Influence of Free Nitrogen on Tendency of Chill Formation ...
9
Influence of Free Nitrogen on Tendency of Chill Formation in Spheroidal Graphite Iron Castings Haruki Itofuji 1 , Yutaka Miyamoto 2 and Masayuki Itamura 3 1 I2C Technology Institute, Ube 755-0025, Japan 2 Ube Steel Co., Ltd., Ube 755-0067, Japan 3 Tohoku University, Sendai 980-8579, Japan In this study, the most influential factor for causing chill formation in spheroidal graphite iron castings was surveyed. A 30 ton electric arc furnace with magnesia linings using in commercial operation was used for melting. Chill depth of wedge samples was tested through the process from melting to pouring, and the tendency was compared with the changes of temperature, chemical compositions, and gas elements at the same stages. As the results, it was cleared that chill depth was mostly influenced with the change of free nitrogen (N F ). Chill depth was deeper when N F was higher value. This indicates that chill structure will be able to be avoided by denitrification. It was considered that N F might replace carbon (C) atom in ledeburite cementite (Fe 3 C) crystal structure and might promote chill formation. The denitrification would be able to promote full graphitization and might prevent chilling. On the other hand, it looked an important to minimize nitrification after denitrification. [doi:10.2320/matertrans.F-M2021831] (Received October 31, 2020; Accepted April 26, 2021; Published June 18, 2021) Keywords: free nitrogen, denitrification, chill, spheroidal graphite iron, electric arc furnace 1. Introduction Electric arc furnace (EAF) has been generally used for steel melting. It has many benefits for the utilization of undefined and random raw materials, for the preparation of a large amount of molten iron by heating, and for desulfuriza- tion by basic linings, slag making, etc. EAF has possibility to be able to use spheroidal graphite iron (SGI) melting. However, it is quite rare to use EAF for it in commercial practice because molten iron shows a strong tendency to form chill structure. If castings contain chill structure, they reduce ductility and fatigue strength in use, and the quality of the castings is generally not guaranteed. Although chill structure can be graphitized by heat treatment and be resolved such problems, castings expand by graphitization and lose dimension accuracy. The main factor of chill structure formation had been thought to be induced by heating over 3000°C by electric arc. Besides temperature, the other factors such as raw materials, alloy elements, impurities, kind of linings, etc., were considered, but melting engineers were unable to elucidate the key factor inducing formation of the chill structure. Therefore, induction, cupola, and rotary furnaces which show rather low chilling tendency are used at present. Y. Lee 1) and N. Inoyama 2) had reported that chill structure could prevent when acid soluble nitrogen (N S ) was reduced by argon gas bubbling and/or addition of aluminum and calcium as pre-treatment for base iron. However, because N s includes aluminum nitride (AlN) and magnesium nitride (Mg 3 N 2 ) in conjunction with free nitrogen (N F ), some unspecified factors remained. Y. Lee 3) had also reported that flake graphite irons being melted under vacuum atmosphere was effective to obtain a full graphite structure, even in a permanent mold because of reducing N S . Unfortunately, similar experiments were not carried out for spheroidal graphite iron. Some other researchers 4-6) had reported that the magnesium treatment temperature influences chill formation for spheroidal graphite iron. According to K. Kurai, 4) magnesium treatment after superheating above 1,500°C was effective for reducing inverse chill in sand molds. T. Kitsudou 5,6) had similarly reported that magnesium treatment at about 1,400°C after superheating over 1,600°C was effective for chill prevention in a permanent mold. Horie 7) had succeeded in achieving chill-free thin-wall sand casting samples by addition of sulfur and misch-metal. There was not common factor to avoid chill structure in former studies. S. Nishi 8) had reported that solution of molecular nitrogen into ledeburite cementite and perlite cementite as solid solution were proved. The mechanism to form chill structure is not cleared yet. When the formation of chill structure was considered from ferro (Fe)-carbon (C) system equilibrium phase diagram. 9) Chill structure is only shown as cementite (Fe 3 C) in the diagram. Even if silicon (Si) is added to this system and Fe- C-Si system equilibrium phase diagram 10) is considered, the result is the same. When these diagrams were drawn, the influence of atmosphere gas would not have been taken in account. It must have an impact the formation of Fe 3 C in those diagrams. Nitrogen is considered as the possibility. S. Yamamoto 11) and Y. Kawano 12) had reported in the field of the secondary graphitization mechanism of white irons that Nitrogen atoms might have a possibility to replace C atoms in Fe 3 C lattice structure and stabilize ledeburite cementite structure. This was backed up by the facts that the most of nitrogen concentrated in Fe 3 C. 13,14) It is considered that such a replacement promotes the formation of chill structure and ledeburite cementite will take the form of iron-carbonitride [Fe 3 (CxNy)]. On the contrary, if there is almost no N F in molten iron, chill formation might be able to be avoided during solidification. In this study, denitrification such as Argon (Ar) bubbling was conducted during preparing base molten iron and the influence of N F as atomic nitrogen (Fig. 1 1-4,8) ) onto chill formation was surveyed in addition to the conventional items. The accuracy test for this part of casting was already conducted and the results was satisfied by cast designers and Materials Transactions, Vol. 62, No. 8 (2021) pp. 1194 to 1202 © 2021 Japan Foundry Engineering Society
Transcript of Influence of Free Nitrogen on Tendency of Chill Formation ...

Influence of Free Nitrogen on Tendency of Chill Formation in Spheroidal GraphiteIron Castings
Haruki Itofuji1, Yutaka Miyamoto2 and Masayuki Itamura3
1I2C Technology Institute, Ube 755-0025, Japan2Ube Steel Co., Ltd., Ube 755-0067, Japan3Tohoku University, Sendai 980-8579, Japan
In this study, the most influential factor for causing chill formation in spheroidal graphite iron castings was surveyed. A 30 ton electric arcfurnace with magnesia linings using in commercial operation was used for melting. Chill depth of wedge samples was tested through the processfrom melting to pouring, and the tendency was compared with the changes of temperature, chemical compositions, and gas elements at the samestages. As the results, it was cleared that chill depth was mostly influenced with the change of free nitrogen (NF). Chill depth was deeper whenNF was higher value. This indicates that chill structure will be able to be avoided by denitrification. It was considered that NF might replacecarbon (C) atom in ledeburite cementite (Fe3C) crystal structure and might promote chill formation. The denitrification would be able to promotefull graphitization and might prevent chilling. On the other hand, it looked an important to minimize nitrification after denitrification.[doi:10.2320/matertrans.F-M2021831]
(Received October 31, 2020; Accepted April 26, 2021; Published June 18, 2021)
Keywords: free nitrogen, denitrification, chill, spheroidal graphite iron, electric arc furnace
1. Introduction
Electric arc furnace (EAF) has been generally used forsteel melting. It has many benefits for the utilization ofundefined and random raw materials, for the preparation of alarge amount of molten iron by heating, and for desulfuriza-tion by basic linings, slag making, etc. EAF has possibilityto be able to use spheroidal graphite iron (SGI) melting.However, it is quite rare to use EAF for it in commercialpractice because molten iron shows a strong tendency to formchill structure. If castings contain chill structure, they reduceductility and fatigue strength in use, and the quality of thecastings is generally not guaranteed. Although chill structurecan be graphitized by heat treatment and be resolved suchproblems, castings expand by graphitization and losedimension accuracy. The main factor of chill structureformation had been thought to be induced by heating over3000°C by electric arc. Besides temperature, the other factorssuch as raw materials, alloy elements, impurities, kind oflinings, etc., were considered, but melting engineers wereunable to elucidate the key factor inducing formation ofthe chill structure. Therefore, induction, cupola, and rotaryfurnaces which show rather low chilling tendency are usedat present.
Y. Lee1) and N. Inoyama2) had reported that chill structurecould prevent when acid soluble nitrogen (NS) was reducedby argon gas bubbling and/or addition of aluminum andcalcium as pre-treatment for base iron. However, becauseNs includes aluminum nitride (AlN) and magnesium nitride(Mg3N2) in conjunction with free nitrogen (NF), someunspecified factors remained. Y. Lee3) had also reported thatflake graphite irons being melted under vacuum atmospherewas effective to obtain a full graphite structure, even in apermanent mold because of reducing NS. Unfortunately,similar experiments were not carried out for spheroidalgraphite iron. Some other researchers46) had reported that themagnesium treatment temperature influences chill formationfor spheroidal graphite iron. According to K. Kurai,4)
magnesium treatment after superheating above 1,500°C waseffective for reducing inverse chill in sand molds. T.Kitsudou5,6) had similarly reported that magnesium treatmentat about 1,400°C after superheating over 1,600°C waseffective for chill prevention in a permanent mold. Horie7)
had succeeded in achieving chill-free thin-wall sand castingsamples by addition of sulfur and misch-metal. There wasnot common factor to avoid chill structure in former studies.S. Nishi8) had reported that solution of molecular nitrogeninto ledeburite cementite and perlite cementite as solidsolution were proved. The mechanism to form chill structureis not cleared yet.
When the formation of chill structure was considered fromferro (Fe)carbon (C) system equilibrium phase diagram.9)
Chill structure is only shown as cementite (Fe3C) in thediagram. Even if silicon (Si) is added to this system and FeCSi system equilibrium phase diagram10) is considered, theresult is the same. When these diagrams were drawn, theinfluence of atmosphere gas would not have been taken inaccount. It must have an impact the formation of Fe3C inthose diagrams. Nitrogen is considered as the possibility. S.Yamamoto11) and Y. Kawano12) had reported in the field ofthe secondary graphitization mechanism of white irons thatNitrogen atoms might have a possibility to replace C atomsin Fe3C lattice structure and stabilize ledeburite cementitestructure. This was backed up by the facts that the most ofnitrogen concentrated in Fe3C.13,14) It is considered that sucha replacement promotes the formation of chill structure andledeburite cementite will take the form of iron-carbonitride[Fe3(CxNy)]. On the contrary, if there is almost no NF inmolten iron, chill formation might be able to be avoidedduring solidification.
In this study, denitrification such as Argon (Ar) bubblingwas conducted during preparing base molten iron and theinfluence of NF as atomic nitrogen (Fig. 114,8)) onto chillformation was surveyed in addition to the conventional items.
The accuracy test for this part of casting was alreadyconducted and the results was satisfied by cast designers and
Materials Transactions, Vol. 62, No. 8 (2021) pp. 1194 to 1202©2021 Japan Foundry Engineering Society

metallurgical engineers.15) The metallurgical basic conditionsto let chill form was studied this time, and the reasons whymolten irons take the metastable system solidification werediscussed.
2. Experimental Procedure
30 ton EAF with magnesia lining was used for melting ofbase metal. Although the nominal capacity of EAF was 30ton, EAF could be melted up to 45 ton by remodeling. Theraw materials are shown in Table 1. The time-temperatureschedule from melting to pouring is shown in Fig. 2. Aftermelting down, dicalcium silicate was added to adjust slagbasicity CaO/SiO2 of about 2 to protect the surface of the
base molten iron. The temperature of molten iron was heatedat over 1,500°C to decrease oxygen content using COboiling. Chemical composition was roughly adjusted infurnace using carburizer and Fe75Si shown in Table 1. Thebase molten iron of 40.0 ton at about 1,500°C was tappedinto the ladle with an argon (Ar) bubbling apparatus. Theargon bubbling was conducted during tapping and the later.Then, carbon and silicon were precisely adjusted to the finalcontent adding the same alloys shown in Table 1. At thesame time, the temperature was also adjusted for moltentreatment. Denitrification treatment was conducted in thisprocess by Ar gas bubbling up to the CO/SiO2 equilibriumcritical temperature16) (TEC). The Ar flow rate was set 50Nℓ/min. The base molten iron was moved nearby mold infoundry shop. Then, base molten iron was treated at about1,400°C with spheroidizer agent and inoculant by so-calledsandwich method during the transferring molten iron fromladle to ladle. Chemical compositions of treatment alloys areshown in Table 2. The amount of each addition against theweight of base molten iron is also shown in Table 2. TEC wascalculated from chemical composition of base molten ironusing following Formula 116), 2 and 3.
Log ½Si�=½C�2 ¼ �27;486=TK þ 15:47 ð1ÞTK ¼ T�C þ 273 ð2ÞTEC ¼ T�C ¼ TK � 273 ð3Þ
The treated molten iron was poured into a furan sand moldat about 1,320°C. The product was a part of an injectionmachine with a rough weight of 36.0 ton (Fig. 3). This typeof castings had already been taken accuracy test doing thesame melting procedure and cast design.15) The different
Fig. 1 Morphologies of analyzable nitrogen in chilled iron samples.
Table 1 Raw materials for arc furnace melting.
Fig. 2 Time-temperature schedule from arc furnace melting to pouring.
Table 2 Chemical composition of spheroidizer and inoculant.
Fig. 3 Three-dimensional illustration of a part of injection machine whichwas monitored the chilling tendency.
Influence of Free Nitrogen on Tendency of Chill Formation in Spheroidal Graphite Iron Castings 1195

point was the casting procedure of standard cast samples.The sampling procedure was separately cast test, previously.However, when treated molten iron was subdivided fromhuge ladle to small one, there were some safety problems forworkers. Furthermore, the subdividing work took time andseverely influenced fading for treated molten. Therefore, testsamples were cast on the product in this study. Test sampleswere standard 50mm Y-block (JIS G 5502, C type) and thematerial grade was FCD450 (JIS G 5502). The mechanicalproperties were aimed the same as separately cast samplesaccording to buyer’s specification. In addition to workabilityand molten property, the whole schedule was planned byconsidering deoxidation and denitrification.
Metal molded chill samples for chemical analysis weretaken at the turning points from melting to pouring and soonafter, they were quenched in water. The metal mold is shownin Fig. 4.17) Free oxygen (OF) was measured at the samepoints by using zirconia solid electrolyte. Wedge samples forchill depth test were also taken at the same points. The shapeof the wedge sample and the procedure for measuring thechill depth are shown in Fig. 5. These samplings andmeasurement were conducted as the order described above,and they took about 60 seconds at each point. The chemicalcomposition of the chill samples was analyzed usingspectrometer. Total oxygen (OT) and total nitrogen (NT) inthe same chill samples were analyzed using a gas analyzer bycombustion method. Furthermore, NF was analyzed by theprocedure shown in Fig. 6. The quantity of NF was calculatedby deducting the quantity of all nitride inclusions (NI) fromNT. This analytical procedure has been already adopted asone of regulations to prove the quality for the general steelroll products.18) The quantity of all oxide inclusions (OI) wascalculated by deducting the quantity of OF from OT.
3. Results
The chemical composition of molten iron at all samplingpoints are shown in Table 3. Molten iron temperature andTEC at each point are also shown in Table 3. The temperatureof molten iron treatment could be almost equal to TEC. Thefinal chemical composition was as aimed as heavy sectionspheroidal graphite iron castings, and the carbon equivalent(CE) was slightly hyper-eutectic composition. Gas composi-
tion and chill depth at each sampling point are shown inTable 4. At this stage, molten iron was temporarily tappedfor adjusting chemical composition using stream stir. Thefracture surfaces of the wedge samples taken throughexperimental process are shown in Fig. 7, and each chilldepth is shown in Fig. 8.
Fig. 4 Permanent mold made of steel (SS400) for analysis sample.17)
Fig. 5 Illustration of wedge samples taken at all sampling points.
Fig. 6 Procedure for free-nitrogen analysis.
H. Itofuji, Y. Miyamoto and M. Itamura1196

Table 3 Chemical composition through elapsed from melting to pouring.
CE=C+1/3Si
Table 4 Gas composition and chill depth through elapsed from melting to pouring.
MD ; Melt down, OT ; Total Oxigen, OF ; Free Oxigen, OI ; Inclusions as oxide = OT - OFNT ; Total nitrogen, NF ; Free nitrogen = NT - NI, NI ; Inclusions as nitride
Influence of Free Nitrogen on Tendency of Chill Formation in Spheroidal Graphite Iron Castings 1197

The change of nitrogen quantities through the entireexperimentation process is shown in Fig. 9. As expected,only NF in nitrogen morphologies showed good relationshipat almost all of measuring points of chill depth, and thatwas seen even after molten treatment. When NF increased,chill depth had strong tendency to increase too. NT had no bigchange, and NI showed inversive change against NF. NF wasdecreased by the addition of C and Fe75Si, and it wasdecreased effectively by Ar bubbling. However, NF was
slightly increased when the bubbling time was longer. Moltentreatment and pouring also made NF increase. The change ofoxygen quantities through experimental process is shown inFig. 10. None of OF, OI and OT showed any relationship tochill depth.
The change of molten iron temperature throughoutexperimental process is shown in Fig. 11. TEC calculatedfrom chemical composition is also plotted on it. When moltentemperature was gone up by arc discharge at elapsed timebetween 37 and 58minute, chill depth became deeper.However, temperature showed no relationship to chill depthdirectly. For example, chill depth increased although
Fig. 7 Fracture surfaces of wedge samples.
Fig. 8 Changes of chill depth through elapsed time from melting topouring.
Fig. 9 Changes of nitrogen content through elapsed time from melting topouring.
Fig. 10 Changes of oxygen content through elapsed time from melting topouring.
Fig. 11 Changes of molten temperature through elapsed from melting topouring.
H. Itofuji, Y. Miyamoto and M. Itamura1198

temperature descended after molten treatment. As the results,it shows that temperature was not main cause for chillingalthough higher temperature caused deeper chill in generaltheory. The important points on temperature for molten ironare to deoxidize by super heating and to avoid re-oxidizationkeeping over TEC. Temperature should not descend belowTEC after super heating and before molten treatment.
The change of chemical composition through experimentalprocess is shown in Fig. 12. A large amount of C and Fe75Si were added to adjust chemical composition roughly atelapsed time X, and then, chill depth decreased steeply. Thesame was true when C and Fe75Si were added for the finaladjustment chemical composition as base iron at elapsed timeY under Ar bubbling. However, Chill depth increasedalthough Si increased by Mg spheroidizer and inoculant atelapsed time Z. When treated-molten iron was moved tobasin, Mg decreased. The loss of Mg content must be madeby re-oxidation forming Mg dross. On the contrarily, NF
increased, and chill depth became deeper. The increasing ofchilling tendency so called fading is usually seen as timeadvances after molten treatment in general foundry practice.The increasing of NF must be made by nitrification fromatmosphere.
The microstructure and mechanical properties of the cast-on test sample are shown in Fig. 13(a) and Table 5,
respectively. Despite concerns about the formation ofledeburite cementite and/or inverse chill because of thetendency towards chilling in wedge samples as describedabove, the microstructure and mechanical properties of thecast-on sample were good in their results. Casting producthad also no problem on it. This is attributed to the large sizeof the product casting and slow cooling rate utilized in thisstudy. In later practical production, if chill depth is less than20mm there has been no chill problem for sand moldedlarge castings. This value of chill depth is equivalent to NF
content of about 10 ppm. Lower content is better to avoidchill formation. Figure 13(b) presents an example of the chillmicrostructure of the cast-on test sample in conventionalpractice which NF was not controlled.
If the same procedure is adopted into castings with fastercooling rate than this study, severer NF control will benecessary. If the control is possible, even permanent moldcastings are free from chill in as cast condition.19,20)
4. Considerations
4.1 Analysis procedure of NF
According to “ISO 10702-1996, 4. a) Titrimetric methodafter distillation”, this analysis method cannot be usedsamples which contain silicon nitride (Si3N4). This is thereason because Si3N4 partly resolve in hydrochloric acid(HCl)21) and therefore, acid soluble and acid insolublenitrides cannot be separated. Si3N4 is normally formed whensamples are kept at around 500°C.21) No researcher has found
Fig. 12 Changes of chemical composition through elapsed from melting topouring.
Fig. 13 Microstructures of cast-on samples.
Table 5 Mechanical properties of cast-on 50mm Y-block sample (JIS G 5502, FCD450-10).
Influence of Free Nitrogen on Tendency of Chill Formation in Spheroidal Graphite Iron Castings 1199

and reported yet that it is formed in molten state. In thisstudy, samples were directly taken from molten iron and soonafter, they were quenched in water. In this condition, therewas no doubt not to form Si3N4 in them. Therefore, abovetitrimetric method after distillation can be applicable forsuch samples.
4.2 Relationship between NF and chill depthThere was good relationship between NF and chill depth.
However, the first sampling after tapping was not so. Thiswas considered as the reason why the time lag for thosesamplings was about 60 seconds and the sampling point wasunder large transitional period of decreasing NF.
4.3 Formation of Fe3(CxNy)As described above, NF showed a strong correlation to the
chill depth. It even has possibility to promote chill formationif cooling rate is fast as permanent mold casting. Thiscorrelation is considered necessary condition for theformation of ledeburite.
S. Nishi, et al. had reported that nitrogen was containedas solid solution in both eutectic and eutectoid cementite.22)
K. Masumoto, et al.23) had estimated that the resolution ofN in Fe3C was less than 1.00mass% as the result ofanalyzing FeCN system equilibrium phase diagram.24) Asthe results of consideration by standard free energy of nitrideformation, N. Inoyama25) had concluded that dissolvednitrogen, which was analyzed as one of acid-solublenitrogen morphologies, made eutectic cementite stable, andit delayed graphitization of malleable iron. A. Kagawa26)
had reported that nitrogen was one of carbide stabilizationelements as the results of investigation of partitioncoefficient in eutectic solidification of grey iron.
According to the atomic size, it is probable for N atomsto solute interstitially into Fe3C crystal structure because thediameter of the N atom (1.06¡) is smaller than that of the Catom (1.42¡).27)
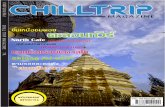
The existence of iron carbonitride in the solid state hasalready been reported by D. Liedtke et al.28) However, therehas been no report on Fe3(CN) in ledeburite cementite so far.NF is not stable in the liquid state because nitrogen (here NF)is a gas-state element. A part of the FeC system equilibriumphase diagram illustrating the possibility of Fe3(CxNy)formation is shown in Fig. 14. X and y mean the ratio of Cvs. N if the total is 100%. If the solidification is slow enough,and NF value is rather high, NF might take the gas stateas casting defect. In contrast, if solidification is fast enough,and NF value is rather high, NF has possibility to takeFe3(CxNy) form. If NF is controlled low enough by sufficientdenitrification, chill formation can be prevented, and fullgraphite structure can be guaranteed in even permanent moldcasting.19,20) There is no doubt that there is critical quantity ofNF against cooling rate. This will be the next study theme. Itis also interesting to survey the ratio of x and y in Fe3(CxNy)using X-ray diffraction.
The formation of Fe3(CxNy) is also supported thepossibility by the bonding properties of Fe and N from theviewpoint of the electronegativity.2,11,12,29) The difference inelectronegativity of Fe and N is larger than that of Fe and Cas described below.
Difference between Fe ð1:8Þ and N ð3:0Þ ¼ 1:2
Fe ð1:8Þ and C ð2:5Þ ¼ 0:7
This means that Fe might be easier to bond N than C on thepoint view of electronegativity.
4.4 NitrificationMostly, nitrogen in atmosphere is considered as the source
of NF. Although molecular N2 is known as an inert gas andis considered stable from other conditions, the gaseous statemight be dissociated when molten iron is exposed at hightemperature. For example, it has been known that nitrogenoxide (NOx) is generated by lightning30) or by heating of airover 1,000°C.31) These phenomena indicate the possibility ofthe generation of atomic N through reaction processes. Thesesituations are resembling the condition of molten iron surfaceduring electrical arc discharge, argon bubbling and pouring.Such atomic N generated might be absorbed into molteniron. Surface area of molten iron faced atmosphere should benarrow as possible. As the similar phenomena, nitrogenadsorption during steel welding and melting had been alreadyreported by many researchers.3234) N2 gas is used for stirringof molten steel instead of Ag gas in some cases as the reasonsof cost performance.35) As a matter of course, molten steelnaturally absorbs nitrogen in this case. However, the nitrogenabsorption has been considered in the analytical results andthe influence of product qualities.
Fig. 14 Iron range of estimated FeC system equilibrium phase diagramwith and without NF.
H. Itofuji, Y. Miyamoto and M. Itamura1200

4.5 DenitrificationSuperheating is mainly applied for deoxidation of base
molten iron utilizing CO boiling. The reaction begins whentemperature of molten iron exceeds TEC.
SiO2 þ 2C ) Siþ 2CO" ð4ÞSiO2 called slime in the base molten iron reacts C in thesame molten iron. Deoxidation of base molten iron isconducted by this reaction. Denitrification is also expectedby this reaction because CO boiling takes similar effect to Arbubbling.
After superheating, temperature of molten iron can belowered to TEC. During descending temperature, denitrifica-tion is expected by decreasing solubility of nitrogen inmolten iron. TEC depends on the values of C and Si in basemolten iron.
Although C and Si are added to minimize defects such asshrinkage and to guarantee the mechanical properties, theyare also expected to minimize nitrogen adsorption36) and therisk of chill formation.37)
Besides C and Si, sulfur (S) is important to avoid nitrogenabsorption. It should be value among the range of 0.006³0.015mass%.38) If S content is too low like less than0.003mass%, nitrogen absorption is aggressive. On thecontrary if S content is too high like over 0.020mass%,graphite nodularity cannot be secured. S content to get agood balance considering both the denitrification and thenodularity is around 0.012mass% in base molten iron. Sincebasic slag is formed and a basic lining is used in the electricarc furnace, base molten iron is desulfurized during melting.Therefore, S (for example, Fe48S) shall be added if neededto avoid nitrification and chill.
Ar bubbling is effective to denitrify but the apparatus withporous plug must be installed on the bottom of ladle. Thereis another type which inserts porous plug from the surfacemolten iron. However, the operation facility for plug goingup and down is needed. Another problem is that the surfacearea of plug refractory, which is inserted into molten iron, islarger. Those means that the cost performance is worse, andthe place for installed apparatus is needed.
Vacuum melting must be the most effective method fordegassing including denitrification, but this method is notsuitable for Mg treated molten iron since Mg exists gas stateand reduces the content by vacuum. Furthermore, it does nothave reality for foundry practice because it does not fit massproduction and cost performance for iron castings.
4.6 Mg treatmentT. Choh39) had reported that the rate and the quantity of
nitrogen adsorption became higher and more respectivelywhen S content in molten iron had quite less. Unfortunately,the nitrogen morphology was not indicated. The influenceof oxygen had been reported to take similar phenomenon aswell. T. Choh had also suggested that the higher temperaturepromoted the stronger tendency of nitrogen adsorption. Thetemperature of Mg treatment should be lower as possiblebut should avoid much below TEC. As described in 4.5, Scontent must set higher value which does not disturb graphitenodularity. Mg treatment introduces not only graphitespheroidization but also bring desulfurization and deoxi-
dation. These might make the chance of nitrogen adsorptionagain.
Mg vaporizes and boils at over 1,100°C. When thetemperature is much higher than this, and/or whenspheroidizer agent contain high amount of Mg, the vaporpressure become higher and the molten surface causes severewaves as seen on boiling water. This makes surface area ofmolten iron larger, and the chance of nitrogen adsorptionmay increase.
It is generally considered that chilling tendency decreasewhen large amount of Si increased by molten treatment.However, chilling tendency increased with increasing NF asshown in Fig. 8 and 9. Spheroidizing agents with lowerMg content as possible should be selected to achieve gentleMg vaporization. Air-off by shrouding molten surface duringMg treatment might be also effective to avoid nitrogenadsorption. This has been trying for permanent mold castingand the results will be published in near future.40)
As described above, it is considered that Mg does notmake chilling tendency increase itself, but nitrogenadsorption makes it. Mg atom is diameter of 3.20¡, and itis much larger than that of Fe atom (2.48¡). It is almostimpossible that Mg atom replaces Fe atom in Fe3C crystalstructure.
4.7 InoculationInoculation might be considered to impart two effects.41)
The illustration is shown in Fig. 15. One is the offset of NF
and avoid the risk of chill formation. In fact, powerfulinoculants in melting practice contain elements such asaluminum (Al), calcium (Ca), strontium (Sr), zirconium (Zr),etc. which show strong affinity for NF in all. Alloy makersempirically determined the elemental compositions withalmost no theory, based on trial and error. Another effect isto introduce micro-concentration spots of Si into the molteniron. This mainly causes the nodule number to increase.These inoculation effects are gradually lost with time. Thephenomenon is called fading. At this moment, molten ironhas almost no offset ability of NF anymore. Fading leads tore-nitrogen adsorption. And micro-concentration spots of Siare homogenized, and the number of graphite nucleation sitesdecreases. Therefore, inoculation should be conducted at thefinal stage as possible before solidification starts.
Fig. 15 Potential and expected effects by inoculation.
Influence of Free Nitrogen on Tendency of Chill Formation in Spheroidal Graphite Iron Castings 1201

4.8 PouringPouring must be conducted as fast as possible after
inoculation,42) and the stream must be laminar flow to reducethe surface area of Mg treated molten iron.43) As the results,it can make nitrogen adsorption minimize. Discussion aboutmolds, the lower the amount of combustion gas, includingnitrogen gas system, is better. The ignition loss in the sandmold must be low enough. Molten flow in the sand mold isdesired to be as calm and fast as possible.
4.9 Stability of graphite system solidificationAs described all above, the cause of cementite system
solidification was obvious to be an involvement of NF. If themechanism, which NF involves cementite crystal structure, isclearer, complicated inoculation mechanism will be under-standable. As the results, foundrymen will become easier toget graphite system solidification in any cases like the fieldof thin wall sand mold casting, permanent mold casting, diecasting etc.
4.10 Difference from conventional theoryAuthors propose “The Free Nitrogen Theory” as the
mechanism of chill formation in spheroidal graphite cast ironcastings. The theory would be also applicable for other typesof grey iron castings, in common. This theory treats only NF
in nitrogen morphology and is different from that proposedby Y. Lee1,3) and N. Inoyama.2) They had stated NS, whichincluded NF, AlN and Mg3N2 (Fig. 1). Their theory could notreach the technical development for the foundry site. On theother hand, the theory proposed by authors can be appliedalready in actual foundry field like this study. The realizationof chill-free permanent mold casting of thin wall spheroidalgraphite iron castings, which is not succeeded almost noparty in foundry, have been already in author’s hands.19,20)
Thus, there is big difference between two theories on theproduction of castings. Theory should be simple as possiblefor metallurgist and foundry engineer, and it should be usefulto MONODUKURI (manufacturing) for foundrymen too.
5. Conclusions
Through EAF melting and the later molten treatmentprocess, the following points were found on chilling inspheroidal graphite iron castings:(1) There is a stronger correlation between NF and the chill
depth in wedge samples. NF promotes chill formation.(2) Factors such as temperature and chemical composition
indirectly promote chill formation by influencing NF
content.(3) If sufficient denitrification can be conducted throughout
the process from melting to pouring, metastablesolidification will be totally avoided, i.e., graphitesolidification will be guaranteed.
(4) If NF can be intentionally suitably controlled on EAFmelting, castings has no chill.
(5) NF has a high possibility to take place C atom in Fe3Clattice and promote chill formation.
REFERENCES
1) Y. Lee, P. Kim, K. Hara, T. Sawamoto, N. Inoyama and Y. Kawano:Imono 55 (1983) 156163.
2) N. Inoyama, S. Yamamoto and Y. Kawano: Cast Irons ClarifiedThrough Bonds and Reactions, (1992).
3) Y. Lee, N. Inoyama, Y. Kawano, S. Yamamoto and K. Hara: Imono 57(1985) 120127.
4) K. Kurai, Y. Kawano, N. Inoyama, S. Kanbara, M. Yamada and S.Kondo: Imono 43 (1971) 869880.
5) T. Kitsudou, K. Asida and K. Fujita: Imono 62 (1990) 359364.6) T. Kitsudou: Trans. JFS 91 (2019) 3743.7) H. Horie, T. Kowata, K. Abe and A. Tida: Imono 58 (1986) 2125.8) S. Nishi, T. Ueda and S. Takagi: Imono 44 (1972) 2227.9) M. Hansen and K. Anderko: Constitution of Binary Alloys, 2nd Ed.,
(McGraw Hill Book Company, New York, 1958) p. 354.10) H. Hanemann and H. Jass: Giesserei 25 (1938) 298.11) S. Yamamoto, Y. Kawano and Y. Murakami: Bull. Jpn. Inst. Met. 11
(1972) 903911.12) Y. Kawano, S. Yamamoto and K. Kurai: Imono 47 (1975) 394401.13) H.J. Goldschmidt: J. Iron Steel Inst. 160 (1948) 878.14) S. Nishi, Y. Ueda and S. Takagi: Imono 44 (1972) 2227.15) H. Itofuji, K. Kawamura, N. Hashimoto and H. Yamada: Trans. AFS 98
(1990) 585595.16) B. Marineki: Mod. Cast. 42(6) (1962) 99.17) H. Itofuji: Int. J. Cast. Met. Res. 12 (1999) 179187.18) Ex. BCR295: Product provisions by the Japan Iron and Steel
Federation, (2017).19) H. Itofuji, K. Edane, T. Kotani, M. Itamura and K. Anzai: Proceedings
of CastTec 2016, (2016).20) H. Itofuji, K. Edane, T. Kotani, M. Itamura and K. Anzai: Mater. Trans.
60 (2019) 4148.21) Y. Ueda: Imono 33 (1961) 776785.22) S. Nishi, Y. Ueda and S. Takagi: Imono 44 (1972) 2227.23) K. Masumoto and Y. Imai: J. Japan Inst. Met. Mater. 33 (1969) 927
933.24) F.K. Naumann and G. Langenscheid: Arch. Arch. Eisen-hutt. 35 (1965)
677.25) N. Inoyama and Y. Kawano: J. Japan Inst. Met. Mater. 38 (1974) 394
401.26) A. Kagawa and T. Okamoto: Trans. JIM 22 (1981) 137143.27) The Japan Institute of Metals: Metals Data Book, 3rd Ed., (Maruzen,
Tokyo, 1974) p. 42.28) D. Liedtke et al.: Nitriding and Nitrocarburizing on Iron Materials, 5th
Ed., (2010).29) L. Pauling: The Nature of the Chemical Bond and the Structure of
Molecules and Crystals: An Introduction to Modern StructuralChemistry, (Cornell University Press, Ithaca, 1939).
30) I. Noguchi and T. Yamaguchi: Chikyu Kankyo 15(2) (2010) 111120.31) I. Masuda and M. Tamaki: Chikyu Kankyo 1(5) (1970) 2226.32) ISIJ: Iron and Steel Handbook, (1981) p. 158.33) H. Kokawa: Ferrum 9(2) (2004) 7073.34) H. Itofuji: Sokeizai 61(2) (2020) 3747.35) Y. Sawamura: J. Iron Steel Inst. 63 (1977) 19531964.36) R.D. Pehlke et al.: Trans. Metall. AIME 218 (1960) 1088.37) K. Taniguchi: Tetsu-to-Hagané 18 (1932) 952980.38) H. Itofuji and H. Yamada: “Memorial lecture as Technical prize” JFS
(1995).39) T. Choh and M. Inouye: J. Iron Steel Inst. 54 (1968) 1934.40) K. Edane, H. Kanbayashi, Y. Kurokawa, T. Sakatani, H. Itofuji and M.
Itamura: Imono (2021) Under submission.41) H. Itofuji: J. JFS 84 (2012) 725731.42) S.I. Karsay: Ductile Iron I-Production “The State of the Art”, (QIT-Fer
et Titane Incorporated, Quebec, 1992) pp. 99104.43) R. Barton: Foundry Trade Journal 14 (1983) 4063.
H. Itofuji, Y. Miyamoto and M. Itamura1202