Inspection Interval Extension And Lifetime … INTERVAL EXTENSION AND LIFETIME EXTENSION OF MATURE...
12
1 Copyright © 2006 Siemens Power Generation, Inc. Copyright © Siemens AG 2006. All rights reserved. POWER-GEN International 2006 – Orlando, FL November 28-30, 2006 Inspection Interval Extension And Lifetime Extension Of Mature Frame Gas Turbines
-
Upload
hoangkhanh -
Category
Documents
-
view
245 -
download
2
Transcript of Inspection Interval Extension And Lifetime … INTERVAL EXTENSION AND LIFETIME EXTENSION OF MATURE...

1 Copyright © 2006 Siemens Power Generation, Inc.
POWER-GEN International 2006 – Orlando, FL November 28-30, 2006
Inspection Interval Extension And Lifetime Extension Of Mature Frame Gas Turbines
Copyright © Siemens AG 2006. All rights reserved.

INSPECTION INTERVAL EXTENSION AND LIFETIME EXTENSION OF MATURE FRAME GAS TURBINES
Donald Fraser, Diego Caso
Siemens Power Generation Inc. - 4400 Alafaya Trail, Orlando, FL 32826-2399
ABSTRACT Availability and Life Cycle Cost (LCC) are two key market drivers that directly impact the profitability of mature frame gas turbines used to produce power for utility, industrial, and co-generation facilities. Siemens Power Generation, Inc. has executed two programs, the Inspection Interval Extension Product (IIEP) and Lifetime Extension (LTE) to address these service market needs. These programs have targeted certain mature frame gas turbines and are aimed at increasing availability and reducing LCC through continued reliable operation well into the twenty-first century. Both of these programs build on the success of similar programs implemented on the SGT6-1000F (formerly V64.3), SGT5-2000E (V94.2), SGT5-4000F (V94.3), SGT6-2000E (V84.2), and SGT6-4000F (V84.3A) gas turbine frames. The design processes utilized in the development of these packages are discussed. The Inspection Interval Extension Product (IIEP) increases the current Combustor / Hot Gas Path / Major inspection intervals on the SGT6-3000E (W501D5 and W501D5A) gas turbines through the use of enhanced durability component designs that can be implemented during scheduled outages. The IIEP provides increased availability by extending the interval between inspections, both in terms of hours and in terms of starts, and in some cases by eliminating the requirement for some types of inspections... These user benefits can potentially result in significant cost savings depending on operating mode, service history, and -parts inventory. The specific LTE program discussed in this paper addresses the SGT6-3000E, formerly W501D5 and W501D5A, gas turbine components that are approaching or have surpassed engineered design target lives. The LTE program evaluates unit-specific operating histories and develops a set of customized service recommendations that, upon implementation, can potentially reduce the risk of operation beyond design life. The process of validating these recommendations and the resultant required inspections and services are discussed. The objective of the LTE program is to reduce LCC and increase availability by extending the life of a mature frame gas turbine by two additional major inspection intervals or approximately 100,000 Equivalent Operating Hours.
MARKET NEED Gas turbine (GT) power plants and process support installations are typically large capital ventures supporting potentially highly profitable operations. Considering that the GT is often the highest operating cost item in a plant, successfully extending gas turbine life and decreasing operating costs helps retain the operating margins of many facilities. The improved efficiencies of new generation gas turbines often present an irresistible economic case for replacement. However, it is also true that replacement does not always represent the best bottom line opportunity. In some cases, processes have been built around the specifics of the GT. In this case the different pressures and flows required for the new design GT to demonstrate higher efficiencies may not practically fit into the process plant. In other cases, the capital cost of replacement and the lower cost of ongoing maintenance of the existing GT outweigh the high performance difference of the new machine. A few places may even rely upon the extreme ruggedness of the earlier robust un-cooled blade designs. Also, while certainly the largest, the USA is not the only market utilizing gas turbine technology for power generation. Worldwide, there exists a very wide range of operating, maintenance, fuel efficiency, and life cycle cost realities that can benefit from Original Equipment Manufacturer (OEM) supported Lifetime Extension and Inspection Interval Extension programs.
2 Copyright © 2006 Siemens Power Generation, Inc.
Siemens utilizes surveys to help define the future priorities of its customers’ needs. These surveys justified the resource expenditure which supported the development of the LTE and IIE programs. Survey results for several years have indicated the GT users’ strong desire for extending the interval between inspections and extending the lifetime of the GT. It is gratifying to see that after the significant time line of the product development cycle these products still rank amongst the highest of the anticipated future needs according the latest survey results. It is also interesting, if not somewhat predictable, how the ranking of these needs varies across the usage spectrum. . Standby and Peaking units showed inspection interval extension and trip factor reduction as high priority needs with less interest in lifetime extension, whereas Base loaded plants ranked extended inspection intervals as a highest need with lifetime extension as a next-in-rank need and dropped trip factor consideration off the scale.
DEVELOPMENT PROGRAMS Two separate programs were executed to respond to the different questions of what is needed to extend the OEM recognized GT design life - and what is considered in extending the OEM recommended inspection intervals. Siemens is a world wide company with very diverse resources which is frequently quite advantageous to the customer. Lifetime Extension development is one of those cases. The successful Lifetime Extension process for the Siemens V-frames that was engineered in Muelheim and Berlin, Germany, was utilized heavily at the onset of this product development program for the above-mentioned W-frames. The engineers had already completed the evaluations necessary to define the recommended tests and inspections for the Siemens design V frame GTs. While some parts of the Siemens and the Westinghouse GT designs differ significantly, much of the designs share a similar design philosophy, and these similarities helped considerably to reduce development time. Life Assessment Development Approach The approach used in life assessment development is outlined below:
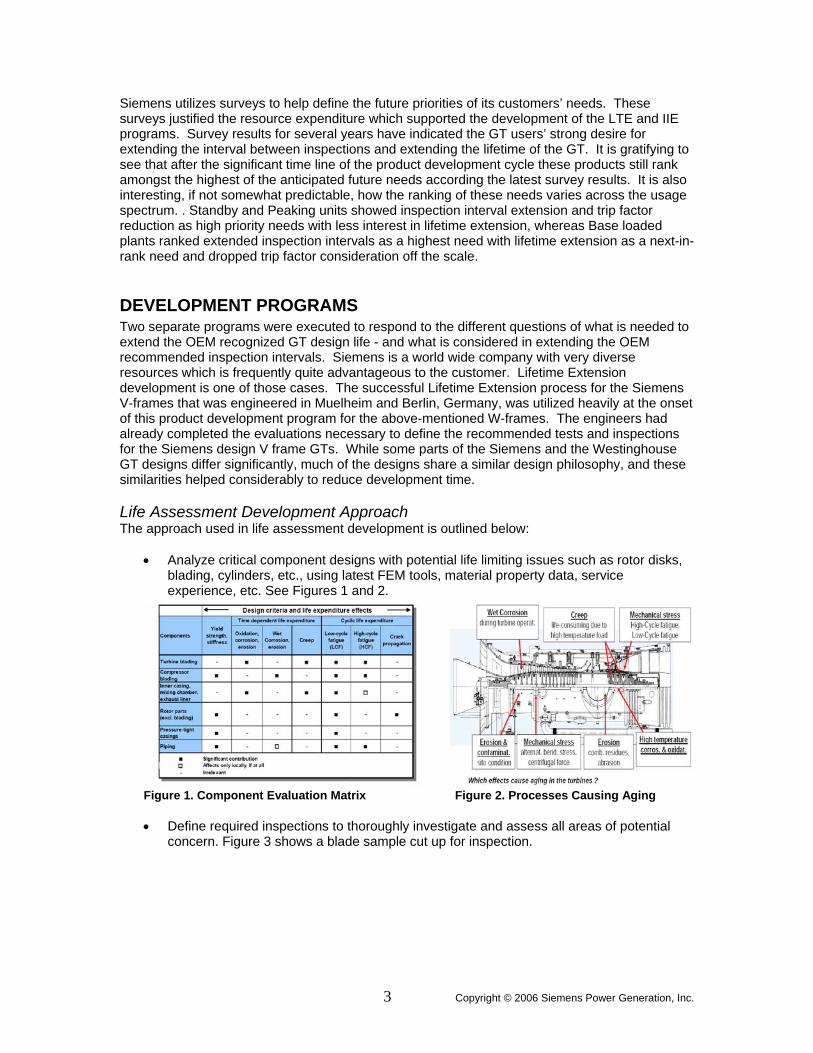
• Analyze critical component designs with potential life limiting issues such as rotor disks, blading, cylinders, etc., using latest FEM tools, material property data, service experience, etc. See Figures 1 and 2.
Figure 1. Component Evaluation Matrix Figure 2. Processes Causing Aging
• Define required inspections to thoroughly investigate and assess all areas of potential concern. Figure 3 shows a blade sample cut up for inspection.
3 Copyright © 2006 Siemens Power Generation, Inc.
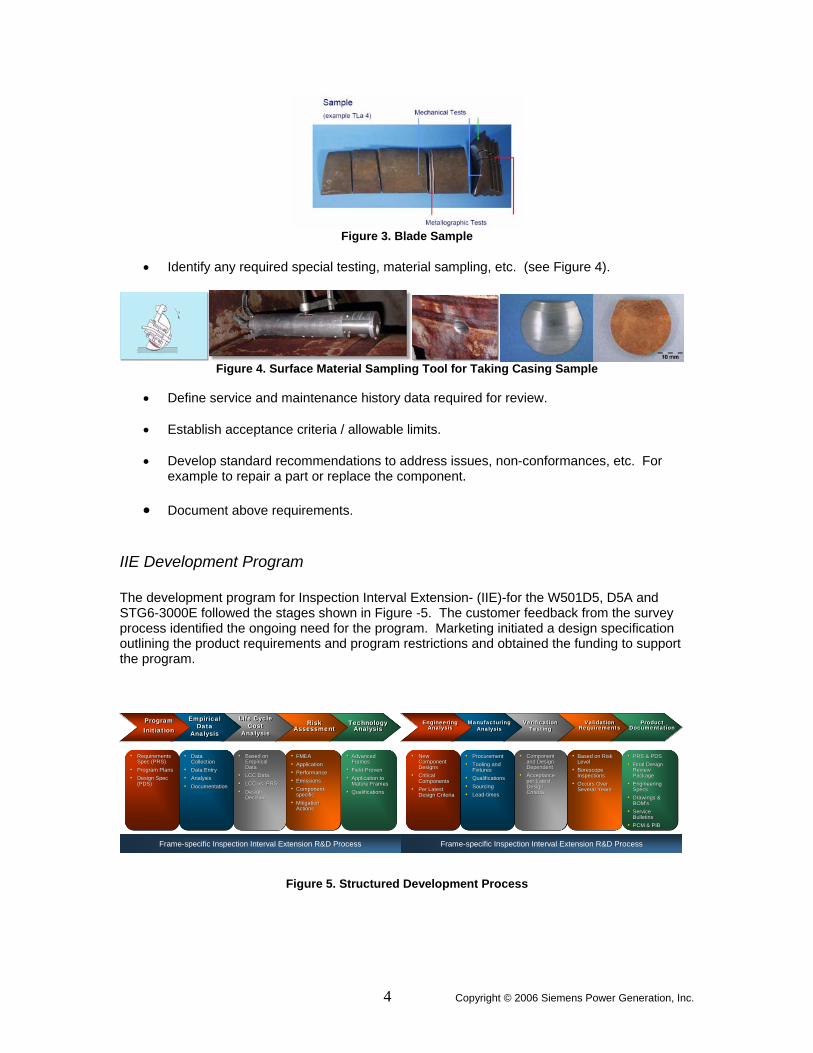
Figure 3. Blade Sample
• Identify any required special testing, material sampling, etc. (see Figure 4).
Figure 4. Surface Material Sampling Tool for Taking Casing Sample
• Define service and maintenance history data required for review.
• Establish acceptance criteria / allowable limits.
• Develop standard recommendations to address issues, non-conformances, etc. For
example to repair a part or replace the component.
• Document above requirements.
IIE Development Program The development program for Inspection Interval Extension- (IIE)-for the W501D5, D5A and STG6-3000E followed the stages shown in Figure -5. The customer feedback from the survey process identified the ongoing need for the program. Marketing initiated a design specification outlining the product requirements and program restrictions and obtained the funding to support the program.
• FMEA• Application• Performance• Emissions• Component-
specific• Mitigation
Actions
•• FMEAFMEA•• ApplicationApplication•• PerformancePerformance•• EmissionsEmissions•• ComponentComponent--
specificspecific•• Mitigation Mitigation
ActionsActions
• Based on Empirical Data
• LCC Data• LCC vs. PRS• Design
Decision
•• Based on Based on Empirical Empirical DataData
•• LCC DataLCC Data•• LCC vs. PRSLCC vs. PRS•• Design Design
DecisionDecision
RiskAssessment
RiskAssessment
ProgramInitiationProgramInitiation
Empirical Data
Analysis
Empirical Data
Analysis
Life Cycle Cost
Analysis
Life Cycle Cost
Analysis
• Data Collection
• Data Entry• Analysis• Documentation
•• Data Data CollectionCollection
•• Data EntryData Entry•• AnalysisAnalysis•• Documentation Documentation
• Requirements Spec (PRS)
• Program Plans• Design Spec
(PDS)
•• Requirements Requirements Spec (PRS)Spec (PRS)
•• Program PlansProgram Plans•• Design Spec Design Spec
(PDS) (PDS)
Frame-specific Inspection Interval Extension R&D Process
TechnologyAnalysis
TechnologyAnalysis
• Advanced Frames
• Field-Proven• Application to
Mature Frames• Qualifications
•• Advanced Advanced FramesFrames
•• FieldField--ProvenProven•• Application to Application to
Mature FramesMature Frames•• QualificationsQualifications
• Based on Risk Level
• Borescope Inspections
• Occurs Over Several Years
•• Based on Risk Based on Risk LevelLevel
•• Borescope Borescope InspectionsInspections
•• Occurs Over Occurs Over Several YearsSeveral Years
• Component and Design Dependent
• Acceptance per Latest Design Criteria
•• Component Component and Design and Design DependentDependent
•• Acceptance Acceptance per Latest per Latest Design Design CriteriaCriteria
Validation Requirements
Validation Requirements
Engineering Analysis
Engineering Analysis
Manufacturing Analysis
Manufacturing Analysis
Verification Testing
Verification Testing
• Procurement• Tooling and
Fixtures• Qualifications• Sourcing• Lead-times
•• ProcurementProcurement•• Tooling and Tooling and
FixturesFixtures•• QualificationsQualifications•• SourcingSourcing•• LeadLead--timestimes
• New Component Designs
• Critical Components
• Per Latest Design Criteria
•• New New Component Component DesignsDesigns
•• Critical Critical ComponentsComponents
•• Per Latest Per Latest Design Criteria Design Criteria
Frame-specific Inspection Interval Extension R&D Process
Product Documentation
Product Documentation
• PRS & PDS• Final Design
Review Package
• Engineering Specs
• Drawings & BOM’s
• Service Bulletins
• PCM & PIB
•• PRS & PDSPRS & PDS•• Final Design Final Design
Review Review PackagePackage
•• Engineering Engineering SpecsSpecs
•• Drawings & Drawings & BOMBOM’’ss
•• Service Service BulletinsBulletins
•• PCM & PIBPCM & PIB
Figure 5. Structured Development Process
4 Copyright © 2006 Siemens Power Generation, Inc.

An enormous volume of data is collected on the operating fleet. Access to this data and the cooperation of select users permitted verification of analytical models and additional real time data collection, which made the successful execution of the development program possible. In the end, certain factors showed themselves to be dominant in the overall life expectancy prediction of new and repaired components. These factors were then balanced against the desired life cycle cost target for the gas turbines as a whole on a component by component basis. The resulting recommendations for each part and for operational requirements were integrated to derive the end products, in this case the Inspection Interval Extension package and the Lifetime Extension program.
THE PRODUCTS Inspection Interval Extension Package, IIEP The IIEP as developed offers benefits for gas turbines covering the full range of operating modes from continuous base load operation to peaking / standby. Hours based inspection intervals are utilized by plants that average many hours of operation per each start. These plants, in the W501D5 and W501D5A / SGT6-3000E gas turbine frames, are typically associated with refineries or other industrial operations and are co-generators, combined cycle, or both. They operate on natural gas primarily and some utilize refinery off-gases such as Hydrogen. They have a high ratio of equivalent base operating hours (EBH) to equivalent starts (ES). This ratio, EBH/ES is typically greater than 100. Benefit The IIEP benefit for hours based operations is seen in Figure 6. Lifetime Extension
Figure 6. Hours-Based Inspection Interval Extension With the Inspection Interval Extension upgrade, the hours based GT user is able to extend inspection intervals as follows:
• Combustor inspection interval increased from 8,000 EBH to 16,000 EBH • Hot gas path inspection interval increased from 24,000 EBH to 32,000 EBH • Major inspection interval increased from 48,000 EBH to 64,000 EBH
The net effect is that two combustor inspections have been eliminated from the full major inspection cycle, and the cycle interval has been extended by 33%. This represents a significant increase in unit availability. Additionally, Lifetime Extension, which would normally be recommended for the second standard major inspection interval at 96,000 EBH, has been approved for the second extended inspection interval at 128,000 EBH on units equipped with the Lifetime Extension upgrade.
0
0
Standard Intervals
Extended Intervals
HGP 32K
Major64K
C 16K
C48K
Major128K
C80K
C 112K
HGP96K
HGP 24K
Major48K
C 8K
C 32K
C56K
C40K
C 16K
C80K
C HGP C Major88K64K 72K 96K
5 Copyright © 2006 Siemens Power Generation, Inc.

Many gas turbines are no longer operating in high EBH/ES mode. Often these turbines require inspections based on equivalent starts. The benefit of applying the IIE products to these units is also significant (see Figure 7).
Figure 7. Starts-Based Inspection Interval Extension
Starts-based gas turbines equipped with the IIEP upgrade package are able to completely eliminate combustor inspections. As an added benefit, the equivalent start factor for full load trip events has been greatly reduced from 20ES to 8 ES for each full load trip event, with proportional trip factor reductions for trip events at part load. Based on the average fleet operating profile over the past 10 years, this trip factor reduction would be expected, on average, to increase the users overall operation between inspections by approximately 50%. This benefit is not included in Figure 7, shown above. If it were, it would show that for the average (10 year reporting plant history) peaking plant the effective ES to a major would be about 2500. The economic benefits of delaying hot gas path and major inspections and eliminating combustor inspections will be quite significant to many operators. Requirements The parts requirements are summarized below. Depending on the frame and upon the combustion system, parts either can be upgraded to the new configuration or would require replacement with a new part design. An overall parts configuration pedigree review is required to assure the applicable part styles are in place. Where differences are found, recommendations will be made. For example, non OEM parts or repairs that have not been researched and recommend for extended inspection interval would require replacement. There are also potentially some very old part styles in less critical areas that may not be acceptable for extended operations. One very positive feature of implementing the program is that the parts and modifications can be phased in at appropriate outages thereby minimizing the loss of useable life on some existing parts. Figure 8, below, summarizes the affected parts and required actions.
6 Copyright © 2006 Siemens Power Generation, Inc.

Figure 8. Replacement Parts and Required Actions
LIFETIME EXTENSION Lifetime Extension is a program that provides OEM recommendations for the non-consumable portions of the engine, based upon a pre-determined set of inspections and tests. These investigations are based on the fact that the original equipment design was performed assuming a specific design life. In the case of the former Westinghouse W501D5 and W501D5A / SGT6-3000E gas turbines the design life was based on 100,000 EBH and or 3,200 equivalent starts. This represents the original evaluation criteria of material properties retention due to time at temperature and alternating stress and strain. These processes affect metallic materials in different ways and, of course, the engineering task is to design equipment that operates safely under the conditions and for the periods specified. Since the original design efforts of the W501D5/D5A frames in the late 1970’s, new tools, materials, and processes have changed the engineering analyses capabilities. Chief among these is the advent of the digital electronic computer. The computational power of the computer has enabled a vast increase in the efficiency of analytical techniques based on numerical methods. Most eminent and useful of these include Finite Element Method, Boundary Element Method, and Flow Computational Analysis. These tasks were quite onerous in the early days of gas turbine design. Many components were “over designed” with safety factors to accommodate less strenuous analysis methods. Another area of increased capability has occurred in material design. Overall increase in technology has permitted material scientists and engineers to develop alloys with tremendously improved strength, wear, and creep properties. The combined effect of computational methods and materials improvements has greatly increased not only the potential life of products but also the prediction of how and when they fail. The following examples illustrate some of those potential failure mechanisms (see Figures 9-13).
W501D5
Combustor Basket Transition Transition Cylinder Fuel Nozzle Turbine R1V Turbine R1B Turbine R2V Turbine R2B Turbine R1RS Turbine R2RS
W501D5A Component DLN DF-42 DLN DF-42
New Design** New Design**New Design** New Design**New Design** New Design** Existing Upgrade* Upgrade* Upgrade* Upgrade* New Design** New Design**
Upgrade* Upgrade* New Design** New Design** New Design** New Design** New Design*** Existing Existing Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* Upgrade* New Design** New Design** New Design** New Design** New Design** New Design**
A pedigree review of all remaining major consumable components is required to verify applicability to the interval extension product.
This product can be installed in phases. Example: Combustor components during a planned CI, then turbine components during a planned HGP.
* Current inventory and/or in-service components may be upgraded depending on style and remaining design life. ** Requires a new component purchase (cannot be upgraded from current field hardware).
*** Requires a support housing alteration in conjunction with the new design DLN pilot nozzle.
7 Copyright © 2006 Siemens Power Generation, Inc.

Figure 9. Compressor Blade Pitting from Wet Corrosion
Failure probability curve over part life, how knowledge and experience can support a “Life Extension”
Figure 10. Expansion Bolt failure Probability Curve
8 Copyright © 2006 Siemens Power Generation, Inc.

Figure 11. Expansion Bolt Failure
Coatings can extend part life, but eventually creep strain dominates at a given heat and stress
Figure 12. Parts’ Life Expectancy and Creep Strain
Metallic surface investigations reveal property changing effects
Figure 13. Metallic Surface Investigations
9 Copyright © 2006 Siemens Power Generation, Inc.
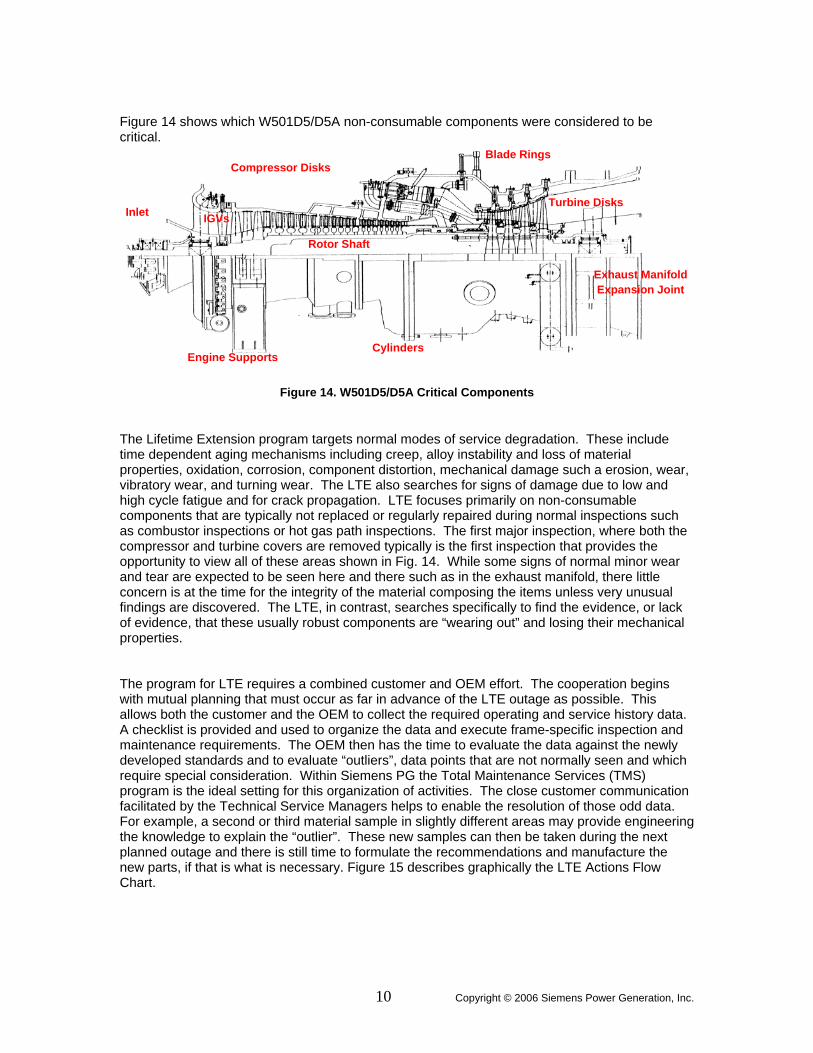
Figure 14 shows which W501D5/D5A non-consumable components were considered to be critical.
Blade Rings
Compressor Disks
Turbine Disks Inlet IGVs
Rotor Shaft
Exhaust Manifold
Expansion Joint
Cylinders Engine Supports
Figure 14. W501D5/D5A Critical Components
The Lifetime Extension program targets normal modes of service degradation. These include time dependent aging mechanisms including creep, alloy instability and loss of material properties, oxidation, corrosion, component distortion, mechanical damage such a erosion, wear, vibratory wear, and turning wear. The LTE also searches for signs of damage due to low and high cycle fatigue and for crack propagation. LTE focuses primarily on non-consumable components that are typically not replaced or regularly repaired during normal inspections such as combustor inspections or hot gas path inspections. The first major inspection, where both the compressor and turbine covers are removed typically is the first inspection that provides the opportunity to view all of these areas shown in Fig. 14. While some signs of normal minor wear and tear are expected to be seen here and there such as in the exhaust manifold, there little concern is at the time for the integrity of the material composing the items unless very unusual findings are discovered. The LTE, in contrast, searches specifically to find the evidence, or lack of evidence, that these usually robust components are “wearing out” and losing their mechanical properties. The program for LTE requires a combined customer and OEM effort. The cooperation begins with mutual planning that must occur as far in advance of the LTE outage as possible. This allows both the customer and the OEM to collect the required operating and service history data. A checklist is provided and used to organize the data and execute frame-specific inspection and maintenance requirements. The OEM then has the time to evaluate the data against the newly developed standards and to evaluate “outliers”, data points that are not normally seen and which require special consideration. Within Siemens PG the Total Maintenance Services (TMS) program is the ideal setting for this organization of activities. The close customer communication facilitated by the Technical Service Managers helps to enable the resolution of those odd data. For example, a second or third material sample in slightly different areas may provide engineering the knowledge to explain the “outlier”. These new samples can then be taken during the next planned outage and there is still time to formulate the recommendations and manufacture the new parts, if that is what is necessary. Figure 15 describes graphically the LTE Actions Flow Chart.
10 Copyright © 2006 Siemens Power Generation, Inc.

Customer
Figure 15. Flow Chart of LTE Actions
Once all of the data has been evaluated and the samples which are identified by engineering are obtained and analyzed, the final recommendations are assembled along with the expected customer benefits. Some of these recommendations may include utilizing upgraded components that can improve the plant profitability by improving efficiency, power output, or, as in the Inspection Interval Extension package described above, improve availability by reducing the number of required outages. The word “recommendations” has been used frequently. LTE is a set of suggested inspections and investigations. It has been determined that many components can operate safely long beyond their original design life. However, realities of operation ranging from out of spec. fuels to operating out of OEM identified parameters and materials that are perhaps slightly different than the expected alloy specification can all cause accelerated wear and tear. The challenging engineering issues when designing for life center on the fact that the point of component failure can be reached suddenly due to accelerated degradation of properties when approaching end of life. The LTE program is experiential and statistical in nature. Evaluation of operational history through records and thorough sampling and testing of the critical areas that typically receive no periodic maintenance minimizes the risk of sudden unexpected and potentially catastrophic failure. In the end, it is the customer, the plant owner and operator that must decide whether to accept and enact the LTE recommendations or not. Ultimately, the LTE outage is an extended major inspection where the final samples can be taken and inspections and investigations performed. It is a perfect time to install new and improved parts, if applicable. The owner can then plan for the ensuing operation knowing that areas that are typically ignored and yet potentially important to the unit’s safe and reliable operation have been investigated and considered. The unit degradation will be lessened where the recommendations have been followed and it will operate at higher performance levels and at the highest possible availability levels if the improvements and upgrades such as the IIE have been implemented.
CC LTE
Hot Gas Path
Unit Specific Investigation
LTELast Combustor Combustor inspection Inspection before LTE
ComponentSamples
Customer BenefitSite-specific Pre-
Investigation LTE
Recommendations Checklist for
LTE
Frame Specific Investigation
Component AnalysisComponent Review
Modernization & Upgrades Developments
11 Copyright © 2006 Siemens Power Generation, Inc.

SUMMARY In summary, the Inspection Interval Extension and the Lifetime Extension programs are available for the work horse W501D5 and W501D5A / SGT6-3000E engines. The world market has demanded the benefits of longer operational life and inspection intervals. Siemens engineering has thoroughly investigated the issues related and have provided these excellent programs in response. These critical machines can now be relied upon to operate satisfactorily well into the next decade provided Siemens’ recommendations are implemented. Siemens continually upgrades and enhances its products to improve their competitiveness and add value to their operators.
ACKNOWLEDGEMENTS Recognition and thanks should be given to Siemens Service Engineering groups located in Orlando, Florida and Mulheim, Germany for the development efforts themselves as well as the photographs and illustrations used here and specifically to Barton Pepperman, Andreas Dibbert for their contribution.
PERMISSION FOR USE The content of this paper is copyrighted by Siemens Power Generation, Inc. and is licensed only to PennWell for publication and distribution. Any inquiries regarding permission to use the content of this paper, in whole or in part, for any purpose must be addressed to Siemens Power Generation, Inc. directly.
12 Copyright © 2006 Siemens Power Generation, Inc.