Modeling Cyclic Deformation of HSLA Steels Using Crystal ...
Upload
arshadnsiddiquiCategory
view
222download
0
8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 1/13
ORIGINAL ARTICLE
Influence of slab milling process parameters on surface
integrity of HSLA: a multi-performance
characteristics optimization
Pankul Goel & Zahid A. Khan &
Arshad Noor Siddiquee & Shahrul Kamaruddin &
Rajeev Kumar Gupta
Received: 29 April 2011 /Accepted: 7 November 2011# Springer-Verlag London Limited 2011
Abstract An attempt has been made in this paper todetermine the optimal setting of slab milling process
parameters. Four process parameters, i.e. cutting fluid, cutting
speed, feed and depth-of-cut each at three levels except the
cutting fluid at two levels, were considered. The multi-
performance characteristics of the process were measured in
terms of surface integrity defined by surface roughness,
surface strain and micro-hardness of the work-piece.
Eighteen experiments, as per Taguchi’s L18 orthogonal
array, were performed on high-strength low-alloy steel.
Grey relational analysis, being a widely used technique for
multi-performance optimization, was used to determine
Grey relational grade. Subsequently, Taguchi responsetable method and ANOVA were used for data analysis.
Confirmation experiment was conducted to determine the
improvement in the surface integrity using this approach.
Results revealed that machining done in the presence of
cutting fluid, at a cutting speed of 1,800 r.p.m. with a feedof 150 mm/min and depth-of-cut of 0.23 mm, yielded the
optimum multi-performance characteristics of the slab
milling process. Further, the results of ANOVA indicated
that all four machining parameters significantly affected
the multi-performance with maximum contribution from
depth-of-cut (33.76%) followed by feed (24.02%), cutting
speed (16.29%) and cutting fluid (13.21%).
Keywords Slab milling . Surface integrity . Grey relational
grade . Multi-performance . Optimization
1 Introduction
Milling machine is a versatile machine tool and it is used to
machine many industrial components such as those used in
construction and farm machineries, mining and rail road
cars, various types of commercial and passenger vehicles,
earthmover barge and barrages. Most of these components
are produced from HSLA steels. The reliability of these
components to perform intended functions when put to
service depends to a greater extent on the machined
components’ surface integrity (SI). SI is concerned with
the quality and condition of the surface and subsurface of
the machined components. Field and Kahles [1] have
defined SI as the relationship between the physical
properties and the functional behaviour of a surface. SI is
determined by the geometrical values of the surface such as
surface roughness (for example, Ra and Rt ), the physical
properties such as residual stresses, hardness and structure
of the surface layers. In order to maintain a high production
rate with an acceptable quality level of the machined parts,
it is important to select the optimum combination of
P. Goel
Department of Mechanical Engineering,
Vidya College of Engineering,
Baghpat Road,
Meerut, Uttar Pradesh, India
Z. A. Khan : A. N. Siddiquee (*)
Department of Mechanical Engineering,Jamia Millia Islamia (A Central University),
New Delhi, India
e-mail: [email protected]
S. Kamaruddin
School of Mechanical Engineering, University Science Malaysia,
Nibong Tebal, Penang, Malaysia
R. K. Gupta
Delhi Institute of Tool Engineering,
Okhla,
New Delhi, India
Int J Adv Manuf Technol
DOI 10.1007/s00170-011-3763-y

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 2/13
machining parameters such as feed, cutting fluid, cutting
speed and depth-of-cut as these parameters have impact on
the multi-performance characteristics of the process like
surface roughness, strain hardening, micro-hardness and
microstructure which are indeed constituents of SI.
Literature reveals that there has been growing interest
amongst researchers to explore various aspects of SI of the
machined components. Sun and Guo [2] conducted a seriesof end milling experiments to comprehensively characterize
SI of Ti – 6Al – 4 V and concluded that (1) surface roughness
value increased with feed and radial depth-of-cut but had
much less variation in the selected cutting speed range, (2)
compressive residual normal stresses occurred in both
cutting and feed directions, while the influences of cutting
speed and feed on residual stress trend were quite different
and (3) the milled surface micro-hardness was about 70 –
90% higher than the bulk material in the subsurface. Gallab
and Sklad [3] studied the SI of Al – 20% SiC particulate
metal – matrix composites (PMMC) machined by polycrys-
talline diamond tools and observed that machining of PMMC is most economical and safe at a speed of 894 m
min−1, a depth-of-cut of 1.5 mm and feed rates as high as
0.45 mm rev−1 for which surface roughness Rmax should not
exceed 2.5 μ m. Khabeery et al. [4] studied the effect of
milling roller – burnishing parameters on SI of 6061-T6
aluminium alloy and observed that the optimum number of
passes should be three or four with maximum burnishing
speed 120 m/min to obtain high surface quality. Haron [ 5]
reported that the surface of titanium alloy Ti-6246 (Ti – 6Al –
2Sn – 4Zr – 6Mo) is easily damaged due to poor machinability
and also observed severe plastic deformation and hardening
after prolonged machining time with worn tools, especially
under dry cutting condition. Axinte and Dewes [6] conducted
SI study on hardened AISI H13 hot work tool steel by using
solid carbide ball nose-end mills coated with TiAlN on high
speed milling and concluded that (1) Ra values increased
when cutting speed increased and feed per tooth decreased
due to higher process instability. However, Ra values
decreased with 60° work-piece angle due to absence of the
rubbing effect caused by the centre of the tool at 0° for a
measured range of Ra 0.36 – 2.18 μ m; (2) No significant
white layers or other heat-affected zones were found below
the machined surface in all the tests and none of the variable
parameters affected micro-hardness significantly; (3)
Compressive stress decreased for two reasons: one
higher work-piece angle due to absence of the rubbing
(mechanical) effect caused by the centre of ball nose-
end mill and second for increasing cutting speed and
feed per tooth due to an increase in thermal effect on
the machined surface. Dhar et al. [7] found significant
improvement in the surface finish and dimensional
accuracy under cryogenic cooling. Novovic et al. [8]
performed conventional and non-conventional machining
processes on a variety of work-piece materials and
observed that machined surface roughness in excess of
0.1 μ m Ra has a strong influence on fatigue life in the
absence of residual stress, but for the range 2.5 – 5 μ m Ra ,
fatigue life is primarily dependent on work-piece residual
stress and surface microstructure. They, however, observed
that the presence of inclusions larger in size than the machined
surface roughness generally overrides the effect of surfacetopography. Dhar et al. [9] reported that surface rough-
ness of AISI-4340 steel was significantly reduced when
turning was performed with minimum quantity lubrica-
tion. Basavarajappa et al. [10] conducted drilling tests on
Al2219 – 15% SiCp and Al2219 – 15% SiCp – 3% graphite
(hybrid) composites and found that the surface roughness
decreased with the increase in cutting speed but increased
with the increase in feed rate. They also observed that
subsurface deformation extends up to a maximum of
120 μ m below the machined surface for Al2219/15%
SiCp – 3% Gr composite when compared to 150 μ m in
Al2219/15% SiCp composite. Javidi et al. [11] conductedan experimental study on 34CrNiMo6 where the effect of
turning showed that the residual stress on fatigue life is
more pronounced than the effect of surface roughness.
They also observed that plastic deformation of the grain
boundaries was found at the first 3 – 4 μ m of the subsurface
layer after machining.
Keeping in view the wide range of application of HSLA
milled components, an attempt has been made in this study to
optimize milling parameters such as feed, cutting fluid, cutting
speed and depth-of-cut for multi-performance characteristics
of the slab milling process defined by the work-piece surface
roughness, surface strain and micro-hardness. Taguchi-based
Grey relational analysis is used to determine Grey relational
grade which reflects multi-performance characteristics of
milling operation. Analysis of variance (ANOVA) is
employed to determine the machining parameters that
significantly affect the multi-performance and also the
percentage contribution of these parameters. Finally, the
confirmation test is carried out to validate the results of the
present study.
2 Experiments
2.1 Material, test condition and measurement
K-series solid carbide tool (Fig. 1) was used to perform slab
down milling operation. The cutting tool specifications were
as follows: type — ball nose tool, length=150 mm, number of
cutting teeth=04 and helix angle=30°. ASTM A572-grade
50 HSLA plates 700×400×100 mm in size were used as
work-piece material. The chemical composition of the work-
piece material is shown in Table 1.
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 3/13
The experimental studies were performed on a CNC
milling machine (make: MCM, Italy; model: connection;tool movement: X — 600 mm, Y — 680 mm, Z — 650 mm and
22 kW/3,500 rpm). The experimental setup is shown in
Fig. 2. A water-soluble mineral oil (trade name: BD68,
origin: Indian Oil Corporation Limited, India) was used as
cutting fluid. Different settings of cutting fluid, cutting
speed, feed and depth-of-cut were used in the experiments
(Table 2). The surface roughness of all the specimens was
measured using the Taylor – Hobson SurfCom instrument
(Fig. 3) for a sampling length of 5 mm as per the
recommendations of ASME B-46.1-2002. In order to
measure surface strain of the machined surface, square grid
of size 1×1 mm was formed on the entire surface of thespecimen with the help of a pantograph before machining.
During machining, the grids were plastically deformed due
to cutting force exerted by the tool. The amount of
deformation was measured using Mitutoyo profile projector
(×10) (Fig. 4) at three different points on the machined
surface. Out of three values of the measured deformation,
the maximum value was considered which represented the
surface strain. Prior to the measurement of micro-hardness,
the metallographic finish of each specimen was done on a
disc polishing machine by using abrasive (grit sizes 200,
300, 500, 800, 1,000, 1,500 and 2,000, respectively) and
Al2O3 (grades III, II and I, respectively). Subsequently,micro-hardness of specimens was measured by using
Mitutoyo micro-hardness tester (Fig. 5).
After performing machining operations on the speci-
mens, the micrograph of each specimen in the region of
maximum shear strain was also obtained to study the
surface microstructure. The micrographs were taken at ×400
magnification using a Rsamet Unitrom optical microscope.
The micrographs of the specimens for the 18 experiments are
shown in Fig. 6.
2.2 Design of experiment based on Taguchi method
The experiments were conducted based on Taguchi’s
experimental design for which an appropriate orthogonal
array was selected. To select an appropriate orthogonal
array for the experiments, the total degrees of freedom are
computed. The degrees of freedom are defined as the
number of comparisons between design parameters that
need to be made to determine which level is better and
specifically how much better it is. For example, a three-
level design parameter counts for two degrees of freedom.
The degrees of freedom associated with the interaction
between two design parameters are given by the product of
the degrees of freedom for the two design parameters.
Therefore, there are seven degrees of freedom owing to
there being four machining parameters in the slab down-
milling operation. Once the required degrees of freedom are
Fig. 2 Experimental setup
Fig. 1 Carbide tool
Table 1 Material composition
Element Concentration
(% by weight)
Element Concentration
(% by weight)
Iron 98.31 Aluminium 0.004
Carbon 0.187 Copper 0.011
Silicon 0.039 Tin 0.000
Manganese 1.35 Niobium 0.001
Sulphur 0.025 Cobalt 0.002
Phosphorous 0.027 Boron 0.000
Nickel 0.012 Lead 0.001
Chromium 0.010 Vanadium 0.001
Molybdenum 0.014 Zirconium 0.001
Table 2 Machining settings used in the experiments
Factor
identifier
Factor Unit Level 1 Level 2 Level 3
A Cutting fluid – Absent Present –
B Cutting speed r.p.m. 1,800 2,300 2,800
C Feed mm/min 150 225 300
D Depth of cut mm 0.13 0.18 0.23
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 4/13
k no wn , the n ex t s te p is to s elec t a n a pp ro pria te
orthogonal array to fit the specific task. Basically, the
degrees of freedom for the orthogonal array should be
greater than or at least equal to those for the design
parameters. In this study, an L18 orthogonal array with
18 rows (corresponding to the number of experiments)
was chosen for the experiments (Table 3). L18 array has a
special property that the two-way interactions between the
various parameters are partially confounded with various
columns and hence their effect on the assessment of the
main effects of the various parameters is minimized. With
L18 array, the main effects of different process parameters
can be assessed with reasonable accuracy. According to
the scheme of the experimentation outlined in L18 OA
(Table 3), slab milling operations were performed on
HSLA work-piece.
3 Analysis method
3.1 Signal-to-noise ratio
Taguchi method is one of the simplestand effective approaches
for parameter design and experimental planning [12]. In thismethod, the term ‘signal’ represents the desirable value
(mean) for the output characteristic and the term ‘noise’
represents the undesirable value (S.D.) for the output
characteristic. Therefore, the S / N ratio is the ratio of the
mean to the S.D. There are three types of S / N ratio depending
on the type of characteristics — the lower the better, the higher
the better, and the nominal the better. The S / N ratio with a
“the lower the better ” characteristic can be expressed as [13]:
hij ¼ À10 log1
n Xn
j ¼1
y2ij
!ð1Þ
The S / N ratio with a “the nominal the better ” characteristic
can be expressed as [13]:
hij ¼ À10 log1
ns
Xn
j ¼1
y2ij
!ð2Þ
The S / N ratio with a “the higher the better ” characteristic
can be expressed as [13]:
hij ¼ À10 log1
n
Xn
j ¼1
1
y2ij
!ð3Þ
where yij is the ith experiment at the j th test, n is the total
number of the tests and s is the standard deviation.
Regardless of category of the performance characteristics,
a greater η value corresponds to a better performance.
3.2 Data pre-processing
In Grey relational analysis, the function of factors is
neglected in situations where the range of the sequence is
large or the standard value is enormous. However, thisFig. 4 Mitutoyo profile projector
Fig. 3 Taylor – Hobson SurfCom instrument Fig. 5 Mitutoyo micro-hardness tester
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 5/13
analysis might produce incorrect results if the factors, goals
and directions are different. Therefore, one has to pre-process
the data which are related to a group of sequences, which is
called “Grey relational generation” [13]. Data preprocessing
is a process of transferring the original sequence to a
comparable sequence. For this purpose, the experimental
results are normalized in the range between zero and one.
The normalization can be done from three different
approaches [14]. If the target value of original sequence is
infinite, then it has a characteristic of “the larger the better ”.
The original sequence can be normalized as follows [14]:
x»
i ðk Þ ¼x»
i ðk Þ À min x0i ðk Þ
max x0i ðk Þ À min x0
i ðk Þð4Þ
If the expectancy is “the smaller the better ”, then the
original sequence should be normalized as follows:
x»
i ðk Þ ¼max x0
i ðk Þ À x0i ðk Þ
max x0
i
ðk Þ À min x0
i
ðk Þð5Þ
However, if there is a definite target value to be
achieved, the original sequence will be normalized in the
form:
x»
i ðk Þ ¼ 1 Àx0
i ðk Þ À x0
max x0i ðk Þ À x0
ð6Þ
or the original sequence can be simply normalized by
the most basic methodology, i.e. let the values of
Fig. 6 Micrographs of the specimens: a Experiment no. 1. b
Experiment no. 2. c Experiment no. 3. d Experiment no. 4. e
Experiment no. 5. f Experiment no. 6. g Experiment no. 7.
h Experiment no. 8. i Experiment no. 9. j Experiment no. 10. k
Experiment no. 11. l Experiment no. 12. m Experiment no. 13. n
Experiment no. 14. o Experiment no. 15. p Experiment no. 16. q
Experiment no. 17. r Experiment no. 18
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 6/13
original sequence be divided by the first value of
sequence:
x»
i ðk Þ ¼x0
i ðk Þ
x0i ð1Þ
ð7Þ
where x»
iðk Þ is the value after Grey relation generation
(data pre-processing), max x0
iðk Þ is the largest value
of x0
i ðk Þ, min x0
i ðk Þ is the smallest value of x0
i ðk Þ and x0
is the desired value.
3.3 Grey relational coefficient and Grey relational grade
Following data pre-processing, a Grey relational coefficient
is calculated to express the relationship between the ideal
and actual normalized experimental results. The Grey
relational coefficient can be expressed as follows [14]:
xiðk Þ ¼Δmin þ " :Δmax
Δ0iðk Þ þ " :Δmax
ð8Þ
where Δ0i(k ) is the deviation sequence of the reference
sequence x»
0ðk Þ and the comparability sequence x
»
iðk Þ,
namely,
Δ0iðk Þ ¼ x»
0ðk Þ À x»
i ðk Þ ;
Δmax ¼ max8 j "i
max8k
x»
0ðk Þ À x»
j ðk Þ ;
Δmin ¼ min8 j "i
min8k
x»
0ðk Þ À x»
j ðk Þ ;
" is distinguishing or identification coefficient: " ∈[0,1], " =
0.5 is generally used.
After obtaining the Grey relational coefficient, its
average is calculated to obtain the Grey relational grade.
The Grey relational grade is defined as follows14:
g i ¼1
n Xn
k ¼1
xiðk Þ ð9Þ
However, since in real application the effect of each
factor on the system is not exactly same, Eq. 9 can be
modified as:
g i ¼Xn
k ¼1
wk :xiðk ÞXn
k ¼1
wk ¼ 1 ð10Þ
where wk represents the normalized weighting value of
factor k . Given the same weights, Eqs. 9 and 10 are equal.
In Grey relational analysis, the Grey relational grade is used
to show the relationship among the sequences. If the two
sequences are identical, then the value of Grey relational grade
is equal to 1. The Grey relational grade also indicates the degree
of influence that the comparability sequence could exert over
the reference sequence. Therefore, if a particular comparability
sequence is more important than the other comparability
sequence to the reference sequence, then the Grey relational
grade for that comparability sequence and reference sequence
will be higher than other Grey relational grades [15]. In this
study, the importance of both the comparability sequence and
reference sequence is treated as equal.
Table 3 Experimental design
using L18 orthogonal Experiment no. A B C D Surface roughness,
Ra (μ m)
Max surface strain Micro-hardness HV
1 1 1 1 1 0.2427 0.3180 162
2 1 1 2 2 0.2419 0.3230 163
3 1 1 3 3 0.2538 0.3895 160
4 1 2 1 1 0.2224 0.3120 161
5 1 2 2 2 0.2212 0.2970 153
6 1 2 3 3 0.2889 0.2820 163
7 1 3 1 2 0.2948 0.2830 167
8 1 3 2 3 0.2413 0.3000 165
9 1 3 3 1 0.2638 0.3110 166
10 2 1 1 3 0.3121 0.2980 176
11 2 1 2 1 0.2337 0.3180 169
12 2 1 3 2 0.2697 0.2670 174
13 2 2 1 2 0.2365 0.2720 179
14 2 2 2 3 0.261 0.2520 173
15 2 2 3 1 0.2635 0.2460 161
16 2 3 1 3 0.2775 0.2470 179
17 2 3 2 1 0.2434 0.2450 168
18 2 3 3 2 0.2998 0.2730 167
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 7/13
4 Analysis and discussion of experimental results
4.1 Optimal parameter combination
The work-piece surface roughness, surface strain and
micro-hardness for different combinations of milling
parameters of 18 experimental runs are listed in Table 3.
The following sequential steps were adopted to determinethe optimal combination of the slab milling process
parameters based on Grey relational analysis:
1. S / N ratios for the experimental data were calculated.
2. The S / N ratios were normalized.
3. Corresponding Grey relational coefficients were calculated.
4. The Grey relational grades were calculated.
5. ANOVA was carried out to determine the significant
contribution of the factors.
6. Confirmation test was carried out to check the validity
of the results.
As far as SI is concerned, the lower surface roughness,the lower surface strain and the lower micro-hardness are
indications of better performance. The S / N ratios of the
work-piece surface roughness, surface strain and micro-
hardness for 18 experimental runs calculated using Eq. 1
are listed in Table 4.
The values of surface roughness, surface strain and micro-
hardness are set to be the reference x»
0ðk Þ, k=1 - 3. Moreover;
the results of 18 experiments were the comparability
sequences x»
iðk Þ , i=1,2,3…18, k=1 - 3. Table 5 lists all of
the sequences following data pre-processing of surface
roughness, surface strain and micro-hardness by using Eq. 5.Table 4 The S / N ratio
Experiment no. A B C D S / N ratio (dB)
Surface
roughness
Max surface
strain
Micro-
hardness
1 1 1 1 1 12.30 9.95 −44.19
2 1 1 2 2 12.33 9.82 −44.24
3 1 1 3 3 11.91 8.19 −44.08
4 1 2 1 1 13.06 10.12 −44.14
5 1 2 2 2 13.10 10.54 −43.69
6 1 2 3 3 10.79 11.00 −44.24
7 1 3 1 2 10.61 10.96 −44.45
8 1 3 2 3 12.35 10.46 −44.35
9 1 3 3 1 11.57 10.14 −44.40
10 2 1 1 3 10.11 10.52 −44.91
11 2 1 2 1 12.63 9.95 −44.56
12 2 1 3 2 11.38 11.47 −44.81
13 2 2 1 2 12.52 11.31 −45.06
14 2 2 2 3 11.67 11.97 −44.76
15 2 2 3 1 11.58 12.18 −44.14
16 2 3 1 3 11.13 12.15 −45.06
17 2 3 2 1 12.27 12.22 −44.51
18 2 3 3 2 10.46 11.28 −44.45
Table 5 The sequences of each performance characteristic after data
pre-processing
Experiment no. Surface
roughness
Surface
strain
Micro-hardness
Reference sequence 1.0000 1.0000 1.0000
1 0.2694 0.5625 0.3642
2 0.2599 0.5962 0.40343 0.3994 1.0000 0.2850
4 0.0157 0.5214 0.3247
5 0.0000 0.4152 0.0000
6 0.7756 0.3034 0.4034
7 0.8343 0.3110 0.5579
8 0.2526 0.4368 0.4811
9 0.5116 0.5145 0.5196
10 1.0000 0.4224 0.8923
11 0.1597 0.5625 0.6337
12 0.5759 0.1855 0.8195
13 0.1943 0.2255 1.0000
14 0.4806 0.0608 0.7828
15 0.5083 0.0088 0.3247
16 0.6587 0.0175 1.0000
17 0.2778 0.0000 0.5959
18 0.8832 0.2334 0.5579
Table 6 The deviation sequences
Deviation sequences Δ0i(1) Δ0i(2) Δ0i(3)
Experiment no. 1 0.7306 0.4375 0.6358
Experiment no. 2 0.7401 0.4038 0.5966
Experiment no. 3 0.6006 0.0000 0.7150
Experiment no. 4 0.9843 0.4786 0.6753
Experiment no. 5 1.0000 0.5848 1.0000
Experiment no. 6 0.2244 0.6966 0.5966
Experiment no. 7 0.1657 0.6890 0.4421
Experiment no. 8 0.7474 0.5632 0.5189
Experiment no. 9 0.4884 0.4855 0.4804
Experiment no. 10 0.0000 0.5776 0.1077
Experiment no. 11 0.8403 0.4375 0.3663
Experiment no. 12 0.4241 0.8145 0.1805
Experiment no. 13 0.8057 0.7745 0.0000
Experiment no. 14 0.5194 0.9392 0.2172
Experiment no. 15 0.4917 0.9912 0.6753
Experiment no. 16 0.3413 0.9825 0.0000
Experiment no. 17 0.7222 1.0000 0.4041
Experiment no. 18 0.1168 0.7666 0.4421
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 8/13
Also, the deviation sequences Δ0i, Δmax(k) and Δmin(k)
for i=1 – 18 and k =1 – 3 can be calculated as follows:
Δ01ð1Þ ¼ x»
0ð1Þ À x»
1ð1Þ
¼ 1:0000 À 0:2694j j ¼ 0:7306
Δ01ð2Þ ¼ x»
0ð2Þ À x»
1ð2Þ ¼ 1:0000 À 0:5625j j ¼ 0:4375
Δ01ð3Þ ¼ x»
0ð3Þ À x»
1ð3Þ ¼ 1:0000 À 0:3642j j ¼ 0:6358
So, Δ01(1)=(0.7306,0.4375,0.6358)
T he res ults o f a ll Δ0i for i = 1 – 18 are given in
Table 6. Using Table 6, Δmax and Δmin can be found as
follows:
Δmax ¼ Δ05ð1Þ ¼ Δ17ð2Þ ¼ Δ05ð3Þ ¼ 1:0000
Δmin ¼ Δ10ð1Þ ¼ Δ03ð2Þ ¼ Δ13ð3Þ ¼ 0:0000
The distinguishing coefficient ζ can be substituted for
the Grey relational coefficient in Eq. 8. If all the process
parameters have equal weighting, ζ is 0.5. Table 7 lists
the Grey relational coefficient and grade for each
experiment of the L18 orthogonal array by applying
Eqs. 8 and 10. According to performed experiment
design, it is clearly observed from Table 7 and the Grey
relational grade graph (Fig. 7) which shows the change
in the response when the factors go from one level to
other that the milling parameters’ setting of experiment
no. 10 has the highest Grey relation grade. Thus, the
tenth experiment gives the best multi-performance
characteristics of the slab milling process among the 18
experiments.
The response table of Taguchi method was employed
to calculate the average Grey relational grade for each
factor level. The procedure was to group the relational
Fig. 7 Graph of Grey relational grade Fig. 8 Effect of milling parameter levels on multi-performance
Table 8 Response table for Grey relational grade
Symbol Milling machining
parameter
Level 1 Level 2 Level 3 Max – min
A Cutting fluid 0.4849 0.5543 – 0.0694
B Cutting speed 0.5603 0.4678 0.5306 0.0924
C Feed 0.5683 0.4564 0.5339 0.1119
D Depth of cut 0.4501 0.5228 0.5858 0.1358
Table 7 The calculated Grey relational coefficient and Grey relational
grade and its orders for 18 comparability sequences
Experiment
no.
Grey relational coefficients Grey
relational
grade
Orders
Surface
roughness
Maximum
surface strain
Micro-
hardness
1 0.4063 0.5334 0.4402 0.4600 13
2 0.4032 0.5532 0.4560 0.4708 12
3 0.4543 1.0000 0.4115 0.6219 3
4 0.3369 0.3917 0.4254 0.3847 17
5 0.3333 0.4609 0.3333 0.3759 18
6 0.6902 0.4178 0.4560 0.5213 8
7 0.7511 0.4205 0.5307 0.5675 6
8 0.4008 0.4703 0.4907 0.4540 14
9 0.5059 0.5074 0.5100 0.5077 10
10 1.0000 0.4640 0.8228 0.7623 1
11 0.3730 0.5334 0.5772 0.4945 11
12 0.5410 0.3804 0.7347 0.5521 7
13 0.3829 0.3923 1.0000 0.5917 414 0.4905 0.3474 0.6971 0.5117 9
15 0.5042 0.3353 0.4254 0.4216 16
16 0.5943 0.3373 1.0000 0.6439 2
17 0.4091 0.3333 0.5530 0.4318 15
18 0.8106 0.3948 0.5307 0.5787 5
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 9/13
grades firstly by factor level for each column in theorthogonal array and then to average them. For instance,
the Grey relational grade for factor A at level 1 and level2 can be calculated as follows:
A1 ¼ 0:4600 þ 0:4708 þ 0:6219 þ 0:3847 þ 0:3759 þ 0:5213 þ 0:5675 þ 0:4540 þ 0:5077ð Þ=9 ¼ 0:4849
A2 ¼ 0:7623 þ 0:4945 þ 0:5521 þ 0:5917 þ 0:5117 þ 0:4216 þ 0:6439 þ 0:4318 þ 0:5787ð Þ=9 ¼ 0:5543
Using the same method, calculations were performed for
each milling parameter level and the response table was
constructed as shown in Table 8. Since the Grey relational
grades represented the level of correlation between the
reference and the comparability sequences, the larger Greyrelational grade means the comparability sequence exhibits
a stronger correlation with the reference sequence. There-
fore, the comparability sequence has a larger value of Grey
relational grade for the surface roughness, surface strain
and micro-hardness. Based on this hypothesis, this study
selects the level that provides the largest average response.
Figure 8 is the response graph for the milling parameters
and shows the mean value of Grey relational grade at
different levels of each milling parameter. The dashed line
in this figure is the value of the total mean of the Grey
relational grade. Basically, the larger the Grey relational
grade, the better are the multi-performance characteristics.From Table 8 and Fig. 8, it can be seen that A2, B1, C 1 and
D3 show the largest value of Grey relational grade for
factors A, B, C and D, respectively. Therefore, A2 B1C 1 D3 is
the condition for the optimal parameter combination for the
multi-performance characteristic of the slab milling process.
The optimum cutting condition obtained in the present
study that yields the smallest surface roughness, smallest
surface strain and smallest micro-hardness appears to be
quite logical. In the presence of cutting fluid, the effective
friction is low, which in turn increases the shear angle. The
increase in shear angle reduces the shear strain. Further, as
the down milling operation was performed with a helicalslab milling cutter, the chip thickness as well as the cutting
forces per teeth increased gradually and the surface
roughness obtained was less. When cutting speed and feed
at low level, i.e. level one, are used, then the feed per tooth
is small and this condition leads to reduced surface finish
and reduced surface residual strain.
When the last column of Table 8 was compared, it isobserved that the difference between the maximum and
minimum value of the Grey relational grade for factor D is
the largest followed by factors C , B and A. This indicates
that the depth-of-cut has a stronger effect on the multi-
performance characteristics followed by feed, cutting
speed and cutting fluid.
To estimate parameter interaction effects, interaction tables
were used [16]. Tables 9, 10, 11, 12, 13 and 14 display the
interaction response for A× B, A×C , A× D, B×C , B× D and
C × D, respectively. Here A – L1 denotes factor A at level 1,
with similar nomenclature for the others. The data shown in
the interaction response tables are calculated from Table 7.As an example, the data under A – L1 and B – L1 in Table 9
are the averages of the results of experiment trials 1 – 3 where
A was at level 1 and, at the same time, B was also at level 1.
The data in the other positions of the table were determined
using the same procedure [17]. These tables are also shown
in graphical form in Figs. 9, 10, 11, 12, 13 and 14,
respectively. If the lines on the interaction plots are non-
parallel interactions occur, and if the lines cross strong
interactions occur between factors [16]. It can be seen that
Figs. 9 and 11 reveal no interaction, while Figs. 10, 12, 13
and 14 exhibit a strong interaction, respectively. Because the
interaction response for A× B as well as A× D is not obvious,these interactions were not considered in the present study.
Table 12 Interaction response for B×C
B×C B — L1 B — L2 B — L3
C — L1 0.6112 0.4882 0.6057
C — L2 0.4827 0.4438 0.4429
C — L3 0.5870 0.4715 0.5432
A×C A — L1 A — L2
C — L1 0.4707 0.6659
C — L2 0.4336 0.4793
C — L3 0.5503 0.5175
Table 10 Interaction response
for A×C
A× D A — L1 A — L2
D — L1 0.4508 0.5742
D — L2 0.4714 0.4793
D — L3 0.5324 0.6393
Table 11 Interaction response
for A×D A× B A — L1 A — L2
B — L1 0.5176 0.6029
B — L2 0.4273 0.5083
B — L3 0.5097 0.5514
Table 9 Interaction response
for A×B
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 10/13
Figure 10 reveals that when machining is done in the
presence of cutting fluid at low speed, then the multi-
performance, i.e. the Grey relational grade, is maximum.
Figure 10 further shows that, on increase of speed, the Grey
relational grade drops at intermediate level of speed and
subsequently stabilizes. When the machining is performed
in the absence of cutting fluid, the grade is lower at lower
speed but it increases slightly when speed is increased. It is
also interesting to observe that the multi-performance
characteristic of the process is marginally affected by the
cutting speed when the machining is performed in the
absence of cutting fluid (Fig. 10). At lower cutting speed,the cutting fluid plays a predominant role as a lubricant and
it leads to better surface finish, which is one of the response
variables, while on increasing cutting speed the cutting
forces are lower and the rise in cutting temperature is
contained by the cooling action, causing the strain
hardening and residual strain to increase. This results in
the drop in Grey relational grade. On further increase in
cutting speed from intermediate level to higher level, the
temperature rises as the response time for the cutting
fluid decreases. The lower machining forces and higher
temperature at higher cutting speed result in lower strain
and residual stress but higher surface finish, and thusthe Grey relational grade is marginally improved.
During machining in the absence of cutting fluid,
friction is higher and the increase in cutting speed
reduces force and improves the surface finish, while the
rise in temperature further increases the friction. The
effect of temperature rise and cutting speed mutually
contradict each other and the effect of increase in
cutting speed affects the Grey relational grade marginally.
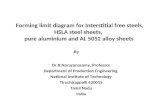
Figure 12 depicts that the interaction between cutting
speed and feed has a strong effect on the Grey relational
grade. It shows that machining at high speed with low as
well as intermediate feed (translated into 53 and 80 μ m per revolution, respectively) causes low surface roughness and
also low strain (due to higher machining temperature).
Thus, at higher levels of speed, highest Grey grade is
observed when the feed is low. It is only expected that
under these machining conditions the surface finish and
machining forces (and hence the residual stress) both cause
the grade to increase. At intermediate speed, however, theunstable built-up-edge condition prevails, causing the Grey
grade to be kept low, and for all levels of feed at
intermediate speed the Grey grade does not change much
and remains lowest.
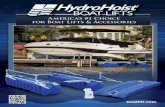
Figure 13 exhibits a strong interaction effect of cutting
speed and depth-of-cut on the Grey relational grade. The
increase in surface residual strain and surface roughness
during increase in the depth coupled with the higher levels
of machining speed gets compounded and consequently the
Grey grade reduces. Machining at lower speed and at
higher values of the depth-of-cut causes increase in shear
angle, which consequently reduces the residual stresses.Thus, an improvement in Grey relational grade is seen on
increase in depth-of-cut when machining is done at lower
levels of speed.
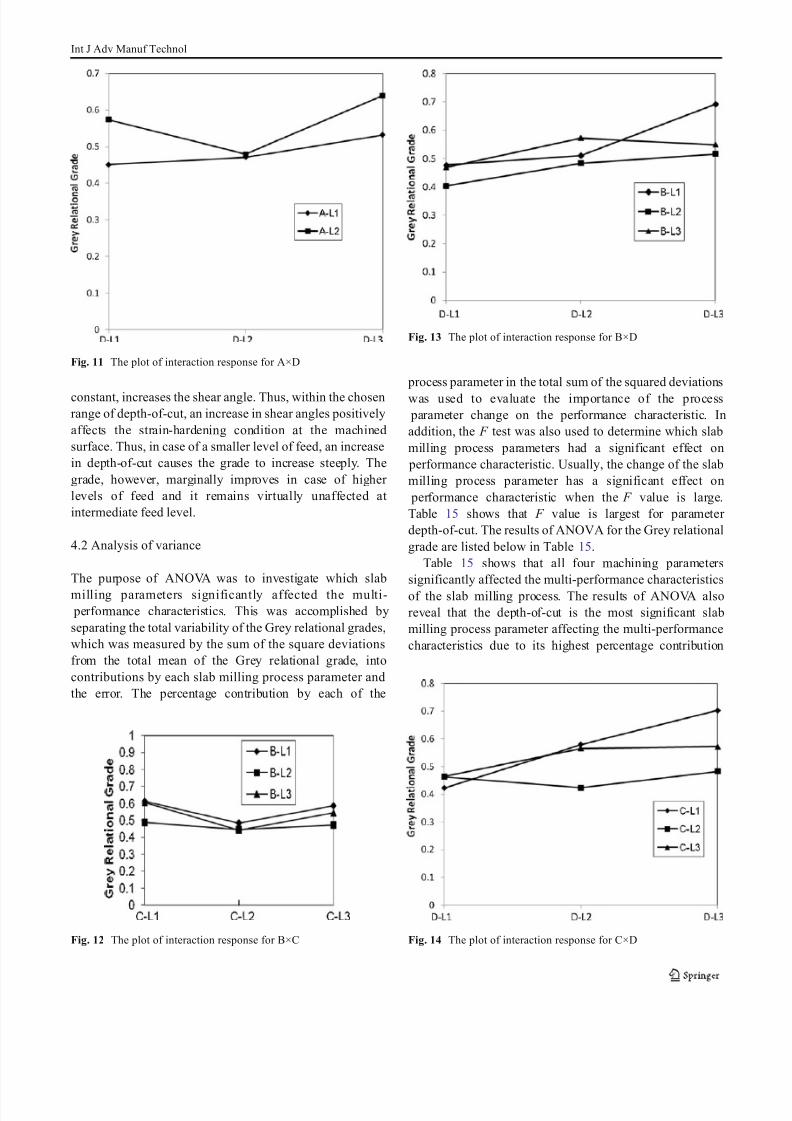
Figure 14 displays a strong interaction effect of feed and
depth-of-cut on the Grey relational grade. The grade
remains virtually unaffected with respect to increase in
depth-of-cut at intermediate feed. At lower feed, a
continuous increase in grade is seen as depth-of-cut is
increased. The increase in grade is, however, marginal at
higher feed levels. The smaller feed gives better surface
finish but an increase in depth-of-cut, keeping the feed
Fig. 10 The plot of interaction response for A×C
Fig. 9 The plot of interaction response for A×B
Table 14 Interaction response for C×D
C × D C — L1 C — L2 C — L3
D — L1 0.4224 0.4632 0.4647
D — L2 0.5796 0.4234 0.5654
D — L3 0.7031 0.4829 0.5716
Table 13 Interaction response for B×D
B× D B — L1 B — L2 B — L3
D — L1 0.4773 0.4032 0.4698
D — L2 0.5115 0.4838 0.5731
D — L3 0.6921 0.5165 0.5489
Int J Adv Manuf Technol
8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 11/13
constant, increases the shear angle. Thus, within the chosen
range of depth-of-cut, an increase in shear angles positively
affects the strain-hardening condition at the machined
surface. Thus, in case of a smaller level of feed, an increase
in depth-of-cut causes the grade to increase steeply. The
grade, however, marginally improves in case of higher
levels of feed and it remains virtually unaffected at
intermediate feed level.
4.2 Analysis of variance
The purpose of ANOVA was to investigate which slab
milling parameters significantly affected the multi-
performance characteristics. This was accomplished by
separating the total variability of the Grey relational grades,
which was measured by the sum of the square deviations
from the total mean of the Grey relational grade, into
contributions by each slab milling process parameter and
the error. The percentage contribution by each of the
process parameter in the total sum of the squared deviations
was used to evaluate the importance of the process
parameter change on the performance characteristic. In
addition, the F test was also used to determine which slab
milling process parameters had a significant effect on
performance characteristic. Usually, the change of the slab
milling process parameter has a significant effect on
performance characteristic when the F value is large.
Table 15 shows that F value is largest for parameter
depth-of-cut. The results of ANOVA for the Grey relational
grade are listed below in Table 15.
Table 15 shows that all four machining parameters
significantly affected the multi-performance characteristics
of the slab milling process. The results of ANOVA also
reveal that the depth-of-cut is the most significant slab
milling process parameter affecting the multi-performance
characteristics due to its highest percentage contribution
Fig. 14 The plot of interaction response for C×D
Fig. 13 The plot of interaction response for B×D
Fig. 12 The plot of interaction response for B×C
Fig. 11 The plot of interaction response for A×D
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 12/13
amongst the selected process parameters. Table 9 further
shows that the percentage contribution of other parameters
in decreasing order is feed (24.01%), cutting speed
(16.29%) and cutting fluid (13.21%).
The micrographs shown in Fig. 6 suggest that in all
cases the grains have been elongated in the direction of
machining. It also appears that in all such experimental
conditions where cutting fluid was not applied (experi-ment numbers 5 to 9) and cutting speed, depth-of-cut and
feed are relatively higher, the strain is less and grain size is
large. It may be inferred that dynamic strain relieving
occurred in all such cases. Further, when the cutting fluid
was used at a relatively higher speed the temperature rose
quickly, but due to the cooling effect of the cutting fluid
the temperature decreased rapidly. This might have caused
lower strains and formation of small-sized elongated
grains. Such conditions are observed in experimental
conditions 16 to 18.
4.3 Confirmation test
After obtaining the optimal level of the slab milling process
parameters, the next step is to verify the percentage change
of Grey relational grade between predicted and experimental
values for the optimal combination. Table 16 compares the
results of the confirmation experiments using the optimal
slab milling process parameters ( A2 B1C 1 D3) obtained by the
proposed method.
As shown in Table 10, that Grey relational grade
improved from 0.7100 to 0.7623 (an improvement of
7.36%), which shows that optimal combination of the slab
milling process parameters is good enough to meet the
requirement.
5 Conclusion
This paper has presented an effective approach for theoptimization of the slab milling process of HSLA steel
with multi-performance characteristics based on the
combined Taguchi method and Grey relational analysis.
Based on the results of the present study, the following
conclusions are drawn:
& The optimum combination of slab milling parameters
and their levels for the optimum multi-performance
characteristics of the slab milling process are A2 B1C 1 D3
(i.e. cutting fluid — present, cutting speed — 1,800 r.p.m.,
feed — 150 mm/min and depth-of-cut — 0.23 mm).
& All four machining parameters, i.e. cutting fluid,
cutting speed, feed and depth-of-cut, significantly
affect the multi-performance characteristics of the
slab milling process investigated in this study. The
percent contributions of depth-of-cut, feed, cutting
speed and cutting fluid are 33.76, 24.01, 16.29 and
13.21, respectively.
& An improvement of 7.36% in the multi-performance
characteristics, i.e. Grey relational grade, was achieved
through this approach.
& The grains get elongated in the direction of machining.
The grain growth is restricted owing to the use of
cutting fluid as it reduces the after effects of heat
produced during machining.
& The absence of cutting fluid during machining leads to
grain growth due to prevailing higher temperature
during machining, which indeed alters the surface
microstructure.
& The interactions between cutting fluid and feed ( A×C ),
cutting speed and feed ( B ×C ), cutting speed and depth-
of-cut ( B× D) and feed and depth-of-cut (C × D) signifi-
cantly affect the multi-performance characteristic, i.e.
Grey relational grade.
Table 15 Results of the analysis of variance
Symbol Machining parameters Degrees of freedom Sum of square Mean square F ratio P -value Contribution (%)
A Cutting fluid 1 0.0217 0.0217 10.38 0.0091 13.21
B Cutting speed 2 0.0267 0.0134 6.40 0.0162 16.29
C Feed 2 0.0394 0.0197 9.43 0.005 24.02
D Depth of cut 2 0.0554 0.0277 13.26 0.0015 33.76
Error 10 0.0209 0.0021 12.73
Total 17 0.1641 100.00
Table 16 Results of confirmation test
Optimal machining parameters
Prediction Experiment % improvement
Level A2 B1C 1 D3 A2 B1C 1 D3
Surface roughness 1.0000
Shear strain 0.4640
Micro-hardness 0.8228
Grey relational grade 0.7100 0.7623 7.36
Int J Adv Manuf Technol

8/3/2019 Influence of Slab Milling Process Parameters on Surface Integrity of HSLA- A Multi-performance Characteristics Opti…
http://slidepdf.com/reader/full/influence-of-slab-milling-process-parameters-on-surface-integrity-of-hsla- 13/13
References
1. Field M, Kahles J (1971) Review of surface integrity of machined
components. Ann CIRP 20(2):153 – 163
2. Sun J, Guo YB (2009) A comprehensive experimental study on
surface integrity by end milling Ti – 6Al – 4V. J Mater Process
Technol 41(12):1705 – 1719
3. El-Gallab M, Sklad M (1998) Machining of Al/SiC particulate
metal matrix composites: part II: workpiece surface integrity. JMater Process Technol 209(8):4036 – 4042
4. El-Khabeery MM, El-Axir MH (2001) Experimental techniques
for studying the effects of milling roller-burnishing parameters on
surface integrity. Int J Mach Tool Manuf 41(12):1705 – 1719
5. Che-Haron CH (2001) Tool life and surface integrity in turning
titanium alloy. J Mater Process Technol 118(1 – 3):231 – 237
6. Axinte DA, Dewes RC (2002) Surface integrity of hot work tool
steel after high speed milling — experimental data and empirical
models. J Mater Process Technol 127(3):325 – 335
7. Dhar NR, Paul S, Chattopadhayay AB (2002) Machining of AISI
4140 steel under cryogenic cooling — tool wear, surface roughness
and dimensional deviation. J Mater Proc Technol 123(3):483 – 489
8. Novovic D, Dewes RC, Aspinwall DK, Voice W, Bowen P (2004)
The effect of machined topography and surface integrity on
fatigue life. Int J Mach Tool Manuf 44(2 – 3):125 – 1349. Dhar NR, Kamruzzaman M, Mahiuddin A (2006) Effect of
minimum quantity lubrication (MQL) on tool wear and surface
roughness in turning AISI-4340 steel. J Mater Process Technol
172(2):299 – 304
10. Basavarajappa S, Chandramohan G, Prabu M, Mukund K,
Ashwin M (2007) Drilling of hybrid metal matrix composites —
workpiece surface integrity. Int J Mach Tool Manuf 47(1):92 – 96
11. Javidi A, Rieger U, Eichlseder W (2008) The effect of machining
on the surface integrity and fatigue life. Intern J Fatigue 30
(10 – 11):2050 – 2055
12. Ross PJ (1988) Taguchi techniques for quality engineering.
McGraw-Hill, New York 13. Siddiquee AN, Khan ZA, Mallick Z (2010) Grey relational
analysis coupled with principal component analysis for optimization
design of the process parameters in in-feed centreless cylindrical. Int
J Adv Manuf Technol 46:983 – 992
14. Khan ZA, Kamaruddin S, Siddiquee AN (2010) Feasibility study
of use of recycled high density polyethylene and multi response
optimization of injection moulding parameters using combined
Grey relational and principal component analyses. Mater Des
31:2925 – 2931
15. Yang YY, Shie JR, Huang CH (2006) Optimization of dry
machining parameters for high purity graphite in end-milling
process. Mater Manuf Process 21:832 – 837
16. Phadke SM (1989) Quality engineering using robust design.
Prentice-Hall, New York
17. Unal R, Stanley DO, Joyner CR (1993) Propulsion system designoptimization using the Taguchi method. IEEE Trans Eng Manag
40:315 – 322
Int J Adv Manuf Technol