
Location of Australian ore deposits e.g. iron ore, copper ore, gold and diamonds.

1
Influence of high grade iron ore usage on the performance of SEA Blast
Furnaces
BY
OLIVEIRA, M. VINICIUS *; KUMAR, PRACHETHAN **; OLIVEIRA, DAUTER. ***
SYNOPSIS
With growing demand for steel in the region of South East Asia (SEA), we have recently seen
announcements of new steel plant projects. Most of these are fully integrated steel complex
through BF-BOF route. The successful operation of these plants depends on many parameters
and one such important parameter is raw materials. Among these raw materials iron ore plays
a vital role in the efficient operation of hot metal production in terms of energy saving, lower
cost production, environmental impacts. Availability of iron ore and stable supply is the key
for efficient operation. Apart from that, Iron oxides with right physical, chemical and
metallurgical properties are important for stable operation and to attain high performance
levels. Vale, the largest iron ore producer in the world, has brought its mines located in Brazil
closer to this region of SEA by building a distribution centre in Lumut, Malaysia which can
supply high grade iron ore as per requirements of existing and new steel plants in the region.
This distribution centre also offers flexible logistics and timely delivery due to its proximity to
the region. Extensive efforts have been undertaken to develop specifications of iron ore which
is most suitable for the region. The high grade iron ore having high Fe with optimum
Al2O3/SiO2 ratio with low LOI helps improve sinter strength, reduce BF slag rate and fuel rate,
and thereby improve overall productivity and efficiency. This would also bring significant
improvements on environmental impact and cost efficiency. Several pilot scale studies and trial
tests were conducted to understand the impact on the performance of sintering and blast
furnace, which will be discussed in detail in this paper. This paper will also discuss the impact
of using high grade ore to the performance of Sintering and Blast Furnace processes in terms
of energy savings, CO2 emissions, and logistic benefits to the mills in the region.
Keywords: high grade iron ore, sinter, blast furnace, Brazilian fines, pot sinter, Alumina
* Msc. Metallurgical Engineer - R&D Technical marketing – Vale S.A. - Brasil
** B.E. Metallurgical Engineer - Technical Marketing - Vale International – Singapore
*** Dr. Metallurgical Engineer - Technical Marketing - Vale International – Singapore
1.0 Introduction

2
According to World Steel Association (WSA), the world steel production had a
remarkable increase since 1996, reaching a peak growth rate more than 6% yoy between 2001
and 2007. In 2008 and 2009, the growth rate was affected by world economic crisis,
maintaining its trend but at a slower pace up to 2014. Since then, a stabilization of world steel
production was observed. Most of this behavior was linked with Chinese steel production and
economic growth, while the rest of the world steel production maintained the same, or even
decreased in some regions, like in Europe and USA.
Apart from OECD - Economic Outlook for Southeast Asia, China and India: Special
supplement update in June 2016 - the economic activity in the ASEAN 10 countries is
evolving, with average projected growth of 4.9% in 2016 and 5.3% in 2017. This report pointed
that, in particular, domestic demand is the main driver of economic growth in many ASEAN
Countries. Apart from that, as the steel demand is closely linked with GDP, it confirmed the
trend observed, in the last years, with new investments in new steel mill projects particularly
in Indonesia, Malaysia and Vietnam.
Recently, it is estimated that the global steel industry uses on average 2 billion tons of
iron ore to produce around 70% of the total steel production (the other 30% comes from
recycling steel in EAFs). So, as more than 65% of steel production comes from Asia countries,
Vale S.A., as the major world iron ore supplier, have been focusing efforts to be even more
closer to this market by investing in the construction of a distribution center in Malaysia, to
produce an high grade ore the Brazilian Blend Fines, BRBF. The BRBF is a mix produced in
Malaysia by blending Vale iron ores from North (Carajas) and South (Minas Gerais) of Brazil,
which are shipped in separate large vessels and then later mixed up in Malaysia blending yard.
Iron ore quality is very crucial to achieve desired sinter quality in terms of chemical,
physical, and Metallurgical characteristics suitable for Blast Furnace. It impacts the reactor
performance significantly. Hence, choosing right iron ore for blending with other ores has to
be given utmost importance. With depletion of high grade iron ores, it has become necessity to
use the ores wisely. The ore should have high Fe content with low gangue and LOI. High
Gangue such as alumina (Al2O3) and Silica (SiO2) increases the slag in sintering mix and
affects the chemical, physical and metallurgical quality of sinter, as mentioned by CORES, A.
et. al. (2010). The high gangue eventually increases the slag volume and adversely affects the
fuel rate and productivity in blast furnace. LU, L. et. al. (2007) pointed that the poor
metallurgical properties can result in poor bed permeability, which impacts the efficiency and
productivity of blast furnace.
Since the development of this new high-grade iron ore, BRBF, Vale S.A. conducted
several tests in its R&D facilities, Centro de Tecnologia de Ferrosos (CTF), located in Minas
Gerais state, Brazil. The tests were carried out involving characterization of raw materials, pilot
scale studies using sinter pot tests, characterization of sinter product through physical, chemical
and microstructural evaluation. This paper will discuss in detail the various tests conducted,
and the results obtained from pilot scale studies. Numerical simulations were also carried out
to study the impact of the sinter quality on Blast Furnace performance. This paper will also
brief about the experience of using BRBF in steel mills of SE Asia in combination with other
ores.
2.0 Materials and Methods
The evaluation of the iron ore for sintering process was performed using different
laboratory techniques, as described by NAPOLEÃO, A. et al. (2001). A detailed examination
of the BRBF was carried out to establish the relationship between its intrinsical characteristics
with sintering pot test process parameters and sinter product quality.

3
The mineralogical and micro-structural characterization of oxides and oxy-hydroxides
of iron was obtained by optical microscopy, X-ray diffraction, Hg porosimetry and Scanning
Electron Microscopy (SEM). A brief description of sample preparation, for each technique, is
listed below:
Reflected light microscopy: It was performed in Leica’s and Nikon’s model
microscopes. For each sample, six polished sections of fractions +0.105mm, -0.105
+0.075mm, -0.075 +0.044mm and -0.044mm, obtained by wet screening the
original sample were made. The polished sections were prepared in the semi-
automatic preparation system.
X-ray diffraction analysis: Preparation of samples comprised grinding to < 90%
below #270 mesh and pressing to form a tablet test sample. The test samples were
submitted to chemical treatment with hot HCl for identification of trace minerals.
The mineralogical phases were identified using the software Jade and the database
of the International Centre Diffraction Data (ICDD).
Scanning Electron Microscopy: The samples were analyzed in size fractions of the
original sample obtained by wet screening: -0.500 +0.250mm, -0.250 +0.149mm,
-0.149 +0.062mm and -0.062mm.
Porosity: Porosity analysis was conducted in Hg porosimeter in fraction -3.36mm
+1.00mm.
Sintering pot tests were carried out in accordance with Vale’s standard procedures,
detailed and discussed by NAPOLELÃO, A. et. al. (2001), CLARY A. B. et. al. (2009) and
RIBEIRO, R. R. et. al. (2010). It is based on the French simulation technique, which consists
in balancing return fines condition, i.e., coke breeze was added until the amount of return fines
input is equal to return fines output. The Figure 1 shows some of the apparatus used for sinter
pot test evaluation at Vale.
(a)
(b)
Fig. 1: Sinter pot facilities at Vale R&D (a) cement mixer drum (b) pot sinter under test
The return fines were made according to the mass balance of each mixture. The return
fines were about 30% of the total mixture. The optimum moisture determination was based on
burning of each mixture with moisture ranging in intervals of 0.5% by weight. In this case, the
fuel content is kept constant, and it was a concern to maintain return balance within the limits
previously set. The coke consumption, sinter productivity and sinter tumbler strength were the
parameters considered. To evaluate the sinter return fines, the sinter cake was disintegrated
using an ASTM drum device with 50 revolutions. When the optimum value of moisture was
found, it was kept constant during the tests and minimum three repetitions were made. The
Table 1 shows the operational conditions established for sinter pot test evaluation.
Table 1: Operational conditions for sintering pot test simulations

4
Beyond chemical analysis, the quality of sinter obtained from each mixture were
evaluated considering physical properties, size distribution and mechanical strength (Tumbler
ISO 3271 and Shatter Index JIS M 8711) and metallurgical performance (Degradation under
reduction, RDI – ISO 4696-2 and Reduction Degree, RI – ISO 7215). Samples were also
collected for sinter microstructural evaluation considering the same techniques, adapted from
iron ore microstructural characterization.
3.0 Results and Discussions
3.1 BRBF fines characteristics
The Table 2 shows the BRBF chemical and physical specifications of BRBF from
Malaysia DC. As mentioned before it is a high grade iron ore with low gangue content, which
make it a very good ore to be used in sintering process.
Table 2: BRBF fines specifications
Product Fe SiO2 Al2O3 P Mn LOI H2O +6.3mm +1.0mm -0.15mm
% % % % % % % % % %
BRBF 62.3 6.0 1.6 0.07 0.3 2.6 7.0 20.0 45.0 30.0
In addition to these characteristics, the results of microstructural evaluation were shown
in Figures 2, 3 and 4. The BRBF fines are formed mostly by hematite with few amount of
goethite, which contributes for the low LOI level of this ore, Figure 2 (a). It leads to a better
performance in sintering process as discussed by PEREIRA, et. al. (2015). In terms of hematite
type, the main crystals are lamellar, microcrystalline and lobular crystals, Figure 2 (b).
82
11
2 6
Hematite
Goethite
Magnetite
Others
21
14
18
10
24
Microcrystalline
Martite
Lobular
Granular
Lamelar

5
(a) (b)
Fig. 2: Mineralogy of BRBF (a) mineralogical composition (b) hematite crystals type
In terms of hematite crystal size, BRBF is mostly formed by very fine (< 0.01 m) and fine
(0.01-0.03 m) crystals size. This configuration is very good for sintering process
performance as described by CAPORALI, et. al.(1998).
Fig. 3: BRBF typical hematite crystal size distribution
Figure 4 shows SEM microscopy images with a general view of the shape, roughness and
surface structure of hematite crystal of BRBF particles. These kind of particles, superficial
characteristics also contributes to a good performance in granulation step as mentioned and
discussed by LU, L. et. al. (2015).
(a)
(b)
Fig. 4: BRBF SEM microscopy images (a) 50x magnification (b) 100x magnification
3.2 Sintering pot test evaluation
For the sintering pot test trials the iron ore mixture for base case was defined based on
the typical operation of Asian steel mills, consisting of Brazilian ores (North and South of
Brasil) and Australian ores (blend Hematite/Marra Mamba, Marra Mamba, Pisolities and
Brockman ores). For the new conditions evaluated (Analysis Cases 1 to 4), the high grade
BRBF was introduced in the blend at different levels replacing the Australian ores up to 40 %.
The high grade Brazilian ores were maintained constant. To avoid any impact of chemistry in
sinter properties, some quartz addition was used for fine-tuning and keep SiO2 constant in the
sinter product. The details of the Base Case and Analysis Cases are listed on the Table 3.
100 m
100 m
100 m

6
Table 3: Base and analysis cases tested for BRBF evaluation in a typical Asian iron ore mix
Iron Ore Type Base Case Case 1 Case 2 Case 3 Case 4
Typical
Asian
mixture
BRBF
vs. Aus
Blend
BRBF vs.
Aus Blend
&
Marr+Brock
BRBF
vs.
Pisolites
BRBF
vs.
Pisolites
(full)
Aus Blend* , % 20 0 0 20 20
Aus Pisolite, % 30 30 30 15 0
Aus Marra Mamba, % 10 10 0 10 10
Aus Brockman**, % 10 10 0 10 10
Braz Hem North
(IOCJ), % 20 20 20 20 20
Braz Hem South
(SSFT), % 10 10 10 10 10
Braz Blend Fines
(BRBF), % -- 20 40 15 30
Iron ore mix
LOI, % 5.6 4.9 4.3 4.5 3.1
% + 1,00 mm 58.9 56.1 53.9 54.7 50.5
% - 0,15 mm 14.5 17.6 21 18.7 22.9
Sinter Product
Fe, % 56.1 56.3 56.3 56.3 56.3
SiO2, % 5.8 5.8 5.8 5.8 5.8
MgO, % 1.25 1.25 1.25 1.25 1.25
Al2O3, % 1.71 1.61 1.49 1.65 1.61
B2 1.78 1.78 1.78 1.78 1.78
*Hematite/Marra Mamba/Pisolites **Hematite/Pisolites (few)
The introduction of BRBF in the blend replacing ores from Australia reduced LOI and
Al2O3. There was also a reduction in % +1.0mm, particularly when BRBF replaced pisolite
type of ores. The impact of these parameters will be detailed out in next sections of the paper.
3.3 Sintering pot test evaluation – Productivity and Fuel Consumption
Figure 5, shows the results obtained for productivity in sinter pot test when the BRBF
is introduced in a typical Asian iron ore mixture. A good performance is sustained when BRBF
is introduced by replacing Australian ores; the productivity was maintained in the same level,
no relevant variation.

7
Fig. 5 – Productivity obtained in sinter pot tests s using BRBF replacing Australian ores
It is important to highlight that, in the cases 3 and 4, where BRBF replaced coarse
Pisolite ore, the iron ore mix size distribution became much finer (% +1.00mm and % -
0.15mm). Nevertheless, the productivity level was maintained even using the same level of
burnt lime. Figure 6 shows the relationship between the amount of BRBF in the blend and the
amount of % +1.00 mm and % -0.15 mm of IO mix.
(a)
(b)
Fig. 6: Size of iron ore mixtures for the pot test trials, (a) amount of particles + 1.00 mm, and
(b) amount of particles – 0.15 mm
The productivity in sintering process is a function of sintering time, charge density and
process yield shown in Figure 7. The increase in sintering time was compensated by the
increase in charge density and sinter yield. Additionally to these factors, BRBF has a good
combination of hematite crystal size (very fine and fine crystals), particle shape and surface
roughness, which contributed for a better sintering performance as already mentioned in this
paper and studied by CAPORALLI, L. et. al. (1998) and LU, L. et. al. (2015).
(a)
(b)
(c)
Fig. 7: Sintering time, charge density and process yield for sinter pot test trials using BRBF
replacing Australian ores
31 31 31 30 31
16
20
24
28
32
36
40
Base Case
Refer
Case 1
BRBF vs.
Au Blend
Case 2
BRBF vs.
Aussies
Case 3
BRBF vs.
Pisol
Case 4
BRBF vs. Pisol
(full replac)
Pro
duct
ivit
y,
t/m
2/2
4h
R² = 0.5840
45
50
55
60
65
0 10 20 30 40 50
% +
1,0
0 m
m
BRBF level, %
R² = 0.765
10
15
20
25
30
0 10 20 30 40 50
% -
0,1
5 m
m
BRBF level, %
R² = 0.8622
23
24
25
26
0 10 20 30 40 50
Sin
teir
ng t
ime,
min
BRBF Level, %
R² = 0.83471.60
1.65
1.70
1.75
1.80
0 10 20 30 40 50
Ch
arge
den
s, t
/m3
BRBF level, %
R² = 0.7044
54
55
56
57
58
0 10 20 30 40 50
Yel
d, %
BRBF level, %
8
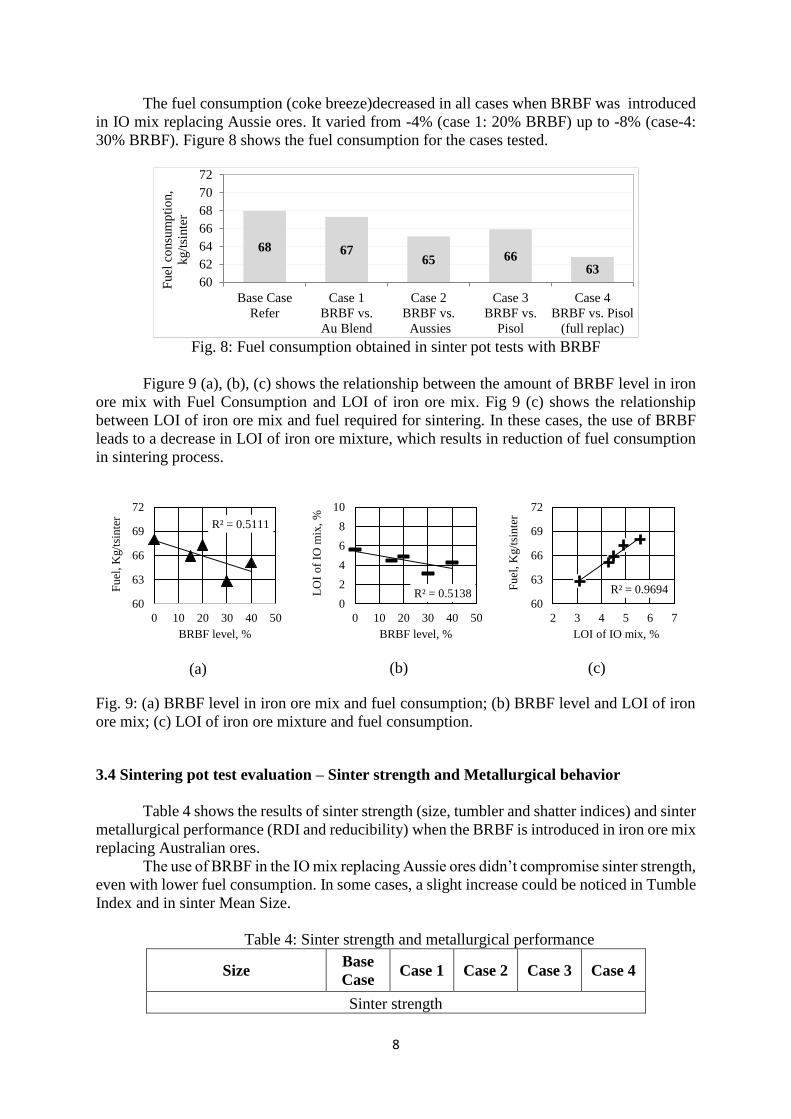
The fuel consumption (coke breeze)decreased in all cases when BRBF was introduced
in IO mix replacing Aussie ores. It varied from -4% (case 1: 20% BRBF) up to -8% (case-4:
30% BRBF). Figure 8 shows the fuel consumption for the cases tested.
Fig. 8: Fuel consumption obtained in sinter pot tests with BRBF
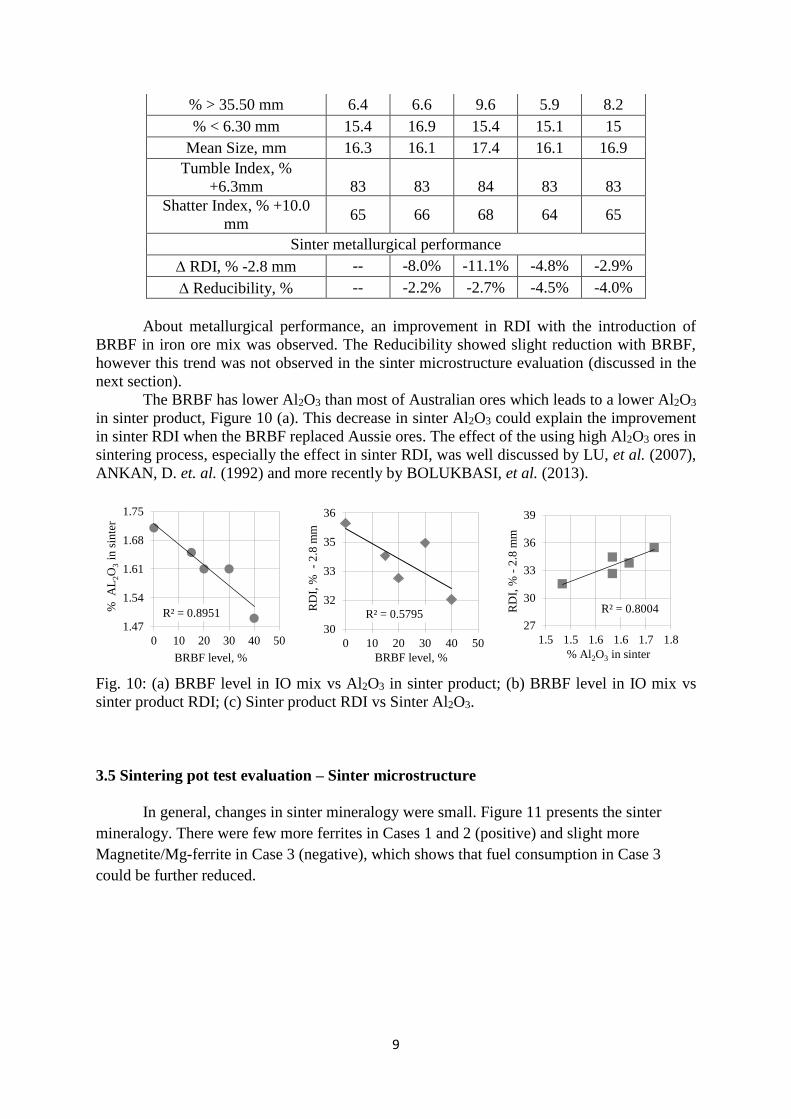
Figure 9 (a), (b), (c) shows the relationship between the amount of BRBF level in iron
ore mix with Fuel Consumption and LOI of iron ore mix. Fig 9 (c) shows the relationship
between LOI of iron ore mix and fuel required for sintering. In these cases, the use of BRBF
leads to a decrease in LOI of iron ore mixture, which results in reduction of fuel consumption
in sintering process.
(a)
(b)
(c)
Fig. 9: (a) BRBF level in iron ore mix and fuel consumption; (b) BRBF level and LOI of iron
ore mix; (c) LOI of iron ore mixture and fuel consumption.
3.4 Sintering pot test evaluation – Sinter strength and Metallurgical behavior
Table 4 shows the results of sinter strength (size, tumbler and shatter indices) and sinter
metallurgical performance (RDI and reducibility) when the BRBF is introduced in iron ore mix
replacing Australian ores.
The use of BRBF in the IO mix replacing Aussie ores didn’t compromise sinter strength,
even with lower fuel consumption. In some cases, a slight increase could be noticed in Tumble
Index and in sinter Mean Size.
Table 4: Sinter strength and metallurgical performance
Size Base
Case Case 1 Case 2 Case 3 Case 4
Sinter strength
68 6765 66
6360
62
64
66
68
70
72
Base Case
Refer
Case 1
BRBF vs.
Au Blend
Case 2
BRBF vs.
Aussies
Case 3
BRBF vs.
Pisol
Case 4
BRBF vs. Pisol
(full replac)
Fuel
co
nsu
mp
tio
n,
kg/t
sinte
r
R² = 0.5111
60
63
66
69
72
0 10 20 30 40 50
Fu
el, K
g/t
sin
ter
BRBF level, %
R² = 0.51380
2
4
6
8
10
0 10 20 30 40 50
LO
I o
f IO
mix
, %
BRBF level, %
R² = 0.9694
60
63
66
69
72
2 3 4 5 6 7
Fu
el, K
g/t
sin
ter
LOI of IO mix, %
9
% > 35.50 mm 6.4 6.6 9.6 5.9 8.2
% < 6.30 mm 15.4 16.9 15.4 15.1 15
Mean Size, mm 16.3 16.1 17.4 16.1 16.9
Tumble Index, %
+6.3mm 83 83 84 83 83
Shatter Index, % +10.0
mm 65 66 68 64 65
Sinter metallurgical performance
RDI, % -2.8 mm -- -8.0% -11.1% -4.8% -2.9%
Reducibility, % -- -2.2% -2.7% -4.5% -4.0%
About metallurgical performance, an improvement in RDI with the introduction of
BRBF in iron ore mix was observed. The Reducibility showed slight reduction with BRBF,
however this trend was not observed in the sinter microstructure evaluation (discussed in the
next section).
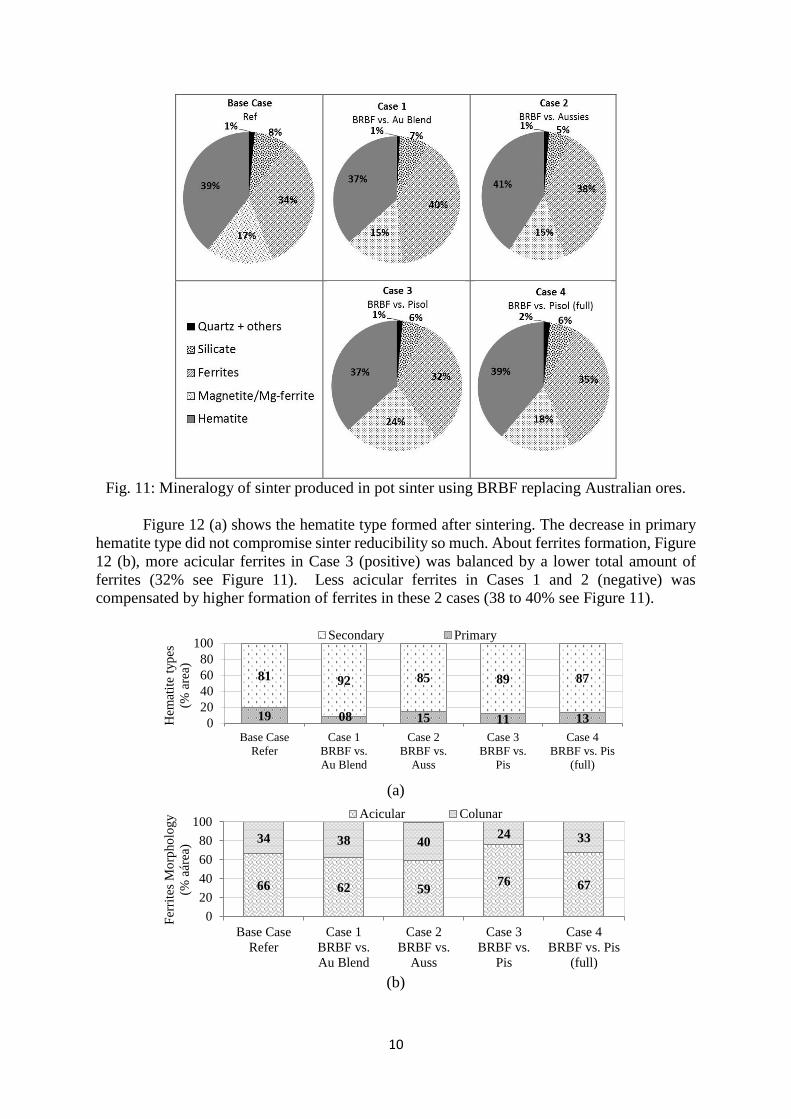
The BRBF has lower Al2O3 than most of Australian ores which leads to a lower Al2O3
in sinter product, Figure 10 (a). This decrease in sinter Al2O3 could explain the improvement
in sinter RDI when the BRBF replaced Aussie ores. The effect of the using high Al2O3 ores in
sintering process, especially the effect in sinter RDI, was well discussed by LU, et al. (2007),
ANKAN, D. et. al. (1992) and more recently by BOLUKBASI, et al. (2013).
Fig. 10: (a) BRBF level in IO mix vs Al2O3 in sinter product; (b) BRBF level in IO mix vs
sinter product RDI; (c) Sinter product RDI vs Sinter Al2O3.
3.5 Sintering pot test evaluation – Sinter microstructure
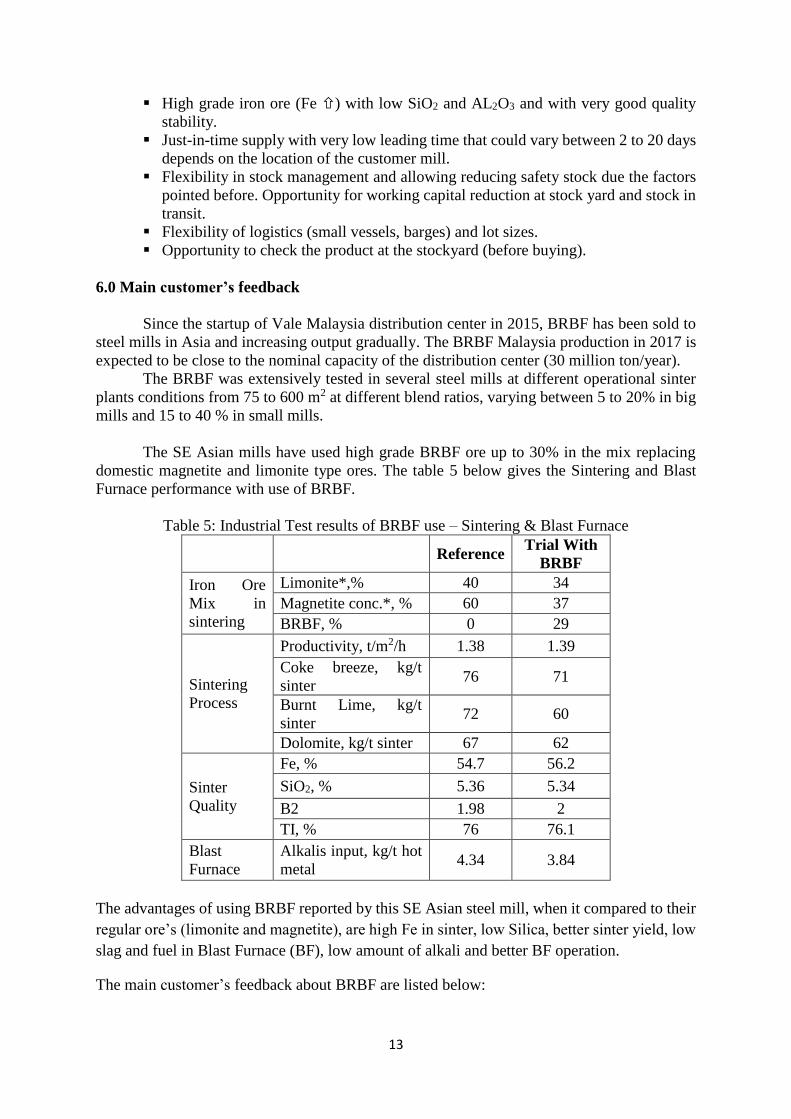
In general, changes in sinter mineralogy were small. Figure 11 presents the sinter
mineralogy. There were few more ferrites in Cases 1 and 2 (positive) and slight more
Magnetite/Mg-ferrite in Case 3 (negative), which shows that fuel consumption in Case 3
could be further reduced.
R² = 0.89511.47
1.54
1.61
1.68
1.75
0 10 20 30 40 50
%
AL
2O
3in
sin
ter
BRBF level, %
R² = 0.5795
30
32
33
35
36
0 10 20 30 40 50
RD
I, %
-
2.8
mm
BRBF level, %
R² = 0.8004
27
30
33
36
39
1.5 1.5 1.6 1.6 1.7 1.8
RD
I, %
-2
.8 m
m
% Al2O3 in sinter
10
Fig. 11: Mineralogy of sinter produced in pot sinter using BRBF replacing Australian ores.
Figure 12 (a) shows the hematite type formed after sintering. The decrease in primary
hematite type did not compromise sinter reducibility so much. About ferrites formation, Figure
12 (b), more acicular ferrites in Case 3 (positive) was balanced by a lower total amount of
ferrites (32% see Figure 11). Less acicular ferrites in Cases 1 and 2 (negative) was
compensated by higher formation of ferrites in these 2 cases (38 to 40% see Figure 11).
(a)
(b)
19 08 15 11 13
81 92 85 89 87
0
20
40
60
80
100
Base Case
Refer
Case 1
BRBF vs.
Au Blend
Case 2
BRBF vs.
Auss
Case 3
BRBF vs.
Pis
Case 4
BRBF vs. Pis
(full)
Hem
atit
e ty
pes
(% a
rea)
Secondary Primary
66 62 5976 67
34 38 4024 33
0
20
40
60
80
100
Base Case
Refer
Case 1
BRBF vs.
Au Blend
Case 2
BRBF vs.
Auss
Case 3
BRBF vs.
Pis
Case 4
BRBF vs. Pis
(full)
Fer
rite
s M
orp
ho
logy
(% a
área
)
Acicular Colunar

11
Fig. 12: (a) Hematite type formed (b) Ferrites morphology for sinter produced in sinter pot
test trials using BRBF replacing Australian ores.
Finally, to conclude the microstructural evaluation, the sinter porosity (by Hg intrusion)
was measured as shown in Table 5. Pores between 0.003 to 360 m were measured. No big
changes in porosity were observed when BRBF replaced Aussie ores, except for Case 2 (higher
sinter strength), maybe fuel consumption could be further reduced in this Case.
Table 5: Hg Porosimetry of sinters produced at pot test trials.
Parameter Base
Case Case 1 Case 2 Case 3 Case 4
Porosity, % 23.5 23.8 21 24.4 24.5
4.0 Value in Use discussion
Based on the results obtained in sintering pot test, some numerical simulations were
performed to evaluate the Value in Use of BRBF in a typical Asian iron ore mixture. The
models used by Vale is a combination of mass balance and empirical equations. The Figure 13
(a) shows a qualitative evaluation of the impact of different parameters which were affected
when the BRBF is introduced in iron ore mix. One example of the calculation performed with
Vale numerical simulation models is shown in Figure 13 (b). In this case 30% of BRBF replaces
30% of Australian pisolite ore and the main results are: (i) Improvement in sintering
productivity; (ii) Decrease of slag rate at the blast furnace leading to a decrease in fuel rate and
an increase in productivity; (iii) Decrease in CO2 emissions. Additionally, a decrease in steel
production cost and increase in steel yield could also be captured due to the lower level of P in
BRBF when it is compared with most of the Australian ores.
(a)

12
(b)
Fig. 13: BRBF value in use replacing Aussie ores (a) qualitative analysis (b) quantitative
estimates
5.0 Supply chain - further possible gains
The iron ore seaborne market changed a lot in the last years. In the past, Vale was mostly
focused in its own operations, mines and ports in Brazil, the majority of the export sales were
done as FOB Brazil basis, the vessels were nominated by customers leading to a smaller control
on port occupation with a longer response time, and shipments just to single customers.
Nowadays, Vale has made efforts to be more close to the markets and the final
customers. Some of the actions implemented were the option of sales in CFR basis (long term
contract with ship owners) leading to a higher control in port occupation, investing in
distribution center in Malaysia for blending, better and efficient vessel fleet control, higher
flexibility and agility to supply, lower response time and shipments to multiple customers. On
this context, this solution allows customers to receive any Vale products with flexibility and
predictable schedule, due to the multiple alternatives. The ore from the Northern and Southern
Systems of Brazil goes to Asia in large vessels and it is blended in distribution centers and sold
directly to clients in Southeast Asia, Taiwan, East India and South China in small (Barges and
Handymax), medium (Panamax) and large vessels (Capesize). On this sense, Vale is really
bringing its mine closes to their customers.
The distribution center in Malaysia is equipped with modern and real time stockyard
management system, calibrated weight-scales with periodic verification, standardized stacking
and reclaiming methods, automatic and semi-automatic sampling, laboratories for quality
control, and adjustable blending ratio via advance blending forecast conduced once the vessel
has left Brazilian ports. All this efforts were put on place to guarantee a very good control on
product pile formation, quality assurance and low variability. The main advantages for the
customers in receiving BRBF from Vale distribution centers are:
13
High grade iron ore (Fe ) with low SiO2 and AL2O3 and with very good quality
stability.
Just-in-time supply with very low leading time that could vary between 2 to 20 days
depends on the location of the customer mill.
Flexibility in stock management and allowing reducing safety stock due the factors
pointed before. Opportunity for working capital reduction at stock yard and stock in
transit.
Flexibility of logistics (small vessels, barges) and lot sizes.
Opportunity to check the product at the stockyard (before buying).
6.0 Main customer’s feedback
Since the startup of Vale Malaysia distribution center in 2015, BRBF has been sold to
steel mills in Asia and increasing output gradually. The BRBF Malaysia production in 2017 is
expected to be close to the nominal capacity of the distribution center (30 million ton/year).
The BRBF was extensively tested in several steel mills at different operational sinter
plants conditions from 75 to 600 m2 at different blend ratios, varying between 5 to 20% in big
mills and 15 to 40 % in small mills.
The SE Asian mills have used high grade BRBF ore up to 30% in the mix replacing
domestic magnetite and limonite type ores. The table 5 below gives the Sintering and Blast
Furnace performance with use of BRBF.
Table 5: Industrial Test results of BRBF use – Sintering & Blast Furnace
Reference Trial With
BRBF
Iron Ore
Mix in
sintering
Limonite*,% 40 34
Magnetite conc.*, % 60 37
BRBF, % 0 29
Sintering
Process
Productivity, t/m2/h 1.38 1.39
Coke breeze, kg/t
sinter 76 71
Burnt Lime, kg/t
sinter 72 60
Dolomite, kg/t sinter 67 62
Sinter
Quality
Fe, % 54.7 56.2
SiO2, % 5.36 5.34
B2 1.98 2
TI, % 76 76.1
Blast
Furnace
Alkalis input, kg/t hot
metal 4.34 3.84
The advantages of using BRBF reported by this SE Asian steel mill, when it compared to their
regular ore’s (limonite and magnetite), are high Fe in sinter, low Silica, better sinter yield, low
slag and fuel in Blast Furnace (BF), low amount of alkali and better BF operation.
The main customer’s feedback about BRBF are listed below:
14
Excellent handling with low moisture, and no free water, especially during vessel
discharge;
Good agglomeration properties (easy formation of quasi-particles), good
metallurgical properties (enhanced assimilation with CaO); and good sintering
performance – Keep high level when replacing traditional players;
Positive impact on the productivity when replacing Pisolite ores.
7.0 Summary
The evaluation of BRBF replacing Australian iron ores in a typical Asian sintering iron
ore mixture were carried out at Vale R&D facilities in Brazil. In general, the use of high grade
iron ore, BRBF led to an improved performance in sintering process and sinter quality. A
summary of the main results achieved are listed below:
BRBF is a high grade ore having high Fe content, with low level of contaminants, Al2O3
and SiO2, developed for Asia market. It is mainly formed by hematite, with balanced levels
of hematite microcrystalline, lamellar and lobular with particles presenting rough surface
and irregular shape, which certainly contributes to a better ore specific surface, and
enhances agglomeration properties. In terms of crystal size it is mostly formed by very
small (< 0.01 m) and small (0.01-0.03 m) crystals.
The sintering pot test results showed that BRBF can replace different Australian ores at
various levels and reduce fuel consumption by keeping sintering performance. At a higher
blend ratio, it showed good level of sinter strength (Tumble Index and Mean Size).
About the metallurgical performance, the sinter produced with BRBF shows significant
improvement with lower sinter RDI with neglectful impact in reducibility. In terms of sinter
microstructure, these sinters show positive signs, with more ferrites formation and lower
levels of magnetite and silicates, which contributes to a better metallurgical performance.
The numerical simulations with BRBF in iron ore mixture replacing Australian ores show
good potential to increase sintering process productivity with less slag, which contributes
to a lower fuel rate and better productivity at Blast Furnace, leading, as consequence to a
lower CO2 emission in ironmaking. Additionally gains in meltshop (quality, cost and
productivity), due lower P content of BRBF weren’t considered at this evaluation.
The plant scale trials indicated that use of high grade BRBF ore replacing Australian ores,
local domestic limonite & magnetite type ores has improved sintering performance and
sinter quality. The other feedback was good agglomeration properties (easy formation of
quasi-particles) and metallurgical properties (enhanced assimilation with CaO).
8.0 References
1. https://www.worldsteel.org/steel-by-topic/statistics/global-map.html
2. https://www.oecd.org/dev/asia-pacific/SAEO2016_Update_Executive_summary_v2
3. CORES, A., BABICH A., MUÑIZ, A., FERREIRA, S., MOCHON, J., The influence
of different iron ores mixtures composition on the quality of sinter, ISIJ International,
Japan. v. 50, n. 8, pp. 1089-1098, 2015.

15
4. LU, L., HOLMES, R. J., and MANUEL, J. R., Effect of alumina on sintering
performance of hematite iron ores. ISIJ International, Japan. v. 47, n. 3, pp. 349-358,
2007.
5. PEREIRA, H. C., SOUTO, P. R. S., PERES, A. E. C and RITZ, J. V.. The effect of
high grade sinter feed on sintering performance. METEC & 2nd ESTAD, Düsseldor,
15-19 June, 2015, Germany. 9p.
6. NAPOLEÃO, A., PINHEIRO, P., CAPPORALI, L., VIEIRA, M., B., HARUMI, L.
and OLIVEIRA, D.. CVRD methodology to evaluating iron ore for sintering process.
Ironmaking Conference Proceedings. 2001. ABM, Belo Horizonte-MG, Brasil. 913-
918p.
7. CLARY, A. B., DUTRA, E. R., DUTRA, F. C. and JÚNIOR, F. L. C. C..
Desenvolvimento integrado de carga metálica para cliente asiático baseado na análise
da sua cadeia de valor. Anais do 39° Seminário de Redução de Minério de Ferro e
Matérias-primas. ABM, 22-26 de Novembro de 2009, Ouro Preto – MG, Brazil.
8. RIBEIRO, M. R. and PIMENTA, H. P., Desenvolvimento de misturas de sinterização
de elevado desempenho com ênfase na escolha do calcário e do combustível sólido.
Anais do 40° Seminário de Redução de Minério de Ferro e Matérias-primas. ABM. 19-
22 de Setembro de 2010, Belo Horizonte – MG, Brazil. 763-773p.
9. CAPORALI, L., PINHEIRO, P. OTTONI, R., VIEIRA, M.B.H., Iron ore
microstructure-properties-performance relationship in sintering process, 2nd
International Congress on the Science and Technology of Ironmaking – ICSTI. ISS,
Toronto, Canada, 1998, 123-135p.
10. LU, L., ISHIYAMA, O., Iron ore sintering. In: LU, L., Iron ore: Mineralogy, Processing
and Environmental Sustainability, First Edition, United Kingdom: Elsevier Ltd, 2015.
v.66, c.14, p.395-433.
11. ANJAN, D., GUPTA, S. S., CHATTERJEE, A., Effect of alumina on sinter quality,
SEAISI Quarterly, October 1992, pp. 35-46.
12. BOLUKBASI, O. S., TUFAN, B., BATAR, T. and ALTUN, A., The influence of raw
materials composition on the quality of sinter, Nature and Science, 11(9), pp. 37-47,
2013.


















