
Installed Capacity (Clinker) - 2 MTPA Installed Capacity ... · 4 Up-gradation of Raw Mill Fan to...
41
Human Resources Department Building Culture Nurturing Talent 1 Installed Capacity (Clinker) - 2 MTPA Installed Capacity (Cement) - 3 MTPA Captive Power Plant ( CPP) - 27MW Product Type - OPC, PPC
Transcript of Installed Capacity (Clinker) - 2 MTPA Installed Capacity ... · 4 Up-gradation of Raw Mill Fan to...

Human Resources Department Building Culture Nurturing Talent1
Installed Capacity (Clinker) - 2 MTPAInstalled Capacity (Cement) - 3 MTPACaptive Power Plant (CPP) - 27MWProduct Type - OPC, PPC

Human Resources Department Building Culture Nurturing Talent2
Major Process Equipment Specifications
Equipment Supplier Rated OperatingBeyond Capacity
Crusher MMD 900 TPH 800 TPH -11%
Raw mill Pfeiffer 400 TPH 450 TPH 13%
Pyro-5Stage Preheater
FLsmidth 4500 TPD 6500 TPD 44%
Coal Mill Pfeiffer40TPH-HG,25-Pet-coke
24 TPH -4%
Cement mill Pfeiffer 300TPH 350 TPH 17%

Human Resources Department Building Culture Nurturing Talent
2015-16 2016-17 2017-18 National Best
3
1. Specific Energy Consumption in last 3 years
2015-16 2016-17 2017-18

Human Resources Department Building Culture Nurturing Talent
2014-15 2015-16 2016-17 2017-18 National Best
1. Specific Energy Consumption in last 3 years

Human Resources Department Building Culture Nurturing Talent
2014-15 2015-16 2016-17 2017-18 National Best
5
1. Specific Energy Consumption in last 3 years
Due to high volume model

Human Resources Department Building Culture Nurturing Talent
2015-16 2016-17 2017-182015-16 2016-17 2017-18
6
1. Specific Energy Consumption in last 3 years
2015-16 2016-17 2017-182015-16 2016-17 2017-18

Human Resources Department Building Culture Nurturing Talent
2014-15 2015-16 2016-17 2017-182014-15 2015-16 2016-17 2017-18
7
1. Specific Energy Consumption in last 3 years
Human Resources Department Building Culture Nurturing Talent8
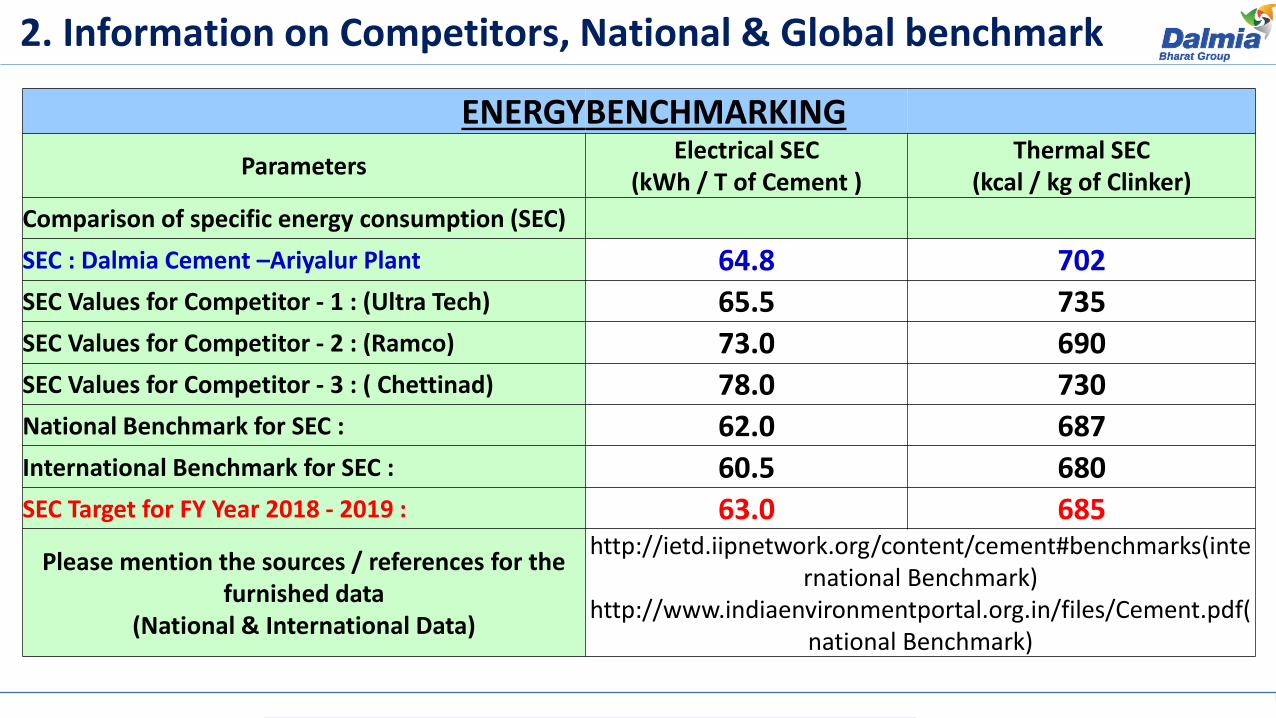
2. Information on Competitors, National & Global benchmark
ENERGYBENCHMARKING
ParametersElectrical SEC
(kWh / T of Cement )Thermal SEC
(kcal / kg of Clinker)
Comparison of specific energy consumption (SEC)
SEC : Dalmia Cement –Ariyalur Plant 64.8 702SEC Values for Competitor - 1 : (Ultra Tech) 65.5 735SEC Values for Competitor - 2 : (Ramco) 73.0 690SEC Values for Competitor - 3 : ( Chettinad) 78.0 730National Benchmark for SEC : 62.0 687International Benchmark for SEC : 60.5 680SEC Target for FY Year 2018 - 2019 : 63.0 685
Please mention the sources / references for the furnished data
(National & International Data)
http://ietd.iipnetwork.org/content/cement#benchmarks(international Benchmark)
http://www.indiaenvironmentportal.org.in/files/Cement.pdf(national Benchmark)

Human Resources Department Building Culture Nurturing Talent9
Road Map To Achieve Benchmark/National/Global Best
Action plan for Reduction of Upto Clinkerization Power from 48.5 to 45.5 kWh/Mt
S. No Energy Conservation ProjectsExpected Saving
Kwh/ Mt of clinkerTarget
1 New Impact Crusher (Tertiary) to reduce power consumption 0.10 Jun'19
2 Separate Crusher for Additives to improve the productivity 0.11 Mar'19
3Up gradation of Raw mill Classifier to increase mill productivity by 3-5%
0.30 Jan'19
4 Up-gradation of Raw Mill Fan to increase the efficiency 0.21 Mar'19
5 Up-gradation of Preheater Fan to increase efficiency from 77 to 83% 0.52 Nov'18
6 Reduction of False Air from 5.6 to <4% 0.09 Mar'19
7Up-gradation of Top Cyclones to reduce the pressure drop from 130 to <100 mmwg as well as to reduce the power consumption
0.38 Jun'19
Human Resources Department Building Culture Nurturing Talent10
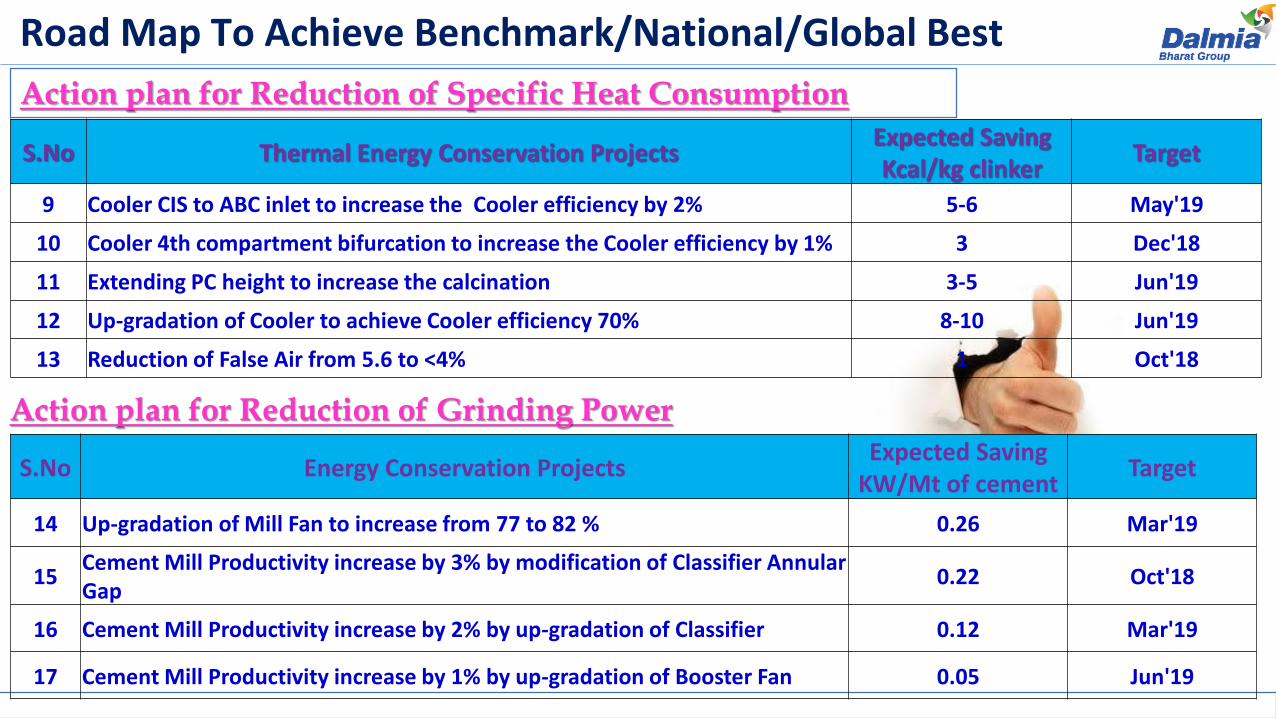
Road Map To Achieve Benchmark/National/Global Best
Action plan for Reduction of Specific Heat Consumption
Action plan for Reduction of Grinding Power
S.No Thermal Energy Conservation ProjectsExpected Saving Kcal/kg clinker
Target
9 Cooler CIS to ABC inlet to increase the Cooler efficiency by 2% 5-6 May'19
10 Cooler 4th compartment bifurcation to increase the Cooler efficiency by 1% 3 Dec'18
11 Extending PC height to increase the calcination 3-5 Jun'19
12 Up-gradation of Cooler to achieve Cooler efficiency 70% 8-10 Jun'19
13 Reduction of False Air from 5.6 to <4% 1 Oct'18
S.No Energy Conservation ProjectsExpected Saving
KW/Mt of cementTarget
14 Up-gradation of Mill Fan to increase from 77 to 82 % 0.26 Mar'19
15Cement Mill Productivity increase by 3% by modification of Classifier Annular Gap
0.22 Oct'18
16 Cement Mill Productivity increase by 2% by up-gradation of Classifier 0.12 Mar'19
17 Cement Mill Productivity increase by 1% by up-gradation of Booster Fan 0.05 Jun'19

Human Resources Department Building Culture Nurturing Talent11
3a. Energy Saving projects implemented in FY 2015-16
S. No. Title of ProjectTotal Annual
Savings (Rs million)
Investment Made
(Rs million)
Payback
(Months)
1Reduction of Crusher Sp. Power Consumption by avoiding Primary crusher tripping
0.3 0 0.0
2 RVRM Grit Cone Modification 2.3 1 5.3
3 RVRM HAG Root Blower Installation instead of Compressor Air 0.6 0.2 3.7
4 HAG Coal Blower VFD Installation 0.3 0.2 6.9
5 RVRM False Air Reduction from 11.2 to 8.3% 0.8 0.2 3.2
6 Silo Feed Elevator Discharge chute & VFD installation 1.9 1 6.4
7 In-House Modification of Raw Mill Hot gas inlet duct 2.6 1.4 6.5
8 Sp. Heat Consumption reduction 8.0 0.3 0.4
9 Compressor Power Reduction 3.0 0 0.0
10 Coal Mill Sp. Power Reduction by output increased 4.2 0.25 0.7
11 CVRM Sp. Power Reduction in OPC grinding 0.5 0.2 4.4
Total Saving 26 5.00 2.27

Human Resources Department Building Culture Nurturing Talent12
Higher Pressure drop across the Mill inlet duct
❖ Team decided to increase the mill inlet duct area to reduce
the pressure drop in the circuit.
❖ Mill inlet duct area was increased from 6 m2 to 18 m2.
✓ Pressure drop got reduced by 70 mmWg
✓ RVRM Specific Power consumption reduced by 0.3 kWh/MT
✓ Cost Saving -26 Lakhs/annum
In-House Modification of RVRM Hot Gas Inlet Duct
3a. Energy Saving projects implemented in FY 2015-16
Human Resources Department Building Culture Nurturing Talent13
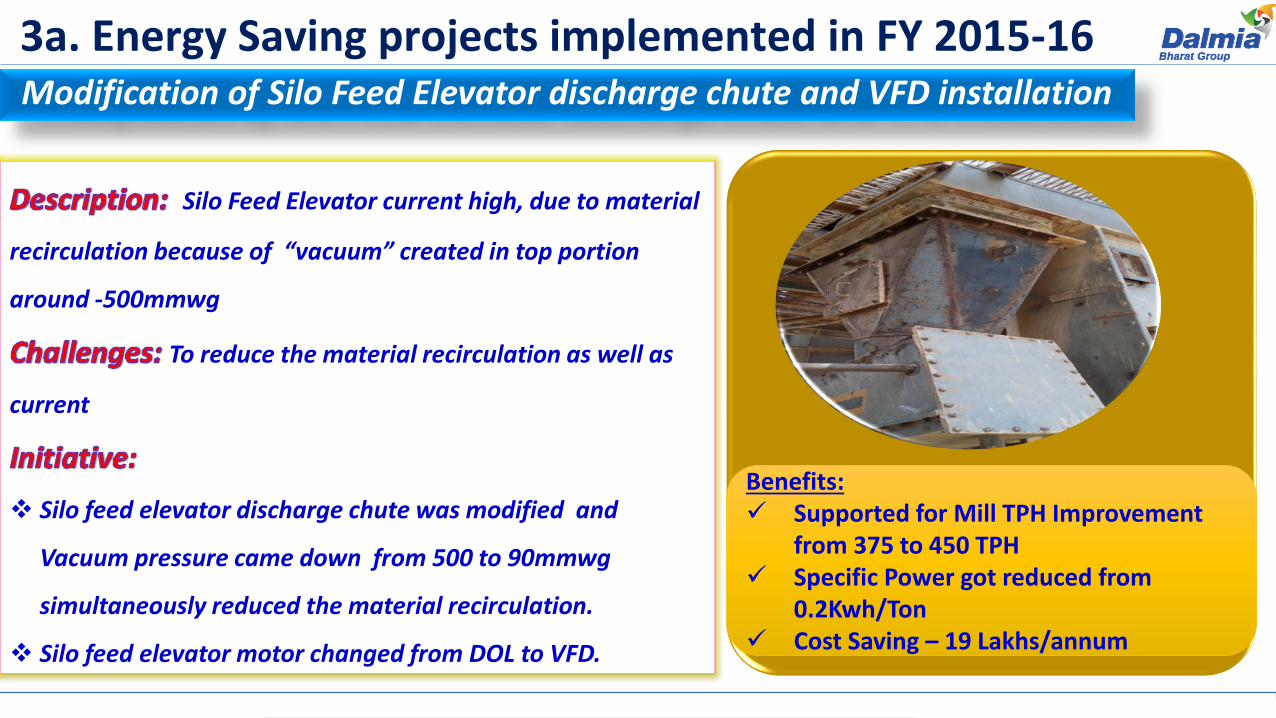
Silo Feed Elevator current high, due to material
recirculation because of “vacuum” created in top portion
around -500mmwg
To reduce the material recirculation as well as
current
❖ Silo feed elevator discharge chute was modified and
Vacuum pressure came down from 500 to 90mmwg
simultaneously reduced the material recirculation.
❖ Silo feed elevator motor changed from DOL to VFD.
Modification of Silo Feed Elevator discharge chute and VFD installation
Benefits:✓ Supported for Mill TPH Improvement
from 375 to 450 TPH✓ Specific Power got reduced from
0.2Kwh/Ton ✓ Cost Saving – 19 Lakhs/annum
3a. Energy Saving projects implemented in FY 2015-16

Human Resources Department Building Culture Nurturing Talent14
3b. Energy Saving projects implemented in FY 2016-17
S. No. Title of ProjectTotal Annual
Savings (Rs million)
Investment Made
(Rs million)
Payback
(Months)
1Innovative Reverse start sequence for Lime stone Crusher Transport Group
0.36 0 0.0
2 Raw Mill Classifier Annular Gap Reduction 0.6 0.82 16.1
3 Raw Mill Fan Cone Up-gradation 0.2 0.52 30.6
4 Raw Mill Cyclone Rotary air lock stopped 0.1 0.01 1.2
5 RVRM False Air Reduction from 8.6 to 7.6% 0.1 0.2 20.5
6 Reclaimer Output increased from 450 to 550 TPH 0.1 0.2 23.5
7 Reduction of Coal Mill False Air 0.2 0.2 16.0
8 Coal Mill Rotary Air Lock reverse logic provided 0.1 0 0.0
9 Cooler MFR modification 1.1 0.5 5.4
10 Kiln Riser Duct Modification 1.1 0.58 6.5
11 Reduction of False Air in Preheater from 5.7 to 4.7 % 0.84 1.0 14.3
12 Kiln Coal pumping line changed from 250 to 200 mm 0.87 0.55 7.6
13 Reduction of False Air in Cement Mill from 14 to 11% 0.1 0.2 19.0
Total Saving 6 4.72 9.88
Human Resources Department Building Culture Nurturing Talent15
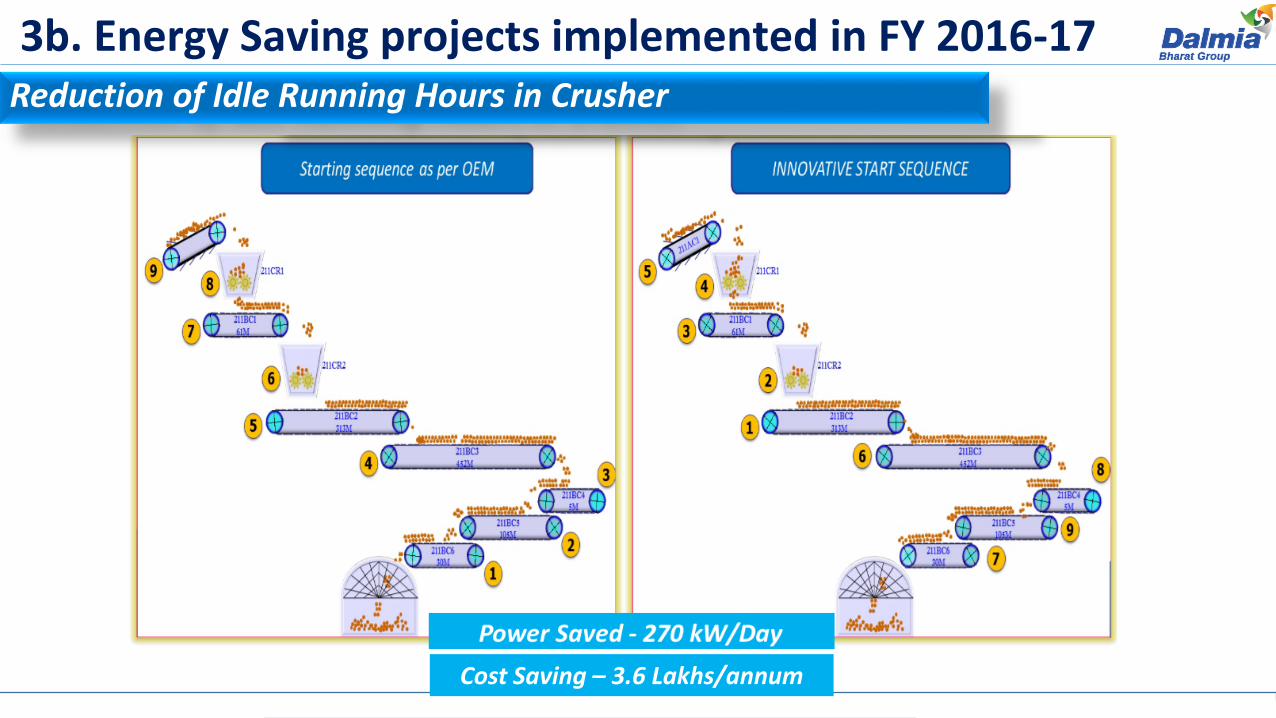
3b. Energy Saving projects implemented in FY 2016-17
Cost Saving – 3.6 Lakhs/annum
Reduction of Idle Running Hours in Crusher

Human Resources Department Building Culture Nurturing Talent16
Area -4.58M2Velocity – 32m/s
✓Kiln Riser Duct area was
increased from 4.58 to 5.7m2
✓Kiln riser Duct Velocity
reduced from 32 to 26 m/sec
✓ kiln inlet O2 was increased by
1.0 %
✓Preheater Fan Speed reduced
by 1%
✓Kiln Coating Tendency
ReducedKILN KILN
Area – 5.7 m2Velocity – 26 m/s
SmokeChamber
SmokeChamber
Increased Clinker production = 100 TPD
Modification Of Kiln Riser Duct By In-house Design3b. Energy Saving projects implemented in FY 2016-17

Human Resources Department Building Culture Nurturing Talent17
3c. Energy Saving projects implemented in FY 2017-18
S. No. Title of ProjectTotal Annual
Savings (Rs million)
Investment Made
(Rs million)
Payback
(Months)
1Reduction of Crusher Sp. power consumption by elimination of primary crusher tapper tooth problem
0.13 0.1 9.5
2 Raw mill classifier seal gap reduced from 12 to 6 mm 0.3 0.4 15.2
3 Raw Mill False Air reduced from 7.5 to 6.5% 0.1 0.2 19.3
4 Coal Mill Dam Ring & Nozzle Ring optimization 0.7 0.1 1.7
5 Reduction of Kiln radiation losses by applying the heat resistant paint 0.44 0.1 2.7
6 Cooler Recuperation Efficiency increased from 63 to 64 % 0.9 0.2 2.7
7 CVRM Bag House purging sequence modified 0.5 0 0.08 CVRM Classifier seal gap reduced from 10 to 6mm 0.4 0.1 3.09 CVRM Bag house False air arrested by adjusting Rotary Airlock Gap 0.3 0.05 1.8
10 CVRM Fan cone Gap reduced 0.3 0.1 4.5
11 Installation of Fresh Air Damper at mill inlet duct 0.39 0.05 1.5
12 Packing plant Bag Filter optimized the DP 0.3 0.02 0.9
13 Packing Plant Lighting replaced with LED 0.4 0.05 1.4
Total Saving 5.2 1.47 3.42

Human Resources Department Building Culture Nurturing Talent18
3c. Energy Saving projects implemented in FY 2017-18
Dam ring was reduced from 180 to 80 mm
Nozzle Ring Blockage also reduced from 20%
make into 0%
Thereby Specific power consumption got
reduced by 4 Kwh/Mt of Material
Cost Saving – 12 Lakhs/ Annum
Reduction Of Coal Mill Specific Power Consumption

Human Resources Department Building Culture Nurturing Talent
Kiln Shell painted with Lithophone + Sodium Silicate to reduce the Radiation Losses
3c. Energy Saving projects implemented in FY 2017-18
Kiln Radiation loss reduced by
1.2 Kcal/ kg clinker
Cost Saving – 15 Lakhs/Annum
Surface
Area (m2)
Clinker
Productio
n TPH
Shell
Temp C
Shell
Temp KTa oC Ta oK
Convection
(Qc) Kcal/Hr m2
Radiation Qr
Kcal/Hr m2
Total Heat
Loss Q
Kcal/Hr m2
Heat Loss
Kcal/ kg
clinker
Before 915 250 264 537 35 308 1291022 2714618 4005640 16.0
After 915 250 253 526 35 308 1220550 2472759 3693309 14.8
Reduction of Radiation Loss( Kcal/ kg clinker) 1.2
Human Resources Department Building Culture Nurturing Talent
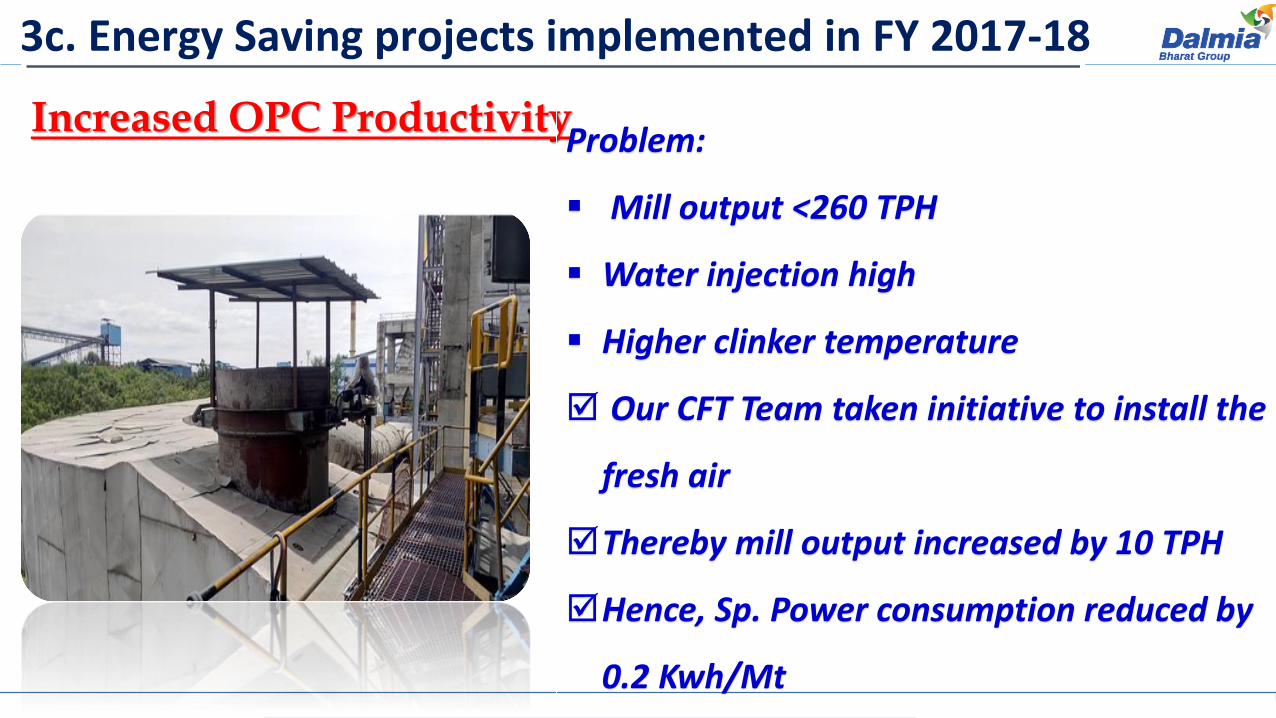
Increased OPC Productivity
3c. Energy Saving projects implemented in FY 2017-18
Problem:
▪ Mill output <260 TPH
▪ Water injection high
▪ Higher clinker temperature
Our CFT Team taken initiative to install the
fresh air
Thereby mill output increased by 10 TPH
Hence, Sp. Power consumption reduced by
0.2 Kwh/Mt

Human Resources Department Building Culture Nurturing Talent21
4. Innovative Project - 1Cement Mill Bag House Purging Sequence Modified
Problem Statement:
Silo feed Bucket elevator is bottle neck to increase the Output
Material flushing from Bag house to Bucket elevator
Frequent tripping of Bag house transport group due to High Bucket elevator load
Existing
Sequence
Chamber L1 L2 L3 L4 L5 L6 L7 L8
B/H Inlet
1 5 3 7 2 6 4 8B/H Out Let
3 7 1 5 4 8 2 6
Chamber R1 R2 R3 R4 R5 R6 R7 R8
Root Cause:

Human Resources Department Building Culture Nurturing Talent22
4. Innovative Project - 1
CVRM Bag House Purging Sequence Modification
Benefits: Elevator current optimized from 150 to 140 Amps. Cement mill output increased from 350 to 375 TPH Sp. Power consumption reduced by 0.5 kW/Mt Cost saving of Rs.18.05 lakhs per annum
Source - QC CircleInnovation – BH Purging based on the Elevator LoadReplication - Possible

Human Resources Department Building Culture Nurturing Talent23
4. Innovative Project - 2Increased Cooler Re-cuperation Efficiency from 63 to 64%
Cooler Static PartCompartment -1
Compartment -2
Compartment -3
Cooler Fan -1Fan speed -100%
Cooler Fan -2Fan speed -100%
Cooler Fan -3Fan speed -100%
TAD Temperature -1020 Deg CCooler Efficiency – 63 %
Cooler Static PartCompartment -1
Compartment -2
Compartment -3
Cooler Fan -1Fan speed -105%
Cooler Fan -2Fan speed -
105%
Cooler Fan -3Fan speed -
105%
TAD Temperature -1050 Deg CCooler Efficiency – 64 %
Before After

Human Resources Department Building Culture Nurturing Talent24
4. Innovative Project - 2
Increased Cooler Re-cuperation Efficiency by modification of higher size MFR
✓ Cooler MFR size increased for increasing the air quantity
✓ Cleaning the ADP for uniform distribution of air
Benefits:
Cooler Recuperation Efficiency increased by 1%
Heat Rate reduced by 4 Kcal/ kg clinker
TAD Temp increased from 1000 to 1050 Degc
Cost Saving – 48 Lakhs per annum
Source - OEMInnovation - Achieved Beyond limit Replication - Possible

Human Resources Department Building Culture Nurturing Talent25
Cement Mill Bag House RAL Modification
Reduction in False air entry from 11.5% to 9.85%.
Easier access while removing bags through RAL.
Cost saving of Rs.5.70 lakhs per annum
4. Innovative Project - 3
Source - Front line TechnicianInnovation - Reduce the False airReplication - Possible
Before Modification After Modification
Our sister concern, Kadapa plant have installed
this modification
Horizontal deployment – It is applicable to all
the cement industries.
Human Resources Department Building Culture Nurturing Talent26
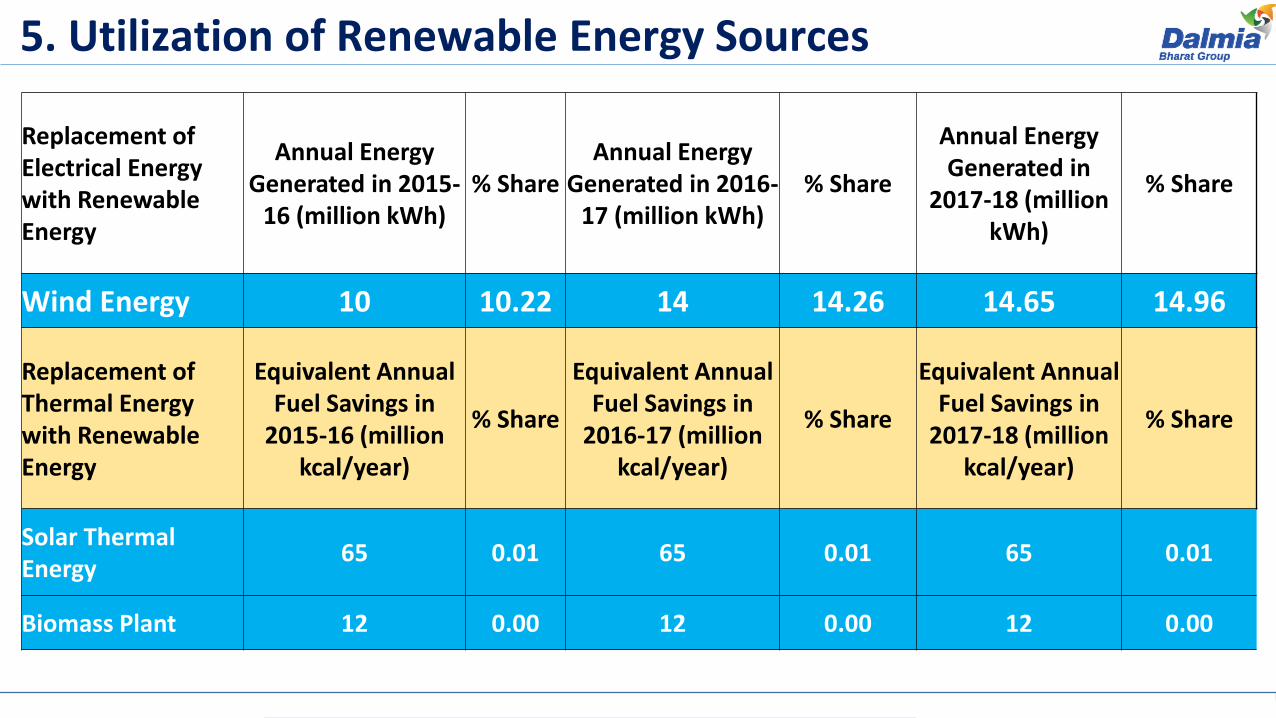
5. Utilization of Renewable Energy Sources
Replacement of Electrical Energy with Renewable Energy
Annual Energy Generated in 2015-
16 (million kWh)% Share
Annual Energy Generated in 2016-
17 (million kWh)% Share
Annual Energy Generated in
2017-18 (million kWh)
% Share
Wind Energy 10 10.22 14 14.26 14.65 14.96
Replacement of Thermal Energy with Renewable Energy
Equivalent Annual Fuel Savings in
2015-16 (million kcal/year)
% Share
Equivalent Annual Fuel Savings in
2016-17 (million kcal/year)
% Share
Equivalent Annual Fuel Savings in
2017-18 (million kcal/year)
% Share
Solar Thermal Energy
65 0.01 65 0.01 65 0.01
Biomass Plant 12 0.00 12 0.00 12 0.00

Human Resources Department Building Culture Nurturing Talent27
6. Utilization of waste material as fuel
3.4%
1.63%
4.3%
2015-16 2016-17 2017-18
146
97
187
2015-16 2016-17 2017-18
Green Fuel 2015-16 2016-17 2017-18
Dolachar 0.05 - -
Charcoal 0.82 - -
Carbon black 0.77 0.64 2.47
Plastic waste/RDF 0.04 0.02 -
Spent wash 0.24 0.03 -
DFA-HCV 0.07 0.34 0.68
Solid Waste Mix 1.38 0.60 0.50
Tyre chips - - 0.60
Resin Waste - - 0.05
% TSR 3.37 1.63 4.30
Alternate Raw Material 2015-16 2016-17 2017-18
Tannery Sludge - MT - 233 543
Lime Sludge - MT - 1403 3696
Human Resources Department Building Culture Nurturing Talent28
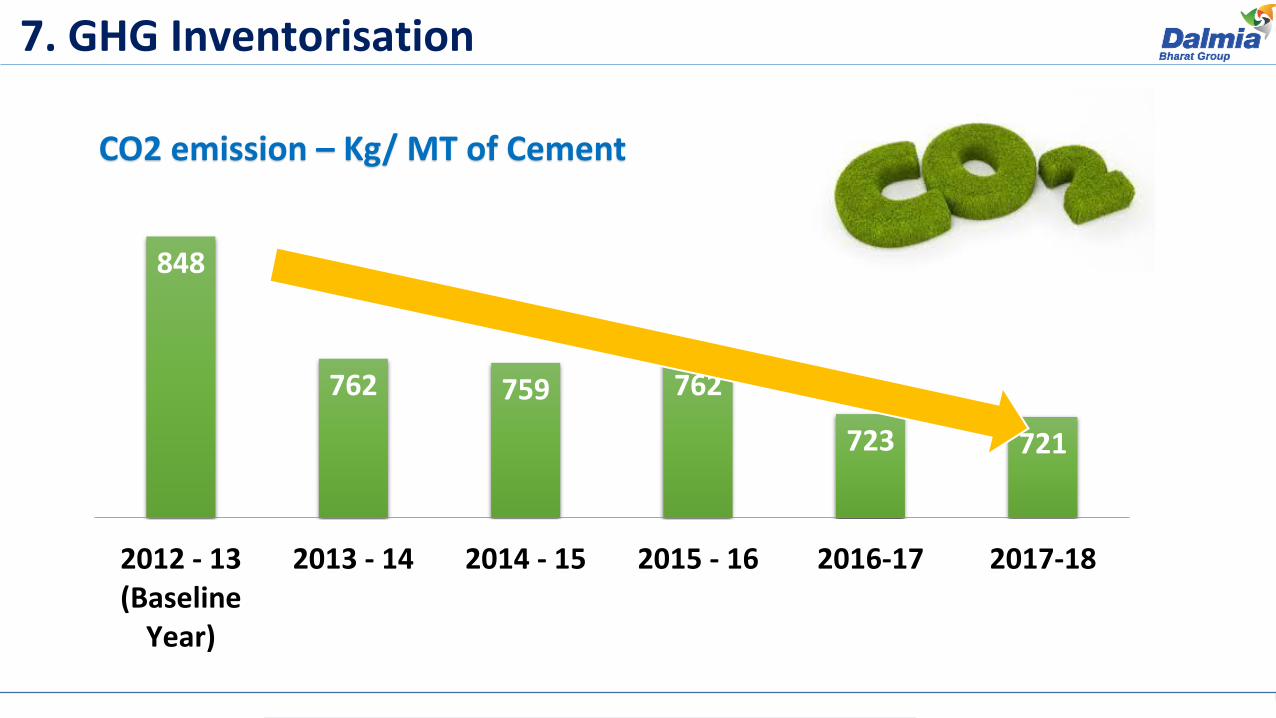
7. GHG Inventorisation
848
762 759 762
723 721
2012 - 13(Baseline
Year)
2013 - 14 2014 - 15 2015 - 16 2016-17 2017-18
CO2 emission – Kg/ MT of Cement

Human Resources Department Building Culture Nurturing Talent29
7. GHG Inventorisation
Note : As per the GNR data published by Cement Sustainability Initiatives (CSI) in 2016
… in the cement world
Lowest Carbon footprint globally…
CO2 emission – Kg/ MT of Cement

Human Resources Department Building Culture Nurturing Talent30
8.1 Green Supply Chain – Cement Bulker %FY 16-17 FY 17-18
Bag/BulkDispatch Quantity
Avg Distance
Dispatch Quantity
Avg Distance
BAG 1159790 171 1103392 172
BULK 352224 324 430718 326
Grand Total 1512014 194 1534110 200
Bulker Quantity increased = 78494 MT
Fuel Savings = 54157 Lits * 70 Rs/ Lits of Diesel
Cost Saving = 38 Lakhs

Human Resources Department Building Culture Nurturing Talent
Results:
✓Increased Backhaul Quantity =
19712 MT
✓Distance from Karikal = 126 Km
✓Fuel Saved = (939*126)/4.5 =
26292 Lits of Diesel
✓Cost Saving = 18.4 Lakhs/annum
31
8.2 Green Supply Chain – Back Hauling %
Plant
Distributor Pet-coke from Karikal

Human Resources Department Building Culture Nurturing Talent32
8.3 Green Supply Chain – Round Trip
Results:
Limestone Quantity increased by
round trip -34,000 MT
If direct Trip - 1.94 Lits/ Mt
If Round Trip – 1.25 Lits/ Mt
Fuel Saved – 23,460 Lits of Diesel
Cost Saving – 16.42 Lakhs/ Annum
DPM Plant
Ariyalur PlantPNR & PTK
Mines
DPM Mines
Human Resources Department Building Culture Nurturing Talent33
✓On line Energy management System (EMS)
✓Online Specific power consumption is monitored by CCR operators
✓ Software for Compressors, Idle running hours of Major Equipment & Raw
water Consumption.
✓ Energy reports were taken from Energy management system
✓ Best Energy saving initiatives are awarded periodically.
9.1 Daily Monitoring and Reporting System
9. Team work, Employee Involvement & Monitoring
Human Resources Department Building Culture Nurturing Talent34
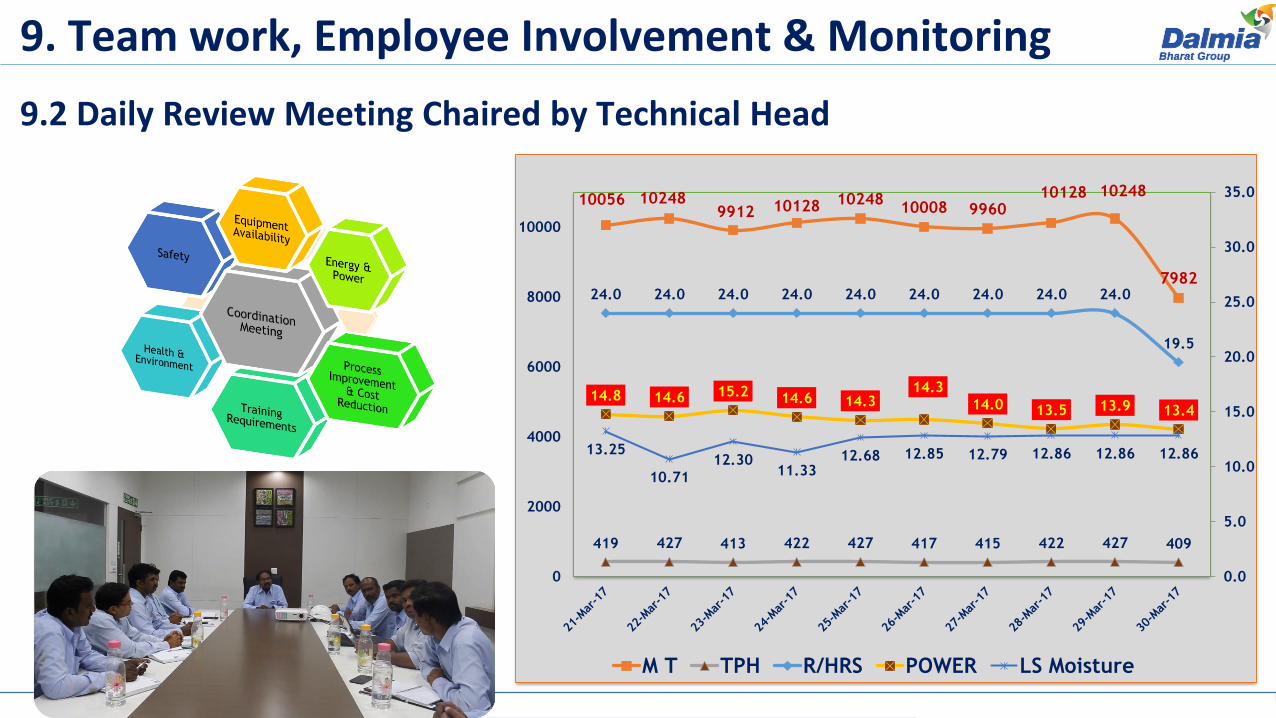
9.2 Daily Review Meeting Chaired by Technical Head
10056 102489912 10128 10248
10008 996010128 10248
7982
419 427 413 422 427 417 415 422 427 409
24.0 24.0 24.0 24.0 24.0 24.0 24.0 24.0 24.0
19.5
14.8 14.6 15.2 14.6 14.314.3
14.0 13.5 13.9 13.4
13.25
10.71
12.3011.33
12.68 12.85 12.79 12.86 12.86 12.86
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
0
2000
4000
6000
8000
10000
M T TPH R/HRS POWER LS Moisture
9. Team work, Employee Involvement & Monitoring
Human Resources Department Building Culture Nurturing Talent35
❖ Energy Task Force Team formed with cross functional team members and
best energy saving initiatives discussed and implemented.
❖ Best tracking system for speedy implementation
❖ Quick fund allocation by the management based on the pay back period
less than 40 months
❖ Best Energy saving initiatives are awarded every Monthly Gate meeting.
❖ Visiting Energy Efficient plant & Participating seminars for new
technology adoption
❖ Conducting energy Audit by CII every year
❖ Investment for energy conservation projects for FY 2017-18– 611 Lakhs
ENCON Project Suggestion Box
9. Team work, Employee Involvement & Monitoring
9.3 Separate budget for Energy Conservation
Human Resources Department Building Culture Nurturing Talent36
10. Implementation of ISO 50001/Green Co/IGBC rating
Keys to Success By Implementation of ISO 50001
✓ Well defined energy policy to become excellent energy efficient plant
✓ Gap analysis for the targets and corrective actions for acheiving the targets.
✓ Energy task force team consisting of people at different levels.
✓ Systematic approach to improve the energy performance
✓ Periodical review by top management.
✓ Availability of advanced tools like Knowledge Manager , Expert optimizer & online
reporting, etc.
✓ Inter-departmental cross-functional energy audits.
✓ Active participation in national level energy management programs, workshops.
✓ Young enthusiastic work force always quick to learn and eager to innovate and implement
out-of-the-box ideas.
✓ Reduction of GHG Emission & Carbon footprint

Human Resources Department Building Culture Nurturing Talent
IMS Certification
ISO 9001:2015, 14001:2015, 50001:2011 & OSHAS 18001:200637

Human Resources Department Building Culture Nurturing Talent
Carbon Pricing leadership
Dalmia Cement (Bharat) Ltd is the first cement company to join RE100 (100% Renewable Energy by 2030)

Human Resources Department Building Culture Nurturing Talent
BEE - Energy Awards
National Energy Conservation award from
Ministry of Power FY 2013National Energy Conservation Award From
Ministry Of Power FY 2012National Award in an Two Categories (Energy & Environment) FY 2017

Human Resources Department Building Culture Nurturing Talent
CII - Energy Awards
6 Consecutive Years
2011-12
2014-15
2013-142012-13
2015-16 2016-17

Human Resources Department Building Culture Nurturing Talent4141
Thank you
Conclusion:Our plant is one among the
Top 5 Energy efficient plant
in India as per CII Bench
marking.
41


















