Physics 2102 Lecture 11 DC Circuits Physics 2102 Jonathan Dowling b a.
AInsert
Inserti
A4 Germany Tel : +49-2102-974-350 Fax : +49-2102-974-399 www.ngkntk.de/ntk/de
A Insert
Grade Selection
Grade Selection
ISOWork Material
Materiale da lavorare
KCast Iron
Ghisa
Ductile Cast Iron
Nodulare Ghisa
01
10
20
30
SInconelHastelloyWaspalloyRene
HHardened steel
Acciai temprati
Mill Rolls
Cilindri di laminazione
HC1, HW2
HC7
ZC7
B52
B36
B22
HC2, HC6
HC2, HC4
WA1
WA1
B40
SX9
SX9, SX7
SX1, SX6 B16, B23, B30, B52
Whisker ceramic
Ceramici Whiskers
Si3N4 ceramic
Nitruro di silicio
Al2O3 ceramic
Triossido di alluminio
CBN
Tougher
Ten
acit
a'
Tougher
Ten
acit
a'
Tougher
Ten
acit
a'
Harder
Più
rest
ente
all'u
sura
Harder
Più
rest
ente
all'u
sura
Harder
Più
rest
ente
all'u
sura
A5UK Tel : +44-1442-281-071 Fax : +44-1442-281-080 www.ntkcuttingtools.co.uk
A Insert
Recommended cutting condition
Parametri di taglio consigliati
Work Material
Materiale da lavorare
Grade
Grado
Cutting speed (m/min )
Velocita di taglio (m/ min)
Feed (㎜/rev) for turningFeed (㎜/tooth) for milling
Avanzamento dente (mm)
Depth of cut (㎜)
Prof.di taglio (mm)
K 400 500 600 700 800 900 1000 1100 0.1 0.2 0.3 0.4 0.5 0.6
Cast iron
Ghisa SX6SX1
● Light InterruptionLeggera interruzione
~6(㎜)
CBN ● Light InterruptionLeggera interruzione
~6(㎜)Ductile iron
Sferoidale SX9 Light InterruptionLeggera interruzione
~6(㎜)
K 100 200 300 400 500 600 700 800 0.1 0.2 0.3 0.4 0.5 0.6
Liner
Camicie HW2HC1
Continuous
Continuo
~6(㎜)
S 100 200 300 400 500 600 700 800 0.1 0.2 0.3 0.4 0.5 0.6
Heat Resistant Alloys
Leghe resistenti al calore
SX5SX7SX9
● Heavy InterruptionFortemente interrotto
~6(㎜)
WA1 ● Light InterruptionLeggera interruzione
~6(㎜)
H 40 80 120 160 200 240 280 320 0.05 0.1 0.15 0.2 0.25 0.3
Mill Rolls
Cilindri di laminazione
HC2HC7
●Light Interruption
Leggera interruzione
SX9 ● Light InterruptionLeggera interruzione
Hardened steel
Acciai temprati ZC7 ● ContinuousContinuo
~ 0.2(㎜ )
CBN ● Light InterruptionLeggera interruzione
~0.2(㎜)
➡A6
➡A9
➡ A8
➡ A7
➡ A7
➡ A8
➡ A8
➡ A9
A6 Germany Tel : +49-2102-974-350 Fax : +49-2102-974-399 www.ngkntk.de/ntk/de
A Insert
Features - - Caratteristiche
Application - - Applcazione
Data - - Dati
Performance - - Prestazioni
● Extended tool life and high productivity in cast iron machining applications.
Maggiore durata dell'utensile e maggiore produttività nella lavorazione della ghisa.
● For roughing and fi nishing of cast iron.
Per la sgrossatura e la fi nitura in ghisa.
● Excellent performance in both turning and milling at elevated cutting speed.
Lavorazione ad alta velocità in tornitura e in fresatura.
● Excellent resistance to notch wear,highly stable tool life in both turning and milling operations. Can be used with or without coolant.
Eccellente resistenza all'usura ad intaglio, durata stabile dell'inserto in fresatura con o senza refrigerante.
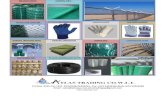
Grade MapÜbersicht NTK KeramikMappa dei gradi
Fracture ToughnessBruchwiderstandResistenza alla frattura
Wear resistance
Ver
schl
eißf
estig
keit
Res
iste
nza
all’
usu
ra
SX6SX6
SX1SX9
HighHochAlta
High
Hoc
hA
lta
SX6
ACompetitors' A
No. of passes (Pass)
21
18
15
12
9
6
3
0
SX6
Notch wear
Ker
bver
schl
eiß
Usu
ra p
er in
tag
lio(㎜)
Competitor BWettbewerbs BConcorrente B
Competitor BWettbewerbs BConcorrente B
Competitor AWettbewerbs AConcorrente A
Competitor AWettbewerbs AConcorrente A
1.0
0.75
0.5
0.25
0.0
No. of passes
(×1,000 pass)
SX625
20
15
10
5
0
Competitor AWettbewerbs AConcorrente A
Competitor AWettbewerbs AConcorrente A
= 700m/min = 0.3㎜ /rev= 1.5㎜
= 1200m/min = 0.3㎜ /rev= 2㎜
= 150m/min = 1.0㎜ /rev= 2.5㎜
Toughness Test
Test di Tenacità
Wear Resistance Test
Test di resistenza all'usura
Thermal Shock Resistance Test
Test di resistenza allo shock termico
DRY
A SECCO
Dry
A SECCO
With coolant
Con refrigerante
200 (Grey cast iron)( )(Ghisa grigia)
200 (Grey cast iron)( )(Ghisa grigia)
Insert
InsertoSNGN120408
Insert
InsertoSNGN120408
Insert
InsertoSNGN120408
200 (Grey cast iron)( )(Ghisa grigia)
SX6 exhibits a dramatic reduction in notch wear.
SX6 mostra una sensibile riduzione nell'usura dell'intaglio.
Competitor A
Concorrente A
Competitor's B
Concorrente B
After 11,000 impacts
Dopo 11.000 urti
SX6
SX6Cracks
Cricche
0.410.70
SX6 Silicon NitrideNitruro di silicio NEW
A7UK Tel : +44-1442-281-071 Fax : +44-1442-281-080 www.ntkcuttingtools.co.uk
A Insert
Features - - Caratteristiche
Features - - Caratteristiche
Application - - Applcazione
Application - - Applcazione
● Excellent wear resistance over a wide material hardness range.
Notevole resistenza alla frattura ed eccellente resistenza all'usura.
● Outstanding fracture toughness and excellent wear resistance.
Notevole resistenza alla frattura ed eccellente resistenza all'usura.
● For semi fi nishing and fi nishing of cast iron and hardened steel.
Per la sgrossatura e la fi nitura in ghisa.
● For roughing and fi nishing operations in cast iron.
Per la sgrossatura e la fi nitura in ghisa.
● High speed machining of mill rolls.
Lavorazione ad alta velocità in tornitura e in fresatura.
● For high speed turning of cast iron.
Lavorazione ad alta velocità in tornitura e in fresatura.
● HC2 consists of aluminum oxide and titanium carbide (Al2O3 + TiC) sintered under pressure.
Prestazioni stabili nella lavorazione ad alte velocità.
● Stable machining even in the high speed range.
Prestazioni stabili nella lavorazione ad alta velocità.
Grade MapÜbersicht NTK KeramikMappa dei gradi
SX6SX6Fracture ToughnessBruchwiderstandResistenza alla frattura
HighHochAlta
Wear resistance
Ver
schl
eißf
estig
keit
Res
iste
nza
all’
usu
ra
High
Hoc
hA
lta
HW2
HC2 Al2O3 + TiC
HW2 Al2O3 + ZrO2
A8 Germany Tel : +49-2102-974-350 Fax : +49-2102-974-399 www.ngkntk.de/ntk/de
A Insert
Features - - Caratteristiche
Features - - Caratteristiche
Application - - Applcazione
Application - - Applcazione
● Shows excellent wear resistance in a wide range of hard part machining operations including the removal of carburised layers.
Eccellente resistenza all'usura in un'ampia gamma di durezza per operazioni come l'eliminazione di strati cementati.
● Outstanding fracture toughness and resistance to notch wear.
Notevole resistenza alla frattura ed eccellente resistenza all'usura dell'intaglio.
● Hardened steel and chilled iron.
Acciaio temprato e ghisa in conchiglia.
● Mill Rolls.
Cilindri di laminazione.
● For rough and semi-fi nish machining of ductile cast iron.
Per la sgrossatura e la fi nitura in ghisa duttile.
● For high speed turning and milling operations.
Lavorazione ad alta velocità in tornitura e in fresatura.
● High quality surface fi nish can be obtained with the use of wiper facet inserts.
Ottima fi nitura superfi ciale con inserti raschianti.
● Stable machining performance even at elevated speeds.
Prestazioni stabili nella lavorazione ad alte velocità.
Cutting speed (m/min)
Vel
ocita
di t
aglio
Hardness of work piece (HRC)
Durezza del materiale da lavorare
250
200
150
100
50
040 45 50 55 60 65 70
ZC7ZC7 CBNCBN
Cutting speed
Vel
ocita
di t
aglio
Continuous
Continuo
Light interruption
leggermente interrotto
Interrupted cutting
Interrotto
for Ductile
(m/min)1000
900
800
700
600
SX1SX6
SX9
HC7/ZC7 Al2O3 + TiC + Coating (ZC7)
SX9 SiAlON
A9UK Tel : +44-1442-281-071 Fax : +44-1442-281-080 www.ntkcuttingtools.co.uk
A Insert
Features - - Caratteristiche
Application - - Applcazione
Cutting condition - - Condizioni di taglio
Standard edge preparation - - Preparazione, standard del tagliente
● Five diff erent grades for a wide variety of applications.
5 tipi di gradi per ogni applicazione.
Grade
Grado
Binder
Legante
CBN volume
Contenuto di CBN
Application
Applicazioni
B23 Ti 90%Grey cast iron at high speed / sintered steel.
Ghisa grigia ad alta velocità / acciaio sinterizzato.
B30 Ti 95%Finishing of grey cast iron at high cutting speeds.
Finitura di ghisa grigia ad alta velocità.
B36 TiCN 65%Light interrupted cutting of hardened steel.
Lavorazione di acciaio temprato con taglio leggermente interrotto.
B40 TiN 65%Heavy interrupted cutting of hardened steel.
Lavorazione di acciaio temprato con taglio fortemente interrotto.
B52 TiC 50%Finish machining of nodular iron and continuous cutting of hardened steel.
Per ghisa nodulare, e per lavorazione di acciaio temprato con taglio continuo.
● Economical multi cutting edge design.
Inserti multitaglienti economici.
CBN
Grey Cast iron ・ Nodular cast iron・
Ghisa grigia ・Ghisa nodulare
Hardened steel
Acciai temprati
(m/min)
(㎜)
※B16 is solid CBN
B16 è CBN Integrale
B23
B16
B30
B52 (FCD)
Ceramics
Ceramici
2000
1500
1000
500
1.0 2.0 3.0 4.0
B52
B36
B40
Ceramics
Ceramici (m/min)
300
200
100
Continuous
Continuo
Light
Leggero
Medium
Medio
Heavy interrupted
Fortemente interrotto
Grey cast iron rough
Sgrossatura di ghisa grigia
Grey cast iron fi nish
Finitura di ghisa grigia
Nodular cast iron
Ghisa nodulare
Continuous
Taglio continuo
Light interrupted
Taglio leggermente interrotto
Heavy interrupted
Taglio fortemente interrotto
B23 B30 B52 B52 B36 B40
0.10㎜
20°R0.03
0.10㎜
20°
0.10㎜
15°
R0.03
0.10㎜
15°
R0.03
0.13㎜
25°
R0.03
0.15㎜
35°R0.03
S01020 T01020 S01015 S01015 S01325 S01535
NEW
A10 Germany Tel : +49-2102-974-350 Fax : +49-2102-974-399 www.ngkntk.de/ntk/de
A Insert
S TCM tolerance
Tolleranza M
Inscribed Circle
Cerchio inscrittod (㎜) m (㎜)
6.35 ± 0.05 ± 0.089.525 ± 0.05 ± 0.0812.7 ± 0.08 ± 0.1315.875 ± 0.10 ± 0.1519.05 ± 0.10 ± 0.1525.40 ± 0.13 ± 0.18
φd
m m
φd s
Symbol
Simbolod (㎜) m (㎜) s (㎜)
A ± 0.025 ± 0.005 ± 0.025C ± 0.025 ± 0.013 ± 0.025E ± 0.025 ± 0.025 ± 0.025F ± 0.013 ± 0.005 ± 0.025G ± 0.025 ± 0.025 ± 0.13H ± 0.013 ± 0.013 ± 0.025J ±0.05~±0.13 ± 0.005 ± 0.025K ±0.05~±0.13 ± 0.013 ± 0.025L ±0.05~±0.13 ± 0.025 ± 0.025M ±0.05~±0.13 ±0.08~±0.18 ± 0.13N ±0.05~±0.13 ±0.08~±0.18 ± 0.025U ±0.08~±0.25 ±0.13~±0.38 ± 0.13
D d (㎜) m (㎜)
6.35 ± 0.05 ± 0.119.525 ± 0.05 ± 0.1112.7 ± 0.08 ± 0.1515.875 ± 0.10 ± 0.1819.05 ± 0.10 ± 0.18
Insert Identifi cation System
Sistema identifi cativo per inserti
NS G N 12
Shape
Geometria
C 80°
D 55°
E 75°
L
H
R
S
T
V 35°
W 80°
Clearance angle
Angolo di spoglia inferiore
0°
5°
7°
11°
15°
20°
N
B
C
P
D
E
Type
Tipo
N
A
40°-60°W
F
X
Cutting edge length
Lunghezza taglienteInscribed circle
Cerchio inscritto(㎜)
C D R S T W V
3.97 04 03 03 06
4.76 04 05 04 04 08
5.56 05 06 05 05 09 09
6.35 06 07 06 06 11 11
7.94 08 09 07 07 13 13
9.525 09 11 09 09 16 06 16
10.00 12
12.70 12 15 12 12 22 08 22
15.875 16 19 15 15 27 10 27
19.05 19 23 19 19 33 13 33
22.23 22 27 22 22 38 38
25.40 25 31 25 25 44 44
31.75 32 38 31 31 55 54
Tolerance Class
Classe di tolleranza
A11UK Tel : +44-1442-281-071 Fax : +44-1442-281-080 www.ntkcuttingtools.co.uk
A Insert
02004 12 T 20
Nose Radius
Raggio di punta
R
RB M0
RN, RC 00
0.2 02
0.4 04
0.8 08
1.2 12
1.6 16
2.0 20
2.4 24
2.8 28
3.2 32
Edge condition
Preparazione tagliente
Sharp edge
Senza arrotondametntoF
Chamfered
SmussoT
Honed
Con arrotondamentoE
Chamfered and Honed
Smusso + arrotondamentoS
Special honing
Arrotondamento specialeK
Double chamfer and Honed
Doppio smussoP
Thickness
Spessore
S
1.59 01
2.38 02
3.18 03
3.97 T3
4.76 04
5.56 05
6.35 06
7.94 07
9.52 09
12.70 12
S (㎜)
Chamfer width
Ampiezza dello smusso
W
005 0.05
010 0.1
015 0.15
020 0.2
030 0.3
050 0.5
070 0.7
100 1.0
150 1.5
200 2.0
W (㎜)
Angle
Angolo
α°
15 15
20 20
25 25
35 35
45 45
α (°)
A12 Germany Tel : +49-2102-974-350 Fax : +49-2102-974-399 www.ngkntk.de/ntk/de
A Insert
Edge preparation
Preparazione del tagliente
Single chamfer
Smusso singolo
Double chamfer with Hone
Doppio smusso
Edge condition
Preparazione tagliente
R hone (㎜)
Arrotondamento R
Chamfered
SmussoT No
Honed
Con arrotondamentoE
0.02
0.04
Chamfered and Honed
Smusso + arrotondamentoS 0.04
W1(㎜)
W2(㎜)
α(°)
β(°)
R hone (㎜)
Arrotondamento R
P07015 0.7 0.2 15 30 0.04
P10015 1.0 0.2 15 30 0.04
P15015 1.5 0.2 15 30 0.04
P15020 1.5 0.2 20 30 0.04
P20015 2.0 0.2 15 30 0.04
P24015 2.4 0.2 15 30 0.04
P30010 3.0 0.2 10 30 0.04
K07015 0.7 0.2 15 30 ―
K15015 1.5 0.2 15 30 ―
020
070
020
020
T
P
E
S
20
15
20
Example - - Esempio
Example - - Esempio
0.2㎜ × 20°
0.2㎜ × 30° + 0.7㎜ × 15°+ R hone 0.04㎜
R hone 0.02㎜
0.2㎜ × 20° + R0.04
α°Insert
Inserto
Width
R hone
Insert
Inserto
α°
W2
R hone
W1
β°
*Double chamfer without Hone is "K"
K= Doppio smusso senza honing
NTK Europe CatalogContentsA InsertB TurningCeramicCBNHolder
C GroovingD MillingE Special ToolF Technical InformationG Product Index
/ColorImageDict > /JPEG2000ColorACSImageDict > /JPEG2000ColorImageDict > /AntiAliasGrayImages false /CropGrayImages true /GrayImageMinResolution 300 /GrayImageMinResolutionPolicy /OK /DownsampleGrayImages true /GrayImageDownsampleType /Bicubic /GrayImageResolution 300 /GrayImageDepth -1 /GrayImageMinDownsampleDepth 2 /GrayImageDownsampleThreshold 1.50000 /EncodeGrayImages true /GrayImageFilter /DCTEncode /AutoFilterGrayImages true /GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict > /GrayImageDict > /JPEG2000GrayACSImageDict > /JPEG2000GrayImageDict > /AntiAliasMonoImages false /CropMonoImages true /MonoImageMinResolution 1200 /MonoImageMinResolutionPolicy /OK /DownsampleMonoImages true /MonoImageDownsampleType /Bicubic /MonoImageResolution 1200 /MonoImageDepth -1 /MonoImageDownsampleThreshold 1.50000 /EncodeMonoImages true /MonoImageFilter /CCITTFaxEncode /MonoImageDict > /AllowPSXObjects false /CheckCompliance [ /None ] /PDFX1aCheck false /PDFX3Check false /PDFXCompliantPDFOnly false /PDFXNoTrimBoxError true /PDFXTrimBoxToMediaBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXSetBleedBoxToMediaBox true /PDFXBleedBoxToTrimBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXOutputIntentProfile () /PDFXOutputConditionIdentifier () /PDFXOutputCondition () /PDFXRegistryName () /PDFXTrapped /False
/CreateJDFFile false /Description > /Namespace [ (Adobe) (Common) (1.0) ] /OtherNamespaces [ > /FormElements false /GenerateStructure false /IncludeBookmarks false /IncludeHyperlinks false /IncludeInteractive false /IncludeLayers false /IncludeProfiles false /MultimediaHandling /UseObjectSettings /Namespace [ (Adobe) (CreativeSuite) (2.0) ] /PDFXOutputIntentProfileSelector /DocumentCMYK /PreserveEditing true /UntaggedCMYKHandling /LeaveUntagged /UntaggedRGBHandling /UseDocumentProfile /UseDocumentBleed false >> ]>> setdistillerparams> setpagedevice