
Influence of Wavy Bending on Microstructure and Mechanical ...
12
Metals 2020, 10, 173; doi:10.3390/met10020173 www.mdpi.com/journal/metals Article Influence of Wavy Bending on Microstructure and Mechanical Properties of a Rolled AZ31 Sheet Tingting Liu 1 , Yuyang Zhang 1 , Yanan Chen 2 , Zhiwen Du 1 , Hongbing Chen 3 , Qingshan Yang 4, * and Bo Song 1, * 1 School of Materials and Energy, Southwest University, Chongqing 400715, China; [email protected] (T.L.); [email protected] (Y.Z.); [email protected] (Z.D.) 2 College of Arts and Science, Shanxi Agricultural University, Taigu 030801, China; [email protected] 3 College of Engineering and Technology, Southwest University, Chongqing 400715, China; [email protected] 4 School of Metallurgy and Materials Engineering, Chongqing University of Science and Technology, Chongqing 401331, China * Correspondence:[email protected] (Q.Y.); [email protected] (B.S.); Tel.: +86‐23‐6502‐3821 (Q.Y.); +86‐23‐6825‐4376 (B.S.) Received: 25 December 2019; Accepted: 23 January 2020; Published: 24 January 2020 Abstract: In the present work, cross‐wavy bending at room temperature was carried out to tailor the microstructure and stretch formability of rolled AZ31 sheets. Wavy bending processing generates profuse {10–12} twins and a tilt basal texture. Subsequent recrystallization annealing causes grain coarsening and enhances the intensity of twin‐orientation. The combined use of wavy bending and annealing can maintain high tensile ductility and remarkably enhances the stretch formability of rolled AZ31 sheet. It can be mainly attributed to the non‐basal texture in the wavy bent sheet which increases the thinning capability during in‐plane tension. Keywords: wavy bending; AZ31 sheet; texture; stretch formability 1. Introduction Mg and its alloys are currently receiving widespread attention, especially in the automobile industry, due to the low density and high specific strength [1,2]. However, the low stretch formability at room temperature largely limits the widespread application of Mg alloy sheets [3,4]. It is well known that conventional rolling and extrusion are very easy to produce strong basal texture in Mg alloy sheets. This is also the main cause of poor stretch formability in wrought Mg alloy sheets. Thus, it is important to develop new plastic‐processing techniques to weaken or change the texture of Mg alloy sheets [3,5]. Asymmetry rolling [6,7] and asymmetry extrusion [8] have been developed to generate a tilt basal texture in the Mg alloy sheet. Severe plastic‐processing techniques (e.g., torsion‐extrusion [9] and equal channel angular extrusion [10] etc.) can also re‐orientate the basal texture of Mg alloy plates. Moreover, some simple plastic deformation at room temperature can also be used to tailor texture, e.g., continuous bending [11,12], shear deformation [13] and in‐plane compression [14,15] etc. These deformation ways are simple and low‐cost, and thus are an important supplement to plastic‐processing techniques. For these simple deformation ways, {10–12} twins play an important role in texture control and improvement of stretch formability owing to its large misorientation (86.3°) with matrix [14,16,17]. Twin‐orientation depends on twin variant selection during deformation [18]. Previous reports
Transcript of Influence of Wavy Bending on Microstructure and Mechanical ...
Metals 2020, 10, 173; doi:10.3390/met10020173 www.mdpi.com/journal/metals
Article
Influence of Wavy Bending on Microstructure and
Mechanical Properties of a Rolled AZ31 Sheet
Tingting Liu 1, Yuyang Zhang 1, Yanan Chen 2, Zhiwen Du 1, Hongbing Chen 3, Qingshan Yang 4,*
and Bo Song 1,*
1 School of Materials and Energy, Southwest University, Chongqing 400715, China; [email protected] (T.L.);
[email protected] (Y.Z.); [email protected] (Z.D.) 2 College of Arts and Science, Shanxi Agricultural University, Taigu 030801, China;
[email protected] 3 College of Engineering and Technology, Southwest University, Chongqing 400715, China;
[email protected] 4 School of Metallurgy and Materials Engineering, Chongqing University of Science and Technology,
Chongqing 401331, China
* Correspondence: [email protected] (Q.Y.); [email protected] (B.S.);
Tel.: +86‐23‐6502‐3821 (Q.Y.); +86‐23‐6825‐4376 (B.S.)
Received: 25 December 2019; Accepted: 23 January 2020; Published: 24 January 2020
Abstract: In the present work, cross‐wavy bending at room temperature was carried out to tailor
the microstructure and stretch formability of rolled AZ31 sheets. Wavy bending processing
generates profuse {10–12} twins and a tilt basal texture. Subsequent recrystallization annealing
causes grain coarsening and enhances the intensity of twin‐orientation. The combined use of wavy
bending and annealing can maintain high tensile ductility and remarkably enhances the stretch
formability of rolled AZ31 sheet. It can be mainly attributed to the non‐basal texture in the wavy
bent sheet which increases the thinning capability during in‐plane tension.
Keywords: wavy bending; AZ31 sheet; texture; stretch formability
1. Introduction
Mg and its alloys are currently receiving widespread attention, especially in the automobile
industry, due to the low density and high specific strength [1,2]. However, the low stretch
formability at room temperature largely limits the widespread application of Mg alloy sheets [3,4]. It
is well known that conventional rolling and extrusion are very easy to produce strong basal texture
in Mg alloy sheets. This is also the main cause of poor stretch formability in wrought Mg alloy
sheets. Thus, it is important to develop new plastic‐processing techniques to weaken or change the
texture of Mg alloy sheets [3,5].
Asymmetry rolling [6,7] and asymmetry extrusion [8] have been developed to generate a tilt
basal texture in the Mg alloy sheet. Severe plastic‐processing techniques (e.g., torsion‐extrusion [9]
and equal channel angular extrusion [10] etc.) can also re‐orientate the basal texture of Mg alloy
plates. Moreover, some simple plastic deformation at room temperature can also be used to tailor
texture, e.g., continuous bending [11,12], shear deformation [13] and in‐plane compression [14,15]
etc. These deformation ways are simple and low‐cost, and thus are an important supplement to
plastic‐processing techniques.
For these simple deformation ways, {10–12} twins play an important role in texture control and
improvement of stretch formability owing to its large misorientation (86.3°) with matrix [14,16,17].
Twin‐orientation depends on twin variant selection during deformation [18]. Previous reports

Metals 2020, 10, 173 2 of 12
indicated that continuous bending, in‐plane shear and in‐plane compression favorably activate one
twin variant in each grain and generate single twin‐texture [11–15,19]. It has been reported that
change of strain path can promote the activation of multiple twin variations to further randomize
twin‐texture [20]. However, it is difficult to do this through the methods mentioned above. In the
present work, a wavy bending method is used to tailor texture and improve stretch formability of
rolled Mg alloy sheet. It shows multi‐pass wavy bending can generate multiple twin variants in each
grain and a tilt basal texture in the rolled AZ31 sheet. In this paper, microstructure evolution and
twinning behavior of AZ31 sheet during wavy bending and subsequent annealing were
investigated. Their influences on mechanical properties and stretch formability were discussed.
2. Experimental Procedure
Initial material is a commercial hot‐rolled AZ31 sheet with a thickness of 1mm. Before wavy
bending, the as‐rolled AZ31 sheet was subjected to annealing treatment at 300 °C for 1 h. As‐rolled
and annealed sheet was denoted as the AR sheet. The AR sheet was cut into the samples with a
gauge size of 100 mm (RD) × 100 mm (TD) × 1 mm (ND). Here, RD, ND and TD are the rolling
direction, normal direction and transverse direction of the rolled plate, respectively. Subsequently,
AR samples were processed by wavy bending at room temperature. Figure 1 shows the abridged
general view of wavy bending. The peak‐peak separation of the waves was about 20 mm and the
peak‐valley distance was approximately 8 mm in the vertical direction. Bending experiments were
carried out at room temperature with a speed of 2 mm/min in the RD‐TD plane. The displacement
along the ND during bending experiments at room temperature is 2 mm for each pass. DEFORM‐3D
software (V6.0, Scientific Forming Technology Corporation, Columbus, OH, USA) was employed to
examine wavy bending processes that were encoded on the basis of the rigid‐viscoplastic finite
element method. The samples were bent for three passes with a followed 45° rotation after each pass,
as shown in Figure 1b–d. There was not straightening carried out until three bending passes were
finished. Effective strain contour plots of deformed sheets were simulated by finite element software
(Figure 1b–d). It is found that the effective strain is inhomogeneous in each pass. With rotating the
sheet pass by pass, the distribution of effective strain becomes more homogeneous after 3 passes.
The wave‐shaped sheets were flatted by compression (1 mm/min) at room temperature on a
mechanical test machine. Some wavy bent samples were annealed at 300 °C for 1 h. The wavy bent
sample and subsequent annealed sample are denoted as WB sample and WBA sample, respectively.
Figure 1. (a) Schematic illustration of the device for cross‐wavy bending; (b)–(d) finite element
simulation of wavy bending at room temperature: effective strain contour plot of deformed sheets at
different steps, corresponding to (b) the 1st pass bending along the rolling direction (RD), (c) 2nd
pass bending along 45°, and (d) 3rd pass bending along the transverse direction (TD). The marked
area with 45 mm × 45 mm is cut for the Erichsen test.
Dog‐bone shaped tension specimens with nominal gage dimensions of 8 mm × 3 mm × 1 mm
were prepared for tension test. Mechanical tests were then carried out on a LD26.105 material test

Metals 2020, 10, 173 3 of 12
machine (LiShi (Shanghai) Instruments Co., Ltd., Shanghai, China) at a constant strain rate of 1 ×
10−3 s−1 (using a testing standard of ASTM E8/E8M). The mechanical properties were obtained from
the average values of triplicate tests for each condition. The formability of the sheets was
investigated by measuring the Erichsen value (IE). Rectangular sheets with a size of 45 mm × 45 mm
were cut from the middle location of the bent sheets (see Figure 1d) and were used on a HET800
Erichsen test machine (Chongqing Weishite Electromechanical Equipment Co., Ltd., Chongqing,
China) The diameter of the hemispherical punch is 20 mm, the blank force is 10 KN and the punch
speed is 1 mm/min. The deformability in the thickness direction during stretch formability was
evaluated by measuring the Lankford value (r‐value), which a ratio of width strain to thickness
strain during tension. Some tensile tests were interrupted at 10% plastic strain to obtain the r‐value.
The microstructure of the alloys was examined by electron backscatter diffraction (EBSD, Oxford
AZtech Max2, Oxford Instruments, London, UK) analysis using an HKL Channel 5 System (Oxford
system equipped in a JSM‐6610, JEOL, Tokyo, Japan).
3. Results and Discussion
Figure 2 shows the EBSD maps of various samples. The AR sheet had an equiaxial grain
structure with an average grain size of approximately 12 μm. The kernel average misorientation
maps (KAM) value and its distribution were calculated from the EBSD data to evaluate the
dislocation accumulation [21,22]. KAM map indicates a low dislocation accumulation exists in the
AR sheet. Moreover, a very small amount of {10–12} twin boundaries can also be observed in the AR
sheet. After WB treatment at room temperature, profuse twin lamellae can be found in the AZ31
sheet. It was confirmed that almost all twins were {10–12} extension twins. Thus, the misorientation
angle of near 86° obviously increased after WB treatment. Recrystallization annealing can remove
twins and dislocations in WB sample and generate an equiaxial grain structure. Moreover, annealing
also causes a slight grain coarsening (approximately 24 μm). Severe grain coarsening via annealing
has been widely found in the AZ31 alloys with initial {10–12} twins. It can be attributed to the low
store energy in the twinned AZ31 alloys. Subsequent annealing induces thermally activated
boundary migration of {10–12} twins, rather than grain nucleation [23].
Figure 2. Electron backscatter diffraction (EBSD) inverse pole figure maps (IPF), image quality maps
(IQ) with grain boundary and twin boundary (GB‐TB), kernel average misorientation maps (KAM)
of various samples and misorientation angle distribution (MAD): (a) as‐rolled sample; (b) wavy bent
wavy bent (WB) sample; (c) wavy bent annealed (WBA) sample.
KAM maps were used to further analyze the dislocation accumulation in the matrix. As shown
in Figure 2, WB processing can increase the KAM value. The distribution of KAM value and the
Metals 2020, 10, 173 4 of 12
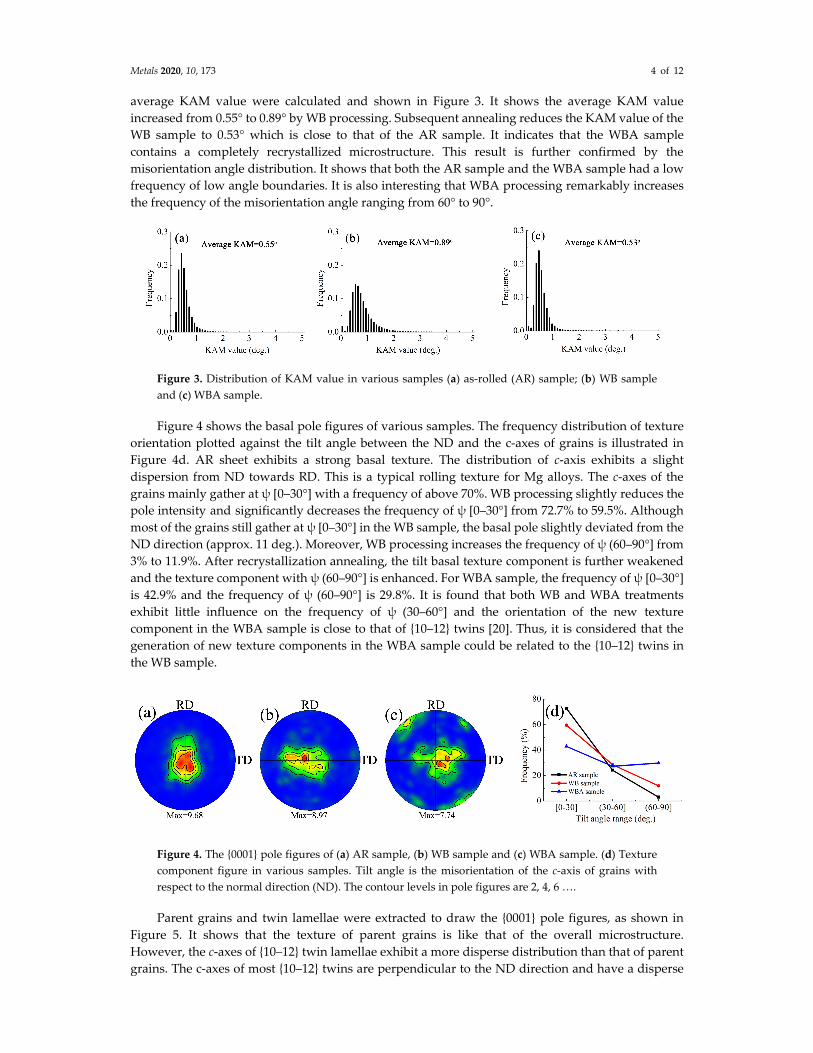
average KAM value were calculated and shown in Figure 3. It shows the average KAM value
increased from 0.55° to 0.89° by WB processing. Subsequent annealing reduces the KAM value of the
WB sample to 0.53° which is close to that of the AR sample. It indicates that the WBA sample
contains a completely recrystallized microstructure. This result is further confirmed by the
misorientation angle distribution. It shows that both the AR sample and the WBA sample had a low
frequency of low angle boundaries. It is also interesting that WBA processing remarkably increases
the frequency of the misorientation angle ranging from 60° to 90°.
Figure 3. Distribution of KAM value in various samples (a) as‐rolled (AR) sample; (b) WB sample
and (c) WBA sample.
Figure 4 shows the basal pole figures of various samples. The frequency distribution of texture
orientation plotted against the tilt angle between the ND and the c‐axes of grains is illustrated in
Figure 4d. AR sheet exhibits a strong basal texture. The distribution of c‐axis exhibits a slight
dispersion from ND towards RD. This is a typical rolling texture for Mg alloys. The c‐axes of the
grains mainly gather at ψ [0–30°] with a frequency of above 70%. WB processing slightly reduces the
pole intensity and significantly decreases the frequency of ψ [0–30°] from 72.7% to 59.5%. Although
most of the grains still gather at ψ [0–30°] in the WB sample, the basal pole slightly deviated from the
ND direction (approx. 11 deg.). Moreover, WB processing increases the frequency of ψ (60–90°] from
3% to 11.9%. After recrystallization annealing, the tilt basal texture component is further weakened
and the texture component with ψ (60–90°] is enhanced. For WBA sample, the frequency of ψ [0–30°]
is 42.9% and the frequency of ψ (60–90°] is 29.8%. It is found that both WB and WBA treatments
exhibit little influence on the frequency of ψ (30–60°] and the orientation of the new texture
component in the WBA sample is close to that of {10–12} twins [20]. Thus, it is considered that the
generation of new texture components in the WBA sample could be related to the {10–12} twins in
the WB sample.
Figure 4. The {0001} pole figures of (a) AR sample, (b) WB sample and (c) WBA sample. (d) Texture
component figure in various samples. Tilt angle is the misorientation of the c‐axis of grains with
respect to the normal direction (ND). The contour levels in pole figures are 2, 4, 6 ….
Parent grains and twin lamellae were extracted to draw the {0001} pole figures, as shown in
Figure 5. It shows that the texture of parent grains is like that of the overall microstructure.
However, the c‐axes of {10–12} twin lamellae exhibit a more disperse distribution than that of parent
grains. The c‐axes of most {10–12} twins are perpendicular to the ND direction and have a disperse

Metals 2020, 10, 173 5 of 12
distribution from the RD to the TD. To reveal the orientation distribution of twins, some typical
grains were shown in Figure 6. The {0001} pole figures correspond to the orientation of parent grains
and twins. In this area, the parent grains have a close orientation (i.e., c‐axis//ND), as shown in
Figure 6a. However, {10–12} twins in the WB sample exhibit a very uneven distribution. In some
grains, no twin is activated. In those grains with {10–12} twins, the orientation of {10–12} twins
exhibits a disperse distribution. The features of twins in some typical grains are further analyzed. In
grain P1, only one twin variant (T11) is activated. The T11 has an orientation close to the RD in {0001}
pole figure, as shown in Figure 6b. Some grains contain multiple twin variants, e.g., grain P2. Grain
P2 contains three twin variants, as shown in Figure 6c. T22 and T23 have an orientation close to TD,
while T21 has an orientation close to RD. Moreover, T22 and T23 have a misorientation of 8.5° and T22
and T21 have a misorientation of 59.5°. It infers that T22 and T23 are from a twin variant pair with a
misorientation angle of ~7.4°. However, T22/T23 and T21 are from different twin variant pairs with a
misorientation angle of ~60° [24]. In some grains, {10–12} twins can be re‐twinned, resulting in the
formation of {10–12}‐{10–12} twins, e.g., grain P3, as shown in Figure 6d. Twin T31 with c‐axis close to
RD is the primary {10–12} twin formed in grain P3. Twin T32 with c‐axis close to TD is the secondary
{10–12} twin formed inside twin T31. For grain T4, both multiple twin variants (e.g., T41, T42, T43 and
T45) and {10–12}‐{10–12} twin (T44) can be observed, which leads to disperse distribution of
twin‐orientation, as shown in Figure 6e. It shows both c‐axes of twins and secondary twins have a
distribution from RD to TD. Thus, the increase in the frequency of ψ (60–90°) in the WB sample can
be attributed to the generation of profuse {10–12} twins during WB processing. Moreover, the
formation of multiple twin variants and secondary twins is responsible for the disperse distribution
of twin‐orientation.
Figure 5. The {0001} pole figures of (a) parent grains and (b) {10–12} twins in the WB sample.

Metals 2020, 10, 173 6 of 12
Figure 6. (a) WB sample, (b)–(e) crystallographic orientation of parent grains and twin lamellae,
Here, Pi and Tij (i, j = 1; 2;3) represent the parent grain and twin lamellae, respectively.
For the bending deformation, the outer region is under tension while the inner region is under
compression and the stress axis parallels bending direction [25]. It is well known that {10–12}
twinning can be favorably activated when the compression along the bending direction of the sheet,
and are suppressed when then tension along the bending direction [18]. Thus, {10–12} twins can be
formed in the compressed region of the bent sheet. For wavy bending, the distribution of strain on
the sheet surface is non‐uniform, as shown in Figure 7. It will be responsible for the non‐uniform
distribution of twins. Figure 7 shows that compressive strain and tensile strain alternate on the sheet
surface during wavy bending. During wavy bending, the compressed regions can favorably activate
the {10–12} twins and the c‐axes of twins gather at compressive direction [25]. Thus, it infers that
twins with c‐axis//RD texture, c‐axis//45° texture and c‐axis//TD texture could be formed during 1st,
2nd and 3rd wavy bending, respectively. Moreover, it also found that the deformed regions of three
passes exhibit a large amount of overlap. It makes the microstructure evolution more complex
during wavy bending. During wavy bending, twin‐growth, detwinning, twin‐twin interaction and
twin‐dislocation interaction all may occur [24,26–29]. Typically, the overlap of compressed regions
during 1st pass and 3rd pass wavy bending can promote the activation of secondary {10–12} twins
[24,30]. The twins with c‐axis//RD texture via 1st pass wavy bending have a favorable orientation for
{10–12} twinning when compressed along the TD during 3rd pass wavy bending [31]. As shown in
Figure 6, the secondary {10–12} twins usually have an orientation whose c‐axis is close to the TD
direction and form in primary {10–12} twins with c‐axis//RD texture. In short, the formation of
multiple twin variants and secondary twins is closely related to the change of loading path during
WB processing. Based on the EBSD data, the area fraction of {10–12} twins in WB sample is low
(approximately 20%). Moreover, the orientation of twins via WB processing has a very disperse
distribution. Thus, {10–12} twins can remarkably change the orientation of the lattice, but exhibits
little influence on the overall texture of the WB sample.

Metals 2020, 10, 173 7 of 12
Figure 7. Schematic illustration of the uneven deformation during wavy bending (a) 1st pass; (b) 2nd
pass and (c) 3rd pass.
Annealing treatment slightly weakens the tilt basal texture and enhances the pole intensity of
twin‐texture, as shown in Figure 4c,d. In the previous reports, {10–12} twins were quite stable during
annealing and the annealing at 300 °C cannot remove the twin structure [32]. However, in the
present work, annealing at 300 °C induces a complete static recrystallization and removes almost all
twins. In fact, the thermal stability of twins is dependent on the store energy [33]. Figure 3 shows
that the wavy bending increases the KAM value. It is considered that repeated wavy bending
increases the store energy to reduce the thermal stability of twins. Moreover, the twin–twin
interaction owing to the activation of multiple twin variants can also promote static recrystallization
[32,34]. The influence of annealing on texture is dependent on twin size and dislocation stored for
AZ31 alloys with initial twins [33,35]. In the present work, most twins are smaller than their parent
grains. It has been reported that when the stored energy is low, the narrow twin lamellae will be
consumed by a large adjacent matrix during recrystallization annealing [35]. It indicates that high
store energy in the WB sample could remain the texture of twins with small size after
recrystallization annealing [33]. Enhancement of twin‐texture after annealing could be attributed to
the growth of new grains with twin‐orientation.
The typical true stress‐strain curves are shown in Figure 8 and the detail mechanical properties
are listed in Table 1. AR sheet exhibits a certain degree of yield anisotropy. Yield strength in TD
direction is higher than those in the RD and 45° direction. It can be attributed to the slight dispersion
of basal texture towards the RD, as shown in Figure 4a. Figure 9 shows that the average Schmid
factor (SF) for basal slip with the lowest CRSS for AZ31 alloys under various loading directions. It
indicates that SF for basal slip under tension along the RD is larger than those under other loading
directions for the AR sample. WB processing slightly increases the yield strength in RD direction
from 131 MPa to 152 MPa, but reduces those in 45° and TD direction. Especially, yield strength of TD
direction is decreased by 83 MPa. WB processing can introduce dislocations and twin boundaries
which can all generate hardening effect on yield strength. The reduction in yield strength can be
attributed to the texture change via WB processing. As shown in Figure 9, WB processing increases
the SF of basal slip for loading along the 45° and TD direction. Moreover, tension along the TD has a
deformation feature of detwinning [36], as shown in Figure 8b. As shown in Figure 6, c‐axes of
{10–12} twins have a disperse distribution from the RD to the TD. It is considered that the activation
of detwinning at the beginning of deformation plays a key role in the low yield strength along the
TD direction [37]. However, obvious detwinning behavior has not been found in the tension curves
along the RD and 45° direction. It is known that the twins with c‐axis//TD texture are mainly formed
in the compressed region during the 3rd pass (i.e., final pass). In this case, the reverse tension can
easily activate the detwinning [38]. However, {10–12} twins with c‐axis//RD and c‐axis//45° texture
suffer twin‐twin and twin‐dislocation interaction during 2nd pass and 3rd pass wavy bending.
These could suppress the detwinning [39,40].

Metals 2020, 10, 173 8 of 12
Figure 8. True stress–strain curves of (a) AR sample, (b) WB sample and (c) WBA sample.
Table 1. Yield strength (YS), peak strength (PS) and uniform elongation (UE) of various samples.
Mechanical
properties
YS (MPa) PS (MPa) UE
RD 45° TD RD 45° TD RD 45° TD
AR 131 ±
3
152 ±
7
177 ±
5
310 ±
2
290 ±
3
309 ±
5
0.21 ±
0.5
0.18 ±
0.2
0.17 ±
0.3
WB 152 ±
5
136 ±
4 94 ± 6
307 ±
3
302 ±
4
294 ±
5
0.13 ±
0.3
0.13 ±
0.3
0.12 ±
0.6
WBA 99 ± 5 111 ±
3
128 ±
4
294 ±
2
277 ±
3
298 ±
2
0.22 ±
0.5
0.18 ±
0.3
0.18 ±
0.2
Annealing treatment induces a completely recrystallized microstructure and further weakens
texture intensity, as shown in Figure 4c. Randomization of texture in the WBA sample further
increases the SF of basal slip for in‐plane tension, as shown in Figure 9. Thus, annealing can
remarkably reduce the yield strength and increase tensile ductility. However, it is interesting to find
that annealing increases the yield strength along the TD. As shown in Figure 2c, annealing retains
twin‐texture, however, it removes twin structure. The disappearance of the {10–12} twin structure
leads to a transition from a detwinning predominant deformation to a slip predominant one during
tension along the TD [41]. This change of deformation mechanism accounts for the annealing
hardening phenomenon. Finally, the WBA sample exhibits a lower yield strength and comparable
uniform elongation with the AR sample. Low yield strength in the WBA sample can be attributed to
the grain coarsening and the formation of tilt basal texture and twin‐texture.
Figure 9. Frequency of the Schmid factor for basal slip in various samples.
Metals 2020, 10, 173 9 of 12
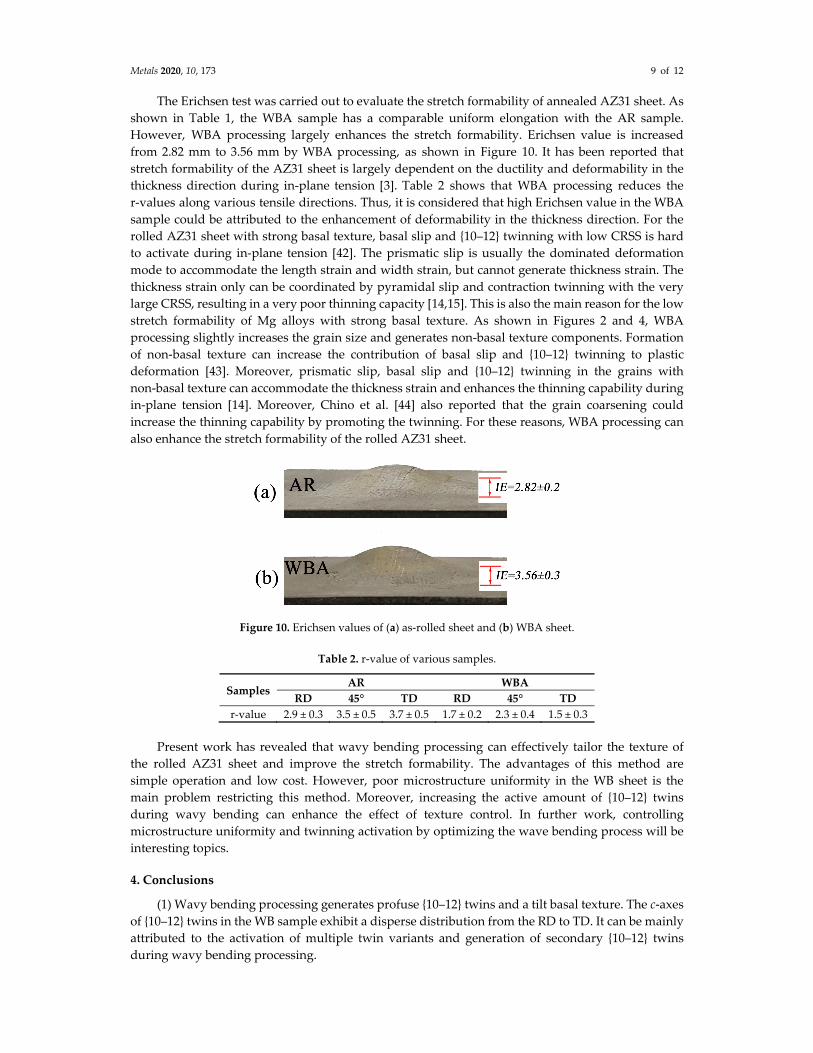
The Erichsen test was carried out to evaluate the stretch formability of annealed AZ31 sheet. As
shown in Table 1, the WBA sample has a comparable uniform elongation with the AR sample.
However, WBA processing largely enhances the stretch formability. Erichsen value is increased
from 2.82 mm to 3.56 mm by WBA processing, as shown in Figure 10. It has been reported that
stretch formability of the AZ31 sheet is largely dependent on the ductility and deformability in the
thickness direction during in‐plane tension [3]. Table 2 shows that WBA processing reduces the
r‐values along various tensile directions. Thus, it is considered that high Erichsen value in the WBA
sample could be attributed to the enhancement of deformability in the thickness direction. For the
rolled AZ31 sheet with strong basal texture, basal slip and {10–12} twinning with low CRSS is hard
to activate during in‐plane tension [42]. The prismatic slip is usually the dominated deformation
mode to accommodate the length strain and width strain, but cannot generate thickness strain. The
thickness strain only can be coordinated by pyramidal slip and contraction twinning with the very
large CRSS, resulting in a very poor thinning capacity [14,15]. This is also the main reason for the low
stretch formability of Mg alloys with strong basal texture. As shown in Figures 2 and 4, WBA
processing slightly increases the grain size and generates non‐basal texture components. Formation
of non‐basal texture can increase the contribution of basal slip and {10–12} twinning to plastic
deformation [43]. Moreover, prismatic slip, basal slip and {10–12} twinning in the grains with
non‐basal texture can accommodate the thickness strain and enhances the thinning capability during
in‐plane tension [14]. Moreover, Chino et al. [44] also reported that the grain coarsening could
increase the thinning capability by promoting the twinning. For these reasons, WBA processing can
also enhance the stretch formability of the rolled AZ31 sheet.
Figure 10. Erichsen values of (a) as‐rolled sheet and (b) WBA sheet.
Table 2. r‐value of various samples.
Samples AR WBA
RD 45° TD RD 45° TD
r‐value 2.9 ± 0.3 3.5 ± 0.5 3.7 ± 0.5 1.7 ± 0.2 2.3 ± 0.4 1.5 ± 0.3
Present work has revealed that wavy bending processing can effectively tailor the texture of
the rolled AZ31 sheet and improve the stretch formability. The advantages of this method are
simple operation and low cost. However, poor microstructure uniformity in the WB sheet is the
main problem restricting this method. Moreover, increasing the active amount of {10–12} twins
during wavy bending can enhance the effect of texture control. In further work, controlling
microstructure uniformity and twinning activation by optimizing the wave bending process will be
interesting topics.
4. Conclusions
(1) Wavy bending processing generates profuse {10–12} twins and a tilt basal texture. The c‐axes
of {10–12} twins in the WB sample exhibit a disperse distribution from the RD to TD. It can be mainly
attributed to the activation of multiple twin variants and generation of secondary {10–12} twins
during wavy bending processing.

Metals 2020, 10, 173 10 of 12
(2) Annealing at 300 °C induces a completely recrystallized microstructure and causes a slight
coarsening of the grains in the wavy bent sample. After annealing, all twin lamellae are removed,
but twin‐orientation is enhanced.
(3) WBA sample has a comparable tensile ductility and lower yield strength compared with the
AR sample. Moreover, WBA processing can largely enhance the stretch formability of the AZ31
sheet. Erichsen value is increased by 26% by WBA processing.
Author Contributions: Conceptualization, Q.Y.; methodology, B.S.; software, Q.Y.; formal analysis, Y.Z.;
investigation, B.S.; data curation, Y.Z., Z.D., H.C. and Y.C.; Writing – original draft, T.L., Y.Z. and Y.C.;
Visualization, Z.D.;.Supervision, B.S.; project administration, T.L., Q.Y. and B.S.; Funding acquisition, T.L.; all
authors have read and agreed to the published version of the manuscript.
Funding: This project was financially supported by the National Science Foundation of Chongqing (Project No.
cstc2018jcyjAX0070); National Natural Science Foundation of China (project No. 51601154) and the
Fundamental Research Funds for the Central Universities (project no. XDJK2019B003). Southwest University
Undergraduate Innovation Project (project no. s201910635127 and X201910635287).
Conflicts of Interest: The authors declare no conflict of interest.
References
1. Alaneme, K.K.; Okotete, E.A. Enhancing plastic deformability of Mg and its alloys—A review of
traditional and nascent developments. J. Magnes. Alloys 2017, 5, 460–475.
2. Song, B.; She, J.; Guo, N.; Qiu, R.; Pan, H.; Chai, L.; Yang, C.; Guo, S.; Xin, R. Regulating Precipitates by
Simple Cold Deformations to Strengthen Mg Alloys: A Review. Materials 2019, 12, 2507.
3. Suh, B.‐C.; Shim, M.‐S.; Shin, K.S.; Kim, N.J. Current issues in magnesium sheet alloys: Where do we go
from here? Scr. Mater. 2014, 84–85, 1–6.
4. Limbadri, K.; Jella, G.; Ram, A.M.; Singh, S.K. Review of Formability in Relation to Texture. Mater. Today
Process. 2015, 2, 2198–2204.
5. Stráská, J.; Minárik, P.; Šašek, S.; Veselý, J.; Bohlen, J.; Král, R.; Kubásek, J. Texture Hardening Observed in
Mg–Zn–Nd Alloy Processed by Equal‐Channel Angular Pressing (ECAP). Metals 2020, 10, 35.
6. Hamad, K.; Ko, Y.G. A cross‐shear deformation for optimizing the strength and ductility of AZ31
magnesium alloys. Sci. Rep. 2016, 6, 29954.
7. Tolouie, E.; Jamaati, R. Asymmetric cold rolling: A technique for achieving non‐basal textures in AZ91
alloy. Mater. Lett. 2019, 249, 143–146.
8. Wang, Q.; Song, J.; Jiang, B.; Tang, A.; Chai, Y.; Yang, T.; Huang, G.; Pan, F. An investigation on
microstructure, texture and formability of AZ31 sheet processed by asymmetric porthole die extrusion.
Mater. Sci. Eng. A 2018, 720, 85–97.
9. Yalçinkaya, T.; Şimşek, Ü.; Miyamoto, H.; Yuasa, M. Numerical Analysis of a New Nonlinear Twist
Extrusion Process. Metals 2019, 9, 513.
10. Beausir, B.; Suwas, S.; Tóth, L.; Neale, K.; Fundenberger, J.‐J. Analysis of texture evolution in magnesium
during equal channel angular extrusion. Acta Mater. 2008, 56, 200–214.
11. Han, T.; Huang, G.; Huang. L.; Jiang, B.; Wang, G.; Tang, A.; Pan, F. Influence of Continuous Bending
Process on Texture Evolution and Mechanical Properties of AZ31 Magnesium Alloy. Acta Metall. Sin. 2017,
31, 225–233.
12. Song, D.; Zhou, T.; Tu, J.; Shi, L.; Song, B.; Hu, L.; Yang, M.; Chen, Q.; Lu, L. Improved stretch formability
of AZ31 sheet via texture control by introducing a continuous bending channel into equal channel angular
rolling. J. Mater. Process. Technol. 2018, 259, 380–386.
13. Kang, J.; Bacroix, B.; Brenner, R. Evolution of microstructure and texture during planar simple shear of
magnesium alloy. Scr. Mater. 2012, 66, 654–657.
14. Song, B.; Yang, Q.; Zhou, T.; Chai, L.; Guo, N.; Liu, T.; Guo, S.; Xin, R. Texture control by {10‐12} twinning
to improve the formability of Mg alloys: A review. J. Mater. Sci. Technol. 2019, 35, 2269–2282.
15. Park, S.H.; Hong, S.‐G.; Lee, C.S. Enhanced stretch formability of rolled Mg–3Al–1Zn alloy at room
temperature by initial {10–12} twins. Mater. Sci. Eng. A 2013, 578, 271–276.

Metals 2020, 10, 173 11 of 12
16. Wang, L.; Song, B.; Zhang, Z.; Zhang, H.; Han, T.; Cao, X.; Wang, H.; Cheng, W. Enhanced Stretch
Formability of AZ31 Magnesium Alloy Thin Sheet by Induced Precompression and Sequent Annealing.
Materials 2018, 11, 1401.
17. Widiantara, I.P.; Yang, H.W.; Kamil, M.P.; Yoon, D.K.; Ko, Y.G. Grain Refinement by Extension Twin in
Mg Alloy during Asymmetrical Rolling. Metals 2018, 8, 891.
18. Hong, S.‐G.; Park, S.H.; Lee, C.S. Role of {10–12} twinning characteristics in the deformation behavior of a
polycrystalline magnesium alloy. Acta Mater. 2010, 58, 5873–5885.
19. Liu. D.; Tang, Y.; Shen, M.; Hu, Y.; Zhao, L. Analysis of Weak Zones in Friction Stir Welded Magnesium
Alloys from the Viewpoint of Local Texture: A Short Review. Metals 2018, 8, 970.
20. Sarker, D.; Chen, D. Dependence of compressive deformation on pre‐strain and loading direction in an
extruded magnesium alloy: Texture, twinning and de‐twinning. Mater. Sci. Eng. A 2014, 596, 134–144.
21. Britton, T.B.; Birosca, S.; Preuss, M.; Wilkinson, A.J. Electron backscatter diffraction study of dislocation
content of a macrozone in hot‐rolled Ti–6Al–4V alloy. Scr. Mater. 2010, 62, 639–642.
22. Song, B.; Wang, C.; Guo, N.; Pan, H.; Xin, R. Improving Tensile and Compressive Properties of an
Extruded AZ91 Rod by the Combined Use of Torsion Deformation and Aging Treatment. Materials 2017,
10, 280.
23. Levinson, A.; Mishra, R.K.; Doherty, R.D.; Kalidindi, S.R. Influence of deformation twinning on static
annealing of AZ31 Mg alloy. Acta Mater. 2013, 61, 5966–5978.
24. Song, B.; Xin, R.; Liang, Y.; Chen, G.; Liu, Q. Twinning characteristic and variant selection in compression
of a pre‐side‐rolled Mg alloy sheet. Mater. Sci. Eng. A 2014, 614, 106–115.
25. Lee, J.U.; Kim, S.‐H.; Kim, Y.J.; Park, S.H. Improvement in bending formability of rolled magnesium alloy
through precompression and subsequent annealing. J. Alloys Compd. 2019, 787, 519–526.
26. Chapuis, A.; Xin, Y.; Zhou, X.; Liu, Q. {10–12} Twin variants selection mechanisms during twinning,
re‐twinning and detwinning. Mater. Sci. Eng. A 2014, 612, 431–439.
27. Mokdad, F.; Chen, D.; Li, D. Twin‐twin interactions and contraction twin formation in an extruded
magnesium alloy subjected to an alteration of compressive direction. J. Alloys Compd. 2018, 737, 549–560.
28. Jäger, A.; Habr, S.; Tesař, K. Twinning‐detwinning assisted reversible plasticity in thin magnesium wires
prepared by one‐step direct extrusion. Mater. Des. 2016, 110, 895–902.
29. Wang, F.; Agnew, S. Dislocation‐twin interactions in magnesium alloy AZ31. In Magnesium Technology
2015; Springer: Cham, Switzerland, 2015; pp. 139–144.
30. Xin, Y.; Zhou, X.; Wu, Y.; Yu, H.; Liu, Q. Deformation behavior and mechanical properties of composite
twin structures under different loading paths. Mater. Sci. Eng. A 2015, 640, 118–128.
31. Song, B.; Xin, R.; Chen, G.; Zhang, X.; Liu, Q. Improving tensile and compressive properties of magnesium
alloy plates by pre‐cold rolling. Scr. Mater. 2012, 66, 1061–1064.
32. Li, X.; Yang, P.; Meng, L.; Cui, F. Analysis of the Static Recrystallization at Tension Twins in Az31
Magnesium Alloy. Acta Metall. Sin. 2010, 2010, 147–154.
33. Xin, Y.; Zhou, H.; Yu, H.; Hong, R.; Zhang, H.; Liu, Q. Controlling the recrystallization behavior of a
Mg–3Al–1Zn alloy containing extension twins. Mater. Sci. Eng. A 2015, 622, 178–183.
34. Guan, D.; Rainforth, W.M.; Ma, L.; Wynne, B.; Gao, J. Twin recrystallization mechanisms and exceptional
contribution to texture evolution during annealing in a magnesium alloy. Acta Mater. 2017, 126, 132–144.
35. Xin, Y.; Zhou, H.; Wu, G.; Yu, H.; Chapuis, A.; Liu, Q. A twin size effect on thermally activated twin
boundary migration in a Mg–3Al–1Zn alloy. Mater. Sci. Eng. A 2015, 639, 534–539.
36. Knezevic, M.; Levinson, A.; Harris, R.; Mishr, R.K.; Doherty, R.D.; Kalidindi, S.R. Deformation twinning in
AZ31 Influence on strain hardening and texture evolution. Acta Mater. 2010, 58, 6230–6242.
37. Park, S.‐H.; Hong, S.‐G.; Lee, C.S. In‐plane anisotropic deformation behavior of rolled Mg–3Al–1Zn alloy
by initial {10–12} twins. Mater. Sci. Eng. A 2013, 570, 149–163.
38. Sarker, D.; Friedman, J.; Chen, D. Influence of pre‐strain on de‐twinning activity in an extruded AM30
magnesium alloy. Mater. Sci. Eng. A 2014, 605, 73–79.
39. Xin, Y.; Lv, L.; Chen, H.; He, C.; Yu, H.; Liu, Q. Effect of dislocation‐twin boundary interaction on
deformation by twin boundary migration. Mater. Sci. Eng. A 2016, 662, 95–99.
40. Xin, Y.; Zhou, X.; Lv, L.; Liu, Q. The influence of a secondary twin on the detwinning deformation of a
primary twin in Mg–3Al–1Zn alloy. Mater. Sci. Eng. A 2014, 606, 81–91.
41. Zhao, L.; Xin, Y.; Guo, F.; Yu, H.; Liu. Q. A new annealing hardening mechanism in pre‐twinned
Mg–3Al–1Zn alloy. Mater. Sci. Eng. A 2016, 654, 344–351.

Metals 2020, 10, 173 12 of 12
42. Lian, Y.; Hu, L.; Zhou, T.; Yang, M.; Zhang, J. Numerical Investigation of Secondary Deformation
Mechanisms on Plastic Deformation of AZ31 Magnesium Alloy Using Viscoplastic Self‐Consistent Model.
Metals 2019, 9, 41.
43. Huang, X.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Mechanical properties of Mg–Al–Zn alloy with
a tilted basal texture obtained by differential speed rolling. Mater. Sci. Eng. A 2008, 488, 214–220.
44. Chino, Y.; Kimura, K.; Mabuchi, M. Deformation characteristics at room temperature under biaxial tensile
stress in textured AZ31 Mg alloy sheets. Acta Mater. 2009, 57, 1476–1485.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access
article distributed under the terms and conditions of the Creative Commons Attribution
(CC BY) license (http://creativecommons.org/licenses/by/4.0/).


















