - Bulmakmetal...

Intelligent Multitasking Machines

1 2
Photos shown in this brochure include optional equipment.
Intelligent Multitasking Machines
Highly accurate, rigid, hi-tech, and
process-intensive
All that’s required and packed in the
ultimate multitasking machine
Collision AvoidanceSystem
MachiningNavi
Thermo-FriendlyConcept
<DBC 1,000 mm 1SW>
<DBC 1,500 mm 2SW>
Flexible machining from all directions
� Long Y-axis travel: 300 mm (MULTUS U4000)� Max machining dia: ø650 mm
� Milling: 604 cm3/min (S45C)� Turning: 5 mm2 (S45C)
An array of extended specs to match userworkpiece applications
Max milling or turning performance
To support long and stable machining accuracies
� Thermo-Friendly Concept� Thermal deformation over time: less than 10 µm� 5-Axis Auto Tuning System
Shorter lead-times with easy first part machining
� Keyboard operations half of previous control� Safe operations supported by Collision Avoidance System as a
standard featureSetup times reduced by 40%
Maximizing machine tool performance
� OSP suite makes multitasking smarter, easier to visualize, faster� Using optimum cutting conditions per Okuma’s Machining Navi � High accuracy gear machining with gear machining package� NC gauge measures dimensions and geometric tolerance
� 17 diverse variations in all� 2 saddles for minimum cycle times
Lower turret: V12 L/M, milling tool power: 5.5 kW� Plenty of lower turret applications
5-Axis AutoTuning System

3 4
Flexible machining from all directions
Tough cutting in entire Y-axis range
Machining examples
■ Deep drilling: 330 mm (13 in.)With the 1,000 mm machine (distance between centers), 330 mm long workpieces can be drilled (330 mm tool projection) to make deep holes.(with 1SW specifications, standard main and opposing spindles)
With the ideal, large work envelope for lots of milling of complex parts. The class best Y-axis travel is fully utilized with a highly rigid traveling column, for powerful cutting along the entire Y axis.
■ X-/Y-axis working range
● Traveling column
MULTUS U3000 MULTUS U4000
2 saddles for minimum cycle times
■ Powerful cuts from a rigid lower turretIn variable-mix, variable-volume production, cycle times can be minimized, and high productivity can be achieved with a 2-saddle machine. The lower turret is very sturdy, and supports real milling and turning jobs.
Lower turret makes possible a variety ofnew applications
■ Mounted steadyrestA steadyrest can be attached to the lower turret to support the workpiece. Long or single-side clamped workpieces can then be cut with no chatter occurring.(turning-dedicated turret)
■ Mounted workrestA workrest can also be mounted to the lower turret, to help automate workpiece load/unload operations—and reduce operator burden.
■ OD/ID simultaneous machining with upper/lower turretsThis is a very effective way to use both turrets—at the same time. 4-axis simultaneous cutting really improves machine performance and reduces cycle time.
● Turret: V12 multitasking● Milling tool spindle speed: 6,000 min-1
● Milling tool spindle motor: PREX 5.5/3.7 kW (2 min/cont)
MULTUS U3000 DBC 1500 illustration ( ) figures for the MULTUS U4000
■ Thru-holes up to ø200 mmLong X-axis travel makes possible side-face thru-holes in ø200 mm workpieces—without C-axis rotation.(MULTUS U4000)
■ Maximum 230 mm contouringCutting the outline of a 230 mm (9.06 × 9.06 in.) workpiece without C-axis rotation is also possible.Square parts can be cut with machining-center-equivalent geometric accuracy. (MULTUS U4000)
When using a ø20 mm end mill
1,600 mm
645
(695
) mm
250 (300) mm
150 150
300Y-axis
695
X-a
xis
385
310
125125
250Y-axis
X-a
xis
645
125
520
Y-axis
ø200Distance between noses
1,619
Unit : mm
330122 400
330 70
10
595 14220
Max tool length
■ 17 diverse variations in all
An assortment of variations are available for every possible requirement. You can choose the right solution that matches your application needs.
Selections designed to match user workpiece applications
MULTUSU4000
MULTUSU3000
1,000Distance between centers
Tailstock(C)
Upperturret(1S)
Upper/lowerturret(2S)
Opposingspindles
(W)
Tailstock(C)
Opposingspindles
(W)
1,500 1,500 2,000
Chuckwork
An array of extended specs to match user workpieceapplications
5 6
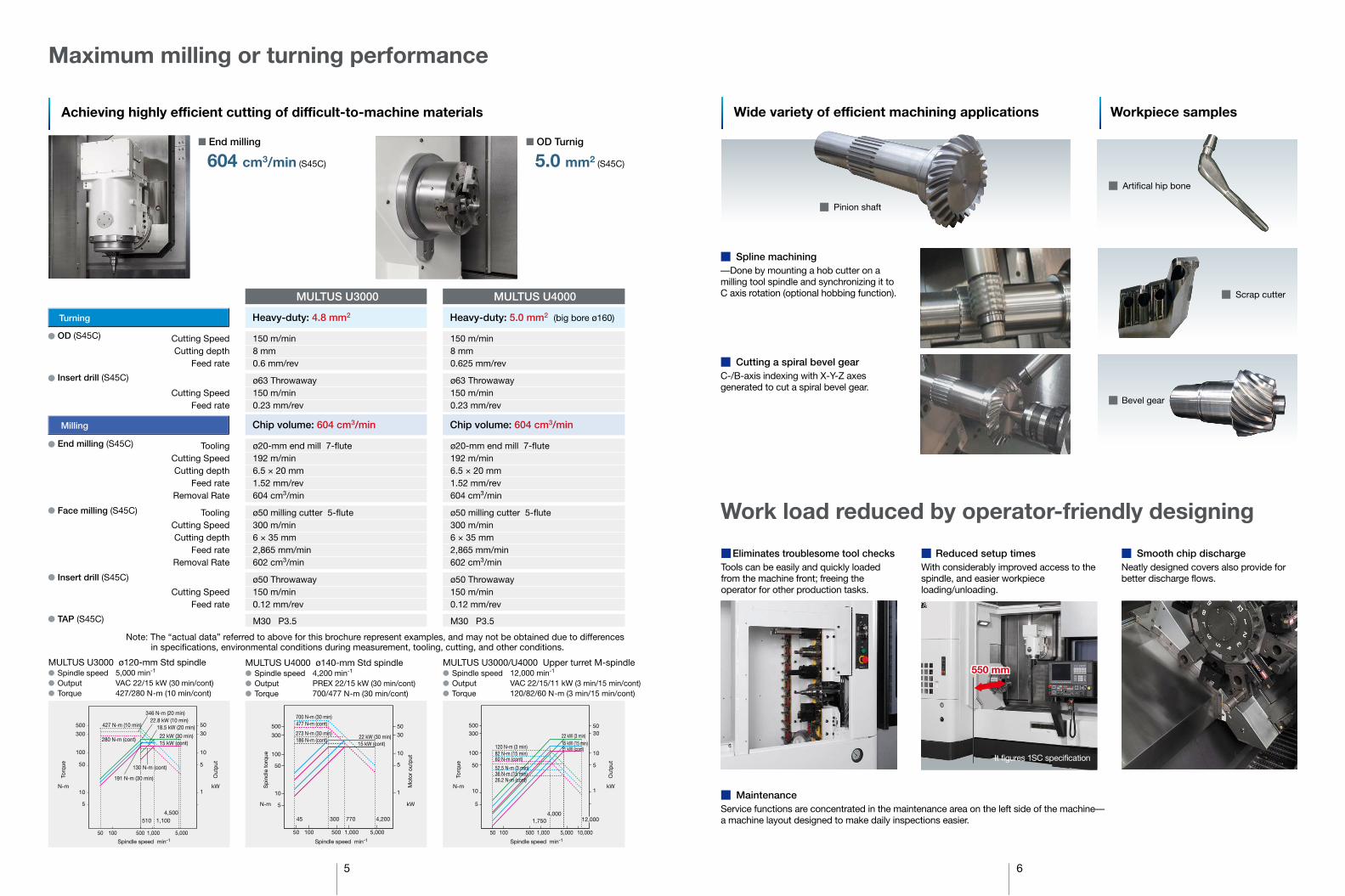
Maximum milling or turning performance
■ Artifical hip bone
■ Bevel gear
■ Spline machining—Done by mounting a hob cutter on a milling tool spindle and synchronizing it to C axis rotation (optional hobbing function).
■ Cutting a spiral bevel gearC-/B-axis indexing with X-Y-Z axes generated to cut a spiral bevel gear.
■ Pinion shaft
Wide variety of efficient machining applications Workpiece samples
■ Scrap cutter
■Eliminates troublesome tool checksTools can be easily and quickly loaded from the machine front; freeing the operator for other production tasks.
■ MaintenanceService functions are concentrated in the maintenance area on the left side of the machine—a machine layout designed to make daily inspections easier.
■ Reduced setup timesWith considerably improved access to the spindle, and easier workpiece loading/unloading.
■ Smooth chip dischargeNeatly designed covers also provide for better discharge flows.
Work load reduced by operator-friendly designing
Achieving highly efficient cutting of difficult-to-machine materials
■ End milling
604 cm3/min (S45C)
■ OD Turnig
5.0 mm2 (S45C)
550 mm550 mm
Turning Heavy-duty: 4.8 mm2
●�OD (S45C) Cutting SpeedCutting depth
Feed rate
150 m/min8 mm0.6 mm/rev
●�Insert drill (S45C)
Cutting SpeedFeed rate
Chip volume: 604 cm3/min
ToolingCutting SpeedCutting depth
Feed rateRemoval Rate
ø20-mm end mill 7-flute192 m/min6.5 × 20 mm1.52 mm/rev604 cm3/min
150 m/min8 mm0.625 mm/rev
Chip volume: 604 cm3/min
ø20-mm end mill 7-flute192 m/min6.5 × 20 mm1.52 mm/rev604 cm3/min
ToolingCutting SpeedCutting depth
Feed rateRemoval Rate
●�Insert drill (S45C)
Cutting SpeedFeed rate
ø50 Throwaway150 m/min0.12 mm/rev
ø50 Throwaway150 m/min0.12 mm/rev
●�TAP (S45C)
Milling
MULTUS U3000 MULTUS U4000
Note: The “actual data” referred to above for this brochure represent examples, and may not be obtained due to differences in specifications, environmental conditions during measurement, tooling, cutting, and other conditions.
●�End milling (S45C)
●�Face milling (S45C)
ø63 Throwaway150 m/min0.23 mm/rev
Heavy-duty: 5.0 mm2 (big bore ø160)
ø63 Throwaway150 m/min0.23 mm/rev
ø50 milling cutter 5-flute300 m/min6 × 35 mm2,865 mm/min602 cm3/min
ø50 milling cutter 5-flute300 m/min6 × 35 mm2,865 mm/min602 cm3/min
M30 P3.5 M30 P3.5
MULTUS U3000 ø120-mm Std spindle● Spindle speed 5,000 min-1
● Output VAC 22/15 kW (30 min/cont)● Torque 427/280 N-m (10 min/cont)
MULTUS U4000 ø140-mm Std spindle● Spindle speed 4,200 min-1
● Output PREX 22/15 kW (30 min/cont)● Torque 700/477 N-m (30 min/cont)
MULTUS U3000/U4000 Upper turret M-spindle● Spindle speed 12,000 min-1
● Output VAC 22/15/11 kW (3 min/15 min/cont)● Torque 120/82/60 N-m (3 min/15 min/cont)
Spindle speed min-1
Torq
ue
Out
put
N-m kW
Torq
ue
Out
put
N-m kW
10050 1,000
100
50
10
5
300
1
5
10
30
500 50
510 1,1004,500
5,000500
22.8 kW (10 min)18.5 kW (20 min)
15 kW (cont)22 kW (30 min)
427 N-m (10 min)
346 N-m (20 min)
280 N-m (cont)
130 N-m (cont)
191 N-m (30 min)
10050 1,000
100
50
10
5
300
1
5
10
3050
1,750
5,000500
22 kW (3 min)15 kW (15 min)11 kW (cont)
60 N-m (cont)
120 N-m (3 min)82 N-m (15 min)
26.2 N-m (cont)
52.5 N-m (3 min)36 N-m (15 min)
10,000
12,0004,000
Spindle speed min-1
500500
100
300
50
10
5
1,000 5,00050010050
1
5
10
50
30
477 N-m (cont)700 N-m (30 min)
186 N-m (cont)273 N-m (30 min)
22 kW (30 min)15 kW (cont)
30045 770 4,200
Sp
ind
le t
orq
ue
Mot
or o
utp
ut
N-m kW
Spindle speed min-1
It figures 1SC specification

7 8
To support long and stable machining accuracies
Okuma’s "Thermo-friendly" concept enables remarkable machining accuracy through original structural design and thermal deformation control technology. Free from troublesome dimensional compensation and warm-up, it exhibits excellent dimensional stability even during consecutive operation over long periods and environmental temperature change in the plant.
240˚
Dis
pla
cem
ent
[µm
]
[Operating conditions]Main spindle 3,800 min-1 (2.5 min)Milling tool spindle 6,000 min-1 (6 min) 10,000 min-1 (6 min)Interval (0.5 min)Cycle time: 15 minW/Coolant
10 µm
X axis 7 µm (ø13 µm)
Z axis 9 µm
8°C�20°C
30
25
20
15-40
-30
-20
-10
0
10
20
24201612Timer [hr]
840
Y axia 8 µm
Tem
per
atur
e [°
C]
Roomtemperature
Just after loading a tool in the machine, simply select it from among the registered tools.ATC manual operation does not require inputting the tool number. Just select the tool from the list and press the function key.
A simple function key operation is all it takes to shift a zero offset to either the left or right end of a workpiece. The required zero offset will be calculated automatically based on jaw and workpiece lengths. (when the tool offset is set with reference to the turret tool mounting surface)
■ Forming soft jaws
■ Define machining requirements■ Easy tool preparation
■ Easy zero offsets/Machining start
With keyboard operations reduced by: 1/2
■ Eliminate collision-related machine down time
When a multitasking machine breaks down, both L and M machining stop; causing large productivity losses. The Collision Avoidance System simply prevents this problem from occurring.
Shorter lead-times with easy first part machining
NC controller (OSP) with 3D model data of machine components––workpiece, tool, chuck, fixture, headstock, turret, tailstock––performs real time simulation just ahead of actual machine movements. It checks for interference or collisions, and stops the machine movement immediately before collision. Machinists (novice or pro) will benefit from reduced setup and trial cycle times, and the confidence to focus on making parts. Troublesome settings eliminated. With easy tool preps, you can use the preset tool data just as it is.
Workpiece
For multitasking machines that handle high-mix low volume production, the Okuma Control considerably reduces the cost and time required to perform first-part trial cuts. Tool preparations, forming soft-jaws, origin settings; all of the related machining preps required for the job can be done much easier�simply because the CNC was produced by a machine tool manufacturer who has the experience and know-how to reduce keyboard input operations by half compared with the previous control.
MULTUS U3000
Case example Significant reduction in machining preparation time
Machine preps
Previous multitasking machine
Trial cycle time
120 min 295 min
100 min 145 min
The wide 240-degree swing of the B axis spindle allows it to have equivalent machining areas for both the main and opposing spindle. With the NC-B axis, roller gears are used to achieve “0” backlash during B-axis drive, and highly accurate 5-axis machining.
Wide B-axis swing: 240°
As an option*, a highly accurate C-axis function is used for both the main and opposing spindles. This will support end-users requiring very accurate machining of component shapes that are quite complex . Moreover, heavy-duty milling, with a solid retention mechanism, makes possible applications that require both high accuracy and high efficiency.
Superb C-axis positioning accuracy:0.0001°control
* Standard in certain markets.
Thermal deformation over time: less than 10 µm
Thermo-Friendly Concept
Gauging and compensatiom of geometric error
5-Axis Auto Tuning System
Setup/trial cut time: reduced by 40%Preventing collisions: Collision Avoidance System
40%reduction
In 5-axis machining accuracy, there are 13 types of “geometric error,” such as misalignment of a rotary axis, that greatly affect machining accuracy. The 5-Axis Auto Tuning System measures geometric error using a touch probe and datum sphere. Tuning is done for motion accuracy of 5-axis machines by compensation using measurement results. This enables 5-axis machining accuracy to achieve the next level.
In multi-sided machining with tools inclined at different angles for each surface, accuracy is improved after use of the 5-Axis Auto Tuning System.
Manual adjustment without5-AATSMachining surface error
Max 25 µm
After using 5-AATS
(Actual data with MULTUS U4000)
Max 10 µm
■ TAS-C
■ TAS-S
Thermo Active Stabilizer–Construction
Thermo Active Stabilizer—Spindle
(Optional*) [* May not be available for certain specifications.]

Machining NaviON
Machining NaviOFF
9 10
Maximizing machine tool performance
For milling
Cutting condition search function: Machining Navi (Optional)
With optimal cutting conditions: longer tool life,shorter cycle time
Machining Navi, with clear visuals of complex cutting conditions, is a breakthrough tool that enables the machine operator to navigate the machine and tool capabilities to their best performance levels.
For turning
Visualization and digitization of shop floor production orders and setup information, machining and
operation status, machine maintenance information and more.
Smarter, faster machining and more efficient manufacturing achieved with next-generation operation.
[Shortcut to suite apps]
[Operating mode]Manual / Auto / MDI
[Maintenance screen]
[Machine status]Running / limits, etc.
[NC screen]
[Settings]Screen customization
[Operator change]
[Manuals]
[Shortcut to suite apps]
(Optimum spindle speed/harmonic spindle speedcontrol)
"Machining Navi" M-gII+Adjust cutting conditions while monitoring the data
From chatter noise picked up by the microphone, Machining Navi will display the best options for chatter-free spindle speed. The operator can select a recommended speed and immediately confirm the result.
Chatter-free applications for lathes
"Machining Navi" L-g (guidance)
Chatter in a lathe can be suppressed by changing spindle speeds to the ideal amplitude and wave cycle.
The Next-Generation Intelligent CNC
Threading chatter can be easily controlled by anyone
Machining Navi T-g (threading)
Simple, auto-mode—leave it to the machineFinding optimum cutting conditions quickly
Machining Navi M-i(intelligently optimized spindle speed control)
Chatter vibration is measured by built-in sensors, and spindle speed is automatically changed to the optimum speed. In addition, advanced graphics of the optimal cutting conditions represent effective alternatives to suppress various chatter characteristics throughout the low to high speed zones.
In the threading cycle, chatter during threading is controlled through appropriate change of the spindle speed in each pass.
■ Suite operation
■ ECO suite
Load bar
Machining managementmonitor
Tool data
Highly reliable touch panel suited to shop floors. Suite applications are started by touching function keys on left side of screen. Pop-up is then displayed. Icon layout is customizable. Suite applications can be accessed with a single touch in accordance with the aspects that make use easier.
■ Suite apps
In addition to Okuma's Intelligent Technology, a large variety of applications to visualize/digitize the information needed on shop floors. Supports advanced monozukuri.
● Intermittent/continuous operation of chip conveyor and mist collector during operation
“ECO Operation” (optional)● Energy-saving hydraulic unit using Servo contro technology
“ECO Hydraulics” (optional)
Intelligent energy-saving function with the Thermo-Friendly ConceptThe machine itself determines whether or not cooling is needed and cooler idling is stopped with no loss to accuracy. (Standard application on machines with Thermo-Active Stabilizer—Spindle)
ECO Idling StopAccuracy ensured, cooler off
ECO Power MonitorOn-the-spot check of energy savings
Power is shown individually for spindle, feed axis, and peripheral equipment on OSP operation screen. The energy-saving effect from peripheral equipment stopped with ECO Idling Stop can be confirmed on the spot.
■ ECO suite provides a suite of energy-saving functions that can be used on machines
Skiving(OD/ID splines)
Input screen
Gear cutting that previously required complex programming can now be done with ease. With the gear programming function, simply input the tool type, gear data, and cutting conditions to achieve highly accurate machining. Changes to cutting conditions and tooth trace correction for relieving and crowning can also be done easily, reducing programming time to about one-tenth that of manual input. Process-intensive machining is achieved, including the gear cutting that used to be done on expensive special-purpose machines.
Twenty types of geometrical accuracy, such as hole position and flatness, can be measured on the machine, greatly reducing lead time. A program to measure the positional relationship between geometric tolerance and workpiece shape is automatically produced by teaching. Data storage of the measurement results is possible.
High accuracy gear cutting with a multitasking machine
Gear Machining Package (Optional)
3D measuring for multitasking machines
NC Gauge (Optional)
App starts with a single touch

■ Machine Specifications
Swing over saddleDistance between centers
Max machining diaMax machining length
X axisZ axis
Y axisW axis
B-axis / indexing angleC-axis / indexing angleSpindle speedSpindle speed rangesSpindle nose shapeTaper boreBearing diaSpindle speedSpindle speed ranges
Spindle nose shapeTaper boreBearing diaTypeNo. of toolsTool shank dimensionsID tool shank diameterMilling tool spindleMilling tool spindle speed rangesFeedratesX, Z, Y axes
Feedrates W-axis
Feedrates C, B axisCutting federateTapered bore
Quill travel
Tool shankNo. of toolsMax tool diaMax tool lengthMax tool weightMain spindle motorOpposing spincle motor
Milling tool spindle motor
X, Z, Y, B axis motor
W-axis motorCoolant motor (50Hz/60Hz)HeightFloor spaceW × D (tank included)
Weight
Capacity
Travels
Spindle
Opposingspindle
Turret(tool spindle)
Feedrates
Tailstock
ATC
Motor
Machinesize
CNC
Item
mm (in.)mm (in.)
mm (in.)mm (in.)
mm (in.)upper: mm (in.)
lower: mm (in.)
mm (in.)mm (in.)
degreedegree
min-1
mm (in.)mm (in.)
min-1
mm (in.)mm (in.)
mm (in.)mm (in.)
min-1
upper turret: m/min
lower turret: m/minm/min
min-1
mm/rev
mm (in.)
toolsmm (in.)mm (in.)
kg (lb)kW (hp)kW (hp)
kW (hp)
kW (hp)
kW (hp)kW (hp)mm (in.)
mm × mm (in.)
kg (lb)
Swing over saddleDistance between centers
Max machining diaMax machining length
X axisZ axis
Y axisW axis
B-axis / indexing angleC-axis / indexing angleSpindle speedSpindle speed rangesSpindle nose shapeTaper boreBearing diaSpindle speedSpindle speed ranges
Spindle nose shapeTaper boreBearing diaTypeNo. of toolsTool shank dimensionsID tool shank diameterMilling tool spindleMilling tool spindle speed rangesFeedratesX, Z, Y axes
Feedrates W-axis
Feedrates C, B axisCutting federateTapered bore
Quill travel
Tool shankNo. of toolsMax tool diaMax tool lengthMax tool weightMain spindle motorOpposing spincle motor
Milling tool spindle motor
X, Z, Y, B axis motor
W-axis motorCoolant motor (50Hz/60Hz)HeightFloor spaceW × D (tank included)
Weight
Capacity
Travels
Spindle
Opposingspindle
Turret(tool spindle)
Feedrates
Tailstock
ATC
Motor
Machinesize
CNC
Item
mm (in.)mm (in.)
mm (in.)mm (in.)
mm (in.)upper: mm (in.)
lower: mm (in.)
mm (in.)mm (in.)
degreedegree
min-1
mm (in.)mm (in.)
min-1
mm (in.)mm (in.)
mm (in.)mm (in.)
min-1
upper turret: m/min
lower turret: m/minm/min
min-1
mm/rev
mm (in.)
toolsmm (in.)mm (in.)
kg (lb)kW (hp)kW (hp)
kW (hp)
kW (hp)
kW (hp)kW (hp)mm (in.)
mm × mm (in.)
kg (lb)
ItemMULTUS U3000
1SC1000
1,000(39.37)
1,000(39.37)
1,100(43.31)
20(tailstock)
1,186(46.69)
1500
1,500(59.06)
1,500(59.06)
1,600(62.99)
12(tailstock)
1,594(62.76)
1000
1,000(39.37)
1,000(39.37)
1,100(43.31)
1,325(52.17)
3.5 (4.7)
1500
1,500(59.06)
1,500(59.06)
1,600(62.99)
1,594(62.76)
4.6 (6.1)
1000
1,000(39.37)
1,000(39.37)
1,100(43.31)
961(37.83)
20(tailstock)
961(37.83)
1500
1,500(59.06)
1,500(59.06)
1,600(62.99)1,461(57.52)
12(tailstock)
1,359.5(53.52)
1000
1,000(39.37)
1,000(39.37)
1,100(43.31)1,100(43.31)
1500
1,500(59.06)
1,500(59.06)
1,600(62.99)1,584(62.36)
1SW 2SC 2SW
ø650 (25.59)
ø650 (25.59)
695 (27.36)
−
H1L / M: 1
−
VAC 22/15/11 (30/20/15)(3 min/15 min/cont)
X: 5.2, Z: 4.6 (X: 6.9, Z: 6.1) (DBC 1,500)/5.2 (6.9) (DBC 2,000), Y: 3.5 (4.7), B: 3.0 (4.0)
2,955 (116.34)DBC 1,500: 5,425 × 2,995
(213.58 × 117.91)DBC 2,000: 6,175 × 2,995
(243.11 × 117.91)DBC 1,500: 17,000 (37,400)DBC 2,000: 19,000 (41,800)
1500
1,500(59.06)
1,500(59.06)
1,600(62.99)
1,594(62.76)
2000
2,000(78.74)
2,000(78.74)
2,100(82.68)
2,094(82.44)
250 (9.84) (±125 (4.92))
−30 to +210 (min controlled angle 0.001)360 (min controlled angle 0.0001)
50 to 5,0002 auto ranges (2-speed motor coil switching)
JIS A2-6ø80 (3.15)ø120 (4.72)
25 (1 × 1)ø40 (1.57)
50 to 12,0002 auto ranges (2-speed motor coil switching)
X: 50, Z: 50, Y: 40
C: 200, B: 300.001 to 1,000.000
HSK-A6340
ø90 (3.54) (w/o adjacent tools: ø130 (5.12))400 (15.75) (from gauge line)
10 (22)VAC22/15 (30/20) (30 min/cont)
0.52/0.82 (0.69/1.1)
OSP-P300SA
300 (11.81) (±150 (5.91))
−30 to +210 (min controlled angle 0.001)360 (min controlled angle 0.0001)
45 to 4,2002 auto ranges (2-speed motor coil switching)
JIS A2-8ø91 (3.58)
ø140 (5.51)
25 (1 × 1)ø40 (1.57)
50 to 12,0002 auto ranges (2-speed motor coil switching)
C: 200, B: 300.001 to 1,000.000
HSK-A6340
ø90 (3.54) (w/o adjacent tools: ø130 (5.12))400 (15.75) (from gauge line)
10 (22)PREX 22/15 (30/20) (30 min/cont)
0.52/0.82 (0.69/1.1)
OSP-P300SA
ø650 (25.59)
ø650 (25.59)
645 (25.39)
−
H1L / M: 1
−
−
VAC 22/15/11 (30/20/15)(3 min/15 min/cont)
X: 5.2, Z: 4.6, Y: 3.5, B: 3.0(X: 6.9, Z: 6.1, Y: 4.7, B: 4.0)
2,955 (116.34)DBC 1,000: 4,925 × 2,995
(193.90 × 117.91)DBC 1,500: 5,425 × 2,995
(213.58 × 117.91)DBC 1,000: 15,500 (34,100)DBC 1,500: 16,500 (36,300)
Upper: ø650 (25.59), Lower: ø320 (12.60)
Upper: ø650*1, Lower: ø320 (12.60)
Upper: 645 (25.39), Lower: 235 (9.25)
Upper: H1, Lower: V12Upper: L / M: 1, Lower: 12
X: 25, Z: 40
VAC 22/15/11 (30/20/15)(3 min/15 min/cont)
XA: 5.2, XB: 3.5, ZA:4.6, ZB: 3.5(XA: 6.9, XB: 4.7, ZA:6.1, ZB: 4.7)(DBC 1,000)
/4.6 (6.1) (DBC 1,500), Y: 3.5, B: 3.0(Y: 4.7, B: 4.0)
3,030 (119.29)DBC 1,000: 4,925 × 3,018
(193.90 × 118.82)DBC 1,500: 5,425 × 3,082
(213.58 × 121.34)DBC 1,000: 16,500 (36,300)DBC 1,500: 17,500 (38,500)
−
−
−
−−−
X: 50, Z: 50, Y: 40
12(tailstock)
MT. No.5(revolving center)
−
2.8 (3.7) (tailstock)
45 to 4,2002 auto ranges
(2-speed motorcoil switching)
JIS A2-8ø91 (3.58)
ø140 (5.51)
X: 50, Z: 40, Y: 40
−
−
PREX 22/15 (30/20)(30 min/cont)
4.6 (6.1)
Upper: ø650 (25.59), Lower: ø320 (12.60)
Upper: ø650 (25.59)*1, Lower: ø320 (12.60)
Upper: 695 (27.36), Lower: 235 (9.25)
Upper: L / M: 1, Lower: 12
VAC 22/15/11 (30/20/15)(3 min/15 min/cont)
XA: 5.2, XB: 3.5, ZA:4.6(XA: 6.9, XB: 4.7, ZA:6.1) (DBC 1,500),
5.2 (6.9) (DBC 2,000), ZB: 4.6, Y: 3.5, B: 3.0(ZB: 6.1, Y: 4.7, B: 4.0)
3,030 (119.29)DBC 1,500: 5,425 × 3,082
(213.58 × 385.25)DBC 2,000: 6,175 × 3,082
(243.11 × 121.34)DBC 1,500: 18,000 (39,600)DBC 2,000: 20,000 (44,000)
−
−
−
−−−
H1, Lower: V12
12(tailstock)
MT. No.5(revolving center)
−
2.8 (3.7) (tailstock)
−
−
−
−−−
MT. No.5(revolving center)
−
2.8 (3.7) (tailstock)
50 to 5,0002 auto ranges
(2-speed motorcoil switching)
JIS A2-6ø80 (3.15)ø120 (4.72)
30
−
−
VAC 22/15 (30/20)(30 min/cont)
38 to 5,0002 auto ranges
(2-speed motorcoil switching)
JIS A2-6ø62 (2.44)ø100 (3.94)
30
−
−
VAC 22/15 (30/20)(20 min/cont)
MULTUS U4000
38 to 3,8002 auto ranges
(2-speed motorcoil switching)
JIS A2-8ø80 (3.15)ø120 (4.72)
Upper: H1, Lower: V12
−
−
VAC 22/15 (30/20)(20 min/cont)
4.6 (6.1)
1500
1,500(59.06)
1,500(59.06)
1,600(62.99)
1,554(61.18)
30
2000
2,000(78.74)
2,000(78.74)
2,100(82.68)
2,054(80.87)
20
1SW
1,100(43.31)
3.5 (4.7)
1,584(62.36)
4.6 (6.1)
−
−
−
−−−
MT. No.5(revolving center)
−
2.8 (3.7) (tailstock)
1,524*2
(60.00)
X: 50, Z: 50,Y: 40
X: 25, Z: 40
30
1SC1500
1,500(59.06)
1,500(59.06)
1,600(62.99)1,461(57.52)
X: 50, Z: 50,Y: 40
X: 25, Z: 40
1,359.5(53.52)
2000
2,000(78.74)
2,000(78.74)
2,100(82.68)1,961(72.20)
X: 50, Z: 40,Y: 40
X: 25, Z: 30
1,961(77.20)
1500
1,500(59.06)
1,500(59.06)
1,600(62.99)1,524(60.00)
2000
2,000(78.74)
2,000(78.74)
2,100(82.68)2,045(80.51)
2,024*3
(79.69)
X: 50, Z: 40,Y: 40
X: 25, Z: 30
20
2SW2SC
*1. ø320 (swing over lower turret) during shaft work and when machining with opposing spindles. *1. ø320 (swing over lower turret) during shaft work and when machining with opposing spindles.*2. In the main Big-Bore spindle, it will be 1,500. *3. In the main Big-Bore spindle, it will be 2,000.
11 12

MULTUS U3000MULTUS U4000MULTUS U3000MULTUS U4000
Big-bore spindle
Opposing spindle
B-axis indexingLower turretHigh pressure coolantTailstockTailstock sleeve systemTool shank profileATC tool magazine capacityChip conveyorConveyor-related options
Chip bucketsCoolant sludge preventionHigh pressure coolant unitTurret high/low pressure switch
Lower turret coolant high/low pressureswitchLubrication monitorCover-related optionsFront cover auto open/close safetydevicesDual palm start buttons (door closeinterlock)Front cover open/close inchingChuck auto open/close confirm
Tailstock-related optionsAir blower (blast) options
Coolant blower (blast) options
Dust-proofing
5-Axis Auto Tuning SystemNC gaugeIn-process work gaugingTouch setterWorkrestWork stopper in spindleChuck internal sizing stopperAdditional coolant pumpCoolant tankCoolant sensorCoolant gun mountedSteadyrestFace plateMist collectorHigh accuracy options
Bar feederWork sizing stopperParts catcher-related options
LoaderCNC
4,200 min-1 A2-8 ø140 VAC 22/15 kW (30 min/cont)3,000 min-1 A2-11 ø160 PREX 32/22 kW (20 min/cont)1S big bore 4,200 min-1 A2-8 ø140 VAC 22/15 kW (30 min/cont)1S big bore 3,000 min-1 A2-11 ø160 PREX 32/22 kW (20 min/cont)NC-B axisV12 multitasking 6,000 min-1 PREX 5.5/3.7 kW (2 min/cont)Upper turret, upper + lower turret1S: NC tailstock, 2S: hydraulic quill (self-propelled)Built-in type MT No. 4CAPTO C680 tools, 120 toolsDrum filter type, hinge type, scraper typeChip conveyor torque limiter (alarm C at detection), intermittent feed chip conveyor, machine linked chipconveyorL type, H typeOil skimmer mounted7MPaL/M thru high/low pressure switch, M peripheral low pressure; L/M thru high/low pressure switch;M peripheral high/low pressure switch
B-2 (w/ warning lamp)Upper door auto open/close, front door auto open/close, auto open/close on both upper + front doorSafety tape switch
Chuck auto open/close confirm, chuck high/low pressure switch (re-gripping) (main, opposing), chuckingmiss detection (main, opposing)Tailstock quill auto advance/retract confirmation, tailstock thrust high/low switchChuck air blower, tailstock air blower, spindle ID air blower (main, opposing)Turret air blower (L/M thru-spindle during rotation only, L/M thru-spindle during rotation/M periphery,M periphery only)Lower turret air blower (internal piping, common coolant nozzle)Shower coolant (main/opposing: A, B), thru-spindle coolant blower (main/opposing: A, B), ceiling showercoolant (A, B)Spindle air purge (main, opposing), guideway double wiper (X + Y + Z, X + Y + Z + Xb + Zb)Ball screw double wiper (X + Y + Z, X + Y + Z + Xb + Zb)Standard kit, High spec kitStandard kit, High spec kitRenishawM (manual), A (auto)
Main, opposing0.8 kWThickener back, line filter, reverse cleaning filterLevel detection, flow sensor, Level + flow sensor
1S: Self-propelled (no relieving), 2S: lower turret, lower cross-slideø300, ø350
AbsoScale (Xa axis, Xb axis, Ya axis, Za axis), temperature regulator (coolant, hydraulic oil, spindletemperature)
Upper turret, lower turretMain spindle side eject, opposing spindle side eject, Workpiece ejector (spring type, air type)Workpiece eject conveyor (finished parts right)OGL10-P, OGL30-P, OGL50-PHigh class (B axis contouring)
■ Upper Turret Tooling System (HSK-A63)
■ Turning ■ Milling
OD-A-H1OD turning
OD-C-H1Axial facing
OD-80º roughOD turning
OD-55º roughOD turning
ID-H1ID toolholders
Dummy tool
Eccentric side Lock holder
Collet holder
Collet holder
Collet(C10-D-P)
Collet(C20-D-P)
Face mill arbor
● Boring bar Boring bar sleeveø10-H40ø12-H40ø16-H40
ø10ø12ø16
ø20ø25ø32
ø20-H40ø25-H40ø32-H40
● Drill Drill sleeveMT No.1-H40MT No.2-H40MT No.3-H40MT No.4-H40
MT No.1MT No.2MT No.3MT No.4
Commercial milling tools with shank and grip that are compliant with DIN 69893-1, HSK-A63 can be used. For turning tools, please contact Okuma when using tools other than Okuma standard tools, since some dimensions are specially designed to improve fitting accuracy.Outside toolholders A and C are for large diameter tools, and require empty adjacent tool pots when stored in the tool magazine.
● OD tool shank(main/sub)
25×25
ø40● Boring bar
● Commercial parts
■ Lower turret for each specification
■ 2SC specs, lower turret L ■ 2SW specs, lower turret L ■ 2SW specs, lower turret M
Lower V12 turret (L direct mounting)(ø400 across flats)
Lower V12 turret (L radial)(ø340 across flats)
Lower V12 turret (M radial)(ø340 across flats)
*Lower turret multitasking is only with opposing spindle specifications
■ Standard tool ■ Super big dia tool
■ MaxTool Dimensions
ø90
374400
26
17.5 95 17.5369
344400
3026
5
ø90 × 400 mm10 kg
13065
108
60 5
1765
157.
5
5
657019
.527
.75
17.8
87.5
7517
.5
■ Optional Specifications
12,000 min-1 VAC22/15/11 kW (3 min/15 min/cont) HSK-A63 Turning tool size 25 ø40
ATC: 40 tools, B axis: 0.001º indexing, M spindle thru-spindle specs, Chip pan, LED in-machine lamp
■ Standard Specifications and Accessories
SpindleOpposingspindle
Turret(tool spindle)
Tailstock
Other
5,000 min-1 VAC22/15 kW A2-6 Taper bore / bearing dia ø80/ø120
MULTUS U30001SC
—
MT 5 dead(live quill)
1SW
—
2SC
—
MT 5 dead(live quill)
2SW
—
2SC
—
MT 5 dead(live quill)
1SC
—
MT 5 dead(live quill)
2SW
—
MULTUS U4000
5,000 min-1
VAC22/15 kWA2-6 ø62/ø100
3,800 min-1
VAC22/15 kWA2-8 ø80/ø120
4,200 min-1 PREX22/15 kW A2-8 Taper bore / bearing dia ø91/ø1401SW
—
5,000 min-1
VAC22/15 kWA2-6 ø80/ø120
4,200 min-1
PREX22/15 kWA2-8 ø91/ø140
13 14

15 16
MULTUS U3000 1SW (DBC: 1,000)
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Radial mill/drill, Main spindle
MULTUS U3000 1SW (DBC: 1,500)
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Radial mill/drill, Main spindle
Left slide panel
1,100 (ZA-axis travel)
B axis centerof rotation
Gauge line
1,619 (63.74)
(421)1,000 (Work)
1,325 (52.17) (W-axis travel)
(103
)
(108)
520
(20.
47)
645
425
(16.
73)
170
(6.6
9)35
(12.
8)98 (3.8
6)
294(11.57)
1,10098940160
10
325
(12.
8)21
8(8
.58)
R305.5
ø210
ø210
39 32
645
(XA-
axis
trav
el)
217
428
ø650
(Max
mac
hini
ng d
ia)
B axis centerof rotation
R270.9
Left slide panel
1,100 (ZA-axis travel)
645
ø210
ø210
Gauge line
520
(20.
47)
425
(16.
73)
170
(6.6
9)7
(0.2
8)86 (3.3
9)
645
(XA
-axi
s tr
avel
)
(63)
257
388
(68)
ø650
(Max
mac
hini
ng d
ia)
6542
1,619 (63.74)
317(202)1,000 (Work)
1,325 (52.17) (W-axis travel)294(11.57)
1,100160
10
325
(12.
8)17
1(6
.73)
149
(5.8
7)
B axis centerof rotation
R260
ø210
ø210
ø50
(520
)
59542
5
645
(25.
39)
260
(10.2
4)
238
407
385
(15.
16)
170
90
Gauge line
645
(XA
-axi
s tr
avel
)
(60)
(65)
260
385
ø650
(Max
mac
hini
ng d
ia)
1,619 (63.74)
1,000 (Work)1,325 (52.17) (W-axis travel)294
(11.57)
8841863821,100137
30
125(4.92)
125(4.92)
250(9.84)
10
348
(13.
7)15
2(5
.98)
145
(5.7
1)
1,100 (ZA-axis travel) 382
Left slide panel
B axis centerof rotation
425170160 100Gauge line
R270
Left slide panel
1,100 (ZA-axis travel)
1,043 (ZA-axisWorking range)
595260
49 8
382
ø210
ø210
520
(20.
47)
645
(XA
-axi
s tr
avel
)(195
)
125
520
(200
)ø650
(Max
mac
hini
ng d
ia)
1,619 (63.74)
(652)
1,000 (Work)
1,325 (52.17) (W-axis travel)294(11.57)
1,051.5
620 187236.5
10
285
(11.
22)
213.
2(8
.39)
146.
8(5
.78)
1,888 (74.33)
645
(XA-
axis
trave
l)
160 1,2941,600
1,500 (Work)
(190)146
1,594 (62.76) (W-axis travel)294(11.57)
98
Left slide panel
(108
)
R305.5
39 32
170
(6.6
9)32
5 (1
2.8)
227.
7(8
.96)
9892
.3(3.
63)
ø210
ø210
(103
)
217
ø650
(Max
mac
hini
ng d
ia)
B axis centerof rotation
425
(16.
73)
520
(20.
47)
35
Gauge line
325
(12.
8)10
2(4
.02)
10
218
(8.5
8)
428
1,600 (ZA-axis travel)
1,888 (74.33)
645
(XA-
axis
trave
l)
160 1,2941,600
1,500 (Work)86(202)
146
1,594 (62.76) (W-axis travel)294(11.57)
Left slide panel
(68) R270.9
42 65
170
(6.6
9)32
5 (1
2.8)
228
(8.9
6)92
.3(3.
63)
86
ø210
ø210
(63)
257
ø650
(Max
mac
hini
ng d
ia)
B axis centerof rotation
425
(16.
73)
520
(20.
47)
7
Gauge line
325
(12.
8)17
1(6
.73)
10
149
(5.8
7)
388
1,600 (ZA-axis travel)
1,888 (74.33)
645
(XA-
axis
trave
l)
186 1,1531,586
1,500 (Work)
(165)247
385
(15.
16)
260
(10.2
4)
645
(25.
39)
1,594 (62.76) (W-axis travel)294(11.57)
137
1,586 (ZA-axisWorking range)
(65)
R260
ø50
(60)
260
ø650
(Max
mac
hini
ng d
ia)
B axis centerof rotation
385
125(4.92)
125(4.92)
250(9.84)
Left slide panel
170
(6.6
9)90
106.3
407
(16.
02)
425
(16.
73)
520
(20.
47)
6071
.7
Gauge line
348
145
152
ø210
ø210
10
1,600 (ZA-axis travel) 151
141,312 (ZA-axisWorking range)
1,888 (74.33)
645
(XA-
axis
trave
l)
1,500 (Work)(421)1,551.5
187889236.5
151
239260
160 170 425
100
59549
1,594 (62.76) (W-axis travel)
Left slide panel
(200
)
R270
ø210
ø210
(195
)
520
ø650
(Max
mac
hini
ng d
ia)
B axis center of rotation
122
143
380 52
0 (2
0.47
)
Gauge line
285
(11.
22)
213.
2(8
.39)
10
146.
8(5
.78)
125
1,600 (ZA-axis travel)
294(11.57)
■ Working RangeMULTUS U3000 1SC (DBC: 1000, 1,500)
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Radial mill/drill, Main spindle
MULTUS U3000 2SC (DBC: 1000, 1,500)
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Lower Turret, OD-I, Main spindle
[ ]: DBC 1,500 [ ]: DBC 1,500
[ ]: DBC 1,500 [ ]: DBC 1,500
[ ]: DBC 1,500 [ ]: DBC 1,500
[ ]: DBC 1,500 [ ]: DBC 1,500
520
(20.
47)
425
(16.
73)
170
(6.6
9)98
35
Left slide panel
(108
)(1
03)
152.7
98160 294.5
645
(XA-
axis
trav
el)
217
325
(12.
8)21
8(8
.58)
102
(4.0
2)
122
306.
521
6.542
8
ø650
(Max
mac
hini
ng d
ia)
R305.5ø2
10
Gauge line
RevolvingcenterMT No.5
B axis centerof rotation
3239
1,100 [1,600] (ZA-axis travel) (Working range)
1,186 [1,594] (tailstock spindle travel)235.7 [143.7]1,000 [1,500] (Work)
1,530 (60.24) [1,938]
645.5 [1,145.5]1,100 [1,600]
1,338.7 (52.70) [1,746.7]
72160 294.5
ø210 Revolving
centerMT No.5
1,100 [1,600] (ZA-axis travel) (Working range)
152.7 1,186 [1,594] (tailstock spindle travel)235.7 [143.7]1,000 [1,500] (Work)
645.5 [1,145.5]1,100 [1,600]
1,530 (60.24) [1,938]1,338.7 (52.70) [1,746.7]
(68)
(63)64
5 (X
A-ax
is tr
avel
)
257 16
925
9.5
216.
5388
ø650
(Max
mac
hining
dia)
Left slide panel
R270.9
B axis centerof rotation
520
(20.
47)
425
(16.
73)
170
(6.6
9)
86 (3.39) 7
(0.2
8)
Gauge line
4265
325
(12.
8)17
8(7
.01)
142
(5.5
9)ø2
10
1,100 [1,600] (ZA-axis travel) (Working range)
Left slide panel
ø50
RevolvingcenterMT No.5
R260
B axis centerof rotation
520
(20.
47)
425
(16.
73)
170
(6.6
9)90
65
Gauge line
(65)
(60)
645
(XA
-axi
s tr
avel
)
260
165
263.
521
6.538
5
ø650
(Max
mac
hining
dia)
325
(12.
8)17
5(6
.89)
145
(5.7
1)
152.7
137
160 294.5
250(9.84)
125(4.92)
125(4.92)
645
(25.
39)
385
(15.
16)
260
(10.
24)
1,186 [1,594] (tailstock spindle travel)
235.7 [143.7]1,000 [1,500] (Work)
645.5 [1,145.5]1,100 [1,600]
1,530 (60.24) [1,938]1,338.7 (52.70) [1,746.7]
ø210
ø650
(Max
mac
hini
ng d
ia)
RevolvingcenterMT No.5
Left slide panel
R270
B axis center of rotation
1,100 [1,600] (ZA-axis travel)
1,051 [1,551] (Working range)
Gauge line
520
(20.
47)
(200
)
(195
)
645
(XA
-axi
s tr
avel
)
520
125
280
276
89
285
(11.
22)
212.
9(8
.38)
147.
1(5
.79)
425 (16.73)170160 100
236
1,186 [1,594] (tailstock spindle travel)235.7 [143.7]1,000 [1,500] (Work)
481.5 [889.5] 333.5 [425.5]
1,051 [1,551]
1,530 (60.24) [1,938]1,338.7 (52.70) [1,746.7]
49 (1.93)
Left slide panel
ø210
1,186.7 (46.72) [1,686.7]
520
(20.
47)
425
(16.
73)
170
(6.6
9)98 (3.86
)35 (1.38
)
Gauge line
R305.5
B axis centerof rotation
3239
1,100 [1,600] (ZA-axis travel) (Working range)
98 (3.86)83.7
160 294.5
961 [1,359.5] (tailstock spindle travel)1,000 [1,500] (Work)
(11.3)
1,530 (60.24) [2,030]
645.5 [1,145.5]1,100 [1,600]
108
(4.2
5)
(103
)645
(XA-
axis
trav
el)
217 149
279.
521
6.542
8
ø650
(Max
mac
hini
ng d
ia)
325
(12.
80)
218
(8.5
8)10
2(4
.02)
Revolving centerMT No.5
225.7 [327.2]
520
(20.
47)
425
(16.
73)
170
(6.6
9)90
65
Gauge line
1,100 [1,600] (ZA-axis travel) (Working range)
ø210
325
(12.
80)
145
(5.7
1)17
5(6
.89)
Left slide panel
250(9.84)
125(4.92)
125(4.92)
645
(25.
39)
385
(15.
16)
260
(10.
24)
Revolving centerMT No.5
R260
B axis centerof rotation
(65)
(60)
645
(XA
-axi
s tr
avel
)
260
190
238.
521
6.538
5
ø650
(Max
mac
hining
dia)
1,186.7 (46.72) [1,686.7]
137160 294.5
961 [1,359.5] (tailstock spindle travel)1,000 [1,500] (Work)
1,530 (60.24) [2,030]
645.5 [1,145.5]1,100 [1,600]
225.7 [327.2]
ø50
ø210
Left slide panelRevolving centerMT No.5
961 (37.83) [1,461] (ZB-axis travel)
(490
)
(105
)(3
10)
235
(XB
-axi
s tr
avel
)
130
(5.12
)10
5(4.
13)
35 200
203
32
ø650
(Max
mac
hining
dia)
93
100
59 14
7 82
(132.7)888 [1,380]961 [1,461]
1,530 (60.24) [2,030]
1,186.7 [1,686.7]
83.7
961 [1,359.5] (tailstock spindle travel)1,000 [1,500] (Work)
225.7 [327.2]
220
15
ø21028
5(1
1.22
)21
2.9
(8.3
8)14
7.1
(5.7
9)
Left slide panel
520
(20.
47)
R270
B axis center of rotation
1,100 [1,600] (ZA-axis travel)
1,051 [1,551] (Working range)
Gauge line 425 (16.73)170160 100
Revolving centerMT No.5
(195
)
(200
)64
5 (X
A-a
xis
trav
el)
365
280
ø650
(Max
mac
hini
ng d
ia)
520
125
1,186.7 (46.72) [1,686.7]
83.7
236 485.5
961 (37.83) [1,359.5] (tailstock spindle travel)1,000 [1,500] (Work)
1,530 (60.24) [2,030]
329.5 [829.5]
1,051 [1,551]
225.7 [327.2]
49 (1.93)
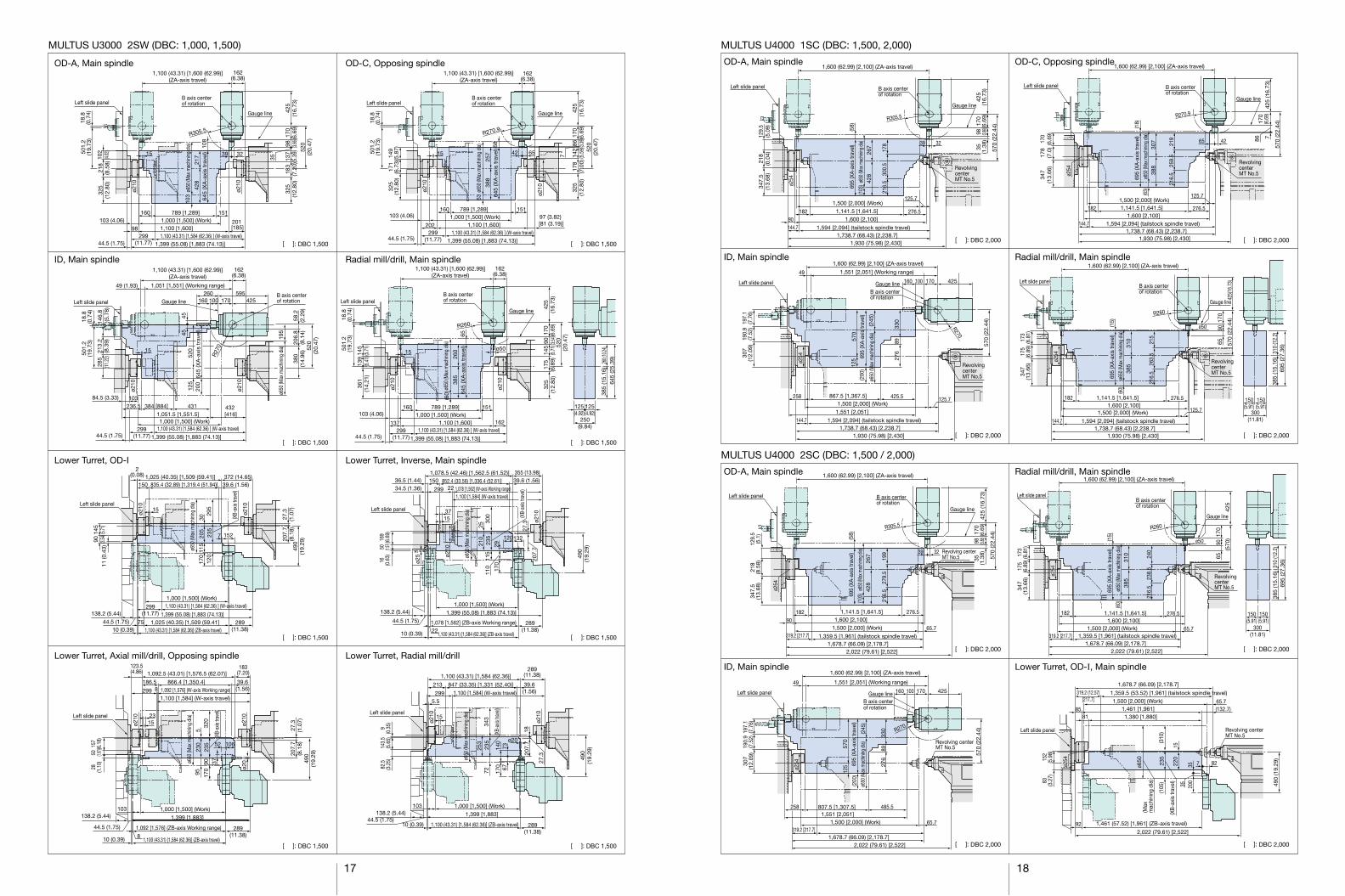
17 18
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Radial mill/drill, Main spindle
MULTUS U4000 2SC (DBC: 1,500 / 2,000)
OD-A, Main spindle Radial mill/drill, Main spindle
ID, Main spindle Lower Turret, OD-I, Main spindle
MULTUS U4000 1SC (DBC: 1,500, 2,000)MULTUS U3000 2SW (DBC: 1,000, 1,500)
570
(22.
44)
425
(16.
73)
170
(6.6
9)98 (3.8
6)35
(1.3
8)
Left slide panel
(58)
695
(XA
-axi
s tr
avel
)
267
347.
5(1
3.68
)21
8(0
.04)
129.
5(5
.09)
178
300.
521
6.542
8
ø650
(Max
mac
hining
dia)
R305.5
ø254
Gauge line
RevolvingcenterMT No.5
B axis centerof rotation
3239
1,600 (62.99) [2,100] (ZA-axis travel)
144.790
182 276.5
125.7
1,594 [2,094] (tailstock spindle travel)
1,500 [2,000] (Work)
1,930 (75.98) [2,430]
1,141.5 [1,641.5]1,600 [2,100]
1,738.7 (68.43) [2,238.7][ ]: DBC 2,000
(103
)
Left slide panel
ø254
RevolvingcenterMT No.5
R270.9
B axis centerof rotation
1,600 (62.99) [2,100] (ZA-axis travel)
570
(22.
44)
425
(16.
73)
170
(6.6
9)
86 7
Gauge line
4265
(18)
695
(XA
-axi
s tr
avel
)
307 21
925
9.5
216.
5388
ø650
(Max
mac
hining
dia)
347
(13.
66)
178
(7.0
)17
0(6
.69)
144.7
182 276.5
125.7
1,594 [2,094] (tailstock spindle travel)
1,500 [2,000] (Work)
1,930 (75.98) [2,430]
1,141.5 [1,641.5]1,600 [2,100]
1,738.7 (68.43) [2,238.7]
[ ]: DBC 2,000
(63)
Left slide panel
ø254
ø50
RevolvingcenterMT No.5
R260
B axis centerof rotation
1,600 (62.99) [2,100] (ZA-axis travel)
570
(22.
44)
425(
16.7
3)
170
9065
Gauge line
(15)
(60)
695
(XA
-axi
s tr
avel
)
310 21
526
3.5
216.
5385
ø650
(Max
mac
hini
ng d
ia)
347
(13.
66)
175
(6.8
9)17
3(6
.81)
144.7
182 276.5
1,594 [2,094] (tailstock spindle travel)
1,500 [2,000] (Work)
1,930 (75.98) [2,430]
1,141.5 [1,641.5]1,600 [2,100]
1,738.7 (68.43) [2,238.7]
300(11.81)
150(5.91)
150(5.91)
695
(27.
36)
385
(15.
16)
310
(12.
2)
125.7
[ ]: DBC 2,000
ø650
(Max
mac
hini
ng d
ia)
RevolvingcenterMT No.5
Left slide panel
ø254
R270
B axis centerof rotation
1,600 (62.99) [2,100] (ZA-axis travel)
1,551 [2,051] (Working range)
Gauge line
570
(22.
44)
(200
)
(245
)
695
(XA
-axi
s tr
avel
)57
012
5
330
8927
6
307
(12.
09)
190.
9(7
.52)
197.
1(7
.76)
425170160 100
144.7
258 425.5 125.7
1,594 [2,094] (tailstock spindle travel)
1,500 [2,000] (Work)
1,930 (75.98) [2,430]
867.5 [1,367.5]
1,551 [2,051]
1,738.7 (68.43) [2,238.7][ ]: DBC 2,000
49
Left slide panel
Revolving centerMT No.5
R305.5
B axis centerof rotation
1,600 (62.99) [2,100] (ZA-axis travel)
570
(22.
44)
425
(16.
73)
170
(6.6
9)98 (3.8
6)35
(1.3
8)
Gauge line
3239
(58)
(103
)695
(XA
-axi
s tr
avel
)
267
199
279.
521
6.542
8
ø650
(Max
mac
hining
dia)
347.
5(1
3.68
)21
8(8
.58)
129.
5(5
.1)
90182 276.5
65.71,359.5 [1,961] (tailstock spindle travel)
1,500 [2,000] (Work)
2,022 (79.61) [2,522]
1,141.5 [1,641.5]1,600 [2,100]
1,678.7 (66.09) [2,178.7]
319.2 [217.7]
ø254
[ ]: DBC 2,000
Left slide panel
1,600 (62.99) [2,100] (ZA-axis travel)
RevolvingcenterMT No.5
65.71,359.5 [1,961] (tailstock spindle travel)
1,500 [2,000] (Work)
2,022 (79.61) [2,522]
182 276.51,141.5 [1,641.5]
1,678.7 (66.09) [2,178.7]319.2 [217.7]
300(11.81)
150(5.91)
150(5.91)
695
(27.
36)
385
(15.
16)
310
(12.
2)
ø254
ø50
R260
B axis centerof rotation
(570
)42
5
170
9065
Gauge line
(15)
(60)
695
(XA
-axi
s tr
avel
)
310 24
023
8.5
216.
5385
ø650
(Max
mac
hining
dia)
347
(13.
66)
175
(6.8
9)17
3(6
.81)
1,600 [2,100]
[ ]: DBC 2,000
Left slide panel Revolving centerMT No.5
ø254
1,461 (57.52) [1,961] (ZB-axis travel)
490
(19.
29)
(105
) (3
10)
235
(XB
-axi
s tr
avel
)15
152
(5.9
8)83 (3.2
7)
3535 20
0
220
ø650
(Max
mac
hini
ng d
ia)
65.785
92
81
7 82
1,359.5 (53.52) [1,961] (tailstock spindle travel)
(132.7)1,500 [2,000] (Work)
1,678.7 (66.09) [2,178.7]
1,380 [1,880]1,461 [1,961]
319.2 (12.57)[217.7]
2,022 (79.61) [2,522]
[ ]: DBC 2,000
Left slide panel
ø254
1,600 (62.99) [2,100] (ZA-axis travel)
Revolving centerMT No.5
307
(12.
09)
190.
9(7
.52)
197.
1(7
.76)
R270
B axis centerof rotation
Gauge line
1,551 [2,051] (Working range)
570
(22.
44)
425170160 100
(245
)
(200
)69
5 (X
A-a
xis
trav
el)
125
570
ø650
(Max
mac
hining
dia)
330
276
89
65.71,500 [2,000] (Work)
2,022 (79.61) [2,522]
258 485.5807.5 [1,307.5]
1,678.7 (66.09) [2,178.7]319.2 [217.7]
1,551 [2,051]
[ ]: DBC 2,000
49
Left slide panel
44.5 (1.75)
98103 (4.06)
160 789 [1,289]
299(11.77)
325
(12.
80)
218
(8.5
8)10
2(4.
02)50
1.2
(19.
73)
18.8
(0.7
4)
ø210
1,100 (43.31) [1,600 (62.99)](ZA-axis travel)
108
103
Gauge line
1,399 (55.08) [1,883 (74.13)]
1,100 [1,600]
425
(16.
73)
R305.5
170
(6.6
9)32
5(1
2.80
)
428
217
98 (3.86
)18
3(7
.20)
137
(5.3
9)
35
1,000 [1,500] (Work) 201 [185]
520
(20.
47)
3239
1,100 (43.31) [1,584 (62.36) ] (W-axis travel)
645
(XA
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
ø210
151
162(6.38)
162(6.38)
[ ]: DBC 1,500
15 501.
2(1
9.73
)18
.8(0
.74)
R270.9
6838
825
764
5 (X
A-a
xis
trav
el)
325
(12.
80)
171
(6.7
3)14
9(5
.87)
1,399 (55.08) [1,883 (74.13)]
ø210
ø210
63
15 6542
Gauge line
86 (3.39
)17
8(7
.00)
142
(5.5
9) 520
(20.
47)
1,100 [1,600]2021,000 [1,500] (Work) 97 (3.82)
[81 (3.19)]
160 789 [1,289]
1,100 (43.31) [1,584 (62.36) ] (W-axis travel)299(11.77)
7
425
(16.
73)
170
(6.6
9)32
5(1
2.80
)
[ ]: DBC 1,500
151
Gauge line
49 (1.93)595260
160 170 425100
299(11.77)
236.5
84.5 (3.33) 103
ø210
15
200
195
520
125
645
(XA
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
ø210
1,051 [1,551] (Working range)
58.2
(2.2
9)20
6.8
(8.1
4)38
0(1
4.96
) 520
(20.
47)
213.
2(8
.39)
285
(11.2
2)14
6.8
(5
.78)
[ ]: DBC 1,500
R27
0
1,000 [1,500] (Work)
432 [416]
1,399 (55.08) [1,883 (74.13)]
1,051.5 [1,551.5]384 [884] 431
4545
R260
6538
526
064
5 (X
A-a
xis
trav
el)
ø210
361
(14.
21)
139
(5.47
)145
(5.71
)
Gauge line
1,399 (55.08) [1,883 (74.13)]
1,100 [1,600]1371,000 [1,500] (Work)
160 789 [1,289]
299(11.77)
425
(16.
73)
170
(6.6
9)32
5(1
2.80
)90 (3.
54)
175
(6.8
9)14
5(5.
71) 52
0(2
0.47
)
(60)
15
ø210
ø50
162
151
645
(25.
39)
260 (
10.24
)38
5 (1
5.16
)
125(4.92)
125(4.92)
250(9.84)
[ ]: DBC 1,500
ø210
ø210
120
295
372 (14.65)1,025 (40.35) [1,509 (59.41)]2
(0.08)
150 835.4 (32.89) [1,319.4 (51.94)] 39.6 (1.56)
205
3017
0
27.3
(1.0
7)20
7.7
(8.1
8)
115
90 (3.54
)145
(5.71
)
1,000 [1,500] (Work)
7510 (0.39)
299(11.77)
490
(19.
29)
1,100 (43.31) [1,584 (62.36)] (ZB-axis travel)
235
1,399 (55.08) [1,883 (74.13)]1,025 (40.35) [1,509 (59.41]
11 (0
.43)
(XB-
axis
trave
l)
44.5 (1.75)
138.2 (5.44)
[ ]: DBC 1,500
1527
289(11.38)
15
1,078 [1,562] (ZB-axis Working range)
1,000 [1,500] (Work)
1,100 (43.31) [1,584 (62.36)] (ZB-axis travel)
1,399 (55.08) [1,883 (74.13)]
22[ ]: DBC 1,500
ø210
ø25
1537
1,078.5 (42.46) [1,562.5 (61.52)]852.4 (33.56) [1,336.4 (52.61)] 39.6 (1.56)
1,100 [1,584] (W-axis travel)1,078 [1,562] (W-axis Working range)
36.5 (1.44) 150
29934.5 (1.36)
ø210
13220
7.7
27.3
120
490
(19.
29)
115
300
210
25
170
29
110
235
289(11.38)
22
ø210
289(11.38)
1,092 [1,576] (ZB-axis Working range)
1,000 [1,500] (Work)
1,100 (43.31) [1,584 (62.36)] (ZB-axis travel)
1,399 [1,883]
8
103
1523
1,092 [1,576] (W-axis Working range)
1,092.5 (43.01) [1,576.5 (62.07)]
866.4 [1,350.4]186.5 39.6(1.56)
1,100 [1,584] (W-axis travel)299
[ ]: DBC 1,500 [ ]: DBC 1,500
ø210
ø20
10652
95
9017
032
023
05
235
490
(19.
29)
(XB-
axis
trave
l)
8
27.3
(1.0
7)20
7.7
(8.1
8)
37
ø210
170 6772
207.
718
27.3
289(11.38)
1,000 [1,500] (Work)
1,100 (43.31) [1,584 (62.36)] (ZB-axis travel)
1,399 [1,883]
103
490
(19.
29)
ø210
ø20
140
73
343
253
235
15
1,100 (43.31) [1,584 (62.36)]
847 (33.35) [1,331 (52.40)]213 39.6(1.56)1,100 [1,584] (W-axis travel)299
5.5
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Radial mill/drill, Main spindle
Lower Turret, OD-I Lower Turret, Inverse, Main spindle
Lower Turret, Axial mill/drill, Opposing spindle Lower Turret, Radial mill/drill
B axis centerof rotation
B axis centerof rotation
B axis centerof rotation
B axis centerof rotation
1,100 (43.31) [1,600 (62.99)](ZA-axis travel)
1,100 (43.31) [1,600 (62.99)](ZA-axis travel)
1,100 (43.31) [1,600 (62.99)](ZA-axis travel)
Left slide panel
Left slide panelLeft slide panel
Left slide panelLeft slide panel
Left slide panelLeft slide panel
ø650
(Max
mac
hini
ng d
ia)
ø650
(Max
mac
hini
ng d
ia)
ø650
(Max
mac
hini
ng d
ia)
ø650
(Max
mac
hini
ng d
ia)ø6
50 (M
ax m
achi
ning
dia)
ø650
(Max
mac
hini
ng d
ia)
1,100 (43.31) [1,584 (62.36) ] (W-axis travel) 1,100 (43.31) [1,584 (62.36) ] (W-axis travel)
1,100 (43.31) [1,584 (62.36) ] (W-axis travel)
(XB-
axis
trave
l)
(XB-
axis
trave
l)
162(6.38)
162(6.38)
44.5 (1.75)
103 (4.06)
501.
2(1
9.73
)18
.8(0
.74)
44.5 (1.75) 44.5 (1.75)
103 (4.06)
501.
2(1
9.73
)18
.8(0
.74)
10 (0.39)
44.5 (1.75)
138.2 (5.44)
10 (0.39)
44.5 (1.75)
138.2 (5.44)
10 (0.39)44.5 (1.75)
138.2 (5.44)
16 (0.6
3)50 (1.9
7)16
9(6
.69)
355 (13.98)
28 (1.1
0)50 (1.9
7)15
7(6
.18)
123.5(4.86)
183(7.20)
9(0
.35)
82.5
(3.2
5)14
3.5
(5.6
5)
289(11.38)

19 20
■ Working RangeMULTUS U4000 1SW (DBC: 1,500, 2,000)
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Radial mill/drill, Main spindle
[ ]: DBC 2,0001,876 (73.86) [2,376]
1,600 [2,100]
1,254 [1,754]
1,500 [2,000] (Work)
(186)
1,554 (61.12) [2,054] (W-axis travel)322(12.68)
90
164182
Left slide panel
425
(16.
73)
170
(6.6
9)34
7(1
3.66
)98
213.
5
3513
4.5
570
(22.
44)
B axis centerof rotation
Gauge line
R305.5
ø254
1,600 (62.99) [2,100] (ZA-axis travel)
(58)
(103)
428
267
695
(XA
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
3239
ø254
347.
5(1
3.68
)21
8(8
.58)
129.
5(5
.1)
501.
2(1
9.73
)68
.8(2
.71)
[ ]: DBC 2,000
Left slide panel
B axis centerof rotation
(18)
(63)
388
307
695
(XA
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
1,876 (73.86) [2,376]
1,600 [2,100]
1,254 [1,754]
1,500 [2,000] (Work)(82)
1,554 (61.12) [2,054] (W-axis travel)322(12.68)
194
164182
425
(16.
73)
170
(6.6
9)34
7(1
3.66
)86
170
178
7
570
(22.
44)
Gauge line
ø254
347
(13.
66)
176
(6.9
3)17
2(6
.78)
501.
2(1
9.73
)68
.8(2
.71)
ø254
1,600 (62.99) [2,100] (ZA-axis travel)
R270.9
6542
[ ]: DBC 2,000
(15)
(60)
385
310
695
(XA
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
1,876 (73.86) [2,376]
1,600 [2,100]
1,254 [1,754]
1,500 [2,000] (Work)
1,554 (61.12) [2,054] (W-axis travel)322(12.68)
129
164182
300(11.81)
150(5.91)
150(5.91)
Gauge line
347
(13.
66)
175
(6.89
)17
3(6
.81)
501.
2(1
9.73
)68
.8(2
.71)
ø254
1,600 (62.99) [2,100] (ZA-axis travel)
ø254
425
(16.
73)
170
347
90
173
175
310
(12.
2)38
5 (1
5.16
)
695
(27.
36)
(570
)ø50
B axis centerof rotation
R260
Left slide panel
[ ]: DBC 2,000
Left slide panelGauge line
1,600 (62.99) [2,100] (ZA-axis travel)
1,551 (61.06) [2,051] (Working range)
(200
)
(245
)
125
407
53.4
234.
6
570
695(
XA
-axi
s tr
avel
)
ø650
(Max
mac
hining
dia)
1,876 (73.86) [2,376]
1,551 [2,051]
849 [1,349]
1,500 [2,000] (Work)(417)
1,554 (61.12) [2,054] (W-axis travel)322(12.68)
444258
ø254
501.
2(1
9.73
)
307
(12.
09)
190.
9(7
.52)
197.
1(7
.76)
68.8
(2.7
1)
ø254
B axis centerof rotation
R270
425 (16.73)170100160
570
(22.
44)
49 (1.93)
MULTUS U4000 2SW (DBC: 1,500, 2,000)
OD-A, Main spindle OD-C, Opposing spindle
ID, Main spindle Radial mill/drill, Main spindle
Lower Turret, OD-I Lower Turret, Inverse, Main spindle
Lower Turret, Axial mill/drill, Opposing spindle Lower Turret, Radial mill/drill
[ ]: DBC 2,0001,872 (73.70) [2,372]
1,600 [2,100]
1,250 [1,750]
1,500 [2,000] (Work)
(182)
1,524 (60) [2,024] (W-axis travel)348(13.70)
90
168182
Left slide panel
425
(16.
73)
170
(6.6
9)13
0(5
.12)
347
(13.
66)
9821
8(8
.58)
35
570
(22.
44)
B axis centerof rotation
Gauge line
R305.5
ø254
1,600 (62.99) [2,100] (ZA-axis travel)
(58)
(103)
267
695
(XA
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
3239
ø254
347.
5(1
3.68
)21
8(8.
59)
129.
5(5
.1)
501.
2 (7
.92)
68.8
(2.7
1)
428
[ ]: DBC 2,000
Left slide panel
(18)
(63)
388
307
695
(XA
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
1,872 (73.70) [2,372]
1,600 [2,100]
1,250 [1,750]
1,500 [2,000] (Work)(78)
1,524 (60) [2,024] (W-axis travel)348(13.70)
194
168182
425
(16.
73)
170
(6.6
9)34
7(1
3.66
)86
170
(6.6
9)17
8(7
)
7
570
(22.
44)
Gauge line
ø25434
7(1
3.66
)17
6(6.
93)
172
(6.7
7)
501.
2 (7
.92)
68.8
(2.7
1)
ø254
1,600 (62.99) [2,100] (ZA-axis travel)
R270.9
6542
B axis centerof rotation
[ ]: DBC 2,000
Left slide panel
(15)
(60)
385
310
695(
XA-a
xis
trav
el)
ø650
(Max
mac
hining
dia)
1,872 (73.70) [2,372]
1,600 [2,100]
1,250 [1,750]
1,500 [2,000] (Work)
1,524 (60) [2,024] (W-axis travel)348(13.70)
129
168182
300(11.81)
150(5.91)
150(5.91)
Gauge line
347.
217
517
2.8
501.
268
.8
ø254
1,600 (62.99) [2,100] (ZA-axis travel)
ø254
425
170
347
90
173
175
310
(12.
2)38
5 (1
5.16
)
695
(27.
36)(5
70)ø50
B axis centerof rotation
R260
[ ]: DBC 2,000
49 (1.93)
Left slide panel
1,600 (62.99) [2,100] (ZA-axis travel)
1,551 (61.06) [2,051] (Working range)
(200
)
(245
)
125
407
103.
2
184.
8570
695(
XA
-axi
s tr
avel
)
ø650
(Max
mac
hining
dia)
1,872 (73.70) [2,372]
1,551 [2,051]
845 [1,345]
1,500 [2,000] (Work)(413)
1,524 (60) [2,024] (W-axis travel)348(13.70)
448258
Gauge line
ø254
501.
2 (1
9.73
)
307
(12.
09)19
0.9
(7.5
2)19
7.1
(7.7
6)
68.8
(2.7
1)
ø254
B axis centerof rotation
R270
425170100160
570
(22.
44)
[ ]: DBC 2,000
369(14.53)
490
(19.
29)
1,872 [2,372] (Distance between noses)
1,337 (52.64) [1,837]
1,500 [2,000] (Work)
1,524 (60) [2,024] (ZB-axis travel)
1,524 [2,024] (W-axis travel)
166(6.54) 1,225 (48.23) [1,725] 112
(4.41)
Left slide panel
ø254
(10)
1,337 [1,837] (ZB-axis Working range)187(7.36)
348
286(11.26)
30 49.3
185.
7
205
(120
)(2
95)
235
(XB
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
ø254
170
115
1527
[ ]: DBC 2,000
Left slide panel
ø254
352(13.86)
1,354 (53.31) [1,854]166 (6.54)
7(0.28)
1,235 (48.62) [1,735] 112(4.41)
ø254
(10)
2521
0
(115
)(3
00)
235
(XB
-axi
s tr
avel
)ø650
(Max
mac
hini
ng d
ia)
49.3
31(1
.22)
204
(8.0
3) 132120
1,872 [2,372] (Distance between noses)
1,500 [2,000] (Work)
1,524 (60) [2,024] (ZB-axis travel)
1,524 [2,024] (W-axis travel)
1,354 [1,854] (ZB-axis Working range)170(6.69)
348
286(11.26)
170
110
29
490
(19.
29)
185.
7
[ ]: DBC 2,000
Left slide panel
ø254
ø254
(10)
253
(72)
(343
)
235
(XB
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
18
1,872 (73.70) [2,372] (Distance between noses)
1,500 [2,000] (Work)
1,524 (60) [2,024] (ZB-axis travel) (ZB-axis Working range)
1,524 [2,024] (W-axis travel)348
286(11.26)
490
(19.
29)
286(11.26)
1,524 (60) [2,024]62 (2.44)
177.5(6.99)
1,234.5 (48.60) [1,734.5] 112(4.41)
31(1
.22)
88 (3.46)
116
(4.5
7)
49.3
185.
773
67 170
[ ]: DBC 2,000
Left slide panel
ø254
ø254
(10)
523
0
(95)
(320
)
235
(XB
-axi
s tr
avel
)
ø650
(Max
mac
hini
ng d
ia)
3114
856
34.6
200.
490
170
1,500 [2,000] (Work)
1,524 (60) [2,024] (ZB-axis travel) (ZB-axis Working range)
1,524 [2,024] (W-axis travel)348
286(11.26)
490
(19.
29)
180(7.09)
1,524 (60) [2,024]168(6.61) 179
(7.05)1,233 (48.54) [1,733] 112
(4.41)
1,872 (73.70) [2,372] (Distance between noses)
■ Chip conveyor types and applications
Various chip conveyors
Application
Features
Shape
Name Hinge Scraper Magnetic scraperHinge scraper
(with drum filter)
● For steel ● For castings ● For castings ● For steel, castings, nonferrous metal
● Easy for maintenance ● Blade scraper
● General use ● Filtration of long and short chips and coolant
Magnet
Note: The machine may need to be raised (platform) depending on the type of chip conveyor.
Remarks Filter unit included with selected conveyor (set).
● Suitable for sludge ● Not suitable for nonferrous
metals

21 22
MULTUS U3000 (DBC: 1,000, 2SW)
■ Dimensional and Installation Drawings
MULTUS U3000 (DBC: 1,000, 1SW)
■ Tool interference drawing
MULTUS U3000/MULTUS U4000 2SWLower turret (ID)
MULTUS U3000/MULTUS U4000 2SWLower turret (OD)
MULTUS U3000/MULTUS U4000 2SC Lower turret (OD)
ø272
ø236
ø272ø242
ø222
ø214Maximum tool swing diameter ø620
490
235 travel35 35200
220 15
Spindlecenter
80
30
ø272
ø240
ø220
ø226
ø176
ø238
ø232
ø210ø262
ø260
ø212
ø190
ø244
ø224
ø224 ø274
35
ø320
(max turning diameter)
Direct mount
ID
OD-II
OD-I
ø260
ø260
ø275
ø225
ø225
ø225
ø225
ø225
ø220
ø225
Maximum tool swing diameter ø620
490
235 travel35809037 170170
30
Spindlecenter
5.25
5
5
112
110
3.1
5.1
3.1
ø275
ø240
ø240ø255
ø255
ø270
6.3
5.5
3.9
4.4
6.1
6
3.94.4
7367
5.1
Maximum tool swing diameter ø620
490(490) 25
235 travel11017017073
88.5
67
Spindlecenter
4.9
5
5
112
5
115
5
ø320
ø270
ø270
ø220
ø220
ø230
ø240
ø240ø240
ø240
ø250
4.6
4.6
6.1 5.66.1
9037
1,427.4 (56.2)
55.1
1,245.5 (49.04) 1,307.1 (51.46)
1,155.7 (door opening)
3,980 (156.69)
Operationpanel Opposing headstock
NC cabinet maintenancedoor
3,980(156.69)
894(35.20)
Upper: Oil controllerLower: Hydraulic unit
599
130
1,72
4
1,12
5
1,14
1
2,99
5 (1
16.3
4)1,
115.
5 (4
3.91
)
4,11
0.5
(161
.83)
Headstock
Oil controller maintenancedoor
CNC
553.3(21.78)
Coolant tank
(Tank removal space)
Chip conveyor H(Opt)
Chip conveyor L(Opt)
Chip bucket L(Opt)
1,338.7 (52.70)
5001,548.9 (60.98)
500
803 1,25
6
6,133.3 (241.47)
3,980
6,582.2 (259.14)
4,925 (193.9) 655(25.79)
945
H1 turretATC
553.3(21.78)
1,440 (56.69)1,555 (61.22)
301.6 (11.87)
2,67
9.3
(105
.98)
275.
7 (1
0.85
)
2,95
5 (1
16.3
4)
1,253.4 (49.35)
1,435
1,880 (74.02)
2,995 (117.91)
1,115 (43.90)
1,175
1,12
559
913
01,
141
500
2,99
5 (1
17.9
1)
680
1,11
5.5
(43.
91)
4,11
0.5
(161
.83)
Upper: Oil controllerLower: Hydraulic unit
Operationpanel
Opposing headstock
Headstock
Oil controller maintenancedoor
NC cabinet maintenancedoor
CNC
1,245.5 (49.04) 1,307.1 (51.46) 1,627.4 (61.07)
3,980(156.69)
894(35.20)
553.3(21.78)
4,180 (164.57)
1,157.7(door opening)
(Tank
rem
oval
spac
e)
Air panel
Maintenance space
758 1,
211
Chip bucket L(Opt)
Coolant tank6,133.3 (241.47)
553.3(21.78)
4,925 (193.9)
6,533.2 (257.21)
655(25.79)
6004,180
3,980 200
1,138.7 (44.83)
1,349.9 (53.15)
H1 turretLower turret
ATC
450
Chip conveyor L(Opt)
(Tank removal space)
Chip conveyor H(Opt)
450
Main spindle manifold
300
1,440 (56.69)1,555 (61.22)
1,253.4 (49.35) 301.6 (11.87)
2,75
4.3
(108
.44)
275.
7 (1
0.85
)
3,03
0 (1
19.2
9)
1,35
0
1,64
5
1,435
1,880 (74.02)
2,995 (117.91)
1,115 (43.90)
1,297
3,018 (120.16)

23 24
MULTUS U3000/MULTUS U4000 (DBC: 1,500, 1SW)
MULTUS U3000/MULTUS U4000 (DBC: 1,500, 2SW)
MULTUS U4000 (DBC: 2,000, 1SW)
MULTUS U4000 (DBC: 2,000, 2SW)
■ Dimensional and Installation Drawings
1,04
3.4
680.
6
130
1,72
41,
141
2,99
5 (1
16.3
4)1,
115.
5 (4
3.91
)
4,11
0.5
(161
.83)
Upper: Oil controllerLower: Hydraulic unit
Operationpanel
Opposing headstock
Headstock
Oil controller maintenancedoor
NC cabinet maintenancedoor
NC cabinet maintenance door
1,245.5(49.04)
1,005.1(39.57)
1,347.4(53.05)
882(34.72)
4,480 (176.38) 894(35.20)
553.3(21.78)
4,480 (176.38)
1,720 (door opening)
CNC
803 1,25
6
Coolant tank
Chip conveyor L(Opt)
(Tank removal space)
(Tank removal space)
Chip conveyor H(Opt)
6,633.3 (261.15)
553.3(21.78)
4,480
7,083.2 (276.90)
5,425 (213.58) 655(25.79)
945
1,338.7 (52.70)
5001,549.9 (61.02)
H1 turret
H1 turret
ATC
500
Chipbucket L
(Opt)
1,355 (53.35)1,640 (64.57)
1,173.4 (46.20)466.6(18.37)
2,67
9.3
(105
.98)
275.
7 (1
0.85
)
2,95
5 (1
16.3
4)
1,350
1,880 (74.02)
2,995 (117.91)
1,115 (43.90)
1,210
1,04
3.4
680.
613
01,
141
2,99
5 (1
16.3
4)1,
115.
5 (4
3.91
)
4,11
0.5
(161
.83)
Upper: Oil controllerLower: Hydraulic unit
Operationpanel
Opposing headstock
Headstock Headstock
Oil controller maintenancedoor
NC cabinet maintenancedoor
CNCCNC
1,245.5(49.04)
1,005.1(39.57)
1,347.4(53.05)
882(34.72)
4,480 (176.38) 894(35.20)
553.3(21.78)
4,480 (176.38)
1,720 (door opening)
758 1,
211
Chip bucket L(Opt)
Coolant tank
6,633.3 (261.15)
553.3(21.78)
4,480
7,033.2 (276.90)
5,425 (213.58) 655(25.79)
945
1,338.7 (52.70)
1,549.9 (61.02)
H1 turretLower turretATC
450
Chip conveyor L(Opt)
(Tank removal space) (Tank removal space)
Chip conveyor H(Opt)
450
1,355 (53.35)1,640 (64.57)
1,173.4 (46.20)466.6(18.37)
2,75
4.3
(108
.44)
275.
7 (1
0.85
)
3,03
0 (1
19.2
9)
1,350
1,880
2,995 (117.91)
1,115
1,252
3,082 (120.16)
5,230 (205.91)553.3(21.78)
1,105(43.50)
581.8(22.91)
894440
700120600
565 540
500
540
600
200
1,597.4 (62.89)1,132 (44.57)1,255.1 (49.41)1,245.5 (49.04)
5,230 (205.91)
4110
.5 (1
61.8
3)50
0(1
9.69
)1,
115.
5 (4
3.92
)2,
995
(117
.91)
1,72
41,
141
130
1,04
3.4
680.
6
870
170
Oil controllermaintenancedoor
Magazinemanifoldblock
Maintenancespace
Upper: Oil controllerLower: Hydraulic unit
Operationpanel
Opposingheadstock
Headstock
Air panel
Magazine
Big bore spindle transformer
Standard spindle transformer
2,220 (door opening)
CNC
(Tan
k re
mov
alsp
ace)
Hydraulic oilconveyor
(Opt)
High pressure coolant unit(Opt)
(Removal space duringcontrol box maintenance)
360
140
50
5,230 945
705(27.76)
1,599.9
1,388.7
650
650
7,433.3 (292.65)
8033.2 (316.27)
1,560 (61.41) 1,435 (56.50)
1,173.4(46.20)
386.6(15.22)
803 1,25
6
1,27
5
Opposing spindle manifold
Main spindle manifold
Oil air unit
Lube unit
Coolant tank
Chip conveyor L(Opt)
Chip conveyor H(Opt)
ATC
Chipbucket L
(Opt)6,175553.3(21.78)
1,125 1,435
1,115 (43.90) 1,880 (74.02)
2,995 (117.91)
780.
2
700
596
2,26
0
2,57
3
2,67
9.3
(105
.48)
275.
7 (1
0.85
)
2,95
5 (1
16.3
4)
(500)
(600)
(200)
5,230 (205.91)553.3(21.78)
1,105(43.50)
581.8(22.91)
894440
700120600
565 540
500
680
600
200
1,597.4 (62.89)1,132 (44.57)1,255.1 (49.41)1,245.5 (49.04)
5,230 (205.91)
4110
.5 (1
61.8
3)50
0(1
9.69
)1,
115.
5 (4
3.92
)2,
995
(117
.91)
1,72
41,
141
130
1,04
3.4
680.
6
870
240
Oil controllermaintenancedoor
Magazinemanifoldblock
Maintenance spaceUpper: Oil controllerLower: Hydraulic unit
Opposing headstock
Air panel
Magazine
NC cabinet maintenance door
Big bore spindle transformer
Standard spindle transformer
2,220 (door opening)
(Tan
k re
mov
alsp
ace)
High pressure coolant unit(Opt)
NC cabinetmaintenancedoor
360
140
Chip conveyor L(Opt)
Chip conveyor H(Opt)
H1 turretLower turretATC
Chip bucket L(Opt)
5,230 945
705(27.76)7,433.3 (292.65)
7983.2 (314.30)
Main spindle manifold Coolant tank
6,175553.3(21.78)
1,599.9
1,388.7
600
600
Opposing spindle manifold
Oil air unit
Lube unit
1,172 1,430
1,115 1,880
2,995 (117.91)
3,082 (121.34)
1,560 (61.41) 1,435 (56.50)
1,173.4(46.20)
386.6(15.22)
780.
2
700
596
2,33
5
2,64
8
2,75
4.3
(108
.44)
275.
7 (1
0.85
)
3,03
0 (1
19.2
9)
1,35
0
(500)
(600)
(200)
Operationpanel
Hydraulic oilconveyor
(Opt)

2625
■ Standard Specifications
The Next-Generation Intelligent CNC
■ Optional Specifications
(Optional*)
*1. NML: Normal, 3D: Real 3D simulation, E: Economy, D: Deluxe, AOT-M: Advanced One-Touch IGF-L Multitasking
*2. Engineering discussions required.
■ Large 19-inch monitorLarge, easy-to-use 19-inch monitor available. “Single-screen operation,” which lets you see and do all you want on a single operation screen, has even greater visibility with larger monitor.
■ Adjustable-tilt keyboardThe keyboard angle can be adjusted for ease of use, and reduced work-related stress on the operator.• Four tilt angle positions from 0° to 45°
■ OSP suite is even more convenient with large screenGreater amounts of information on screen makes OSP suite even easier to use.
19-inch display featured in operator-friendly ergonomic control panel
Ergonomic control panel (Optional*)·19” display ·Adjustable-tilt keyboard
*Standard in certain markets.
Interactive Programming
Advanced One-Touch IGF-L Multitasking (w/Real 3D)
Programming
Circular threading
Program notes
User task 2 I/O variables, 8 each
Work coordinate 10 setssystem select 50 sets
100 sets
1,000 common variables (200 is standard)
Thread matching
Threading slide hold (G34, G35)
Variable spindle speed threading (VSST)
Inverse time feed
Spindle synchronized tapping
Milling machine Coordinate convertspecs Profile generate
Flat turning
Coordinate calculation (with NCYL commands)
Coordinate shifting, rotation, copying
3-dimensional coordinate conversion
Monitoring
Real 3-D simulation*
Cycle time over check
Load monitor (spindle, feed axis)
Load monitor no-load detection (load monitor ordered)
Tool life management
Tool life prior notice
Operation end buzzer
Work counters Count only
Cycle stop
Start disabled
Hour meters Power ON
Spindle rotation
NC operating
NC operation monitor (counter, totaling)
NC work counter (Stops at full count with alarm)
Status indicator (3-color C type) [A type, B type]
Measuring
In-process work gauging
Z-axis automatic zero offset by touch sensor
C-axis automatic zero offset by touch sensor
Y-axis gauging
Gauge data File outputoutput
Post-process Quantitative compensation (five level, sevenwork gauging level)interface BCD
RS-232-C (w/dedicated channel)
Touch setter [M, A]
Energy saving ECO suite
ECO operationChip conveyor, mist collectors intermittent continuousoperation
ECO HydraulicsEnergy-saving hydraulic unit using servo technology
External Input/Output and Communication FunctionsAdditional RS-232-C channel2 channels (Std 1 channel)
DNC links DNC–T3
DNC–C / Ethernet *2
DNC–DT
FL–net *2
USB 2 additional ports possible
Automation / Untended OperationAuto power shutoff MO2, alarm
Warmup function (by calendar timer)
Tool retract cycle
External A (pushbutton), 8 typesprogram B (rotary switch), 8 stagesselections
C1 (digital switch), 2-digit BCD
C2 (external input), 4-digit BCD
Okuma loader (OGL) interfaces
Third party robot TYPE B (machine)and loader TYPE C (robot and loader)interface *2
TYPE D
TYPE E
Bar feeders Bar feeder
Interface only
Cycle time Operation time reductionreduction*2
High-Speed /High-Accuracy Functions
B axis NC control
Simultaneous Super-NURBS, Tool center point control II,5-Axis kit Inverse time feed, DNC-DT, Tool posture command, Herical cutting, Slope machining
0.1 µm control *2
Absoscale detection *2
Hi-Cut Pro
Super-NURBS Straight line axes
Straight line axes + rotation axis
Other Functions
One-Touch Spreadsheet
Gear machining package
Machining Navi [M-gII+, M-i]Machining Navi [L-g, T-g threading]
Harmonic spindle speed control (HSSC)
Spindle dead-slow cutting
Tool center point control IITool tilt command
Synchronized C-axis control
Y-axis alignment compensation
Spindle power peak cutting
Short circuit breaker
External M signals [2 sets, 4 sets, 8 sets, ( )]
Edit interlock
OSP-VPS (Virus Protection System)
19-in. display ergonomic control panel
E D E D E D
NMLKit specOptional
Kit specOptional
3D AOT-M* 1
DE D E D E
NML 3D AOT-M
Included in machine specs
Included in Loder specs
Included in machine specs
Included in machine specs
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●●
●
●
●
●
●
●●
●
●●
●
●
●
●
●
●
●
●●
●
●
●●●
●
●
●●
●
●●
●
●
●●●
●
●
●
●
●
●●
●
●
●●●
●
●
●
●●
●
●●
●
●
●●●
●
●
●
5-axis machining
Spindle axis
Position feedback
No. of control systems
2-spindle independent control
Y axis control
Override structure
Programmable units
Min input
Max input
Multitasking X-Y-Z-B-C simultaneous:5 axes
Max 4 axes (2 axes + 2 rotary tool axes)
OSP full range absolute position detection
Max 4 systems (= 2 spindles + 2 turrets)
Each spindle executes an independent part program
X-Y-Z simultaneous 3 axes, orthogonal Y axis
Spindle override 50 to 200%
Milling tool override 30% to 200% (max 300% possible)
Feed override 0 to 200%
0.001 mm, 0.01 mm, 1 mm, 0.001°, 0.01°, 1°
0.001 mm, 0.001°
Decimal 8 digits, 99999.999 mm ( 3937.0078 in.)
■ Control
Basic interpolation
Tool compensation
Nose-radius comp (2B)
Tool wear compensation
Automatic programming(LAP4)
Taper fixed cycles
mm/min programming
Chamfering, corner R
Arbitrary angle chamfering
Taper angle designate
Linear/circular interpolation
No. of registered tools: Max. 1,000 sets Tool offset, tool edge R, amount of wear: 20 sets per tool
Auto correct of tool nose error(No. of comp sets same as tool comp)
Blade tip position compensation due to tool wear amount(No. of comp sets same as tool comp)
Automatically carries out from roughing to finishingGenerates cutting paths according to material shape
Taper machining with 4 patterns: ID, OD/longitudinal, axial face
Use feedrate in mm/rev and mm/min together
Chamfering, corner R instructions on drawing commanded inprogram
Easy any-angle chamfering (C, R)
With command for angle from starting point
■ Programming
Single-mode operation
Tool informationmanagement
Setup data save
Soft jaw machining
Easy zero setting
Tool position compensation
Tool command (TD command)
Machine operation panel
Series of tasks completed on a single screen
Integrated management of collective tool data for each tool no.
Setup data shared between machining operation, AdvancedOne-Touch IGF (optional), and Collision Avoidance System
Multiple tool management for each turret station
Display/change of tool comp data for tools commanded inmachining program
Setup data saved together with machining program
Automatic machining of soft jaws with set shape, tools, andconditions
Auto calculation of zero point offset from jaw and workpiecelength
Dimensional errors corrected with cutting conditions
Tool orientation, tool comp command based on tool information
Clear, straightforward machine operation
■ Easy Operation
Suite operation
Suite apps
Operation panel
Program editing
File name index display
Programming
operations
Scheduled programs
Sequence number search
Manual interrupt, auto return
Sequence return
PLC monitor
Parameter I/O
Shop floor suitable; pointing device not required
Instruction manual viewer
Maintenance application
15-inch liquid crystal display
Multi touch panel operations
Simultaneous edit 2 files in 1 screen
Selected part program edit
A/B turret simultaneous editing (2 turret specs)
Selected range copy, paste, delete
Adds files
Moves edit pointer (designates top, end and number of lines)
Arranges sequence numbers
Program editing exceeds editing backup capacity
2 file name indexes displayed in 1 screen
Sorting (by file names, date and size)
Copies, renames, deletes, protects and verifies programs
Memory initializing, formatting
Memory available display (pie gragh)
Multi-level directory
Run several programs in a sequence
Machine from the specified sequence no.
After manual operations, auto mode restartedfrom interrupted position
Return to specified sequence, auto restart from returned point
Supports maintenance work after machine shutdownLadder display, data trace, etc
Parameter file input/output, verify
■ Display/Operating functions
Hi-G control
Rapid traverse droop
Lost motion compensation
Pitch error compensation
TAS-S(spindle)
TAS-C(construction)
Positioning acceleration/deceleration conformingto motor's speed/torque characteristics
Droop control at feedrate command
Dead zone, elastic deformation compensation during traveldirection reversal
Compensates for ball screw pitch error
Corrects thermal deformation error generated during spindlerotation
Corrects thermal deformation error generated duringshop temperature changes affecting machine construction
■ High-speed/high-accuracy functions
Tool compensation functionfor multi control system
Management of compensation for base, vertical and L-toolindex position(when using a turret with B axis control or tool index)
■ Other functions
ECO Idling Stop
ECO Power Monitor
Accuracy remains stable with cooler idling stop
Visualization of power usage
■ Energy saving ECO suite
Program storage capacity
Operation backup capacity
2 GB
2 MB
■ Programming capacities
Machining records
Operating records
Operating history
Trouble information
Records, trouble informationoutput
Totals and displays machining status per selected main program
Machine operating times (power ON, cutting, etc)
Input of reasons for non-operation
Time charts of machine operating status
Auto totaling of data required for troubleshooting(alarm history, etc)
Machining, operating, operating history, trouble info
■ Machining management
Collision Avoidance System
Load meter display
Chuck barrier
Tailstock spindle barrier
User regular maintenance
Prevents interference during manual operation
Prevents interference during auto operation
Easy modeling of shape data
New path assurance: Prevents interference due to sagging paths
Feed and spindle axis loads(With peak value hold function)
Set up tool off-limit area depending on chuckshape
Set up tool off-limit area depending on tailstock shape
Management of maintenance period with respect to any item
■ Monitoring
Programming help
Operation help
Alarm help
Explains part program G, M codes, cycle commands, etc
Screen menu functions explainedMenu selected operation procedures explained
Alarm causes and remedies explained
■ Pocket manual functions (online help)
Ethernet interface
USB interface
RS-232-C interface
DNC-T1
Ethernet (100 Mbps)
USB 2.0 interface 2 ch
RS-232-C interface 1 ch
Ethernet part program transfers
■ External input/output and networking
Hole drilling fixed cycle
Synchronized tapping
Helical cutting
Slope machining
C axis synchronized control
Drilling, boring and tapping
Fine boring, back boring
Deep bore drill cycle gradually decreasing movement
High speed, high accuracy tapping with synchronizedcontrol of rotation angle and feed shaft position
Synchronized tapping torque monitor
Synchronized deep bore tapping
Circular interpolation + helical axis interpolation
Generation helical cutting with XC + Z axes
Simplified B-axis slope programming
Cutting with C axis on both main and opposing spindles
■ Milling programming (milling applications only)
* Ethernet is a registered trademark of Xerox Corp., USA.
Threading
Threading slide hold
User Task 1
User Task 2
Zero shift
Designated lead thread crest, variable lead thread Chamfering while thread cutting, thread cutting cycle
Temporary stop during threading, excluding G34/G35
GOTO statement, IF statement, arithmetic operation
Local variables, system variables
Common variable (Standard 200 sets)
Sub-programs, functional operation, logical operation
Zero offset calculation, and shift according to G code

Intelligent Multitasking M
achinesW
hen using Okum
a prod
ucts, always read
the safety precautions
mentioned
in the instruction manual and
attached to the p
roduct.
�The sp
ecifications, illustrations, and d
escriptions in this b
rochure vary in different m
arkets andare sub
ject to change without notice.
Pub
No. M
ULTU
S U
3000/U4000-E
-(7a)-150 (Sep
2016) Printed
in Japan
Oguchi-cho, Niwa-gun,Aichi 480-0193, JapanTEL: +81-587-95-7825 FAX: +81-587-95-6074
This product is subject to the Japanese government Foreign Exchange and Foreign Trade Control Act with regard to security controlled items; whereby Okuma Corporation should be notified prior to its shipment to another country.