Integrating CDU, FCC and product blending models into refinery planning.pdf

1
INTEGRATING HYDROPROCESSORS IN REFINERY
HYDROGEN NETWORK OPTIMIZATION
A thesis submitted to The University of Manchester for the degree of
Doctor of Philosophy (PhD by Published Work)
in the Faculty of Engineering and Physical Sciences
2015
BLESSING UMANA
Centre for Process Integration
School of Chemical Engineering and Analytical Science

2
Contents
List of Figures................................................................................................................... 4
Abstract ....................................................................................................................... 5
Declaration ....................................................................................................................... 6
Copyright Statement ....................................................................................................... 8
Dedication ..................................................................................................................... 10
Acknowledgements ...................................................................................................... 11
The Author ..................................................................................................................... 12
Rationale for Submitting the Thesis in an Alternative Format ........................... 14
List of Published Research Papers ............................................................................. 16
List of Submitted Research Papers ............................................................................ 16
Context of the Research................................................................................................ 17
Chapter 1 Introduction .............................................................................................. 18
1.1 Research Background and Motivation .................................................. 18
1.2 The Aim of the Present Work ................................................................. 24
1.3 Research Strategies ................................................................................... 25
1.3.1 Process Model Development, Regression and Validation of
Hydrogen Consumer Models ............................................................................... 27
1.3.2 Overall network modelling..................................................................... 28
1.3.3 Overall network optimisation ................................................................ 29
1.4 Contribution of Research ........................................................................ 29
Chapter 2 Integrating Hydroprocessors in Refinery Hydrogen Network
Optimization ............................................................................................ 32
2.1 Publication 1 .............................................................................................. 33
Chapter 3 Integrating Hydrocracking Process in Refinery Hydrogen
Network Optimization ........................................................................... 34
3.1 Publication 2 .............................................................................................. 35
Chapter 4 Development of Vacuum Residue
Hydrodesulphurisation/Hydrocracking Models and their
Integration with Refinery Hydrogen Networks ............................... 36

3
4.1 Publication 3 .............................................................................................. 37
Chapter 5 Summary and Future Work ................................................................... 38
5.1 Summary ................................................................................................... 38
5.2 Perspectives and Future Work ............................................................... 42
References ..................................................................................................................... 44
Appendix A: Supplementary Information for Chapter 3 ................................. 46
A.1 Model Development for VGO Hydrocracker Products ...................... 47
Appendix B: Supplementary Information for Chapter 4 ................................. 49
B.1 Model Development for VRDS / HC Products .................................... 50

4
List of Figures
Figure 1.1 Variations in Petroleum Fuel Demand in recent years (IEA) ................ 19
Figure 1.2 Methodology for integration of hydroprocessors in a refinery
hydrogen network ......................................................................................................... 27

5
Abstract
Effective distribution of hydrogen in refinery hydrogen networks is a major
concern for refiners tackling the stringent specifications on maximum sulphur
levels in middle distillates and the increasing global demand of diesel fuel. A
major challenge is the implementation of a shift from conventional to ultra-deep
methods of desulphurisation. Meanwhile, the capacity of secondary conversion
processes such as fluid catalytic cracking (FCC) and hydrocracking in refineries
has steadily increased in converting the bottom of the barrel into high-value
lighter products resulting in increased levels of hydroprocessing, which exerts a
higher demand on refinery hydrogen systems.
Previous methodologies on hydrogen network optimization have been
developed mainly based on the assumption of fixed hydroprocessing
performance with constant hydrogen consumption and light hydrocarbon yields,
in order to reduce the complexity of the optimisation problem. Consequently,
critical interactions among feed and catalyst properties, hydroprocessor
operating conditions, product quality and yields, and hydrogen consumption are
usually neglected. This research work involves three major aspects: 1.
Development of semi-empirical nonlinear lumped hydrodesulphurisation (HDS)
and hydrocracker models that are robust and sufficiently detailed to capture the
behaviour of the process with changes in feed characteristics and operating
conditions. The formation of light hydrocarbons during HDS reactions have been
accounted for. Hydrocracker conversion models and five/six-lumped product
yield models for vacuum gas oil (VGO) and vacuum residue (VR) feedstocks
have been developed from a combination of first principles and empirical
methods based on several process parameters. The proposed models are
validated with different feedstocks and shows good agreement with industrial
data. 2. Integration of HDS and hydrocracker performance models into refinery
hydrogen network models to explore existing interactions between processes
and the hydrogen network, and their combined effect on the overall network
objective. 3. Optimization of the overall superstructure under different operating
scenarios to facilitate the efficient distribution and utilization of hydrogen and
the maximization of clean high-value products.
The integrated superstructure network model is developed and optimized
within the General Algebraic Modelling System (GAMS). The model is
representative of the dynamic interactions between hydrodesulphurisation and
hydrocracking processes in the refinery hydrogen network as demonstrated by
the reproducibility of industrial refinery data. Thus, this work presents a holistic
and realistic implementation of refinery hydrogen management technique.

6
University of Manchester
PhD by Published Work Candidate Declaration
Candidate Name: Blessing Umana
Faculty: Engineering and Physical Sciences
Thesis Title: Integrating Hydroprocessors in Refinery Hydrogen
Network Optimization
Declaration
I declare that no portion of the work referred to in the thesis has been submitted
in support of an application for another degree or qualification of this or any
other university or other institute of learning.
The thesis contains two original paper published in peer-reviewed journals
[Publication 1] and [Publication 3], and one submitted paper [Publication 2]. I
confirm that the materials covered in Publication 1 to 3 in the thesis, including
model development and validation, data calculation and integration analyses are
the results of my original contribution. These studies were carried out under the
supervision of the co-authors of the research papers, Dr Nan Zhang (principal
supervisor) and Prof Robin Smith (co-supervisor). The co-authors provided
expert advice and guidance in the paper development. I certify that I have

7
obtained permission from the co-authors for incorporating the published
materials in my thesis.
I declare that to the best of my knowledge, my thesis does not infringe upon
anyone’s copyright nor violate any proprietary rights and that any ideas,
techniques, quotations or any other material from other authors’ work included
in my thesis, published or otherwise are fully acknowledged in accordance with
the standard referencing practices.
All the work presented in this thesis has been completed whilst a registered
student at The University of Manchester.
I confirm that this is a true statement and that, subject to any comments above,
the submission is my own original work.
Signed: Blessing Umana

8
Copyright Statement
i. The author of this thesis (including any appendices and/or schedules
to this thesis) owns certain copyright or related rights in it (the
“copyright”) and s/he has given The University of Manchester certain
rights to use such copyright, including for administrative purposes.
ii. Copies of this thesis, either in full or in extracts and whether in hard or
electronic copy, may be made only in accordance with the Copyright
Designs and Patents Act 1988 (as amended) and regulations issued
under it or, where appropriate, in accordance with licensing
agreements which the University has from time to time. This page
must form part of any such copies made.
iii. The ownership of certain Copyright, patents, designs, trademarks and
other intellectual property (the “Intellectual Property”) and any
reproductions of copyright works in the thesis, for example graphs
and tables (“Reproductions”), which may be described in this thesis,
may not be owned by the author and may be owned by third parties.
Such Intellectual Property and Reproductions cannot and must not be
made available for use without the prior written permission of the
owner (s) of the relevant Intellectual Property and / or Reproductions.

9
iv. Further information on the conditions under which disclosure,
publication and commercialization of this thesis, the Copyright and
any Intellectual Property and / or Reproductions described in it may
take place is available from the Head of School of Chemical
Engineering and Analytical Science.

10
Dedication
To my source, my hope, my strength and my inspiration - Jesus, who constantly
thinks of giving me a glorious future, Jer. 29:11

11
Acknowledgements
I sincerely thank my supervisor, Dr. Nan for his sound advice, critical reviews,
logical and coherent assessment of this work, thought-provoking questions
during meetings, opportunities to present my work at local and international
conferences, and invaluable contributions towards the completion of this thesis.
To my co-supervisor, Prof. Robin, you are the starting point of this journey.
Thank you.
I am indebted to my parents, who have been an everyday source of hope and
inspiration in the achievement of my goals. Mummy, thank you so much for
your prayers. Daddy, thank you for believing in me. To my brother, I owe you
the lessons I have learnt in attaining this height.
Thank you, my husband for your immeasurable support and words of
motivation.
To my children, I thought it would be impossible to finish this race, but your
birth during this period of PhD has brought forth fruitfulness and perfection in
my career.
To all members of CPI, and other PhD/postdoc researchers, I treasure every
moment with you.

12
The Author
Having obtained a Bachelor’s Degree in Chemical Engineering and acquiring
two years’ working experience in plant operations, the author proceeded to
study for a Master’s Degree in Advanced Chemical Process Design at the Centre
for Process Integration, University of Manchester. The author’s dissertation,
which focused on the simultaneous integration of process heat-recovery
networks and process utilities within the total site, was graded distinction. A
systematic methodology was proposed to integrate processes with high
temperature requirements with process utility systems based on Pinch
technology in refinery applications. This research experience motivated further
interests in refinery hydrogen distribution systems, hydrogen pinch analysis,
and new developments in the proliferation of integrated hydrogen networks,
with a view to optimizing the hydrogen distribution network, which is a major
contributor to refinery profitability.
The present doctoral research involves the modeling and optimization of
integrated multicomponent superstructures that takes into account all possible
interactions between hydrogen producing and hydrogen consuming processes in
refinery operations. The contribution of this work is crucial to enabling refiners
embark on a holistic and global approach in refinery optimisation decisions.

13
During the course of the research work, the author has acquired a number of
professional skills, including extensive modeling in GAMS, presentation at local
and international conferences, and refinery consultancy at PIL.

14
Rationale for Submitting the Thesis in an Alternative Format
This thesis has been presented in an alternative format for a coherent and
thorough organization of the contents of the work, which consists of three major
aspects, namely, integration of hydrodesulphurization processes, integration of
hydrocracking processes, and integration of vacuum residue hydroconversion
processes in refinery hydrogen networks. These aspects of this work have been
prepared in either published or manuscript formats.
The content of this work provides additional knowledge to the body of literature
on the subject of refinery hydrogen management. Thus, the alternative
presentation format allows other researchers in the field, including industrialists,
to easily access the proposed methodology and outcomes of the work.
Consequently, the format presented in this work could initiate an extensive
application of novel and practical tools to refinery hydrogen management
strategies.
The thesis consists of two peer-reviewed journal publications and one submitted
manuscript for publication, conforming to the standards of an alternative-thesis
format at the University of Manchester. Therefore, the developed methodology
and research outcome have been thoroughly validated and acknowledged
through a rigorous peer-review process. Moreover, the contents of this work

15
have been presented and critiqued at various high-profile international
conferences, including PIRC, EFCE and AIChE, thus, proving the acceptability of
the research outcome to a wide range of audience from both academic and
industrial backgrounds.

16
List of Published Research Papers
1. Umana B, Shoaib A, Zhang N, Smith R. Integrating Hydroprocessors in
Refinery Hydrogen Network Optimization. Applied Energy. 2014;
133:169-182.
2. Umana B, Zhang N, Smith R. Development of VRDS/HC models and their
integration with refinery hydrogen networks . Industrial and Engineering
Chemistry Research. 2016; DOI: 10.1021/acs.iecr.5b04161.
List of Submitted Research Papers
1. Umana B, Zhang N, Smith R. Integrating Hydrocracking Process in the
Modelling and Optimization of Refinery Hydrogen Network. Journal of
Cleaner Production. Submitted (2016).

17
Context of the Research
This thesis is organised into five chapters. Chapter 1 presents the rationale for
undertaking this research. It reviews current underlying trends in the refining
industry and previous methodologies in refinery hydrogen management from
graphical analysis to mathematical methods of refinery hydrogen network
optimization. The purpose of the research, strategies to implement the research
aims, its contributions to refinery operations and the research significance in an
industrial context are also presented. Chapter 2 discusses in-depth on HDS
model development and modifications for diesel, kerosene, and naphtha
feedstocks. These models are integrated and optimized in the overall refinery
framework. In Chapter 3, semi-empirical nonlinear process models to predict
VGO conversion and yield in a hydrocracker are developed and integrated in a
multicomponent hydrogen network. The integrated refinery hydrogen network
is optimized for optimum hydrogen distribution and profit. An extensive study
on VRDS/HC conversion and yield model is developed, integrated and
optimized in Chapter 4. Case scenarios during optimization have also been
carried out. The results obtained are peculiar to operational trends in the refining
industry. In Chapter 5, the work is summarized based on two distinct
contributions: the development of hydroprocessor models and the optimization
of the integrated refinery hydrogen network. Recommendations for future work
are also proposed.

18
Chapter 1 Introduction
1.1 Research Background and Motivation
The lack of representative refinery hydrogen network models presents a
challenge in the optimum distribution of hydrogen in the refinery and its
efficient utilization in hydroprocessors. This anomaly is often overlooked in the
evaluation of refinery hydrogen distribution systems when considering
profitability as an objective. In recent times, refiners have been confronted with
the onerous challenge of upgrading fuels from heavier, sour crudes to lighter,
sweet crudes in order to meet tightening environmental and legislative
specifications. The increasing moral expectations and stricter regulations are
triggering a shift from conventional desulphurisation methods to ultra-deep
desulphurisation methods. Notwithstanding the environmental benefits of these
guidelines on sulphur limits, meeting the required stringent specifications
presents a major operational and economic challenge in the petroleum refining
industry. The principal constraint is the removal of refractory sulphur
compounds particularly those containing alkyl side chains in the 4- and 6-
positions in dibenzothiophene molecule, which are difficult to desulfurize under
conventional desulfurization conditions.

19
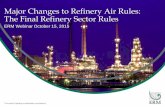
Another challenge confronting refinery profitability is the increasing steady
growth in the global demand for middle distillates, as against the decreasing
demand for low value product, such as fuel oils as shown in Figure 1.1.
Fuel oil
Others
Gasoline
Middle
distillates
10
15
20
25
30
35
40
45
1990 1995 2000 2005 2010 2015 2020
Wo
rld
oil
pro
du
ct d
eman
d, %
Year
Figure 1.1 Variations in Petroleum Fuel Demand in recent years (IEA)
According to projections given by the International Energy Agency (IEA),
middle distillates such as jet fuel, kerosene, diesel and other gas oils would
remain the main driver of world oil demand in the coming years [1]. As a result
of these trends, there has been an increase in heavy oil hydroprocessing due to
the decrease in fuel oil demand and increase in distillate demand. At the same
time, the quality of crude and diesel feed streams available to refiners is
declining [2]. Consequently, refiners are faced with increasingly difficult task of

20
producing high quality diesel product from low quality feedstocks. Conversion
processes such as fluid catalytic cracking (FCCU) and hydrocracking with
greater flexibility to handle heavy and lower quality feedstocks is therefore
required to produce lighter and high value products. This impacts refinery
profitability as refiners are investing in additional capital intensive hydrogen
production facilities such as steam reforming, or faced with increasing OPEX of
importing hydrogen to meet their requirements. Furthermore, the reduction of
aromatics in gasoline through benzene saturation constrains catalytic reformer
operation and removes some of the traditional sources of hydrogen available to
refineries.
The aforementioned trends tend towards increasing the level of hydroprocessing
in refineries despite limited hydrogen availability, thus creating strict hydrogen
balances in hydrogen distribution systems. Due to these developments, exigent
efforts towards resolving the hydrogen imbalance are paramount. The efficient
distribution of hydrogen is a prerequisite to balancing hydrogen production and
consumption in refineries. Exploiting the interactions between hydrogen
consumers and hydrogen producers in the hydrogen distribution system can
provide quantitative insights into optimum hydrogen requirements.
Hydrogen is critical to the production of less dense clean fuels by hydrotreating
and hydrocracking processes, and its use has increased with the introduction of

21
ultra-low sulphur diesel (ULSD) and the upgrading of low quality heavy crudes
or bottom of barrel products, such as atmospheric or vacuum residues. The
benefits derived from the increased use of hydrogen in these processes are
enormous. Hydrogen has a significant effect on process performance and
network profitability [3]. A unique variable that determines the concentration of
hydrogen present in the system is the hydrogen partial pressure, often
represented by the recycle hydrogen purity. This single variable can be
manipulated to improve product quality, increase conversion, increase catalyst
life in hydroprocessing units, minimize coke formation, reduce operating
severity, increase throughput, and maximize profitability. A variable that is
critical to maintaining the H2 partial pressure in the reaction system is the H2-oil
ratio. In addition to affecting the H2 partial pressure, the gas rate is important as
it acts to strip volatile products from the reactor liquids, and thus affects the
concentration of various components in the reactive liquid phase [4]. Similar to
H2 partial pressure, an increase in H2-oil ratio ensures adequate conversion and
minimizes the amount of carbon deposited on catalyst due to efficient physical
contact of the hydrogen with the catalyst and hydrocarbon. The extent of
conversion or coke reduction depends on the combination of operating
conditions at appropriate values. Efficient hydrogen utilization in these
processes is usually realized through its distribution amongst processes in the
network.

22
The hydrogen network is a system of interconnected units consisting of
hydrogen production units, hydrogen consuming units, purification units,
compression units, the fuel system and the hydrogen distribution headers. In a
hydrogen network, there are several hydrogen producers and consumers, which
are referred to as sources and sinks, respectively. A source from one process
becomes a sink to another process in which it is required. Hydrogen containing
streams such as hydrotreater off-gases or excess hydrogen streams that are sent
to fuel or fed to hydrogen plants could be routed to purifiers for recovery or
increase in hydrogen purity for reuse in consumers. The most commonly used
processes for hydrogen purification are the pressure swing absorption (PSA),
membrane units and cryogenic separation technique. Oftentimes, pressure
requirements by hydrogen consumers or purifiers are satisfied using
compressors. The hydrogen network requirement is further satisfied by utilities,
such as hydrogen plant, or by imports. Normally, these units are considered as
complementary within the distribution framework and optimisation process;
otherwise overall refinery profit margins could be depleted.
Several authors have introduced concepts and methodologies in analysing and
designing mass distribution systems. El-Halwagi and Manousiouthakis [5]
pioneered works in synthesizing cost effective mass integration networks
utilizing different materials for route between processes with the objective of
identifying target resource requirements, optimizing the allocation of material

23
streams and yield enhancement. Alves [6] implemented the design of hydrogen
distribution systems with the objective of minimizing hydrogen utility
requirements. This study has been extended to other areas of research, including
mathematical formulations for equipment constraints, such as the purifiers,
compression units and piping system, which presents a thorough approach in
the optimization of hydrogen networks [7]. Other authors resolved the
limitations of complexity of the hydrogen network by transforming the
optimisation problem into two small scale MINLP models that are solved
sequentially [8]. A major assumption in these approaches is the binary mixture of
hydrogen and methane in the stream. Other impurities such as light
hydrocarbons and compounds of sulphur and nitrogen in combination with
hydrogen which are usually present are not considered. Such assumptions could
result in loss of accuracy and does not account for the effect of impurities on the
hydrogen partial pressure in a system. Singh [9] and Jia [10] developed a
systematic methodology to incorporate the impact of impurities by integrating a
high pressure flash model to account for the vapour-liquid equilibrium
characteristics within hydrogen consumers. These methodologies have neglected
the performance of hydroprocessors in the overall network optimization by
fixing the process hydrogen consumption for different feedstock hydrotreating
and hydrocracking processes in the refinery hydrogen network, which results in
overly optimistic solutions that cannot be implemented in a real refinery. With
the growing demand of middle distillates and restrictions on product quality,

24
resulting in increase in hydrogen consumption, hydroprocessor integration in
the overall optimization of hydrogen networks becomes a necessity. The existing
interactions between hydroprocessors and the hydrogen network have not been
carefully exploited, and therefore present a relatively new research
methodology. Consequently, there is need to define hydroprocessor
performance with representative models that improve interactions with the
network to produce sustainable designs of refinery hydrogen network.
Sustainable, in this sense, refers to “optimum” or “cost effective” as opposed to
its use in the natural sense to mean “to maintain” or “to keep in use without
depletion or deterioration for longer periods.” Resources are always limited,
though they form an integral part of system management and optimization. The
optimum distribution of hydrogen resource and its efficient utilization by
hydrogen consuming units within a refinery framework remains unresolved.
Such an integrated approach to network modelling would provide realistic
targets for hydrogen requirements, if implemented during the early stages of
design. There is also the additional benefit of simultaneously optimizing several
processes and the hydrogen network in a single framework.
1.2 The Aim of the Present Work
The aim of the present research is to quantitatively investigate existing
interactions between hydroprocessors, conventional hydrogen resource supply,

25
and the expected outcome on the overall network optimisation. The work
involves the development of process models that are capable of capturing the
relationship between input parameters, operating conditions, and products yield
and quality. The resulting models derived from a combination of physical
modelling and empirical approaches are validated using experimental or
industrial data. The robustness of these models is demonstrated in their
integration in the multicomponent hydrogen network model. The resulting
superstructure is representative of the interactions between process variables
and the hydrogen distribution system and enables efficient distribution of
hydrogen for optimum hydrogen utilization and profit objectives. The overall
integrated semi-empirical non-linear hydroprocessor- hydrogen network model
is formulated as a large-scale NLP on the General Algebraic Modelling System
(GAMS) platform and optimized using a CONOPT solver.
1.3 Research Strategies
This section addresses the procedures undertaken in the design of integrated
refinery hydrogen networks from the development of hydroprocessor models
through to the integration of these models and the overall network optimization.
The implementation of such integrated approach to model the interactions
between hydroprocessors in the refinery hydrogen network is key to achieving
optimal network designs. Moreover the stringent environmental regulations on
allowable sulphur content in product, availability of heavier feedstocks,

26
increasing demand for middle distillates makes it necessary to accurately
represent refinery processes with models that capture the fundamental
chemistry and retains good predictive capabilities. Therefore, a fundamental first
step in the design of integrated hydrogen networks is the development of
hydroprocessor models that can ultimately provide realistic hydrogen
requirements and corresponding profit levels. Three aspects of hydroprocessor
model development are implemented in this work:
1. Modelling of HDS reactions for diesel, naphtha, kerosene and vacuum gas
oil feeds. This includes development of models for the removal of sulphur
and production of associated light hydrocarbons.
2. Modelling of hydrocracking reactions for VGO feed
3. Modelling of HDS, conradson carbon removal (CCR), deasphaltenization
(HDA), and hydrocracking reactions for VR feed
These models are integrated in the refinery hydrogen network resulting in an
overall superstructure model that is capable of simulating the operational
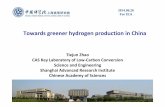
performance of the integrated hydrogen network. The integration optimisation
methodology framework is presented in Figure 1.2 below, illustrating the
integration of hydrotreater and hydrocracker models in the optimisation of
refinery hydrogen networks.

27
Data collection and
reconciliation
Process model development,
regression and validation
Overall network modelling
Overall network optimization
Figure 1.2 Methodology for integration of hydroprocessors in a refinery
hydrogen network
1.3.1 Process Model Development, Regression and Validation of Hydrogen
Consumer Models
The interactions between hydrogen consumers and the refinery hydrogen
network cannot be captured without accurate representation of hydrogen
consumers with process models. Consequently, it becomes imperative to
develop process models that are capable of simulating existing data trends, and
thus facilitates the integration of refinery processes in the hydrogen network.
In this work, semi-empirical nonlinear process models for HDS and
hydrocracking processes derived from first principles and empirical sources will
be developed to predict sulphur levels in liquid products, light hydrocarbon

28
yields associated with HDS processes, hydrocracker conversion for VGO and VR
feeds, hydrocracker product yields, hydrogen consumption and overall
hydrogen network requirements. In the upgrading of heavy feedstocks, in
particular vacuum residue, the extent of conversion is limited by a number of
feedstock characteristics such as asphaltene, sodium and conradson carbon
content. The presence of large molecules indicates a significant complexity of the
reactions occurring during hydroprocessing of heavy feeds. Due to the
increasing involvement of asphaltene molecules, the complexity increases from
VGO toward VR and topped heavy crude. This work attempts to adequately
represent these heteroatoms in the conversion model for VR feed. The yield
models will be regressed on plant data and validated using other experimental
or industrial data. The models show good agreement with the experimental data
over a range of operating conditions.
1.3.2 Overall network modelling
The semi-empirical nonlinear hydroprocessor models are integrated in the
refinery hydrogen network model to study the effect of changing process
variables, such as H2 partial pressure, H2-oil ratio, and temperature on HDS
reactions, feed conversion, and product yields in hydroprocessors. The
integration of these models allows the refiner to exploit significant interactions
within the hydrogen network. The objective function is to minimize hydrogen
production cost and maximize profit.

29
1.3.3 Overall network optimisation
The resulting superstructure model is solved using a robust large scale
optimisation solver, CONOPT due to nonlinearities in the process models. The
GRG method, often used for large scale optimisation problem, achieves
reliability and speed for models with a large degree of nonlinearity, however,
CONOPT is preferable for highly nonlinear models where feasibility is difficult
to achieve. Changes in feed flow, hydrogen oil ratio, hydrogen partial pressure,
and reactor temperature result in different feed conversions and subsequently
changes to hydrocracker product yields. The effects of these changes are seen in
the hydrogen consumption levels and overall hydrogen requirements in the
network, which impacts profitability.
1.4 Contribution of Research
The main achievement of this work is the development of a hydrogen
superstructure comprising of process performance models that are capable of
reproducing industrial data related to product properties and yields. These
models are characterized by the feed properties, operating conditions in the
hydroprocessor, product properties and interconnecting parameters that
describe the links between them. The predictive ability of the models is enhanced
by introducing parameters that are qualitatively significant to the feasible
implementation of the model. The integration of these models in a refinery

30
hydrogen network model allows the refiner to assess critical interactions that
exists between hydroprocessors and the hydrogen network. The model is
capable of simulating the non-linear relationship between recycle purity, feed
rate, product properties and operating parameters. Some of these operating
parameters, such as recycle hydrogen purity, hydrogen partial pressure, and
hydrogen-oil ratio are critical in establishing the interactions between the
refinery hydrogen network and the hydrogen consumers. As a result, the refiner
can evaluate the effect of varying these operating parameters on the overall
integrated network objective. The results obtained can be used in the early stage
analysis and design of refinery hydrogen distribution systems.
The research strategies and outcomes of this work can serve as a guide to
refiners on the optimization of hydrogen production and utilization in refinery
hydrogen networks. The model development and integration approach to
refinery hydrogen network optimization can assist refiners in the identification
of constraints that limits profitability and the alleviation of such constraints
through the implementation of improvement initiatives, especially those that do
not require capital investment. This work can also assist refiners in exploring
various degrees of freedom, including decreased hydrogen production capacity,
target hydrogen partial pressures, process changes in hydroprocessors, and
catalysts properties for the realization of the refinery optimisation objectives.
Also, the developed models can be used by refiners to test potential
modifications in the refinery hydrogen network. There is also the potential

31
benefit of affecting refinery profitability through hydrogen management
techniques developed in this work compared to simply reducing hydrogen
production or import costs in a hydrogen network with stand-alone processes.

32
Chapter 2 Integrating Hydroprocessors in Refinery Hydrogen
Network Optimization
This paper investigates the existing interrelationship between hydrogen
consumers and the refinery hydrogen distribution system through the
development of models that characterizes the process and provides a linkage to
the overall hydrogen network. The work presents a new and detailed
preliminary approach to the effective distribution of hydrogen between
hydrogen consumers based on HDS requirements in hydrotreaters and
hydrogen producers. Light hydrocarbons associated with the removal of sulphur
are also generated. In this work, the empirical model of Choudhary et al [11] has
been modified to reflect the nature of feed and product properties as a function
of the prevailing operating conditions, by introducing a feed quality parameter.
The model of Hasenberg and Campagnolo [12] has also been modified and
calibrated based on a refinery industrial data. The model comprises of sulphur
conversion, reaction pressure, LHSV, temperature, and parameters relating to
the yield distribution among different hydrocarbons. The model fits well with
the industrial data, and the results are in agreement with industrial data. These
models are integrated in a refinery hydrogen network to study the effects of
operational changes in hydroprocessors on the overall network optimization. Dr.
Nan Zhang is responsible for the critical review of this paper.

33
2.1 Publication 1
Umana B, Shoaib A, Zhang N, Smith R. Integrating Hydroprocessors in
Refinery Hydrogen Network Optimization. Applied Energy. 2014;
133:169-182 (Published).
P33

Applied Energy 133 (2014) 169–182
Contents lists available at ScienceDirect
Applied Energy
journal homepage: www.elsevier .com/locate /apenergy
Integrating hydroprocessors in refinery hydrogen network optimisation
http://dx.doi.org/10.1016/j.apenergy.2014.06.0800306-2619/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author.E-mail address: [email protected] (N. Zhang).
Blessing Umana a, Abeer Shoaib b, Nan Zhang a,⇑, Robin Smith a
a Centre for Process Integration, School of Chemical Engineering and Analytical Science, The University of Manchester, PO Box 88, Sackville Street, M60 1QD, UKb Department of Chemical and Refining Engineering, Faculty of Petroleum and Mining Engineering, Suez Canal University, Suez, Egypt
h i g h l i g h t s
� Correlations for sulphur in liquid products are modified for hydrotreaters.� Correlations for light hydrocarbons in hydrotreaters are developed.� Effects of process and operational variables on H2 production are investigated.� An NLP algorithm is developed using CONOPT solver, demonstrated with a case study.
a r t i c l e i n f o
Article history:Received 11 February 2014Received in revised form 28 June 2014Accepted 30 June 2014Available online 12 August 2014
Keywords:Process model integrationHydrogen utilisationHydrogen networkDesignOptimisation
a b s t r a c t
Recent developments on sulphur specifications in middle distillate fuels are exerting a higher demand onrefinery hydrogen systems. Previous methodologies on hydrogen network optimisation have been devel-oped mainly based on the assumption of fixed hydroprocessing performance with constant hydrogenconsumption and light hydrocarbon yields in hydrogen consumer models, in order to reduce the com-plexity of the problem. As a result, interactions among process operating conditions, product qualityand yields, and hydrogen consumption are usually neglected.
The present work is an integrated approach for refinery process and hydrogen network design. Empir-ical correlations for sulphur prediction in liquid products are modified and adopted to predict hydrogenconsumption in hydrotreaters. The model is validated with different feedstock properties and shows goodagreement with experimental data. Light hydrocarbon yields in hydrodesulphurisation reactions are alsopredicted and integrated in the network model. Modelling and optimisation of the overall network is per-formed and the effects of process and operational variables on performance indicators and hydrogen pro-duction requirements are investigated. As a Nonlinear programming model, the overall network model isoptimised with the CONOPT solver in General Algebraic Modelling System (GAMS). As demonstrated in acase study, by integrating hydrotreating models into multicomponent hydrogen networks, the focus ofrefinery hydrogen management can now be shifted from minimising hydrogen consumption to optimis-ing hydrogen utilisation to improve refining profitability.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
A hydrogen system consists of hydrogen production, hydrogenconsumption, hydrogen purification, hydrogen compression, a fuelsystem and a distribution network itself. The primary sources ofhydrogen in a refinery are catalytic reformers, ethylene plants,hydrogen plants and hydrogen imports. The most common hydro-gen consumers are hydrotreaters and hydrocrackers. Hydrogencontaining streams such as hydrotreater off-gases or excesshydrogen streams that are currently being sent to fuel or feed tohydrogen plants could be routed to purifiers for hydrogen recovery
or increase in hydrogen purity for reuse in hydrogen consumers.The most commonly used processes for hydrogen purification arepressure swing absorption, membrane units and cryogenic separa-tion. Usually, pressure requirements by hydrogen consumers orpurifiers are satisfied using compressors. Normally, these unitsare considered highly interactive whole within a distributionframework, otherwise refinery margins are depleted.
Today’s refineries face an increasing challenge of meeting grow-ing demand for cleaner fuels. The need to meet required end prod-uct specifications from crude oil has necessitated the increased useof hydrogen in hydroprocessing operations, with existing hydrogenproduction capacities often being a bottleneck. In recent times,stricter regulations on sulphur specifications and implementationstrategies have been imposed on refiners, hence presenting a major

Nomenclature
Ea activation energy (kJ/Kmol)FF feed flow (t/h)LP liquid product (t/h)MWH2S molecular weight of H2SMWS molecular weight of SPH2 recycle hydrogen partial pressure (bar)R universal gas constantFmix flowrate of mix (t/h)Fmu flowrate of makeup (t/h)Fre flowrate of recycle (t/h)Fri flowrate of reactor inlet (t/h)Ffeed flowrate of feed (t/h)Ffi flowrate of flash inlet (t/h)Yfs amount of sulphur in the product (ppmw)Yvap vapour phase purity (mass fraction)Yliq liquid phase purity (mass fraction)Fliq flowrate of liquid (t/h)Fpu flowrate of purge (t/h)Fpr flowrate of external recycle (t/h)FSF flowrate of site fuel (t/h)FH2P flowrate of hydrogen producer (t/h)FH2C flowrate of hydrogen consumer (t/h)
ComponentsC1 methaneC2 ethaneC3 propaneC4 butaneC5 pentanePC pseudocomponent
Indicesi all componentsj hydrogen consumerj1 hydrogen consumerk hydrogen producer
SuperscriptsL lower boundU upper bound
170 B. Umana et al. / Applied Energy 133 (2014) 169–182
challenge in deep desulphurisation of petroleum fractions. Refineryprocesses such as hydrotreating, hydrocracking and catalyticdewaxing are dependent on the operating severity and availabilityof hydrogen at adequate high pressure and purity. However, theseprocesses are often not run under optimised conditions, usingexcess or inadequate hydrogen, and allowing hydrogen and associ-ated impurities to be sent to purge and used as fuel. Consequently,effective hydrogen utilisation has become very important to refin-ery hydrogen management. The present strategy would addresstwo major issues: 1. integrating hydrotreating performance inmulticomponent hydrogen network optimisation; 2. evaluatingthe optimum hydrogen requirements for sulphur removal and lighthydrocarbon production based on quality constraints. Such anapproach in the design of integrated refinery hydrogen networkscould present opportunities to exploit various additional degreesof freedom in a network for improved hydrogen utilisation.
2. Review of previous research
Over the years, the pursuit of hydrogen management programsin the design of refinery hydrogen networks has been studied intwo categories:
I. Graphical targeting methodsII. Mathematical programming methods
Towler et al. [1] developed the first systematic approach to ana-lyse hydrogen distribution systems by proposing a graphical tool toprovide an overview of the costs and values associated with recov-ering hydrogen from hydrogen producing or consuming processes.Using this concept of cost and value, the driving force for hydrogentransfer is the difference between the cost of hydrogen availableand the value added to refinery products. Although, this methodassesses the economic trade-offs in recovery cost and value added,it does not provide a systematic approach to the distribution ofhydrogen in a refinery hydrogen network. Therefore, the conceptof hydrogen recovery was redefined by Alves [2] to target the min-imum hydrogen utility flowrate requirements of hydrogen net-works using pinch analysis applications of heat exchanger
networks [3]. Hydrogen pinch analysis gained significance inindustries and was extended to other areas of research [4].
Some underlying practical constraints exist in the application ofgraphical methods to the design of hydrogen distribution net-works. Hallale and Liu [5] extended Alves [2] Linear Programming(LP) technique to a Mixed Integer Non Linear Programming (MIN-LP) formulation that takes into account pressure constraints. Liuand Zhang [6] developed an automated design superstructureapproach that demonstrates the choice of purifiers as well as theirintegration in the hydrogen networks. The objective function forthe MINLP problem could be minimum hydrogen utility, operatingcosts or the total annualised cost of the network. Ahmad et al. [7]extended the MINLP model developed by Liu [8] to multi-periodhydrogen network designs. Kumar et al. [9] introduced variableinlet and outlet pressure configuration to the network modeldeveloped by Hallale and Liu [5] to obtain realistic solutions. Liaoet al. [10] proposed a systematic approach for the location of com-pressors and purifiers that accounted for other structural possibil-ities. Although some of these methods take into considerationpractical constraints, other constraints such as the concentrationsof hydrogen sulphide (H2S) in hydrogen streams and their effectson processing equipment are neglected. Recently, Zhou et al. [11]incorporated an H2S removal unit in a hydrogen network to allowreuse of hydrogen rich streams. The targeting and mathematicaldesign approaches have shown the importance of hydrogen savingin distribution systems.
A major assumption in the aforementioned approaches is that ofa binary mixture of hydrogen and methane, rather than a multicom-ponent stream consisting of a mixture of impurities such as lighthydrocarbons, and compounds of sulphur and nitrogen in combina-tion with hydrogen. Such assumptions could result in loss of accu-racy and does not account for the influence of impurities on thehydrogen partial pressure in a system. Singh and Zhang [12] devel-oped a systematic methodology to incorporate the impact of impu-rities, including hydrogen sulphide (H2S) and methane (CH4,) byintegrating a high pressure flash model to account for vapour-liquidequilibrium characteristics within hydrogen consumers and theeffect on an overall hydrogen network. This method, however,requires a series of iterations between simulation and optimisation

B. Umana et al. / Applied Energy 133 (2014) 169–182 171
resulting in increased computational effort, which may limit appli-cability in real systems. Jia and Zhang [13] introduced a more effi-cient approach to multicomponent optimisation of refineryhydrogen networks by assuming constant vapour-liquid equilib-rium ratios for slight changes in the flash inlet stream composition.
The Non-Linear Programming (NLP) methodology for multi-component hydrogen network neglects the performance of hyd-rotreaters by fixing the hydrogen consumption. Consequently,the effect of variations in hydrogen partial pressure, hydrogen–oil-ratio, operating conditions and hydrogen consumption onrequired sulphur specifications, and the overall network perfor-mance is not considered. Moreover, light hydrocarbon productionsassociated with HDS reactions are not integrated in the hydrogennetwork model. With the objective being the minimum hydrogenproduction flowrate, hydrogen requirements may be misleadingas constraints on maximum allowable sulphur in the productstream are ignored.
This paper aims at providing a framework to assess the interac-tions between hydroprocessing reactions and hydrogen distribu-tion systems by exploiting key degrees of freedom to improveoverall network performance. It also demonstrates the impacts ofchanges in light hydrocarbon composition in the recycle and purgestreams from hydrogen consuming processes on the hydrogenrequirements. An integrated approach in the design of refineryhydrogen networks could maximise the efficient utilisation ofhydrogen and the effective operability of hydroprocessors.
3. Integrated design of refinery process networks
Hydrogen sources such as hydrogen plants, catalytic reformers,and off-gas from hydrogen consuming processes affect hydrogenconsumers by providing hydrogen at different flowrates and puri-ties. Changes in composition of liquid hydrocarbon feedstock andmake-up hydrogen could result in changes in the composition ofrecycle and purge streams from hydroprocessors. Consequently,light hydrocarbons and other impurities are formed that couldaffect hydrogen inlet purity, thus affecting process performance.In the same manner, changes in operating conditions in the processalso affect the amount of light hydrocarbons formed and hydrogenproduction requirements. With the recent trends in fuel specifica-
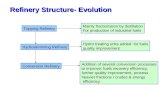
Fig. 1. An extended hydrogen consumer model show
tions and increasing load on hydrogen distribution systems, itbecomes imperative to integrate hydrotreating performance inthe overall optimisation of refinery hydrogen networks. An impor-tant aspect of this work is the consideration of two key hydrotreat-ing process performance indicators, namely sulphur removal andlight hydrocarbon yield.
Fig. 1 demonstrates schematically the impacts from key processvariable inputs and operating parameters on the outlet conditionsin a typical hydrodesulphurisation (HDS) unit.
A liquid hydrocarbon feed stream is mixed with a gas rich inhydrogen, heated and fed to the HDS reactor. The reactor operatesat a desired hydrogen partial pressure depending on targets for max-imum sulphur. Hydrogen is consumed in the removal of sulphur toyield light hydrocarbons including methane, ethane, propane,butane and pentane, and hydrogen sulphide is produced duringthe reaction. The reactor effluent is cooled and routed to a high pres-sure flash separator. Part of the gas released from the separator couldbe recompressed and purified depending on hydrogen purity andpressure requirements of the reactor. The gas is recycled to the reac-tor inlet and mixed with the make-up stream. The remainder of thegas stream is purged to prevent build-up of contaminants in therecycle loop. Normally, the purge stream is either reused as externalrecycle or sent to the fuel system. The liquid stream containing unre-acted sulphur compounds, dissolved hydrogen, and light hydrocar-bons, is sent to a downstream separator section.
In the network, there are three key locations to an HDS process,namely, reactor inlet, HDS reactor, and flash separator. The interde-pendence of these factors and their intermediate streams in ahydrogen network are achieved by exploiting the behaviour ofthe system. Consequently, models of hydrogen consumers thatare sufficiently detailed to capture these important operating fea-tures of the system are required in the early stage of design of arefinery hydrogen network. The methodology developed in thiswork proposes a generic representation of process models embed-ded into a hydrogen network superstructure to yield an integratedprocess and network configuration. Three key challenges exist inthis methodology: development of hydroprocessor models thatcan predict process performance and hydrogen consumption; inte-gration of process models in the hydrogen consumer model; andoptimisation of hydrogen networks with process models.
ing different interactions in the network model.

Fig. 2. Model fitting with diesel experimental data.
Fig. 3. Model fitting with vacuum gas oil experimental data.
Fig. 4. Model fitting with kerosene experimental data.
172 B. Umana et al. / Applied Energy 133 (2014) 169–182
3.1. Development of hydroprocessor models
Generally, hydroprocessor models are developed to accuratelypredict the behaviour of a system from changing input or operatingvariables in a hydrogen consumer. In this work, a process–productmodel is modified to represent the characterisation of productstream composition as a function of liquid feedstock properties,HDS reactivities and operating conditions. Two aspects of hydro-processing models are studied: namely sulphur removal and lighthydrocarbon formation.
3.1.1. Sulphur removalSulphur compounds are one of the most important impurities in
various petroleum fractions that cause deleterious effects on pro-cesses and the environment. Often sulphur compounds in distillateand residue fractions could exist as mercaptans, thiols, sulphides,disulphides, polysulphides, thiophenes and their derivatives suchas benzothiophenes (BTs) and dibenzothiophenes (DBTs). A num-ber of authors have reported the difficulty in removal of sulphurfrom DBTs to mercaptans in descending order and proposed empir-ical models to predict HDS performance. Shih et al. [14] proposed atemperature correlation to predict the temperature requirementsfor the desulphurisation of distillates to 0.05 wt% sulphur undertypical HDS conditions. Ho [15] developed a property-reactivitycorrelation between feedstock quality and HDS reactivity. Chemo-metric analysis was applied to identify important feedstock prop-erties that affect HDS reactivity.
Based on the above work, the key variables affecting the compo-sition of residual sulphur in liquid products are given as follows:
Sproduct ¼
Feed propertiesTS;RS;nitrogen and aromatic content;API
Process Operating ConditionsT; P; LHSV ; recycle purity; hydrogen� oil ratio
Process ChemistryHDS reactivity; inhibition constants
8>>>>>>>><>>>>>>>>:
9>>>>>>>>=>>>>>>>>;
TS, RS, T, P, and LHSV are total sulphur, refractory sulphur, temper-ature, pressure and liquid hourly space velocity, respectively. Itcould be inferred that process yields and product properties largelydepend on the feed properties, operating conditions and HDS chem-istry. Such prediction of properties may be inaccurate without thefundamental chemistry models. Based on the principles of first-order kinetics, Choudhary et al. [16] derived an empirical equationto demonstrate that the desulphurization chemistry of heavy oilswas strongly inhibited by three and larger ring aromatic hydrocar-bon content rather than DBTs in the feed.
Sprod;j ¼ Sfeed;j � exp�kj
ðKÞ � ð3þ RjÞ
� �PH2;i;j /LHSVj
� �� �ð1Þ
where Sprod;j = sulphur in the product from hydrotreater j, ppmw;Sfeed;j = sulphur in the feed to hydrotreater j, ppmw; kj = rate con-stant of HDS reaction in hydrotreater j, h�1; K = 3 + ring aromaticinhibition constant, 3þ Rj = 3 + ring core aromatic content to hyd-rotreater j, ppmw; PH2;i;j = recycle hydrogen partial pressure in hyd-rotreater j, bar; and a = pressure dependent term. An excellentcorrelation was observed between the sulphur conversion (644 Kand 6.9 MPa) for eight different heavy oil feeds and 3 + ring aro-matic content. The model was tested on diesel, 75% straight rungas oil (SRGO) and 25% light cycle oil (LCO), vacuum gas oil (VGO)and kerosene feedstock at reactor operating conditions of 633 K,60 bar and 1 h�1; 653 K, 53 bar and 2 h�1; 623 K, 60 bar and 5 h�1
respectively. To predict the sulphur content in the product, thepressure dependence parameter, a was tuned based on the avail-able experimental data from Knudsen et al. [17], Ancheyta [18]
and El Kady et al. [19] respectively. The parameters were obtainedby non-linear least square fitting on a MATLAB platform. The resultsfrom the model showed a fair fit with experimental data as shownin Figs. 2–4.
The fit obtained may be a result of the model restrictions tohighly aromatic feeds that contain large amounts of aromatic sul-phur. Based on the graphical results from the model in Eq. (1), ageneralised form of the model is produced that is capable of pre-dicting sulphur content in the product to a reasonable accuracy.A second parameter b was introduced to the model to reflect thenature of the feed, structural characteristics of the sulphur

Table 1Parameters obtained from the modified HDS model.
Hydrotreaters Sfeed (ppmw) Sprod (ppmw) 3 + R (ppmw) T (K) P (bar) LHSV (h�1) a b
VGO 20,000 8393.58 84,000 653 53 2 907.588 1.738KHT 2900 208.68 2000 623 60 5 13.329 0.825DHT 15,200 31.49 32,000 633 60 1 80.735 0.598
Table 2Comparison of results obtained between the original and modified model.
Sprod (experiment)ppmw
Sprod (original model)ppmw
Difference (experiment–original) ppmw
Error% Sprod (modified model)ppmw
Difference (experiment–modified) ppmw
Error%
Diesel55 100.01 �45.01 �81.83 53.34 1.66 3.0345 60.51 �15.51 �34.48 44.63 0.37 0.8335 36.62 �1.62 �4.62 37.34 �2.34 �6.6830 22.16 7.84 26.15 31.24 �1.24 �4.1428 13.41 14.59 52.12 26.14 1.86 6.6422 8.11 13.89 63.13 21.87 0.13 0.5920 4.91 15.09 75.46 18.30 1.70 8.50
Vacuum gas oil8000 11703.97 �3703.97 �46.30 8396.69 �396.69 �4.96
10,000 11831.43 �1831.43 �18.31 9904.34 95.66 0.9612,000 11960.28 39.72 0.33 11682.70 317.30 2.6414,000 12090.53 1909.47 13.64 13780.36 219.64 1.5716,000 12222.21 3777.79 23.61 16254.67 �254.67 �1.59
Kerosene370 687.12 �317.12 �85.71 387.55 �17.55 �4.74310 334.47 �24.47 �7.89 284.38 25.62 8.26230 162.81 67.19 29.21 208.68 21.32 9.27130 79.25 50.75 39.04 153.13 �23.13 �17.79100 38.57 61.43 61.43 112.37 �12.37 �12.37
B. Umana et al. / Applied Energy 133 (2014) 169–182 173
compounds present in the feed and the product characteristics.With the introduction of b, Sprod is no longer directly proportionalto Sfeed.
Sproduct;j ¼ Sbfeed;j � exp
�kj
ðKÞ � ð3þ RjÞ
� �PH2;i;jaj
LHSVj
� �� �ð2Þ
Table 1 shows the differences in parameters obtained from thethree different feedstocks to diesel hydrotreater (DHT), vacuumgas oil hydrotreater (VGOHT) and kerosene hydrotreater (KHT).
As observed, the b value increases from 0.598 for DHT to 1.738for VGO. Although, it is expected that the b value for KHT is lessthan that for DHT due to density difference, the amount of sulphurin KHT product is high compared to DHT product, thus attributingb value to the difficulty in the removal of sulphur in KHT. Thistrend could be assigned to the decreased residence time and lowreactor temperature in KHT. With reference to other feedstocks,it is possible to deduce that b increases with the complexity ofthe feed and structural forms of sulphur compound present inthe feed if operating conditions are maintained. In view of this,the introduction of b in the model enhances the accuracy of theempirical model.
Also, the a value in KHT is small in comparison with the otherhydrotreaters. An inference could be derived from the resultingcoefficients which state ‘‘the correlation between the a value andpolyaromatic content of the feed is directly related.’’ Since the aterm is associated with pressure, an extensive study that involveswide range of operating conditions may be conducted to assessvariations in a value. The modified model was tested on the sameexperimental data, and resulted in a better fit in all feedstock.
Table 2 shows the comparison in errors obtained from the twomodels. As seen the maximum percentage error obtained from themodified model in all feedstock is 17% compared to 85% for the
original model and the average error is 39% and 5% for the originaland modified model respectively.
The fit obtained from the modified models are shown inFigs. 5–7.
3.1.2. Light hydrocarbon productionPrevious work by Singh and Zhang [12] and Jia and Zhang [13]
was based on fixed hydrocarbon production and hydrogen con-sumption. Light hydrocarbons are produced from hydrotreating(example in the desulphurisation of distillates and residues) andhydrocracking reactions. Light gas refers to any gaseous or semi-gaseous molecule with a molecular weight that is less than orequal to that of pentane. Hasenberg and Campagnolo [20] imple-mented a light hydrocarbon model to obtain C1–C5 hydrocarbonsin an atmospheric residue unit. In this work, an empirical modelto predict the production of light hydrocarbons during HDS reac-tions has been developed based on refinery data after several trialsand implemented. The model captures key operating conditions ina hydrotreater such as sulphur conversion, reaction pressure, LHSVand temperature. The light hydrocarbon model in Eqs. (3)–(5) wasdeveloped and implemented based on refinery industrial data withthree consecutive periods having slightly different operating con-ditions. Due to confidentiality issues, it has been difficult to obtainmore data points from this refinery or similar industrial data.Experimental data of light hydrocarbon production from hydro-treating process are also quite limited. In future work, the validityof this model would be tried and tested with more industrial dataas soon as they are available to us.
Cformed;i;j ¼ ci;j � aconv j � k0;i;j � exp �Eai;j
RTj
� �Pj � eLHSVj
� �� �� �8 i ¼ C1 ! C5 ð3Þ

Fig. 5. Modified model fitting with diesel experimental data.
Fig. 6. Modified model fitting with vacuum gas oil experimental data.
Fig. 7. Modified model fitting with kerosene experimental data.
174 B. Umana et al. / Applied Energy 133 (2014) 169–182
aconv j ¼ 1� Sprod;j
Sfeed;j
� �ð4Þ
H2Sj ¼MWH2S
MWS� Sfeed;j � FFj
� � Sprod;j � LPj� �
ð5Þ
where Cformed,i,j = amount of light hydrocarbons i formed in hydrotr-eater j, t/h, ci,j = yield coefficient of light hydrocarbons formed inhydrotreater j, t/h, aconvj = sulphur conversion in hydrotreater j,ko,i,j = temperature dependence parameter, otherwise referred to asthe frequency factor for light hydrocarbons i formed in hydrotreaterj, and e is a pressure dependent term. Eq. (5) describes the formationof H2S in hydrotreater j obtained from stoichiometry as in [20].
Fig. 8 shows the amount of light hydrocarbons produced in anindustrial diesel hydrotreater at low operating pressures, approx.240 Nm3/m3, 592 K, and 2.24 h�1.
The result from the model showed good agreement with therefinery data as illustrated in Fig. 9.
A generalised reduced gradient approach is used to estimate theparameters as shown in Table 3.
The yield parameter, ci;j in Table 3 defines the amount of lighthydrocarbons formed. Butane has a high yield compared to otherhydrocarbons. This behaviour could be inferred from the tendencyof heavier hydrocarbons to form butanes during cracking, althoughhydrocracking effect is not considered in the hydrotreating reac-tions. In the context of this paper, the major function of a hydrotr-eater is to consume hydrogen for desulphurisation reactions atcertain flowrates and purity to produce low sulphur products at
fixed sulphur requirements. The unused hydrogen remaining inthe reactor outlet stream is usually recycled with associated lightgases and hydrogen sulphide. From Eq. (3), one of the key con-straints in the production of light hydrocarbons is the maximumsulphur specification in the product stream, which sets the amountof sulphur removed, and subsequently the amount of hydrogenconsumed and light hydrocarbons formed. For hydrogen consum-ing processes, increasing or decreasing the maximum sulphur ina hydrotreated product could affect the recycle hydrogen purityin Eq. (2).
3.2. Integration of reaction correlations in hydrogen networkmodelling
An extended hydrogen consumer model is developed from inte-grating process models for sulphur removal and formation of lighthydrocarbons in the hydrogen consumer. The integration method-ology applied to this work opens up opportunities to exploit vary-ing degrees of freedom that could improve the performance of theoverall integrated optimisation framework. This work presents themathematical formulation and optimisation of integrated multi-component network under variable operating conditions and prod-uct constraints to satisfy product properties.
3.2.1. Reactor inlet constraintsThe reactor inlet constraints include the overall mass and mul-
ticomponent hydrogen balance which ensure that each hydrogensink is supplied with the flowrate and purity requirements of thehydrogen consumer. The inlet of a reactor is made up of threestreams, namely liquid feedstock, make-up hydrogen and recycleshydrogen streams. The material balance at the mix point is givenby:
Fmix;j ¼ Fmu;j þ Fre;j 8 j ð6Þ
Fmix;j � Ymix;i;j ¼ Fmu;j � Ymu;i;j þ Fre;j � Yre;i;j 8 i 8 j ð7Þ
where F, Y and subscript j represents the flowrate of a stream, pur-ity of a stream in mass fraction and hydrotreater respectively. Sub-script i represents other components in the stream such as H2, H2S,CH4, C2H6, C3H8, C4H10, C5H12 as well as pseudo-componentsobtained from simulated distillation profile and bulk density of feedstreams.
Similarly, the amount of gas supplied to the reactor inlet mustbe equal to the flowrate at the mix point and the flowrate of liquidfeedstock for all hydrotreaters.
Fri;j ¼ Fmix;j þ Ffeed;j 8 j ð8Þ

Fig. 8. Light hydrocarbons formed in different periods.
Fig. 9. Model fitting to the refinery data in Fig 8.
Table 3Parameters obtained from the light hydrocarbon model.
Light hydrocarbons/model parameters ci,j (t/h) Ko Ea (kJ/Kmol)
Methane 4.0066 0.1550 365.3463Ethane 8.5276 0.0994 452.7053Propane 25.2526 0.1266 407.6503Butane 28.8097 0.1153 424.7202Pentane 12.4948 0.4589 152.6564
B. Umana et al. / Applied Energy 133 (2014) 169–182 175
Fri;j � Yri;i;j ¼ Fmix;j � Ymix;i;j þ Ffeed;j � Yfeed;i;j 8 i 8 j ð9Þ
Since the feed flowrate is constant, and the mass composition ofhydrogen in the feed is zero, the pure hydrogen flowrate,Fri;j � Yri;i;j; is equivalent to the product of flowrate and purity atthe mix point, 8 i = H2. Initially, the flowrate and purity of the mix-ture are fixed in order to simulate the base case conditions.
3.2.2. Reaction modelTogether with Eqs. (2)–(5), the following constraints define the
overall mass and component balances around the hydrotreater. Amajor feature of this work is the variation in hydrogen consump-tion and light hydrocarbon production as a result of differenthydroprocessing requirements. These requirements affect thehydrogen partial pressure (referred to as the product of operatingpressure and recycle hydrogen purity) of hydrotreating units as
shown in Eq. (2). Changing recycle hydrogen purity would alsoaffect the hydrogen–oil ratio at the reactor inlets as shown in Eq.(7) and consequently, the light hydrocarbons formed and hydrogenconsumed in Eqs. (10) and (11).
Ffi;j � Yfi;i;j ¼ Fri;j � Yri;i;j � RHi;j 8 i ¼ H2 8 j ð10Þ
Ffi;j � Yfi;i;j ¼ Fri;j � Yri;i;j þ Zi;j 8 i ¼ C1 ! C5;H2S 8 j ð11Þ
The variables RHi;j and Zi;j are defined as consumption of hydrogenand production of light hydrocarbons including H2Sj respectively.The values of RHi;j and Zi;j are obtained from the process modelsin Eqs. (2)–(5). The amount of H2Sj formed is calculated in Eq. (5)and the stoichiometric hydrogen consumed from H2S formation isderived from the ratio of molecular weights of hydrogen and hydro-gen sulphide. Similarly, the amount of hydrogen consumed in theformation of light hydrocarbons is obtained from stoichiometry.The total hydrogen consumed is calculated from Eq. (12).
RHi;j ¼ RH2S;i;j þ RCformed;i;j8 i ¼ H2 8 j ð12Þ
where RH2S;i;j = amount of hydrogen consumed to form H2Sj andRCformed;i;j
= amount of hydrogen consumed in the formation of lighthydrocarbons in hydrotreater j. From Eq. (2), sulphur requirementsin the product are assigned upper bound and lower bound con-straints in each hydrotreater depending on the scope of optimisa-tion as in Eq. (13).

176 B. Umana et al. / Applied Energy 133 (2014) 169–182
YLfs;j 6 Yfs;j 6 YU
fs;j 8 j ð13Þ
As a result, hydrogen–oil ratio is allowed to vary to expand thesearch region of the optimisation, but controlled by maintainingthe recycle flowrate. Also, if there are changes in composition ofthe make-up streams from different hydrogen producing sources,changes in composition of recycle and purge streams from lighthydrocarbons formed and hydrogen consumed in hydrotreatingreactions, fixing reactor inlet conditions would not be useful tothe hydrogen network optimisation. A key advantage of the presentapproach is that hydrogen–oil ratio and hydrogen partial pressureare allowed to vary, which is beneficial in exploiting optimisationscenarios.
3.2.3. Flash modelThe outlet stream obtained from the reactor is routed to the
high pressure flash separator for the distribution of reactor prod-ucts into vapour and liquid phases. The vapour phase could beinternally recycled in a complete recycle operation or externallyrecycled in the form of purge to other hydrogen consumers orsent to the fuel system. The liquid phase are either routed to alow pressure separator for further recovery of hydrogen andlight gases or prepared for fuel. Constant equilibrium distribu-tion coefficient (K-value) strategy proposed by Jia and Zhang[13] within narrow composition interval is applied in this work.Accurate prediction of K-values could provide effective reactormodelling and improve the accuracy of process simulation andperformance. Assuming vapour and liquid leaving a flash unitare in equilibrium:
Yvap;i;j ¼ Yliq;i;j � Ki;j 8 i 8 j ð14Þ
Mass balance around the flash separator unit is given by the follow-ing equations:
Ffi;j ¼ Fre;j þ Fliq;j þ Fpu;j 8 j ð15Þ
Ffi;j � Yfi;i;j ¼ Fre;j � Yre;i;j þ Fliq;j � Yliq;i;j þ Fpu;j � Ypu;i;j 8 i 8 j ð16Þ
Ffi;j ¼ Fvap;j þ Fliq;j 8 j ð17Þ
Fvap;j ¼ Fre;j þ Fpu;j 8 j ð18Þ
Yvap;i;j ¼ Yre;i;j ¼ Ypu;i;j 8 i 8 j ð19ÞX
i
Yvap;i;j ¼ 1 8 j ð20Þ
Xi
Yliq;i;j ¼ 1 8 j ð21Þ
Fre;j ¼ FH2C;j1;j 8 j ¼ j1 ð22Þ
Fpu;j ¼ Fpr;j þ FSF;j 8 j ð23Þ
Fpr;j ¼ FH2C;j1;j 8 j–j1 ð24Þ
3.2.4. Hydrogen network modelNormally, the makeup hydrogen to the hydrogen consumers
comes from hydrogen producing sources as in Eq. (25). The rela-tionship between hydrogen producers and consumers in a networkis represented by the network mass balance:X
k
FH2P;k;j ¼ Fmu;j 8 j ð25Þ
Xk
FH2P;k;j þX
j1
FH2C;j1;j ¼ Fmix;j 8 j ð26Þ
Xk
ðFH2P;k;j � YH2P;i;kÞ þX
j1
ðFH2C;j1;j � YH2C;i;j1Þ ¼ Fmix;j � Ymix;i;j 8 j
ð27Þ
Eq. (26) shows that the sum of hydrogen production flowrates fromvarious hydrogen producers, k, externally recycled gas flows fromother consumers, jl, and internally recycled gas flows within con-sumer, j, is equal to the gas flowrate at the reactor inlet mix pointfor consumer, j. Combining with Eq. (27) for multicomponent massbalance, the complete mass balance between hydrogen producersand consumers is obtained.
In a hydrogen network, hydrogen consumers require hydrogenat certain flowrates and purities. The purge gas from the high pres-sure separators of various hydrogen consumers are either reused inother consumers or sent to a site fuel system. The relationshipbetween hydrogen consumers and site fuel system is representedby the following mass balance equations:
Fpu;j ¼ FSF;j þX
j1
FH2C;j;j1 j–j1 8 j ð28Þ
Fpu;j � Ypu;i;j ¼ FSF;j � YSF;i;j þX
j1
ðFH2C;j;j1 � YH2C;i;jÞ j–j1 8 j ð29Þ
Ypu;i;j ¼ YSF;i;j ¼ YH2C;i;j 8 i 8 j ð30Þ
Eq. (28) shows that the purge gas from the flash outlet could be rou-ted to other consumers, as an external recycle or to the fuel gassystem.
Normally, the flowrate from a hydrogen producer are subject tocertain maximum or minimum limits as shown in Eq. (31).
FLH2P;k 6
Xj
FH2P;k;j 6 FUH2P;k ð31Þ
By combining Eqs. (1)–(31), a process network model is formulated thatcomprises non-linear empirical models for prediction of sulphur inproduct, light hydrocarbon formation and hydrogen consumption,and the mass balances of hydrogen producers and consumers in a net-work. The objective function is to minimise operating cost that accountsfor the hydrogen production cost and fuel gas value as in Eq. (32).
Objective ¼ MINX
k
ðFH2P;k � UH2 Þ �X
j
ðFSF;j � USF;jÞ" #
ð32Þ
where UH2 and USF , represent the unit prices of hydrogen and fuelgas respectively. Other costs that are integral in refinery processeconomics have not been considered in this present work. A signif-icant aspect of this work is to develop a strategy for hydroprocessorintegration in multicomponent hydrogen networks and theirimpacts on hydrogen production requirements and fuel gas loss.The additional process constraints proposed in the formulation ofthis methodology are expected to give more realistic solutions.
4. Integrated optimisation framework for refinery processnetworks – A multicomponent strategy
The proposed methodology which incorporates non-linearempirical hydrotreater models to predict the effect of changingprocess variables on hydrotreater performance and its interactionswith the multicomponent hydrogen network model is shown inFig. 10.
The methodology can be summarised into three major steps.
4.1. Integration of process models in a multicomponent framework
The non-linear process models described in Section 3.1 are inte-grated in the multicomponent hydrogen framework with flash

B. Umana et al. / Applied Energy 133 (2014) 169–182 177
integration. Strictly speaking, the ultimate aim of designing a refin-ery process network is to produce distillate fuels that meet envi-ronmental, as well as economic objectives. Consequently,neglecting the hydroprocessors in the optimisation of hydrogennetworks may result in solutions that are not applicable to real sys-tems. By considering the integration of process performance inhydrogen network optimisation, the interactions between processrequirements and qualitative hydrogen distribution can be esti-mated. In this step, operating conditions and hydrogen–oil ratioare fixed for hydrogen consuming processes; the integrated pro-cess models in the hydrogen consumer define the amount ofhydrogen consumed in the process. Flash calculations using con-stant K-value strategy for slight compositional changes were inte-grated in the network to improve the network behaviour andreduce complexity. However, changes in feed source, hydrogensource could result in large variation in K-values which could affectthe accuracy of the solutions.
4.2. Optimisation with varying process operating conditions
Normally, operating conditions in refinery process changes areallowed to vary within specific limits that are suitable for processimprovement. For example, changes in feedstock composition,hydrogen inlet conditions, and reactor temperature result in vary-ing reaction conversions for different sulphur specifications andsubsequently changes to light hydrocarbon production. The effectof these slight changes are described in the resulting variation inhydrogen consumption, flowrate and purity of recycle and purgestreams and overall hydrogen production in the network. Byexpanding the variable search in the network, such as hydrogen
Optimization with variable conditions
Data
Integrated multicomponent network design under varying
operating conditions
Define range of operating conditions
Refinery process network optimisation with integrated non linear process models for varying
process performance
Fig. 10. Integrated optimisation frameworks for refinery process networks.
oil ratio and hydrogen partial pressure, more degrees of freedomcould be exploited to satisfy the objective function, while obtainingoptimal process performance.
4.3. Operational optimisation: Integrated multicomponent design ofrefinery process networks
In addition to allowing boundary tolerance in hydrogen oil ratioand hydrogen partial pressure, a mix of lower reactor temperatureand purity requirements for the same amount of sulphur in prod-uct may be worth exploring for different hydrogen consumers.Consequently, an integrated multicomponent hydrogen networkfor improved operating conditions could be developed dependenton experimental models and limitations. Relaxing operating condi-tions in one hydrogen consumer would normally improve theinteractions between other hydrogen consumers, and subse-quently benefit hydrogen producer supply for an efficient operat-ing mix. Therefore, an optimal combination of flowrate, hydrogenpurity and operating conditions is required to meet desiredspecifications.
5. Case study
5.1. Base case
The hydrogen network base case is presented here to illustratethe applicability of the proposed approach developed for the inte-grated design and optimisation of multicomponent networks. Thecase study describes the simultaneous integration of process mod-els and multicomponent hydrogen network models in the optimi-sation of hydrogen network requirements. The objective of thisstudy is to determine the optimum hydrogen production flowratefor different study scenarios.
The hydrogen network base case consists of two hydrogen pro-ducers: Hydrogen plant, H2 Plant; catalytic reformer, CCR; and fourhydrotreaters: naphtha hydrotreater, NHT; cracked naphtha hyd-rotreater, CNHT; diesel hydrotreater, DHT; and vacuum gas oilhydrocracker, VGOHC. Table 4 shows the detailed feed stream datafor base case.
The components listed in Table 4 are pseudo-componentsderived from the corresponding stream physical properties. Non-linear process models developed in Section 3.1 are integrated inthe multicomponent hydrogen network under fixed operating con-ditions as shown in Table 5, fixed hydrogen–oil ratio, and varyinghydrogen consumption for different hydrotreaters based on sul-phur requirements in the product resulting in an integrated basecase flowsheet in Fig. 11. Hydrogen cost from import is £ 3000/yr[21].
The hydrogen production flowrate obtained from the integratedmulticomponent process network is 11.771 t/h for fixed inlethydrogen conditions. The network diagram in Fig. 11 shows thatrequired sulphur specifications are not compromised while opti-mising hydrogen allocation to different hydrotreaters. In the previ-ous integrated flash methodology without consideration to processor environmental demands [13], and therefore fixing hydrogenconsumption, approximately 22% of hydrogen was spent in the fuelsystem. This present work demonstrates the utilisation of allhydrogen produced within the processes; hence no hydrogenwas routed to the fuel system as indicated in Figs. 11–13. However,hydrogen not required by the process from the integrated con-sumer models is dissolved in liquid product, which could be sub-ject to further low pressure separation. Integrating the hydrogenconsuming processes in the hydrogen network model opens upopportunities to exploit various degrees of freedom available tooptimise the process. For example, recycle hydrogen purity and

Table 4Detailed feed data for base case.
Hydroprocessors NHT CNHT DHT VGOHC
Feed flowrate (t/h) 175.041 75.886 337.563 260.044Compositions (mass fraction)H2 0.0000 0.0000 0.0000 0.0000C1 0.0000 0.0000 0.0000 0.0000C2 0.0000 0.0000 0.0000 0.0000C3 0.0000 0.0000 0.0000 0.0000C4 0.0000 0.0000 0.0000 0.0000C5 0.0000 0.0000 0.0000 0.0000H2S 0.0000 0.0000 0.0000 0.0000PC1-NHT 0.1627 0.0000 0.0001 0.0000PC2-NHT 0.2051 0.0000 0.0002 0.0000PC3-NHT 0.2207 0.0000 0.0002 0.0000PC4-NHT 0.2686 0.0000 0.0003 0.0000PC5-NHT 0.1429 0.0000 0.0002 0.0000PC1-CNHT 0.0000 0.0916 0.0000 0.0000PC2-CNHT 0.0000 0.1675 0.0000 0.0000PC3-CNHT 0.0000 0.2422 0.0000 0.0000PC4-CNHT 0.0000 0.2031 0.0000 0.0000PC5-CNHT 0.0000 0.2957 0.0000 0.0000PC1-DHT 0.0000 0.0000 0.0745 0.0000PC2-DHT 0.0000 0.0000 0.1743 0.0000PC3-DHT 0.0000 0.0000 0.2630 0.0000PC4-DHT 0.0000 0.0000 0.3502 0.0000PC5-DHT 0.0000 0.0000 0.1371 0.0000VGOHC-GA1 0.0000 0.0000 0.0000 0.0062VGOHC-GA2 0.0000 0.0000 0.0000 0.0133VGOHC-GA3 0.0000 0.0000 0.0000 0.0281VGOHC-GA4 0.0000 0.0000 0.0000 0.0192VGOHC-GA5 0.0000 0.0000 0.0000 0.0140VGOHC-NAP1 0.0000 0.0000 0.0000 0.0213VGOHC-NAP2 0.0000 0.0000 0.0000 0.0358VGOHC-NAP3 0.0000 0.0000 0.0000 0.0825VGOHC-NAP4 0.0000 0.0000 0.0000 0.0738VGOHC-NAP5 0.0000 0.0000 0.0000 0.0394VGOHC-DIE1 0.0000 0.0000 0.0000 0.0756VGOHC-DIE2 0.0000 0.0000 0.0000 0.1242VGOHC-DIE3 0.0000 0.0000 0.0000 0.1872VGOHC-DIE4 0.0000 0.0000 0.0000 0.1831VGOHC-DIE5 0.0000 0.0000 0.0000 0.0964
Table 5Base case operating conditions of hydroprocessors.
Hydroprocessors T (K) P (bar) LHSV (h�1)
NHT 623 60 5CNHT 653 65 1.5DHT 633 60 1VGOHC 653 52.96 2
178 B. Umana et al. / Applied Energy 133 (2014) 169–182
hydrogen–oil ratio are obtained from the required sulphur conver-sion and process operating conditions, and these set the hydrogenconsumption and makeup hydrogen requirements of the hydro-processor, which translates into the hydrogen production flowrateof the network. The amount of total hydrogen consumed, sulphurconsumed and light hydrocarbons formed are mainly based onthe HDS and light hydrocarbon process models coupled with stoi-chiometric relationships of HDS process for different sulphur dis-tribution embedded in the hydrogen consumer.
5.2. Optimisation with varying hydrogen inlet conditions
For a multicomponent network configuration with fixed hydro-gen flowrate at the reactor inlet as in Fig. 11, there are limitationsto manipulating the degrees of freedom existent in the integratedframework. For example, product requirements could be achievedat lower make up requirements when there are opportunities totune the inlet hydrogen flow for a given property. In this section,
reactor inlet hydrogen flowrates have been allowed to vary withinbounds, while maintaining the recycle flow as illustrated in Fig. 12.
Fig. 12 shows that hydrogen production flow obtaineddecreases by approximately 2% to 11.547 t/h. As noticed, equilib-rium has been affected, thus resulting in a reduction of dissolvedhydrogen in some hydrogen consumers where makeup hydrogenis decreased compared to base case. Note that the amount of lighthydrocarbons produced is same for both fixed and varying inlethydrogen flow. With varying inlet configuration for hydrogen con-sumers, makeup hydrogen requirements could be decreased forsome hydrotreaters, resulting in a decrease in hydrogen productionflowrate. Table 6 describes the comparison between fixed andvarying inlet conditions.
5.3. Operational optimisation of multicomponent hydrogen network
Suppose it is required to optimise operating temperature, whilemaintaining the same amount of sulphur in product as described inFig. 13.
The resulting multicomponent integrated network shows adecrease in H2 import by 9% from the fixed base case. As observed,dissolved hydrogen has been reduced considerably in most hydro-gen consumers. Slightly lower hydrogen outlet partial pressureshave been obtained for allowable decrease in reaction severity.Table 7 describes the changes in the overall network.
Table 7 shows the change in import obtained from varying H2
inlet only compared with sequential temperature optimisation.An approximate 7% decrease in H2 import proves the overall ben-efit of temperature and purity optimisation.
5.4. Environmental regulatory effects on multicomponent hydrogennetwork
Sometimes environmental regulators demand a more stringentsulphur specification, especially in diesel hydrotreaters. For exam-ple, the case of further sulphur reduction to 6 ppm as in DHT pro-cess in Table 8. Is it really worthwhile to restrict sulphur limits tolower levels?
For every reduction in sulphur, there is a simultaneous increasein temperature, as well as slight increases in outlet hydrogen par-tial pressure. However, the makeup H2 requirement only increasesinsignificantly and thus the H2 import flow. Note that an increasein light hydrocarbons formed is likely; hence building up impuri-ties in the system as seen in Fig. 14.
In some cases, the light hydrocarbon slope tends to be steeperdepending on the feedstock involved and rate of desulphurisation.It is usually desirable to operate within an operational safety enve-lope (OSE) such that a reduction in diesel sulphur specifications toa minimum is checked against increase in operating severity, forexample reaction temperature, build-up of light hydrocarbons inthe recycle loop and the overall effect on hydrogen productionflow. However, note that increase in reaction temperature couldnecessitate a reduction in catalytic activity. If deactivation rate isinversely proportional to the hydrogen partial pressure, then cata-lyst deactivation is expected to follow a downward trend underincreasing hydrogen partial pressure conditions. However, rate ofdeactivation is still evident due to increasing temperature as inFig. 15.
The approach adopted in the constrained optimisation is usefulin allowing effective use of hydrogen in hydrogen consuming pro-cesses. An optimal integrated multicomponent network have beenobtained that allows varying hydrogen inlet conditions, hydrogenconsumption based on sulphur specification constraints, and amix of operating conditions that improves interaction betweenhydrogen use and the overall optimisation of the multicomponenthydrogen network.

Fig. 11. Optimised integrated multicomponent hydrogen network under fixed inlet hydrogen conditions.
Fig. 12. Integrated multicomponent network under varying inlet hydrogen conditions.
B. Umana et al. / Applied Energy 133 (2014) 169–182 179
5.5. NLP hydrogen network optimisation
The NLP network model is optimised with the CONOPT solver inGAMS. With fixed hydrogen–oil ratio and operating conditions, thehydrogen plant production of the integrated multicomponenthydrogen network is 11.77 t/h as shown in Fig. 11. By extendingthe integrated multicomponent network to capture varying inlethydrogen conditions under different sulphur requirements, thehydrogen production flowrate was decreased to 11.55 t/h, result-ing in a savings of 2%. In another scenario, varying operating con-
ditions (temperature) for all hydrogen consuming processes atlower hydrogen purities was explored for the same sulphur speci-fication resulting in an additional benefit of approximately 7%. Fur-ther optimisation based on reduction of sulphur target from15 ppm to 10 ppm was investigated in DHT process. The resultshows that the effect on hydrogen import cost was quite significantcompared to a further decrease to 8 ppm and 6 ppm, whichincurred zero costs in hydrogen import requirements as presentedin Table 8. Hence, there may be no real benefit in exploring lowersulphur requirements.

Fig. 13. Integrated multicomponent networks with optimised CNHT.
Table 6Comparison of fixed and varying H2 inlet conditions.
Cases Fixed and varying inlet H2 for fixed H2 consumption
Hydrogen consumers NHT CNHT DHT VGOHC
Fixed Vary Fixed Vary Fixed Vary Fixed Vary
Fixed reaction conditions 623 623 653 653 633 633 653 653Fixed sulphur in product (wt%) 0.015 0.015 0.015 0.015 0.0015 0.0015 0.100 0.100Makeup hydrogen (t/h) 0.556 1.334 0.649 0.827 2.496 2.457 8.404 7.275External recycle H2 to consumer inlet (t/h) 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000Chemical hydrogen consumed (t/h) 0.398 0.398 0.426 0.426 1.845 1.845 0.908 0.908H2 to external recycle/fuel system (t/h) 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000Dissolved hydrogen (t/h) 0.159 0.937 0.224 0.401 0.651 0.613 7.494 6.368C1 formed (t/h) 0.021 0.021 0.021 0.021 0.020 0.020 0.011 0.011C2 formed (t/h) 0.036 0.036 0.038 0.038 0.034 0.034 0.018 0.018C3 formed (t/h) 0.161 0.161 0.167 0.167 0.153 0.153 0.082 0.082C4 formed (t/h) 0.152 0.152 0.162 0.162 0.144 0.144 0.078 0.078C5 formed (t/h) 0.082 0.082 0.085 0.085 0.077 0.077 0.042 0.042
H2 production flowrate – Fixed case (t/h) 11.771H2 production flowrate – Varying case (t/h) 11.547Cost of H2 saved from fixed case (£/yr) 5,376,000
Table 7Comparisons of simultaneous variation of H2 inlet and reaction temperature conditions.
Cases Varying inlet H2 and varying T for same sulphur in product
Vary reaction conditions NHT CNHT DHT VGOHC
Vary H2 inlet Vary T Vary H2 inlet Vary T Vary H2 inlet Vary T Vary H2 inlet Vary T
Reactor operating temperature (K) 623 623 653 652.93 633 633 653 653Fixed sulphur in product (wt%) 0.015 0.015 0.015 0.015 0.0015 0.0015 0.100 0.100Makeup hydrogen (t/h) 1.334 1.240 0.827 0.823 2.457 2.457 7.275 6.640External recycle H2 to consumer inlet (t/h) 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000Chemical hydrogen consumed (t/h) 0.398 0.398 0.426 0.426 1.845 1.845 0.908 0.908H2 to external recycle/fuel system (t/h) 0.000 0.000 0.000 0.000 0.000 0.000 0.000 0.000Dissolved hydrogen (t/h) 0.937 0.843 0.401 0.397 0.613 0.613 6.368 5.731Pure recycle H2 at the outlet 6.319 6.319 8.990 8.988 39.679 39.679 10.971 10.971C1 formed (t/h) 0.021 0.021 0.021 0.021 0.020 0.020 0.011 0.011C2 formed (t/h) 0.036 0.036 0.038 0.038 0.034 0.034 0.018 0.018C3 formed (t/h) 0.161 0.161 0.167 0.167 0.153 0.153 0.082 0.082C4 formed (t/h) 0.152 0.152 0.162 0.162 0.144 0.144 0.078 0.078C5 formed (t/h) 0.082 0.082 0.085 0.085 0.077 0.077 0.042 0.042
H2 plant flowrate (t/h) – Case I – varying H2 inlet 11.547H2 plant flowrate (t/h) – Case II – varying H2 inlet, T 10.755Cost of H2 saved from Case I (£/yr) 19,008,960
180 B. Umana et al. / Applied Energy 133 (2014) 169–182

Table 8Effect of sulphur restriction in DHT process on the overall network.
Cases Different sulphur content in productHydrogen consumer DHT
Reactor operating temperature (K) 633 639.93 643.48 647.84Varying sulphur in product (wt%) 0.0015 0.0010 0.0008 0.0006Makeup hydrogen (t/h) 2.457 2.458 2.458 2.459External recycle H2 to consumer inlet (t/h) 0.000 0.000 0.000 0.000Chemical hydrogen consumed (t/h) 1.845 1.845 1.846 1.846H2 to external recycle/fuel system (t/h) 0.000 0.000 0.000 0.000Dissolved hydrogen (t/h) 0.613 0.613 0.613 0.613Pure recycle H2 at the outlet 39.679 39.720 39.743 39.768H2S formed (t/h) 5.448 5.450 5.451 5.451H2 import flowrate (t/h) 10.757 10.758 10.758 10.758Cost of H2 increase (£/yr) 24,000 0 0
Fig. 14. A schematic representation of quality trend in hydrotreaters.
Fig. 15. Temperature vs. deactivation rate.
B. Umana et al. / Applied Energy 133 (2014) 169–182 181
By integrating hydrotreating models into multicomponenthydrogen networks for improved network performance, optimisa-tion of hydrogen use, and exploitation of operating variables, thefocus of refinery hydrogen management can now be shifted fromminimising hydrogen consumption to optimising hydrogenutilisation.
A summary of the GAMS calculations for the overall integratedmulticomponent network is as follows:
Computer resource
64-bit operating system,6 GB RAM, 2.4 GHz Intel Core i5-2430MNo. of variables
38 No. of equations 70 CPU time 0.68 s (varies for different cases)6. Conclusions
Until now studies based on refinery hydrogen managementhave fixed hydroprocessor performance in the optimisation of ahydrogen network, thereby neglecting the crucial interactionsbetween hydroprocessors and multicomponent hydrogen net-works. The proposed methodology accounts for this deficiency inthe optimisation of integrated multicomponent process networks.The interactions between varying hydrogen inlet conditions ofhydrogen consuming processes, optimising operating conditionsand constrained process performance indicators have been investi-gated. The effect on light hydrocarbon generation produced fromHDS processes and catalyst activity have also been analysed. Apotential saving of 2% was realised from varying H2 inlet condi-tions and a further reduction of 7% was achieved by optimisingtemperature. Exploiting such degrees of freedom in the networkopens up opportunities for allocating optimum operating condi-tions to hydroprocessors, thereby increasing hydrogen utilisationefficiency and optimising hydrogen production flowrate. By allow-ing simultaneous consideration of hydroprocessor integration,multicomponent hydrogen network optimisation, and varyingoperating conditions, an actual and effective hydrogen optimisa-tion methodology has been implemented.
Acknowledgement
The authors would like to acknowledge Petroleum TechnologyDevelopment Fund for their financial support granted.
References
[1] Towler GP, Mann R, Serriere AJ, Gabaude CMD. Refinery hydrogenmanagement: cost analysis of chemically integrated facilities. Ind Eng ChemRes 1996;35:2378–88.
[2] Alves J. Analysis and design of refinery hydrogen distribution systems. Ph.D.thesis, Department of Process Integration. University of Manchester Instituteof Science and Technology, Manchester, UK; 1999.
[3] Linnhoff B, Mason DR, Wardle I. Understanding heat exchanger networks.Comput Chem Eng 1979;1979(3):295.
[4] Zhao Z, Liu G, Feng X. The integration of the hydrogen distribution system withmultiple impurities. Chem Eng Res Des 2007;85:1295–304.
[5] Hallale N, Liu F. Refinery hydrogen management for clean fuels production.Adv Environ Res 2001;6:81–98.
[6] Liu F, Zhang N. Strategy of purifier selection and integration in hydrogennetworks. Chem Eng Res Des 2004;82:1315–30.
[7] Ahmad MI, Zhang N, Megan J. Modelling and optimisation for design ofhydrogen networks for multi-period operation. J Clean Prod 2011;19:204–11.
[8] Liu F. Hydrogen integration in oil refineries. PhD. Thesis, Department ofProcess Integration, University of Manchester Institute of Science andTechnology, Manchester, UK; 2002.
[9] Kumar A, Gautami G, Khanam S. Hydrogen distribution in the refinery usingmathematical modelling. Energy 2010;35:3763–72.
[10] Liao Z, Wang J, Yang Y, Rong G. Integrating purifiers in refinery hydrogennetworks: a retrofit case study. J Clean Prod 2010;18:233–41.

182 B. Umana et al. / Applied Energy 133 (2014) 169–182
[11] Zhou L, Zuwei L, Wang J, Jiang B, Yang Y. Hydrogen sulphide removal processembedded optimization of hydrogen network. Int J Hydrogen Energy2012;37:18163–74.
[12] Singh BB, Zhang N. Impact of gas phase impurities on refinery hydrogennetwork management. 2005 AIChE Spring National Meeting: ConferenceProceedings. Atlanta, GA, USA; April 2005. p. 1469–80.
[13] Jia N, Zhang N. Multi-component optimization for refinery hydrogen networks.Energy 2011;36(8):4663–70.
[14] Shih SS, Mizrahi S, Green LA, Sarli MS. Deep desulphurisation of distillates. IndEng Chem Res 1992;31:1232–5.
[15] Ho TC. Property-reactivity correlation for HDS of middle distillates. Appl CatalA, General 2003;244:115–28.
[16] Choudhary TV, Parrot S, Johnson B. Unravelling heavy oil desulphurisationchemistry: targeting Clean fuels. Environ Sci Technol 2008;42:1944–7.
[17] Knudsen KG, Cooper BH, Topsoe H. Catalyst and process technologies for ultra-low sulphur diesel. Appl Catal A 1999;189:205–15.
[18] Ancheyta J. Modelling and simulation of catalytic reactors for petroleumrefining. John Wiley & Sons 2011.
[19] El Kady FY, Mohamed LK, Shaban SA. Hydrotreatment of kerosene petroleumfraction to improve its properties. Int J Acad Res 2010:2.
[20] Hasenberg DM, Campagnolo JF. Modelling and simulation of a reaction forhydrotreating hydrocarbon oil. Philips Petroleum Company; 1997.
[21] Blenco G. Hydrogen car revolution; November 2009. <www.h2carblog.com>.

34
Chapter 3 Integrating Hydrocracking Process in Refinery
Hydrogen Network Optimization
This paper explores the impact of varying operating conditions on
hydrocracking process performance and refinery profitability. A semi-empirical
non-linear conversion and yield model have been developed to evaluate the
interrelationship between the hydrocracker process variables and the hydrogen
requirements of the network. The conversion model and light naphtha (LN)
yield model has been derived from first principles modelling of reaction systems.
Other yield of products obtained from VGO hydrocracking is then derived from
LN yield and are based on industrial or experimental data. The developed
models are validated on another industrial data. In addition to the models
proposed in Publication 1, these models are integrated in the refinery hydrogen
network to obtain an overall superstructure consisting of hydroprocessor
models, material balances around the reaction and separation systems, and flash
model. The integrated network is optimized with a CONOPT solver, and the
effects of varying operating conditions can be seen in the product yields and
profitability of the network. The results prove the effectiveness of the model in
accurately predicting existing trends in refinery operations. Consequently, the
model can be used to estimate hydrogen production requirements and profit
based on the feed characteristics and prevailing operating conditions. Dr. Nan
Zhang is responsible for the critical review of this paper.

35
3.1 Publication 2
Umana B, Shoaib A, Zhang N, Smith R. Integrating Hydrocracking
Process in Refinery Hydrogen Network Optimization. Journal of Cleaner
Production. 2015; (Submitted)
P35

1
INTEGRATING HYDROCRACKING PROCESS IN REFINERY HYDROGEN
NETWORK OPTIMIZATION
Blessing Umana, Nan Zhang*, Robin Smith
Centre for Process Integration, School of Chemical Engineering and Analytical Science,
The University of Manchester, PO Box 88, Sackville Street, M60 1QD, UK
ABSTRACT
A method for integrating hydrodesulphurization process models in refinery
hydrogen network models was developed [17]. The present work investigates
the integration of hydrocracking processes in the optimization of hydrogen
networks. The authors have developed process models that could predict
hydrocracker conversion and yields. The integration of these models in the
hydrogen network optimization is carried out on a General Algebraic Modelling
System (GAMs) platform. The effects of these interactions are visible in the
expected results. The findings demonstrate that hydrogen management
programs and process integration initiatives are profitable in the implementation
of actual and effective hydrogen networks.
* Corresponding author: [email protected]
Keywords: Hydrocracking, Process models integration, hydrogen
utilization, hydrogen network, optimization

2
List of Tables
Table 1 Experimental Data for Feed and Products obtained from the Refinery ... 19
Table 2 Boiling range of hydrocracked products ...................................................... 19
Table 3 Feed and operating data in the refinery ........................................................ 22
Table 4 Yield comparison of Industrial and Model predictions I ........................... 24
Table 5 Comparison of feed, operating conditions and parameters between two
industrial data ................................................................................................................. 26
Table 6 Yield comparison of industrial and model predictions II .......................... 28
Table 7 Detailed feed data for base case ..................................................................... 37
Table 8 Comparison of VGO product yields at fixed and varying inlet H2
conditions ........................................................................................................................ 41
Table 9 Sulphur distribution in VGO hydrocracked products ................................ 42
Table 10 Effects of varying temperature on VGO hydrocracker process
performance .................................................................................................................... 42
Table 11 Comparison of fixed and varying inlet H2 conditions for maximum
profit ................................................................................................................................. 45
Table 12 Effect of increasing feed flow on network profitability ............................ 46
List of Figures
Figure 1 Simplified flow diagram of a one stage once-through hydrocracker
configuration ................................................................................................................... 10
Figure 2 Comparison of Industrial and Predicted LN yields [20] .......................... 23
Figure 3 Comparison of Industrial and Predicted yields of hydrocracked VGO . 24
Figure 4 Comparison of Industrial and Predicted LN yields [23] .......................... 27
Figure 5 Comparison of Industrial and Predicted yields for hydrocracked VGO
[23] .................................................................................................................................... 28
Figure 6 Methodology for integration of hydrocrackers in a refinery hydrogen
network ............................................................................................................................ 34
Figure 7 Integrated hydrogen network at fixed operating conditions ................... 38
Figure 8 Integrated hydrogen network under varying inlet H2 conditions .......... 40
Figure 9 Integrated hydrogen network under varying inlet H2 conditions for
maximum profit ............................................................................................................. 44

3
Highlights
A six-lump model for predicting conversion in hydrocracking process based
on feed characteristics and operating conditions has been developed.
Integration of the developed hydrocracker model with a hydrogen network
model is established.
Impacts of operating temperature and pressure on product yields are
quantified.
1. Introduction
Hydrocracking is a catalytic process that converts heavier products into valuable
lower boiling products primarily using cracking, isomerization, and aromatic
saturation reactions in the presence of hydrogen. This is one of the major
conversion processes used in modern refining. Hydrocracking is a versatile
process because of its capability to process a wide variety of feedstocks and
produce superior quality products, namely: high-quality middle distillates,
naphtha with high naphthenic content for reformer feed, lube oil base stocks,
feedstocks for FCC units and ethylene crackers [1].
In the last two decades, the primary driver for growth in the demand for fuels
has been middle distillate, whilst global growth in gasoline demand has been
modest. More recently, the International Energy Agency (IEA) has projected a 48
% increase in middle distillate fuel demand, dominated by diesel in 2020 [2]. The
surging interest in the demand for diesel could be traced to the increased
consumption for transportation and power generation in developing nations.

4
Now, with the tightening of sulphur specifications in diesel fuel to ultra-low
levels, refiners are faced with the challenge of meeting the demand for ultra-low
sulphur diesel (ULSD), which is expected to continue for some time.
Consequently, refiners are investing heavily in middle distillate conversion
units, such as hydrocrackers, as well as in hydrotreating units necessary to
produce ULSD. This increased reliance on hydrocrackers for clean middle
distillate fuel demand has also led to a rise in hydrogen consumption, thus
stretching the existing hydrogen production capacity, and thereby increasing the
cost and creating a deficit in the hydrogen balance of a refinery. Hydrogen is
often produced or purchased in excessive quantity to have sufficient supply
available to hydrogen consuming units. Future trends and legislative
requirements are expected to further increase hydrogen consumption generating
an additional operating cost. With limited and expensive hydrogen availability
for refinery hydrogen consumers, it becomes important to optimize hydrogen
consumption in an overall refinery hydrogen distribution system in order to
utilize hydrogen effectively for maximum profit. Therefore, the development of
process models is a requisite to optimizing hydrogen consumption for an
effective hydrogen management system.
The present strategy would address two major issues: 1. Development of
hydrocracker models that are robust and sufficiently detailed to capture the
behaviour of a process with changes in operating conditions. 2. Integration of

5
hydrocracker performance into hydrogen networks to exploit the interactions
between hydrocrackers and hydrogen networks, and their effect on the overall
network. The resulting superstructure would facilitate the efficient utilization of
hydrogen resources for improved process operation.
2. Review of previous research
The pursuit of hydrogen management programs in refinery hydrogen networks
has been designed to maximize hydrogen recovery and minimize hydrogen
utility flowrate without considering the interactions with hydroprocessors under
these objectives. This approach is particularly important in the early stages of
network design. Towler et al [3] developed the first methodical approach to
analysing hydrogen distribution systems by graphically illustrating the cost and
value concept as the driving force for hydrogen transfer between hydrogen
resources and refinery products. However, this method does not provide a
systematic approach to optimizing hydrogen distribution systems. Alves [4]
proposed the concept of hydrogen pinch by extending the pinch analysis method
of Linnhoff et al [5] to a refinery hydrogen network. A hydrogen pinch shows
the minimum theoretical hydrogen needed from sources to sinks, such that any
further reduction in flowrate would create a negative hydrogen surplus, making
the hydrogen distribution problem infeasible. Hydrogen pinch analysis was

6
quickly adopted in the refining industry and was extended to cover more aspects
of refinery hydrogen management [6].
Some practical limitations exist in the application of two-dimensional graphical
methods to the design of hydrogen distribution networks. Hallale and Liu [7]
extended Alves [4] Linear Programming (LP) technique to a Mixed Integer Non-
Linear Programming (MINLP) formulation to account for pressure constraints.
Liu and Zhang [8] developed a strategy to integrate purifiers in refinery
hydrogen networks. Ahmad et al [9] extended the MINLP model developed by
Liu [10] to multi-period hydrogen network designs. The concept of variable inlet
and outlet pressure configuration was introduced by Kumar et al [11]. Liao et al
[12] accounted for the optimum location of compressors and purifiers in the
optimization of hydrogen distribution networks.
While these methods take into consideration practical constraints, other
constraints such as the actual requirements of hydrogen consuming refinery
processes are neglected. More importantly, the building of process models
within refinery processes to predict the yields, physical and performance
properties of various products as a function of plant operating conditions,
catalyst and feedstock source have been ignored in previous research. Zhang [13]
evaluated the impact of crude oil composition and refining chemistry on the
performance and physical properties of products by developing a consistent and
accurate characterization method for use in the development of molecular-level

7
process models. Peng [14] proposed a Molecular type homologous series
(MTHS) matrix representation that provides a convenient way of describing the
composition, reactions and properties of complex petroleum mixtures. In
addition to hydrocarbons, sulphur and nitrogen compounds were also included
in the matrix. Sun [15] developed a strategy to analyze the interactions between
one diesel hydrotreater and the hydrogen network by using the hydrogen
surplus obtained from hydrogen pinch analysis to simulate the performance of
the hydrotreater with increasing throughput. The author further developed a
molecular model for hydrocracking based on MTHS representation. These
methods of analysing oil mixtures at such a molecular level are very computing
extensive, time-consuming and practically difficult to integrate with the overall
hydrogen network model.
The above mentioned approaches treats hydrogen streams as a binary mixture of
hydrogen and methane. To address this limitation, Singh and Zhang [16]
incorporated the impact of impurities, by integrating a flash model to account
for vapour-liquid equilibrium characteristics within hydrogen consumers and
their effects on an overall hydrogen network. Due to the series of iteration
involved, Jia and Zhang [17] introduced a more efficient approach to
optimization of refinery hydrogen networks by assuming constant vapour-liquid
equilibrium coefficients in the flash calculation.

8
Still, the main focus of the above methodologies is to reduce overall hydrogen
consumption. The effects of different hydrogen supply conditions on the yields
and quality of refining products are not considered, such as the effect of
variations in reaction hydrogen partial pressures, hydrogen-oil-ratio, and other
operating conditions on required product specifications. During
hydrodesulphurization (HDS) reactions, light hydrocarbons are formed
simultaneously from hydrogenolysis and hydrogenation reactions. The actual
prediction of these light ends is not accounted for in the hydrogen network
optimization. With the objective being minimum hydrogen production flowrate,
hydrogen requirements may be misleading and limiting as constraints on
maximum allowable sulphur in product streams are neglected. Also, the
economic potential of the process may be affected as hydrogen giveaways is
common practice in such methodologies. In a recent paper [18], a methodology
for integrating hydrodesulphurization process models in the optimization of
hydrogen networks was proposed. Models for the prediction of sulphur removal
and production of light hydrocarbons were modified to represent the effect of
network dynamics on process performance. The effect of changing sulphur
targets on light hydrocarbon composition and their corresponding hydrogen
requirements was also investigated. An Integrated Framework for assessing the
interactions between hydrotreating reactions and hydrogen distribution systems
in order to maximize efficient utilization of hydrogen and ensure adequate
operability of hydroprocessors was proposed. With growing demand for middle

9
distillates, hydrocracking processes have become vital to the profitability of oil
refineries and put stress on their hydrogen networks. Following the previous
work on hydrotreating processes [18], the purpose of this paper is to develop an
integrated framework to assess further the interactions between hydrocracking
reactions and hydrogen distribution systems by exploiting key degrees of
freedom to improve overall network performance and profitability. Such an
integrated approach, if employed during the early stages of the design of
refinery hydrogen networks could maximize the efficient utilization of hydrogen
by hydrogen consumers and ensure their optimal operation in the overall
network.
3. Integrated design of hydrocracking processes and hydrogen networks
Efficient distribution of hydrogen within a refinery hydrogen network is a major
concern in tackling the hydrogen deficit problem. More importantly, the
interactions between hydrogen consuming units in the overall network are
critical to determining refinery profitability. The proposed methodology focuses
on the integration of a hydrocracker unit in a refinery hydrogen network. A
fundamental aspect of this work is the optimization of hydrocracker operations
for production of maximum distillates and minimum light ends. Depending on
the mode of operation, a typical conversion of 40-80 % can be achieved in once-
through commercial hydrocrackers. In case a high conversion is necessary,

10
unconverted products are recycled (partially or totally) back to the reactor. Such
a configuration can be used to maximize the conversion of heavy ends to middle
distillates. Figure 1 illustrates the one stage once-through hydrocracking scheme
employed in this work.
Figure 1 Simplified flow diagram of a one stage once-through hydrocracker
configuration
The single stage process is commonly used in the conversion of vacuum gas oils
into middle distillates and allows for high selectivity. The conversion is typically
around 50-60 %. The single stage configuration is a combination of hydrotreating
and hydrocracking reactions in one reactor, and hence the catalyst would usually
perform both a hydrogenation and a strong cracking function. The unconverted
material is low in sulphur, nitrogen and other impurities and can be used as
Reactor
HP
Flash
Fractionator
Fuel oilFCC feedEthylene feedLube oil base
Make up
Fresh feed
Recycle H2
Single-stage product
Product gas
Light naphtha
Heavy naphtha
Jet fuel / Kerosene
Diesel
T, P, WHSV, Cat.
SA
One stage
reactor

11
either feed for fluid catalytic cracking units (FCCU) or a blending component for
fuel oil production.
Two levels of hydrocracking severity exist in the description of conversion for
different flow schemes: mild or conventional hydrocracking. In mild
hydrocracking, the process conditions are very similar to those of a vacuum gas
oil desulphurization unit for conversion to significant yields of lighter products.
Typically, a one stage reactor without recycling is used in mild hydrocracking,
and it operates between temperatures (350-4400C), pressures (35-70 bars) and
LHSV (0.3-1.5 h-1). The major characteristics of this process are the production of
high yield of fuel oil and low hydrogen consumption as the process operates at
approximately half of the hydrogen pressure required in conventional
hydrocracking [1]. The quantity and quality of hydrocracker yields obtained are
determined by the combination of operating conditions and catalyst composition
that characterizes the process. The interactions between these process conditions,
feed quality, catalyst properties, product yields and product quality are not
adequately represented without the use of robust process models. The
methodology developed in this work proposes a generic representation of
hydrocracking models embedded into a hydrogen network to yield an
integrated process network. There are three key steps that constitute the
methodology: Development of hydrocracker models that are sufficiently detailed
to capture the dynamic interactions between hydrogen consuming processes and

12
the hydrogen distribution network; Integration of hydrocracker models in the
hydrogen network model to assess the consequence of interactions on overall
network objective; and Scenario optimization of integrated hydrogen networks.
3.1 Model development and validation
Modelling and simulation of hydrocracking units are a difficult task due to a
large number of components in the feedstock, an extremely large number of
reactions, and the complexities associated with measuring feed and product
compositions. Hydroprocessing models are developed to predict the behaviour
of a system from changing feed input or operating variables in a hydrogen
consumer. The modelling methodologies for cracking processes, such as fluid
catalytic cracking and hydrocracking, is often classified into two categories,
namely, lumping models and mechanistic models [19]. Lumping models can be
sub-divided into two groups: models based on wide distillation range fractions
and models based on pseudocomponents (also called discrete lumping). In
discrete lumping approach, the individual components in the reaction mixture
are divided into discrete pseudocompounds (lumps) based on the true boiling
point (TBP), molecular weight (MW), or carbon number (CN) [20]. The
molecules with similar TBP, MW or CN are treated as cracking with a particular
rate constant. Stangeland [21] developed a discrete lumping approach for
predicting hydrocracker yields using correlations based on the boiling points of
each of the pseudocomponents that characterize the cut. The model includes

13
three parameters: one parameter describes the effect of boiling point on the rate
constant; two other parameters determine what products would be generated as
each cut cracks. The predicted yields based on these parameters were obtained at
certain conversion levels. The major disadvantage of this method is that a change
in the specification of the hydrocracker product, or in the number of products
requires reformulating the model and refitting the data [22]. Mohanty et al [23]
adopted Stangeland’s [21] kinetic model for the simulation of a two stage
vacuum gas oil hydrocracker unit. The model assumed that each
pseudocomponent could only form lighter products by a pseudo-homogenous
first order reaction. Calculated yields, hydrogen consumption and reactor
temperature profile were obtained from the model, which showed good
agreement with plant data. Bhutani et al [20] applied the discrete lumped model
approach to kinetic modelling of an industrial hydrocracking unit. The model
was validated and used to analyse the behaviour of an industrial unit with
respect to certain process variables. Also, their study included the optimization
of the hydrocracker unit for multiple objectives. These models described so far
depend on certain feed conversion levels. This work uses a combination of the
discrete lumped approach and end-boiling point based correlations for
predicting conversion and product yields from industrial data. Two aspects of
hydrocracker models are studied: conversion model and hydrocracker yields
model.

14
3.1.1 Feed Conversion model
A hydrocracker conversion model derived from steady state reaction kinetics has
been developed to describe the effects of feed and catalyst properties, interface
variables such as hydrogen-oil ratio, process operating conditions and product
requirements on conversion level.
As discussed before, a conversion of 40 – 80 % of the feed can be achieved in
commercial hydrocrackers. However, if high conversion is required, the bottom
product is recycled back to the reactor for complete conversion, which can be
used to maximize a diesel product. Another factor that affects the degree of
conversion is the hydrogen severity, also referred to as the ratio of mass
flowrates of hydrogen to feed. Hydrogen severity ranges from (1.5 – 4) wt% of
the feed [1]. In mild hydrocracking, it can be assumed as 1.5 wt% of feed and in
conventional hydrocracking as 3.0 wt% of feed [1]. In this work, a one stage
once-through process with an assumed hydrogen severity of 4 wt% is modelled
with industrial data [20]. Some of the assumptions in the development of a
kinetic model in [21] and [23] are considered in this study. The exceptions are the
characteristics of hydrogen stream described in the overall optimization
framework and the built-in dependence of the average residence time on the
ratio of mass flowrates of hydrogen to feed.
Consider a first order reaction kinetics,
(1)

15
Converting rate law from to
(2)
(3)
At steady state, accumulation = 0;
(4)
(5)
(6)
(7)
(8)
where = rate of reaction of reactant A in mol l-1s-1; = reaction rate constant;
= concentration of reactant A; = initial concentration of reactant A; =
residence time in s; = weight hourly space velocity in h-1; = Amount
of catalyst in kg; = mass flowrate of reactant A in kgs-1; = mass flowrate of
hydrogen in kgs-1; = conversion of reactant A; inflow rate of A in
molecules per second; outflow rate of A in molecules per second; =
volume of the reactor in l; = instantaneous reaction rate of A in a given
differential volume.
For a higher rate of hydrogen flow, a shorter residence time is obtained
(9)

16
(10)
For a given space velocity, the average residence time of the catalyst and the
coke content of the catalyst emerging from the reactor decreases with increasing
hydrogen/oil ratio, . To reach a high conversion, the cracking would be
conducted at low space velocity and high temperature, while maintaining a high
hydrogen circulation flow in the reactor section.
(11)
The conversion also increases with the cracking rate constant, . The rate
constant is highly dependent on the nature of hydrocracking feed, catalyst
and operating conditions in the reactor.
The temperature effect of the specific reaction rate could be correlated with the
Arrhenius equation:
(12)
where frequency factor (h-1), and represents the apparent activation energy.
Li [24] reported that the relative deviation of
is not greater than 3 %

17
when and vary in a reasonable range. So the apparent activation energy was
set to a constant value [24] of (E = 108 KJ/mol).
The rate of hydrocracking for pure normal alkanes increases in the ratio
1/32/72/120 for C5/C10/C15/C20 [26]. As a result, there is a strong increase in the rate
constant as boiling point increases. In the present conversion model, is
calculated as the ratio of boiling points of the heaviest pseudocomponent in the
product to the feed end point, in 0F to reflect the overall product range. Also,
normal paraffins of a given molecular weight crack more quickly than their
corresponding isoparaffins or cyclic compounds [20]. For example, the rate of
cracking of n-paraffins is more than the rate of cracking of aromatics,
cycloparaffins, and isoparaffins of the same carbon number. Based on this effect
of varying hydrocarbon classes on the rate of hydrocracking, the term, “feed
quality parameter (FQP)” represented as is introduced in the conversion
model to differentiate feed types. Under hydrocracking reaction conditions, each
of the hydrocarbon classes exhibits different crackability. As a result, an attempt
to establish their effects on the cracking behaviour of different feedstocks is
made. Similar to a feed characterization factor, this parameter describes the
tendency towards a paraffinic or aromatic feed. While not largely definitive, it
can be observed that higher specific gravity feeds tend to be more naphthenic
(feed quality parameter < 12.5) and lower specific gravity feeds incline to a
paraffinic nature (feed quality parameter > 12.5). Other hydrocarbons, such as

18
the highly aromatic types tend to exhibit values of 10.0 or less. It is important to
note that the feedstock endpoint affects the catalyst deactivation rate. Higher
boiling point feeds have a high tendency to form coke, and thus would require
higher pressures, larger reactors, and temperature-stable catalysts. The equation
for overall feed conversion is given as:
(13)
where = conversion; = specific surface area of catalyst, m2/g; = pressure,
atm; = pressure dependent parameter; = rate constant, h-1; = ratio of end-
boiling points of product to feed; = hydrogen-oil ratio; = specific gravity; =
feed quality parameter; = weight hourly space velocity, h-1.
3.1.2 Hydrocracker Yield Models
A six-lumped experiential yield model for gases (GA), light naphtha (LN), heavy
naphtha (HN), kerosene (KER), diesel (DIE) and unconverted oils (UCO), as a
general function of conversion has been developed. The unconverted fraction
(UCO) is the difference of the overall expected yield fraction (usually 1) and the
sum of yield fraction for the five product sets. Table 1 and Table 2 show the
experimental data for feed and products obtained from a refinery [20] and the
boiling point range of the hydrocracked products.

19
Table 1 Experimental Data for Feed and Products obtained from the Refinery
Feed HTEffluent LN HN KS LD HD UCO
IBP 310 34.7 101.1 163.9 199.2 305.2 315.5
5% 363.5 42.5 107.3 179.7 206.6 321.8 361
10% 383.5 46.8 109 183.5 219 326 380.5
20% 407.5 52 111.1 191 403
30% 424.5 56.5 113.6 198.1 227.8 333 417.5
40% 429
50% 456.5 66 119.1 216 244.6 342.4 440.5
60% 453
70% 487 73.2 126.6 237.8 258 356 467
80% 504 483.5
90% 526.5 85.1 138 263.7 272.2 373.4 507
95% 543 91.9 142.7 272.5 278 378.6 526.5
FBP 578 101.4 160.5 277.2 280 380.6 566
ρ 150C 0.933 0.883 0.68 0.75 0.81 0.82 0.83 0.84
Table 2 Boiling range of hydrocracked products
94.46 214.52 213.98 320.9 327.02 530.96 390.56 717.08 599.9 1050.8
UCOProducts LN HN KER DIE
47930
Boiling range (0F)
Mass flowrate (kg/h) 11400 17200 34030 25880
The feed and products are characterized into 58 pseudocomponents using oil
manager in Aspen Hysys. Light components such as methane, ethane, propane
and butane were grouped into pseudocomponent 1. The available experimental
assay data in Table 1 is used to evaluate pseudocomponent composition of
industrial products such as LN, HN, KS, and Diesel. LD (light diesel) and HD
(heavy diesel) are grouped into one common name, Diesel. The mass flowrates
of products are obtained from [20].

20
The model for the yield of each pseudocomponent in the LN range as a function
of conversion, relative rate constant and selectivity to LN fraction (Equation 14)
is first calibrated and validated with a set of industrial data [23].
(14)
Stangeland [21] proposed an expression that could reflect the differences in feed
composition and catalyst character using a minimum number of parameters:
(15)
where = TBP/1000 in 0F and = 1. For any value of the parameter ‘A’, k (0) = 0
and k (1) = 1. Above = 1, is greater than one, unless A is negative. Since A
usually lies in the range of (0 – 1), varies from a linear to a cubic function.
Parameter ‘A’ could be said to define the shape of the yield curve in the LN
boiling range. Other yield models are based on the predictions from LN yield.
The mass fraction of butane and lighter components represented as
Pseudocomponent 1 is described as the difference between conversion and total
product yield. The result obtained showed reasonable accuracy with industrial
data.
(16)
where = pseudocomponent 1; = conversion; are the
yields of light naphtha, heavy naphtha, kerosene and diesel respectively.

21
The total yield of light naphtha is then given as the sum of the yields of
pseudocomponents in the light naphtha range.
(17)
A maximum of ten parameters (A, SP, β, α, ) is
obtained for the conversion and yield models for six product lumps. is the
number of pseudocomponents in the light naphtha range. As parameter ‘A’
affects the shape of the yield curve, it varies to some extent with different
feedstocks. The proposed model is implemented in a software package for
nonlinear regression, based on the least squares method, to obtain optimized
kinetic parameters for the modified model. The results are plausible; in
particular the feed quality parameter obtained changes with the specific gravity
of different feedstocks similar to Watson’s characterization factor [25]. However,
these tendencies apply if the initial guess is close enough to the final value, a
fundamental limitation of deterministic solution methods. In the future, the
PONA feed composition would be correlated with the feed quality parameter, β,
to validate its relationship with specific gravity. Parameters ‘SP’ represent the
selectivity to LN yield and ‘α‘ parameter is associated with the catalyst surface
area. Parameters and represent coefficients in the yield model for HN, KER
and DIE products. By using the obtained parameters, it is possible to determine
the grouped product distribution for VGO hydrocracked products and the

22
pseudocomponent composition for the LN lump. Table 3 shows the feed,
operating data and the resulting parameters for the refinery in [20].
Table 3 Feed and operating data in the refinery
Feed properties
Specific gravity
Product properties
Final pseudocomponent boiling point of product (0F)
μ (coefficient in yield model for HN, KER and DIE)
γ (coefficient in yield model)
3.6810; 2.7983; 2.1729
0.5524; 0.6184; 0.5884
Operating conditions
A (relative rate function dependent parameter)
SP (selectivity parameter)
β (feed quality parameter)
α (surface area dependent parameter)
Temperature (K)
Pressure (atm)
LHSV (h-1)
Hydrogen severity (assumed)
Catalyst surface area (m2/g)
Parameters
0.9330
1012.8
672
170
1.43
0.04
1.1767
115
0.9927
3.0182
10.8960
The LN predictions from the model showed good agreement with industrial
data as shown in Figure 2 below.

23
0
0.005
0.01
0.015
0.02
0.025
0.03
57.7 76.2 93.3 111.0 128.8 146.7 163.7 180.8 198.5 211.0
LN
yie
ld (
-)
TBP(0F)
LN yield (Industrial)
LN yield (model)
Figure 2 Comparison of Industrial and Predicted LN yields [20]
The yield models for all other products are obtained using a successive
exponential-polynomial distribution as given in the following equations:
(18)
(19)
(20)
where represent the sum of the yields for LN, HN, KER and
DIE respectively; are the ratios of the pseudocomponent end-
boiling point for HN, KER and DIE and the heaviest pseudocomponent boiling

24
point of feed. The total yield of naphtha forms the basis for the lump prediction
of other hydrocracker yields as shown in Figure 3 below.
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
GAS LN HN KER DIE UCO
Industrial yield (-)
Predicted Yield (-)
Figure 3 Comparison of Industrial and Predicted yields of hydrocracked VGO
Table 4 shows the comparison between Industrial and Predicted yields.
Table 4 Yield comparison of Industrial and Model predictions I
Products /
Unconverted
feed
Industrial
yield (-)
Predicted
Yield (-)Difference % difference
GAS 0.025 0.026 -0.001 -4.000
LN 0.082 0.080 0.002 2.395
HN 0.123 0.123 0.000 0.065
KER 0.243 0.242 0.001 0.384
DIE 0.185 0.185 0.000 0.078
UCO 0.343 0.345 -0.002 -0.644

25
The maximum percentage error obtained from the developed model is
approximately -4 % (due to a small base value of GAS), and the average
percentage error is approximately 1.3 %.
Having obtained these correlations, an attempt is made to validate the model by
reproducing similar results on a different industrial hydrocracking data [23].
Table 5 shows the feed, operating data and resulting parameters obtained from
another industrial data and its comparison of parameters with the previous
industrial data [20]. An attempt is made to validate the model by reproducing
similar results on another industrial hydrocracking data [23]. Table 5 shows the
feed, operating data and resulting parameters obtained from another industrial
data and its comparison of parameters with the previous industrial data [20].

26
Table 5 Comparison of feed, operating conditions and parameters between two
industrial data
Bhutani
et al [19]
Mohanty
et al [18]
0.9330 0.8927
1012.8 936.5
672 672
170 172
1.43 1.83
0.04 0.04
115 124.7
0.993 0.994
3.262 6.373
10.739 11.668
0.925 0.638
A (relative rate function dependent parameter)
SP (selectivity parameter)
β (feed quality parameter)
α (surface area dependent parameter)
Temperature (K)
Pressure (atm)
LHSV (h-1)
Hydrogen severity (assumed)
Catalyst surface area (m2/g)
Parameters
Operating conditions
Feed properties
Specific gravity
Product properties
Final pseudocomponent boiling point of product (0F)
Parameters μ and γ for HN, KER and DIE, in the case of Mohanty [23] are 0.2983;
0.7083; 0.8007; and 1.7171; 2.7420; 2.4520; respectively. The relative rate function
dependent parameter ‘A’ gives information on the shape of the curve. Since A
usually lies in the range of 0 to 1, the relative rate expression also varies from a
linear to a cubic function. The selectivity parameter defines the relative
production of light naphtha to the formation of other products. Feedstocks with
lower endpoints would have a higher selectivity to form lighter fractions
compared to high endpoints. As observed in Table 5, similar to Watson
Characterization Factor, the feed quality parameter increases with a decrease in
low specific gravity. Thus, it is possible to describe the nature of the feed as a

27
function of its paraffinicity. Although, these parameters are linked to certain
degrees of significance, it is not completely definitive. However, the different
parameters obtained from the data have illustrated the usefulness of the model
in a wider context. Figure 4 below shows the model behaviour in predicting LN
yields from [23].
0
0.01
0.02
0.03
0.04
0.05
0.06
81.5 126.5 171.5 216.5
LN
yie
ld (
-)
TBP(0F)
LN yield (Industrial)
LN yield (Model)
Figure 4 Comparison of Industrial and Predicted LN yields [23]
The result from the LN yield model showed good agreement with industrial
data. Although, only four data points were provided in the LN range, the
parameters obtained were relevant for comparison with the original data. The
yields of other fractions obtained are shown in Figure 5.

28
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
GAS LN HN KER DIE UCO
Industrial yield (-)
Predicted Yield (-)
Figure 5 Comparison of Industrial and Predicted yields for hydrocracked VGO
[23]
Table 6 shows the model predictions obtained from the industrial data in [23].
Table 6 Yield comparison of industrial and model predictions II
Products /
Unconverted
feed
Industrial
yield (-)
Predicted
Yield (-) Difference % difference
GAS 0.035 0.036 -0.001 -2.857
LN 0.086 0.085 0.001 1.052
HN 0.075 0.075 0.000 0.000
KER 0.191 0.191 0.000 0.063
DIE 0.253 0.253 0.000 0.006
UCO 0.373 0.360 0.013 3.485
The maximum percentage error obtained is approximately 3.5 %, and the
average percentage error is approximately 1.3 %.

29
3.2 Integration of hydrocracker models in hydrogen networks
The previous methodology [18] addressed the integration of sulphur removal
models with the production of light hydrocarbons in HDS processes. This work
presents the mathematical formulation and optimization of integrated hydrogen
networks under variable operating conditions and product quality / yield
constraints. In this section, we model the mass balance around the hydrocracker
and the column. Other relevant equations, such as the reactor inlet constraints,
flash calculations, and hydrogen network model are presented in previous work
[18].
3.2.1 Hydrocracker model
Combining Eqs. (13) to (20) and the sulphur removal / light hydrocarbon
production models in [18], the following constraints define the overall mass and
component balances around the hydrotreaters / hydrocracker, .
(21)
(22)
represent the pure hydrogen flowrate to the flash inlet and
represent the pure hydrogen flowrate to the reactor inlet .
are the light hydrocarbons produced from methane to pentane. The
variables and are defined as consumption of hydrogen in all
hydroprocessors and production of light hydrocarbons in hydrotreaters

30
including respectively. The total hydrogen consumed in hydrocrackers is
calculated as follows:
(23)
where = amount of hydrogen consumed to form and =
amount of hydrogen consumed in the formation of light hydrocarbons from
hydrodesulphurisation reactions. is the hydrogen consumed due to
cracking reactions in the hydrocracker, and could be obtained as functions of the
hydrogen-oil ratio at the inlet of hydrocracker and conversion.
Note also that the products obtained from cracking reactions contain some
amount of residual sulphur. Assuming that the remaining sulphur is present in
only the liquid phase, the product sulphur levels in pseudocomponent, for each
pseudocomponent boiling range, in VGO hydrocracker, can be estimated by
incorporating product yields and properties in Eq. (24).
(24)
= ratio of boiling points of pseudocomponents, to the heaviest
pseudocomponent boiling point in the feed for each product range, ; =
total sulphur in the entire product range; = yield of products, obtained
from hydrocracker, As shown in Eq. (24), in the HDS model representing the
nature of feed and product characteristics has been replaced with which
represents the product characteristics in each pseudocomponent boiling range.

31
The sulphur in each pseudocomponent fraction relates directly to the yields
obtained for each fraction. Light fractions would usually contain the most
reactive sulphur compounds while the most refractory sulphur compounds
concentrate in the heavy fractions. The sulphur in the unconverted fraction is
obtained by subtracting the sulphur in each pseudocomponent range from the
total sulphur in the product in Eq. (25).
(25)
The total sulphur distribution in each product range is the sum of the individual
sulphur amount obtained from Eq. (24).
In a hydrocracker, the light hydrocarbons formed are grouped into the lowest
pseudocomponent number. In some cases, they usually reflect an approximate
quarter fraction of light naphtha yield. The hydrogen consumed in the
hydrocracker is a combination of the chemical hydrogen consumed from feed
conversion to obtain hydrocracked product yields and the chemical hydrogen
consumed due to hydrotreating reactions.
A major feature of this work is the integration of conversion models as a function
of hydrogen/oil ratio in the overall network model, thus allowing interactions
between the hydrogen distribution system and the process operating system in
the formation of light gases, LN, HN, KER and DIE products from VGO
hydrocracking.

32
3.2.2 Column Mass Balance
The liquid outlet from the high pressure separator consisting of VGO
hydrocracked products is routed to a fractionating column.
(26)
where are flowrates of butane (representing
light hydrocarbons), light naphtha, heavy naphtha, kerosene, diesel and
unconverted oil respectively. The flowrates of naphtha, kerosene and diesel are
functions of the total flowrate of liquid product and their respective yield
fractions. An overall mass balance around the reaction-separation system is also
included in the model.
(27)
where is the flowrate of feed to hydroprocessor, ; is the flowrate of
the makeup stream to hydroprocessor, and is the flowrate of recycle to
hydroprocessor,
By combining these equations, An integrated hydrogen network model is
formulated that comprises non-linear empirical process models for prediction of
sulphur in products, light hydrocarbon formation, feed conversion, yields of
hydrocracked products and hydrogen consumption; and mass balances of

33
hydrogen producers and consumers in a network is developed. The objective
function is to minimize operating cost that accounts for the hydrogen production
cost and fuel gas value as in Eq. (28).
(28)
where and represent the flowrates of hydrogen from the hydrogen
producer and flowrates of fuel from the hydrogen consumers; and
represent the unit prices of hydrogen and fuel gas respectively. Other costs that
are integral in refinery process economics are not considered in this present
work. In most cases where hydrocracking processes are considered, refiners
would usually be concerned with how much value they can obtain from
products. The objective function is to maximize profit as in Eq. (29).
(29)
where are the flowrates of liquid products from
naphtha, kerosene and diesel hydrotreaters respectively;
are flowrates of butane, also referred to as light
hydrocarbons lumped into pseudocomponent 1; liquid products: light naphtha,
heavy naphtha, kerosene and diesel from VGO hydrocracker respectively;
are unit prices of butane, naphtha, kerosene and diesel
respectively. The additional process constraints proposed in the formulation of

34
this methodology are expected to give more realistic solutions as demonstrated
in the case study.
4. Integrated optimization framework for hydrogen networks
An extended methodology framework in Figure 6 has been proposed to
illustrate the integration of hydrotreater as well as hydrocracker models in the
optimization of hydrogen networks. The methodology captures the effect of
changing process variables, such as hydrogen/oil ratio on conversion and
product yields in a hydrocracker.
Data collection
Hydrocracker process
model regression and
Overall network
modelling
Overall network
optimization
Figure 6 Methodology for integration of hydrocrackers in a refinery hydrogen
network
The methodology can be summarised into three major steps:

35
4.1 Hydrocracker process model regression and validation
The non-linear process models developed from first principles steady state
kinetics in Section 3.1 is used to predict feed conversion and six-lumped product
yields in a hydrocracker. The process model qualitatively and quantitatively
describes the effect of feed characteristics, process operating conditions and
product properties on the conversion and product yields. The model is regressed
and validated with industrial data.
4.2 Overall network modelling
The nonlinear process models are integrated into the hydrogen network model.
The overall network model can be set up in an optimization environment such as
GAMS. The hydrogen inlet flow to process units is allowed to vary to
accommodate the effects of changing operating conditions on overall network
performance.
4.3 Overall network optimization
The validated process models are integrated in a hydrogen network model to
exploit the interactions between changing hydrocracker process conditions and
network performance. Depending on the hydrocracking process objective,
changes in feed flow, hydrogen oil ratio, and reactor temperature would result in
different feed conversions and subsequently changes to hydrocracker product
yields. The effects of these changes are reflected in hydrogen consumption

36
levels, product distribution from hydrocrackers, overall hydrogen requirements
in the network, and the overall profitability of the whole system.
5. Case study
5.1 Base case
A base case is presented here to illustrate the integration of hydrocracking
processes in refinery hydrogen network optimization. The objective is to
determine the optimum hydrogen production flowrate for different case
scenarios and maximum profit.
The hydrogen network base case consists of two hydrogen producers: a
Hydrogen plant, H2Plant; a catalytic reformer, CCR; three hydrotreaters: a
naphtha hydrotreater, NHT; a kerosene hydrotreater, KHT; a diesel
hydrotreater, DHT; and a vacuum gas oil hydrocracker, VGOHC. The detailed
feed stream data for the base case is shown in Table 7.

37
Table 7 Detailed feed data for base case
Hydroprocessors NHT CNHT DHT VGOHC
Feed flowrate (t/h) 175.04 75.89 337.56 301.00
H2 0.0000 0.0000 0.0000 0.0000
C1 0.0000 0.0000 0.0000 0.0000
C2 0.0000 0.0000 0.0000 0.0000
C3 0.0000 0.0000 0.0000 0.0000
C4 0.0000 0.0000 0.0000 0.0000
C5 0.0000 0.0000 0.0000 0.0000
H2S 0.0000 0.0000 0.0000 0.0000
PC1-NHT 0.1627 0.0000 0.0001 0.0000
PC2-NHT 0.2051 0.0000 0.0002 0.0000
PC3-NHT 0.2207 0.0000 0.0002 0.0000
PC4-NHT 0.2686 0.0000 0.0003 0.0000
PC5-NHT 0.1429 0.0000 0.0002 0.0000
PC1-CNHT 0.0000 0.0916 0.0000 0.0000
PC2-CNHT 0.0000 0.1675 0.0000 0.0000
PC3-CNHT 0.0000 0.2422 0.0000 0.0000
PC4-CNHT 0.0000 0.2031 0.0000 0.0000
PC5-CNHT 0.0000 0.2957 0.0000 0.0000
PC1-DHT 0.0000 0.0000 0.0745 0.0000
PC2-DHT 0.0000 0.0000 0.1743 0.0000
PC3-DHT 0.0000 0.0000 0.2630 0.0000
PC4-DHT 0.0000 0.0000 0.3502 0.0000
PC5-DHT 0.0000 0.0000 0.1371 0.0000
PC1-VGOHC 0.0000 0.0000 0.0000 0.0037
PC4-VGOHC 0.0000 0.0000 0.0000 0.0046
PC7-VGOHC 0.0000 0.0000 0.0000 0.0062
PC22-VGOHC 0.0000 0.0000 0.0000 0.0654
PC23-VGOHC 0.0000 0.0000 0.0000 0.0616
PC24-VGOHC 0.0000 0.0000 0.0000 0.0556
PC25-VGOHC 0.0000 0.0000 0.0000 0.0500
PC26-VGOHC 0.0000 0.0000 0.0000 0.0362
PC27-VGOHC 0.0000 0.0000 0.0000 0.0217
PC28-VGOHC 0.0000 0.0000 0.0000 0.0268
Compositions (Mass %)
The composition for VGO feed is condensed for brevity purposes. The feed
properties, operating conditions in VGO hydrocracker, parameters obtained for
the conversion and yield models are listed in Table 5. The nonlinear

38
hydrocracker process model developed in Section 3.1 along with hydrotreater
models (refer to HDS and light hydrocarbon models in [18]) is integrated in the
hydrogen network under fixed operating conditions. The prices for VGO
feedstock, hydrogen, butane, naphtha, kerosene and diesel are £562.91/ton [38],
£3000/ton [35], £385.95/ton, £594.81/ton, £675.95/ton, and £593.3/ton [36]
respectively. For the objective of minimum hydrogen, an integrated hydrogen
network at fixed operating conditions in is shown in Figure 7.
H2
Plant
NHT
7.294 t/h
86.6 %
10.782 t/h
83.4 %
46.811 t/h
84.8 %
11.785 t/h
92.56 %
15.47 t/h
21.5 %
2.695 t/h
92.56 %
9.09 t/h
92.56 %
To
external
recycle
0.000 t/h
0.000 t/h
83.4 %
0.000 t/h
84.8 %
0.000 t/h
21.5 %
0.159 t/h
0.224 t/h
0.651 t/h
1.326 t/h
CNHT
DHT
VGOHC
Figure 7 Integrated hydrogen network at fixed operating conditions

39
The hydrogen production is 11.785 t/h. By integrating hydrogen consuming
processes in the hydrogen network model, there are opportunities to exploit
additional degrees of freedom for optimization. For example, product quality
requirements from hydrotreating units set the levels of hydrogen-oil ratio
demanded by the processes, and consequently the amount of hydrogen
consumed, which leads to the hydrogen production flowrate of the network. It is
important to allow hydrogen inlet flowrates and purities to vary to exploit the
interactions between the processes and the hydrogen network.
5.2 Optimization with varying hydrogen inlet conditions
Selectivity and yield of a particular distillate fraction can be improved through
the manipulation of operating conditions in reactors and fractionators. For a
network configuration with fixed hydrogen flowrate at a reactor inlet as in
Figure 7, there are limitations to exploiting the interactions between process
performances and operating conditions in the network. By controlling the
degrees of freedom existent in the integrated framework, it is possible to
conserve the amount of hydrogen made available to hydroprocessing reaction,
while achieving certain yield and quality specifications. In this case, reactor inlet
hydrogen flowrates are allowed to vary as illustrated in Figure 8.

40
H2 Plant
NHT
7.294 t/h
86.6 %
10.782 t/h
83.4 %
46.811 t/h
84.8 %
11.649 t/h
92.56 %
15.47 t/h
21.1 %
2.589 t/h
9.032 t/h
92.56 %
To
external
recycle
0.000 t/h
86.6 %
0.000 t/h
83.4 %
0.000 t/h
84.8 %
0.000 t/h
21.1 %
0.150 t/h
0.224 t/h
0.575 t/h
1.311 t/h
CNHT
DHT
VGOHC
0.018 t/h
92.56 %
Figure 8 Integrated hydrogen network under varying inlet H2 conditions
Figure 8 shows a decrease in hydrogen production requirements by
approximately 1 % as a result of a decrease in makeup hydrogen requirements
and hydrogen-oil ratio. The effects of a decrease in hydrogen-oil ratio are seen in
the changes in conversion and product yields in the hydrocracker as shown in
Table 8. Table 8 describes the significance of integrating hydrogen consumer
models in the hydrogen network model at fixed and varying inlet H2 conditions.

41
Table 8 Comparison of VGO product yields at fixed and varying inlet H2
conditions
NHT CNHT DHT
Fixed Fixed Fixed Fixed Vary
623 653 633 672 672
0.015 0.015 0.0015 66.925 66.636
0.556 0.649 2.494 8.414 8.288
0.398 0.426 1.845 7.088 6.977
0.159 0.224 0.651 1.326 1.311
0.021 0.021 0.020
0.036 0.038 0.034
0.161 0.167 0.153
0.152 0.162 0.144
0.082 0.085 0.077
9.719 9.593
0.0860 0.0856
0.1388 0.1365
0.2248 0.2221
0.3074 0.2500
0.1068 0.1621
0.3308 0.3336Yield of unconverted fraction (-)
H2 production flowrate - fixed case (t/h) 11.785
H2 production flowrate - Varying case (t/h) 11.649
Yield of diesel (-)
C3 formed 0.048
C4 formed 0.045
C5 formed 0.024
Pure hydrogen inlet flowrate (t/h)
Yield of light naphtha (-)
Yield of heavy naphtha (-)
Yield of full naphtha range (-)
Yield of kerosene (-)
C2 formed 0.011
Cases Effects of Fixed and Varying inlet H2 on product yields
Hydrogen consumersVGOHC
Fixed reaction conditions (Temperature, K)
Fixed sulphur in product /calculated conversion for VGOHC(wt%)
Makeup hydrogen (t/h)
Chemical hydrogen consumed (t/h)
Dissolved hydrogen (t/h)
C1 formed 0.006
Light hydrocarbons produced from HDS (t/h)
From Table 8, it is observed that a decrease in hydrogen inlet flowrate results in
a decrease in hydrocracking conversion and product yield redistribution while
maintaining constant temperature and fixed sulphur requirements in product in
both cases. This decrease in hydrogen inlet flowrate results in a corresponding
decrease in lighter products, increase in diesel formation, increase in
unconverted fraction and an overall decrease in hydrogen requirements. With
fixed sulphur requirements in hydroprocessors, the amount of light
hydrocarbons formed from HDS reactions is essentially the same for both fixed

42
and varying configurations. Note also that the remaining sulphur in the liquid
effluent is redistributed among the products. For a 1.4 wt. % of sulphur in the
liquid effluent, Table 9 shows the sulphur distribution among the products
obtained from VGO hydrocracking before and after optimization.
Table 9 Sulphur distribution in VGO hydrocracked products
LN HN KER DIE UCO
Sulfur, wt % 0.00004 0.00016 0.00185 0.00576 1.40978
After Optimization Sulfur, wt % 0.00004 0.00015 0.00175 0.00624 1.40940
Products
Before Optimization
As shown in Table 9, most of the sulphur remaining in the liquid effluent are
refractory in nature, and hence concentrate in the heaviest boiling fraction.
5.3 Optimization with varying temperature
Table 10 describes the effects of simultaneously varying temperature and
hydrogen flow at constant feed flow on product yield pattern.
Table 10 Effects of varying temperature on VGO hydrocracker process
performance
301 301 301
672 670 668
66.636 65.291 63.912
6.977 6.834 6.689
9.593 9.572 9.551
0.086 0.084 0.082
0.136 0.126 0.114
0.250 0.241 0.186
0.162 0.209 0.212
11.649 11.626 11.603
Yield of heavy naphtha (-)
Yield of kerosene (-)
Yield of diesel (-)
Hydrogen Production flowrate (t/h)
Feed flow (t/h)
Variable reaction conditions (Temperature, K)
Calculated conversion for VGOHC (wt%)
Chemical hydrogen consumed (t/h)
Pure hydrogen flowrate (t/h)
Yield of light naphtha (-)

43
By decreasing temperature in VGO hydrocracker, the amount of hydrogen
consumed is decreased resulting in a decrease in the yield of light fractions and
an increase in diesel fraction. The decrease in VGO conversion decreases the
chemical hydrogen consumed and affects the yield of light and heavy ends. In
most cases, the range of variation for inlet hydrogen is further extended to
accommodate changing operating conditions.
5.4 Optimization for maximizing profit at varying inlet H2 conditions
For the objective of maximizing profit, the resulting trend is quite different. The
fixed case in Figure 7 remains the same. Figure 9 shows the results obtained from
varying inlet H2 when it is required to maximize profit.

44
H2 Plant
NHT
7.294 t/h
10.782 t/h
83.4 %
46.811 t/h
84.8 %
11.921 t/h
92.56 %
15.47 t/h
21.1 %
2.589 t/h
92.56 %
9.226 t/h
92.56 %
To
external
recycle
0.000 t/h
0.000 t/h83.4 %
0.000 t/h84.8 %
0.000 t/h
21.1 %
0.150 t/h
0.224 t/h
0.575 t/h
1.34 t/h
CNHT
DHT
VGOHC
0.018 t/h
92.56 %
Figure 9 Integrated hydrogen network under varying inlet H2
conditions for maximum profit
In this case, an increase in makeup H2 to the VGO hydrocracker results in an
increase in overall hydrogen-oil ratio to the hydrocracker, therefore increasing
hydrogen production requirements by approximately 3 %, while increasing
profit.

45
Table 11 Comparison of fixed and varying inlet H2 conditions for maximum
profit
NHT CNHT DHT
Fixed Fixed Fixed Fixed Vary
623 653 633 672 672
0.015 0.015 0.0015 66.93 67.21
0.556 0.649 2.494 8.414 8.540
0.398 0.426 1.845 7.088 7.200
0.159 0.224 0.651 1.326 1.340
0.021 0.021 0.020
0.036 0.038 0.034
0.161 0.167 0.153
0.152 0.162 0.144
0.082 0.085 0.077
9.719 9.845
6.665 6.696
69.699 70.554
95.326 98.928
47.136 44.076
91.265 89.974
H2 production flowrate - Varying case (t/h) 11.921
Overall Profit obtained from varying case (£B/yr) 3.761
Profit increase (%) 0.17
Flowrate of diesel (t/h)
Flowrate of unconverted fraction (t/h)
H2 production flowrate - fixed case (t/h) 11.785
Overall Profit obtained from fixed case (£/yr) 3.755
Flowrate of kerosene (t/h)
C2 formed (t/h) 0.011
C3 formed (t/h) 0.048
C4 formed (t/h) 0.045
C5 formed (t/h) 0.024
Hydrogen oil ratio (t/h)
Flowrate of butane (t/h)
Flowrate of naphtha (t/h)
0.006
Cases Effects of Fixed and Varying inlet H2 on product yields
Hydrogen consumersVGOHC
Fixed reaction conditions (Temperature, K)
Fixed sulphur in product /calculated conversion for VGOHC(wt%)
Makeup hydrogen (t/h)
Chemical hydrogen consumed (t/h)
Dissolved hydrogen (t/h)
Light hydrocarbons produced from HDS
C1 formed (t/h)
An increase in hydrogen-oil ratio by approximately 1 % decreases diesel
formation by 6 %, and increases light end production. An increase in conversion
is also obtained, resulting in a 1 % decrease in unconverted fraction. The overall
profit is increased by 0.17 %.
5.5 Optimization with varying feed flow for maximum profit
If the objective for hydrocracking is to maximize diesel, optimization of feed rate
and temperature is necessary to achieving this objective [37]. Increasing feed

46
flow under varying inlet H2 conditions favours diesel formation and growth in
profit as shown in Table 12.
Table 12 Effect of increasing feed flow on network profitability
301 303 305
672 672 672
67.21 66.97 66.73
7.200 7.152 7.104
0.0327 0.0324 0.0320
70.554 70.276 69.983
98.928 96.498 94.002
44.076 46.955 49.892
11.921 11.876 11.830
3.7608 3.7611 3.7613
0.008 0.005Profit increase (%)
Process VGOHC
Feed flow (t/h)
Fixed reaction conditions (Temperature, K)
Calculated conversion for VGOHC (wt%)
H2 production flowrate (t/h)
Overall Profit obtained from fixed case (£B/yr)
Chemical hydrogen consumed (t/h)
Pure hydrogen flowrate (t/h)
Flowrate of naphtha (t/h)
Flowrate of kerosene (t/h)
Flowrate of diesel (t/h)
Often, refiners target the maximization of high-value products such as diesel and
the minimization of low demand products such as light ends including naphtha
and kerosene. Given this, the operation of the hydrocracker can be optimized for
maximum profit with changing feed flow.
So far, the different scenarios studied in the optimization of integrated networks
for minimum hydrogen and maximum profit has proved useful in
understanding the hydrocracking scheme to achieve a target yield pattern. The
approach adopted in the constrained optimization is useful in allowing effective
use of hydrogen in the minimization and maximization of certain product yields.
In downstream process industries, refiners are usually concerned with
minimizing light ends and maximizing diesel formation. Some of the procedures

47
listed above have resulted in the simultaneous minimization and maximization
of light fractions and middle distillates (diesel) respectively. An integrated
network have been obtained that allows varying hydrogen inlet conditions,
varying operating conditions such as temperature, sulphur in product
constraints, and a mix of operating conditions that improves interaction between
process variables and product specifications / yield pattern.
5.7 NLP hydrogen network optimization
The NLP network model is optimised with the CONOPT solver in GAMS. With
fixed hydrogen-oil ratio and operating conditions, the hydrogen plant
production of the integrated hydrogen network is 11.79 t/h as shown in Figure 7.
By extending the integrated hydrogen network to capture varying hydrogen
inlet conditions under fixed sulphur requirements in hydrotreaters, conversion
and product yields in hydrocrackers, the hydrogen production flowrate was
decreased to 11.65 t/h, resulting in a savings of 1 % and an increase in diesel
yield. In another scenario, it was required to study the effects of varying
temperature and feed flow on VGO hydrocracker process performance. The
results obtained depict the expected trend in refineries: an increase/decrease in
reactor temperature decreases/increases diesel yield respectively;
increase/decrease in feed flow increases/decreases diesel yield respectively. For
the case of maximum profit, further optimization based on varying inlet H2 was
investigated. The effects of increasing hydrogen-oil ratio result in increased

48
conversion and light ends, decreased diesel yields, and a corresponding increase
in profit. By integrating hydrotreating and hydrocracking models into hydrogen
networks for improved overall process performance and optimal hydrogen
utilization, hydrogen management can now be redefined.
A summary of the GAMS calculations for the overall integrated network is as
follows:
Computer resource 64-bit operating system, 6 GB RAM, 2.4 GHz Intel
Core i5-2430M
No of variables 61
No of equations 103
CPU time 5.52 s (varies for different cases)
6. Conclusions
The proposed hydrogen consumer integration methodology in this work targets
the development of conversion and product yield models for hydrocracking
reactions. Although not as rigorous as some kinetic models [20]; the model is
relatively simple and, at the same time, shows a good reproducibility of
experimental data. These models have been integrated in the hydrogen
framework to evaluate the significance of the existing interactions between
process variables in hydrocrackers and their effects on process performance and
the overall hydrogen network. The interactions studied in this work include the

49
effects of varying inlet hydrogen conditions, effect of varying operating
conditions, and the effect of varying feed flow on overall process performance.
Hydrogen is either decreased or increased from the base case depending on the
process objective. In the case of minimizing hydrogen, a savings of 1 % is
obtained, while in the case of maximizing profit, hydrogen requirements are
increased by approximately 3 %. The results are seen in the yield of unconverted
fraction, viable product yields from the hydrocracking process, overall hydrogen
requirements, and optimum profit. Other operating changes in the hydrocracker
produce expected trends obtainable in the industry. By simultaneous
consideration of hydroprocessor integration and hydrogen network
optimization, realistic designs of hydrogen distribution network can be
achieved.
Acknowledgements
The authors would like to acknowledge Petroleum Technology Development
Fund (PTDF) for their financial support granted.
References
1 Fahim MA, AlSahaaf TA, Elkilani, AS. Fundamentals of Petroleum
Refining, Elsevier Science, 2010.
2 Stanislaus A, Marafi A, Rana M. Recent Advances in the Science and
Technology of Ultra Low Sulphur Diesel (ULSD) Production. Catalysis
Today. 2010; 153:1-68.

50
3 Towler GP, Mann R, Serriere AJ, Gabaude CMD. Refinery hydrogen
management: cost analysis of chemically integrated facilities. Ind. Eng.
Chem. Res. 1996; 35:2378-88.
4 Alves J. Analysis and design of refinery hydrogen distribution systems,
Ph.D. thesis, Department of Process Integration, University of
Manchester Institute of Science and Technology; 1999. Manchester, UK.
5 Linnhoff B, Mason DR, Wardle I. Understanding heat exchanger
networks. Comput. Chem. Eng. 1979; 1979(3):295.
6 Zhao Z, Liu G, Feng X. The integration of the hydrogen distribution
system with multiple impurities. Chem. Eng. Res. Des. 2007; 85:1295-304.
7 Hallale N, Liu F. Refinery hydrogen management for clean fuels
production. Adv. Environ. Res. 2001; 6:81-98.
8 Liu F, Zhang N. Strategy of purifier selection and integration in hydrogen
networks. Chem. Eng. Res. Des.2004; 82:1315-30.
9 Ahmad MI, Zhang N, Megan J. Modelling and optimization for design of
hydrogen networks for multi-period operation. J. Clean Prod. 2011;
19:204-11.
10 Liu F, Hydrogen integration in oil refineries, PhD. Thesis, Department of
Process Integration, University of Manchester Institute of Science and
Technology; 2002. Manchester, UK.
11 Kumar A, Gautami G, Khanam S. Hydrogen distribution in the refinery
using mathematical modelling. Energy 2010; 35:3763-72.
12 Liao Z, Wang J, Yang Y, Rong G. Integrating purifiers in refinery
hydrogen networks: a retrofit case study. J Clean Prod. 2010; 18:233-41.
13 Zhang J. Refinery Optimization and Debottlenecking. PhD thesis, UMIST,
Manchester, 1999
14 Peng B. Molecular modelling of refinery processes. PhD Thesis, UMIST,
Manchester, UK, 1999

51
15 Sun J. Molecular Modelling and Integration Analysis of Hydroprocessors.
PhD Thesis, University of Manchester, Manchester, UK, 2004
16 Singh BB, Zhang N. Impact of gas phase impurities on refinery hydrogen
network management, 2005 AIChE Spring National Meeting: Conference
Proceedings: 1469-1480, April 2005, Atlanta, GA, USA.
17 Jia N, Zhang N. Multi-component optimization for refinery hydrogen
networks. Energy. 2011; 36(8):4663-70.
18 Umana B, Shoaib A, Zhang N, Smith R. Integrating hydroprocessors in
refinery hydrogen network optimization. Applied Energy. 2014; 133:169-
182.
19 Bahmani M, Mohaddecy RS, Sadighi S, Mashayekhi M. Hydrocracker
Parametric Sensitivity Study – Digital Refining. Petroleum Technology
Quarterly 01/2009; Q2:53-59.
20 Bhutani N, Ray AK, Rangaiah GP. Modelling, Simulation and Multi-
objective Optimization of an Industrial Hydrocracking Unit. Ind. Eng.
Chem. Res. 2006; 45:1354-1372
21 Stangeland BE. Kinetic model for prediction of hydrocracker yields. Ind.
Eng. Chem., Proc. Des. Dev. 1974; 13(1):71-76.
22 Ancheyta J, Sanchez S, Rodriguez MA. Kinetic Modelling of
Hydrocracking of Heavy Oil Fractions: A Review. Catalysis Today. 2005;
109:76-92.
23 Mohanty S, Saraf DN, Kunzru D. Modelling of a hydrocracking reactor.
Fuel Processing Technology. 1991; 29:1-17.
24 Li D, Sun W. Petroleum Processing and Petrochemicals (Chinese) 1994;
25(5):29.
25 Watson KM, Nelson BE, Murphy GB. Characterization of Petroleum
Fractions. Industrial and Engineering Chemistry. 1935; 27(12):1460-64.
26 Rapaport, IB. Chemistry and Technology of synthetic liquid fuels, 2nd ed.
1962; Israel program for scientific translation Ltd, Jerusalem.

52
27 Qaeder, SA, Hill, GR. Hydrocracking of gas oils, Ind. Eng. Chem. Pro.
Des. Dev. 1969; 8(1): 98–105.
28 Shih SS, Mizrahi S, Green LA, Sarli MS. Deep desulphurization of
distillates. Ind. Eng. Chem. Res. 1992; 31:1232 – 1235.
29 Ho TC. Property-reactivity correlation for HDS of middle distillates,
Applied Catalysis A., General. 2003; 244:115-128.
30 Choudhary TV, Parrot, S, Johnson B. Unravelling heavy oil
desulphurization chemistry: Targeting Clean fuels, Environ. Sci. Technol.
2008; 42:1944-1947.
31 Knudsen KG, Cooper BH, Topsoe H. Catalyst and process technologies
for ultra-low sulphur diesel, Applied Catalysis A., 1999; 189: 205-215.
32 Ancheyta J. Modelling and simulation of catalytic reactors for petroleum
refining. John Wiley & sons. 2011.
33 El Kady FY, Mohamed LK, Shaban SA. Hydrotreatment of kerosene
petroleum fraction to improve its properties, International Journal of
Academic Research, 2010; 2.
34 Hasenberg DM, Campagnolo JF. Modelling and Simulation of a reaction
for hydrotreating hydrocarbon oil, Philips Petroleum Company 1997.
35 Blenco G. (November 2009). Hydrogen car revolution. Retrieved from
www.h2carblog.com
36 Platts 2013. www.platts.com
37 Parihar P, Voolapalli RK, Kumar R, Kaalva S, Saha B, Viswanathan PS.
Optimise hydrocracker operations for maximum distillates, Bharat
Petroleum Corporation Ltd., India 2012. Retrieved from
www.digitalrefining.com/article/1000369
38 US Energy Information Administration 2014. Retrieved from
www.eia.gov

36
Chapter 4 Development of Vacuum Residue
Hydrodesulphurisation/Hydrocracking Models and
their Integration with Refinery Hydrogen Networks
This paper addresses model development and integration of vacuum residue
hydrodesulphurisation (VRDS) and hydrocracking processes in refinery
hydrogen networks. The conversion and yield models developed for vacuum
residue (VR) hydrocracking process is similar to the vacuum gas oil (VGO)
hydrocracker models in Publication 2. In this paper, VR conversion is a direct
function of asphaltenes conversion, which is indirectly related to hydrogen
partial pressure. Models for sulphur, conradson carbon residue (CCR), and
asphaltenes in product are either developed from first principles or modified
from existing models. The models obtained are in good agreement with
experimental data. The optimized results from the integrated superstructure
show the accuracy of the model in predicting expected industrial trends. Other
variables have also been considered during optimization, for example, when the
availability of hydrogen is limited to exact hydrogen requirements, hydrogen
consumption is decreased. The effects of varying hydrogen inlet flows in all
hydroprocessors on hydrogen production flow and profitability have also been
studied. Although, there are limitations in the operating window, the dynamics
of these interactions produces an efficient and flexible integrated hydrogen
network. Dr. Nan Zhang is responsible for the critical review of this paper.

37
4.1 Publication 3
Umana B, Shoaib A, Zhang N, Smith R. Development of Vacuum Residue
Hydrodesulphurisation-Hydrocracking Models and their Integration with
Refinery Hydrogen Networks. Industrial and Engineering Chemistry
Research. 2015; (Accepted)
P37

Development of Vacuum Residue Hydrodesulphurization−Hydrocracking Models and Their Integration with Refinery HydrogenNetworksBlessing Umana, Nan Zhang,* and Robin Smith
Centre for Process Integration, School of Chemical Engineering and Analytical Science, The University of Manchester, PO Box 88,Sackville Street, Manchester M60 1QD, U.K.
*S Supporting Information
ABSTRACT: In recent years, there has been an increase in vacuum residue hydroprocessing due to the decrease in fuel oildemand and an increase in distillate demand. This work characterizes vacuum residue hydrodesulphurization and hydrocrackingprocesses and their integration with hydrogen networks to evaluate holistic interactions between hydrogen consumers and thehydrogen distribution system. Conversion models for sulfur, conradson carbon residue, asphaltenes, and vacuum residue havebeen developed based on the feed quality, catalyst properties, and process operating conditions. A five-lump yield model isderived incorporating a feedstock characteristic index and true boiling points. The results of the proposed model show reasonableaccuracy with experimental data [Yang et al. J. Fuel Chem. Technol. (Beijing, China) 1998, 5]. A simultaneous optimization ofhydrogen consumer models and the hydrogen network model is executed using the CONOPT solver in the General AlgebraicModeling System environment. Sensitivity analysis is carried out on the integrated framework to demonstrate the influence ofvarying operating conditions on product yields. As expected, the outcomes validate attainable trends in the industry.
1. INTRODUCTIONHydrodesulphurization is a term used to describe processes bywhich molecules in petroleum feedstocks are split or saturatedwith hydrogen gas. It includes hydrotreating, hydrocracking,and hydrogenation of petroleum hydrocarbons. Hydrocrackingis a thermal and catalytic hydrogenation process that convertshigh molecular weight feedstocks to lower molecular weightproducts in the presence of a bifunctional catalyst. The catalystconsists of a metallic part, which provides hydrogenation, andan acid part that promotes cracking. Cracking will break bonds,and the resulting unsaturated products hydrogenate into stablecompounds. Residue conversion processes (fixed, ebullated,and moving bed) use supported palletized catalysts of thebifunctional composition. The fixed bed system is used forlighter and cleaner feedstocks: naphtha, middle distillate,atmospheric gas oils, vacuum gas oils, and atmospheric residuetreatment. With increasing level of complexity in the feedcomposition and density, the ebullated bed reactor systems arewell-suited to process heavy feed streams, particularly feedswith high metal, sulfur, asphaltenes, and conradson carbonresidue (CCR) content.Hydrocracking of heavy oils and residua have become
increasingly important because of the increased globalproduction of heavy and extra heavy crude oils coupled withincreased demand worldwide for low sulfur middle distillatesand residual fuel oils. These trends emphasize the importanceof refinery processes that are capable of converting heavypetroleum fractions, such as vacuum residues, into lighter,valuable, and cleaner products. This increased reliance onvacuum residue (VR) upgrading for clean middle distillate fuelhas also led to a rise in hydrogen consumption, thus stretchingthe existing hydrogen production capacity and creating animbalance between the cost of hydrogen required and value of
products. Anticipated future trends and regulations areexpected to increase further hydrogen consumption. Con-sequently, it becomes imperative to optimize hydrogen use in arefinery hydrogen distribution system. The development ofhydrogen consumer models is a requisite to optimizinghydrogen consumption for an effective hydrogen managementsystem. The present strategy would address two major issues:(1) development of heteroatom conversion models and steady-state lumped yield models that are robust and sufficientlydetailed to capture the behavior of the process with changes inoperating conditions and (2) integration of VR hydro-desulphurization (VRDS) models and hydrogen networkmodels to assess the effects of process performance on thehydrogen distribution network. The resulting superstructurewould facilitate the efficient utilization of hydrogen forimproved process operation.A detailed review of hydrogen network optimization is
presented.2
2. INTEGRATED DESIGN OF VRDS PROCESSES ANDHYDROGEN NETWORKS
Residue hydrodesulphurization can be classified into two majorroutes: noncatalytic and catalytic processes. Noncatalyticresidue process can be categorized into solvent deasphaltingand thermal or carbon rejection processes. Catalytic processesare subdivided into residue fluid catalytic cracking (RFCC) andresidue hydroprocessing. Hydroprocessing is the combination
Received: November 3, 2015Revised: January 25, 2016Accepted: January 27, 2016
Article
pubs.acs.org/IECR
© XXXX American Chemical Society A DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX

of hydrotreating and hydrocracking processes, in which residuefeedstock is treated at low temperatures and high hydrogenpartial pressure, usually in the presence of a catalyst. Theincreasing demand for middle distillates has intensified the needfor hydrocracking. Ebullated bed reactors are capable ofperforming both hydrotreating and hydrocracking functionsand are thus referred to as dual purpose reactors. The processscheme of a typical ebullated bed system is shown in Figure 1.In ebullated bed hydroprocessing, the catalyst within the
reactor is not fixed.3 The hydrocarbon feed stream enters at thebottom and flows upward through the catalyst. In this process,oil and catalyst are separated at the top of the reactor and thecatalyst is recirculated to the bottom of the bed to mix with thenew feed. Fresh catalyst is added on top of the reactor, andspent catalyst is withdrawn from the bottom of the reactor.3
The liquid is sent to a high-pressure (HP) flash and routed to afractionator for separation into hydrocracked products. A majoradvantage of this type of reactor is its stirred reactor typeoperation with a fluidized catalyst. Its intrinsic ability to handleexothermic reactions, solid-containing feedstock, and a flexibleoperation while changing feedstocks or operating objectivesmakes it suitable to operate over a wide range of conversionlevels producing high liquid yields. The quantity and quality ofhydrocracker yields obtained are determined by the combina-tion of feed, operating conditions, and catalyst properties thatcharacterize the process. The interactions between theseprocess conditions, feed quality, catalyst properties, productyields, and product quality may not be adequately representedwithout the use of robust process models.The present methodology addresses the development of
VRDS process models and their subsequent integration in thehydrogen network. This work proposes a generic representa-tion of conversion and VRDS models embedded into ahydrogen network model to yield an integrated superstructureof hydrogen distribution−consumer system. There are four keysteps in the development of this methodology: (i) developmentof residue hydrotreating models that are sufficiently detailed tocapture the dynamic interactions between operating conditionsin hydrogen consumer and product quality, (ii) development of
VRDS yield models that are dependent on conradson carbonresidue and vacuum residue conversion levels, (iii) integrationof conversion and yield models in the hydrogen network modelto assess the consequence of interactions between processesand the distribution system on the overall network objective,and (iv) scenario optimization of integrated hydrogen net-works.
2.1. Model Development and Validation. There are twofundamental aspects of VRDS methods studied: residuehydrotreating and residue hydrocracking. Residue hydrotreating(RHT) improves quality for product blending or additionalprocessing, including demetalation, desulphurization, deasphal-tenization, conradson carbon conversion, and saturation.Residue hydrocracking (RHC) increases liquid yields, 1000+F conversion. The overall conversion of vacuum residue isconstant in practice.
2.1.1. Residue Hydrotreating Models. 2.1.1.1. Desulfuriza-tion. By far the most common heteroatom is sulfur, whoseconcentration can reach 6−8% by weight. Sulfur concentrationin products increases with increasing boiling points and ispredominantly present as thiophenic sulfur in condensedstructures (such as benzo, dibenzo, and naphtobenzo), butalso as aliphatic sulfur in sulfide and disulfide type functionalgroups. These functionalities are often used to create linksbetween hydrocarbon clusters. The desulfurization model2 hasbeen modified in this work, as shown in eq 1. Another variable,catalyst concentration, was introduced to the model to describethe influence of catalyst characteristics on sulfur conversion invacuum residue hydroprocessing. The physical contact ofhydrogen with the catalyst ensures adequate conversion andimpurities removal while minimizing carbon deposition.Increasing the hydrogen partial pressure reduces the reactorstart of run temperature as well as the rate of catalystdeactivation. Equation 1 shows the relationship betweenprocess variables and product quality in a vacuum residuehydrodesulphurization process.
α= −
× +× ×β ⎡
⎣⎢⎤⎦⎥S S
kK R
Cexp
( 3 )PH
LHSVprod feed2 cat
(1)
Figure 1. Simplified flow diagram of an ebullated bed process.
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
B

Where Sprod is the sulfur content in product, ppmw; Sfeed thesulfur content in feed, ppmw; k the rate constant of HDSreaction, h−1; K the 3+ ring aromatic inhibition constant, 3 + Rthe 3+ ring core aromatic content in feed, ppmw; PH2 therecycle hydrogen partial pressure, bar; α the pressure-dependent term; Ccat the catalyst concentration; and LHSVthe liquid hourly space velocity, h−1. Morawski and Mosio-Mosiewski4 reported the dependence of process parameterstemperature, catalyst content, hydrogen pressure, and LHSV onsulfur, asphaltenes, conradson carbon residue, and vacuumresidue conversion in the experimental data shown in Table 1.Table 1 shows the effect of parameters on the conversion
levels obtained within the following operating ranges: reactiontemperature, 410−450 °C; hydrogen pressure, 12−20 MPa;LHSV, 0.25−0.75 h−1; and Ccat, 1−10 wt %. For purposes ofbrevity, the correlation of sulfur model is presented in Table S1and Figure S1 in the Supporting Information. A simultaneousincrease in sulfur conversion is obtained with a decrease ofsulfur in the product. The modified sulfur model shows goodagreement with the experimental data. The average absoluteerror between experimental and calculated concentrations was0.045%. The model is validated on other data4 for changes intemperature as shown in Table S2 and Figure S2 in theSupporting Information. The result from the model for adifferent case of operating conditions shows good agreementwith the experimental data in Table 1. The average absoluteerror obtained is 2.6%.2.1.1.2. Conradson Carbon Residue Conversion. Several
studies have shown that an important variable in determiningcoke yield is CCR in the feed. CCR conversion depends on thecontent of coke-forming precursors in the feed. Kirchen et al.5
found a linear relationship between the amount of coke formedand microcarbon residue (MCR). The relationship betweenMCR/CCR and different parameters has been studied.Sanford6 and Gray et al.7 reported a linear correlation betweenMCR content of the residue fractions and the aromatic carbon
content. Trasobares et al.8 obtained a similar relationshipbetween CCR and aromatic carbon content at 415 °C. Theremoval of compounds which contribute to CCR is thought tobe due to aromatics saturation and is an indirect way ofstudying aromatic saturation. Beaton and Bertolacini9 indicatedthe effect of aromatic saturation on CCR conversion. CCRreduction comprises the catalytic hydrogenation of aromaticrings and thermal cracking of the naphthenic rings produced byhydrogenation. The reaction is approximately first order withrespect to hydrogen partial pressure. Equation 2 shows the rateequation assuming constant density.
−−
=r
CCR CCR 1LHSV
feed prod
(2)
where CCRfeed is the initial concentration of CCR in feed,ppmw; CCRprod the outlet concentration of CCR in product,ppmw; LHSV the liquid hourly space velocity; and r the rate ofreaction.CCR removal rate can be expressed as follows:
− =r K CPHx n2 (3)
The influence of temperature has been assumed to followArrhenius equation:
= −K K e E RT0
/a (4)
Beaton and Bertolacini9 found that the reaction ofRamsbottom carbon conversion is roughly first order withrespect to hydrogen partial pressure for hydroprocessing of atypical vacuum residue. In this work, CCR conversion isassumed to fit first-order kinetics.
−=
KCCR CCCR
CCRPH
LHSVfeed prod
prod
2
(5)
The overall equation for predicting the amount of CCR inproduct is given as
Table 1. Influence of Process Parameters on Vacuum Residue Conversion
process parameters conversion (wt %)
temperature (°C) LHSV (h−1) pressure (MPa) catalyst content (%) VR sulfur CCR asphaltenes
Effect of Reaction Temperature410 0.5 16 1 27.8 51.8 19.9 13.8420 0.5 16 1 45.1 61.2 32 28.5430 0.5 16 1 61.6 70.5 45.9 44.1440 0.5 16 1 77.5 80.7 64.2 63.5450 0.5 16 1 92.7 91 84.2 83.5
Effect of Liquid Hourly Space Velocity430 0.25 16 1 88.7 84.8 82.5 81.1430 0.38 16 1 74.7 77.4 63.1 61.3430 0.5 16 1 61.6 70.5 45 44.1430 0.63 16 1 50.9 65.4 31.4 30.2430 0.75 16 1 40.9 60.9 18.6 17.2
Effect of Hydrogen Pressure430 0.5 12 1 62.4 69.1 39.9 38.9430 0.5 14 1 62.1 69.8 42.8 41.5430 0.5 16 1 61.6 70.5 45.9 44.1430 0.5 18 1 60.4 71.2 47.5 46.8430 0.5 20 1 59 71.9 49.2 49.4
Effect of Catalyst Concentration430 0.5 16 1 61.6 70.5 45.9 44.1430 0.5 16 5 62.1 80.8 47.3 45.8430 0.5 16 10 62.9 88.4 49.6 48.1
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
C

=+
γ
μ( )CCR
CCR
1 KprodfeedPH
LHSV2
(6)
where γ is the parameter that indicates the aromaticity of thefeed. Table 2 shows the parameters obtained from eq 6. A chartof CCR products in the experiment and model is plottedagainst hydrogen pressure in Figure 2.
The model prediction shows good agreement with theexperimental data. The average absolute error betweenexperimental and calculated concentrations is 0.33%. Themodel in eq 6 was validated using another data with varyingtemperature and constant H2 pressure and LHSV. The resultsare described in Table S3 and Figure S3 of the SupportingInformation. Table 3 shows the parameters obtained from eq 6.The plot of CCR model fit with experimental data at varyingtemperature is shown in Figure 3.2.1.1.3. Deasphaltenization. Asphaltenes are the major
precursors to sludge and sediments. They are very largepolyaromatic compounds with a molecular weight ranging from1 000 to 20 000 and possessing a boiling point above 538 °C.High boiling point fractions contain the so-called resins andasphaltenes fractions, generally defined with high polarity and
aromaticity, combined with large contents of heteroatoms suchas sulfur (S) and nitrogen (N), metals such as vanadium (V)and nickel (Ni), and functional groups. Some metalcompounds, for example, are known to be included in complexstructures as porphyrins.9 Marafi et al.10 showed that only alimited hydrodemetallization (HDM) of a residue could beachieved unless a desirable rate of hydrodeasphaltization(HDAs) is maintained. Most of the metals (V and Ni) whichhave to be removed are associated with asphaltenes entities.Therefore, a high rate of HDAs is a prerequisite for achievinghigh HDMs. Similarly, sulfur is also distributed primarily in theresins and asphaltenes. Asphaltenes is reported in the literatureto consist of a two-dimensional structure of naphthenic,aromatic linkage by aliphatic chains and sulfur bridges.11 Ithas been shown that large polynuclear aromatics thatpredominate in asphaltenes limit the conversion of residuefeedstocks because of the formation of coke and asphaltenicsediments downstream. The linear relationship between CCR,asphaltenes, and 350 °C fraction indicates that coke precursorsreside in the asphaltenes and high boiling fractions.8 Theconversion of asphaltenes into valuable hydrocarbons wouldrequire severe operating conditions at a high temperature andhydrogen partial pressure while using a hydrogenation catalystwith low acidic support to avoid high coke formation. Schabronand Speight12 developed a correlation in their paper relatingasphaltenes content, molecular weight, and heteroatom contentwith CCR and MCR of whole residua. Ancheyta et al.13
reported a first-order kinetic model for two types ofasphaltenes: hard-to-react and easy-to-react asphaltenes.
− = + −β βr A k C C A k C C(1 )A 1 1 A H 1 2 A H2 2 (7)
where A1 is the fraction of the heavy hydrocarbon that reactsslowly, A2 the less refractory fraction that reacts more quickly,CA the asphaltene concentration, CH2
the hydrogen concen-tration, and β the reaction order for hydrogen. Because A1, A2,k1, and k2 are constants, eq 7 can be rearranged and grouped toobtain
− = + − βr A k A k C C[ (1 ) ]A 1 1 1 2 A H2 (8)
− = βr k C CA 0 A H2 (9)
where k0 = A1k1 + (1 − A1)k2.Assuming reaction order with respect to hydrogen
concentration is one, a relationship between asphaltenes in
Table 2. Feed, Operating Data, and Parameters Obtainedfrom CCR Model
Feed PropertiesCCR in feed (ppmw) 158 000
Operating Conditionstemperature (K) 703LHSV (h−1) 0.5
Parametersγ (indicates the aromaticity of the feed) 1.29μ (indicates the order dependence on H2 pressure) 0.34
Figure 2. CCR model fit with experimental data (varying PH2).
Table 3. Feed, Operating Conditions, and ParametersObtained from CCR Model (Varying Temperature)
CCR in feed (ppmw) 158 000Operating Conditions
H2 Pressure (MPa) 16LHSV (h−1) 0.5
Parametersγ (indicates the aromaticity of the feed) 0.99μ (indicates the order dependence on H2 pressure) 10.56
Figure 3. CCR model fit with experimental data (varying temper-ature).
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
D

product and CCR and sulfur heteroatom contents in feed andproducts can be developed, as in eq 10. The possiblerelationship between CCR content and asphaltenes contentwas studied, and a linear relationship was observed. The CCRcontent decreases as the asphaltenes content decreases. Someauthors have indicated the presence of thiophenic sulfur type inasphaltenes.13 Le Page et al.11 reported the existence of sulfurbridges in asphaltenic structures. Ancheyta et al.13 stated thatthe content of sulfur in asphaltenes is in the range of 6−8 wt %,which is higher than in maltenes (3−5 wt %).
μ
= × + ×
× × ×⎡⎣⎢⎢
⎤⎦⎥⎥
⎡⎣⎢⎢
⎤⎦⎥⎥
A A
SS
Asph (Asph ) (Asph )
expCCRCCR
ln
prod feed 1 feed 2
feed
prod
feed
prod (10)
where Asphfeed is the asphaltenes in feed, ppmw, and Asphprod isthe asphaltenes in product, ppmw.Table 4 shows the feed, operating data, and parameters
obtained from eq 10.
The model shows good prediction of the experimental datawhen correlated with CCR in product and sulfur in productobtained from the model as in Figures 4 and 5.
The values for A1 and A2 are 0.17 and 0.83, respectively. Thesum of these values is 1, as reported in the literature.13 Theaverage absolute error between the experimental and calculatedresults of asphaltenes in the product is 0.7%. Note that thisequation fits data only with varying H2 pressure at fixed reactortemperature, WHSV, and catalyst content. When correlatedwith CCR and sulfur data at varying temperature, it predictstemperatures from 683 to 713 K. Higher values of temperatureare poorly predicted by the model.
2.1.2. Residue Hydrocracking Models. 2.1.2.1. VacuumResidue Conversion. In the characterization of thermalconversion of vacuum residues, few assumptions have beenmade: (1) Thermal reactions are considered to be irreversiblebecause cracked fragments are saturated immediately withhydrogen. (2) The feedstock consists of several pseudo orlumped components that react in the first order.13 A first-orderVR conversion model derived from steady-state reactionkinetics has been developed to describe quantitatively theinteractions that exist between asphaltenes conversion, feed andcatalyst properties, hydrogen partial pressure, and operatingconditions.
τ−
=X
Xk
1VR
VR (11)
The VR conversion also increases with the cracking rateconstant, k; τ is the residence time in seconds. The rateconstant (k) is highly dependent on the characteristics of VRfeed, product properties, and operating conditions in thereactor. In the upgrading of heavy oil, some properties such asheteroatom contents are also very important. Therefore, theirincorporation into the conversion model may yield betterpredictions of VR conversion in hydrodesulphurizationprocesses.
=
⎧
⎨
⎪⎪⎪⎪⎪⎪⎪
⎩
⎪⎪⎪⎪⎪⎪⎪
⎫
⎬
⎪⎪⎪⎪⎪⎪⎪
⎭
⎪⎪⎪⎪⎪⎪⎪
k f
K
T
T
Characteristics of VR feed
Nature of product
Reaction conditions
Heavy oil characterization factor ( )
Asphaltenes content in feed
Boiling point parameter ( )
Asphaltenes content in product
Temperature ( )
Weight hourly space velocity (WHSV)
x
H
Yang and Wang14 developed a feedstock characteristic indexbased on supercritical fluid extraction and fractionation (SFEF)characterization of residue fractions.
ρ=K
M10
H/CH 0.1236 (12)
Table 4. Feed, Operating Data, and Parameters Obtainedfrom Asphaltene Model
Feed Propertiesasphaltenes in feed (ppmw) 52 400
Operating Conditionstemperature (K) 703LHSV (h−1) 0.5
ParametersA1 (refractory fraction) 0.18A2 (less refractory fraction) 0.82μ (exponential coefficient) 0.11
Figure 4. Asphaltenes model fit with experimental data (varying CCRin product).
Figure 5. Asphaltenes model fit with experimental data (varying sulfurin product).
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
E

whereM is the average molecular weight, ρ the density at 20 °C(g/mL), and H/C the atomic hydrogen-to-carbon ratio. Thisindex is used to correlate properties such as carbon residue andcompositional features, such as saturates, aromatics, resins, andasphaltenes (SARA). According to Wang et al.,15 a vacuumresidue with low H/C atomic ratio and high carbon residue hasa high propensity to produce large amounts of coke. Theauthor reported an increase in coke yield when KH = 6−8; theincreasing rate of coke yield increases gradually with decreasingthe feed KH value and increases more when KH < 6. Shi et al.16
grouped KH values according to their processability: KH > 7.5(adaptable to secondary processing); 6.5 < KH < 7.5(intermediate); KH < 6.5 (difficult in secondary processing).The temperature effect of the specific reaction rate could be
correlated with the Arrhenius equation:
= −k k e E RTT 0
/(13)
where k0 is the frequency factor (h−1) and E represents theapparent activation energy.Although Yang et al.1 reported an increase in density of
vacuum residue subfractions with increasing molecular weight,here the author has replaced density with boiling points ofsubfractions up to vacuum gas oil (VGO). It is assumed that thesimulated distillation data can easily be obtained for theseproducts.
−=
× × × φ ×( )XX
K k T
(1 )
exp
WHSV
T xVR
VR
HAsph
100
(14)
where XVR is the VR conversion; KH the heavy oil character-ization factor; Tx the ratio of boiling points of the heaviestpseudocomponent in the product to the feed end point, in °Fto reflect the overall product range; Asph the asphaltenesconversion; φ the coefficient of exponentiation; and WHSV theweight hourly space velocity in h−1.In eq 14, the value of KH is 5.6 and φ is −1. The value of KH
represents a “difficult to process” feed.According to Morawski and Mosio-Mosiewski,4 the catalyst
concentration and hydrogen pressure has no effect on thehydrocracking of VR. The reaction temperature and LHSVexerted dramatic effects on the hydrocracking of VR, CCR, andasphaltenes content as in Table 1. The authors observed anegative effect on VR conversion with increasing hydrogenpressure as a result of secondary reactions of cracking productsuch as polymerization, alkylation, and hydrogenation. Notethat these experiments were carried out in excess hydrogen tomaintain good agitation in the reactor. For a hydrogen networkwith varying demands from hydrogen-consuming units,availability of hydrogen is an issue; hence, there is a need tomaintain an optimum requirement of hydrogen withoutcompromising on product yields and quality.Figure 6 describes the effect of asphaltene conversion on VR
conversion. Because of the effect of increasing hydrogenpressure, VR conversion is slightly decreasing with increasingconversion of asphaltenes, which is rarely the case in VRhydrocracking reactions. This shows that VR conversion isinsensitive to hydrogen pressure, as implied in Morawski andMosio-Mosiewski.4
The average absolute error between the experimental andpredicted values is 1.67%. Amidst several contradictions in theliterature regarding the influence of hydrogen pressure on VRconversion, the effect of temperature on VR conversion was
consistent. Table 1 describes the outcome of increasingtemperature on asphaltene and VR conversion. A plot of VRconversion and asphaltene conversion is shown in Figure 7 atincreasing temperature.
Figures 6 and 7 show that the VR conversion model iscapable of simulating data with varying H2 pressure andtemperature. The models show flexibility in predictingexperimental data with varying operating conditions.
2.1.2.2. VR Hydrocracker Yield Models. Several authors haveestablished the use of lumps in the kinetic modeling of VGOand heavy oil cracking systems.17 Recently, Gao et al.18
proposed an eight-lump kinetic model for the catalytic crackingof vacuum residue fractions. However, the model does notaccount for feedstock properties and thus makes it difficult tosimulate the model outcomes on a different vacuum residuefeed. This work reports the relationship between distillate yieldproduction and vacuum residue conversion as a function offeedstock properties. The yield correlations are developedbased on plant data and typical operating conditions, thusallowing accurate prediction of yield distribution at a particularseverity. Yang et al.1 reported the yields of products obtainedfrom hydroprocessing fractions of vacuum residue obtained bythe SFEF technique. In this work, we consider the fractionalfeed and product properties of Arabian Medium Crude(SQVR) as shown in Table 4.The hydrodesulphurisation results for each fraction in Table
4 were obtained at 400 °C, 0.25 h−1, and an initial hydrogen
Figure 6. VR conversion model fit with experimental data (increasingPH2).
Figure 7. VR conversion model fit with experimental data (increasingtemperature).
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
F

pressure (IHP) of 8.5 MPa. Although asphaltenes or CCRconversion are not reported in Table 5, VR conversion wascalculated based on data in Table 1 at 426 °C, 16 MPa, and 0.5h−1. The products obtained from hydroprocessing of thesefractions are shown in Table 6.
Models are developed for gas yield, <200 °C yield, 200−350°C yield, 350−500 °C, and coke yield. The feed and productsare characterized into 20 pseudocomponents, except gas andcoke yields. An excellent correlation was found between CCRconversion and gas yield. Similar results have been reported inthe literature.8 Based on yield correlations obtained from first-principles, an empirical correlation for the prediction of gasyield has been developed as a function of CCR conversion. Themodel for the yield of each fraction in the gas range as afunction of CCR conversion, KH, and selectivity to gas fractionis first calibrated.
=×
YX
KSP
GASCCR GAS
Hparami
i (15)
where XCCR is the CCR conversion, SPGAS the selectivity to gasfraction, param the parameter related to heavy feed character-ization factor, and KHi the heavy feed characterization for eachfraction in the gas range.The model for the yield of each fraction in the naphtha range
was equally calibrated as a function of vacuum residueconversion, selectivity to naphtha fraction, and the relativerate constant for each fraction. Stangeland19 proposed anexpression for the relative rate constant that could reflect thedifferences in feed composition and catalyst character using aminimum number of parameters:
= + −K T k T A T T( ) [ ( )]i i i i i03
(16)
where Ti = TBP/1000 and k0 = 1. For any value of theparameter A, k(0) = 0 and k(1) = 1. Above Ti = 1, Ki is greaterthan 1, unless A is negative. Because A usually lies in the rangeof (0−1), Ki varies from a linear to a cubic function.
=×
<<Y
XK
SP
i200
VR 200paramKi (17)
where SP<200 is the selectivity to <200 fraction and paramK isthe parameter related to relative rate constant.Other yield models are then based on the prediction of
naphtha yield. The results obtained showed reasonable accuracywith industrial data. The total yield of each product range isgiven as the sum of yields of pseudocomponents in each boilingrange. The yield models for all other products are obtainedusing a successive exponential−polynomial distribution as givenby the following equations:
μ μ
γ
− = − + −
+ +
−
− < − < −
< − − < < <
− −
Y Y T Y T
Y T Y T
T
( ) exp( ) exp( )
exp( ) exp( )
200 350 200 200 3504
200 200 3503
200 200 350 200 3502
200 200 200
200 350 200 350
i i i
i i
i (18)
μ μ
γ
− = − −
− −
+
− < − < −
< − − < − −
− −
Y Y T Y T
Y T Y T
T
( ) exp( ) exp( )
exp( ) exp( )
350 500 200 350 5004
200 350 5003
200 350 500 350 5002
200 350 500 350 500
350 5000 350 500
i i i
i i
i (19)
where Y<200 represents the sum of the yields for <200 °C. T<200,T200−350, and T350−500 are the ratios of the pseudocomponentboiling points and the heaviest pseudocomponent boiling pointof feed for <200 °C, 200−350 °C, and 350−500 °Cpseudocomponent range, respectively. Another yield equationwas developed for coke yield based on the amount of carbonresidue in the product, selectivity to coke fraction, and KHc.
=×
YSP
K
CCR
iCcoke
prod coke
Hparami
(20)
where SPcoke is the selectivity to the formation of coke, paramCthe heavy oil characterization parameter for coke fraction, andKHi the heavy feed characterization for each fraction in the cokerange. The reduction of conradson carbon residue minimizesthe amount of petroleum coke produced in a refinery. Similarstudies have shown that the amount of coke formed in thecoking step is a function of the amount of CCR in thehydrocracked product.6
A maximum of 11 parameters (A, SPGAS, SP<200, SPcoke,param, paramK, paramC, μ<200, μ200−350, μ350−500, γ<200, γ200−350,γ350−500, and φ) are obtained for the conversion and yieldmodels for five product lumps. As parameter A affects the shapeof the yield curve, it varies to some extent with differentfeedstocks. To determine the parameters, the developed modelis implemented in a software package for nonlinear regression,based on the least-squares method. Parameters SPGAS, SP<200,and SPcoke represent the selectivity to gas, naphtha, and cokeyield, respectively. Parameters μ and γ represent coefficients inthe yield model for <200 °C, 200−350 °C, and 350−500 °Cproducts. Parameter φ is associated with asphaltene conversion.Table 7 shows the feed, operating data, and resultingparameters for the vacuum residua (SQVR) in Table 5.
Table 5. Experimental Data for SFEF Fractions of SQVR
SQVR, normal pentane as solvent in SFEF
fraction no. 1 2 3 4 5 6 7 8 residue
fraction (m %) 9.9 10.2 10.1 10 10.1 10.1 10 12 18.3d20 (g/cm
3) 0.9432 0.9559 0.9634 0.9714 0.9789 0.9947 1.0232 1.0606MW (g/mol) 558 610 644 653 690 744 900 1128 3047H/C, (mol/mol) 1.67 1.62 1.63 1.63 1.59 1.55 1.46 1.38 1.14
Table 6. Products Obtained from Hydroprocessing of SFEFResidue Fractions
SFEF fractions of SQVR
feed 2 4 6 8 residue
material balance (%)gas 1.02 0.98 1.34 2.04 2.89<200 °C 9.04 8.32 6.57 11.00 2.81200−350 °C 16.88 16.00 16.79 14.57 11.46350−500 °C 31.35 29.43 28.17 19.47 12.33>500 °C 40.83 44.47 46.03 51.32 66.49coke 0.88 0.80 1.10 1.60 4.02
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
G

The product predictions from the yield models show goodagreement with industrial data. Table 8 shows the comparisonbetween industrial and predicted yields. By using the obtainedparameters, it is possible to determine the grouped productdistribution for VRDS products.
The maximum percentage error obtained from the developedmodels is approximately 0.8%, and the average absolutepercentage error is approximately 0.15%. Overall, the yieldmodels show excellent prediction with the industrial data.Figure 8 shows the graphical representation of the industrialand model yield predictions.2.2. Integration of VRDS Models in Hydrogen Net-
works. In this section, an attempt is made to establish massbalances around the VRDS/HC unit.
2.2.1. Reactor Inlet Constraints. The material balance at themix point is given by
= + + ∀F F F F jj j j jmix, mu, re, pr, (21)
· = · + · + · ∀ ∀F Y F Y F Y F Y i jj i j j i j j i j j i jmix, mix, , mu, mu, , re, re, , pr, pr, ,
(22)
where F, Y, and subscript j represent the flow rate of a stream,purity of a stream in mass fraction, and hydrotreaters/hydrocracker, respectively. Subscript i represents all compo-nents in the stream and pseudocomponents obtained fromsimulated distillation profile and bulk density of feed streams.The material balance around the inlet to the reactor is the
sum of the flow rates of the mix point and liquid feedstock.
= + ∀F F F ji j j jr , mix, feed, (23)
· = · + · ∀ ∀F Y F Y F Y i ji j i i j j i j j i jr , r , , mix, mix, , feed, feed, , (24)
Because the feed flow rate is constant and the masscomposition of hydrogen in the feed is zero, the pure hydrogenflow rate, Fri,j·Yri,i,j, is equivalent to the product of flow rate andpurity at the mix point, ∀i = H2. Initially, the flow rate andpurity of the mixture are fixed to simulate base case conditions.
2.2.2. VRDS Model. When eqs 1−20 are combined withHDS and light hydrocarbon production models2 and VGOhydrocracker models, the overall mass balance can be defined.
· = · − ∀ = ∀F Y F Y R i jHi j i i j i j i i j i jf , f , , r , r , , , 2 (25)
· = · + ∀ = → ∀F Y F Y Z i C C j, H Si j i i j i j i i j i jf , f , , r , r , , , 1 5 2
(26)
The variables Ri,j and Zi,j are defined as consumption ofhydrogen in all hydroprocessors and production of lighthydrocarbons in hydrotreaters including H2Sj, respectively.The values of RHi,j in the hydrocracker could be obtained asfunctions of the hydrogen−oil ratio at the inlet of hydrocrackerand VR conversion. The total hydrogen consumed inhydrocrackers is therefore calculated as
= + + ∀ = ∀R R R i jRH Hi j i j i j, , H S, , C 2i j2 formed, , (27)
where RH2S,i,j is the amount of hydrogen consumed to form H2Sjand RCformed,i,j
is the amount of hydrogen consumed in theformation of light hydrocarbons from hydrodesulphurisationreactions. Note also that the products obtained during crackingreactions contain some amount of sulfur that was not removedduring the reactions. The product sulfur levels in pseudocom-ponent, i for each pseudocomponent boiling range, n in VGOhydrocracker, j can be estimated by incorporating productyields and properties in eq 28.
= × ∀ =S S Y n products obtained from fractionatori j nT
i i j, , prod f , ,i n,
(28)
Ti,n is the ratio of boiling points of pseudocomponents, i, tothe heaviest pseudocomponent boiling point in the feed foreach product range, n; Sprod the total sulfur in the entire productrange; and Yfi,i,j the products, i, obtained from hydrocracker, j.As shown in eq 28, β in the HDS model representing the natureof feed and product characteristics has been replaced with Ti,n,which represents the product characteristics in each pseudo-component boiling range. The sulfur in each pseudocomponentfraction is directly related with the yields obtained for eachfraction. Light fractions would usually contain the most reactive
Table 7. Feed and Operating Data in the Refinery
Feed Propertiesfinal pseudocomponent boiling point of feed (°C) 710
Product PropertiesFinal pseudocomponent boiling point of product (°C) 460
Operating Conditionstemperature (K) 699hydrogen pressure (MPa) 16LHSV (h−1) 0.25
ParametersSPgas (selectivity parameter to gas yield) 0.45SP<200 (selectivity parameter to <200 yield) 0.02SPcoke (selectivity parameter to coke yield) 6.86param (feed characterization parameter in gas yield fraction) 2.18paramK (boiling point parameter in <200 fraction) 2.46paramC (feed characterization parameter in coke fraction) 3.12A (relative rate function dependent parameter) 0.88μ200−350, γ200−350 (yield coefficients for 200−350 °C model) 2.99, 0.70μ350−500, γ350−500 (yield coefficients for 350−500 °C model) 1.33, 0.32
Table 8. Yield Comparison of Industrial Data and ModelPredictions
products/unconverted(UC) feed
industrialyield (−)
predictedyield (−) difference
%difference
gas 0.018 0.018 0.000 −0.779naphtha 0.070 0.070 0.000 −0.006gas oil 0.146 0.146 0.000 −0.025VGO 0.224 0.224 0.000 0.049UC VR 0.521 0.522 −0.001 −0.107coke 0.020 0.019 0.001 3.177
Figure 8. Comparison of industrial and predicted yields.
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
H

sulfur compounds, whereas heavy fractions are concentratedwith the most refractory sulfur compounds. The total sulfurdistribution in each product range can be given as the sum ofthe individual sulfur amount obtained from eq 28. The sulfur inthe unconverted fraction is obtained by subtracting the sulfur ineach pseudocomponent range from the total sulfur in theproduct in eq 29.
= − + + + +S S S S S S S( )UCO prod gas LN HN ker DIE (29)
2.2.3. Flash Model. The outlet stream from the reactor isrouted to the high-pressure flash separator and distributed intovapor and liquid phases. Assuming vapor and liquid phasesleaving a flash unit are in equilibrium
= · ∀ ∀Y Y K i ji j i j i jvap, , liq, , , (30)
Mass balance around the flash separator unit is given by thefollowing equations:
= + + ∀F F F F ji j j j jf , re, liq, pu, (31)
· = · + · + · ∀ ∀F Y F Y F Y F Y i ji j i i j j i j j i j j i jf , f , , re, re, , liq, liq, , pu, pu, ,
(32)
= + ∀F F F jfi j j j, vap, liq, (33)
= + ∀F F F jj j jvap, re, pu, (34)
= = ∀ ∀Y Y Y i ji j i j i jvap, , re, , pu, , (35)
∑ = ∀Y j1i
i jvap, ,(36)
∑ = ∀Y j1i
i jliq, ,(37)
= ∀ =F F j j1j j jre, H C, 1,2 (38)
= + ∀F F F jj j jpu, pr, SF, (39)
= ∀ ≠F F j j1j j jpr, H C, 1,2 (40)
2.2.4. Column Mass Balance. The liquid outlet from thehigh-pressure separator consisting of VRDS products is routedto the fractionating column.
= + + + +
∀ =
< − −F F F F F F
j hydrocrackers
j j j j j jliq, GAS, 200, 200 350, 350 500, ucVR,
(41)
where FGAS,j, F<200,j, F200−350,j, F350−500,j, and FUCVR are flow ratesof gas, <200 °C, 200−350 °C, 350−500 °C, and unconvertedresidue fractions, respectively. The individual flow rates of gas,naphtha (<200 °C), gasoil (200−350 °C), and VGO (350−500°C) are functions of total flow rate of liquid product and theirrespective yield fractions. An overall mass balance around thereaction−separation system is also included in the model.
+ + = + +
+ + ∀ =
< −
−
F F F F F F
F F j hydrocrackers
j j j j j j
j j
feed, mu, pr, GAS, 200, 200 350,
350 500, ucVR, (42)
2.2.5. Hydrogen Network Model. The interactions existingbetween hydrogen producers and consumers can berepresented with the following mass balance:
∑ = ∀F F jk
k j jH P, , mu,2(43)
∑ ∑+ = ∀F F F jk
k jj
j j jH P, ,1
H C, 1, mix,2 2(44)
∑ ∑· + · = · ∀F Y F Y F Y j( ) ( )k
k j i kj
j j i j j i jH P, , H P, ,1
H C, 1, H C, , 1 mix, mix, ,2 2 2 2
(45)
Equation 44 shows that the sum of hydrogen productionflow rates from various hydrogen producers, k; externallyrecycled gas flows from other consumers, j1; and internallyrecycled gas flows within consumer, j, is equal to the gas flowrate at the reactor inlet mix point for consumer, j. When eq 44is combined with eq 45 for mass balance, the complete massbalance between hydrogen producers and consumers isobtained. In a hydrogen network, hydrogen consumers requirehydrogen at certain flow rates and purities. The purge gas fromthe high-pressure separators of various hydrogen consumers iseither reused in other consumers or sent to a site fuel system.The relationship between hydrogen consumers and site fuelsystem is represented by the following mass balance equations:
∑= + ≠ ∀F F F j j j1j jj
j jpu, SF,1
H C, , 12(46)
∑· = · + · ≠ ∀F Y F Y F Y j j j( ) 1j i j j i jj
j j i jpu, pu, , SF, SF, ,1
H C, , 1 H C, ,2 2
(47)
= = ∀ ∀Y Y Y i ji j i j i jpu, , SF, , H C, ,2 (48)
Normally, the flow rate from a hydrogen producer is subjectto certain maximum or minimum limits as shown in eq 49.
∑≤ ≤F F Fkj
k j kH P,L
H P, , H P,U
2 2 2(49)
When eqs 1−49 are combined, an integrated hydrogennetwork model is formulated that comprises nonlinearempirical process models for prediction of sulfur in theproduct, light hydrocarbon formation from the HDS process,VR feed conversion, yields of VRDS products, hydrogenconsumption, and mass balances of hydrogen producers andconsumers in a network. The objective function is to minimizeoperating cost that accounts for hydrogen production cost andfuel gas value as in eq 50.
∑ ∑= · − ·F U F UObjective min[ ( ) ( )]k
kj
j jH P, H SF, SF,2 2
(50)
UH2and USF represent the unit prices of hydrogen and fuel
gas, respectively. Other costs that are integral in refineryprocess economics have not been considered in this presentwork. In most cases where hydrocracking processes areconsidered, refiners would usually be concerned with howmuch value they can obtain from products. The objectivefunction is to maximize profit as in eq 51.
= + ×
+ + + + ×
+ + ×
+ × + ×
− ×
< <
−
− −
F F U
F F F F U
F F U
F U F U
F U
Objective max[( )
( )
( )
( ) ( )
( )]k
GAS,VGOHC GAS,VR GAS
liq,NHT liq,CNHT naph,VGOHC 200,VR 200
ker,VGOHC 200 350,VR ker
DIE,VGOHC DIE 350 500,VR 350 500
H P, H2 2 (51)
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
I

FGAS,VGOHC, FGAS,VR, F<200,VR, Fliq,NHT, Fliq,CNHT, Fnaph,VGOHC,FKER,VGOHC, F200−350,VR, FDIE,VGOHC, and F350−500,VR are flow ratesof gas from VGO hydrocracking unit, gas from VRDS unit,naphtha from VRDS unit, naphtha from NHT, cracked naphthafrom CNHT, total naphtha from VGO hydrocracking unit,kerosene from VGO hydrocracking unit, gas oil from VRDSunit, diesel from VGO hydrocracking unit, and VGO fromVRDS unit, respectively. UGAS, U<200, UKER, UDIE, and U350−500are unit prices of gas, <200 or naphtha, kerosene, diesel, and350−500 or VGO respectively. The additional processconstraints proposed in the formulation of this methodologyare expected to give more realistic solutions as demonstrated inthe case study.
3. INTEGRATED OPTIMIZATION FRAMEWORK FORHYDROGEN NETWORKS
An extended methodology framework in Figure 9 has beenproposed to illustrate the integration of hydrotreater and
hydrocracker models in the optimization of hydrogen networks.The optimization methodology describes the effect of changingprocess variables, such as H2 partial pressure and temperature,on sulfur, CCR, asphaltenes, VR conversion, and product yieldsin a VRDS unit.The methodology can be summarized into three major steps:3.1. Process Model Development, Regression, and
Validation. The nonlinear process models developed fromfirst-principles steady-state kinetics in section 2.1 have beensuccessfully used to predict VR feed conversion and five-lumped product yields in a hydrocracker. The process modelqualitatively and quantitatively describes the effect of feedcharacteristics, process operating conditions, and productproperties on the conversion and product yields. Theconversion models are regressed on experimental data,4 andthe yield models are regressed using experimental data1 inTable 5. The resulting trend from each fit shows that theprocess model is robust enough to define the performance of aVRDS.3.2. Overall Network Modeling. The nonlinear con-
version and yield models are integrated into the hydrogen
network model resulting in an integrated superstructure ofprocess and network models. The overall network is modeledin the General Algebraic Modeling System environment. Theinlet hydrogen flow to VRDS is allowed to vary toaccommodate the effects of changing operating conditions onVRDS performance.
3.3. Overall Network Optimization. The process modelsare integrated in a hydrogen network model to exploit theinteractions between changing operating conditions andhydrocracker performance. Depending on the hydrocrackingprocess objective, changes in feed flow, hydrogen oil ratio, andreactor temperature would result in different feed conversionsand subsequently changes to hydrocracker product yields. Theeffects of these changes are seen in the hydrogen consumptionlevels, product distribution from hydrocrackers, and overallhydrogen requirements in the network.
4. CASE STUDY4.1. Base Case. The base case hydrogen network2 is
modified in this work to include a VRDS unit. The hydrogennetwork consists of two hydrogen producers (hydrogen plant,H2Plant); catalytic reformer (CCR); three hydrotreaters(naphtha hydrotreater, NHT; cracked naphtha hydrotreater,CNHT; and diesel hydrotreater, DHT); and two hydrocrackers(vacuum gas oil hydrocracker, VGOHC, and VRDS). Thedetailed feed stream data for the base case and operatingconditions in the hydroprocessing units is as shown in TablesS3 and S4 in the Supporting Information. Nonlinear VRDSprocess models developed in section 2.1 and hydrotreatermodels are integrated into the hydrogen network under fixedand varying operating conditions for the objective of maximumprofit. The prices for VGO feedstock, hydrogen, butane,naphtha, kerosene, and diesel are £562.91/t,20 £3000/t,21
£385.95/t,22 £594.81/t,22 £675.95/t,22 and £593.3/t,22 respec-tively. The objective is to minimize hydrogen at fixed operatingconditions across hydroprocessing units. The hydrogenproduction flow rate is 21.44 t/h. When the hydrogen-consuming processes are integrated in hydrogen networks,the interactions between hydrogen distribution and use inhydroprocessors can be exploited. First, we will consider theoutcomes of manipulating operating variables in the VRDS.Then, we shall consider the simultaneous effect of differentdecision variables on the overall hydrogen network profitability.
4.2. Optimization with Varying Hydrogen PartialPressure in VRDS. The recycle stream is used to maintainthe H2 partial pressure and the physical contact of hydrogenwith the catalyst to ensure adequate conversion and impurityremoval while minimizing carbon deposition. Increasing thehydrogen partial pressure reduces the reactor start of runtemperature as well as the rate of catalyst deactivation. In Table9, H2 partial pressure has been varied at constant temperatureand LHSV to study its influence on product distribution andchemical hydrogen consumption.As expected, increasing hydrogen pressure increases vacuum
residue conversion, decreases unconverted vacuum residue andVGO yields, while increasing the amount of gas, naphtha, andgasoil yields. Other authors have reported an increase in yieldof light fractions with increasing vacuum residue conversion.23
Gillis et al.24 mentioned that a hydrogen-rich environmentwould facilitate very high conversion of residue to liquidproducts, particularly distillate boiling range components,contrary to results reported in Morawski and Mosio-Mosiewski.4 The latter obtained an increase in UCVR, VGO,
Figure 9. Methodology for integration of VRDS unit in a refineryhydrogen network.
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
J

and gasoline yields and a corresponding decrease in gas and gasoil yields. The authors attributed the behavior of the system tosecondary reactions (polymerization, alkylation, and hydro-genation) of cracking products with increasing hydrogenpressure. Morawski and Mosio-Mosiewski4 explained that thiseffect was due to the excess amount of hydrogen present in thereactor. Figure 10 describes the influence of hydrogen pressureon product yield distribution.
The correlations obtained for asphaltene, CCR, sulfur andVR conversion have been based on experimental data.4 Thechemical hydrogen consumed in the VRDS is obtained fromthe combination of hydrogen consumed due to VR hydro-cracking reactions, HDS reactions, and light hydrocarbonformation.4.3. Optimization with Varying Temperature in VRDS
Process. Table 10 describes the effects of varying temperatureat constant hydrogen partial pressure in VRDS on product yieldpattern.The result in Table 10 shows the effect of decreasing
temperature on product yield distribution at H2 pressure of 160bar and LHSV of 0.5 h−1. The results obtained for gas, naphtha,gas oil, VGO, and VR are similar to the outcomes of theexperimetns of Morawski and Mosio-Mosiewski4. The authors
reported a decrease in VGO at 683 K. This work shows that adecrease in temperature necessitates a corresponding increasein VR and VGO, as expected, and a decrease in the lightfractions. Conversely, an increase in temperature results in acorresponding increase in the yield of light fractions and adecrease in heavier fractions and unconverted vacuum residue.The ratio of decrease in weight fractions for decreasingtemperature is slight in gas and naphtha compared to gas oiland VGO fractions. Morawski and Mosio-Mosiewski4 havenoted the importance of VGO in the production of low sulfurfractions of motor fuels. The result shows that the data1 is verysensitive to small changes in temperature. Although slightchanges in the lighter fraction yield distribution are reported, itis important to note that the resulting trend is plausible. Figure11 describes the results graphically.
In Figure 11, profiles of sectional areas for gas, naphtha, gasoil, and VGO yields and unconverted VR are presented to showthe effect of decreasing temperature. The yield distribution forheavier fractions is very sensitive to temperature compared tothe effects of hydrogen pressure in Figure 10. Beaton andBertolacini9 also predicted similar effects of temperature onproduct yield distribution. The yield of light gases, naphtha, and
Table 9. Effect of Increasing Hydrogen Pressure onConversion and Product Yield Distribution in VRDS Process
H2 pressure (bars) 150 160 170
chemical H2 consumed (t/h) 7.56 7.89 8.13asphaltene conversion (wt %) 31.65 33.34 35.07CCR conversion (wt %) 39.27 40.62 41.92sulfur conversion (wt %) 65.08 66.60 68.06VR conversion (wt %)/yields (wt %) 52.75 53.33 53.93gas 1.95 2.01 2.05naphtha 7.39 7.41 7.44gas oil 34.22 35.83 37.46VGO 9.19 8.08 6.97VR 47.25 46.67 46.07
Figure 10. Effect of hydrogen pressure on product yield distribution inVRDS process.
Table 10. Effect of Decreasing Temperature on Conversionon Product Yield Distribution
temeperature (K) 699 696 693
chemical H2 consumed (t/h) 7.892 7.329 6.626asphaltene conversion (wt %) 33.34 29.24 25.98CCR conversion (wt %) 40.62 35.66 31.11sulfur conversion (wt %) 66.60 63.55 60.62VR conversion (wt %)/yields (wt %) 53.33 48.02 43.00gas 2.01 1.89 1.79naphtha 7.41 7.15 6.99gas oil 35.83 20.21 3.34VGO 8.08 18.77 30.89VR 46.67 51.98 57.00
Figure 11. Effect of temperature on product yield distribution inVRDS.
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
K

gas oil increased with increasing residue conversion astemperature increased.Although the model showed reasonable accuracy in
predicting the industrial data,1 the extent of conversion islimited by how much change in temperature is accommodatedby the data. A feasible set of solutions can be obtained between693 and 699 K. The simultaneous effects of increases/decreasesin conversion are clearly seen in the chemical hydrogenconsumed and the overall hydrogen production requirementsof the network as shown in Table S5 in the SupportingInformation.4.4. Optimization of Maximum Profit at Varying Inlet
H2 Conditions in VRDS Process. Table 11 describes thecorresponding effect on profit with changes in hydrogen partialpressure.The result shows a slight relative increase of 0.6% in H2
production flow rate from H2 pressures at 150 and 160 bar.From the results, it could be inferred that the product yields arenot very sensitive to variations in hydrogen pressure; thus,differences in annual profit are minimal, similar to resultsobtained in Morawski and Mosio-Mosiewski.4 Under suchscenarios of limited sensitivity, the operator may be able to savehydrogen depending on how much profit giveaways can beaccommodated. In Table 11, the gains in profit outweigh theincrease in hydrogen flow rate with increasing hydrogen partialpressure.4.5. Optimum Profitability in VRDS Process. Morawski
and Mosio-Mosiewski4 reported the significant effects ofreaction temperature on the hydrocracking of VR and CCRand asphaltenes content in products. In Table 12, the effect oftemperature and hydrogen partial pressure on hydrogenproduction flow rate, profit, and the amount of CCR left inthe product is presented.As shown in Table 12, a balance between temperature and
hydrogen partial pressure requirements for the VRDS processcan be obtained, while maintaining the profitability of theprocess. For example, maximum profit is obtained at 699 K and160 bar; the amount of CCR produced is least at 699 K and
160 bar compared to other operating cases. Marafi et al.10
indicated that the content of CCR depends on the content ofcoke-forming precursors in the feed. In this regard, an attemptto correlate CCR content in products with coke formed hasbeen demonstrated in eq 20. An increase in temperature resultsin a corresponding increase in CCR conversion and thus adecrease of CCR in products and coke formed. Other authorshave established a temperature limit before the rapid formationof coke is reached. Font et al.25 reported a rapid decrease inconversion beyond temperatures of 417 °C, especially highlynegative conversions at 450 and 470 °C. The authors indicatedthat the decrease in conversion was attributed to the gradualinfluence of both recombination and coking reactions, as aresult of hydrogen deficit induced by the strong consumption
Table 11. Effect of Variations in Hydrogen Partial Pressure on Profit in VRDS Process
cases effects of fixed and varying inlet H2 on product yields
hydrogen consumers
NHT CNHT DHT VGOHC VR
fixed fixed fixed fixed fixed vary vary
temperature (K) 623 653 633 672 699 699 699hydrogen partial pressure in VR (bars) 150 160 170H2S formed (t/h) 0.329 0.538 5.430 1.726 2.881 3.059 3.131calculated conversion for VGOHC and VR (wt %) 66.88 52.75 53.33 53.93makeup hydrogen (t/h) 1.334 0.649 2.494 8.393 8.175 8.338 8.416chemical hydrogen consumed (t/h) 0.344 0.426 1.845 7.070 7.565 7.892 8.180dissolved hydrogen (t/h) 0.990 0.224 0.651 1.324 0.611 0.445 0.236
Products Formed from VGO Hydrocracking Reactions (t/h)flow rate of light gases 6.34flow rate of naphtha 66.89flow rate of kerosene 90.13flow rate of diesel 44.58
Products Formed from VR Hydrocracking Reactions (t/h)flow rate of light gases 3.61 3.71 3.80flow rate of naphtha 13.64 13.70 13.76flow rate of gasoil 63.20 66.23 69.26flow rate of VGO 16.97 14.94 12.89H2 production flow rate (t/h) 21.44 21.58 21.63overall profit (£B/y) 3.69 3.70 3.71
Table 12. Effect of Sequential Variation in H2 Pressure andTemperature on Profit in VRDS
hydrogen consumer VR
temperature (K) 699 699 696 696 693hydrogen partial pressurein VR (bars)
150 160 160 170 170
asphaltene conversion(wt %)
31.65 33.34 29.24 30.62 27.07
CCR conversion (wt %) 39.27 40.62 35.66 36.86 32.19sulfur conversion (wt %) 65.08 66.60 63.55 64.95 61.95VR conversion (wt %)/yields (wt %)
52.75 53.33 48.02 48.50 43.38
chemical hydrogenconsumed (t/h)
7.56 7.89 6.99 7.19 6.47
Products Formed from VR Hydrocracking Reactions (t/h)flow rate of light gases 3.61 3.71 3.48 3.57 3.39flow rate of naphtha 13.64 13.70 13.19 13.22 12.88flow rate of gasoil 63.20 66.23 37.29 39.98 8.63flow rate of VGO 16.97 14.94 34.63 32.69 55.07H2 production flow rate(t/h)
21.44 21.58 21.24 21.19 21.15
overall profit (£B/y) 3.695 3.700 3.636 3.643 3.573Yccr (wt %) 9.60 9.38 10.17 9.98 10.71
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
L

of this element while temperature increases. As described byMorawski and Mosio-Mosiewski,4 the primary function is tomaintain the concentration and reactivity of hydrogen donorsin the asphaltenes during high-temperature hydroconversion.This function prevents the growth of polynuclear aromatics andmakes them less likely to come out of solution as either coke ordownstream asphaltenic fouls, even at increased conversion.This work describes the effect of temperature between anallowable range of 693 and 699 K on hydrogen productionrequirements and overall profit. Beyond these temperatures, theresult is a negative conversion, as reflected in the experimentalyield data of Yang et al.1 From the simulations in Table 12, it isconsidered productive to operate at high temperatures of 699 Kand high hydrogen partial pressures of 160 bar, while lessamount of CCR, a precursor to coke formation, is produced.Consequently, the effect on catalyst deactivation could bemeasured as minimal, as a result of reduced coking activity.4.6. Overall Synthesis of Integrated Networks under
Varying H2 Inlet Conditions. Figures 12 and 13 describe the
integrated hydrogen network under fixed and varying operatingconditions, respectively.Figure 13 describes the integrated hydrogen network under
varying conditions when hydrogen availability is 50 t/h.Table 13 shows the effect of variations of H2 inlet conditions
in hydroprocessors on the overall network profitability. Whenhydrogen consumed is increased in the VGOHC and VRDSunit, light fractions increase and heavy fractions decrease,resulting in an overall increase of 6% and 2% in hydrogenproduction flow rate and network profitability, respectively.Where only limited H2 is available, an overall increase in profitof 0.3% is obtained from the base case at fixed inlet H2
conditions. Although the increment in profit is small, thedecrease in hydrogen production requirements is approximately1.3%. Consequently, the refiners can break even in theoperation of hydroprocessing units across the refinery. Table14 shows the effect of accommodating a further variation in H2
inlet conditions on the overall network.Table 14 shows that a further limitation on H2 supply to
20.95 t/h, while expanding the variations in H2 inlet conditions,
Figure 12. Integrated hydrogen networks under fixed operating conditions.
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
M

results in a decrease in the amount of H2 available to the VGOhydrocracker and hence an increase in flow rate of diesel anddecrease in lighter end hydrocarbons. The VRDS is constrainedon the maximum allowable changes in H2 pressure. The overallnetwork is in deficit of a 0.11% change in profit. A profit loss ofapproximately £4.2 M is incurred compared to a savings inhydrogen of approximately £4.8M. Overall, the savings inhydrogen outweighs the loss in profit. Based on the inferencesfrom Tables 13 and 14, an optimum amount of hydrogen canbe realized with a corresponding growth in profit. A hydrogensupply of 20.95 t/h is considered ideal in the profitmaximization scenarios. Note also that the products obtainedfrom VGO and VRDS at a hydrogen supply of 20.95 t/h ofhydrogen constitutes some amount of sulfur depending on theirboiling range and yield distribution, as shown in Table 15.As expected, sulfur concentrates in the highest boiling range,
in this case, the unconverted VGO and VR fractions. The smallamount of sulfur in the lighter fractions suggests that the easy-
to-react sulfur compounds are dispersed across the lowerboiling range.
5. CONCLUSIONS
Representation of hydrogen consumers with models that definethe process chemistry is fundamental to optimizing the use ofhydrogen in refineries. In this work, process models have beendeveloped for the VRDS process to accurately predict productformation based on significant characteristic variables andparameters. These hydrogen consumer models have beenintegrated in the hydrogen network model to exploitinteractions between hydrogen consumers and the hydrogendistribution network. Of particular interest is the similarity inthe behavior of the models with existing optimization trends inthe refining industry. An increase in hydrogen partial pressureby approximately 7% improves profit by only 0.03%, in contrastwith temperature changes. A decrease in temperature enhancesthe production of heavier hydrocarbons and decreases theformation of light ends. The effect of this decrease or increase
Figure 13. Integrated hydrogen networks under varying H2 inlet conditions.
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
N

in yields in VGOHC and VRDS and changes in sulfurconversion is seen in the process hydrogen requirements andoverall hydrogen production flow rate of the network. Asensitivity analysis has also been carried out to understand the
effects of limited hydrogen availability on the overall networkprofitability for different case scenarios. Hydrogen savingsrealized from a decrease in hydrogen requirements counter-balances the loss in network profitability. By allowing
Table 13. Effect of Fixed and Varying inlet H2 Conditions on the Overall Network
Table 14. Effect of a Further Limitation of H2 Supply on the Overall Hydrogen Network
hydrogen consumers NHT CNHT DHT VGOHC VR
vary vary vary vary vary vary vary vary vary vary
maximum hydrogen limit for all consumers (t/h) 21.15 20.95 21.15 20.95 21.15 20.95 21.15 20.95 21.15 20.95temperature (K) 623 623 653 653 633 633 672 672 699 699calculated conversion for VGOHC and VR (wt %) 66.82 66.55 53.33 53.28makeup hydrogen (t/h) 1.334 1.327 0.639 0.636 2.457 2.445 8.365 8.251 7.986 7.937chemical hydrogen consumed (t/h) 0.344 0.344 0.426 0.426 1.845 1.845 7.046 6.945 7.705 7.679dissolved hydrogen (t/h) 0.991 0.984 0.214 0.210 0.613 0.599 1.321 1.308 0.281 0.258
Products Formed from VGO Hydrocracking Reactions (t/h)pure hydrogen inlet flow rate 9.67 9.56flow rate of light gases formed 6.33 6.31flow rate of light naphtha 25.32 25.26flow rate of heavy naphtha 40.86 40.28flow rate of total naphtha 66.18 65.54flow rate of kerosene 89.39 86.37flow rate of diesel 45.25 48.03
Products Formed from VR Hydrocracking Reactions (t/h)flow rate of light gases 3.70 3.70flow rate of naphtha 13.68 13.68flow rate of gasoil 66.12 66.10flow rate of VGO 14.91 14.92
H2 prod. flow rate (t/h) - vary when H2 is limited 21.15H2 prod. flow rate (t/h) - vary when H2 is further limited 20.95overall profit (£B/yr) - vary when H2 is limited 3.71overall profit (£B/yr) - vary when H2 is further limited 3.70
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
O

simultaneous consideration of hydroprocessor integration,hydrogen network optimization, and varying operatingconditions, an actual and effective hydrogen optimizationmethodology can be implemented.
■ ASSOCIATED CONTENT*S Supporting InformationThe Supporting Information is available free of charge on theACS Publications website at DOI: 10.1021/acs.iecr.5b04161.
Additional tables and figures (PDF)
■ AUTHOR INFORMATIONCorresponding Author*E-mail: [email protected] authors declare no competing financial interest.
■ REFERENCES(1) Yang, C.; Zhang, J.; Xu, C.; Lin, S. HydroconversionCharacteristics on Narrow Fractions of Residua. J. Fuel Chem. Technol.(Beijing, China) 1998, 5.(2) Umana, B.; Shoaib, A.; Zhang, N.; Smith, R. IntegratingHydroprocessors in Refinery Hydrogen Network Optimization. Appl.Energy 2014, 133, 169−182.(3) Rana, M. S.; Samano, V.; Ancheyta, J.; Diaz, J. A. I. A review ofrecent advances on process technologies for upgrading of heavy oilsand residua. Fuel 2007, 86, 1216−1231.(4) Morawski, I.; Mosio-Mosiewski, J. Effects of parameters in Ni-Mocatalysed hydrocracking of vacuum residue on composition and qualityof obtained products. Fuel Process. Technol. 2006, 87 (7), 659−669.(5) Kirchen, R. P.; Sanford, E. C.; Gray, M. R.; George, Z. M. Cokingof Athabasca Bitumen Derived Feedstock. AOSTRA J. Res. 1989, 5,225.(6) Sanford, E. C. Conradson Carbon Residue Conversion duringHydrocracking of Athabasca Bitumen: Catalyst Mechanism andDeactivation. Energy Fuels 1995, 9, 549−559.(7) Gray, M. R.; Jokuty, P.; Yeniova, H.; Nazarewycz, L.; Wanke, S.E.; Achia, U.; Krzywicki, A.; Sanford, E. C.; Sy, O. K. Y. TheRelationship between Chemical Structure and Reactivity of AlbertaBitumens and Heavy Oils. Can. J. Chem. Eng. 1991, 69, 833.(8) Trasobares, S.; Callejas, M. A.; Benito, A. M.; Martinez, M. T.;Severin, D.; Brouwer, L. Kinetics of Conradson Carbon ResidueConversion in the Catalytic Hydroprocessing of a Maya Residue. Ind.Eng. Chem. Res. 1998, 37, 11−17.(9) Beaton, W. I.; Bertolacini, R. J. Resid Hydroprocessing at Amoco.Catal. Rev.: Sci. Eng. 1991, 33 (3-4), 281.(10) Marafi, A.; Stanislaus, A.; Furimsky, E. Kinetics and Modellingof Petroleum Residues Hydroprocessing. Catal. Rev.: Sci. Eng. 2010, 52(2), 204−324.(11) Le Page, J. F.; Morel, F.; Trassard, A. M.; Bousquet, J. ThermalCracking under Hydrogen Pressure: Preliminary Step to the
Conversion of Heavy Oils and Residues. Prepr. - Am. Chem. Soc.,Div. Fuel Chem. 1987, 32, no. CONF-8704349.(12) Schabron, J. F.; Speight, J. G. Correlation between CarbonResidue and Molecular Weight. Prepr. - Am. Chem. Soc., Div. FuelChem. 1997, 42 (2), 386−389.(13) Ancheyta, J.; Trejo, F.; Rana, M. S. Asphaltenes: ChemicalTransformation during Hydroprocessing of Heavy Oils; CRC Press: BocaRaton, FL, 2010.(14) Yang, G. H.; Wang, R. A. The Supercritical Fluid ExtractiveFractionation and the Characterization of Heavy Oil and PetroleumResidua. J. Pet. Sci. Eng. 1999, 22, 47−52.(15) Wang, Z. X.; Guo, A. J.; Que, G. H. Coke Formation andCharacterization during Thermal Treatment and Hydrocracking ofLiaohe Vacuum Residuum. 1998. China University of Petroleum;https://web.anl.gov/PCS/acsfuel/preprint%20archive/Files/43_3_BOSTON_08-98_0758.pdf.(16) Shi, T.; Xu, Z.; Cheng, M.; Hu, Y.; Wang, R. CharacterizationIndex for Vacuum Residua and their Subfractions. Energy Fuels 1999,13, 871−876.(17) Sadighi, S.; Ahmad, A.; Seif Mohaddecy, S. R. 6-Lump KineticModel for a Commercial Vacuum Gas Oil Hydrocracker. Int. J. Chem.React. Eng. 2010, 8, No. A1, DOI: 10.2202/1542-6580.2164.(18) Gao, H.; Wang, G.; Xu, C.; Gao, J. Eight-Lump KineticModelling of Vacuum Residue Catalytic Cracking in an IndependentFluid Bed Reactor. Energy Fuels 2014, 28, 6554−6562.(19) Stangeland, B. E. Kinetic model for prediction of hydrocrackeryields. Ind. Eng. Chem. Ind. Eng. Chem. Process Des. Dev. 1974, 13 (1),71−76.(20) U.S. Energy Information Administration 2014. Retrieved fromwww.eia.gov.(21) Blenco G. Hydrogen car revolution (November 2009). www.h2carblog.com.(22) Platts 2013. www.platts.com.(23) Fukuyama, H.; Terai, S. Kinetic Study on the HydrocrackingReaction of Vacuum Residue Using a Lumping Model. Pet. Sci.Technol. 2007, 25, 277−287.(24) Gillis, D.; Wees, M. V.; Zimmerman, P. Upgrading Residues toMaximize Distillate Yields; UOP LLC: Des Plaines, IL, 2009.(25) Font, J.; Moros, A.; Fabregat, A.; Salvado, J.; Giralt, F. Influenceof Fe and FeMo high loading supported catalysts on the coprocessingof two Spanish lignites with a vacuum residue. Fuel Process. Technol.1994, 37, 163−173.
Table 15. Sulphur Distribution among Products in VGO andVRDS Hydroprocessors
VGO Sfeed (wt %) 2.00VR Sfeed (wt %) 2.54VGO Sprod (wt %) 1.42VR Sprod (wt %) 0.85
products fromVGO unit GAS LN HN KER DIE UCO
sulfur (wt %) 0.000 0.000 0.000 0.002 0.006 1.409products from VRDS
unit GASNAPHTHA
GASOIL VGO UVR
sulfur (wt %) 0.000 0.000 0.001 0.001 0.846
Industrial & Engineering Chemistry Research Article
DOI: 10.1021/acs.iecr.5b04161Ind. Eng. Chem. Res. XXXX, XXX, XXX−XXX
P

38
Chapter 5 Summary and Future Work
5.1 Summary
In the context of refinery hydrogen management, this work represents a major
progress in the design of representative hydrogen network superstructures
based on a fully integrated approach leading to sustainable design of refinery
hydrogen networks. The work has successfully developed semi-empirical
nonlinear steady-state process models for five hydroprocessors that are capable
of predicting product quality, conversion, and product yields.
Models for sulphur removal and associated light hydrocarbons were developed
and validated based on the following feedstocks: diesel (75 % SRGO, 25 % LCO),
VGO, and kerosene in the operating range 623-653 K, 53-60 bars, and 1-5 h-1. The
modification of HDS model in hydrotreaters was implemented to capture the
effect of feed and operating conditions on product characteristics. The model
parameter describes the structural features and hydroprocessing difficulty of
the feed, with reference to the sulphur type in the feed. The HDS model fit was
in good agreement with the experimental data for all three feedstocks.
Hydrocracker Conversion and Yield models were developed and validated
based on VGO feedstocks (0.893 and 0.933 SG) at reactor operating conditions of
672 K, 170-172 bars and 1.43-1.83 h-1. The parameters obtained proved useful in

39
defining the feedstock characteristic and the degree of the function obtained, in
the case of the yield models. The feed quality parameter β embedded in the VGO
conversion model is capable of differentiating a paraffinic feed from a
naphthenic or aromatic feed, similar to Watson characterization factor. The value
of the relative rate dependent parameter describes the tendency of the model to
produce a linear or cubic yield function. Other parameters have shown
significance in their interrelationships with operating variables. The predictions
from the yield models shows good agreement with the experimental data.
Other models for the removal of CCR and asphaltenes in VRDS/HC processes
have also been developed from a first principle approach at 703 K, 0.5 h-1 and 200
bars. VR conversion models have been developed and validated based on
hydrogen pressures ranging from 120 bars to 200 bars and temperatures ranging
from 683 K to 723 K, at constant LHSV and shows good overall agreement with
experimental data. However, the asphaltene model fits well between
temperatures of 683-713 K. The VR yield models were implemented on an
Arabian vacuum residue at reactor operating conditions of 699 K, 160 bars, and
0.25 h--11 and the results have proved the applicability of these models to different
feedstock characteristics. These models were validated based on the feedstocks
and operating conditions discussed above due to limited availability of
experimental data.

40
The VR conversion and yield models show excellent prediction of the
experimental data. The usefulness of these models can be seen in their
constitution and interrelationships between several variables. For example, an
increase in hydrogen oil ratio or hydrogen partial pressure necessitates a
corresponding increase in light ends production and a decrease in the yield of
heavier ends. Similar trends result with increasing temperature and decreasing
feed flow. These tendencies are coherent with industrial behaviour when one or
more operating conditions are varied in a singular direction. Often, a
combination of changes in operating conditions would result in a significant
change in hydrogen consumed, and thus a reversal in the process dynamics.
The ease of implementation of the hydroprocessor models developed within the
integrated refinery hydrogen network would facilitate its application in the
refinery industry, thus providing a useful tool for refiners to make critical,
timely, and cost-saving optimisation decisions. Moreover, the model
characteristics, which reflect the chemistry underlying different reactions, nature
of feed, operating conditions, and catalyst properties proves the versatility of the
model in accurately reproducing refinery data. Therefore this work has
demonstrated the predictability of refinery processes using well-detailed and
effective process models.

41
The implementation of the hydroprocessor models enhances operational
flexibility within the network and helps in exploiting the benefits of the
interactions between hydrogen consuming and hydrogen production processes
in the hydrogen network. These models were implemented within a
multicomponent hydrogen framework to yield an integrated process network,
and solved with a nonlinear optimization algorithm in a GAMs platform. The
effects of changing feed flow, hydrogen partial pressure, hydrogen-oil ratio, and
temperature on process performance and overall hydrogen requirements were
well-captured in the integrated process network. The results of these changes on
product yields depict the expected outcomes in refining operations. In the
VRDS/HC process, other alternatives of operating the refinery at lower hydrogen
requirements were explored. It was established that the savings in hydrogen
obtained outweighs the loss in profit over an annual period. In another scenario,
increasing hydrogen requirements with increasing hydrogen partial pressure
culminated in a modest growth in profit. Here, the gains in profit offset the
increase in hydrogen production. The optimized solutions of the hydrogen
network in the integrated superstructure are sustainable and realistic. This
integrated approach to hydrogen management can be rigorously applied on an
industrial scale as a first step to obtaining optimum hydrogen requirements
considering the constraints in product quality and consumer expectations or
demand on product yields.

42
5.2 Perspectives and Future Work
The outcomes of this thesis have significant implications with regards to our
understanding of the design of sustainable multicomponent hydrogen networks.
The work has shown that the integration of semi-empirical nonlinear process
models in the optimization of refinery hydrogen network models is an economic
and tactful approach to achieving, simultaneously, optimum hydrogen
requirements and profit. The refiner is equipped with a tool to predict optimum
hydrogen distribution between the processes from the onset of the design. This
can be further enhanced by integrating the overall hydrogen network model
with a refinery plant data management system (PDMS) to provide real-time
automated solutions to the modeling and optimization of refinery hydrogen
distribution systems.
The application of the models developed in this work could be extended to
several industrial data to validate the range of operating conditions and data
limitations.
Further work could also study the effect of using a recycle configuration in
hydrocrackers on process performance and overall hydrogen requirements.
Theoretically, this could yield increased conversion and consequently increase in
hydrogen requirements, increase in light hydrocarbons in the system, and

43
therefore exert pressure on the purification system. Such practical constraints as
purifiers or compressors could also be integrated to allow quantitative
description of the effects of different operating scenarios on capital costs. A
hysterical increase in capital costs could topple the benefits of maximizing profit.

44
References
1. Energy Information Administration (EIA):
http://www.eia.doe.gov/oiaf/aeo/index.html.
2. Stanislaus A, Marafi A, Rana M. Recent Advances in the Science and
Technology of Ultra Low Sulphur Diesel (ULSD) Production. Catalysis
Today. 2010; 153:1-68.
3. Long R, Picioccio K, Zagoria A. Optimizing hydrogen production and use.
UOP LLC, A Honeywell Company.
4. Ancheyta J. Modeling and Simulation of Catalytic Reactors for Petroleum
Refining. John Wiley & sons. 2011.
5. El-Halwagi MM, Manousiouthakis V. Synthesis of Mass Exchange
Networks. AiChE Journal. 1989; 35:1233-1244.
6. Alves J. Analysis and design of refinery hydrogen distribution systems,
Ph.D. thesis, Department of Process Integration, University of Manchester
Institute of Science and Technology; 1999. Manchester, UK.
7. Liu F, Zhang N. Strategy of Purifier Selection and Integration in
Hydrogen Networks. Chemical Engineering Research and Design. 2004;
82:1315-1330.
8. Jiao Y, Su H, Hou W. Improved optimization methods for refinery
hydrogen network and their applications. Control Engineering Practice
(2012), http://dx.doi.org/10.1016/j.conengprac.2012.04.010
9. Singh BB. Bi-linear Data Reconciliation and Rigorous Optimisation of
Refinery Hydrogen Networks with Hydrogen Plant. Process Integration
Research Consortium, Manchester, 2006.
10. Jia, N., Refinery Hydrogen Network Optimisation with Improved
Hydroprocessor Modelling. PhD Thesis, University of Manchester,
Manchester, UK, 2010.
11. Choudhary TV, Parrot S, Johnson B. Unravelling Heavy Oil
Desulphurization Chemistry: Targeting Clean fuels. Environ. Sci. Technol.
2008; 42:1944-1947.
12. Hasenberg DM, Campagnolo JF. Modelling and Simulation of a Reaction
for Hydrotreating Hydrocarbon oil, Philips Petroleum Company 1997.
13. Bhutani N, Ray AK, Rangaiah GP. Modelling, Simulation and Multi-
objective Optimization of an Industrial Hydrocracking Unit. Ind. Eng.
Chem. Res. 2006; 45:1354-1372
14. Mohanty S, Saraf DN, Kunzru D. Modelling of a hydrocracking reactor.
Fuel Processing Technology. 1991; 29:1-17.

45
15. Qaeder SA, Hill GR. Hydrocracking of gas oils. Ind. Eng. Chem. Pro. Des.
Dev. 1969; 8(1):98 – 105.
16. Stangeland BE. Kinetic model for prediction of hydrocracker yields. Ind.
Eng. Chem., Proc. Des. Dev. 1974; 13(1):71-76.
17. Rapaport IB. Chemistry and Technology of synthetic liquid fuels, 2nd ed.
1962; Israel program for scientific translation Ltd, Jerusalem.
18. Yang GH, Wang RA. The Supercritical Fluid Extractive Fractionation and
the Characterization of Heavy Oil and Petroleum Residua. Journal of
Petroleum Science and Engineering. 1999; 22:47-52.

46
Appendix A: Supplementary Information for Chapter 3

47
A.1 Model Development for VGO Hydrocracker Products
Table A.1 Comparison of Industrial and Model Yield Predictions [13]
Pseudocomponent
(PC) number TBP (0F)
Industrial PC
mass flowrate
(kg/h)
Industrial PC
composition (-)
Sum of product
composition
(Industrial) Ti Ki
Model PC
composition (-)
Sum of product
composition
(Model) Error (-) Error %
1…..6 37.6567 3500 0.0250 LE = 0.0250 0.0359 0.0003 0.0201 LE = 0.0201 0.0049
7 57.7 200 0.0014 0.0551 0.0006 0.0011 0.0003
8 76.2 250 0.0018 0.0727 0.0009 0.0018 0.0000
9 93.3 500 0.0036 0.0890 0.0013 0.0027 0.0009
10 111.0 750 0.0054 0.1059 0.0019 0.0039 0.0015
11 128.8 950 0.0068 0.1229 0.0027 0.0055 0.0013
12 146.7 1150 0.0082 0.1400 0.0037 0.0075 0.0007
13 163.7 1250 0.0089 0.1562 0.0049 0.0098 -0.0009
14 180.8 1150 0.0082 0.1726 0.0064 0.0127 -0.0045
15 198.5 1750 0.0125 Sum of LN 0.1894 0.0081 0.0162 Sum of LN -0.0037
16 211.0 3450 0.0247 0.0815 0.2013 0.0096 0.0191 0.0803 0.0055 1.3971
17 228.6 3900 0.0279 0.2181 0.0119 0.0265 0.0014
18 246.1 3450 0.0247 0.2348 0.0146 0.0251 -0.0004
19 263.9 3050 0.0218 0.2518 0.0177 0.0230 -0.0012
20 281.3 2800 0.0200 0.2684 0.0211 0.0202 -0.0002
21 297.6 2200 0.0157 Sum of HN 0.2840 0.0248 0.0170 Sum of HN -0.0013
22 318.3 1800 0.0129 0.1229 0.3037 0.0300 0.0119 0.1236 0.0010 -0.5757
23 335.0 2900 0.0207 0.3196 0.0347 0.0223 -0.0016
24 350.7 2500 0.0179 0.3347 0.0396 0.0212 -0.0033
25 369.1 2780 0.0199 0.3522 0.0459 0.0201 -0.0002
26 389.2 2730 0.0195 0.3714 0.0535 0.0192 0.0003
27 405.5 2750 0.0197 0.3869 0.0603 0.0187 0.0010
28 422.9 2780 0.0199 0.4035 0.0682 0.0185 0.0014
29 441.5 2760 0.0197 0.4213 0.0773 0.0185 0.0012
30 459.7 2750 0.0197 0.4386 0.0869 0.0189 0.0008
31 477.9 2950 0.0211 0.4560 0.0974 0.0196 0.0015
32 495.6 3200 0.0229 0.4728 0.1084 0.0206 0.0022
33 513.5 3150 0.0225 Sum of KER 0.4900 0.1204 0.0221 Sum of KER 0.0004
34 533.5 2780 0.0199 0.2432 0.5090 0.1346 0.0241 0.2437 -0.0042 -0.2132
35 556.4 2700 0.0193 0.5309 0.1524 0.0136 0.0057
36 575.4 2500 0.0179 0.5491 0.1683 0.0147 0.0032
37 594.2 500 0.0036 0.5670 0.1851 0.0158 -0.0122
38 610.6 1200 0.0086 0.5826 0.2006 0.0168 -0.0082
39 630.5 2500 0.0179 0.6016 0.2205 0.0179 -0.0001
40 645.8 4500 0.0322 0.6162 0.2367 0.0188 0.0133
41 663.5 3250 0.0232 0.6331 0.2565 0.0199 0.0033
42 681.8 3000 0.0214 0.6505 0.2780 0.0210 0.0005
43 699.9 2780 0.0199 Sum of DIE 0.6678 0.3005 0.0220 Sum of DIE -0.0022
44 717.8 2950 0.0211 0.1849 0.6849 0.3239 0.0231 0.1836 -0.0020 0.7096

48
Table A.2 Comparisons of Industrial and Model Predictions [14]
PC
Number TBP (0F)
Industrial PC
composition (-)
Sum of
Product
composition
(Industrial) Ti Ki
Model PC
composition (-)
Sum of
Product
composition
(Model) Error (ppmw)
Error in
total %
1 36.5 0.035 LE = 0.035 0.036 0.001 0.021 0.036 -0.001 -2.976
2 81.5 0.000 0.079 0.001 0.005 -0.005
3 126.5 0.018 0.123 0.003 0.012 0.006
4 171.5 0.030 Sum of LN 0.167 0.006 0.024 Sum of LN 0.006
5 216.5 0.038 0.086 0.211 0.011 0.045 0.085 -0.007 1.052
6 261.5 0.035 Sum of HN 0.255 0.018 0.035 Sum of HN 0.000
7 306.5 0.040 0.075 0.299 0.029 0.040 0.075 0.000 0.000
8 351.5 0.041 0.342 0.043 0.039 0.002
9 396.5 0.045 0.386 0.060 0.047 -0.002
10 441.5 0.050 Sum of KER 0.430 0.082 0.052 Sum of KER -0.002
11 486.5 0.055 0.191 0.474 0.109 0.054 0.191 0.001 0.063
12 531.5 0.059 0.518 0.142 0.057 0.002
13 576.5 0.061 0.562 0.180 0.064 -0.003
14 621.5 0.068 Sum of DIE 0.605 0.225 0.067 Sum of DIE 0.001
15 666.5 0.065 0.253 0.649 0.277 0.065 0.253 0.000 0.006

49
Appendix B: Supplementary Information for Chapter 4

50
B.1 Model Development for VRDS / HC Products
Table B.1 Comparison of Industrial and Model Yield Predictions
PC
Number TBP(0F)
Industrial SFEF
composition (-)
Sum of Product
Composition
(Industrial) Ti Ki
Model SFEF
composition
(-)
Sum of Product
composition
(Model)
Error
(ppmw)
Error in
Total
(%)
6 230 0.0152 0.1756 0.0254 0.0150 0.0002
7 275 0.0137 0.2099 0.0328 0.0145 -0.0008
8 320 0.011 0.2443 0.0416 0.0140 -0.0030
9 365 0.0218 Sum of (<200) 0.2786 0.0518 0.0135 Sum of (<200) 0.0083
10 410 0.0085 0.0702 0.3130 0.0638 0.0131 0.0702 -0.0046 -0.0064
11 455 0.0284 0.3473 0.0778 0.0288 -0.0004
12 500 0.0264 0.3817 0.0939 0.0267 -0.0003
13 545 0.028 0.4160 0.1124 0.0268 0.0012
14 590 0.0289 Sum of (200-350) 0.4504 0.1336 0.0294 Sum of (200-350) -0.0005
15 635 0.0346 0.1463 0.4847 0.1575 0.0347 0.1463 -0.0001 -0.0249
16 680 0.0528 0.5191 0.1844 0.0501 0.0027
17 725 0.0486 0.5534 0.2146 0.0500 -0.0014
18 770 0.047 0.5878 0.2483 0.0475 -0.0005
19 815 0.0386 Sum of (350-500) 0.6221 0.2856 0.0423 Sum of (350-500) -0.0037
20 860 0.0372 0.2242 0.6565 0.3268 0.0343 0.2241 0.0029 0.0492
Table B.2 Effect of hydrogen pressure on sulphur in VR product []
PH2
(MPa)
Conversion
(%) Conversion (-)
Sprod (ppmw)
(experiment)
Sprod
(ppmw)
(model)
Error
(ppmw) Error %
Average
absolute
error %
12 69.1 0.691 7848.6 7852.3 -3.672 -0.047
14 69.8 0.698 7670.8 7668.4 2.414 0.031
16 70.5 0.705 7493 7488.8 4.194 0.056
18 71.2 0.712 7315.2 7313.4 1.769 0.024
20 71.9 0.719 7137.4 7142.2 -4.764 -0.067 0.045

51
Table B.3 Effect of hydrogen pressure on CCR in VR product
PH2 (MPa)
CCR
conversion%
CCR
Conversion (-)
CCRprod
(ppmw)
(experiment)
CCRprod
(ppmw)
(model) Error Error %
Average
absolute
error %
12 39.9 0.399 94958 94866.194 91.806 0.097
14 42.8 0.428 90376 90113.607 262.393 0.290
16 45.9 0.459 85478 86186.390 -708.390 -0.829
18 47.5 0.475 82950 82862.361 87.639 0.106
20 49.2 0.492 80264 79996.010 267.990 0.334 0.331
Table B.4 Effect of hydrogen pressure on Asphaltenes in VR product
PH2(MPa)
Asphconv %
(experiment)
Asphprod
(ppmw)
(experiment)
CCRprod
(ppmw)
(experiment)
CCRfeed/
CCR prod 1
Asphprod
(ppmw)
(model) Error Error %
Average
absolute error
%
12 0.389 32016.4 94958 1.666 -0.666 32266.067 -249.667 -0.780
14 0.415 30654 90376 1.753 -0.753 30483.932 170.068 0.555
16 0.441 29291.6 85478 1.833 -0.833 29022.968 268.632 0.917
18 0.468 27876.8 82950 1.907 -0.907 27804.138 72.662 0.261
20 0.494 26514.4 80264 1.975 -0.975 26773.625 -259.225 -0.978 0.698
Table B.5 Operating data
703
0.5
20
115
5.61
0.68
1.37
Tx
Ψ
Operating data in VRDS/HC unit
T (K)
LHSV (h-1)
P (MPa)
Surface Area of catalyst (m2/g)
KH

52
Table B.6 Comparison of Industrial and Model Predictions for VR conversion
VR conversion (-)
(experiment)
Asph conversion
(%)(experiment) x/(1-x)
VR conversion
(-) (Model) Error Error %
Average
absolute
error (%)
0.624 38.9 1.688 0.628 -0.004 -0.642
0.621 41.5 1.629 0.620 0.001 0.218
0.616 44.1 1.572 0.611 0.005 0.776
0.604 46.8 1.515 0.602 0.002 0.266
0.59 49.4 1.462 0.594 -0.004 -0.650 0.510