
Ingeniería Industrial (plan 98) Implantación de la...
111
Proyecto Fin de Carrera Ingeniería Industrial (plan 98) Implantación de la metodología Lean 6σ para la mejora del proceso de montaje de dos piezas en una aeroestructura Autor: Manuela Herrera Jiménez Tutor: Pedro Moreu de León Dep. Organización Industrial y Gestión de Empresas I Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, Septiembre 2015
Transcript of Ingeniería Industrial (plan 98) Implantación de la...
Proyecto Fin de Carrera
Ingeniería Industrial (plan 98)
Implantación de la metodología Lean 6σ para la
mejora del proceso de montaje de dos piezas en
una aeroestructura
Autor: Manuela Herrera Jiménez
Tutor: Pedro Moreu de León
Dep. Organización Industrial y Gestión de Empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, Septiembre 2015

1
2
Proyecto Fin de Carrera
Ingeniería Industrial
Implantación de la metodología Lean 6σ para
la mejora del proceso de montaje de dos
piezas en una aeroestructura
Autor:
Manuela Herrera Jiménez
Tutor:
Pedro Moreu de León
Dep. de Organización Industrial y Gestión de Empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, Septiembre 2015

3
Índice 1 Introducción ........................................................................................................................ 5
Introducción ................................................................................................................ 5 1.1
Objeto del proyecto .................................................................................................... 6 1.2
La empresa .................................................................................................................. 6 1.3
2 Resumen del proyecto ....................................................................................................... 8
3 Marco Teórico ..................................................................................................................... 9
Mejora Continua ......................................................................................................... 9 3.1
3.1.1 Medición, análisis y mejora ............................................................................. 10
El método Seis Sigma ............................................................................................... 11 3.2
3.2.1 La historia .......................................................................................................... 11
3.2.2 Qué es Seis Sigma ............................................................................................. 12
3.2.3 Metodología Seis Sigma .................................................................................. 14
3.2.4 Método DMAIC ................................................................................................ 15
4 Mejora del Proceso. Aplicación de 6σ (DMAIC) .......................................................... 18
Etapa Definir ............................................................................................................. 18 4.1
4.1.1 Selección del proyecto...................................................................................... 18
4.1.2 Formación del Equipo. ..................................................................................... 20
4.1.3 Carta de Equipo (Team Charter) ...................................................................... 22
4.1.4 Definición del Problema .................................................................................. 23
4.1.5 Descripción del Proceso de Montaje .............................................................. 26
Etapa Medir ............................................................................................................... 34 4.2
4.2.1 Recogida de Datos ............................................................................................ 34
4.2.2 Sistema de medición ........................................................................................ 38
4.2.3 Determinación de la capacidad del proceso y nivel sigma ........................ 40
Etapa Analizar .......................................................................................................... 42 4.3
4.3.1 Diagrama de Ishikawa ..................................................................................... 42
4.3.2 AMFEC .............................................................................................................. 45
4.3.3 Metodología 8D ................................................................................................ 49
4.3.4 Diagrama resumen etapa Analizar ................................................................ 51
Etapa Mejorar ............................................................................................................ 51 4.4
4.4.1 Formación de mano de obra directa (MOD) ................................................ 52

4
4.4.2 Estudio de Pieza Primaria ............................................................................... 54
4.4.3 Condiciones de Almacenamiento .................................................................. 54
4.4.4 Revisión del proceso y utillaje ........................................................................ 55
4.4.5 Evaluación de las mejoras ............................................................................... 60
Etapa Control ............................................................................................................ 64 4.5
5 Control de aplicación de 6σ: Centro de intervención .................................................. 65
Círculos de Calidad .................................................................................................. 67 5.1
5.1.1 Fase de la implantación de los Círculos de Calidad .................................... 68
5.1.2 Proceso de trabajo. ............................................................................................ 70
5.1.3 Funcionamiento de los Círculos ..................................................................... 70
5.1.4 Temas a tratar en los Círculos de Calidad: ................................................... 71
Control de avances e incidencias ........................................................................... 72 5.2
Control del ciclo de mejora ..................................................................................... 73 5.3
Definición y control de características claves (KC) .............................................. 74 5.4
Despliegue y aseguramiento de características clave en la estructura ............. 76 5.5
Control estadístico-SPC ........................................................................................... 76 5.6
5.6.1 Control estadístico del taladrado de los herrajes de titanio. ...................... 77
5.6.2 Repetitividad y Reproducibilidad (RyR) ...................................................... 80
Quality Escape (QE) ................................................................................................. 81 5.7
5.7.1 Como actualizar el panel de control cuando llega una QE ........................ 81
6 Conclusiones ..................................................................................................................... 83
7 Bibliografía ........................................................................................................................ 84
Normas ...................................................................................................................... 84 7.1
Páginas web............................................................................................................... 84 7.2
Otras referencias ....................................................................................................... 84 7.3
8 Anexos ............................................................................................................................... 85
Anexo 1: Tabla de conversión ................................................................................. 85 8.1
Anexo 2: 8D ............................................................................................................... 88 8.2
Anexo 3: R&R Repetitividad y reproducibilidad ............................................... 104 8.3
Anexo 4: Centro de intervención .......................................................................... 106 8.4
5
1 Introducción
Introducción 1.1
En la actualidad, cualquier empresa se ve inmersa en multitud de planes para
contribuir a la mejora continua de la calidad. La calidad, a igualdad de costes de
producción, es la cualidad que hace que unas empresas despeguen y otras se queden
atrás para posteriormente desaparecer.
En general, todo cliente, externo o interno, va a demandar servicios y productos de
buena calidad, aunque ambos intenten satisfacer necesidades distintas. Los clientes
internos exigen por un lado, el cumplimiento del plan de trabajo, trabajo bien hecho y
entregas sin retrasos, por otro lado, exigen el buen trato, colaboración y ayuda al
cliente. Los clientes externos demandan por un lado, el cumplimiento del contrato en
cuanto a competitividad de precios, flexibilidad y agilidad en las respuestas, y por otro
lado el buen trato, incluyendo en esta área un soporte técnico adecuado.
En resumen, toda empresa ofrece unos productos y servicios que representan una
necesidad de un cliente. Para asegurar la calidad por parte de la empresa se deberán
entregar los productos sin retrasos, sin problemas, atenderlos adecuadamente y por
supuesto, atender a sus peticiones.
Por estas razones, las empresas deben asegurarse de contar con sistemas de gestión que
permitan detectar ineficiencia e introducir los cambios necesarios, de forma que se cree
un sistema de mejora continua. Este es el caso del uso de los Sistemas de Gestión de la
Calidad.
Como parte de la mejora continua, podría aplicarse, alguna o varias de las
herramientas de gestión de la metodología Lean Manufacturing, como por ejemplo la
metodología Lean Six Sigma. Los proyectos “Seis Sigma” presentan una serie de
características que se creen de gran importancia para la política de calidad de una
empresa:
- Concentración prioritaria en los problemas que afectan a clientes, bien sean de
tipo interno o de tipo externo.
- Toma de decisiones en función de los datos.
- Relación entre impacto económico y el esfuerzo necesario.
6
Objeto del proyecto 1.2
El objeto del presente proyecto consiste en la aplicación e implantación de la
metodología Seis Sigma para la eliminación o disminución de las no conformidades
y/o defectos que se producen durante una de las operaciones más críticas del proceso
de montaje de una subestructura aeronáutica.
No forma parte del proyecto el diseño e implantación del sistema de gestión de la
calidad, que ya existen con anterioridad a este proyecto.
La empresa 1.3
La empresa de aeroestructuras se dedica al montaje de grandes estructuras
aeronáuticas completamente equipadas y preparadas para su integración directa en la
línea de ensamblaje final del cliente.
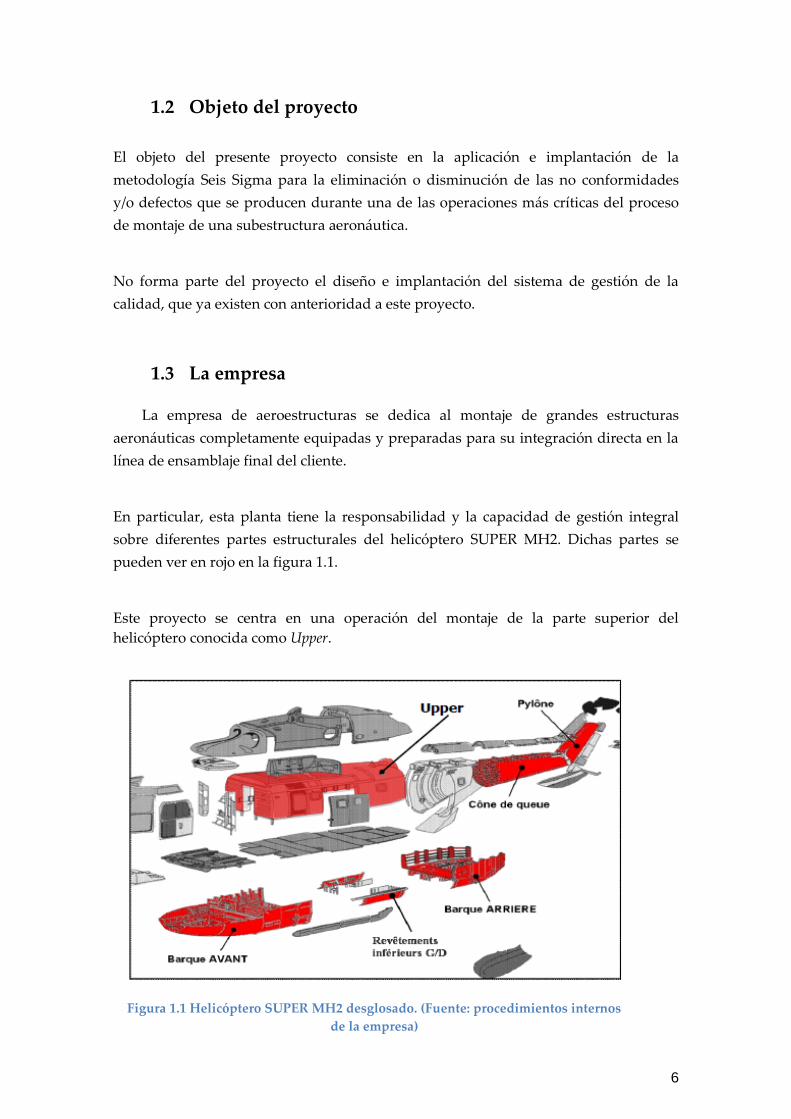
En particular, esta planta tiene la responsabilidad y la capacidad de gestión integral
sobre diferentes partes estructurales del helicóptero SUPER MH2. Dichas partes se
pueden ver en rojo en la figura 1.1.
Este proyecto se centra en una operación del montaje de la parte superior del
helicóptero conocida como Upper.
Figura 1.1 Helicóptero SUPER MH2 desglosado. (Fuente: procedimientos internos
de la empresa)

7
Además de abordar las actividades propias del montaje, se responsabiliza de:
- La Gestión de la Cadena de Suministro: Componentes y Submontajes
- La Ingeniería de Fabricación: Utillajes y Procesos
- Ingeniería de Soporte a Línea (Diseño y Cálculo de Reparaciones)
- La Ingeniería de Calidad
- La Dirección de Programas
- El Desarrollo y Homologación de Proveedores
Las principales instalaciones con las que cuenta esta planta son las siguientes:
- Líneas de utillajes para montaje de estructuras aeronáuticas
- Cabina de Pintura
- Procesos especiales:
o Sellado
o Alodine
o Trabajo en frío
o Anodizado portátil
o Ensayos no destructivos
- Mecanizado
El SUPER MH2 es un helicóptero utilitario de tamaño medio, bimotor y con rotor
principal de cuatro palas.
Características generales del helicóptero SUPER MH2 son:
- Tripulación: 2
- Capacidad: 22 pasajeros o 6 camillas y 2 asientos.
- Longitud: 14,50 m
- Diámetro rotor principal: 15,06 m
- Altura: 4,95 m
- Peso vacío: 4095 kg
- Peso útil: 4110 kg
- Peso máximo al despegue: 8000 kg
- Planta motriz: 2× turboshaft Turbomeca Makila 1A.
- Empuje normal: 1.358 kW 1775 cv de empuje cada uno.
- Velocidad máxima operativa (Vno): 289 km/h
- Velocidad crucero (Vc): 245 km/h
- Alcance: 408 km
- Techo de servicio: 19 750 pies 7200 m
- Régimen de ascenso: 1614 pies/min 492 m/min
8
2 Resumen del proyecto
El documento consta de siete capítulos y un apartado con varios anexos donde se
pueden consultar datos e información adicional.
En los dos primeros capítulos se hace una breve introducción sobre el objetivo del
proyecto y la empresa en la que se desarrolla.
El tercer capítulo se presenta el marco teórico de gestión y la metodología empleadas
en el proyecto. La norma UNE EN9100 (marco de gestión) y la metodología Seis Sigma
aplicada a la industria aeronáutica.
En el cuarto capítulo, el más amplio de todos, se desarrolla la metodología Seis Sigma
siguiendo cada una de sus fases hasta llegar a los resultados finales. Para ello se
estudian las no-conformidades y/o defectos por helicóptero (Upper) fabricado
(histórico), teniendo en cuenta la frecuencia con la que aparecen, con el fin de
determinar las causas raíces y poder aplicar las mejoras correspondientes para
subsanar el problema.
En el quinto capítulo se explica que es un centro de intervención y como se lleva a
cabo.
El sexto capítulo es donde se exponen las conclusiones obtenidas después de la
realización del proyecto.
Por último y para finalizar está el capítulo de Bibliografía y a continuación los anexos.
9
3 Marco Teórico
Mejora Continua 3.1 El enfoque hacia la mejora se puede encontrar en las normas UNE-EN 9100:2010,
“Sistemas de gestión de la calidad. Requisitos para las organizaciones de aviación, espaciales y
de defensa” y UNE-EN 9110:2011 “Material aeroespacial. Sistemas de gestión de la calidad.
Requisitos para las organizaciones de mantenimiento de la industria aeronáutica”. Dichas
normas son específicas para las empresas del sector aeronáutico. Añaden requisitos a la
norma UNE-EN ISO 9001.
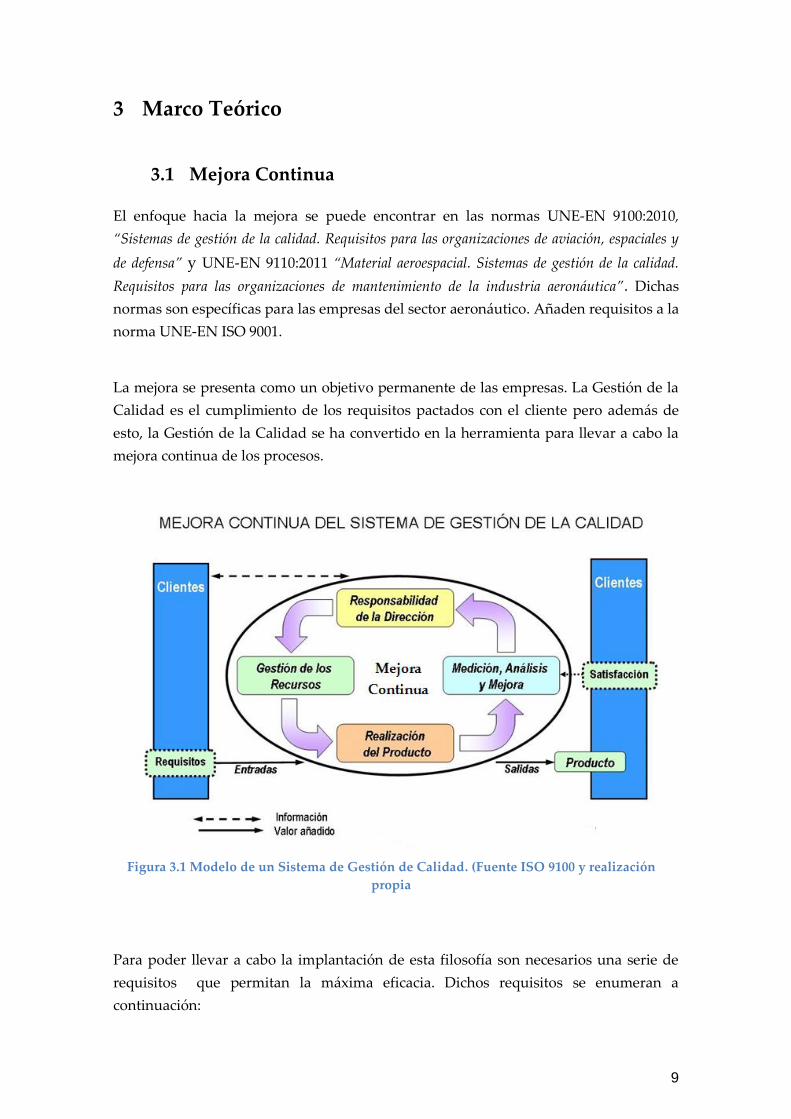
La mejora se presenta como un objetivo permanente de las empresas. La Gestión de la
Calidad es el cumplimiento de los requisitos pactados con el cliente pero además de
esto, la Gestión de la Calidad se ha convertido en la herramienta para llevar a cabo la
mejora continua de los procesos.
Para poder llevar a cabo la implantación de esta filosofía son necesarios una serie de
requisitos que permitan la máxima eficacia. Dichos requisitos se enumeran a
continuación:
Figura 3.1 Modelo de un Sistema de Gestión de Calidad. (Fuente ISO 9100 y realización
propia
10
- Implicación del equipo directivo: La dirección debe fomentar la comunicación,
la política de calidad y el compromiso para mejorar. Debe proveer a los
empleados de herramientas y medios necesarios para poder lograr un buen
lugar de trabajado.
- Motivación y formación: Toda persona que vaya a formar parte del grupo de
trabajo debe tener la cualificación adecuada, las ganas y el compromiso para
ejercer su labor con la máxima eficacia posible. Es muy importante que todos
estén implicados en la motivación, especialmente la dirección.
- Planificación: Para poder llevar a cabo la implantación de la mejora continua es
necesario establecer la planificación de las acciones a realizar. Debe aparecer el
responsable y el equipo de trabajo asignado a cada acción. Hay que tener en
cuenta que este método se basa en un proceso cíclico de retroalimentación de
los datos del proceso, un proceso iterativo.
3.1.1 Medición, análisis y mejora Las actividades de medición, análisis y mejora se encuentran repartidas en todos los
grupos y procesos.
La demostración de la conformidad del producto se realiza con los procesos de
Seguimiento y Medición del Producto, Inspección de Primer Artículo (IPA), y
Tratamiento del Producto No Conforme.
El aseguramiento de la conformidad del sistema de gestión de la calidad, se realiza a
través de actividades como pueden ser las Auditorias tanto internas como externas,
Gestión de las acciones de mejora, Satisfacción del Cliente y Seguimiento y medición
de los Procesos.
El estudio de los datos de productos y procesos provenientes de la medición, debe
apoyarse, siempre que sea posible, en técnicas estadísticas para dar fiabilidad y validez
al análisis realizado. La validez de los resultados se basa en el uso de métodos
fundamentados, entre los que se encuentran las técnicas estadísticas como pueden ser:
- Verificación del diseño: Técnicas utilizadas para demostrar la fiabilidad y
seguridad (Análisis Modal de Fallos y sus Efectos (AMFEC de diseño), pruebas
de diseño, etc)
11
- Control de los procesos: En procesos de producción (especialmente en aquellos
que se pueden clasificar como repetitivos), pueden utilizarse los métodos
estadísticos para determinar la capacidad estadística de procesos (Cp), para el
seguimiento mediante el control estadístico de procesos (CEP), optimización de
procesos mediante la determinación de influencias (Diseño Estadístico de
Experimentos y AMFEC de proceso), etc.
- Inspecciones: Para que los resultados de las inspecciones sean fiables, si existe
un muestreo, el plan del mismo debe ser estadísticamente valido (planes de
muestreo por variables y planes de muestreo por atributos). Además de las
inspecciones iniciales como la Inspección de Primer Artículo (IPA o FAI en
inglés)
El método Seis Sigma 3.2
3.2.1 La historia
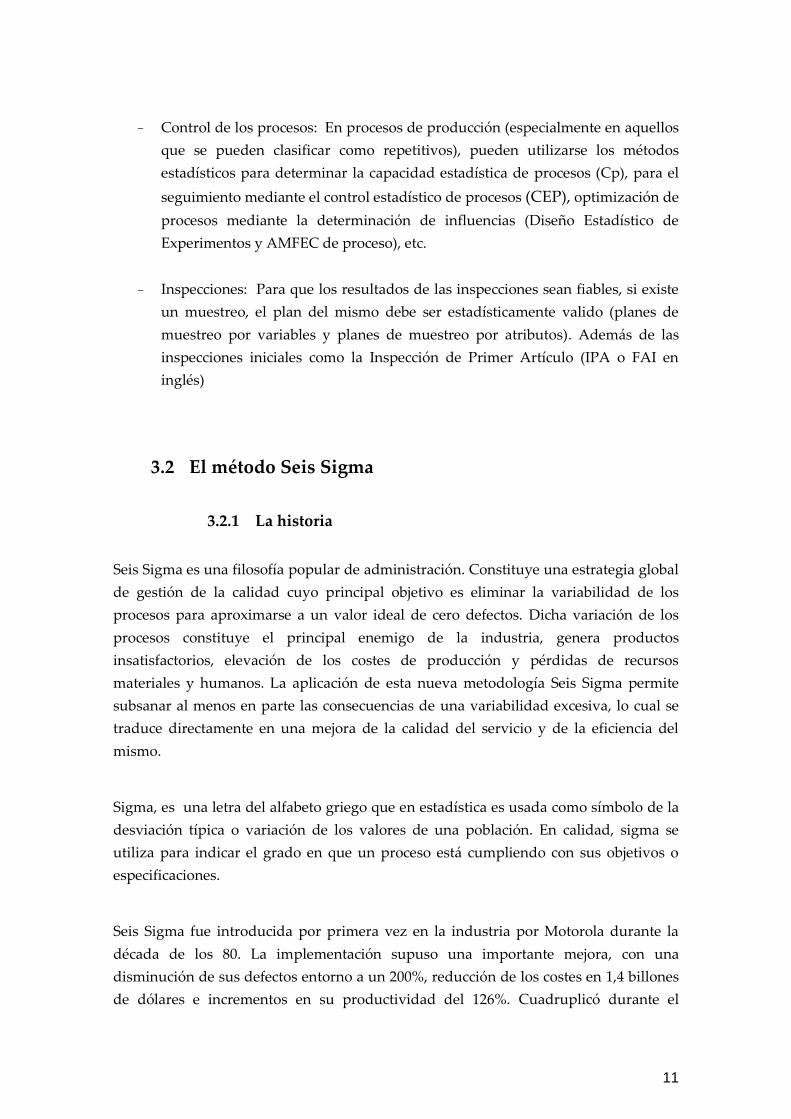
Seis Sigma es una filosofía popular de administración. Constituye una estrategia global
de gestión de la calidad cuyo principal objetivo es eliminar la variabilidad de los
procesos para aproximarse a un valor ideal de cero defectos. Dicha variación de los
procesos constituye el principal enemigo de la industria, genera productos
insatisfactorios, elevación de los costes de producción y pérdidas de recursos
materiales y humanos. La aplicación de esta nueva metodología Seis Sigma permite
subsanar al menos en parte las consecuencias de una variabilidad excesiva, lo cual se
traduce directamente en una mejora de la calidad del servicio y de la eficiencia del
mismo.
Sigma, es una letra del alfabeto griego que en estadística es usada como símbolo de la
desviación típica o variación de los valores de una población. En calidad, sigma se
utiliza para indicar el grado en que un proceso está cumpliendo con sus objetivos o
especificaciones.
Seis Sigma fue introducida por primera vez en la industria por Motorola durante la
década de los 80. La implementación supuso una importante mejora, con una
disminución de sus defectos entorno a un 200%, reducción de los costes en 1,4 billones
de dólares e incrementos en su productividad del 126%. Cuadruplicó durante el
12
proceso el valor de sus acciones. Dado los excelentes resultados, fue adoptado por un
gran número de empresas de proyección mundial, tales como Sony, NASA, Toshiba.
3.2.2 Qué es Seis Sigma
El objetivo 6σ es la eliminación o reducción de la variabilidad me los procesos. Este
hecho se traduce como una disminución de los errores, una mejora en la
productividad, un ahorro en los costes, una eliminación de procedimientos
Básicamente consiste en:
- Centrarse en lo que importa en cuanto a la perspectiva global del negocio, los
costes, la calidad, el rendimiento o la capacidad del proceso.
- Medir y reducir la variación de lo que importa. Hay que tener en cuenta las
salidas del proceso. Se toman decisiones coherentes con los datos obtenidos,
para ello se usa la estadística. Existe una correlación entre la variabilidad y los
costes de calidad y como consecuencia la satisfacción del cliente.
- Liderazgo y organización. En la sistemática Seis Sigma existe un compromiso
por parte de la dirección. Es una cultura, una filosofía en la empresa, y la
gestión de un cambio cultural requiere de un importante esfuerzo de liderazgo,
comunicación, formación y disciplina por parte de toda la organización.
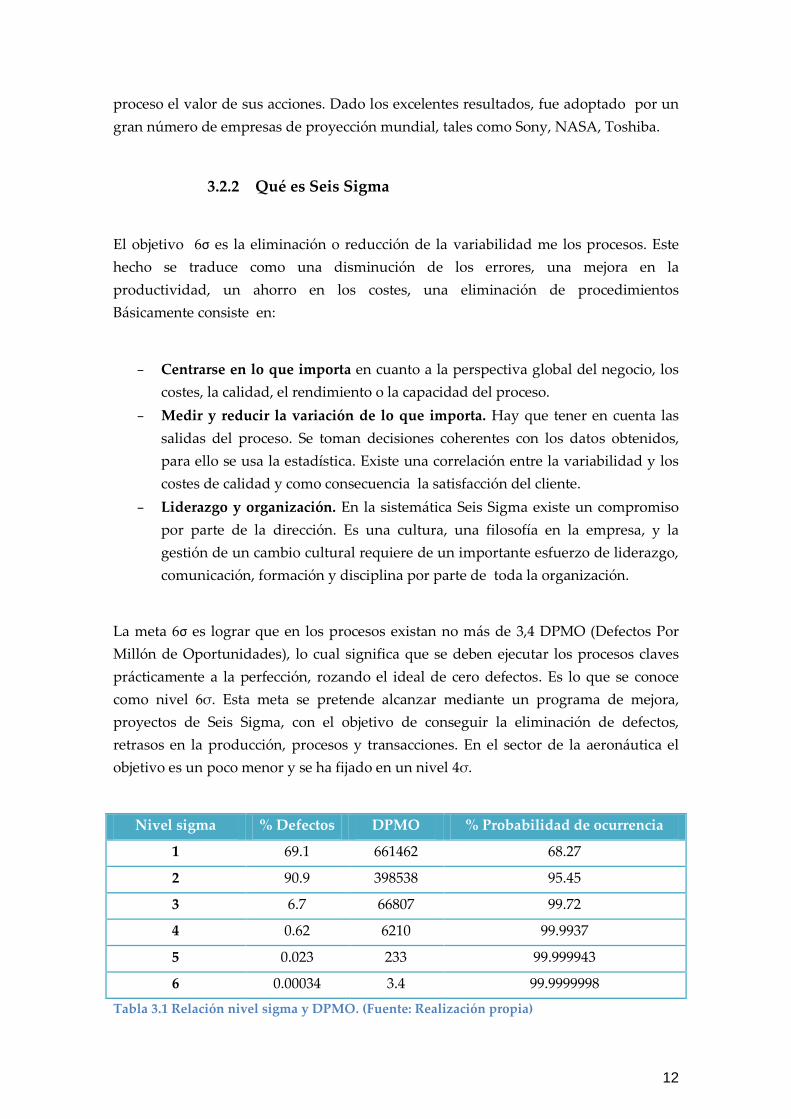
La meta 6σ es lograr que en los procesos existan no más de 3,4 DPMO (Defectos Por
Millón de Oportunidades), lo cual significa que se deben ejecutar los procesos claves
prácticamente a la perfección, rozando el ideal de cero defectos. Es lo que se conoce
como nivel 6σ. Esta meta se pretende alcanzar mediante un programa de mejora,
proyectos de Seis Sigma, con el objetivo de conseguir la eliminación de defectos,
retrasos en la producción, procesos y transacciones. En el sector de la aeronáutica el
objetivo es un poco menor y se ha fijado en un nivel 4σ.
Nivel sigma % Defectos DPMO % Probabilidad de ocurrencia
1 69.1 661462 68.27
2 90.9 398538 95.45
3 6.7 66807 99.72
4 0.62 6210 99.9937
5 0.023 233 99.999943
6 0.00034 3.4 99.9999998
Tabla 3.1 Relación nivel sigma y DPMO. (Fuente: Realización propia)
13
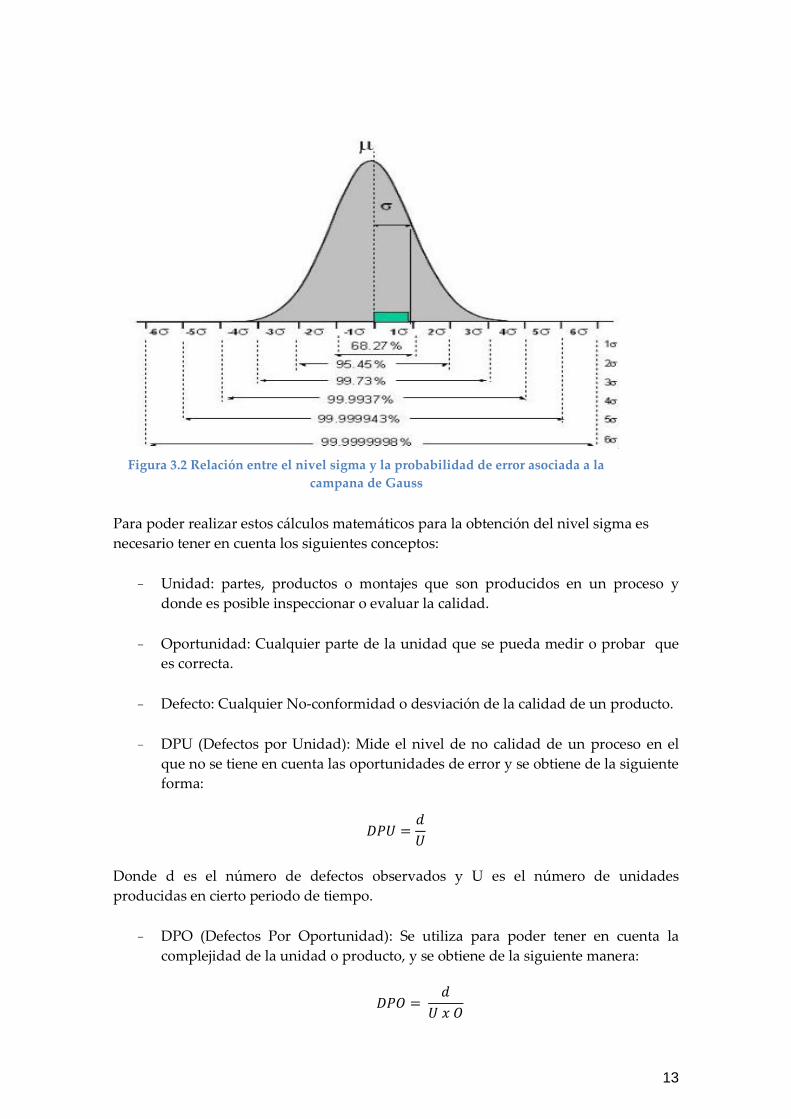
Para poder realizar estos cálculos matemáticos para la obtención del nivel sigma es
necesario tener en cuenta los siguientes conceptos:
- Unidad: partes, productos o montajes que son producidos en un proceso y
donde es posible inspeccionar o evaluar la calidad.
- Oportunidad: Cualquier parte de la unidad que se pueda medir o probar que
es correcta.
- Defecto: Cualquier No-conformidad o desviación de la calidad de un producto.
- DPU (Defectos por Unidad): Mide el nivel de no calidad de un proceso en el
que no se tiene en cuenta las oportunidades de error y se obtiene de la siguiente
forma:
Donde d es el número de defectos observados y U es el número de unidades
producidas en cierto periodo de tiempo.
- DPO (Defectos Por Oportunidad): Se utiliza para poder tener en cuenta la
complejidad de la unidad o producto, y se obtiene de la siguiente manera:
Figura 3.2 Relación entre el nivel sigma y la probabilidad de error asociada a la
campana de Gauss

14
Donde O es el número de oportunidades de error por unidad. Se debe asegurar que
solo se cuenten oportunidades que son significantes en el proceso.
- DPMO (Defectos Por Millón de Oportunidades) Mide los defectos esperados en
un millón de oportunidades de error y se calcula de la siguiente manera:
3.2.3 Metodología Seis Sigma
Fundamentalmente, existen dos niveles en los que el modelo puede ser aplicado. En
primer lugar, Seis Sigma proporciona una Metodología de Mejora global basada en la
Gestión de la Calidad Total, que permite resolver problemas, reducir defectos, eliminar
procedimientos inútiles, elevar el rendimiento y satisfacer las necesidades del cliente.
En segundo lugar, Seis Sigma constituye una Herramienta Estadística que permite
evaluar de forma objetiva el rendimiento.
Dentro de Seis Sigma hay diferentes metodologías, las cuales difieren en fines y usos. A
continuación se da una breve descripción de algunas de ellas:
- DMAIC (Define, Measure, Analyze, Improve, Control): Se utiliza para mejorar
procesos ya existentes. Es una derivación del clásico ciclo de Deming (también
llamado PDCA, de sus siglas en inglés: Plan, Do, Check, Act). Esta es la
metodología que se va a seguir en el proyecto, ya que se pretende mejorar un
proceso que ya existe dentro de la empresa.
- DMADV (Define, Measure, Analyze, Design, Verify): Se usa en el rediseño de
procesos.
- IDOV (Identify, Design, Optimize, Validate): Se aplica para nuevos procesos o
productos, en los cuales no se dispone de medición alguna.
- CQDFSS (Commercial, Quality, Design, For, Six Sigma): Se utiliza para la
búsqueda y aseguramiento en introducción de productos o servicios al
mercado.
15
3.2.4 Método DMAIC
La herramienta DMAIC es una estrategia de calidad basada en estadística, da mucha
importancia a la recolección de información y a la veracidad de los datos. Cada paso en
la metodología se enfoca en obtener los mejores resultados posibles para así minimizar
la posibilidad de error. Puede ser aplicado a cualquier proceso productivo y siempre
que su aplicación lleve al control y la mejora de los procesos analizados. A
continuación se van a resumir las características básicas de la metodología DMAIC que
se van a usar en el proyecto:
- Definición. Esta fase es para refinar la comprensión que tiene el Equipo del
Proyecto del problema. Se utilizará para saber quiénes son los clientes y definir
sus necesidades y expectativas. En esta fase se determinaran las
responsabilidades, las funciones, los objetivos y las metas intermedias. Las
herramientas utilizadas son:
o Team Charter (Carta de equipo)
o Diagrama de flujo del proceso
o Diagrama SIPOC (Supplier, Inputs, Process, Outputs, Clients)
o Definiciones de CC’s (Caracteristicas Clave)
o 5 W’s y 2H’s
- Medición: En esta fase se establecerán técnicas para la recolección de
información acerca del desempeño actual que destaque las oportunidades del
proyecto. Se recogerá información para determinar los tipos de defecto y el
tiempo de ciclo. Al terminar esta fase se obtendrá:
o Un plan para recolectar información que especifique el tipo de
información y la técnica.
o Un sistema de medición aprobado que asegure la precisión.
o Un juego de resultados preliminares de análisis.
Las herramientas utilizadas en esta fase pueden ser las siguientes:
o Plan de recolección de datos
o Análisis del sistema de medición
o Calculo del nivel sigma del proceso
- Análisis: El propósito de esta fase es permitir al Equipo del Proyecto el enfoque
hacia las oportunidades de mejora debido a la observación de la información.
Al terminar la fase de Análisis se tendrá:
16
o La oportunidad de mejora
o Las causas raíz que contribuyen a la oportunidad de mejora
o Como se analizó la información para identificar las fuentes de variación
Las herramientas utilizadas pueden ser las siguientes:
o Diagrama de Ishikawa (Causa/Efecto)
o Metodología 8D
o AMFEC
- Mejora: El propósito de la fase de Mejora es generar ideas acerca de maneras de
mejorar el proceso, diseñar y hacer pruebas para implementar mejoras. Al
terminar la fase de Mejora:
o Se habrán identificado las alternativas de mejora
o Se habrán implementado las mejoras alternativas parar mejorar el
proceso
o Se habrán respaldado las mejoras
o Se habrá preparado para la transición a la fase de Control
Las herramientas que podrán utilizarse:
o Lluvia de ideas
o Métodos a prueba de errores
o AMFEC
- Control: El propósito de la fase de Control es institucionalizar las mejoras del
proceso/producto. Al terminar la fase de Control:
o Como medir y monitorear las x para asegurar el desempeño de Y.
o Medidas correctivas se deben realizar si el proceso no está bajo control.
Las herramientas:
o Calculo del nivel sigma del proceso
o Cartas de Control (variables y atributos)
17
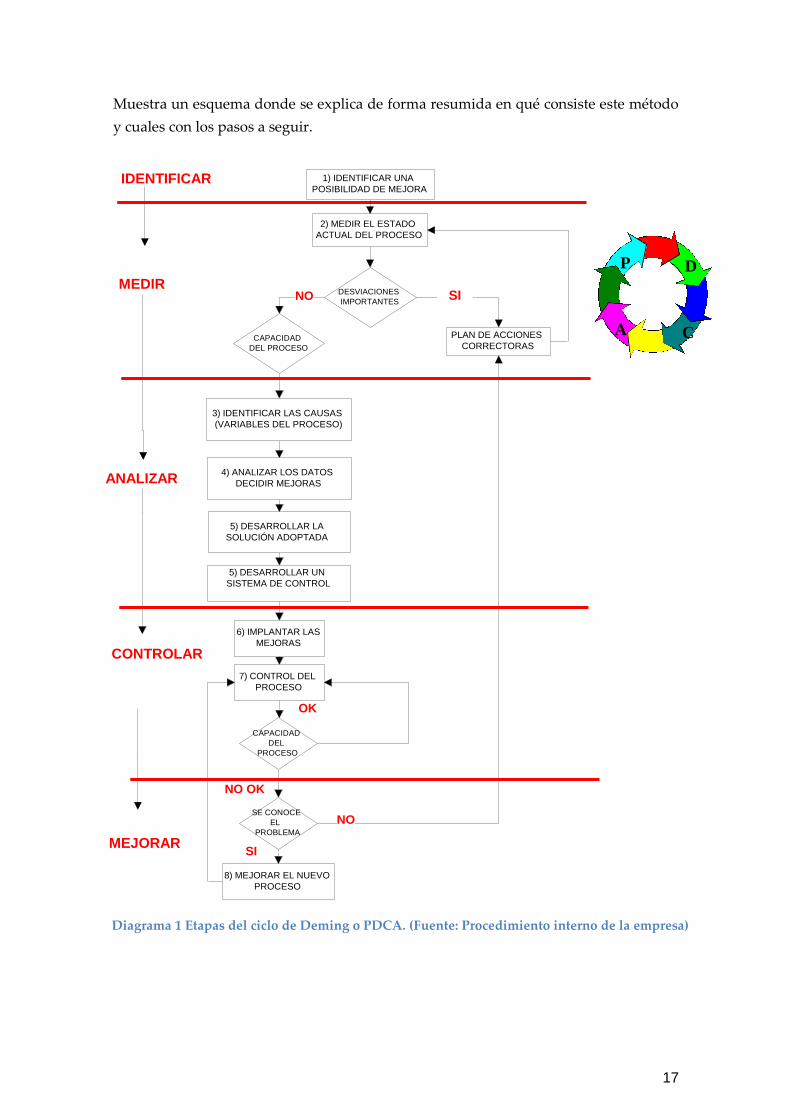
Muestra un esquema donde se explica de forma resumida en qué consiste este método
y cuales con los pasos a seguir.
1) IDENTIFICAR UNA
POSIBILIDAD DE MEJORA
2) MEDIR EL ESTADO
ACTUAL DEL PROCESO
3) IDENTIFICAR LAS CAUSAS
(VARIABLES DEL PROCESO)
DESVIACIONES
IMPORTANTES
4) ANALIZAR LOS DATOS
DECIDIR MEJORAS
5) DESARROLLAR LA
SOLUCIÓN ADOPTADA
5) DESARROLLAR UN
SISTEMA DE CONTROL
PLAN DE ACCIONES
CORRECTORAS
6) IMPLANTAR LAS
MEJORAS
7) CONTROL DEL
PROCESO
CAPACIDAD
DEL
PROCESO
8) MEJORAR EL NUEVO
PROCESO
IDENTIFICAR
ANALIZAR
MEJORAR
CAPACIDAD
DEL PROCESO
MEDIR
OK
NO OK
SE CONOCE
EL
PROBLEMA
NO
SI
NO
SI
CONTROLAR
D
CA
P
Diagrama 1 Etapas del ciclo de Deming o PDCA. (Fuente: Procedimiento interno de la empresa)
SI
18
4 Mejora del Proceso. Aplicación de 6σ (DMAIC)
.
Etapa Definir 4.1
Es una etapa se determinan los requerimientos del cliente y se plantean las prioridades
del proyecto. Se procede de manera sucesiva a definir los puntos que serán
desarrollados en los siguientes subapartados:
- Selección del Proyecto
- Formación del Equipo
- Carta de Equipo
- Definición del Problema
- Descripción de Proceso de Montaje
4.1.1 Selección del proyecto
Para la elección del proyecto a realizar se ha tenido en cuenta la recientemente llegada
a la planta un nuevo producto a fabricar. Este producto es la aeroestructura conocida
como Upper del helicóptero SUPER MH2. El proceso de montaje de dicho producto
está evolucionando y mejorando continuamente. Al ser un proceso de reciente
Figura 4.1 Ciclo DMAIC. (Fuente: Realización Propia)
19
implantación, el número de INC`s (Incidencias de No Conformidad) e inutilidades
(piezas inútiles) se considera alto.
Este proyecto surge por la necesidad de disminuir el número de no conformidades
relacionadas con una de las operaciones más críticas del proceso de montaje de esta
subestructura. La operación de instalación de los Herrajes de Titanio. Estos herrajes son
las piezas más caras y críticas que se instalan en esta aeroestructura.
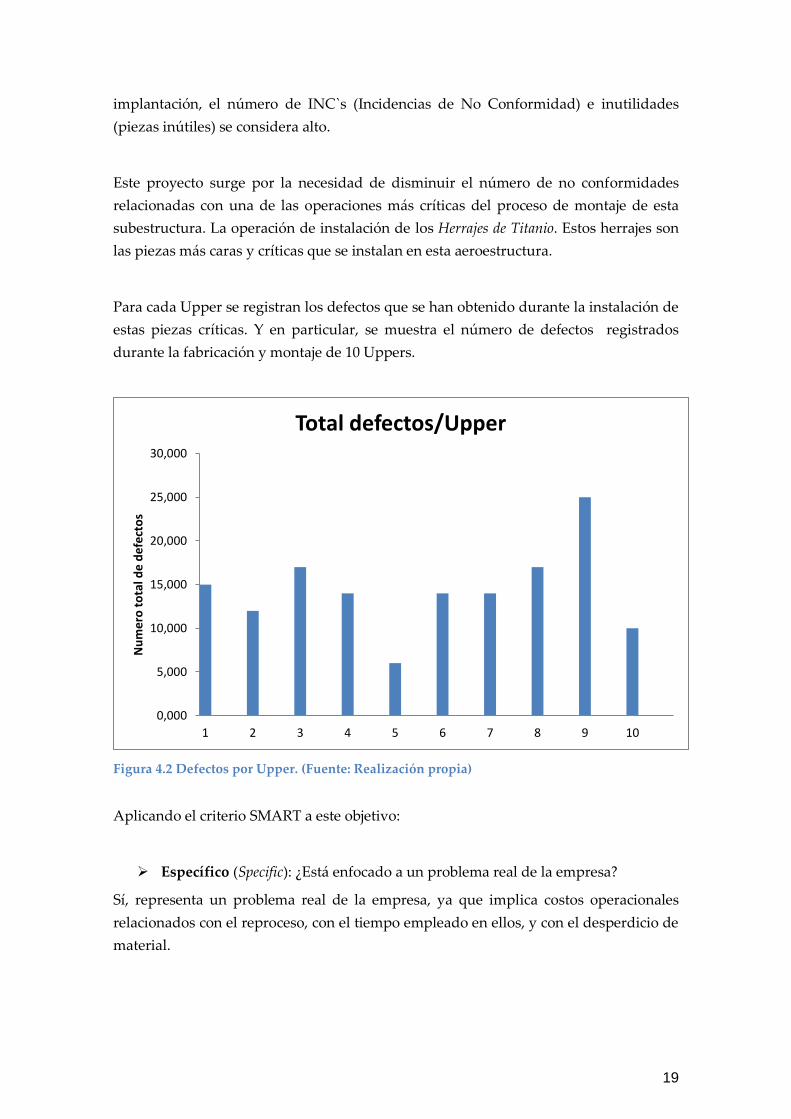
Para cada Upper se registran los defectos que se han obtenido durante la instalación de
estas piezas críticas. Y en particular, se muestra el número de defectos registrados
durante la fabricación y montaje de 10 Uppers.
Aplicando el criterio SMART a este objetivo:
Específico (Specific): ¿Está enfocado a un problema real de la empresa?
Sí, representa un problema real de la empresa, ya que implica costos operacionales
relacionados con el reproceso, con el tiempo empleado en ellos, y con el desperdicio de
material.
0,000
5,000
10,000
15,000
20,000
25,000
30,000
1 2 3 4 5 6 7 8 9 10
Nu
me
ro t
ota
l de
de
fect
os
Total defectos/Upper
Figura 4.2 Defectos por Upper. (Fuente: Realización propia)

20
Medible (Measurable): ¿Es posible medir el problema, establecer una línea base
y fijar metas para mejora?
Si, se pueden obtener mediciones del problema en cuestión, debido a que la
problemática tiene origen en los defectos que presenta el producto.
Estos defectos representan variables continuas, por lo que es posible establecer la
situación actual, analizar los defectos históricos de manera que puedan fijarse metas
para la mejora.
Alcanzable (Attainable): ¿Es la meta realizable?
Se piensa que la meta del proyecto es realizable, ya que, aunque no se conoce aún con
claridad la condición actual ni la meta, se sabe que se desean reducir el número de
defectos. La meta puede establecerse cuando se conozcan más detalles del proceso.
Relacionado (Relevant): ¿Se relaciona con un objetivo del negocio?
El problema está relacionado con varios objetivos de la empresa. Entre ellos,
destacamos el cumplir con el objetivo de número máximo de defecto totales por Upper,
aumentar los días cero defectos y con ello satisfacción del cliente.
Límite de Tiempo (Time Bound): ¿Se tiene una fecha de finalización del
proyecto?
Fecha de inicio: Febrero 2014. Fecha de finalización Diciembre 2014.
4.1.2 Formación del Equipo.
Un programa Seis Sigma, para poder ser implantado con eficiencia, debe envolver a
todas las personas de la organización. En el programa cada individuo tiene un papel
importante en la búsqueda de la excelencia de la empresa. Se debe destacar el papel de
los “Champions”, los “Black Belts” y los “Green Belts”.
- Los “Champions”
Normalmente los líderes de las unidades de negocio son elegidos para ser
“Champions”, con la responsabilidad de hacer que los equipos multifuncionales se
centren en el desarrollo de proyectos específicos de mejora y reducción de costes. Ellos
deben ser capaces de preparar el camino para realizar los cambios necesarios y para
integrar los resultados. Son por otra parte los responsables de elegir a las personas que
difundirán los conocimientos de Seis Sigma por toda la empresa, y coordinaran un
determinado número de proyectos.

21
- Los “Balck Belts”
Dependen básicamente de los recursos destinados por su empresa, de su propia
concentración mental y de su agilidad para tocar proyectos y concluirlos rápidamente.
Es fundamental que un futuro “Black Belt” tenga habilidades de liderazgo. Uno de sus
mayores desafíos es de hacer que otras personas practiquen otras formas de trabajo.
Dedican el 100% de su tiempo al programa Seis Sigma.
- Los “Green Belts”
Son personas de la organización que se dedican a tiempo parcial a proyectos Seis
Sigma. Son empleados que tienen menos responsabilidad que los “Black Belts” en el
programa Seis Sigma, normalmente, se involucran en proyectos directamente
relacionados con su trabajo del día a día. Los “Green Belts” reciben un entrenamiento
m{s simplificado que el que reciben los “Black Belts”. Sus tareas b{sicas pueden ser
resumidas de dos maneras: auxiliar a los “Black Belts” en la recogida de datos y liderar
pequeños proyectos de mejora en sus respectivas áreas de actuación.
A continuación se muestra en la tabla 4.1 las funciones y responsabilidades de los
Champions, Black Belt y Green Belt:
CUALIFICACION FUNCIONES RESPONSABILIDADES
Champion
(Posiciones gerenciales de
planta o de jefatura de
proyecto)
Monitorizar, facilitar los recursos
y soporte por parte de la
organización, y actuar en caso de
desviaciones
Definir despliegue en su
ámbito de responsabilidad
Black Belt Lidera los proyectos y aportar el
soporte metodológico
Líder de los equipos
Identifica las oportunidades
de mejora.
Audita el funcionamiento del
plan
Green Belt Ayuda al Black belt en sus tareas.
Puede liderar centros de
intervención.
Liderar centros de
intervención y resolver
problemas
Miembro del equipo de
mejora
(integrado al menos por
un Green Belt)
Realizar las actividades del
proyecto en su centro de
intervención.
Representar a su función y
aportar su “expertise”.
Tabla 4.1 Cualificaciones de los miembros de un equipo 6sigma. (Fuente: Realización
propia)
22
Para conseguir que el equipo de trabajo sea eficaz deberá cumplir lo siguiente:
- El grupo tendrá un numero manejable (< 10 personas) y será heterogéneo de
manera que estén representadas distintas visiones del problema.
- El grupo estará estructurado y jerarquizado. Es necesario que exista un
responsable para coordinar al grupo y apoyar a los participantes en la
aplicación de las técnicas y herramientas de resolución de problemas.
Los integrantes del grupo deberán estar formados en:
- Técnicas de grupo (proceso de resolución de problemas, participación en
sesiones de tormentas de ideas, respeto a los demás, etc.)
- Técnicas de análisis de problemas (herramientas de Ishikawa, etc.). Es posible
obtener una mejora significativa de calidad si se consigue eliminar los
problemas allá donde se producen. Para conseguir esto es preciso dotar a las
personas que “conviven con los problemas” de las herramientas de an{lisis
necesarias para analizarlos y encontrar una solución.
4.1.3 Carta de Equipo (Team Charter)
4.1.3.1 Enunciado del problema (Problem Statement)
En el montaje del Upper se han detectado una acumulación de defectos en una zona
crítica. Estos defectos generan retrabajos e inutilidades, es decir, generan gastos a la
empresa. El proyecto se enfoca inicialmente a resolver estos problemas del taladrado.
4.1.3.2 Oportunidad de Negocio (Bussines Case)
La reducción de los defectos de calidad respecto al proceso de montaje de las
subestructuras reducirá costos operativos de tiempo y material.
4.1.3.3 Declaración de Oportunidad (Opportunity Statement)
Se han detectado numerosos defectos en los últimos meses y en algún que otro caso se
ha tenido que inutilizar el producto entero por un defecto en la instalación de las
piezas en cuestión (Herrajes de Titanio)

23
4.1.3.4 Declaración del Objetivo (Goal Statement)
Reducir la aparición de no-conformidades y/o defectos en la estructura, disminuir las
horas de reparaciones y las piezas y/o productos inutilizados.
4.1.3.5 Alcance del Proyecto (Project Scope)
El proyecto comprende todos los subprocesos implicados en la instalación de las piezas
conflictivas en el montaje de la estructura, incluirá la inspección final del producto
terminado.
4.1.3.6 Selección de los Miembros del Equipo (Team Selection)
Dentro del equipo es necesario tener una persona con el poder suficiente para ordenar
que los cambios propuestos sean llevados a cabo. El jefe de Ingeniería de Planta es la
persona que corre con esa responsabilidad. Los integrantes del equipo y sus
responsabilidades se muestran en la siguiente tabla:
Cualificación Responsabilidad
Gerente Champion
Jefe de Ingeniería de planta Black Belt
Ingeniería de Procesos Green Belt / Team leader
Ingeniería de Calidad Green Belt
Jefe de producción Team Member
Supervisor de Calidad Team Member
Jefe de Logística Team Member
Supervisor de Producción Team Member
Ingeniero de aprovisionamiento Team Member
4.1.4 Definición del Problema
Durante la instalación de las piezas conocidas como Herrajes de Titanio sobre el
revestimiento central de la aeroestructura Upper, se han detectado taladros con un
Tabla 4.2 Cualificación y responsabilidad de los miembros de un equipo 6sigma. (Fuente:
Realización propia)
24
diámetro mayor del que marca la tolerancia. Este problema se ha repetido en bastantes
ocasiones.
En el montaje de las estructuras aeronáuticas hay operaciones básicas como el
taladrado. Esta operación se realiza de forma manual, es decir, estas operaciones no
están automatizadas por lo que depende en gran medida de la experiencia del operario
y de las herramientas. Esta operación de taladrado es de especial importancia y
consiste en realizar aguajeros por arranque de material con una herramienta de corte,
broca o broca escariadora.
En este proceso se comienza taladrando y a continuación escariando. La operación de
escariado es una operación de acabado que tiene como objetivo repasar los agujeros
para mejorar la precisión del diámetro y reducir la rugosidad de la superficie.
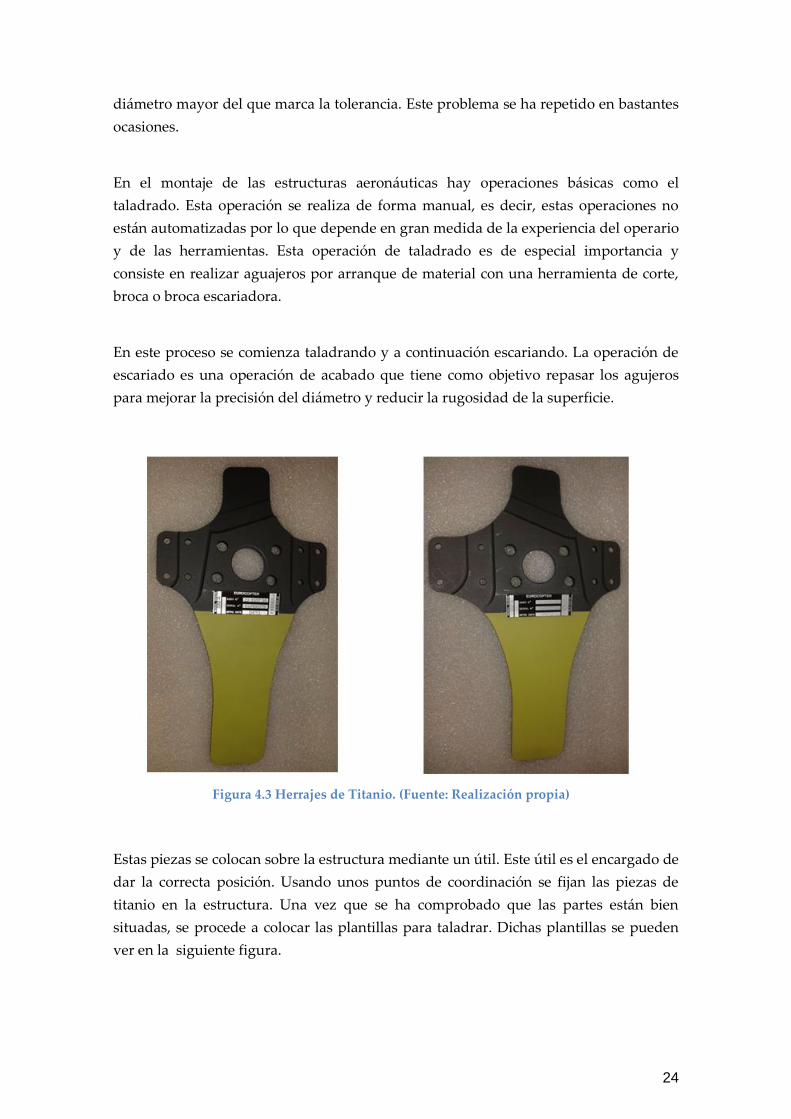
Estas piezas se colocan sobre la estructura mediante un útil. Este útil es el encargado de
dar la correcta posición. Usando unos puntos de coordinación se fijan las piezas de
titanio en la estructura. Una vez que se ha comprobado que las partes están bien
situadas, se procede a colocar las plantillas para taladrar. Dichas plantillas se pueden
ver en la siguiente figura.
Figura 4.3 Herrajes de Titanio. (Fuente: Realización propia)

25
A continuación se pasa a taladrar los Herrajes de Titanio junto con la piel de la
estructura. Este es el momento más delicado del proceso de montaje de estas piezas, ya
que alguno de los agujeros a realizar tiene una tolerancia muy baja, por lo que es
relativamente fácil que alguno de los taladros salga con un diámetro mayor del
requerido en los Herrajes, en la piel de la estructura o en ambas partes.
Si un taladro queda fuera de tolerancia, se pasará inmediatamente a la inutilización de
dicho herraje. Más grave aún es tener un agujero de mayor diámetro en la estructura,
ya que dichos taladros se encuentran en la cuaderna central de la aeroestructura, la
principal y la que está sometida a mayores tensiones. En definitiva, un taladro a mayor
medida puede llevar a la inutilidad por completo de la estructura.
En la siguiente imagen se muestra, por zonas, las tolerancias que se deben cumplir:
Figura 4.4 Plantillas de Taladrado (Fuente: Realización propia)
Ø 6mm + 0.025 – 0.008
Ø 7 mm + 0.022 - 0.00
Ø 5 mm + 0.018 – 0.00
Ø 6.2mm + 0.015 - 0.00
Figura 4.5 División por zonas según diámetro de taladrado (Fuente: Realización Propia)
26
4.1.5 Descripción del Proceso de Montaje
Antes de comenzar a montar, el operario debe comprobar que en su puesto se
encuentra toda la documentación que necesita para seguir las pautas del montaje, o
bien para anotar datos que son necesarios registrar, como por ejemplo los datos de
sellante, o pintura. Estos documentos son la Orden de producción (OP), las Fichas de
Instrucción Técnica (FT), que incluye las hojas de Mapeados, las hojas de Condición
Técnica de Entrega (conocidas en la línea por sus siglas en Francés STL (Spécification
Technique de Livraison), y en algunos casos los Planos aplicables. Además, debe
comprobar el estado general de las herramientas, así como la disponibilidad de las
mismas, lo cual se lleva a cabo a través de las Hojas de Reposición. Así mismo debe
comprobar que cuenta con el Hardware (Elementos de unión como remaches, tornillos,
tuercas, bulones<) y los Consumibles (Artículos que por definición no pueden usarse
conforme a su naturaleza sin que se destruyan: lijas, cintas de carrocero, trapos, etc.) Y
por último, debe comprobar el estado general y la disponibilidad de las piezas
primarias. Estas se sirven a la línea en carros (kittings). Si la pieza no está en perfectas
condiciones, se abrirá un INC. También ha de chequearse el P/N de las mismas,
verificando que es correcto y que la efectividad corresponde al número de helicóptero
que se está montando.
Durante el proceso actual de ensamblado, los distintos componentes a unir se
mantienen en la posición final del conjunto mediante utillajes específicos. En esa
posición se procede al taladrado de los agujeros, a la inspección de la calidad de los
mismos y finalmente a la inserción de los remaches o tornillos. Como los remaches o
tornillos unen varios componentes fabricados en igual o diferente material
constructivo, los agujeros para alojar los remaches, se realizan en lo que se conoce
como “materiales multi-capa”.
Una vez realizados los agujeros, los componentes se separan y se procede a verificar la
no existencia de rebabas a las entradas y salidas de los agujeros, y la no existencia de
virutas en las inter-caras. En el caso de su presencia, debería eliminarse cualquier
rebaba y debería limpiarse todo resto de viruta con anterioridad a la colocación del
remache o tornillo, ya que en caso contrario, el funcionamiento del remache o tornillo
se vería perjudicado.
Posteriormente, a las piezas se les aplica un sellante en las caras de contacto, se vuelven
a colocar en la posición de montaje final y, tras esperar el tiempo de curado, se procede
a insertar los tornillos en el agujero, antes de insertar dichos tornillos se aplica una capa
27
de Mastinox (sellante y protector de humedad y corrosión de tuercas, pernos y demás
elementos de sujeción) entre los agujeros y los tornillos para evitar la corrosión.
Finalmente, se valida la correcta colocación de los tornillos de acuerdo a las normativas
específicas.
Las operaciones básicas del proceso son entonces las siguientes:
1. Posicionado de piezas en utillaje: Las piezas que se van a unir se colocan y se
fijan en los utillajes. El módulo central del Upper está fijado en el útil de grada,
los herrajes de titanio se colocan en su posición mediante otro útil.
2. Mecanizado de agujeros: Se procede a mecanizar los agujeros que
posteriormente alojaran los tornillos. Estos agujeros se realizan mediante
operaciones de taladrado.
3. Desmontaje de las piezas: Una vez completadas las operaciones de mecanizado
de agujeros, se procede a desmontar los componentes del utillaje, retirando
para ello todo los elementos de fijación.
4. Limpieza y desbarbado: Se comprueba la no existencia de rebabas a ambos
lados de los agujeros realizados, así como la no existencia de polvo o viruta en
las inter caras. En caso necesario se procede a eliminar las rebabas o limpiar las
inter caras.
5. Aplicación de sellante: Inmediatamente después a la limpieza y desbarbado de
las piezas, se aplica sellante en las inter caras, con el ánimo de asegurar la
estanqueidad a la vez que incrementar la resistencia frente a la corrosión.
6. Aplicación de Mastinox: Se aplica este particular sellante en los agujeros, tanto
del revestimiento del módulo central del Upper, como en los de los herrajes de
titanio.
7. Recolocación de componentes: Las piezas vuelven a colocarse en los utillajes en
la posición final.
8. Colocación de tornillos: Se colocan los tornillos y arandelas necesarios en cada
uno de los agujeros. Se aplicar el par de apriete requerido y específico para cada
uno.

28
9. Puntos de Inspección: Se trata de comprobar que el producto está acorde a los
requisitos que exigen: planos, normativa aplicable, tolerancia dimensional... En
la inspección de procesos, la amplia dispersión de las zonas productivas así
como la gran cantidad de materiales utilizados, aconsejan que el inspector vaya
desplazándose hacia el trabajo. También se introducen en el proceso los puntos
de Autocontrol, donde los operarios de producción pueden tomar decisiones en
relación con la aprobación del producto, es decir, deciden sobre si el producto
es o no conforme con las especificaciones. En teoría, es muy conveniente que los
operarios de producción puedan tomar decisiones sobre la conformidad con las
normas; están inmersos en el flujo de fabricación del producto; están
entrenados y conocen las características del producto, sus rendimientos, etc<
Por otro lado, la distinción entre los conceptos de defecto y no conformidad es
importante. Un producto no conforme puede no tener defectos, y esto no quiere
decir que este producto deba dejarse pasar, simplemente, su no conformidad no
está relacionada con el uso previsto del producto y puede ser corregida más
fácilmente. En estos casos no tiene por qué ser necesario abrir un Informe de No
Conformidad (INC). El uso previsto del producto está afectado por la
información proporcionada al cliente, como por ejemplo, las instrucciones de
funcionamiento o de mantenimiento. El cliente puede quedar insatisfecho y
considerar que un producto es defectuoso porque no pudo utilizarlo en una
aplicación que el fabricante no había previsto. Para poder analizar un proceso
correctamente, es necesario conocerlo con todo detalle. Una técnica muy útil
para representar un proceso es plasmarlo en un diagrama de flujo y existen
muchas técnicas para realizarlo.
En el proceso de resolución de problemas se emplean básicamente tres tipos de
diagramas:
o Diagrama de alto nivel. Sirven para centrar el proceso en su contexto.
Un tipo particular de este grupo es el diagrama SIPOC (Supplier, Input,
Process, Output , Customer), muy utilizado en Seis Sigma.
o Diagrama de despliegue. Sirven clarificar responsabilidades, definiendo
las entradas y salidas de cada uno de los pasos del proceso.
o Diagramas básicos. Sirven para describir con todo detalle una actividad.
Puede utilizarse para determinar posibilidades de error, describir pautas
de actuación, etc.

29
4.1.5.1 Diagrama SIPOC
Las siglas SIPOC corresponden a Supplier (Proveedor), Input (Entrada), Process
(Proceso), Output (Salida) y Customer (Cliente). Para preparar este diagrama deben
seguirse los siguientes pasos:
- Dividir el proceso en las fases del proceso que se consideren relevantes.
- Establecer quienes son los proveedores de los materiales o servicios externos
que se reciben en cada fase. Se indican en la columna “Proveedores”.
- Establecer los materiales o servicios externos que se reciben en cada fase. Se
indican en la columna “Entradas”.
- Establecer que es lo que se entrega al final de cada fase. Se indican en la
columna “Salidas”.
- Establecer quién es el que recibe la salida de cada fase. Se indican en la columna
“Clientes”.
En general debe mantenerse este diagrama tan simple como sea posible. Al menos en
su versión inicial, de manera que se puede ir completando en la medida que se
considere necesario.
A través de la vinculación de estructuras SIPOC, podemos identificar la interacción que
tienen los procesos de toda la organización, ya que podemos visualizar como el
resultado de un proceso se convierte en la entrada de otro, y así sucesivamente, de tal
manera que, al final podemos visualizar a toda la organización como un conjunto de
procesos interrelacionados.
S (Supplier) I (Input) P (Process) O (output) C (Customer)
· Proveedor de
piezas
· Almacén
· Pieza Primaria
· Hardware y
consumibles
· Documentación
(OP, FT,
planos<)
· Utillaje y
herramientas
· Proceso de
montaje
· Producción
· Estructura
terminada
· Cliente externo
· Cliente interno
· Almacén
· Calidad
· Logística
Tabla 4.3 Diagrama SIPOC del proceso. (Fuente: Realización Propia)
30
4.1.5.2 Diagrama de Flujo
Para entrar más en detalle en el proceso de montaje de los herrajes de titanio sobre la
estructura, se ha realizado un diagrama de flujo. Este diagrama es el más clásico de
todos. Puede mostrar una secuencia de acciones, materiales o servicios, entradas o
salidas del proceso, decisiones a tomar y personas implicadas. Se utiliza esta
herramienta cuando se inicia el estudio de un proceso en particular, como el primer
paso y el más importante a dar a la hora de conocerlo, entenderlo y encontrar mejoras
potenciales. También se usa cuando se diseña un proceso mejorado. Por último, se
puede usar en la planificación de un proyecto.
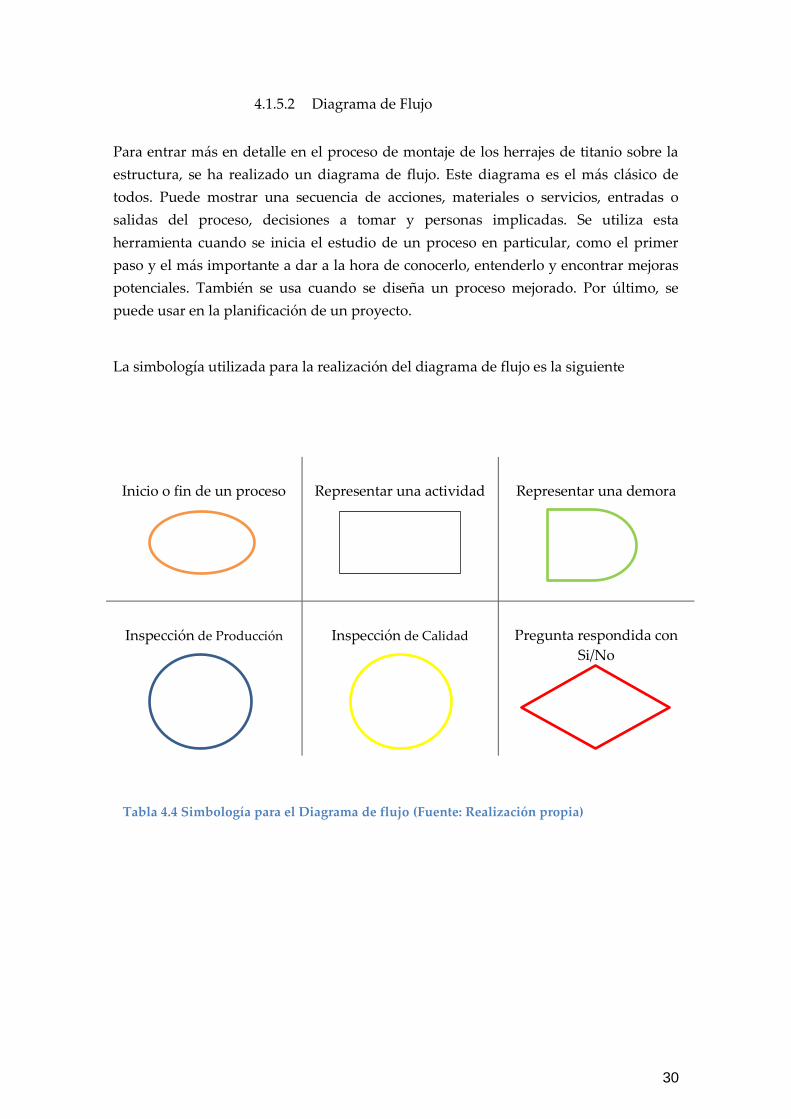
La simbología utilizada para la realización del diagrama de flujo es la siguiente
Inicio o fin de un proceso
Representar una actividad
Representar una demora
Inspección de Producción
Inspección de Calidad
Pregunta respondida con
Si/No
Tabla 4.4 Simbología para el Diagrama de flujo (Fuente: Realización propia)

31
No
Abrir registro
de discrepancia
¿Hoja de no
conformidad
?
Inspección
de montaje
Desmontar
piezas de
útiles
Colocación
de tornillos
Inspección
de
atornillado
Aplicación
de Mastinox
Curado
del
Mastinox
Posicionado
de piezas en
útiles
Posicionado
de plantilla
de taladrado
Taladrar las
piezas junto con
la estructura
Inspección
de
taladrado
Desmontar
plantilla de
taladrado
Comprobar
estado de
útiles y
herramientas
Comprobar la
documentación
disponible (OP,
FT, Planos<)
Inicio
Aplicación
de sellante
Curado
del
sellante
Recolocación de
componentes
¿Defectos
?
Fin
Retrabajo
Elaborar INC
Realizar la
disposición
de INC
No
Sí
Sí
Diagrama 2 Diagrama de flujo del proceso (Fuente: Realización propia)
32
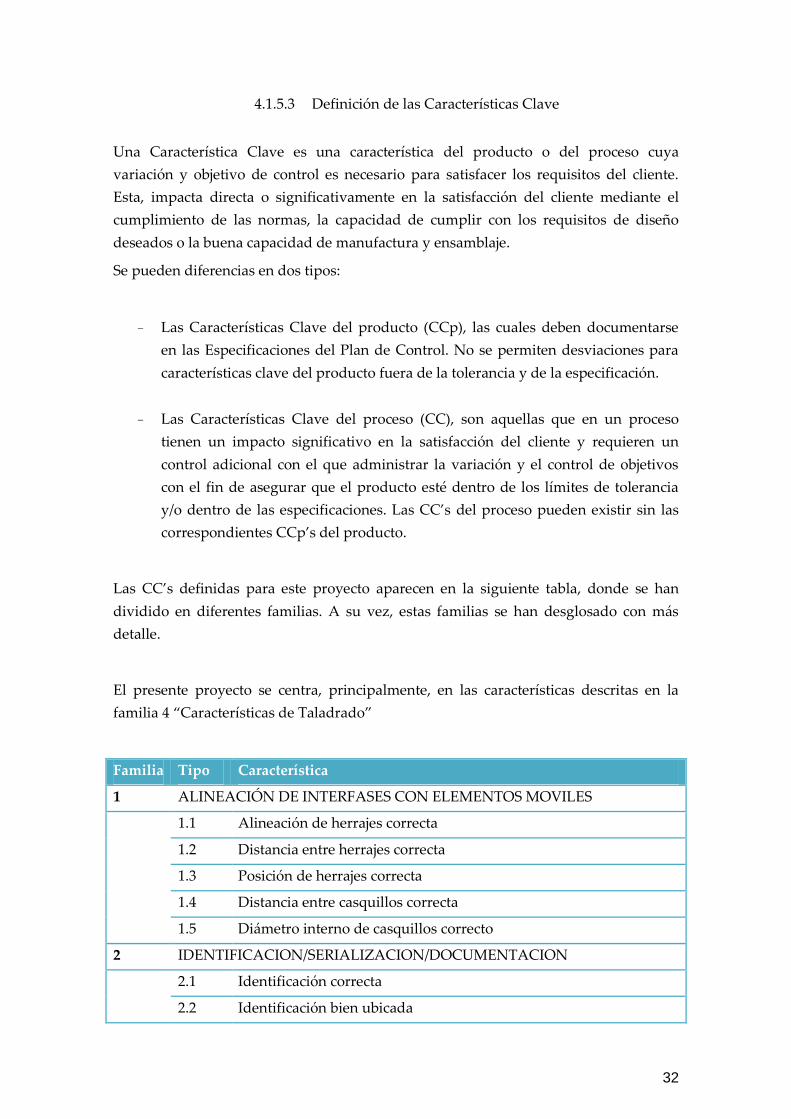
4.1.5.3 Definición de las Características Clave
Una Característica Clave es una característica del producto o del proceso cuya
variación y objetivo de control es necesario para satisfacer los requisitos del cliente.
Esta, impacta directa o significativamente en la satisfacción del cliente mediante el
cumplimiento de las normas, la capacidad de cumplir con los requisitos de diseño
deseados o la buena capacidad de manufactura y ensamblaje.
Se pueden diferencias en dos tipos:
- Las Características Clave del producto (CCp), las cuales deben documentarse
en las Especificaciones del Plan de Control. No se permiten desviaciones para
características clave del producto fuera de la tolerancia y de la especificación.
- Las Características Clave del proceso (CC), son aquellas que en un proceso
tienen un impacto significativo en la satisfacción del cliente y requieren un
control adicional con el que administrar la variación y el control de objetivos
con el fin de asegurar que el producto esté dentro de los límites de tolerancia
y/o dentro de las especificaciones. Las CC’s del proceso pueden existir sin las
correspondientes CCp’s del producto.
Las CC’s definidas para este proyecto aparecen en la siguiente tabla, donde se han
dividido en diferentes familias. A su vez, estas familias se han desglosado con más
detalle.
El presente proyecto se centra, principalmente, en las características descritas en la
familia 4 “Características de Taladrado”
Familia Tipo Característica
1 ALINEACIÓN DE INTERFASES CON ELEMENTOS MOVILES
1.1 Alineación de herrajes correcta
1.2 Distancia entre herrajes correcta
1.3 Posición de herrajes correcta
1.4 Distancia entre casquillos correcta
1.5 Diámetro interno de casquillos correcto
2 IDENTIFICACION/SERIALIZACION/DOCUMENTACION
2.1 Identificación correcta
2.2 Identificación bien ubicada
33
2.3 Serialización correcta
2.4 Documentación correcta
3 POSICIONAMIENTO DE ELEMENTOS EXTERNOS
3.1 Posicionamiento de piezas correctas
3.2 Pieza adecuada a plano
4 CARACTERISTICAS DE TALADRADO
4.1 Posición de taladro correcto
4.2 Diámetro de taladro correcto
4.3 Distancias de borde de taladro correctas
4.4 Distancia de paso de taladros correctas
4.5 Taladro no realizado o indebido
4.6 Perpendicularidad de taladro correcta
4.7 Acabado de taladro correcto
5 FOE
5.1 Ausencia de FOE
5.2 Ausencia de suciedad y virutas
6 SELLADO Y PEGADO
6.1 Espesor de sellante de interfase correcto
6.2 Altura de sellante aerodinámico correcta
6.3 Aspecto visual
6.4 Tipo de sellante correcto
6.5 Ausencia de sellante
7 MARCAS Y ACABADO
7.1 Ausencia de marcas en taladros
7.2 Ausencia de marcas de buterola
7.3 Ausencia de piezas dañadas
8 ATORNILLADO
8.1 Tornillo correcto
8.2 Par de apriete adecuado
8.3 Instalación de tuerca correcta
Tabla 4.5 Características Clave (Fuente: Realización propia)

34
Etapa Medir 4.2
En la segunda fase del proceso DMAIC, se definirán los defectos a medir y se
establecerá cual es la información importante que hay que recoger para establecer la
situación actual.
La información se obtendrá de los reportes de las inspecciones realizadas por el
departamento de calidad. Se medirá una vez finalizada la operación y antes de que se
dé paso a la siguiente. Las mediciones han de hacerse para cada producto.
Una vez descritos los defectos, se determinaran cuáles serán las metas de mejora para
el proyecto.
En resumen, los puntos que se verán ampliados en los siguientes apartados serán:
- Recogida de Datos
- Sistema de Medición
4.2.1 Recogida de Datos
Para ello es necesario adquirir datos respecto a las características de productos que ya
se han terminado. Esta información se ha conseguido a partir del análisis de No
Conformidades históricas, abarcando el periodo desde Octubre de 2013 hasta
principios de Marzo de 2014.
Una no conformidad bien documentada debe contemplar:
- Una evidencia de la no-conformidad. Deben ser claramente identificadas y
descritas en la Hoja de No Conformidad o Demanda de Acuerdo (HNC o DA).
- Un registro del requisito sobre el que se detecta la no-conformidad, es decir, se
abre un Registro de Discrepancia (RD). Es necesario identificar claramente cuál
es el requisito que no se está satisfaciendo. Estos requisitos se encuentran
definidos en el correspondiente Manual de Calidad.
- La declaración de la no-conformidad. La corrección que se ha realizado y las
acciones correctivas llevadas a cabo para corregir sus causas. En la planta se
lleva a cabo mediante la apertura de una “Demanda de acuerdo” (DA). En ella
se explica el defecto al detalle, las implicaciones que tiene y se propone una

35
acción correctiva que deberá aceptar o no un responsable de ingeniería del
cliente, es decir, un MRB (Material Review Board).
A partir de este análisis se construye una base de datos para el periodo estudiado, con
los siguientes campos:
- Numero de referencia de la DA.
- Mes y año en que se ha generado.
- Número de serie del producto afectado
- Causa del defecto:
o Factor Humano.
o Pieza Primaria.
o Diseño.
- Característica Clave afectada.
- Breve descripción
- Disposición para cada NC dada por el MRB. Pueden ser:
o Reprocesar (Rework): Acción tomada sobre un producto no conforme
para que cumpla con los requisitos. Esta disposición debe aplicarse
cuando la no-conformidad puede repararse de manera que quede
acorde a los planos y especificaciones.
o Reparar (Repair): Acción tomada sobre un producto no conforme para
convertirlo en aceptable para su utilización prevista. Debe aplicarse
cuando la no-conformidad puede repararse de manera que quede en
condiciones aceptables mediante el uso de material añadido. Al
contrario que el reproceso, reparar conlleva reducir la no conformidad
pero no la elimina e implica un cambio en la configuración del producto.
o Usar como está (Use as is) / Aceptable. Se debe aplicar cuando el
producto puede usarse sin eliminar el defecto. A veces esta disposición
implica una atención al montaje superior.
o Inútil (Scrap) Esta disposición se aplica a defectos que no se pueden
reparar.
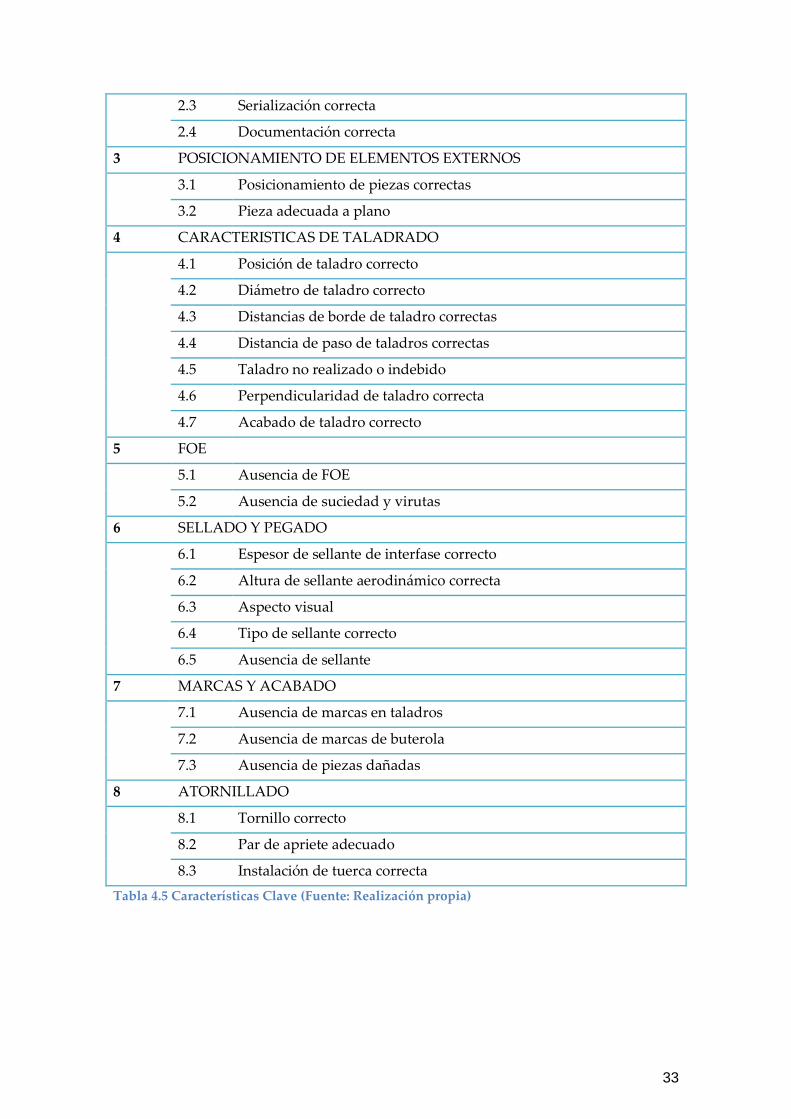
En la siguiente imagen se puede ver un ejemplo de DA del defecto que es estudiado en
este proyecto.
36
A continuación se muestra un fragmento de la recopilación de los datos obtenidos del
análisis de las hojas de no conformidad. Los valores marcados en rojo son los que han
generado la apertura de la demandad de acuerdo.
Figura 4.6 Ejemplo de Demanda de Acuerdo. (Fuente: Documento interno de la empresa)

37
En este periodo de análisis inicial, de octubre de 2013 a marzo de 2014 se han abierto
un total de 36 DA y 144 defectos. El número de aviones fabricados en este tiempo es de
10, por lo que se tiene una media de 3.6 DA/prod y 14.4 defec/prod, una cifra que se
considera bastante elevada.
Es importante resaltar que cuando se corrige un producto no conforme, debe someterse
a una nueva verificación para demostrar su conformidad con los requisitos.
Según la norma UNE EN 9100:2010, un producto no conforme debe ser tratado
mediante una o más de las siguientes maneras:
- Tomando acciones para eliminar la no conformidad detectada.
- Autorizando su uso, liberación o aceptación bajo concesión por una autoridad
pertinente y, cuando sea aplicable, por el cliente.
- Tomando acciones para impedir su uso o aplicación prevista originalmente.
Herraje Revest Herraje Revest Herraje Revest Herraje Revest Herraje Revest Herraje Revest
1A 6,004 6,020 6,006 6,016 5,998 5,992 5,997 6,000 5,992 6,002 6,008 6,025
2A 6,010 6,015 6,009 6,020 6,000 6,000 5,997 6,005 6,014 5,992 6,000 6,025
3A 6,015 6,020 6,010 6,022 6,000 6,000 6,003 6,014 5,995 6,004 6,010 6,025
4A 6,072 6,042 6,024 6,003 5,998 6,000 5,996 6,000 6,038 6,000 6,062 6,022
5A 6,092 6,052 6,020 6,025 6,027 6,029 5,997 6,000 6,060 6,010 6,043 6,010
6A 6,109 6,092 6,048 6,022 6,030 6,036 5,997 6,000 6,015 5,995 6,022 6,015
7A 6,035 6,027 6,042 6,022 6,028 6,035 5,999 6,003 6,042 5,995 6,050 6,010
22A 6,025 6,025 6,015 6,010 6,032 6,042 6,001 6,004 6,042 5,999 6,044 6,010
23A 6,020 6,020 6,015 6,015 6,000 6,000 5,993 6,000 6,012 6,018 6,036 6,007
24A 6,092 6,085 6,023 6,015 6,000 6,000 5,992 5,996 6,043 6,008 6,046 6,010
25A 6,075 6,050 6,036 6,010 5,998 6,000 6,005 5,998 6,079 6,000 6,042 6,008
26A 6,016 6,023 6,010 6,022 5,998 6,000 6,002 6,014 6,000 6,010 6,002 6,020
27A 6,012 6,023 6,011 6,015 6,000 6,000 6,000 6,015 5,992 6,000 6,004 6,020
28A 6,010 6,015 6,004 6,018 5,998 6,000 6,012 6,008 5,992 6,005 6,005 6,025
8B 6,214 6,214 6,203 6,215 6,205 6,202 6,208 6,205 6,201 6,212 6,200 6,207
21B 6,211 6,215 6,204 6,215 6,205 6,205 6,205 6,215 6,200 6,208 6,200 6,201
9C 7,220 7,212 7,203 7,220 7,208 7,204 7,210 7,207 7,214 7,202 7,212 7,210
10C 7,215 7,212 7,206 7,220 7,208 7,205 7,221 7,206 7,200 7,215 7,206 7,208
20C 7,205 7,220 7,202 7,213 7,201 7,200 7,221 7,207 7,212 7,205 7,208 7,208
19C 7,205 7,220 7,202 7,222 7,206 7,205 7,221 7,215 7,212 7,201 7,213 7,209
14C 7,203 7,216 7,205 7,215 7,200 7,204 7,208 7,221 7,214 7,203 7,214 7,210
15C 7,202 7,216 7,202 7,215 7,203 7,204 7,220 7,216 7,213 7,204 7,212 7,210
11D 5,018 5,018 5,012 5,018 5,003 5,005 5,000 5,000 5,000 5,003 5,000 5,003
12D 5,018 5,017 5,014 5,015 5,003 5,010 5,002 5,009 5,000 5,003 5,000 5,003
13D 5,015 5,017 5,010 5,016 5,003 5,010 5,004 5,014 5,000 5,003 5,800 5,800
16D 5,012 5,017 5,011 5,017 5,003 5,010 5,019 5,022 5,000 5,003 5,800 5,800
17D 5,010 5,018 5,005 5,015 5,003 5,000 5,022 5,025 5,000 5,003 5,000 5,003
18D 5,009 5,018 5,013 5,018 5,003 5,000 5,005 5,000 5,000 5,003 5,000 5,003
6,000 6,000 3,000 0,000 4,000 4,000 2,000 2,000 6,000 0,000 9,000 2,000
dic-13
RH LH
1
RH LH RH LH
2 3
Total defectos
oct-13 nov-13
INC 3 4 3
Figura 4.7 Extracto de Recogida de Datos. (Fuente: Realización Propia)

38
- Tomando acciones apropiadas a los efectos reales o potenciales, de la no-
conformidad cuando se detecta un producto no conforme después de su
entrega, o cuando ya ha comenzado su uso.
- Tomando las acciones necesarias para contener el efecto de la no-conformidad
en otros procesos o productos.
Estos posibles tratamientos, así como otras definiciones útiles para la comprensión del
proyecto.
4.2.2 Sistema de medición
En esta etapa se hace una evaluación de los sistemas de medición para la variable de
interés.
El defecto es cuestión es el correcto diámetro de los agujeros de los herrajes de titanio.
La medición de los taladros se realiza con un Micrómetro de Interiores, por lo que hay
que ver si este método de medición es capaz. Para esto, se realiza un estudio de
Repetitividad y Reproducibilidad (R&R).
4.2.2.1 Procedimiento para realización del R&R
El número de piezas o partes, operarios y mediciones puede variar según el
requerimiento de cada proceso. A continuación se describe el procedimiento utilizado
para la verificación del proceso de medida.
El impreso utilizado se puede ver en el anexo 3.
El procedimiento es el siguiente:
1. Obtener una muestra con 10 agujeros que sean representativos de la variación
real o esperada del proceso.
2. Seleccionar tres operarios (A, B y C). Numerar las piezas del 1 al 10 de forma
que no sea visible para los operarios.
3. Calibrar el instrumento de medición, en este caso el micrómetro de interiores.
4. Hacer que el operario A mida los 10 agujeros en orden aleatorio. Registrar los
valores obtenidos en la fila 1 del impreso. A continuación, los operarios B y C
medirán los mismos 10 agujeros, sin ver las mediciones de los otros, y registrar
los datos en las filas 6 y 11 del impreso.
5. Repetir el ciclo utilizando una nueva aleatorización, registrando los resultados
obtenidos en las filas 2, 7 y 12, y en las columnas apropiadas. Por ejemplo, si el
primer agujero era el nº 7, registrar el resultado en la columna etiquetada como
39
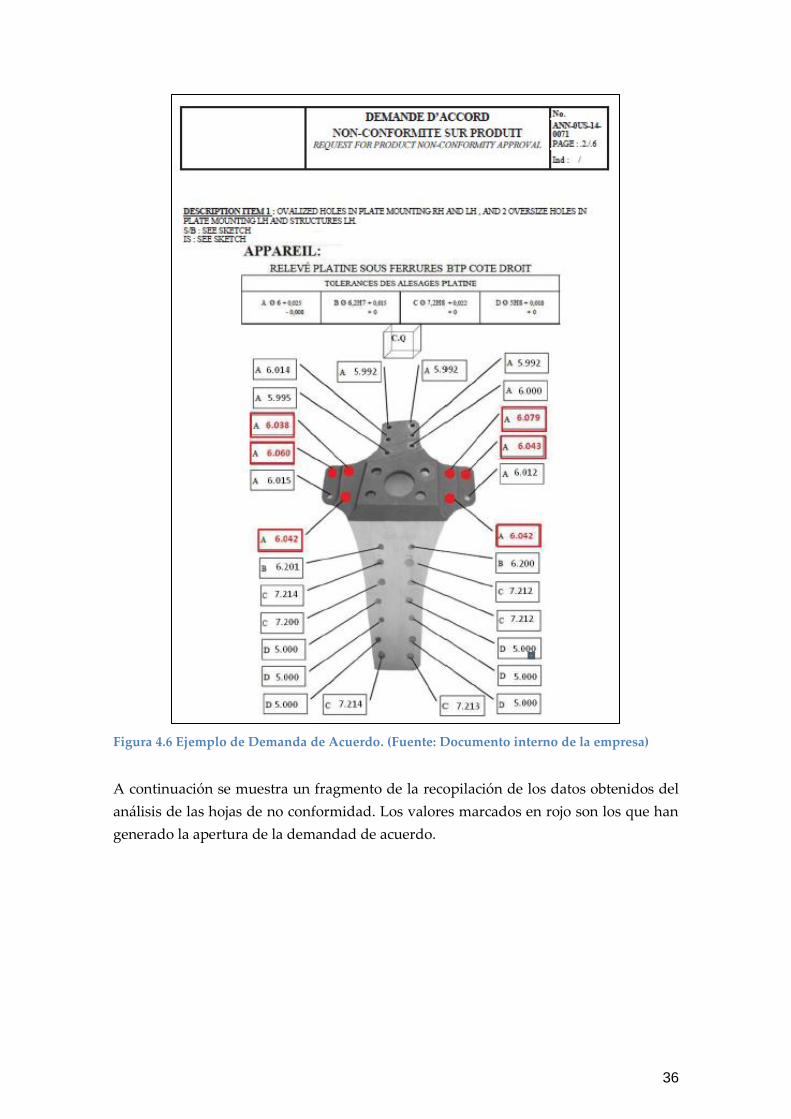
“Agujero 7". Si se realiza una tercera tanda de mediciones, registrar los
resultados en las filas 3, 8 y 13.
OPERARIO/ MEDICION#
INTRODUCIR VALORES DE MEDICIONES EN PIEZAS
1 2 3 4 5 6 7 8 9 10
1. 6,1995 6,1905 6,2 6,197 6,202 6,2 6,195 6,198 6,198 6,198
2. 6,2 6,2 6,199 6,2 6,201 6,2 6,2 6,2 6,201 6,202
3. 6,201 6,205 6,199 6,201 6,2 6,2 6,196 6,2 6,197 6,201
6. 6,2 6,2 6,1905 6,2 6,202 6,2 6,197 6,195 6,201 6,195
7. 6,2 6,201 6,1995 6,197 6,201 6,197 6,196 6,195 6,205 6,195
8. 6,201 6,2 6,2 6,2 6,2 6,194 6,198 6,198 6,201 6,198
11. 6,1995 6,1995 6,201 6,201 6,195 6,2 6,2 6,198 6,197 6,198
12. 6,2 6,2 6,2 6,205 6,198 6,205 6,197 6,197 6,198 6,197
13. 6,201 6,201 6,201 6,201 6,195 6,205 6,2 6,198 6,2 6,197
Una vez tomada cada una de las mediciones de los agujeros, mediante una hoja de
Excel se calcula la directriz del método.
En general, las directrices de aceptación de los resultados del estudio en lo que respecta
al %(RyR) son las siguientes:
- %(RyR) < 10% : El sistema de medición es aceptable.
- 10% < %(RyR) < 30%: El sistema de medición puede ser aceptable dependiendo
de su aplicación, coste del instrumento, coste de la reparación, etc.
- %(RyR) > 30%: El sistema de medición necesita ser mejorado. Es necesario
identificar los problemas y corregirlos
En este caso el RyR da 0.17%, con lo que el sistema de medición es aceptable.
Tabla 4.6 Valores de mediciones en piezas para R&R (Fuente: Realización propia)
%(RyR)
0,17 Tabla 4.7 Extracto tabla de resultados R&R (Fuente: Realización propia)

40
4.2.3 Determinación de la capacidad del proceso y nivel sigma
4.2.3.1 Definiciones
- Unidad: Una unidad de producto consiste en una estructura terminada e
identificada mediante su correspondiente número de serie, es decir, un Upper.
- Oportunidad: Se definen las oportunidades por unidad a las ocasiones que se
tienen para fallar en la realización de la operación. En este caso, cada Upper,
tiene dos herrajes, cada herraje tiene veintiocho taladros a realizar, cada taladro
se pasa desde el herraje hacia el revestimiento, por lo que en total tenemos 112
oportunidades.
- Defecto: Se dirá que ha aparecido un defecto cada vez que no se cumpla con los
requisitos exigidos con respecto a las CC. Referente al taladrado son:
o Posición de taladro correcta
o Diámetro de taladro correcto
o Distancia de borde de taladrado correcto
o Distancia de paso de taladros o indebido
o Taladro no realizado o indebido
o Rebarbado correcto
o Concentricidad del taladro correcta
o Acabado de taladrados correcto
- Métrica: Se medirá la cantidad de defectos presentados en la operación de
taladrado de los herrajes de titanio.
4.2.3.2 Capacidad del proceso y nivel sigma
Con la información recolectada se determina la capacidad del proceso y nivel sigma
correspondiente. Como ya se conoce el número total de defectos con respecto al
producto terminado, se establece que en total se han registrado 144 defectos desde
Octubre de 2013 hasta principios de Marzo de 2014. Igualmente, se puede determinar
que el nivel de detección de estos defectos por parte del personal del departamento de
calidad es de aproximadamente el 100%.
41
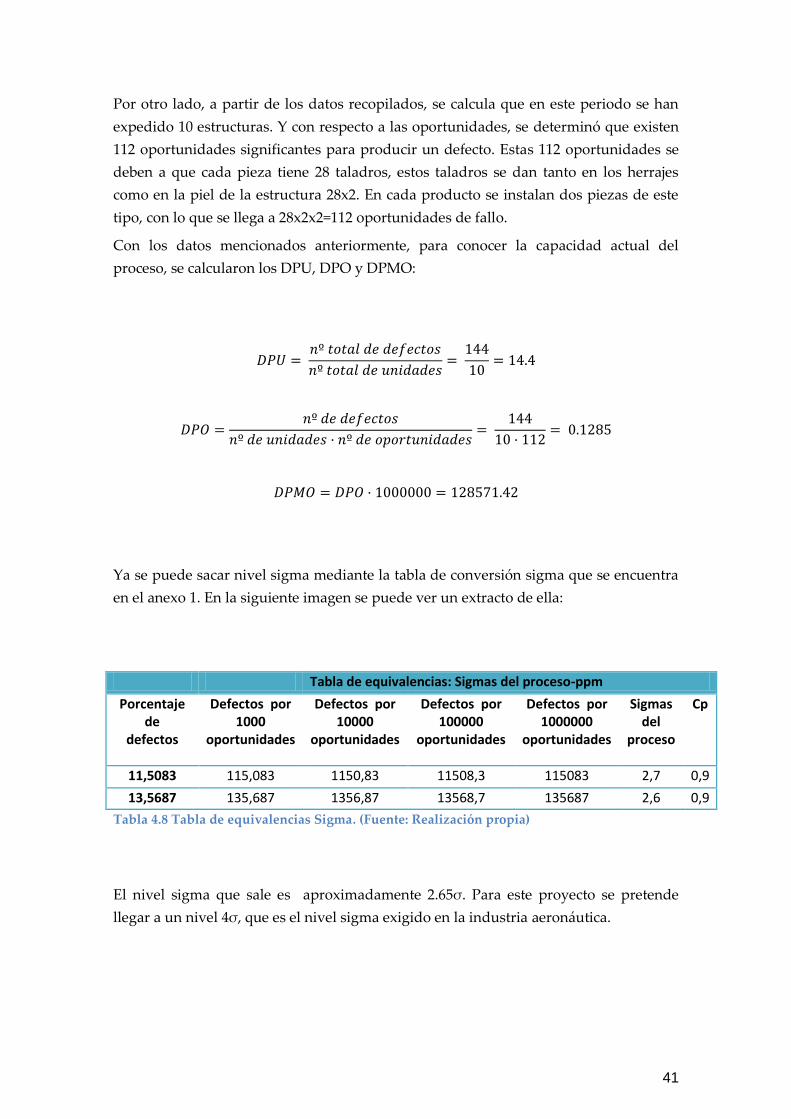
Por otro lado, a partir de los datos recopilados, se calcula que en este periodo se han
expedido 10 estructuras. Y con respecto a las oportunidades, se determinó que existen
112 oportunidades significantes para producir un defecto. Estas 112 oportunidades se
deben a que cada pieza tiene 28 taladros, estos taladros se dan tanto en los herrajes
como en la piel de la estructura 28x2. En cada producto se instalan dos piezas de este
tipo, con lo que se llega a 28x2x2=112 oportunidades de fallo.
Con los datos mencionados anteriormente, para conocer la capacidad actual del
proceso, se calcularon los DPU, DPO y DPMO:
Ya se puede sacar nivel sigma mediante la tabla de conversión sigma que se encuentra
en el anexo 1. En la siguiente imagen se puede ver un extracto de ella:
Tabla de equivalencias: Sigmas del proceso-ppm
Porcentaje de
defectos
Defectos por 1000
oportunidades
Defectos por 10000
oportunidades
Defectos por 100000
oportunidades
Defectos por 1000000
oportunidades
Sigmas del
proceso
Cp
11,5083 115,083 1150,83 11508,3 115083 2,7 0,9
13,5687 135,687 1356,87 13568,7 135687 2,6 0,9
El nivel sigma que sale es aproximadamente 2.65σ. Para este proyecto se pretende
llegar a un nivel 4σ, que es el nivel sigma exigido en la industria aeronáutica.
Tabla 4.8 Tabla de equivalencias Sigma. (Fuente: Realización propia)
42
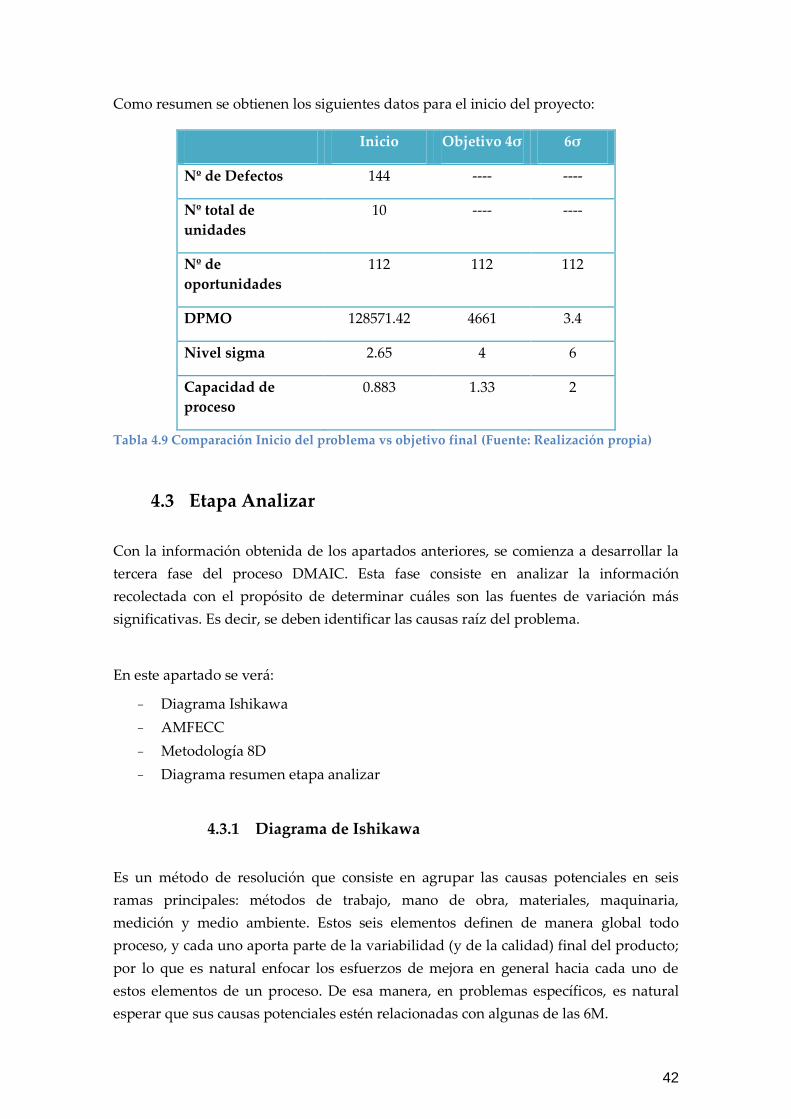
Como resumen se obtienen los siguientes datos para el inicio del proyecto:
Inicio Objetivo 4σ 6σ
Nº de Defectos 144 ---- ----
Nº total de
unidades
10 ---- ----
Nº de
oportunidades
112 112 112
DPMO 128571.42 4661 3.4
Nivel sigma 2.65 4 6
Capacidad de
proceso
0.883 1.33 2
Etapa Analizar 4.3
Con la información obtenida de los apartados anteriores, se comienza a desarrollar la
tercera fase del proceso DMAIC. Esta fase consiste en analizar la información
recolectada con el propósito de determinar cuáles son las fuentes de variación más
significativas. Es decir, se deben identificar las causas raíz del problema.
En este apartado se verá:
- Diagrama Ishikawa
- AMFECC
- Metodología 8D
- Diagrama resumen etapa analizar
4.3.1 Diagrama de Ishikawa
Es un método de resolución que consiste en agrupar las causas potenciales en seis
ramas principales: métodos de trabajo, mano de obra, materiales, maquinaria,
medición y medio ambiente. Estos seis elementos definen de manera global todo
proceso, y cada uno aporta parte de la variabilidad (y de la calidad) final del producto;
por lo que es natural enfocar los esfuerzos de mejora en general hacia cada uno de
estos elementos de un proceso. De esa manera, en problemas específicos, es natural
esperar que sus causas potenciales estén relacionadas con algunas de las 6M.
Tabla 4.9 Comparación Inicio del problema vs objetivo final (Fuente: Realización propia)
43
- Mano de Obra: Los operarios, inspectores y personal en general son parte
fundamental en cualquier proceso, su contribución al problema pudiera estar
relacionada a su falta de formación, falta de adiestramiento, baja autoestima o
sin motivación.
o Conocimiento
o Entrenamiento
o Habilidad
o Capacidad
- Materia Prima: Los materiales difieren en sus propiedades, aunque sea
ligeramente, especialmente cuando se obtienen de diferentes proveedores, a
pesar de que cumplen con los límites establecidos se tienen ligeras variaciones
que son relevantes para la calidad del producto.
o Variabilidad
o Cambios
o Proveedores
- Maquinaria y Equipo: Aunque aparentemente las maquinas funcionen de la
misma manera, la dispersión puede surgir de diferencias en el ajuste o debido
al hecho de que algunas máquinas solo operan en su forma óptima durante
parte del tiempo que se usan.
o Capacidad
o Herramientas
o Ajustes
o Mantenimiento
- Método de trabajo: A pesar de que se puede estar siguiente el mismo método de
trabajo, existen pequeñas diferencias que pudieran contribuir a la variación del
proceso.
o Estandarización
o Excepciones
o Definición de operaciones
- Medición: Aquí juegan un papel importante el método de medición y la
capacitación de los inspectores para realizar las medidas.
o Disponibilidad de medidas
o Definiciones
44
- Medio Ambiente: Las condiciones climatológicas y ambientales son muy
importante en el control de los procesos.
o Ciclos
o Temperatura
Por un lado, las ventajas que ofrece este método son la obligación de considerar una
gran cantidad de elementos involucrados en el problema, la posibilidad de ser usado
aun cuando el proceso no se conoce en detalle y la capacidad para centrarse en el
proceso y no en el producto. Por otro lado, como desventajas existe una aglomeración
de causas potenciales en solo una rama, se concentra en pequeños detalles y no es
ilustrativo para quien no conoce el proceso.
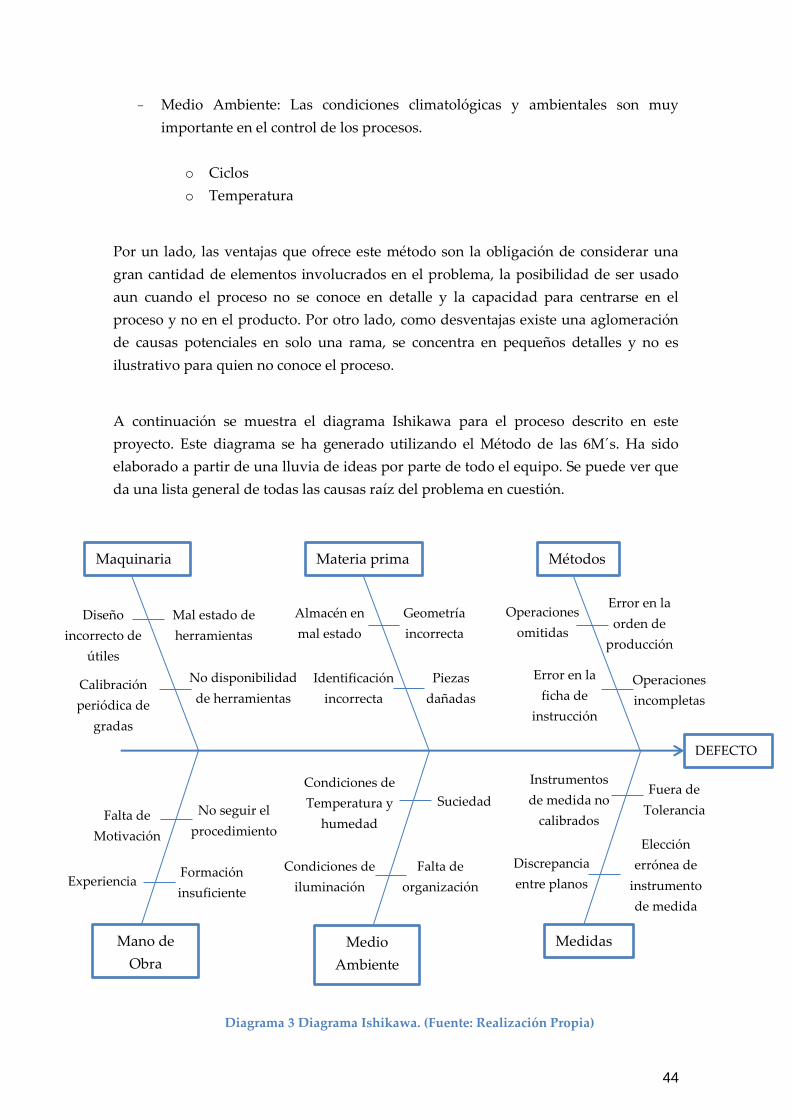
A continuación se muestra el diagrama Ishikawa para el proceso descrito en este
proyecto. Este diagrama se ha generado utilizando el Método de las 6M´s. Ha sido
elaborado a partir de una lluvia de ideas por parte de todo el equipo. Se puede ver que
da una lista general de todas las causas raíz del problema en cuestión.
Mal estado de
herramientas
No disponibilidad
de herramientas
Diseño
incorrecto de
útiles
Calibración
periódica de
gradas
Falta de
Motivación
Experiencia
No seguir el
procedimiento
Formación
insuficiente
Almacén en
mal estado
Identificación
incorrecta
Geometría
incorrecta
Piezas
dañadas
Condiciones de
iluminación
Condiciones de
Temperatura y
humedad
Suciedad
Falta de
organización
Operaciones
omitidas
Operaciones
incompletas
Error en la
orden de
producción
Error en la
ficha de
instrucción
Fuera de
Tolerancia
Discrepancia
entre planos
Elección
errónea de
instrumento
de medida
Instrumentos
de medida no
calibrados
Maquinaria Materia prima Métodos
Mano de
Obra
Medio
Ambiente
Medidas
DEFECTO
Diagrama 3 Diagrama Ishikawa. (Fuente: Realización Propia)
45
Del diagrama Ishikawa se sacó la lista de las causas del problema y a partir de esto se
realizaron los siguientes análisis, los cuales se pueden resumir en:
- Pieza primaria: La pieza primaria que llega del proveedor correspondiente no
cumple las especificaciones (Geometría, taladrado previo, pintura, <)
- Errores de Procesos: Las operaciones y las secuencias para llevarlas a cabo
definidas, bien por la Orden de Producción bien por la Ficha de Instrucción
Técnica, son erróneas. Pueden existir incluso discrepancias entre ambos
documentos.
- Posicionamiento: A veces no es fácil posicionar las piezas debido a su geometría
(curvatura) o bien a la falta de referencias. Esto puede llevar a posteriores
descoordinaciones o incluso holguras estructurales.
- Utillaje: Los defectos originados por problemas de utillaje pueden ser muy
variados. Como por ejemplo que la grada no esté nivelada o que sus elementos
de fijación no aseguren la posición correcta de la estructura, o que no se
disponga de determinadas plantillas para taladrar.
- Mano de obra: Existe falta de formación en alguno de los operarios de la planta
para la realización de las operaciones el problema en cuestión.
4.3.2 AMFEC
El análisis Modal de Fallos, Efectos y Criticidad (AMFEC) es una metodología de
trabajo en grupo muy estricta para evaluar un sistema, un diseño, un proceso y/o un
servicio en cuanto a las formas en las que ocurren los fallos. Además, se hace una
revisión de las medidas planificadas con el fin de minimizar la probabilidad de fallo, o
minimizar su repercusión. Puede ser cuantitativo o cualitativo. Se utilizan tres
factores principales para la identificación de un determinado fallo.
- Ocurrencia: Frecuencia con la que aparece el fallo.
- Severidad: Impacto que recibe el cliente si se produce el fallo.
- Detectabilidad: Probabilidad de que el fallo sea o no fácil de detectar.

46
4.3.2.1 Metodología
1. Nombre del producto y componente. No solo se incluye el nombre del
producto sobre el cual se aplica el AMFEC, sino el de todos los subconjuntos y
componentes que lo forman.
2. Operación o función. Se reflejan las operaciones que sufren cada uno de los
componentes en su proceso de fabricación.
3. Modo de Fallo. Un elemento no satisface o no funciona de acuerdo con las
especificaciones o con lo que se espera de él. Se deben tener en cuenta también
los fallos potenciales que solo aparecen bajo ciertas condiciones de
funcionamiento.
4. Efectos del Fallo. Suponiendo que el fallo ha ocurrido, aquí se describirán los
efectos. Cuando se analice una parte se tendrá en cuenta también la repercusión
en todo el sistema. Si un modo de fallos tienes muchos efectos, aunque
inicialmente se considerarán todos, se dará prioridad al efecto más grave.
5. Gravedad del Fallo. El índice S de Severidad, valora el nivel de las
consecuencias sentidas por el cliente debidas a los efectos de cada modo de
fallo. Este índice crece en función de la insatisfacción del cliente, de la
degradación de las prestaciones o el coste de reparación.
6. Características críticas. Siempre que el índice S sea 9 o 10, el fallo se deberá
tomar como fallo como crítico. Estas características críticas deberán estar
incluidos en el plan de control, en el documento AMFEC y en el plano si
procede.
7. Causa del Fallo. Se reflejaran todas las causas potenciales de fallo atribuibles a
cada modo de fallo. Deberán ser descritas de forma concreta y específica.
8. Probabilidad de ocurrencia. Ocurrencia se define como la probabilidad de que
una casusa especifica se produzca y dé lugar al modo de fallo. Se aplicará un
índice de ocurrencia (O) para cada posible causa de fallo. Para calcular la
Ocurrencia debemos tener en cuenta no solo la probabilidad de que se
produzca la causa potencial del fallo, sino también la probabilidad de que una
vez que ha aparecido la causa, se produzca el fallo. Para reducir el índice “O”
conviene cambiar el diseño o mejorar los sistemas de prevención y/o control
para impedir que se produzca la causa del fallo.
9. Controles actuales. En esta columna se reflejaran todos los controles existentes
en la actualidad para prevenir las causas de fallo y detectar el efecto resultante.
Los controles deben modificarse en caso de que hayan quedado obsoletos.
10. Probabilidad de no detección. Este índice (D) proporciona la probabilidad de
que la causa y/o modo de fallo, supuestamente apreciado, llegue al cliente. En el
AMFEC debe estar descrita la forma de detección prevista que, por lo general,
será alguno de los sistemas de control utilizados, pero también pueden ser los
c{lculos de ingeniería, ensayos<
47
11. Numero de prioridad de riesgo (NPR). Es el producto de la probabilidad de
ocurrencia (o), la gravedad del fallo o severidad (S) y la probabilidad de
detección (D). Debe ser calculado para todas las causas de fallo. Las acciones
correctoras serán prioritarias para las causas de fallo con mayor NPR, por
encima de un valor frontera determinado. Los elegidos para actuar sobre la
causa de fallo pueden personalizarse para cada empresa.
12. Acción correctora. Se hace una breve descripción de la acción correctora
recomendada. No solo hay que fijarse en el NPR, sino también en aquellas
causas de fallo con severidad 10. Con las acciones correctoras solo se pueden
cambiar los índices de ocurrencia y de detección, ya que la gravedad es algo
innato al fallo.
13. Definir responsabilidades. Se indican los responsables y, si se crees necesario
las fechas de implantación de las acciones correctoras.
4.3.2.2 AMFEC de Proceso
Se trata de identificar y corregir cualquier fallo potencial o conocido. Una vez
identificados, se ordenan y se les asigna una prioridad.
Este tipo de AMFEC se centra en minimizar los fallos de producción mediante la
identificación de los principales factores que afectan a la calidad del producto. Estos
posibles fallos se controlan mediante características clave y de proceso, por ejemplo
con “Control estadístico de Calidad”. Para minimizar dichos fallos, se define la función
de las operaciones del proceso:
- Evaluando los riesgos del proceso y del producto, así como sus efectos en el
cliente.
- Identificando los fallos críticos.

48
OPERACIÓN
FALLOS POTENCIALES
CONTROLES
ACTUALES
VALORACIÓN
MODOS DE
FALLO
POTENCIAL
EFECTOS DE FALLO
POTENCIAL CAUSAS DE FALLOPOTENCIAL O S D NPR
Taladrado y
escariado de
los herrajes
de titanio.
Taladro a mayor
medida en herraje Incumplimiento de
las especificaciones
- Fallo de la estructura
- Sobrecarga en resto
de tornillos
- Alto coste de
reparación +
modificación del
manual de
mantenimiento
Elección de casquillo de taladrado con diámetro interior a mayor medida Control 100%
del diámetro
de los
taladros y
registro en
QI-PI
7 8 2 112
Casquillo con diámetro interior desgastado 5 8 2 80
Diámetro de herramienta de corte mal definida 5 8 2 80
Material de la herramienta mal definido 1 8 2 16
Geometría de herramienta mal definida 2 8 2 32
Geometría de herramienta mal fabricada 2 8 2 32
Parámetros de corte mal definidos o no seguidos 6 8 2 96
Herramienta de corte en mal estado 6 8 2 96
Vibraciones en piezas 6 8 2 96
Mala lubricación de la herramienta 3 8 2 48
Taladro a mayor
medida en
estructura
Elección de casquillo de taladrado con diámetro interior a mayor medida Control 100%
del diámetro
de los
taladros y
registro en
QI-PI
7 8 2 112
Casquillo con diámetro interior desgastado 8 8 2 128
Diámetro de herramienta de corte mal definida 1 8 2 16
Material de la herramienta mal definido 1 8 2 16
Geometría de herramienta mal definida 2 8 2 32
Geometría de herramienta mal fabricada 2 8 2 32
Parámetros de corte mal definidos o no seguidos 6 8 2 96
Herramienta de corte en mal estado 6 8 2 96
Vibraciones en piezas 6 8 2 96
Mala lubricación de la herramienta 3 8 2 48
Falta de
perpendicularidad
- Falta de ergonomía 5 5 6 150
- Falta de formación del operario 5 5 7 175
Tabla 4.10 AMFECC del Proceso. (Fuente: Realización propia)
49
4.3.3 Metodología 8D
La metodología 8D se va a usar para lograr conocer las causas raíces de los modos de
fallo que han sido identificados en el AMFEC.
Es una metodología para la resolución de problemas y para optimización de procesos.
Tiene fama de ser una de las herramientas más útiles y usadas. Su aplicación es clave
en entornos orientados a la mejora continua y, siempre y cuando su aplicación sea
correcta, dará lugar a soluciones correctas. Su nombre, 8D, es la abreviatura de Ocho
Disciplinas, que son los pasos que hay que realizar para llevar a cabo esta metodología.
A continuación se describen cada una de las disciplinas, el orden que se ha seguido no
es estricto.
- D1: Establecimiento del equipo de trabajo
Se debe establecer un equipo de trabajo donde todos los integrantes tengan la
experiencia para entender el problema y autoridad para implementar soluciones,
tengan la disposición y el tiempo para pertenecer al grupo y tengan diferentes
competencias que permitan ver los diferentes aspectos. Debe de haber un líder que será
quien maneje la información y quién se haga responsable para que se cumplan los
objetivos establecidos por el grupo 8D.
- D2: Descripción del problema
En este paso se debe crear una descripción del problema que contenga información
clara, concisa y que contemple varios aspectos del problema. La descripción del
problema se debe basar en hechos reales.
- D3: Contención del problema para protección del cliente
Es necesario implementar una solución temporal para controlar los efectos que pueda
tener un problema, esto para dar tiempo a encontrar la causa raíz del problema y dar
una solución definitiva al mismo. En resumen en este paso lo que se hace es plantear
las Acciones Contenedora. Son acciones que deben ser tomadas y cerradas en dos o tres
días como máximo. Serán evaluadas y probadas antes de su implementación. Esta
solución temporal se debe poner en consideración de las personas involucradas en el
proceso y que puedan verse afectado por los efectos que pueda tener.

50
- D4: Análisis de causa Raíz
En esta disciplina se deben identificar la causa o causas. En la mayoría de los casos no
es tan evidente la causa raíz por lo cual se debe hacer un análisis. Es necesario observar
detenidamente el proceso y obtener información directamente de las personas que
tienen la experiencia como pueden ser los operarios, supervisores, inspectores e
ingenieros de calidad y de datos reales obtenidos.
A continuación, se debe utilizar la metodología de los 5 porqués hasta obtener las
causas iniciales.
- D5: Acciones correctoras
Una vez encontrada la causa raíz del problema se deben plantear soluciones
permanentes para eliminar el problema. Estas soluciones deben probarse hasta
comprobar que efectivamente la causa raíz ha sido detectada y eliminada.
- D6: Validación de las soluciones
Después de haber desarrollado y probado la o las soluciones permanentes obtenidas de
las acciones correctoras se debe planear y realizar la implementación, y posteriormente
verificar que funcione correctamente.
- D7: Acciones preventivas o de mejora
Se deben tomar acciones preventivas a situaciones que se puedan presentar en los
diferentes lugares de trabajo.
- D8: Cierre del problema
Una vez un problema ha sido auditado y se ha determinado que su solución es efectiva
debe ser cerrado oficialmente. Para finalizar el proceso el grupo debe preguntarse que
estuvo bien y que no, revisar las responsabilidades de los miembros y el líder del
grupo, las expectativas, si los procedimientos pueden ser aplicados en algún otro lugar,
si se encontraron problemas adicionales, que se aprendió y si finalmente se resolvió el
problema.
Es importante reconocer la contribución de cada uno de los miembros del equipo, ya
que toda la organización se beneficia por las actividades que contribuyen al
mejoramiento continuo.
Durante la realización del presente proyecto se han elaborado varios 8D que se pueden
consultar en el anexo 2.

51
4.3.4 Diagrama resumen etapa Analizar
Etapa Mejorar 4.4
El objetivo de esta fase del proceso DMAIC es proponer las soluciones para atender las
causas raíces detectadas en los apartados anteriores. Se van a implementar y evaluar
estas soluciones propuestas.
Las propuestas fueron generadas por el equipo a través de una lluvia de ideas. En este
paso se recalca la importancia de una buena elección del equipo, ya que es de gran
ayuda contar con personas con amplios conocimientos y experiencia en la materia. Las
soluciones determinadas por el equipo para cada causa raíz se enumeran a
continuación y se verán con más detalle en los próximos subapartados:
- Formación de Mano de Obra Directa (MOD)
- Estudio de Pieza Primaria
- Condiciones de Almacenamiento
- Revisión del proceso y utillaje
- Evaluación de las Mejoras
AMFECC (FMECA)
Modos de Fallo Realización
de 8D
Obtención de
causa Raiz
Causa Raiz
Acciones
Correctoras
Acciones
Contenedoras
Acciones
Correctoras
Control
estadístico
Análisis
Mejora
Control
Diagrama 4 Resumen etapa analizar. (Fuente: Realización propia)
52
4.4.1 Formación de mano de obra directa (MOD)
Para la formación de la MOD se han de tener en cuenta las funciones básicas de la
formación continua, las cuales son:
- Adaptación a la evolución de las profesiones y del contenido de los puestos de
trabajo. Mejora de las competencias y cualificaciones.
- Promoción social que permita a los trabajadores evitar el estancamiento en su
cualificación profesional y mejorar su situación.
- Prevención para anticipar las posibles consecuencias negativas de la evolución
del mercado, y para superar las dificultades.
La formación debe estar orientada a la eficacia y a la eficiencia:
Con respecto a la eficacia, la formación debe ser útil, práctica y óptima.
Con respecto a la eficiencia, la formación debe utilizar la metodología más adecuada y
rentabilizar los recursos.
Una persona será competente en algo cuando tenga los conocimientos necesarios, sepa
ponerlos en práctica, este dispuesta a hacerlo y obtenga en su realización un resultado
adecuado. Se entiende el concepto de competencia como una combinación de:
- Habilidades requeridas para realizar una actividad
- Conjunto de conocimientos necesarios para su desarrollo
- Actitud orientada a su realización y a la obtención de un resultado eficiente
4.4.1.1 El curso formativo
El contenido del curso formativo se basara en:
- Funcionalidad e importancia de las pautas de calidad en la empresa
- Procedimientos empleados en el área de montaje en cuestión
- Pasos a seguir para cumplimentar correctamente las pautas de calidad
4.4.1.2 Recursos necesarios
Los recursos más importantes para el proceso de formación son:
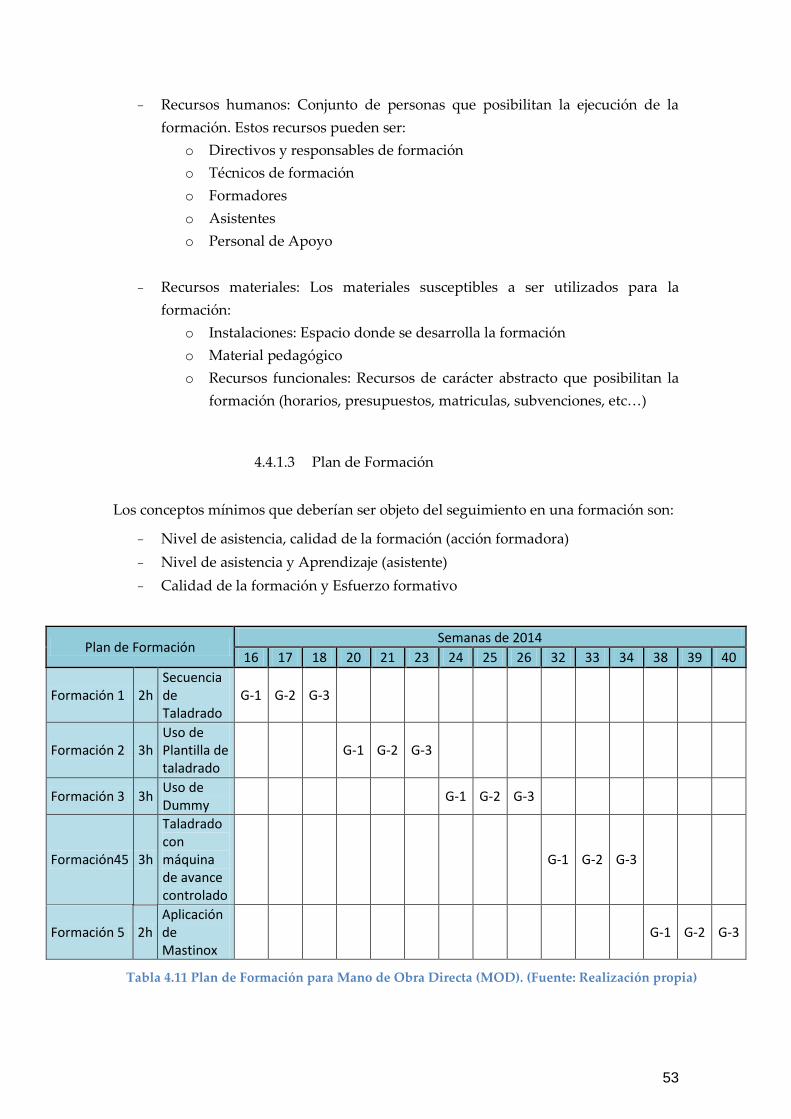
53
- Recursos humanos: Conjunto de personas que posibilitan la ejecución de la
formación. Estos recursos pueden ser:
o Directivos y responsables de formación
o Técnicos de formación
o Formadores
o Asistentes
o Personal de Apoyo
- Recursos materiales: Los materiales susceptibles a ser utilizados para la
formación:
o Instalaciones: Espacio donde se desarrolla la formación
o Material pedagógico
o Recursos funcionales: Recursos de carácter abstracto que posibilitan la
formación (horarios, presupuestos, matriculas, subvenciones, etc<)
4.4.1.3 Plan de Formación
Los conceptos mínimos que deberían ser objeto del seguimiento en una formación son:
- Nivel de asistencia, calidad de la formación (acción formadora)
- Nivel de asistencia y Aprendizaje (asistente)
- Calidad de la formación y Esfuerzo formativo
Plan de Formación Semanas de 2014
16 17 18 20 21 23 24 25 26 32 33 34 38 39 40
Formación 1 2h Secuencia de Taladrado
G-1 G-2 G-3
Formación 2 3h Uso de Plantilla de taladrado
G-1 G-2 G-3
Formación 3 3h Uso de Dummy
G-1 G-2 G-3
Formación45 3h
Taladrado con máquina de avance controlado
G-1 G-2 G-3
Formación 5 2h Aplicación de Mastinox
G-1 G-2 G-3
Tabla 4.11 Plan de Formación para Mano de Obra Directa (MOD). (Fuente: Realización propia)

54
4.4.2 Estudio de Pieza Primaria
La organización debe asegurarse de que los productos comprados cumplen los
requisitos solicitados. Para ello, indica la norma que deben llevarse a cabo las
actividades de inspección que sean apropiadas. Estas actividades deberán ser más
rigurosas cuanta mayor repercusión tenga el producto para la calidad. Los controles
aplicados durante la inspección pueden ser:
- Control administrativo de entrada (verificación de cantidades y tipo de
producto),
- Control de verificación de especificaciones (tomando mediciones y comparando
con planos aplicables)
Las piezas del problema en cuestión, las llamadas Herrajes de Titanio, se les realizan
inspecciones completas. Por lo tanto, las no-conformidades de pieza primaria se
detectan en recepción. En la hoja de no conformidades correspondiente se contempla
toda la información sobre el defecto, y además las acciones correctoras que se deben
llevar a cabo.
Este posible defecto no es relevante en este proyecto puesto que no se ha dado el caso,
durante el tiempo que se ha dedicado a analizar y mejorar el proceso no se han tenido
piezas defectuosas o nunca han llegado a la línea de montaje, por lo que podemos
eliminar esto como una causa raíz probable.
4.4.3 Condiciones de Almacenamiento
Hasta el momento, las piezas que van a despacharse en la línea, se desembalan y se
ordenan dentro de cajas de cartón, según la OP a la que vayan a ser entregadas.
Posteriormente se preparen los carritos kitting y se comprueben que están todas las
piezas. Antes de la preparación del kitting, las piezas se envuelvan con en plástico de
burbujas, y la persona que verifica que no falta ninguna pieza también verifica que
estas estén todas protegidas.
55
4.4.4 Revisión del proceso y utillaje
En este punto se centran gran parte de las acciones correctivas obtenidas de los
diagramas Ishikawa y de los 8D realizados a lo largo del proceso. El departamento de
Ingeniería de Procesos y Calidad es el encargado de estudiar las acciones a realizar y
de ponerlas en marcha de la forma más adecuada y eficiente posible. Se llevaran a cabo
las siguientes acciones correctoras:
- Revisión de operaciones en Ficha Técnica de Intrusión y/o en Orden de
Producción
Se trata de que el equipo de ingeniería revise las operaciones definidas en la fichas de
instrucción y en las ordenes de producción, ya que, por lo general existen discrepancias
entre ellas, incluso en el orden de las mismas, con lo que ante estos casos, el operario
decide cómo realizarlas.
El hecho de que la misma operación no es siempre realizada por el mismo operario,
hace que no exista repetitividad. Además, algunos procedimientos no están bien
definidos.
De la realización de los 8D y del Programa de Reducción de Horas de producción,
surgieron cambios en el proceso que conllevaron a realizar mejoras en las fichas
técnicas de instrucción y en la orden de producción. A continuación se muestran
alguna de las acciones derivadas:
o 8D-1 “Secuencia de Taladrado”
Antes: En el primer proceso, los taladros o agujeros que había
que hacer se realizaban directamente a diámetro definitivo sobre
el conjunto pieza-estructura, es decir, taladrando con la broca de
diámetro final y posteriormente escariando. Esto llevaba a
errores a la hora de tomar la broca correcta y problemas de
concentricidad del taladro, o sea, el centro del taladro podía
verse desplazado.

56
Después: Se definió una Secuencia de Taladrado donde se
empieza con una broca de diámetro pequeño (3.9mm
normalmente) y se va repitiendo la operación de taladrado con
diferentes brocas (cada vez de un diámetro mayor) hasta llegar
al taladrado final y posterior escariado. Este proceso es mucho
más preciso, y evita que se mueva el centro del agujero. En la
figura 4.8 se puede ver una plantilla de brocas para secuencia de
taladrado.
o 8D-2 “Plantilla y casquillos de colores”
Antes: Las plantillas de taladrado utilizadas en el proceso no
tenían ninguna ayuda visual, eran totalmente homogéneas tal
como se muestra en la siguiente figura. Esto llevaba a errores a la
hora de conocer el diámetro correcto de cada zona. Además de
esto, los casquillos usados para taladrar poseían el mismo
diámetro exterior y esto hacia que se colocaran en lugares
erróneos.
Figura 4.8 Plantilla de brocas para secuencia de taladrado (Fuente: Realización de fotografía
propia)

57
Después: Se realizó un Poka-yoke visual sobre la platilla de
taladrado diferenciando con colores los diferentes diámetros.
También se realizó el Poka-yoke visual con colores sobre los
casquillos. En las siguientes figuras se puede ver el resultado.
Figura 4.9 Plantillas de taladrado sin ayuda visual. (Realización propia)
Figura 4.10 Plantillas de taladrado con Poka-Yoke visual. (Fuente: Realización de fotografía
propia)

58
o 8D-3 “Dummy para taladrar en estructura”
Antes: Se colocaban las piezas sobre la estructura, encima de
estas se colocaban las plantillas de taladrado y se taladraba y
escariaba todo el conjunto. El problema surgía al escariar
algunos taladros que ya vienen escariados desde proveedor.
Después: Se fabrica una pieza de medida, conocida como dummy.
Esta pieza tiene la misma forma y espesor que los herrajes de
titanio. Se coloca el dummy sobre la estructura y encima de este la
plantilla de taladrado, se taladran y escarian los agujeros
problemáticos. A continuación se retira el dummy y se coloca la
pieza para seguir con el proceso. De esta forma se evita que se
escarien los agujeros dos veces.
Figura 4.11 Casquillos de colores para Poka-Yoke visual. (Fuente: Realización de fotografía
propia)

59
o Programa de Reducción de Horas de producción: de este programa
salió la última acción correctiva tomada para este proceso. Se trata de
utilizar una máquina de avance controlado en vez del sistema de
taladradora neumática manual. Con esta taladradora de avance
controlando se evita que los agujeros se ovalen o se agranden, además,
se evita que el centro del taladro se desplace. Todo esto es debido a que
se puede manejar el avance y la rotación con mucha más precisión. Es
más difícil que la broca se parta mientras se está trabajando, puesto que
sufre mucho menos tensiones. A todo esto hay que añadir la comodidad
que genera usar este tipo de herramientas al operario, ya que no tiene
que ejercer tanta fuerza sobre el producto para poder realizar el agujero.
Como última nota añadir que desde que se empezó a utilizar este tipo
de maquina taladradora no ha aparecido ningún taladro agrandado ni
ovalado.
- Revisión de mapeados
Se trata de comprobar el taladrado definido en los mapeados se corresponde con el
definido en los planos. Se incluyeron en la ficha de instrucción nuevos mapeados como
los que se pueden ver en la siguiente figura
Figura 4.12 Dummy de los Herrajes de Titanio. (Fuente: Realización propia)

60
4.4.5 Evaluación de las mejoras
Con la información recolectada desde que se empezó el proceso DMAIC, y después de
empezar las fases de Analizar y Mejorar (desde Abril 2014 hasta Diciembre 2014), se
determinará la capacidad del proceso y nivel sigma correspondiente.
En total se han registrado un total de 22 defectos. Igualmente, se puede determinar que
el nivel de detección de estos defectos por parte del personal del departamento de
calidad es de aproximadamente el 100%.
En este periodo se han expedido 21 estructuras. Las oportunidades ya se calcularon y
se definieron 112 oportunidades significantes para producir un defecto. Con los datos
mencionados anteriormente se volvieron a calcular los DPU, DPO y DPMO:
Ø 6mm + 0.025 – 0.008
Ø 7 mm + 0.022 - 0.00
Ø 5 mm + 0.018 – 0.00
Ø 6.2mm + 0.015 - 0.00
Figura 4.13 Mapeado del taladrado de los Herrajes de Titanio. (Fuente: Realización propia)

61
Mediante la tabla de conversión sigma que se encuentra en el anexo 1 se puede sacar el
nivel sigma final. En la siguiente imagen se puede ver un extracto de ella
Tabla de equivalencias: Sigmas del proceso-ppm
Porcentaje de
defectos
Defectos por 1000
oportunidades
Defectos por 10000
oportunidades
Defectos por 100000
oportunidades
Defectos por 1000000
oportunidades
Sigmas del
proceso
Cp
0,8198 8,198 81,98 819,8 8198 3,9 1,3
1,0724 10,724 107,24 1072,4 10724 3,8 1,3
El nivel obtenido tras la aplicación de la metodología DMAIC es de 3.857σ y el nivel
que se planteó como meta era de 4σ, con lo que se ha llegado al 96,4 % del objetivo.
En la siguiente tabla se hace una comparación:
Inicio Objetivo
4σ
Alcance
Nº de Defectos 144 ---- 22
Nº total de
unidades
10 ---- 21
DPU 14.4 ---- 1.047
Nº de
oportunidades
112 112 112
DPMO 128571.42 4661 9353.74
Nivel sigma 2.65 4 3.857
Capacidad de
proceso
0.883 1.33 1.285
Llegado a este punto se puede cerrar el AMFEC volviendo a calcular la criticidad de los
modos de fallos teniendo en cuenta las acciones correctoras que se han tomado a lo
largo de la aplicación de la metodología.
Tabla 4.12 Tabla de Equivalencia Sigma para el proceso final. (Fuente: Realización propia)
Tabla 4.13 Comparación del nivel sigma antes y después de la implantación del DMAIC.
(Fuente: Realización propia)
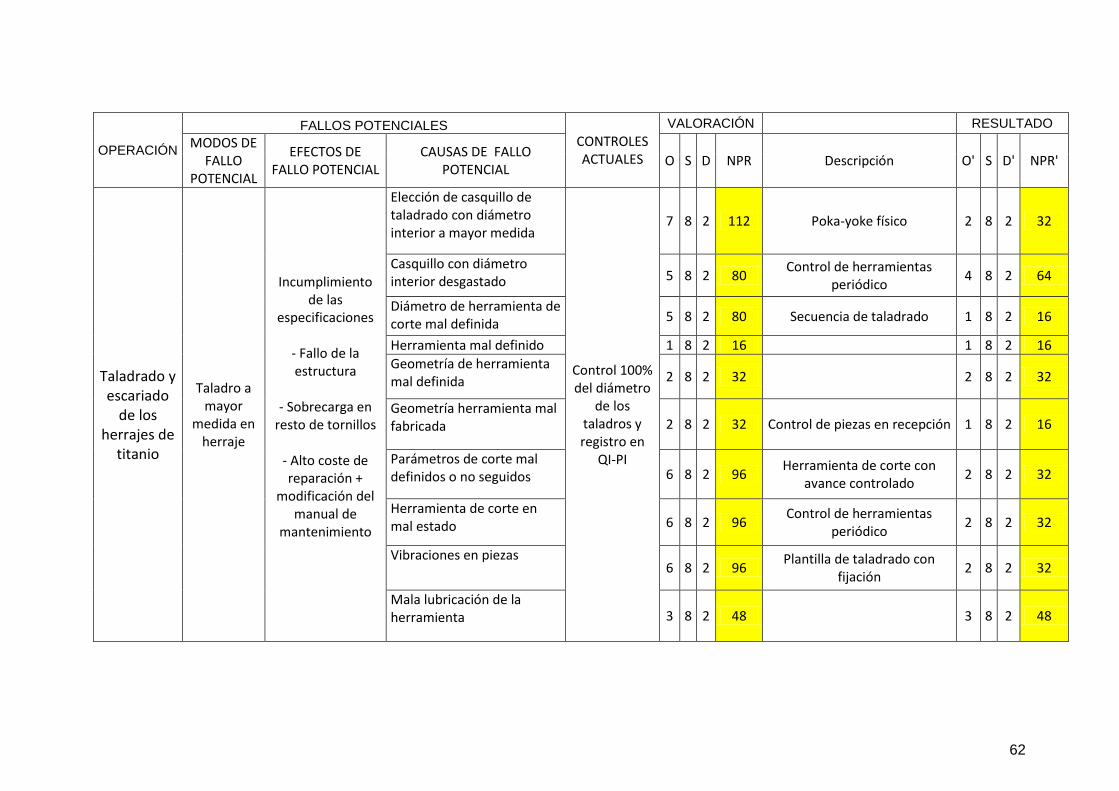
62
OPERACIÓN
FALLOS POTENCIALES
CONTROLES ACTUALES
VALORACIÓN RESULTADO
MODOS DE FALLO
POTENCIAL
EFECTOS DE FALLO POTENCIAL
CAUSAS DE FALLO POTENCIAL
O S D NPR Descripción O' S D' NPR'
Taladrado y escariado
de los herrajes de
titanio
Taladro a mayor
medida en herraje
Incumplimiento de las
especificaciones
- Fallo de la estructura
- Sobrecarga en
resto de tornillos
- Alto coste de reparación +
modificación del manual de
mantenimiento
Elección de casquillo de taladrado con diámetro interior a mayor medida
Control 100% del diámetro
de los taladros y registro en
QI-PI
7 8 2 112 Poka-yoke físico 2 8 2 32
Casquillo con diámetro interior desgastado 5 8 2 80
Control de herramientas periódico
4 8 2 64
Diámetro de herramienta de corte mal definida
5 8 2 80 Secuencia de taladrado 1 8 2 16
Herramienta mal definido 1 8 2 16 1 8 2 16
Geometría de herramienta mal definida 2 8 2 32 2 8 2 32
Geometría herramienta mal fabricada 2 8 2 32 Control de piezas en recepción 1 8 2 16
Parámetros de corte mal definidos o no seguidos 6 8 2 96
Herramienta de corte con avance controlado
2 8 2 32
Herramienta de corte en mal estado 6 8 2 96
Control de herramientas periódico
2 8 2 32
Vibraciones en piezas 6 8 2 96
Plantilla de taladrado con fijación
2 8 2 32
Mala lubricación de la herramienta 3 8 2 48 3 8 2 48
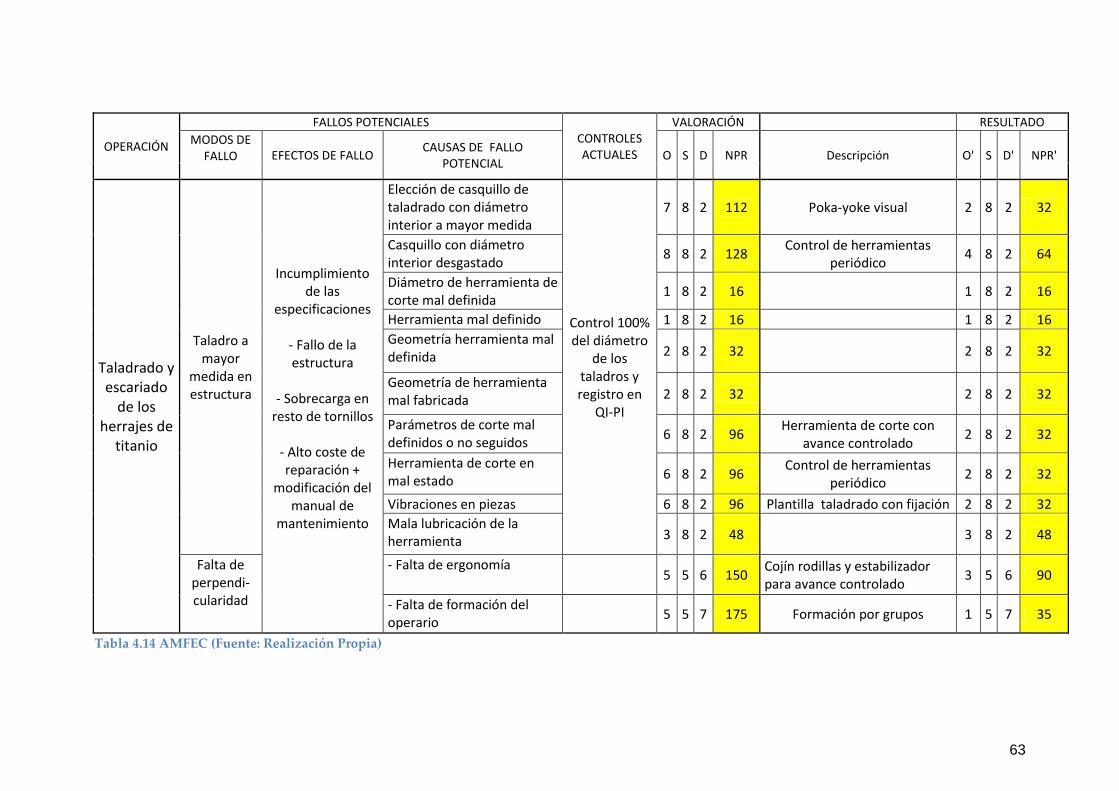
63
OPERACIÓN
FALLOS POTENCIALES CONTROLES ACTUALES
VALORACIÓN RESULTADO
MODOS DE FALLO EFECTOS DE FALLO
CAUSAS DE FALLO POTENCIAL
O S D NPR Descripción O' S D' NPR'
Taladrado y escariado
de los herrajes de
titanio
Taladro a mayor
medida en estructura
Incumplimiento de las
especificaciones
- Fallo de la estructura
- Sobrecarga en
resto de tornillos
- Alto coste de reparación +
modificación del manual de
mantenimiento
Elección de casquillo de taladrado con diámetro interior a mayor medida
Control 100% del diámetro
de los taladros y registro en
QI-PI
7 8 2 112 Poka-yoke visual 2 8 2 32
Casquillo con diámetro interior desgastado
8 8 2 128 Control de herramientas
periódico 4 8 2 64
Diámetro de herramienta de corte mal definida
1 8 2 16 1 8 2 16
Herramienta mal definido 1 8 2 16 1 8 2 16
Geometría herramienta mal definida 2 8 2 32 2 8 2 32
Geometría de herramienta mal fabricada 2 8 2 32 2 8 2 32
Parámetros de corte mal definidos o no seguidos
6 8 2 96 Herramienta de corte con
avance controlado 2 8 2 32
Herramienta de corte en mal estado 6 8 2 96
Control de herramientas periódico
2 8 2 32
Vibraciones en piezas 6 8 2 96 Plantilla taladrado con fijación 2 8 2 32
Mala lubricación de la herramienta 3 8 2 48 3 8 2 48
Falta de perpendi-cularidad
- Falta de ergonomía 5 5 6 150
Cojín rodillas y estabilizador para avance controlado
3 5 6 90
- Falta de formación del operario
5 5 7 175 Formación por grupos 1 5 7 35
Tabla 4.14 AMFEC (Fuente: Realización Propia)

64
Etapa Control 4.5
Esta fase consiste en asegurar que las mejoras implantadas sean sostenidas. Se debe
buscar la manera de evitar que el proceso regrese a su estado anterior. De igual forma,
los resultados de proyecto deben servir de base para la mejora continua.
Es necesario establecer un sistema de control para:
- Prevenir que el proceso este fuera de control: Los gráficos de control detectan
las causas asignables de variación a tiempo, con lo que se pueden tomar
medidas para que el proceso vuelva a estar controlado.
- Evitar hacer ajustes en el proceso cuando no son necesarios.
- En el proceso de producción los operarios tienen una cierta libertad para hacer
ajustes con los útiles, piezas u otros elementos que estén usando cuando lo
creen necesario. Los gráficos de control pueden indicar cuando el ajuste es
necesario y cuando no.
- Determinar el rango natural (límites de control) de un proceso y comparar este
rango con los límites establecidos por la especificación (limites especificados en
la normativa si se trata de una holgura estructural, o bien número de defectos
de un tipo por avión máximo establecido por la empresa)
- Informar sobre la capacidad y estabilidad del proceso: La capacidad del proceso
se refiere a la capacidad de entregar productos que están dentro de los limites
especificados, y la estabilidad se refiere a la capacidad de predecir desviaciones
del proceso basándose en datos históricos.
- Satisfacer la necesidad de monitorizar el proceso constantemente, para evitar la
aparición de defectos que generen reparaciones extras o que lleguen al cliente
sin ser detectados. En este aspecto, la cantidad de defectos y reparaciones
también es importante a la hora de controlar los tiempos de producción.
Es necesario establecer un plan de control para el proceso. Se deben seguir realizando
inspecciones finales al producto terminado y además realizar un control estadístico.
De esta forma, se podrán establecer límites y así poder identificar cuando el proceso
sale fuera de control.
65
Todo esto se lleva a cabo a través del panel del centro de intervención, el cual se explica
más detalladamente en el siguiente capítulo.
5 Control de aplicación de 6σ: Centro de intervención
Los Centros de Intervención son las unidades mínimas de gestión del plan de la
calidad de la empresa y recogen toda la información relevante en cuanto a avances
sobre la implantación de la metodología Seis Sigma. Se designan por producto,
agrupación significativa, por proceso o por tecnología. En esta planta se decidió
designar los centros de intervención (CI) por producto o end-item, con lo cual hay un CI
para el producto Lower, otro para el Tailboom y por último y más reciente un CI para el
Upper. Los centros cuentan con la participación de:
• Ingeniería de Planta o Procesos: cuya misión sería la de cambios
necesarios en el proceso para garantizar las capacidades del mismo.
• Ingeniería de Calidad: cuya misión es la de aplicar las herramientas de
calidad necesarias para eliminar las causas asignables de variación.
• Ingeniería de aprovisionamientos, cuya misión es la de trasferir las
características clave de pieza primaria a los proveedores, recopilando de
ellos los planes de control necesarios, para asegurar la
conformidad/capacidad respecto a dichas características.
• Producción, cuya misión es poner en práctica los nuevos procesos
definidos.
• Ingeniería de apoyo (no requiere presencia permanente), su misión será la
de interlocución con diseño, además será la responsable de perseguir los
cambios de diseño, que deriven del proyecto, con el fin de dotarlas de la
máxima agilidad
• Todos los miembros deben trabajar con la misión de alcanzar los objetivos
de mejora establecidos.
Un centro de intervención constituye una forma de trabajo que se refleja a través de un
panel de control para realizar el control y seguimiento de los indicadores.
El panel del control desempeña así mismo un papel fundamental en el control visual
del programa, proporcionando visibilidad inmediata del estado de avance y de las
desviaciones, así como de la gestión de riesgos del producto/proceso.

66
Se designará un líder del centro de intervención que será el responsable de asegurar la
correcta cumplimentación de los paneles de control y la estricta observación de los
estándares establecidos.
El panel de control se compone de las siguientes zonas o sectores las cuales están
marcadas con un número del uno al siete en las siguientes figuras.
1) Círculos de Calidad
2) Control de avances e incidencias.
3) Control del ciclo de mejora.
4) Definición y control de características claves.
5) Despliegue y aseguramiento de CC en la estructura de producto.
6) Control estadístico-SPC
7) Quality Escape
Todos los puntos del centro de intervención son comunes para todas las características
clave que tenga el producto a excepción del punto 6 “Control Estadístico-SPC”, donde
estarán los gráficos específicos para cada característica y donde se podrán ver los
correspondientes al caso estudiado en el proyecto.
Figura 5.1 Panel vacío del Centro de Intervención Seis Sigma. (Fuente: Procedimiento
interno de la empresa y realización propia)
67
Círculos de Calidad 5.1
Se trata de una práctica o técnica utilizada en la gestión de organizaciones en la que un
grupo voluntario de trabajadores, se reúne para buscar soluciones a problemas
detectados en sus respectivas áreas de desempeño laboral, o para mejorar algún
aspecto que caracteriza su puesto de trabajo.
La idea básica de los Círculos de Calidad consiste en crear conciencia de calidad y
productividad en todos y cada uno de los miembros de una organización, a través del
trabajo en equipo y el intercambio de experiencias y conocimientos, así como el apoyo
recíproco. Todo ello, para el estudio y resolución de problemas que afecten el adecuado
desempeño y la calidad de un área de trabajo, proponiendo ideas y alternativas con un
enfoque de mejora continua.
Los integrantes de cada Círculo forman un grupo natural de trabajo, donde las
actividades de sus integrantes están de alguna forma relacionadas con o parte de un
proceso o trabajo. La tarea de cada uno de ellos consiste en estudiar cualquier
problema de producción o de servicio que se encuentre dentro del ámbito de su
competencia. Los Círculos de Calidad están formados por los miembros del Centro de
Intervención.
Las misiones de un Círculo pueden resumirse en:
1) Contribuir a mejorar y desarrollar la empresa
2) Respetar el lado humano de los individuos y edificar un ambiente agradable
de trabajo y de realización personal.
3) Propiciar la aplicación del talento de los trabajadores para el mejoramiento
continuo de las áreas de la organización
El principal beneficio es el de la solución de problemas detectados o la mejora de algún
área funcional que en la mayor parte de las ocasiones repercute positivamente sobre
los puestos de trabajo de los propios integrantes.
Además, cuando se implantan de manera adecuada, representan una buena
herramienta para aumentar la concienciación, sensibilización, integración y
comunicación de los recursos humanos de la empresa.

68
También fomentan la formación continua a través del intercambio de conocimiento que
se genera en las reuniones de trabajo desarrolladas y la motivación extrínseca de los
trabajadores, puesto que el equipo se siente participe del proceso de gestión al
observar que sus propuestas son recogidas, analizadas y posteriormente implantadas
por los responsables de la empresa.
Por esta razón es importante, sea cual sea el resultado de los Círculos, que las
propuestas que se generen sean bien recibidas y agradecidas por la organización, y en
los casos en los que se estime oportuno, reconocidas públicamente o incluso
incentivadas de alguna manera.
Los responsables, deberán en todos los casos estudiarlas en profundidad realizando un
esfuerzo por su implantación. En caso de no ser así, deberán justificar suficientemente
las razones que impiden su despliegue, de manera que los miembros del equipo lo
entiendan a la perfección.
5.1.1 Fase de la implantación de los Círculos de Calidad
a. Concienciación y convencimiento de la dirección. La dirección debe conocer a la
perfección sus posibilidades y beneficios. Debe confiar y estar convencida de su
implantación. Además debe ejercer permanentemente un liderazgo situacional,
como impulsores y mantenedores del buen funcionamiento de los Círculos. Sin
esta condición todos los esfuerzos serán inútiles.
b. Diseño de la hoja de ruta para desarrollar el proceso de implantación. Se debe
elaborar un plan para la implementación de esta técnica que garantice su
efectividad, teniendo como objetivo el que estos grupos lleguen a generarse
espontáneamente y de manera autónoma.
c. Formación de la estructura organizativa de apoyo. Los Círculos deben contar
con una estructura organizativa de apoyo, independiente de la estructura de la
organización, e inmersa en su área o departamento de calidad, la cual presta
asesoría metodológica, define los medios físicos y humanos, planifica y ejecuta
la formación de los facilitadores y realiza asimismo el seguimiento e impacto de
la implantación de las acciones, al menos en las primeras fases.
d. Diseño de la metodología a aplicar y los sistemas de la organización. Existen
numerosos métodos de funcionamiento de los Círculos, lo que es evidente que,
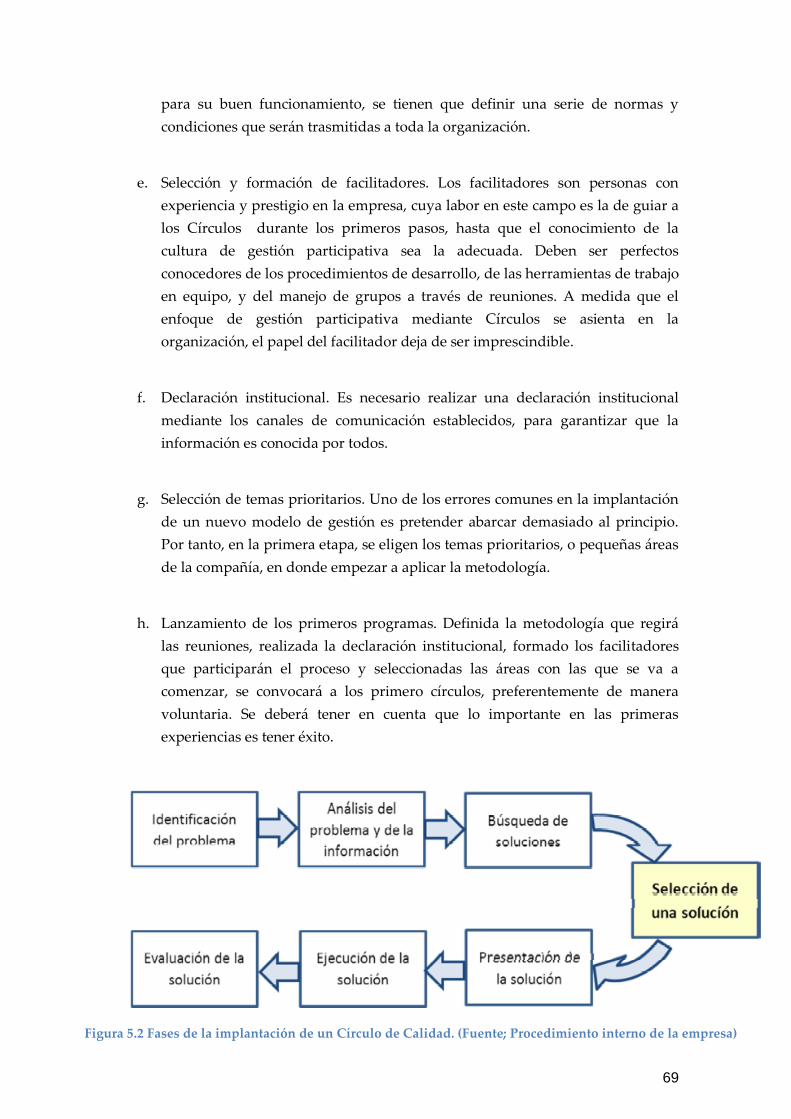
69
para su buen funcionamiento, se tienen que definir una serie de normas y
condiciones que serán trasmitidas a toda la organización.
e. Selección y formación de facilitadores. Los facilitadores son personas con
experiencia y prestigio en la empresa, cuya labor en este campo es la de guiar a
los Círculos durante los primeros pasos, hasta que el conocimiento de la
cultura de gestión participativa sea la adecuada. Deben ser perfectos
conocedores de los procedimientos de desarrollo, de las herramientas de trabajo
en equipo, y del manejo de grupos a través de reuniones. A medida que el
enfoque de gestión participativa mediante Círculos se asienta en la
organización, el papel del facilitador deja de ser imprescindible.
f. Declaración institucional. Es necesario realizar una declaración institucional
mediante los canales de comunicación establecidos, para garantizar que la
información es conocida por todos.
g. Selección de temas prioritarios. Uno de los errores comunes en la implantación
de un nuevo modelo de gestión es pretender abarcar demasiado al principio.
Por tanto, en la primera etapa, se eligen los temas prioritarios, o pequeñas áreas
de la compañía, en donde empezar a aplicar la metodología.
h. Lanzamiento de los primeros programas. Definida la metodología que regirá
las reuniones, realizada la declaración institucional, formado los facilitadores
que participarán el proceso y seleccionadas las áreas con las que se va a
comenzar, se convocará a los primero círculos, preferentemente de manera
voluntaria. Se deberá tener en cuenta que lo importante en las primeras
experiencias es tener éxito.
Figura 5.2 Fases de la implantación de un Círculo de Calidad. (Fuente; Procedimiento interno de la empresa)

70
5.1.2 Proceso de trabajo.
El proceso de un Círculo de Calidad está dividido en los pasos siguientes basados en la
metodología de las 8D’s
1ªD) Establecimiento del equipo de trabajo
2ªD) Descripción del problema
3ªD) Contención del problema para protección del cliente
4ªD) Análisis de causa Raíz
5ªD) Acciones correctoras
6ªD) Validación de las soluciones
7ªD) Acciones preventivas o de mejora.
8ªD) Validación de las soluciones
5.1.3 Funcionamiento de los Círculos
Se recomienda que en Círculos participen entre 4 y 8 personas, aunque el número
puede variar levemente en determinadas situaciones.
ESTABLECIENTO
DEL EQUIPO DE
TRABAJO
DESCRIPCION
DEL PROBLEMA
ANALISIS
INICIAL
CONTENCION
DEL PROBLEMA
BUSQUEDA DE
CAUSAS RAICES
ACCIONES
CORRECTORAS
ACCIONES
PREVENTIVAS O DE
MEJORA
VALIDACION DE
SOLUCIONES
Diagrama 5 Metodología 8D. (Fuente: Procedimiento interno de la empresa)
71
Es importante resaltar que dentro de los Círculos no existen jerarquías y que las
aportaciones de todos sus miembros son igualmente valiosas, tomando las decisiones
de grupo por consenso. Si fuera necesario se evitará incluso la asistencia de personas
que pudieran coartar la participación o la creatividad de los integrantes del Círculo.
En principio deberá existir un facilitador del proceso que oriente y guíe al grupo,
fomentando la participación de los integrantes y mediando en las situaciones de
conflicto. En ningún caso ejercerá algún efecto moderador sobre las conclusiones o
acuerdos propuestos por el grupo. Este facilitador no tiene la responsabilidad de
valorar ni aconsejar en ningún momento las propuestas derivadas del trabajo del
equipo. Este facilitador puede ser el líder del centro de intervención o alguien con
conocimiento de las herramientas de mejora clásicas (Brainstorming, Pareto,
Histogramas,<) y nuevas (diagramas de afinidad, de interrelación,<.)
Entre los asistentes al Círculo se debe elegir a un coordinador o portavoz que sea el
encargado de trasladar los resultados del Círculo a los responsables de la organización
para que actúe en consecuencia. Este portavoz elabora un informe que recoja los temas
planteados y la descripción exhaustiva (objetivos, acciones, plazos, recursos, etc<)
sobre las acciones de mejora propuestas y su posterior implantación.
La periodicidad y participación de las personas que integran las distintas áreas
funcionales, será diferente en cada caso, en relación con la magnitud de la
organización, su estructura funcional, el área de negocio en el que se desarrolla, etc.
Los resultados esperados de los Círculos de Calidad usados en esta planta serán. Por
una parte las acciones contenedoras necesarias para no volver a repetir una queja de
cliente Quality Escape, QE). Por otra parte las acciones correctoras para eliminar las
causas raíces de los QE. Y por último las acciones de mejora necesarias para la subida
de los indicadores de calidad, de una manera competitiva para la empresa.
Todas estas acciones derivadas alimentar{n los PDCA’s de los centros de intervención.
5.1.4 Temas a tratar en los Círculos de Calidad:
Los temas a tratar deben ser conocidos y afectar a todos los participantes, de manera
que las acciones resultantes puedan repercutir directa o indirectamente sobre ellos,
72
produciéndose así, un aumento de la confianza del equipo, en contra de la frustración
que pueda producir la propuesta de acciones casi imposibles de implantar.
Posibles temas a tratar serían:
1. Aumentar la coordinación y la comunicación entre departamentos,
clientes/proveedores
2. Mejora la calidad del producto o del servicio ofrecido, entendiendo por calidad
la que satisface las necesidades y expectativas del cliente
3. Buscar ahorros a través de la reducción de costes innecesarios
4. Reducir la burocracia que no añade valor a los procesos
5. Mejorar la atención al cliente en procesos como el de comunicación o atención
de quejas o sugerencias.
6. Reducir plazos simplificando los procesos o incluso proponiendo modificación
de los mismos
7. Aumentar la comodidad, la higiene, la limpieza y la seguridad en el trabajo,
mejorando así la calidad de vida del trabajador a través del ámbito laboral.
Control de avances e incidencias 5.2
En esta zona se monitorizan las incidencias de Calidad en cliente.
Está compuesto por:
- Objetivo del Hito: es el indicador que marca los días cero defectos (DZD) que se
deben cumplir, es decir, los días sin escapes de calidad que hay que alcanzar.
En la figura 6.3 serían 123 días.
- DZD instantáneo: Este indicador muestra los días sin quejas de cliente que lleva
el producto. Se actualiza a diario. En la figura 6.3 corresponde a 127 días.
- Ciclo de avances de incidencias: Se trata de una gráfica donde se representa el
Objetivo del Hito, el DZD instantáneo y el DZD medio. El DZD medio se
calcula haciendo la media de los tres últimos tramos sin quejas de clientes.

73
- Objetivo NIS o Nivel de Implantación Seis Sigma: Este indicador también es
fijado por la empresa cada año. Muestra cómo de implantada esta la
metodología Seis Sigma en la fabricación del producto. La implantación se
divide en 4 etapas que corresponden a:
o Coal (Cobre) de 0 a 40%
o Bronze (Bronce) de 40 a 70%
o Silver (Plata) de 70 a 90%
o Gold (Oro) de 90 a 100%
Control del ciclo de mejora 5.3
En este indicador se registran las acciones a realizar divididas en dos tipos: acciones
contenedoras y acciones correctoras, dentro de las cuales se incluyen las derivadas de
Diseño, las derivadas de Compras y las derivadas de Planta.
El registro de acciones se hace de acuerdo al ciclo de Deming más conocido como
PDCA, de las siglas en inglés: Plan, Do, Check y Act, como hemos ya comentado
anteriormente. Se puede ver el formato en el anexo 4.
También se refleja el control de mejora en un gráfico donde se representan cada mes, el
ciclo medio de cierre de acción contenedora, el ciclo medio de cierre de acción
correctora y el ciclo medio de cierre total.
Este último se calcula mediante así:
Figura 5.4 Ejemplo Panel Seis Sigma
Figura 5.3 Ejemplo Panel Seis Sigma. (Fuente: Procedimiento interno de la empresa)
74
Donde A es el ciclo medio de cierre de acción contenedora
B es el ciclo medio de cierre de acción correctora
El grafico está dividido en tres zonas que corresponden a: ciclo de cierre de acciones
óptimo, ciclo de cierre aceptable y ciclo de cierre acciones inaceptable. Estos límites son
fijados por el cliente. Todo esto se puede ver en el anexo 4.
Definición y control de características claves (KC) 5.4
Se integran todas las características clave del End-Item o producto fabricado, se
recogen los índices de capacidad de las mismas a lo largo del tiempo, así como la
detección de causas asignables de variación en un Pareto manual.
De cara a priorizar las KC’s que deben estar sometidas a control estadistico o a
cualquier otro tratamiento para la corrección de tendencias, etc, se usarán
herramientas como el cálculo del RPN (Número de prioridad de riesgo) de cada una de
las KC’s.
Es importante entender que al hablar de RPN’s se está tratando de la gestión de los
riesgos que afectan a los requerimientos de “Fit, Form and Function”; y que los umbrales
de riesgo aceptable deben de evolucionar con el tiempo y según el estado del arte.
Se entiende por riesgo [UNE-EN 9100] una situación o circunstancia no deseable que
tiene una posibilidad de ocurrir junto con una consecuencia potencialmente negativa.
Este RPN viene como multiplicación de los siguientes factores:
Siendo
- P la probabilidad de ocurrencia de una no conformidad sobre una KC
75
- S la severidad de que ocurra esa no conformidad
- D la indetectabilidad del fallo.
Estos valores se puntúan desde 1 al 10.
La magnitud de la circunstancia no deseable se mide mediante la evaluación de la
Severidad del defecto
La posibilidad de ocurrencia se mide mediante la evaluación de la probabilidad del
fallo y el riesgo de no ser detectado.
Una vez obtenidos los RPN’s de todas las KC’s del centro de intervención, se
establecerá como riesgo global del centro de intervención el (RPN)MAX.
La gestión de los RPN’s se realizará como sigue:
1. Una vez detectada el (RPN)MAX se tomarán las medidas necesarias para la
reducción del mismo: O bien aumentando la detectabilidad, con mejoras en el
plan de control, o bien reduciendo la ocurrencia, reduciendo la variabilidad del
proceso, o bien reduciendo la severidad (normalmente mediante cambios del
diseño del producto)
2. Una vez implementadas las acciones, se procederá a recalcular el RPN y
ponerlo en la tabla la cual la podemos ver en el anexo 4
3. Automáticamente el siguiente RPN mayor pasará a ser el (RPN)MAX y se le dará
el tratamiento de los puntos 1) y 2)
4. Se repetirán los anteriores puntos en forma de cascada hasta conseguir que
todas la KC’s del centro de intervención sean inferiores a 500 en una primer
ciclo, a 200 en una segundo ciclo de mejora y así sucesivamente hasta conseguir
que el RPN sea inferior a 50.
El pareto manual se rellena cuando llega una queja de cliente. Se coloca una X en la KC
correspondiente.
Todo estos c{lculos de RPN’s y pareto manual se tienen que poner en la hoja de
control de KC’s (el anexo 4) situado en el tablón de control del centro de intervención.

76
Despliegue y aseguramiento de características clave en la 5.5
estructura
Se despliega la integración anterior a toda la cadena de suministro, indicando los
planes de control de subcontratistas que garanticen el cumplimiento del Proyecto.
Control estadístico-SPC 5.6
Se monitorizan al menos 2 KC’s, ayud{ndonos para su elección en los (RPN)MAX y en
los Paretos de problemas detectados por el cliente.
Existen gráficos de control por variables y gráficos de control por atributos.
Los gráficos de control por variables se usan cuando el parámetro que pretendemos
controlar es medible y el instrumento de control utilizado permite establecer su valor.
La validez de este tipo de gráficos y por lo tanto las estimaciones realizadas y
consecuencias extraídas a partir de ellos, consiste en suponer que la distribución de
frecuencias que sigue la población constituida por los elementos del proceso, es un
distribución Normal N (µ,σ).
Desde el punto de vista de la eficacia, la experiencia dice que el mayor
aprovechamiento de la información se logra mediante la utilización conjunta de dos
gráficos:
- Gráfico de Tendencia Central del Proceso, o gráfico de la media
- Gráfico de Variabilidad del Proceso, o gráfico del recorrido
Existiendo varios modelos como son:
Gráficos de mediciones individuales y recorridos móviles
Gráficos de medias muestrales y recorridos muestrales
Gráficos de medias muestrales y desviaciones típicas muestrales
También existe los gráficos de control por atributos, en los cuales el parámetro a
estudiar no es medible directamente, y se controla por su idoneidad o no frente a las
especificaciones.
77
Existen dos tipos de gráficos según queramos controlar unidades defectuosas o
defectos.
En el primer tipo de gráficos se controla la proporción de unidades defectuosas o
defectos por unidad, por lo que el tamaño de la muestra no tiene por qué ser constante.
El segundo tipo de gráficos se controlan el número de unidades defectuosas y el
número de defectos. Se necesita que el tamaño de la muestra se mantenga constante.
5.6.1 Control estadístico del taladrado de los herrajes de
titanio.
En este punto se muestran alguno de los gráficos de control que se utilizan en el panel
del centro de intervención para llevar a cabo el aseguramiento de la característica clave
de taladrado en las piezas críticas estudiadas durante este proyecto.
A continuación se van a comprar dos gráficos, el primero (figura 5.5) representa el
problema antes de ser tratado mediante la metodología 6σ. El segundo muestra la
evolución una vez empezado a aplicar la metodología.
En primer lugar, en la imagen (Figura 5.5) se puede ver que el proceso no estaba
controlado. Primero los límites de control, tanto superior como inferior (líneas azules),
están fuera de los límites de especificación (líneas rojas) y segundo, los valores reales
(puntos verdes) no se encuentran centrados dentro de los límites de especificación.
En la figura 5.6 se muestra la evolución estadística desde que se comenzó a aplicar la
metodología DMAIC. Se puede comprobar que se ha conseguido que los límites de
control (líneas azules), queden dentro de los límites de especificación o límites de
tolerancia (líneas rojas).

78
Figura 5.5 Control estadístico antes de aplicar 6sigma. (Fuente: Realización propia)

79
Figura 5.6 Grafico de control de aplicación 6sigma. (Fuente: Realización propia)
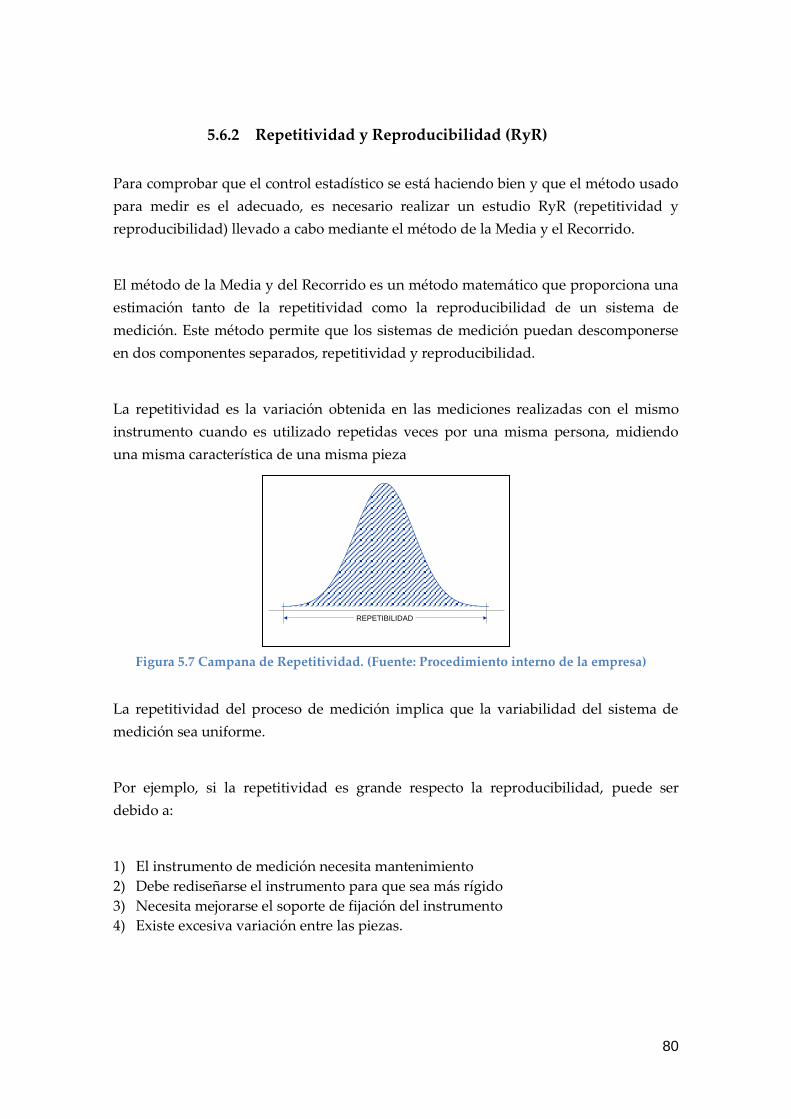
80
5.6.2 Repetitividad y Reproducibilidad (RyR)
Para comprobar que el control estadístico se está haciendo bien y que el método usado
para medir es el adecuado, es necesario realizar un estudio RyR (repetitividad y
reproducibilidad) llevado a cabo mediante el método de la Media y el Recorrido.
El método de la Media y del Recorrido es un método matemático que proporciona una
estimación tanto de la repetitividad como la reproducibilidad de un sistema de
medición. Este método permite que los sistemas de medición puedan descomponerse
en dos componentes separados, repetitividad y reproducibilidad.
La repetitividad es la variación obtenida en las mediciones realizadas con el mismo
instrumento cuando es utilizado repetidas veces por una misma persona, midiendo
una misma característica de una misma pieza
La repetitividad del proceso de medición implica que la variabilidad del sistema de
medición sea uniforme.
Por ejemplo, si la repetitividad es grande respecto la reproducibilidad, puede ser
debido a:
1) El instrumento de medición necesita mantenimiento
2) Debe rediseñarse el instrumento para que sea más rígido
3) Necesita mejorarse el soporte de fijación del instrumento
4) Existe excesiva variación entre las piezas.
REPETIBILIDAD
Figura 5.7 Campana de Repetitividad. (Fuente: Procedimiento interno de la empresa)
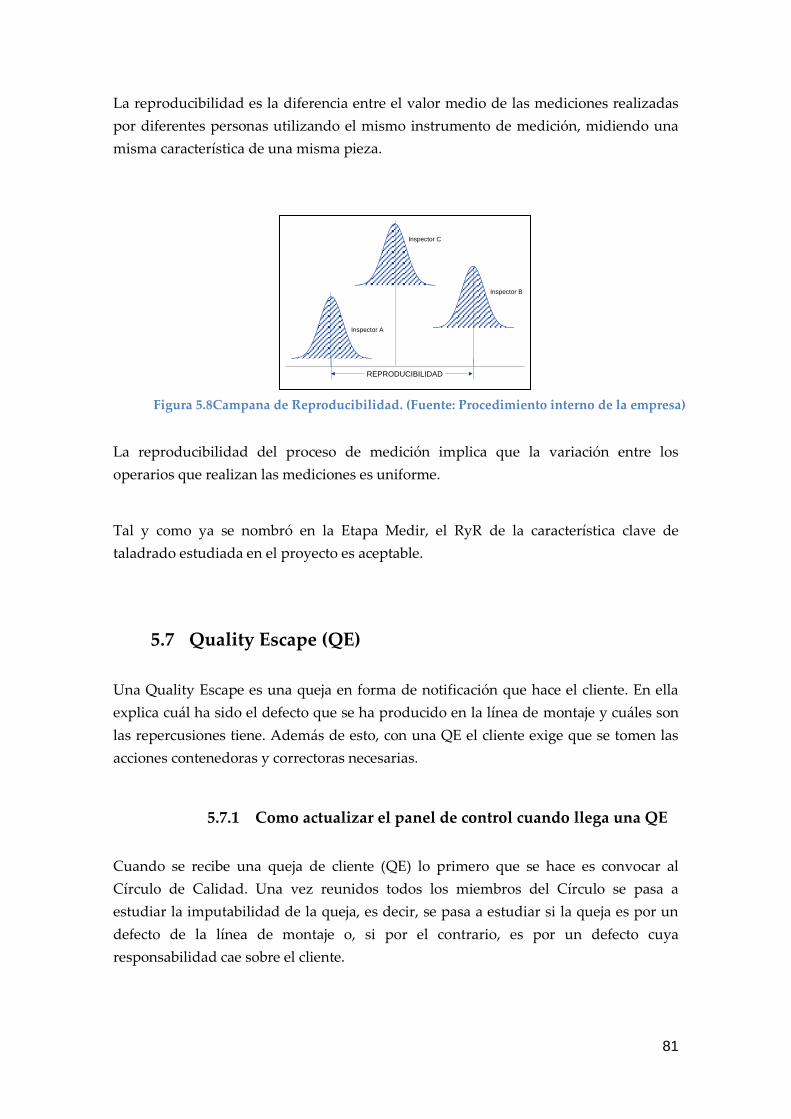
81
La reproducibilidad es la diferencia entre el valor medio de las mediciones realizadas
por diferentes personas utilizando el mismo instrumento de medición, midiendo una
misma característica de una misma pieza.
La reproducibilidad del proceso de medición implica que la variación entre los
operarios que realizan las mediciones es uniforme.
Tal y como ya se nombró en la Etapa Medir, el RyR de la característica clave de
taladrado estudiada en el proyecto es aceptable.
Quality Escape (QE) 5.7
Una Quality Escape es una queja en forma de notificación que hace el cliente. En ella
explica cuál ha sido el defecto que se ha producido en la línea de montaje y cuáles son
las repercusiones tiene. Además de esto, con una QE el cliente exige que se tomen las
acciones contenedoras y correctoras necesarias.
5.7.1 Como actualizar el panel de control cuando llega una QE
Cuando se recibe una queja de cliente (QE) lo primero que se hace es convocar al
Círculo de Calidad. Una vez reunidos todos los miembros del Círculo se pasa a
estudiar la imputabilidad de la queja, es decir, se pasa a estudiar si la queja es por un
defecto de la línea de montaje o, si por el contrario, es por un defecto cuya
responsabilidad cae sobre el cliente.
REPRODUCIBILIDAD
Inspector A
Inspector B
Inspector C
Figura 5.8Campana de Reproducibilidad. (Fuente: Procedimiento interno de la empresa)

82
Si resulta que la queja es imputable a la planta, se pasa a la búsqueda de la causa raíz
del problema y a la toma de acciones contenedoras y correctoras. Todo esto se hace,
como se ha dicho anteriormente, siguiendo la metodología 8D.
Una vez rellenado el documento 8D (anexo 2), este se envía al cliente para que apruebe
las medidas de contención y preventivas que se han tomado para solventar el
problema. Una vez aprobado el documento, se coloca en la parte del panel dedicada a
los Círculos de Calidad. (Ver figura 5.3).
Los indicadores referentes al punto Control de Avances e Incidencias se actualizan, es
decir, se ponen a cero tanto el DZD instantáneo como el Ciclo de avance de incidencias
y se recalcula el DZD medio (Anexo 4).
En el PDCA de la parte de Control de Ciclo de Mejora del panel de control se añaden
tanto las acciones contenedoras como las correctoras derivadas del 8D realizado.
Figura 5.9 Ejemplo de 8D. (Fuente: Procedimiento interno de la empresa)
83
6 Conclusiones
La filosofía de la mejora continua es una estrategia fundamental para aumentar la
competitividad entre empresas. La metodología Seis Sigma es una herramienta usada
en este proceso de mejora continua.
En este proyecto se ha aplicado la metodología Seis Sigma para solventar un problema
real: la necesidad de reducir los defectos que se producían en la instalación de unas
piezas críticas en la línea me montaje.
Los defectos causaban la inutilidad de piezas, horas excesivas de reparaciones, número
elevado de hojas de no conformidad< Se aplicó la metodología Seis Sigma mediante el
proceso DMAIC, debido a que además de ser el proceso más comúnmente utilizado,
era el más adecuado para el problema, puesto a que se trataba de mejorar un proceso
ya existente. A lo largo del documento se han descrito los diferentes pasos y
actividades realizadas, así como las diversas herramientas de calidad usadas en cada
fase del proceso.
En la primera y segunda etapa se trató de describir el problema, realizándose el mapa
del proceso y la definición de las Características Claves. En la fase de Medición, se
recogieron los datos desde octubre de 2013 a marzo de 2014 para plantear la situación
inicial en la que se encontraba el problema. Se realizaron los cálculos para determinar
la capacidad del proceso y el nivel sigma. Además de esto se estudió si el método de
medición era el adecuado.
En la fase de Análisis se determinaron cuáles han sido las causas raíces que han
provocado los defectos en las estructuras fabricadas. Esto se ha realizado mediante un
AMFEC, un diagrama Ishikawa y varios 8D. Posteriormente, en la fase de Mejora se
generaron las soluciones necesarias para atender a cada causa respectivamente. Entre
alguna de las acciones tomadas estuvo la formación a los operarios en las diferentes
operaciones, mejora de fichas de instrucción y mapeados, mejora de útiles y/o
herramientas. Con todo esto se puedo completar el AMFEC del proceso.
Finalmente para la última fase, la etapa de Control, se actualizó y mejoró el Centro de
Intervención además de concienciar a los operarios e inspectores de lo útil que resulta
tener todo plasmado y actualizado en ese panel. En él están los gráficos de control,
tablas y PDCAs para el control del ciclo de mejora y para los Días Cero Defectos
(DZD).

84
Con todo lo anterior, la aplicación de la metodología Seis Sigma al caso presentado
queda finalizada. En los meses estudiados se cumplieron los objetivos establecidos, se
pasó de un nivel sigma de 2.65 al 3.85, muy próximo al nivel 4σ exigido en el sector
aeronáutico.
7 Bibliografía
Normas 7.1
- UNE EN 66178:2004. “Sistemas de gestión de la calidad. Guía para la gestión
del proceso de mejora continua”
- UNE EN9100:2010. “Sistemas de gestión de la calidad. Requisitos para las
organizaciones de aviación, espaciales y de defensa”
- UNE EN6606:1974. “Manual para el control de la calidad durante la fabricación
basado en el sistema de gr{ficos de control”
- UNE-EN 9110:2011 “Material aeroespacial. Sistemas de gestión de la calidad.
Requisitos para las organizaciones de mantenimiento de la industria
aeronáutica”
Páginas web 7.2
- www.aenor.es (Abril 2015)
- www.aec.es (Abril 2015)
Otras referencias 7.3
- Procedimientos internos de la empresa
o Procedimiento de Mejora Continua
o Instrucciones de Calidad
o Sistema Avanzado de Calidad
o Selección y Control de Características Clave
o Guía para la realización de AMFEC y 8D
- Curso de formación para Green Belts. ADS Quality
- Pérez Márquez, María; Metodología Seis Sigma a través de Excel; RC Libros;
2010.

85
8 Anexos
Anexo 1: Tabla de conversión 8.1
Tabla de equivalencias: Sigmas del proceso-ppm
Porcentaje de defectos
Defectos por 1000
oportunidades
Defectos por 10000
oportunidades
Defectos por 100000
oportunidades
Defectos por 1000000
oportunidades
Sigmas del
proceso
Cp
0,00034 0,0034 0,034 0,34 3,4 6 2
0,00054 0,0054 0,054 0,54 5,4 5,9 2
0,00085 0,0085 0,085 0,85 8,5 5,8 1,9
0,0013 0,013 0,13 1,3 13 5,7 1,9
0,0021 0,021 0,21 2,1 21 5,6 1,9
0,0032 0,032 0,32 3,2 32 5,5 1,8
0,0048 0,048 0,48 4,8 48 5,4 1,8
0,0072 0,072 0,72 7,2 72 5,3 1,8
0,0108 0,108 1,08 10,8 108 5,2 1,7
0,0159 0,159 1,59 15,9 159 5,1 1,7
0,0233 0,233 2,33 23,3 233 5 1,7
0,0337 0,337 3,37 33,7 337 4,9 1,6
0,0483 0,483 4,83 48,3 483 4,8 1,6
0,0687 0,687 6,87 68,7 687 4,7 1,6
0,0968 0,968 9,68 96,8 968 4,6 1,5
0,135 1,35 13,5 135 1350 4,5 1,5
0,1866 1,866 18,66 186,6 1866 4,4 1,5
0,2555 2,555 25,55 255,5 2555 4,3 1,4
0,3467 3,467 34,67 346,7 3467 4,2 1,4
0,4661 4,661 46,61 466,1 4661 4,1 1,4
0,621 6,21 62,1 621 6210 4 1,3
0,8198 8,198 81,98 819,8 8198 3,9 1,3
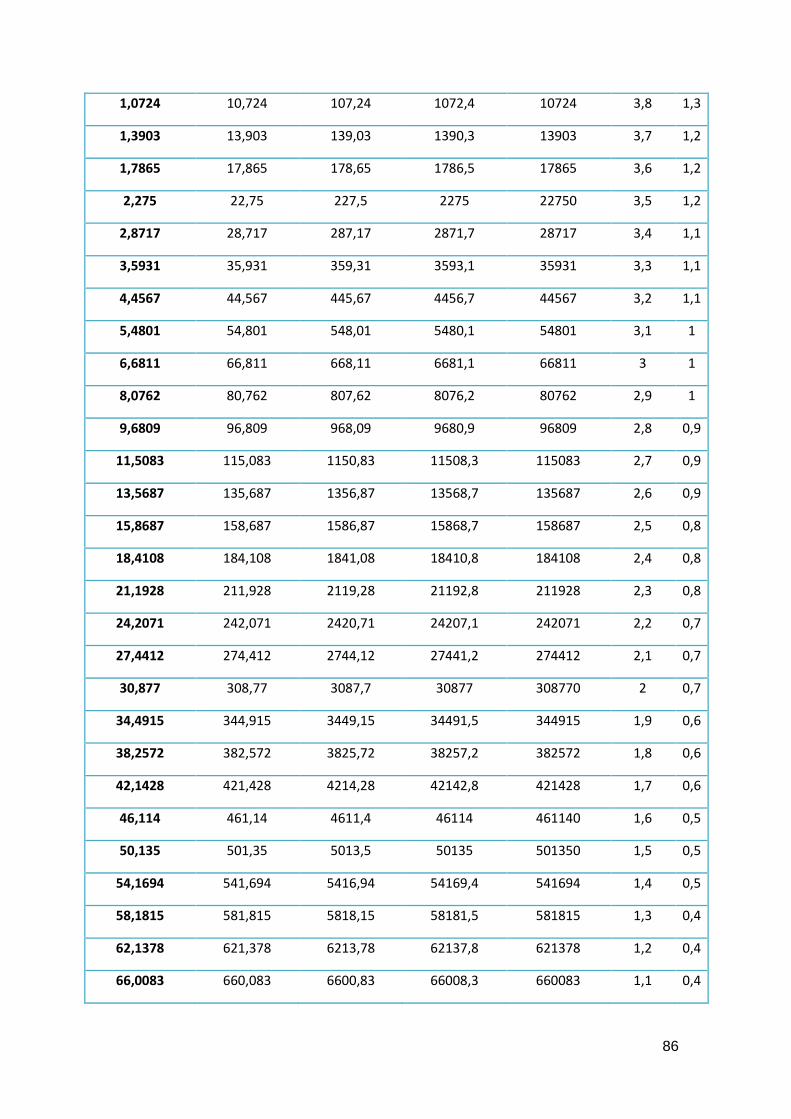
86
1,0724 10,724 107,24 1072,4 10724 3,8 1,3
1,3903 13,903 139,03 1390,3 13903 3,7 1,2
1,7865 17,865 178,65 1786,5 17865 3,6 1,2
2,275 22,75 227,5 2275 22750 3,5 1,2
2,8717 28,717 287,17 2871,7 28717 3,4 1,1
3,5931 35,931 359,31 3593,1 35931 3,3 1,1
4,4567 44,567 445,67 4456,7 44567 3,2 1,1
5,4801 54,801 548,01 5480,1 54801 3,1 1
6,6811 66,811 668,11 6681,1 66811 3 1
8,0762 80,762 807,62 8076,2 80762 2,9 1
9,6809 96,809 968,09 9680,9 96809 2,8 0,9
11,5083 115,083 1150,83 11508,3 115083 2,7 0,9
13,5687 135,687 1356,87 13568,7 135687 2,6 0,9
15,8687 158,687 1586,87 15868,7 158687 2,5 0,8
18,4108 184,108 1841,08 18410,8 184108 2,4 0,8
21,1928 211,928 2119,28 21192,8 211928 2,3 0,8
24,2071 242,071 2420,71 24207,1 242071 2,2 0,7
27,4412 274,412 2744,12 27441,2 274412 2,1 0,7
30,877 308,77 3087,7 30877 308770 2 0,7
34,4915 344,915 3449,15 34491,5 344915 1,9 0,6
38,2572 382,572 3825,72 38257,2 382572 1,8 0,6
42,1428 421,428 4214,28 42142,8 421428 1,7 0,6
46,114 461,14 4611,4 46114 461140 1,6 0,5
50,135 501,35 5013,5 50135 501350 1,5 0,5
54,1694 541,694 5416,94 54169,4 541694 1,4 0,5
58,1815 581,815 5818,15 58181,5 581815 1,3 0,4
62,1378 621,378 6213,78 62137,8 621378 1,2 0,4
66,0083 660,083 6600,83 66008,3 660083 1,1 0,4

87
69,7672 697,672 6976,72 69767,2 697672 1 0,3
73,3944 733,944 7339,44 73394,4 733944 0,9 0,3
76,8761 768,761 7687,61 76876,1 768761 0,8 0,3
80,2048 802,048 8020,48 80204,8 802048 0,7 0,2
83,3804 833,804 8338,04 83380,4 833804 0,6 0,2
86,4095 864,095 8640,95 86409,5 864095 0,5 0,2
89,305 893,05 8930,5 89305 893050 0,4 0,1
92,0861 920,861 9208,61 92086,1 920861 0,3 0,1
94,7765 947,765 9477,65 94776,5 947765 0,2 0,1
97,4043 974,043 9740,43 97404,3 974043 0,1 0

88
Anexo 2: 8D 8.2
8.2.1 Plantilla Formato 8D
Centro Intervención: Fecha:
PN: Programa:
Número de referencia:
Estado del círculo
Breve descripción del problema
Establecimiento de equipo de trabajo
Nombre: Responsabilidad: Contacto:
Análisis inicial
Acciones Contenedoras – Contención del problema.
Acciones para encontrar la causa raiz.
No. Tarea Responsable Fecha
Objetivo
Fecha
Cierre
Acciones
contenedoras
completadas
Acciones
correctoras a
largo plazo
implementadas.
Monitorización y
Acciones
correctoras
definidas
Acciones
correctoras a
largo plazo con
efectividad
confirmada.
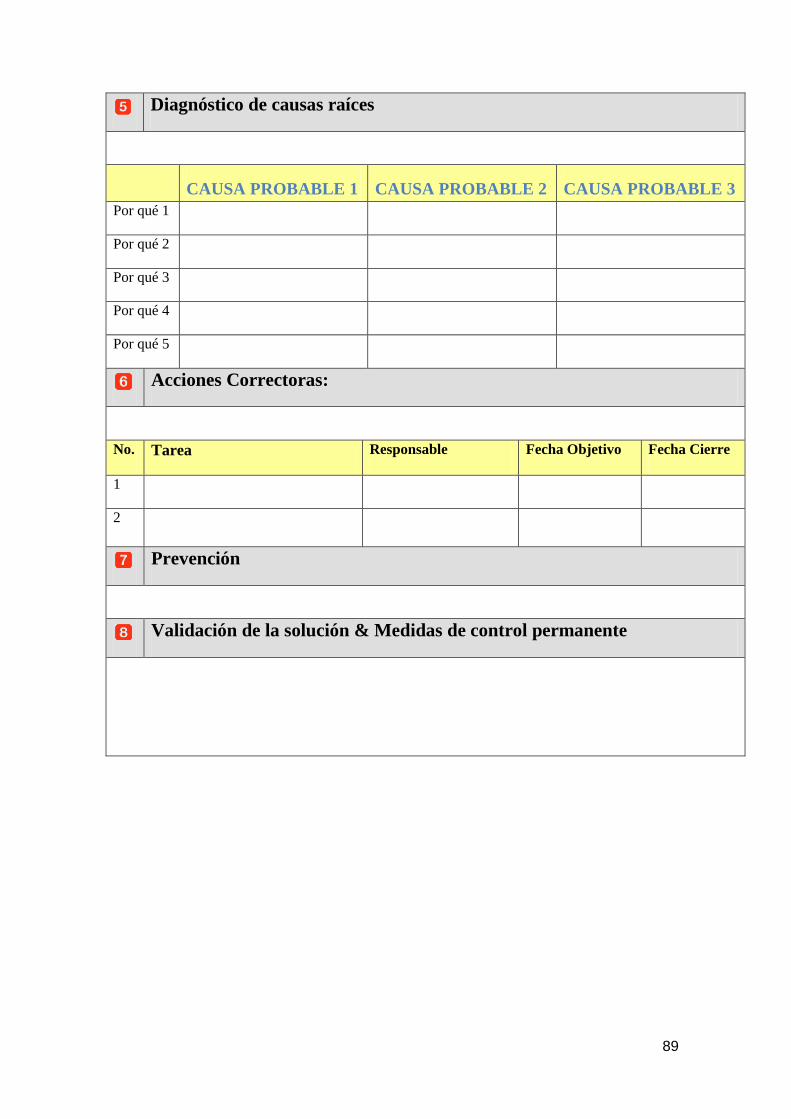
89
Diagnóstico de causas raíces
CAUSA PROBABLE 1 CAUSA PROBABLE 2 CAUSA PROBABLE 3
Por qué 1
Por qué 2
Por qué 3
Por qué 4
Por qué 5
Acciones Correctoras:
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1
2
Prevención
Validación de la solución & Medidas de control permanente

90
8.2.2 8D 1: Secuencia de taladrado
Centro Intervención: Upper Structure Fecha:
PN: Programa:
Número de referencia:
Estado del círculo
Breve descripción del problema
Taladros escariados a mayor medida de la definida por plano en los herrajes de titanio:
Herraje de titanio (LH)
LH
Acciones
contenedoras
completadas
Acciones
correctoras a
largo plazo
implementadas.
Monitorización y
Acciones
correctoras
definidas
Acciones
correctoras a
largo plazo con
efectividad
confirmada.

91
Estos herrajes se posicionan sobre la estructura y se taladran mediante las plantillas de taladrado como las
que se ven en la siguiente imagen:
RH
Herraje de titanio (RH)
(RH) (LH)
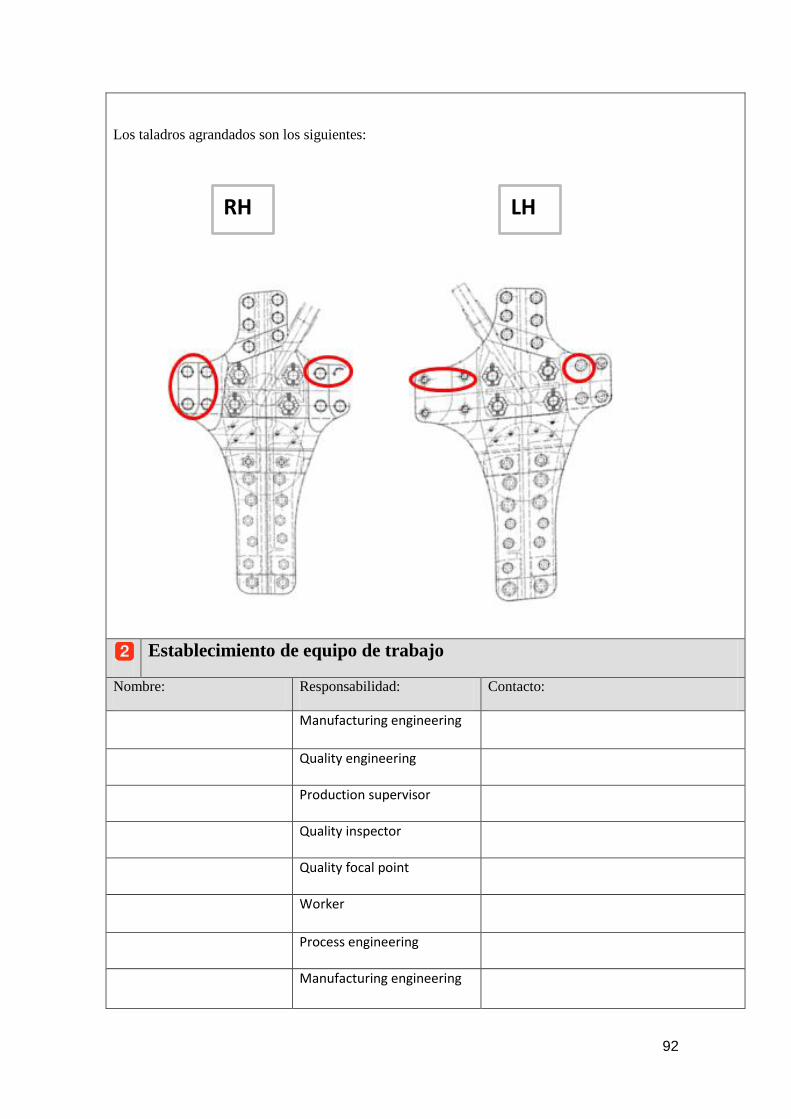
92
LH RH
Los taladros agrandados son los siguientes:
Establecimiento de equipo de trabajo
Nombre: Responsabilidad: Contacto:
Manufacturing engineering
Quality engineering
Production supervisor
Quality inspector
Quality focal point
Worker
Process engineering
Manufacturing engineering
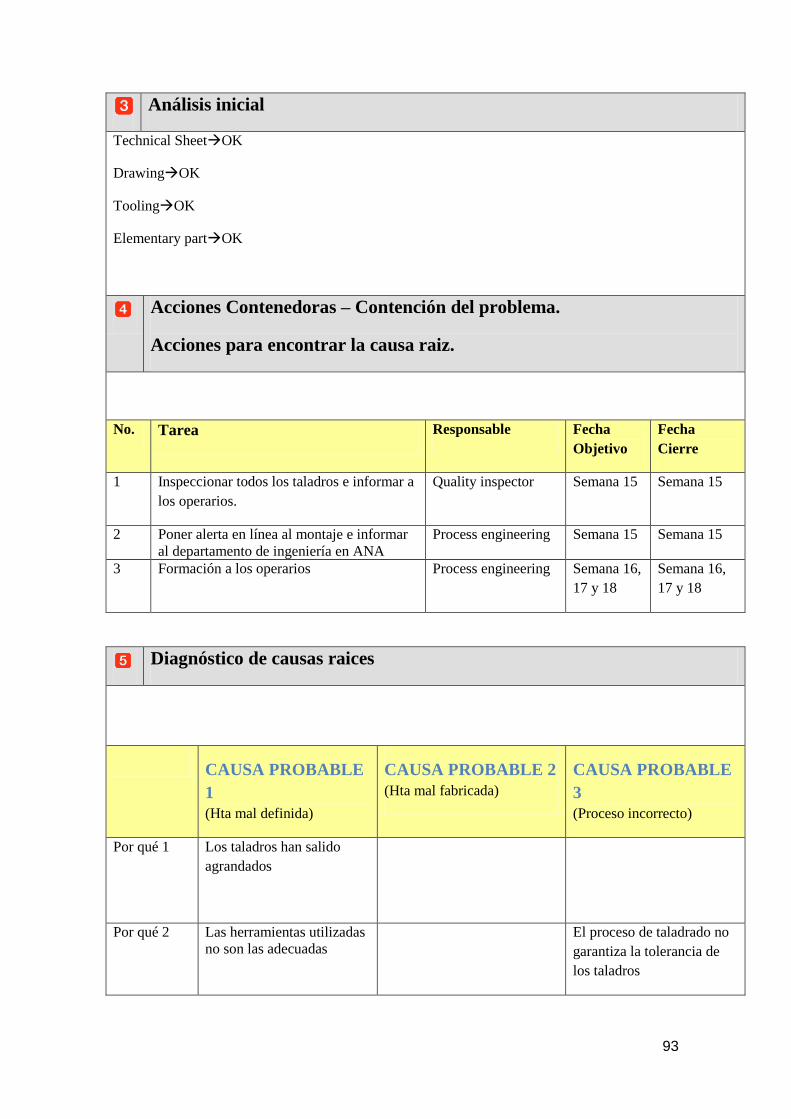
93
Análisis inicial
Technical SheetOK
DrawingOK
ToolingOK
Elementary partOK
Acciones Contenedoras – Contención del problema.
Acciones para encontrar la causa raiz.
No. Tarea Responsable Fecha
Objetivo
Fecha
Cierre
1 Inspeccionar todos los taladros e informar a
los operarios.
Quality inspector Semana 15 Semana 15
2 Poner alerta en línea al montaje e informar
al departamento de ingeniería en ANA
Process engineering Semana 15 Semana 15
3 Formación a los operarios Process engineering Semana 16,
17 y 18
Semana 16,
17 y 18
Diagnóstico de causas raices
CAUSA PROBABLE
1
(Hta mal definida)
CAUSA PROBABLE 2
(Hta mal fabricada)
CAUSA PROBABLE
3
(Proceso incorrecto)
Por qué 1 Los taladros han salido
agrandados
Por qué 2 Las herramientas utilizadas
no son las adecuadas
El proceso de taladrado no
garantiza la tolerancia de
los taladros
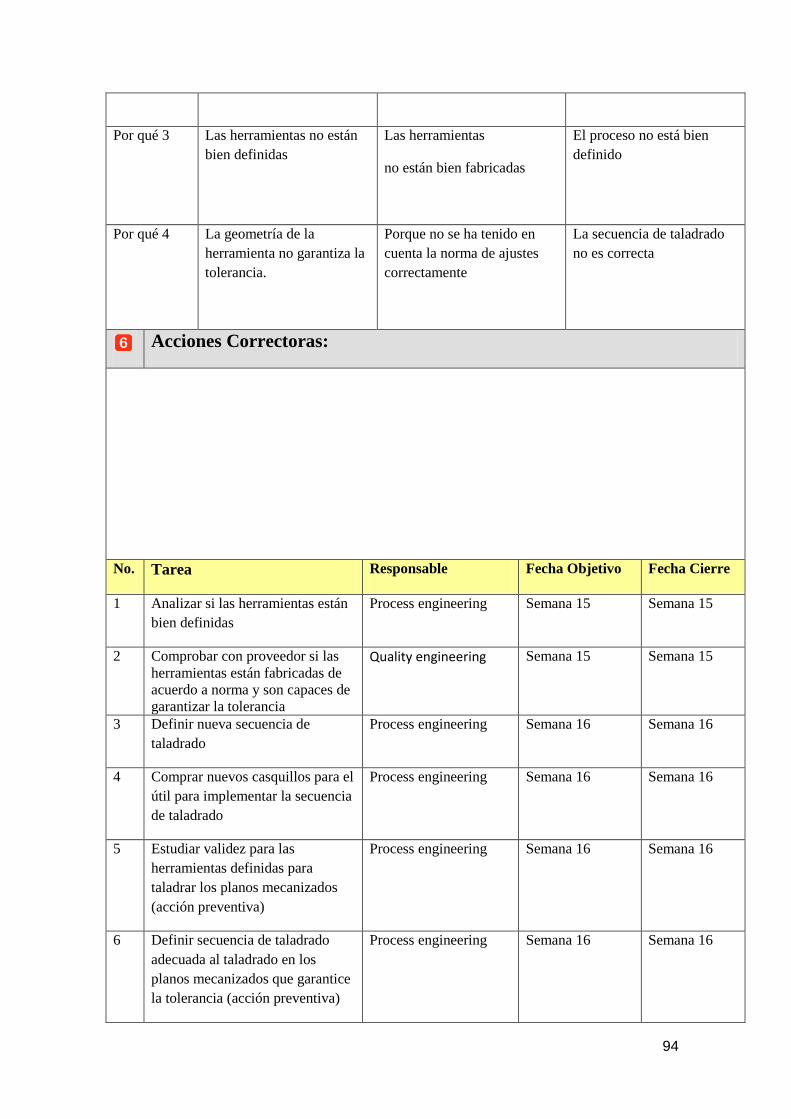
94
Por qué 3 Las herramientas no están
bien definidas
Las herramientas
no están bien fabricadas
El proceso no está bien
definido
Por qué 4 La geometría de la
herramienta no garantiza la
tolerancia.
Porque no se ha tenido en
cuenta la norma de ajustes
correctamente
La secuencia de taladrado
no es correcta
Acciones Correctoras:
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1 Analizar si las herramientas están
bien definidas
Process engineering Semana 15 Semana 15
2 Comprobar con proveedor si las
herramientas están fabricadas de
acuerdo a norma y son capaces de
garantizar la tolerancia
Quality engineering
Semana 15 Semana 15
3 Definir nueva secuencia de
taladrado
Process engineering Semana 16 Semana 16
4 Comprar nuevos casquillos para el
útil para implementar la secuencia
de taladrado
Process engineering Semana 16 Semana 16
5 Estudiar validez para las
herramientas definidas para
taladrar los planos mecanizados
(acción preventiva)
Process engineering Semana 16 Semana 16
6 Definir secuencia de taladrado
adecuada al taladrado en los
planos mecanizados que garantice
la tolerancia (acción preventiva)
Process engineering Semana 16 Semana 16

95
Prevención
. Existe similitud en el taladrado con los planos mecanizados en los que la precisión del escariado es
similar, sería necesario estudiar también el taladrado en estos planos
La tolerancia de taladrado es de:
Acciones:
- Estudiar la validez de las herramientas definidas para esta zona (acción correctora 5).
- Definir una secuencia de taladrado adecuada que garantice la tolerancia de los taladros (acción
correctora 6).
Tolerancias
Ø 8H7 (+ 0,015/0)
Ø 6H7 (+ 0,015/0)
Validación de la solución & Medidas de control permanente
Se comprueba mediante Check list la validez de este 8D en los próximos cinco Upper.
6H7
8H7

96
8.2.3 8D2: Plantillas de taladrado
Centro Intervención: Upper Structure Fecha:
PN: Programa:
Número de referencia:
Estado del círculo
-
- - Breve descripción del problema
Taladros a mayor diámetro del requerido según plano en herraje de titanio 332A22333620
Dichos taladros se realizan mediante plantilla de taladrado (LH) a través de secuencia de taladrado
definida con diferentes casquillos según secuencia y diámetro final.
El diámetro exterior de todos los casquillos es de 10mm.
Los taladros del herraje se taladran a los siguientes diámetros finales:
Plantilla de taladrado
Taladros
agrandados
Acciones
contenedoras
completadas
Acciones
correctoras a
largo plazo
implementadas.
Monitorización y
Acciones
correctoras
definidas
Acciones
correctoras a
largo plazo con
efectividad
confirmada.

97
Establecimiento de equipo de trabajo
Nombre: Responsabilidad: Contacto:
Mª José Lorca Manufacturing engineering
David Pérez Quality engineering
José Ramon Suárez Production supervisor
Andrés Ramírez Quality inspector
Robert Olofsson Quality focal point
Manuel Vázquez Worker
Manuel Cabrera Process engineering
Ana Prieto Manufacturing engineering

98
Análisis inicial
Ficha de instrucción OK
Plano OK
Utillaje OK
Pieza elemental OK
Acciones Contenedoras – Contención del problema.
Acciones para encontrar la causa raiz.
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1 Revisar todos los taladros de los herrajes de
todos los productos en línea
Quality engineering
Semana 19 Semana 19
2 Realizar una alerta de línea al montaje e
informar al departamento de ingeniería de
ANA
Manufacturing engineering
Semana 19 Semana 19
3 Informar a los inspectores Quality
engineering
Semana 19 Semana 19
4 Formación a los operarios Manufacturing
engineering
Semana 20, 21 y
22
Semana 20, 21
y 22
Diagnóstico de causas raíces
CAUSA PROBABLE 1
CAUSA PROBABLE 2
CAUSA PROBABLE 3
Por qué
1
Dos taladros a mayor
diámetro
Por qué
2
La plantilla de taladrado no
se ha utilizado correctamente
Por qué
3
Se ha insertado un casquillo
para taladrar erróneo.
Falta de formación sobre el
uso de la plantilla
Por qué
4
Es difícil diferencial
visualmente el diámetro de
los casquillos
En la ficha no está definido
claramente el diámetro de los
casquillos
Alta rotación de personal.
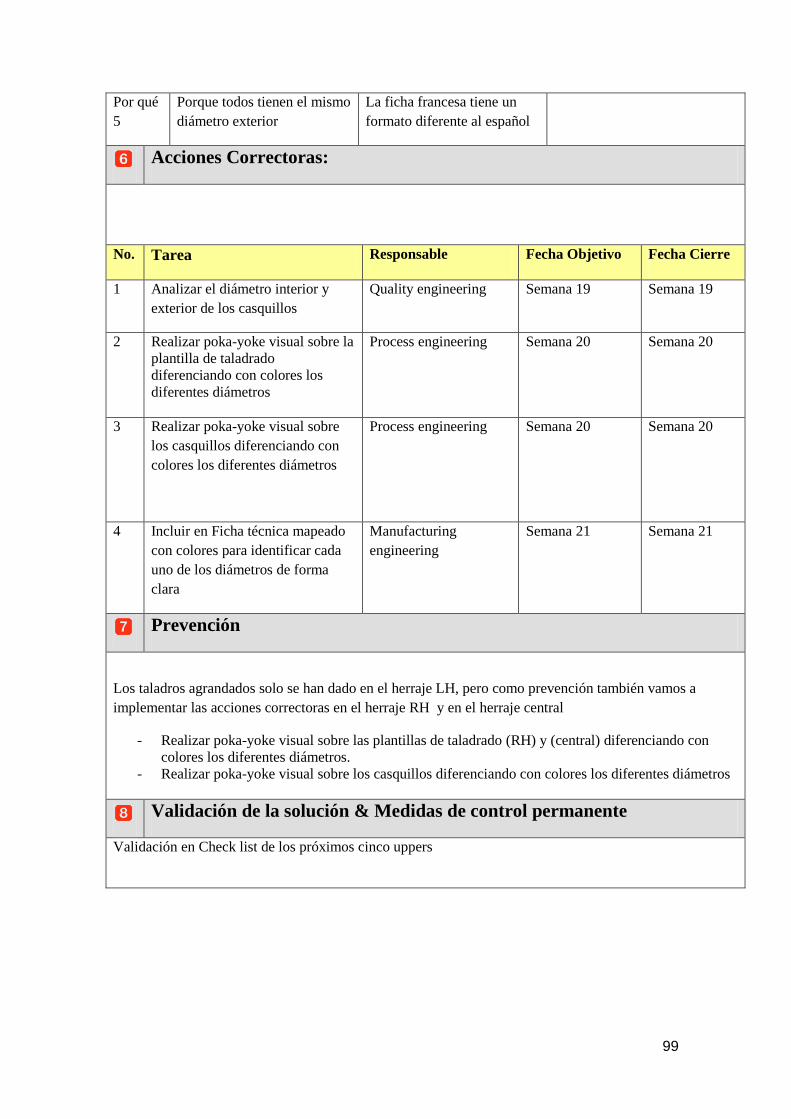
99
Por qué
5
Porque todos tienen el mismo
diámetro exterior
La ficha francesa tiene un
formato diferente al español
Acciones Correctoras:
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1 Analizar el diámetro interior y
exterior de los casquillos
Quality engineering Semana 19 Semana 19
2 Realizar poka-yoke visual sobre la
plantilla de taladrado
diferenciando con colores los
diferentes diámetros
Process engineering
Semana 20 Semana 20
3 Realizar poka-yoke visual sobre
los casquillos diferenciando con
colores los diferentes diámetros
Process engineering
Semana 20 Semana 20
4 Incluir en Ficha técnica mapeado
con colores para identificar cada
uno de los diámetros de forma
clara
Manufacturing
engineering
Semana 21 Semana 21
Prevención
Los taladros agrandados solo se han dado en el herraje LH, pero como prevención también vamos a
implementar las acciones correctoras en el herraje RH y en el herraje central
- Realizar poka-yoke visual sobre las plantillas de taladrado (RH) y (central) diferenciando con
colores los diferentes diámetros.
- Realizar poka-yoke visual sobre los casquillos diferenciando con colores los diferentes diámetros
Validación de la solución & Medidas de control permanente
Validación en Check list de los próximos cinco uppers
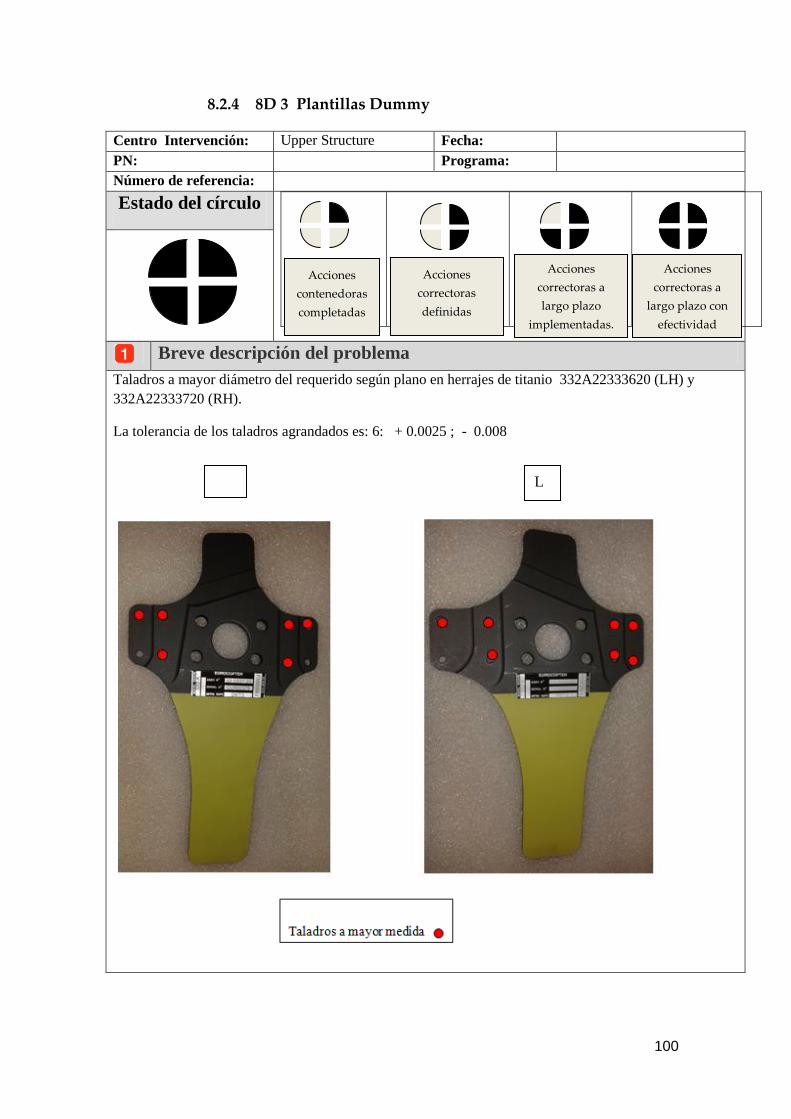
100
8.2.4 8D 3 Plantillas Dummy
Centro Intervención: Upper Structure Fecha:
PN: Programa:
Número de referencia:
Estado del círculo
Breve descripción del problema
Taladros a mayor diámetro del requerido según plano en herrajes de titanio 332A22333620 (LH) y
332A22333720 (RH).
La tolerancia de los taladros agrandados es: 6: + 0.0025 ; - 0.008
R
L
H
Acciones
contenedoras
completadas
Acciones
correctoras a
largo plazo
implementadas.
Monitorización y
Acciones
correctoras
definidas
Acciones
correctoras a
largo plazo con
efectividad
confirmada.

101
El taladrado de los herrajes se realiza mediante las plantillas LH y RH.
Establecimiento de equipo de trabajo
Nombre: Responsabilidad: Contacto:
Mª José Lorca Manufacturing engineering
David Pérez Quality engineering
José Ramon Suárez Production supervisor
Andrés Ramírez Quality inspector
Robert Olofsson Quality focal point
Manuel Vázquez Worker
Manuel Cabrera Process engineering
Ana Prieto Manufacturing engineering
RH LH
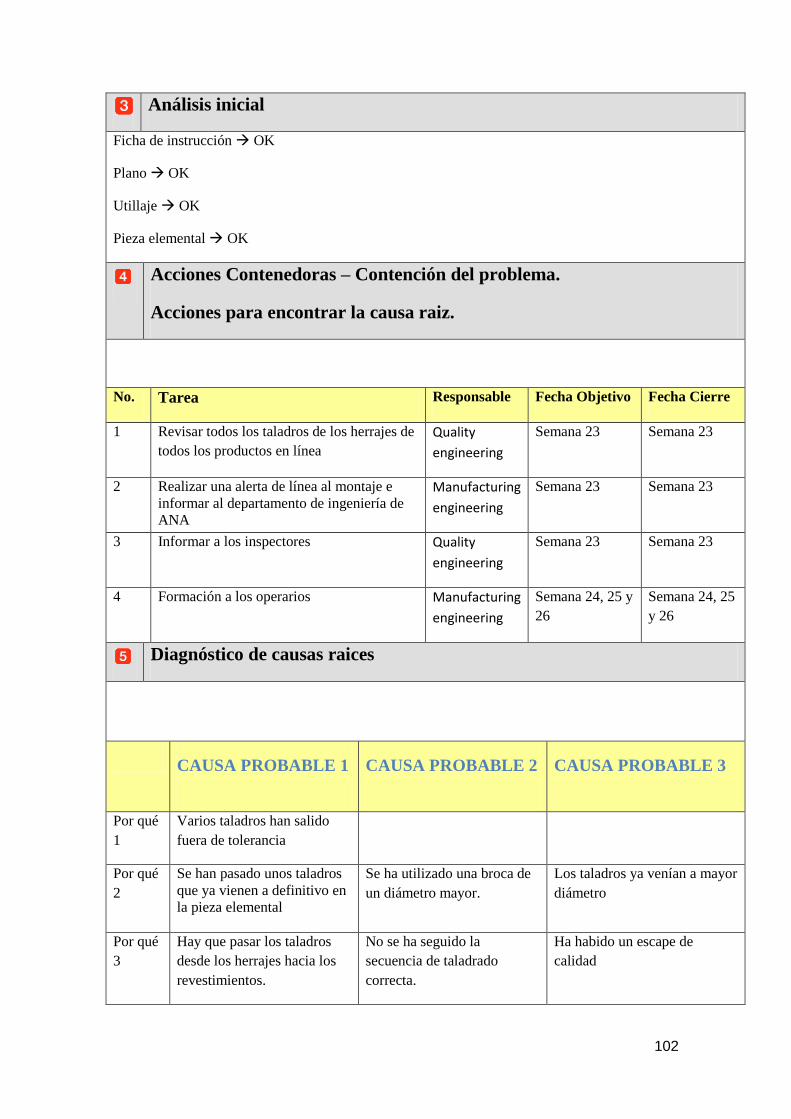
102
Análisis inicial
Ficha de instrucción OK
Plano OK
Utillaje OK
Pieza elemental OK
Acciones Contenedoras – Contención del problema.
Acciones para encontrar la causa raiz.
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1 Revisar todos los taladros de los herrajes de
todos los productos en línea
Quality
engineering
Semana 23 Semana 23
2 Realizar una alerta de línea al montaje e
informar al departamento de ingeniería de
ANA
Manufacturing
engineering
Semana 23 Semana 23
3 Informar a los inspectores Quality
engineering
Semana 23 Semana 23
4 Formación a los operarios Manufacturing
engineering
Semana 24, 25 y
26
Semana 24, 25
y 26
Diagnóstico de causas raices
CAUSA PROBABLE 1
CAUSA PROBABLE 2
CAUSA PROBABLE 3
Por qué
1
Varios taladros han salido
fuera de tolerancia
Por qué
2
Se han pasado unos taladros
que ya vienen a definitivo en
la pieza elemental
Se ha utilizado una broca de
un diámetro mayor.
Los taladros ya venían a mayor
diámetro
Por qué
3
Hay que pasar los taladros
desde los herrajes hacia los
revestimientos.
No se ha seguido la
secuencia de taladrado
correcta.
Ha habido un escape de
calidad
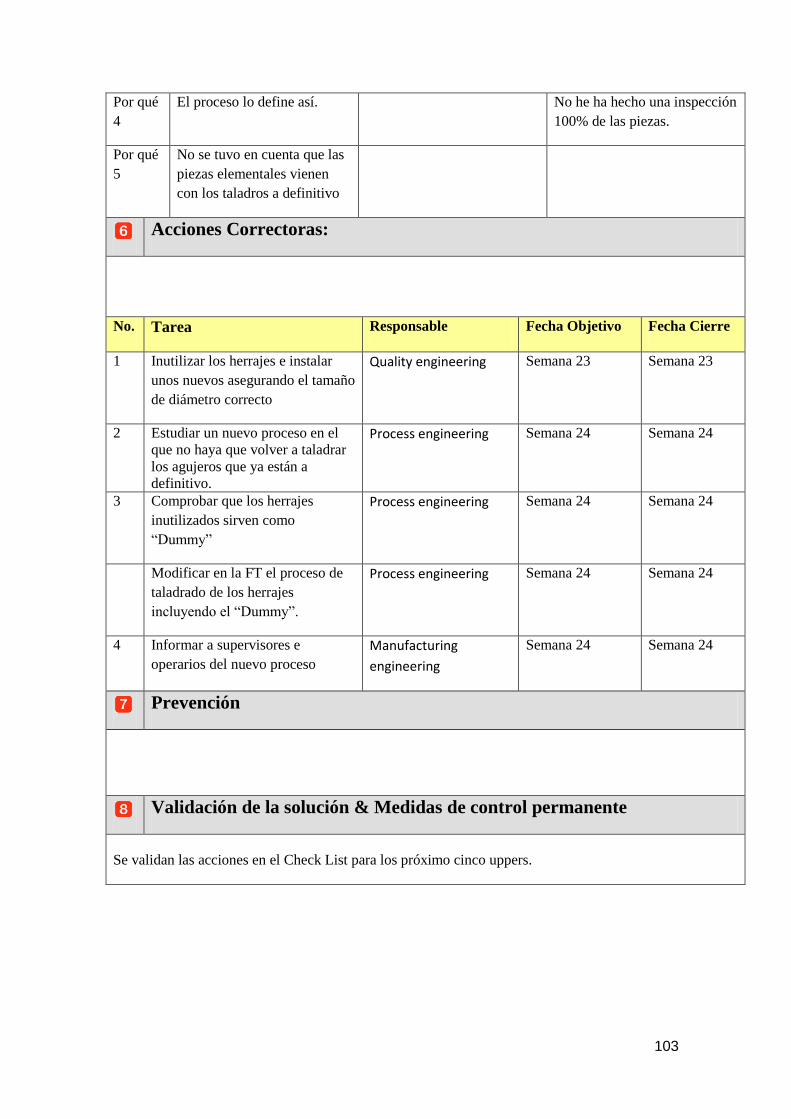
103
Por qué
4
El proceso lo define así. No he ha hecho una inspección
100% de las piezas.
Por qué
5
No se tuvo en cuenta que las
piezas elementales vienen
con los taladros a definitivo
Acciones Correctoras:
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1 Inutilizar los herrajes e instalar
unos nuevos asegurando el tamaño
de diámetro correcto
Quality engineering Semana 23 Semana 23
2 Estudiar un nuevo proceso en el
que no haya que volver a taladrar
los agujeros que ya están a
definitivo.
Process engineering Semana 24 Semana 24
3 Comprobar que los herrajes
inutilizados sirven como
“Dummy”
Process engineering Semana 24 Semana 24
Modificar en la FT el proceso de
taladrado de los herrajes
incluyendo el “Dummy”.
Process engineering Semana 24 Semana 24
4 Informar a supervisores e
operarios del nuevo proceso
Manufacturing
engineering
Semana 24 Semana 24
Prevención
Validación de la solución & Medidas de control permanente
Se validan las acciones en el Check List para los próximo cinco uppers.

104
Anexo 3: R&R Repetitividad y reproducibilidad 8.3
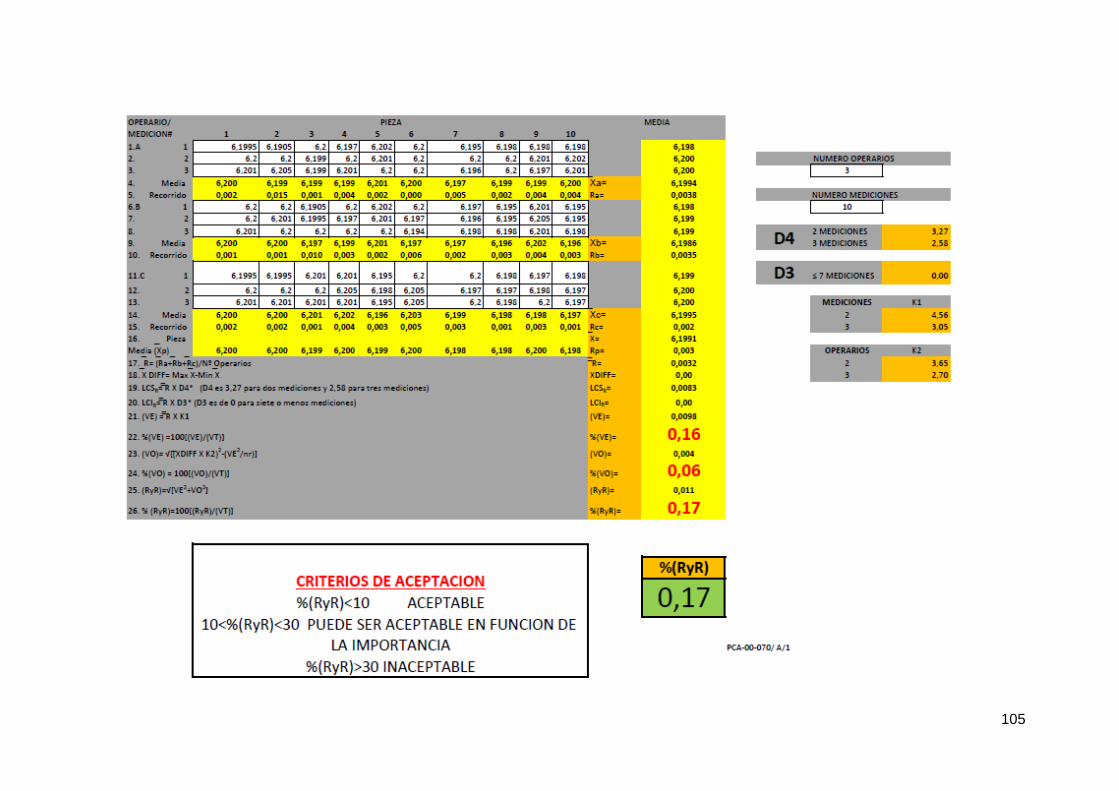
105
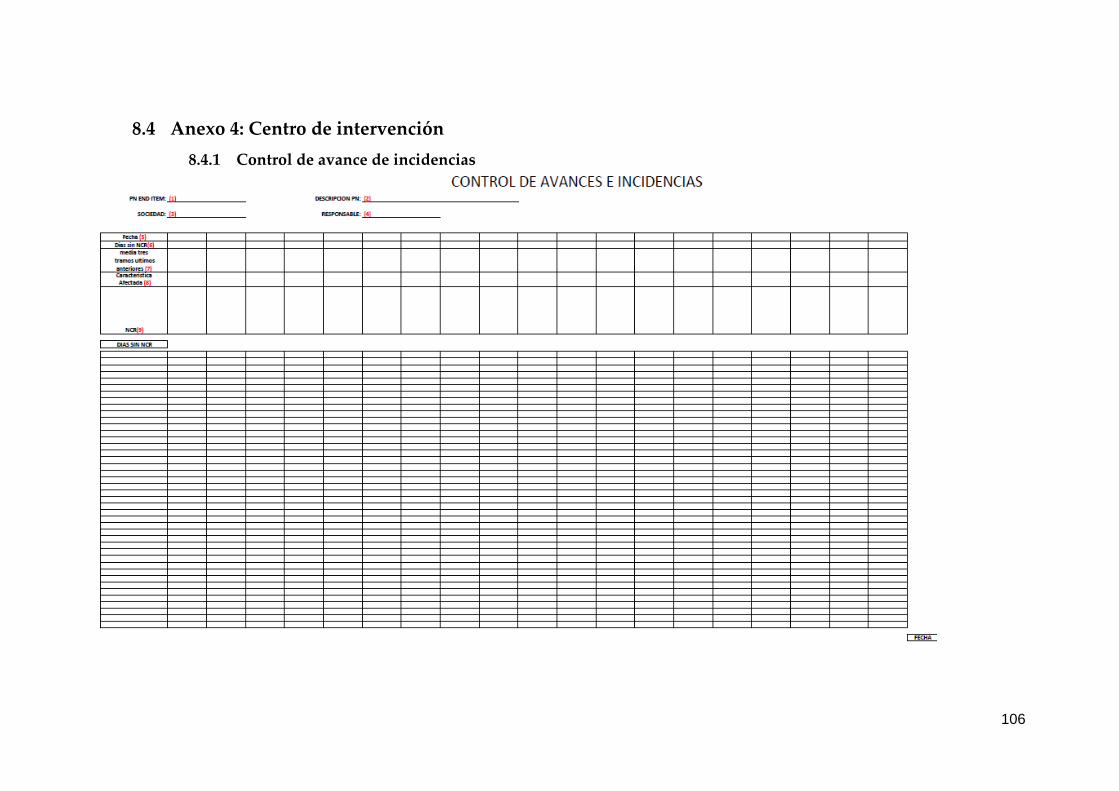
106
Anexo 4: Centro de intervención 8.4
8.4.1 Control de avance de incidencias
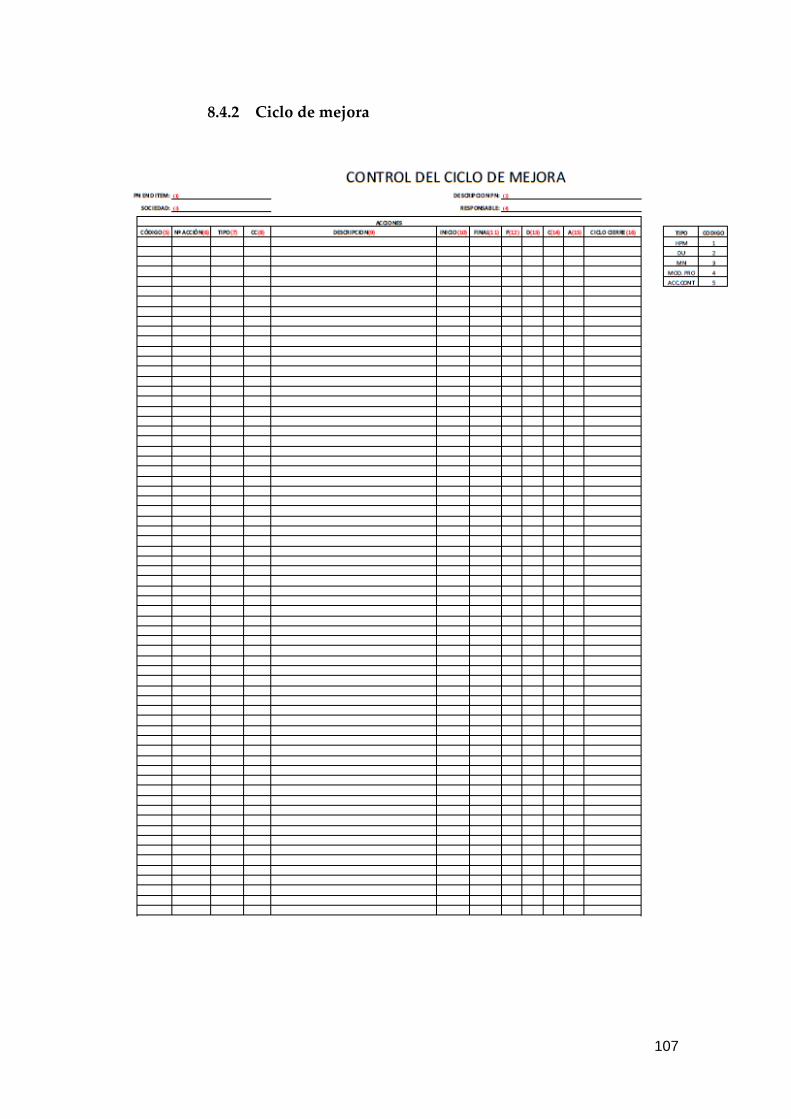
107
8.4.2 Ciclo de mejora

108
-

109
Definición y control de características

110


















