
Industry Information 2242: Inorganic Materials for Catalyst Innovation€¦ · Inorganic Materials...
20
Inorganic Materials for Catalyst Innovation AEROSIL®, AEROXIDE® and SIPERNAT® Metal Oxides and Silica Based Materials Industry Information 2242
Transcript of Industry Information 2242: Inorganic Materials for Catalyst Innovation€¦ · Inorganic Materials...
Inorganic Materialsfor Catalyst Innovation AEROSIL®, AEROXIDE® and SIPERNAT® Metal Oxides and Silica Based MaterialsIndustry Information 2242
07-2
015
2
Contents
1. Pure Materials: The Basis for Catalyst Design 31.1 Preface 31.2 Synthetic Silica and Metal Oxides Overview 3
2. AEROSIL® Fumed Silica and AEROXIDE® Fumed Metal Oxides 32.1 Flame Hydrolysis – The AEROSIL® Process 32.2 AEROXIDE® Fumed Metal Oxides 32. 2.1 Fumed Aluminum Oxide 42. 2.2 Fumed Titanium Dioxide 42.3 Mixed and Doped Fumed Metal Oxides (MOX & DOX) 62. 3.1 SiO2 / Al2O3 62. 3.2 SiO2 / TiO2 (SiTi) 6
3. Characterization and Selected Basic Function 73.1 Surface Characteristics 73. 1.1 Details of the Silica Surface 73. 1.2 The Surface of Fumed Metal Oxides 73. 1.2.1 Fumed Alumina 7 3. 1.2.2 Fumed Titanium Dioxide 73.2 Catalyst Support Purity 83.3 Thermal Stability through Surface Doping 8
4. SIPERNAT® Precipitated Amorphous Silica – Designing Porous Particles 104. 1 Mesoporous Silica Grades 104. 2 Porosity and Surface Properties 114. 3 Surface Chemistry & Surface Acidity 12
5. Material Handling Options 135.1 Evonik Industries – Over 60 years of Powder Handling Experience 135.2 AEROPERL® Granulated Fumed Metal Oxides 135.3 AERODISP® Fumed Silica and Metal Oxide Dispersions 13
6 Evonik Industries: Part & Partner in Catalyst Innovation 146.1 Automotive Emission Control Catalysts 146.2 Catalysts for Chemical Manufacture 146.3 Energy Catalysts 146.4 Exclusive Raw Materials for New Synthesis Routes in Catalysis 156.5 Zeolite Catalysts – SIPERNAT® and AEROPERL® 156.6 AEROXIDE® TiO2 P 25-Photocatalysis 15
7 Product Overview 16
References 19

3
1. Pure Materials: The Basis for Catalyst Design
2. AEROSIL® Fumed Silica and AEROXIDE® Fumed Metal Oxides
1.1 Preface Since the beginning of systematic research into the action of heterogeneous catalysts for chemical processes it has become ever more apparent that a proper carrier plays nearly as important a role as the active centers themselves. If the carrier is imagined as the stage in a play, it doesn’t serve the drama if actors have to negotiate cramped, ill-considered sets and certainly the negligent banana peel could turn the night’s eff orts into comedy. Likewise, start-ing your catalyst design with carefully chosen car-rier materials, such as AEROSIL®, AEROXIDE®, and SIPERNAT®, assures a clean and consistent surface for the real drama: your catalysis.
Because with heterogeneous catalysts, the carrier o� en plays a direct role in generating or stabilizing the catalytic active site, it is o� en a mistake to treat the carrier as simply “inert”. Even recognizing the importance of the carrier to the defi nition of a “cata-lytic system”, one can also mistakenly assume that all chemically-like carriers are “interchangeable”. For this reason starting with the most chemically pure and carefully engineered materials is o� en the surest way of building precisely the catalyst that will get the job done time and time again. That’s why we hope you come to believe:
Evonik Industries, Part and Partner in Catalyst Innovation.
1.2 Synthetic Silica and Metal Oxides OverviewSynthetic silica products and metal oxides, such as alumina and titania, have been produced on a large scale for many decades and are widely used in indus-try. By means of special production processes, as well as by corresponding variations in the reaction param-eters and a� er-treatment methods, these products can be optimally “tailored” for industrial applications that run the gamut of experience, from food, feed, agriculture, throughout the extensive world of coat-ings, to high technology industries such as electron-ics, pharmaceuticals, and aerospace where materials of the highest purity are critical. Catalyst manufac-turers found early that the high chemical purity and reliability of AEROSIL® fumed silica, AEROXIDE® fumed metal oxides and SIPERNAT® precipitated silica proved especially useful as carrier materials or as a source of silica for molecular sieve preparation.
All silica products produced by Evonik are derived synthetically under controlled conditions. These products are X-ray amorphous [1] and as such belong to the class of “synthetic amorphous silica” or “SAS” – a designation commonly found in regulatory dis-cussions to distinguish amorphous silica from crystal-line silica and its association with silicosis.
2.1 Flame Hydrolysis – The AEROSIL® ProcessThe idea and technical development of the original AEROSIL® process (also known as fl ame hydrolysis or high-temperature hydrolysis) can be traced back to the Degussa chemist Harry Kloepfer in early 1940 (Degussa is one of Evonik’s predecessor companies).
To produce AEROSIL®, a volatile silicon compound, most commonly silicon tetrachloride, is injected into a fl ame composed of hydrogen and air. Under these conditions, the silicon tetrachloride is hydrolyzed to silicon dioxide in a highly aggregated, nano-structured form. This fi nely divided structure is what gives AEROSIL® its unique function and capabilities. For further detail on the manufacture and properties of AEROSIL®, please refer to [1].
2.2 AEROXIDE® Fumed Metal OxidesEvonik scientists found that the fl ame hydrolysis process developed for AEROSIL® had great versatil-ity for the manufacture of other oxides such as pure fumed alumina and fumed titania. These metal oxides are marketed under the AEROXIDE® trade name.
Similar to the AEROSIL® process, the hydrolysis of vaporizable metallic precursors in an oxyhydrogen fl ame provides the basis for AEROXIDE® manu-facture. Mixed oxides are also accessible by fl ame hydrolysis; however Evonik employs proprietary technology to result unique particle structures and / or combinations. These techniques allow true particle design resulting in an amazing spectrum of possibilities from homogeneously doped systems, to isolated or island-type heterogeneous structures, to layered sheath-core particles [See Figure 1].

4
The upper sequence shows a TiO2-particle com-pletely covered with SiO2, while on the bottom one dots of CeO2 can be observed on a SiO2-surface. Virtually no CeO2 can be found in the bulk of the SiO2 particle.
The metal oxides Al2O3 and TiO2 are produced on a multi-ton basis and as they are repeatedly cited in catalysis research will be featured here. Besides the powdery form of AEROSIL® fumed silica and AEROXIDE® fumed metal oxides Evonik off ers a broad range of granulated products under the brand name AEROPERL® and dispersions and the brand name AERODISP®. Details can be found in chapter 5.2 and 5.3.
2. 2.1 Fumed Aluminum OxideThree grades of AEROXIDE® fumed alumina, based on specifi c surface area, are available from Evonik and unlike AEROSIL® all three are distinctly crystal-line in nature [see Table 1]. Aluminum oxide occurs mainly in two modifi cations: the thermodynamically stable α-form and the metastable γ-form. The lat-ter can be subdivided crystallographically into the γ-group and the δ-group. If AEROXIDE® Alu C is heated to a temperature above 1200 °C, a conver-sion into the α-form takes place, which is associated with a decrease in the specifi c surface area and an enlargement of the primary particles. As expected, hardness and abrasiveness are increased as a result of this tempering.
Table 1Typical Properties of AEROXIDE® Aluminum oxides
AEROXIDE®
Parameter (test method) Unit Alu 65 Alu C Alu 130
BET specific Surface Area
m2 / g 65 100 130
X-Ray Form(approx.)
θ and δ, little γ
some δ, predomi-nantly γ
γ
pH (4 % aq. Slurry)
4.5 – 6 4.5 – 5.5 4.4 – 5.4
Loss on Ignition @ 1000 °C
wt. % < 3.0
The data represent typical values and are not part of the specification.
2. 2.2 Fumed Titanium DioxideTwo grades of titanium dioxide are available from Evonik distinguished by their specifi c surface areas and particle morphologies: AEROXIDE® TiO2 P 25 and high surface area AEROXIDE® TiO2 P 90.
SiO2
TiO2Coating
SiO2
CeO2
Doping
Figure 1 Experimental products demonstrating the core-shell and the doping concept
10 nm
20 nm

5
The fl ame process for the production of titania, like alumina, results in a highly crystalline material. In the case of fumed titania the crystalline make-up consists of a majority phase anatase with the bal-ance rutile. This has important implications for the photocatalytic oxidation of organic molecules via AEROXIDE® TiO2 P 25 and AEROXIDE® TiO2 P 90, which is detailed elsewhere. [2]
TEM HRTEM
Figure 2 Micrograph of AEROXIDE® TiO2 P 25 depicting the primary crystals (right) and their aggregates and agglomerates (left)
Table 2 Typical data of AEROXIDE® TiO2 P 25, AEROXIDE® TiO2 P 90, and VP AEROPERL® P 25 / 20
Parameter (test method) Unit AEROXIDE® TiO2 P 25 AEROXIDE® TiO2 P 90
Specific surface area(BET)
m2 / g 50 ± 15 90 ± 20
pH (4 % dispersion in water)
3.5 – 4.5 3.2 – 4.5
Tamped density(acc. to DIN EN ISO 787 -11
g / l approx. 130 approx. 120
Moisture(2 hours at 105 °C)
wt.-% ≤ 1.5 ≤ 4.0
Ignition loss(2 hours at 1000 °C based on material dried for 2 hours at 105 °C)
wt.-% ≤ 2.0 ≤ 3.0
TiO2 content(based on ignited material)
wt.-% > 99.5 > 99.5
Average particle size(SEM)
µm
Developmental products are labeled with the prefix VP. The commercialization depends on market response. Even though they are produced in commercial quantities, future availability should be verified.The data represent typical values and are not part of the specification.
Figure 3 Micrographs of AEROXIDE® TiO2 P 25 (left) and AEROXIDE® TiO2 P 90. The smaller particle size results in a higher surface area.
20 nm
20 nm 20 nm
200 nm
6
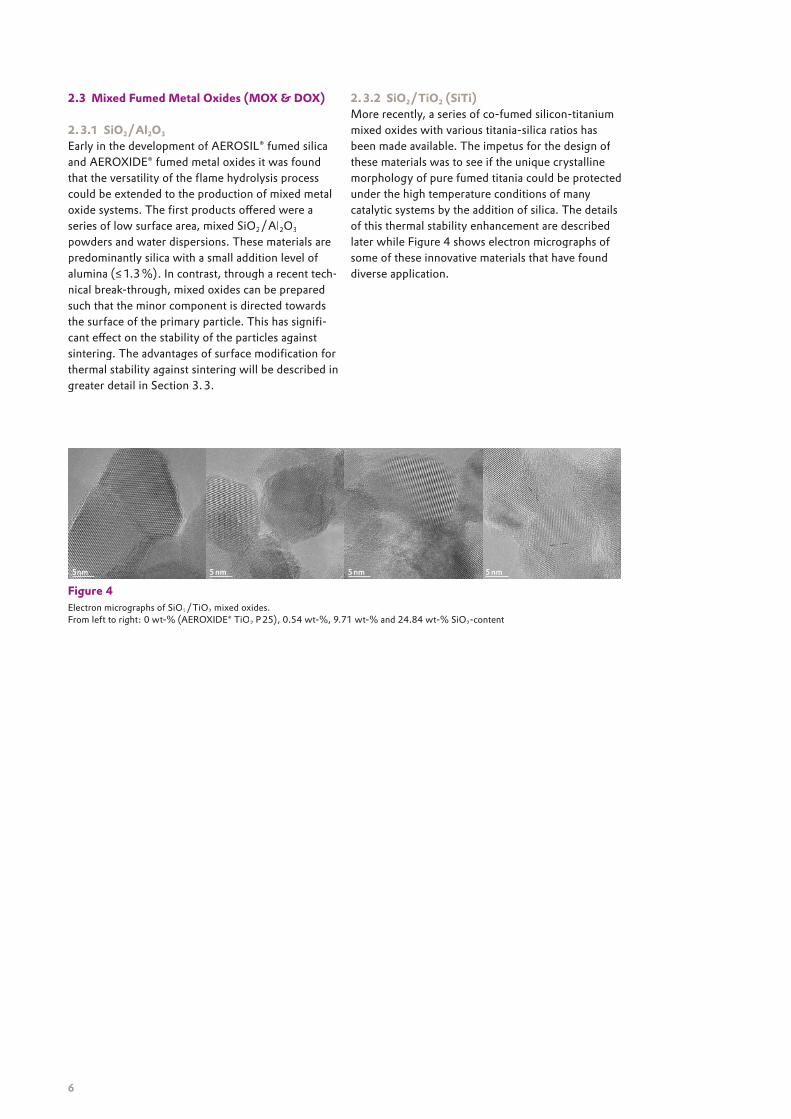
5 nm 5 nm 5 nm 5 nm
Figure 4 Electron micrographs of SiO2 / TiO2 mixed oxides. From left to right: 0 wt-% (AEROXIDE® TiO2 P 25), 0.54 wt-%, 9.71 wt-% and 24.84 wt-% SiO2-content
2.3 Mixed Fumed Metal Oxides (MOX & DOX)
2. 3.1 SiO2 / Al2O3
Early in the development of AEROSIL® fumed silica and AEROXIDE® fumed metal oxides it was found that the versatility of the fl ame hydrolysis process could be extended to the production of mixed metal oxide systems. The fi rst products off ered were a series of low surface area, mixed SiO2 / Al2O3
powders and water dispersions. These materials are predominantly silica with a small addition level of alumina (≤ 1.3 %). In contrast, through a recent tech-nical break-through, mixed oxides can be prepared such that the minor component is directed towards the surface of the primary particle. This has signifi -cant eff ect on the stability of the particles against sintering. The advantages of surface modifi cation for thermal stability against sintering will be described in greater detail in Section 3. 3.
2. 3.2 SiO2 / TiO2 (SiTi)More recently, a series of co-fumed silicon-titanium mixed oxides with various titania-silica ratios has been made available. The impetus for the design of these materials was to see if the unique crystalline morphology of pure fumed titania could be protected under the high temperature conditions of many catalytic systems by the addition of silica. The details of this thermal stability enhancement are described later while Figure 4 shows electron micrographs of some of these innovative materials that have found diverse application.
7
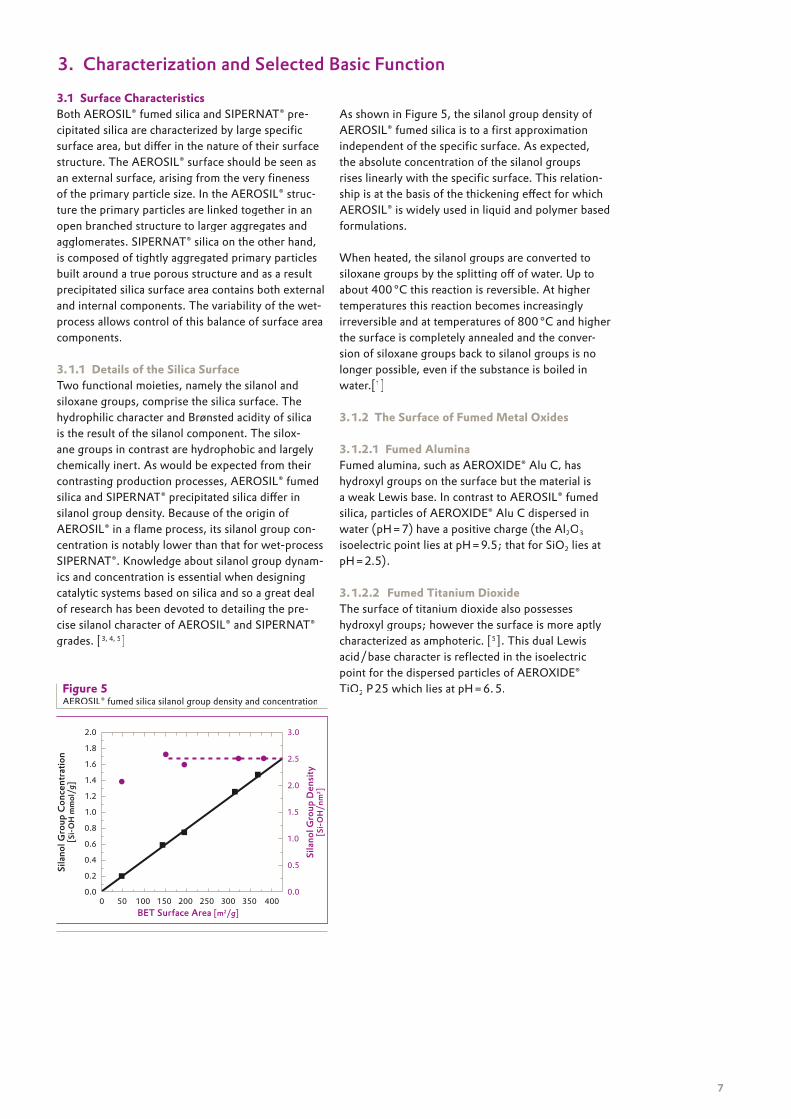
As shown in Figure 5, the silanol group density of AEROSIL® fumed silica is to a fi rst approximation independent of the specifi c surface. As expected, the absolute concentration of the silanol groups rises linearly with the specifi c surface. This relation-ship is at the basis of the thickening eff ect for which AEROSIL® is widely used in liquid and polymer based formulations.
When heated, the silanol groups are converted to siloxane groups by the splitting off of water. Up to about 400 °C this reaction is reversible. At higher temperatures this reaction becomes increasingly irreversible and at temperatures of 800 °C and higher the surface is completely annealed and the conver-sion of siloxane groups back to silanol groups is no longer possible, even if the substance is boiled in water.[1]
3. 1.2 The Surface of Fumed Metal Oxides
3. 1.2.1 Fumed AluminaFumed alumina, such as AEROXIDE® Alu C, has hydroxyl groups on the surface but the material is a weak Lewis base. In contrast to AEROSIL® fumed silica, particles of AEROXIDE® Alu C dispersed in water (pH = 7) have a positive charge (the Al2O3
isoelectric point lies at pH = 9.5; that for SiO2 lies at pH = 2.5).
3. 1.2.2 Fumed Titanium DioxideThe surface of titanium dioxide also possesses hydroxyl groups; however the surface is more aptly characterized as amphoteric. [5]. This dual Lewis acid / base character is refl ected in the isoelectric point for the dispersed particles of AEROXIDE® TiO2 P 25 which lies at pH = 6. 5.
3.1 Surface CharacteristicsBoth AEROSIL® fumed silica and SIPERNAT® pre-cipitated silica are characterized by large specifi c surface area, but diff er in the nature of their surface structure. The AEROSIL® surface should be seen as an external surface, arising from the very fi neness of the primary particle size. In the AEROSIL® struc-ture the primary particles are linked together in an open branched structure to larger aggregates and agglomerates. SIPERNAT® silica on the other hand, is composed of tightly aggregated primary particles built around a true porous structure and as a result precipitated silica surface area contains both external and internal components. The variability of the wet-process allows control of this balance of surface area components.
3. 1.1 Details of the Silica SurfaceTwo functional moieties, namely the silanol and siloxane groups, comprise the silica surface. The hydrophilic character and Brønsted acidity of silica is the result of the silanol component. The silox-ane groups in contrast are hydrophobic and largely chemically inert. As would be expected from their contrasting production processes, AEROSIL® fumed silica and SIPERNAT® precipitated silica diff er in silanol group density. Because of the origin of AEROSIL® in a fl ame process, its silanol group con-centration is notably lower than that for wet-process SIPERNAT®. Knowledge about silanol group dynam-ics and concentration is essential when designing catalytic systems based on silica and so a great deal of research has been devoted to detailing the pre-cise silanol character of AEROSIL® and SIPERNAT® grades. [3, 4, 5]
Figure 5AEROSIL® fumed silica silanol group density and concentration
Sila
nol G
roup
Con
cent
ratio
n[S
i-O
H m
mol
/g]
Sila
nol G
roup
Den
sity
[Si-
OH
/nm
2 ]
BET Surface Area [m2/g]
2.0
1.8
1.6
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0.0
3.0
2.5
2.0
1.5
1.0
0.5
0.050 100 150 200 250 300 350 4000
3. Characterization and Selected Basic Function

8
The contrasting surface nature of these materials is demonstrated by their behavior in water through measurement of zeta potential (Figure 6) [1, 6].
Figure 6Zeta potentials of fumed metal oxides produced by Evonik as a function of pH value (0.02 m KNO3)
Zeta
pot
entia
l mV
→
ph value →
AEROXIDE® Alu CAEROXIDE® TiO2 P 25
80
60
40
20
0
–20
–40
–60
–803 4 5 6 7 8 9 102
AEROSIL® OX 50
3.2 Catalyst Support PurityWith the many diff erent raw material source options available for catalyst manufacture, there is a simple answer to the question of why Evonik products should be chosen: Chemical Purity.
A starting material for AEROSIL® fumed silica is e. g. silicon tetrachloride, which can be distilled and puri-fi ed relatively easily. Due to the chemical simplicity of the AEROSIL® process, hydrochloric acid is the only by-product. As was mentioned, a� er-treatment of the fumed silica with hot steam reduces the resid-ual hydrochloric acid content to less than 0.025 %. Another outcome of the process is that impurities can be maintained at a very low level. Among the other residuals, Al2O3, Fe2O3, and TiO2 are the most prominent. Additional foreign elements occur only in traces.
Similar purity characteristics apply for AEROXIDE® fumed metal oxides such as AEROXIDE® Alu C and AEROXIDE® TiO2 P 25. These materials have purities exceeding 99.5 % and heavy metal impurities gener-ally fall beneath common detection limits.
3.3 Thermal Stability through Surface Modification
The ability to direct one fumed metal oxide onto the surface of another fumed metal oxide was briefl y described earlier. One distinct advantage that materi-als with such heterogeneous primary particle struc-ture possess is an enhanced thermal stability. Evonik has developed two systems that demonstrate this enhancement and has an active research program exploring the many possible extensions of the design concept and its application as materials for catalytic supports.
An early example of this particle structure control were materials that combined silica and alumina. Evonik has off ered these particle systems for quite some time as the so-called MOX grades. The newer technology however directs the alumina phase to the outer region of the primary particles. An example is the developmental product VP DOX 110, which con-sists mainly of silica with a small portion of alumina. In Figure 7 the sintering resistance of VP DOX 110 is compared to pure fumed silica with similar surface area (AEROSIL® OX 50). This shows that directed doping prolongs the onset of sintering by approxi-mately 100 °C.

9
Figure 7Improved sintering resistance of VP DOX 110 compared to AEROSIL® OX 50
rela
tive
dens
ity
temperature [˚C]1 h heating time
VP DOX 110
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3200 400 600 800 1000 1200 1400 16000
AEROSIL® OX 50
In another example, it was previously described that the chemical nature of silica starkly diff ers from that of titania; by directed doping, the rich chemistry of the silanol group can be gra� ed onto a titanium diox-ide core without disturbing its crystalline nature and basic physical properties. This design also has impact on the behavior of the titania core with respect to thermal treatments as can be seen in Figure 8 which compares the thermal stability of a standard fumed titania, AEROXIDE® TiO2 P 25 [7, 8, 9] to titania materials that have been co-fumed with silica. In this fi gure it can be seen that by 800 °C, the phase transi-tion of anatase to rutile has taken place in the pure titanium dioxide (AEROXIDE® TiO2 P 25) powder thus resulting in a 96 % reduction in surface area. By contrast the addition of silica to the titanium dioxide particles nearly eliminates any loss of surface area at temperatures up to 800 °C. Even though part of the silica in these products can be found at the surface of the primary titania particles, they are not completely coated, and the material still shows the characteristic properties of titania. This can be seen e. g. by the photocatalytic behaviour, which is not signifi cantly reduced compared to pure fumed tianaia.
AEROXIDE® TiO2 P 25 VP TiO2 545 SPhotoactivity Index(AEROXIDE® TiO2 P 25 = 1)
BET
surf
ace
area
50
20 ̊ C 800 ̊ C, 3h
2
≈15%
≈85%
20 ̊ C 800 ̊ C, 3h
50 48
≈15%
≈85%
≈15%
≈85%
BET
surf
ace
area
1.00.90.80.70.60.50.40.30.20.10
AEROXIDE® TiO2 P 25
VP TiO2 545 S
TiO2 is still catalytically active in stabilized AEROXIDE® TiO2 P 25
Rutile Anatase
Figure 8Fumed titania loses 96 % of its surface area when heated to 800 °C while titania that has been co-fumed with silica displays excellent thermal stability. Stabilization influences the catalytic activity only to small extent as illustrated by the Photoactivity Index.
10
4. SIPERNAT® Precipitated Amorphous Silica – Designing Porous ParticlesSIPERNAT® precipitated amorphous silica and sili-cates are produced by acidifi cation of an aqueous alkali silicate solution. Aggregation and agglomera-tion take place in parallel to particle growth and pre-cipitation, so that the mean diameter of the resulting synthetic amorphous silicon dioxide and / or silicate particles are, as delivered, typically in the micron range and far above 100 nm.
SIPERNAT® precipitated silica grades are suitable in various areas of catalyst manufacturing such as:
• A silica source for zeolite synthesis. • A process aid, e. g. as a binder or rheology control agent during the forming process.
• The main constituent of carrier materials providing controlled surface area and porosity for the fi nal catalytic system.
While for zeolite synthesis typically SIPERNAT® grades 22, 320, 2200 are being applied, for rhe-ology control fi ner particle size materials like SIPERNAT® 22 S or an AEROSIL® grade can be used. If controlled surface area and porosity play a major role SIPERNAT® 50 or one of our mesoporous mate-rials described below are recommended.
4. 1 Mesoporous Silica GradesSilica materials are well known as catalyst carriers in the chemical industry. Advantages off ered are:
• High surface area. • A controlled pore size distribution already in the raw material prior to the forming process at the customer.
• A surface chemistry that can easily be modifi ed through the functionalization of surface silanol groups.
The range of commonly available granular silica materials is quite limited. The beaded gel-type grades available are mechanically stable and to a certain degree attrition resistant, but have the dis-advantage of providing only limited combinations of surface area and pore volume.
Non-spherical granular silica gels off er a wider porosity range but due to inherent sharp edges suf-fer from poor attrition resistance. Hence it is useful to have a wide range of fi ne sized silica materials available, that can be shaped to appropriate particle size and geometry by the catalyst manufacturer. Examples for silica-based extrudates can be found in the patent literature [10]. Choice of appropriate reci-pes and extrusion conditions help to tailor bimodal pore size distributions thus allowing for better per-colation of reaction media within the fi nal catalyst extrudate.
Thanks to decades of experience in wet-process silica production and various production technologies available in numerous plants over the world, Evonik can provide a wide range of fi ne powdered silica with excellent processability during extrusion and thereby highly suitable for catalyst manufacturing.
When choosing among properties known in the industry to be relevant, e. g. BET surface area, pore volume, and purity, it is helpful that the SIPERNAT® catalog off ers an extensive set of property combinations.
Table 3Basic physical-chemical data for SIPERNAT® precipitated silica products
Properties Unit Range Available
BET Surface Area(ISO 9277)
m2 / g 50 – 750
N2-Pore VolumeAverage Pore Diameter (Mesoporous grades)
g / lnm
0.4 – 1.74 – 35
DOA-absorption(ISO CD 19246)
ml / 100 g 100 – 300
Purity
SiO2
(ISO 3262-19) % 97 – 99
Na Internal method
% < 1
Al Internal method
ppm < 1000
Fe Internal method
ppm < 400
Agglomerate size (Laser diffraction following ISO 13320)
µm 3 – 350
Tamped density (DIN ISO 787 / 11)
g / l 50 – 550
DOA = Dioctyladipate
One important distinction between wet-processed silica and fumed or fl ame processed silica is that in the precipitation process particle porosity develops and can be controlled. While fumed silica show typi-cally a linear or branched structure, wet-processed silica products have a sponge-like structure as sche-matically shown in fi gure 9.

11
SIPERNAT® Precipitated Silica and Silicates
Sponge-like Structure
AEROSIL® Fumed Silica
Chain-like Structure
Figure 9 Morphological Differences between SIPERNAT® precipitated silica and AEROSIL® fumed silica materials
Figure 10 Precipitated silica network of small silica clusters forming meso- and macropores; resulting in high surface area (> 700 m²/g), but wide pore size distribution
Figure 11 Precipitated silica clusters forming a mesoporous sponge-like structure with, medium surface area, and narrow pore size distribution
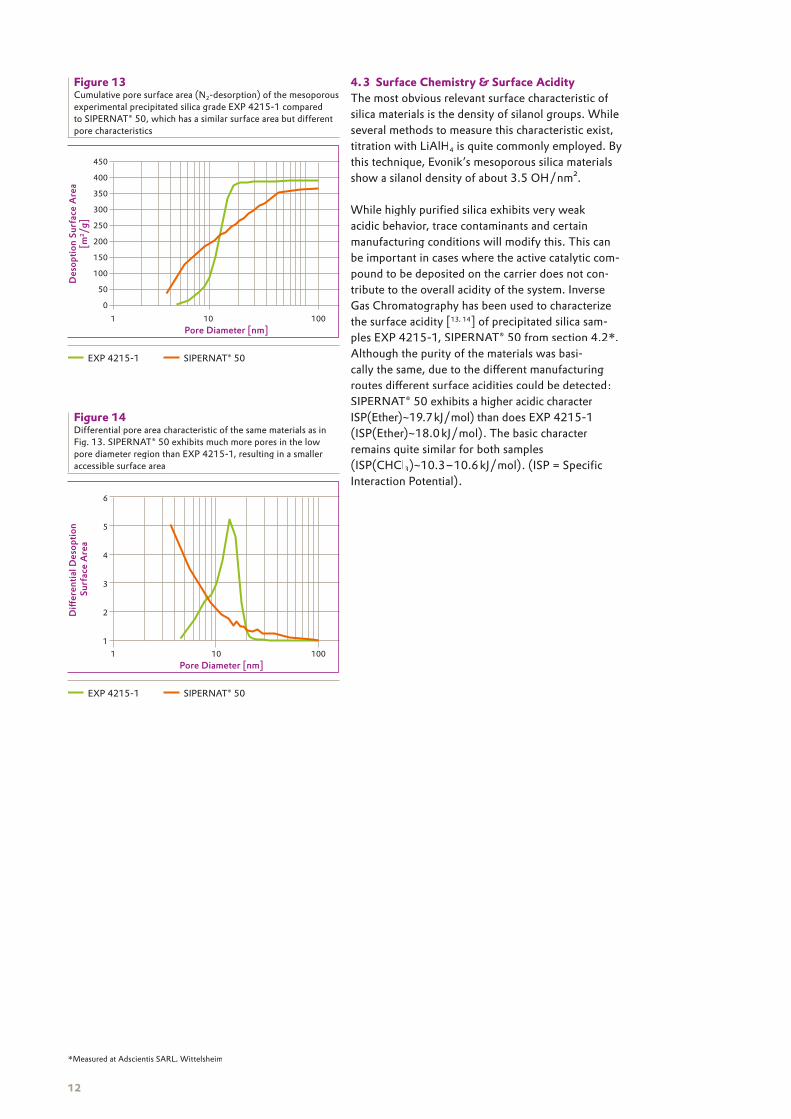
4. 2 Porosity and Surface PropertiesQuite o� en precipitated silica materials are chosen by simply comparing typical data like BET surface area and total pore volume. This can be quite misleading, as this does not consider the distribution of pores, surface roughness and so on, which are typically not specifi ed.
Control of reaction conditions allows one to tune pore size distributions to some extent. Figures 13 and 14 show the pore characteristics of diff er-ent experimental precipitated silica materials (EXP 4215-1, SIPERNAT® 50). Both have a surface area in the range of 350 – 500 m²/g, but quite diff er-
ent pore characteristics. EXP 4215-1, for example, has a narrower pore size distribution curve than SIPERNAT® 50. Comparing both materials by means of IGC-ID*, it is confi rmed, that SIPERNAT® 50 shows more pronounced size exclusion eff ects.
The impact of this can be seen also during extrusion. Typically very small pores can be clogged by process additives and binders and as a consequence a major portion of the surface area is not available for the active component of the catalyst. Hence it is important to design catalysts using silica with an optimum pore size combined with highly accessible surface area.
In fi gure 11 an example closer to a gel type mate-rial is shown, with clusters forming a mesoporous sponge-like structure with medium surface area, and narrow pore size distribution. Figure 12 shows a precipitated silica macroporous structure and a very smooth surface. The BET surface area is low (approx. 50 m²/g), and a narrow pore size distribution with virtually no micro- or mesopores can be observed.
* IGC-ID = Inverse Gas Chromatography at Infinite Dilution. Measured at Adscientis SARL, Wittelsheim
The following micrographs shall illustrate the range of porosity types available. Figure 10 shows precipi-tated silica having networks of small silica clusters forming basically meso- and some macropores. The resulting surface area is in the range of > 700 m²/g, the material having a wide pore size distribution.
Figure 12 Macroporous structure of a precipitated silica with smooth surface; low surface area (50 m²/g), narrow pore size distribu-tion with virtually no micro- or mesopores
200 nm 200 nm200 nm
12
Figure 13Cumulative pore surface area (N2-desorption) of the mesoporous experimental precipitated silica grade EXP 4215-1 compared to SIPERNAT® 50, which has a similar surface area but different pore characteristics
Des
optio
n Su
rfac
e A
rea
[m2 /
g]
Pore Diameter [nm]
450
400
350
300
250
200
150
100
50
010 1001
EXP 4215-1 SIPERNAT® 50
Figure 14Differential pore area characteristic of the same materials as in Fig. 13. SIPERNAT® 50 exhibits much more pores in the low pore diameter region than EXP 4215-1, resulting in a smaller accessible surface area
Pore Diameter [nm]
Diff
eren
tial D
esop
tion
Surf
ace
Are
a
6
5
4
3
2
110 1001
EXP 4215-1 SIPERNAT® 50
4. 3 Surface Chemistry & Surface AcidityThe most obvious relevant surface characteristic of silica materials is the density of silanol groups. While several methods to measure this characteristic exist, titration with LiAlH4 is quite commonly employed. By this technique, Evonik’s mesoporous silica materials show a silanol density of about 3.5 OH / nm².
While highly purifi ed silica exhibits very weak acidic behavior, trace contaminants and certain manufacturing conditions will modify this. This can be important in cases where the active catalytic com-pound to be deposited on the carrier does not con-tribute to the overall acidity of the system. Inverse Gas Chromatography has been used to characterize the surface acidity [13, 14] of precipitated silica sam-ples EXP 4215-1, SIPERNAT® 50 from section 4.2*. Although the purity of the materials was basi-cally the same, due to the diff erent manufacturing routes diff erent surface acidities could be detected: SIPERNAT® 50 exhibits a higher acidic character ISP(Ether)~19.7 kJ / mol) than does EXP 4215-1 (ISP(Ether)~18.0 kJ / mol). The basic character remains quite similar for both samples (ISP(CHCl3)~10.3 – 10.6 kJ / mol). (ISP = Specifi c Interaction Potential).
* Measured at Adscientis SARL, Wittelsheim
13
5. Material Handling Options5.1 Evonik Industries – Over 70 years
of Powder Handling ExperienceBecause of Evonik’s and its predecessor company Degussa’s many years of experience with fumed metal oxides, we can off er the most diverse portfolio of material handling options. Fumed metal oxides, by their nature, are very fi ne, low bulk density materials and their hydrophilic nature requires the utmost in care in order to deliver quality products for the most sensitive and technically demanding application. Details covering the handling of both AEROSIL® and AEROXIDE® as well as SIPERNAT® silica, including highly effi cient technologies unique to Evonik can be found in our brochures [15] or by contacting your local Evonik representative.
Evonik off ers two lines of products that reduce the complications sometimes involved with working with fumed metal oxide powders: AEROPERL® granulated fumed metal oxide powders and AERODISP® water dispersions of fumed metal oxides.
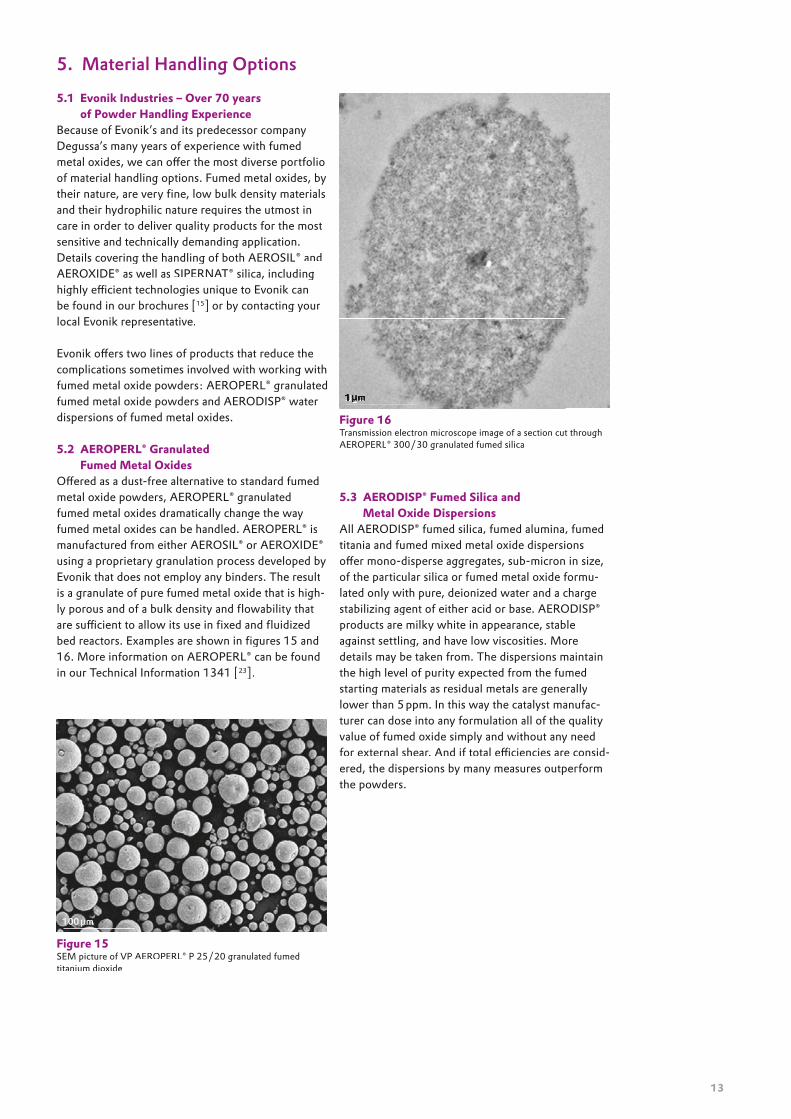
5.2 AEROPERL® Granulated Fumed Metal Oxides
Off ered as a dust-free alternative to standard fumed metal oxide powders, AEROPERL® granulated fumed metal oxides dramatically change the way fumed metal oxides can be handled. AEROPERL® is manufactured from either AEROSIL® or AEROXIDE® using a proprietary granulation process developed by Evonik that does not employ any binders. The result is a granulate of pure fumed metal oxide that is high-ly porous and of a bulk density and fl owability that are suffi cient to allow its use in fi xed and fl uidized bed reactors. Examples are shown in fi gures 15 and 16. More information on AEROPERL® can be found in our Technical Information 1341 [23].
Figure 15 SEM picture of VP AEROPERL® P 25 / 20 granulated fumed titanium dioxide
Figure 16 Transmission electron microscope image of a section cut through AEROPERL® 300 / 30 granulated fumed silica
5.3 AERODISP® Fumed Silica and Metal Oxide Dispersions
All AERODISP® fumed silica, fumed alumina, fumed titania and fumed mixed metal oxide dispersions off er mono-disperse aggregates, sub-micron in size, of the particular silica or fumed metal oxide formu-lated only with pure, deionized water and a charge stabilizing agent of either acid or base. AERODISP® products are milky white in appearance, stable against settling, and have low viscosities. More details may be taken from. The dispersions maintain the high level of purity expected from the fumed starting materials as residual metals are generally lower than 5 ppm. In this way the catalyst manufac-turer can dose into any formulation all of the quality value of fumed oxide simply and without any need for external shear. And if total effi ciencies are consid-ered, the dispersions by many measures outperform the powders.
1 µm
100 µm

14
6. Evonik Industries: Part & Partner in Catalyst InnovationThe use of oxidic materials such as: Al2O3, SiO2, TiO2
among others, has a rich history of success in the production of catalysts. While these oxides are wide-ly available in nature, such materials o� en contain small to considerable amounts of impurities that can have signifi cant infl uence on the catalysis. With this in mind, there is a preference to use synthetic oxides and thereby control the entire chemical nature of the catalytic surface. Starting with precisely synthesized, highly pure materials gives the catalytic technologist the broadest fl exibility and reliability.
Along with the systems already referred to in this publication, some of the many catalytic systems that have successfully used Evonik silica or fumed metal oxides are briefl y described here.
6.1 Automotive Emission Control CatalystsIncreasingly stringent exhaust gas laws and new motor technologies mandate the ever-improving automo-tive emission control catalysts. One constant in this technology evolution is the need for high surface area, chemically pure, and stable base supports, such as Evonik’s AEROSIL® fumed silica and AEROXIDE® fumed metal oxides.
The typical automotive catalytic converter design employs a washcoat for a honeycomb support. The washcoat consists of a complex mixture of several fi ne-grained, highly porous inorganic oxides and mixed oxides (commonly alumina, ceria, or zirconia). The high porosity is what gives the washcoat grains the required large surface (up to 400 m² per gram of washcoat). The particle structure and the purity of the oxidic washcoat components aff ect cluster for-mation and stability and, as a result, the performance of the catalyst. The use of fumed metal oxides helps to increase the effi ciency and the well time of the catalyst.
There are three key reasons for this: 1) fumed metal oxides have extraordinarily high chemical purity; 2) their particle morphology-aggregates of ball-shaped primary particles-results in a narrow distribution of pore sizes allowing the optimization of the micro-architecture of the catalyst; and 3) the fumed metal oxides are highly heat-resistant in the catalyst, thus enabling higher working temperatures.
6.2 Catalysts for Chemical ManufactureLike most catalyst systems, chemical catalysts, wheth-er they are for organic chemical synthesis or polym-erization reactions, require top quality raw materials with high surface areas and the lowest possible levels of catalyst-poisoning impurities. Evonik off ers a wide range of oxides suitable for use as catalyst carrier structures as well as precipitated and fumed oxides that are used as raw materials in the synthesis of high performance zeolite catalysts. Silica materials being used for this purpose comprise AEROSIL® 90, AEROSIL® 200, and AEROSIL® OX 50 or SIPERNAT® 22, SIPERNAT® 320, SIPERNAT® 2200, and SIPERNAT® 50.
6.3 Energy CatalystsGas-to-Liquid catalysis gets a big boost from the unique combination of purity, surface area, and phase composition that are off ered by Evonik’s fumed silica, alumina and titania products. Since these reactions are surface driven, increasing the available surface area in a reaction while keeping all other factors constant will generally increase catalyst effi ciency, and thus reaction rate, in a given reactor – requirements well matched by Evonik fumed metal oxides. In addition, the exceptional purity of fumed oxides ensures the maximum catalytic activity of a system due to the minimization of potential catalyst poisoning impurities [16, 17, 18].

15
6.4 Exclusive Raw Materials for New Synthesis Routes in Catalysis
In collaboration with Uhde GmbH, Evonik has developed a novel catalytic process for synthesizing propylene oxide. In this HPPO (hydrogen peroxide propylene oxide) process, a heterogeneously cata-lyzed reaction between propene and H2O2 yields propylene oxide. [19, 20]
The developmental product, a fumed silica doped with titania such as described in chapter 2.3, proved to be a cost-eff ective starting material for synthesizing the required catalyst. Evonik off ers several developmental grades (VP) of fumed silica and titania, available with a wide range of titania contents and surface areas to fi t the specifi c proper-ties required for a given catalyst composition.
6.5 Zeolite Catalysts – SIPERNAT® and AEROPERL®
Synthesis of high performance zeolite cata-lysts demands high performance raw materials. SIPERNAT® precipitated silica products are an excel-lent choice as raw materials for making high-silica zeolites for a variety of reasons. High purity coupled with consistent trace metal content is the primary reason that SIPERNAT® products are the starting point for reliable zeolite synthesis. In addition to purity, SIPERNAT® off ers very high surface areas and high bulk densities. The result of this is that the pow-der does not fl oat on the surface when added to a reactor, yet is rapidly digested by the alkaline slurry.
For zeolites requiring extremely high purity raw materials, AEROSIL® fumed silica products off er high surface area for rapid digestion and extremely low trace metal content for tight composition control. Being comprised of highly structured, high surface area particles, however, AEROSIL® fumed silica tend
to wet into the reaction slurry slowly and increase viscosity once mixed. As a solution to this behavior, AEROPERL®, our granulated form of AEROSIL® can be used. These granules wet into the slurry more rapidly than standard fumed silica powder and do not aff ect the viscosity as signifi cantly. They do, howev-er, maintain the exceptional purity and high surface area of fumed silica powder and thus digest rapidly and do not introduce unwanted impurities.
6.6 AEROXIDE® TiO2 P 25-PhotocatalysisA notable characteristic of titanium dioxide is its ability to fi lter UV light. Anatase absorbs electromag-netic radiation of wavelengths less than 385 nm, for rutile the cut-off is 415 nm. The unique combination of phases in AEROXIDE® fumed titania results in a photoconductivity and, in conjunction, photocataly-sis of organic materials that has been extensively remarked upon. Further detail on the application of AEROXIDE® fumed titanium dioxide to photocataly-sis is available [2, 21, 22].
16
7 Product OverviewA selection of recommended grades and their typi-cal properties are given below. Please contact us for more specifi c information or for materials with more specifi c requirements, which can be made on large pilot or plant scale on request.
Recommended Commercial Products
AEROSIL® OX 50
AEROSIL® 90
AEROSIL® 200
AEROSIL® 300
AEROSIL® 380
AEROSIL® MOX 80
AEROSIL® MOX 170
AEROXIDE® Alu 65
AEROXIDE® Alu C
AEROXIDE® Alu 130
AEROXIDE® TiO2 P 25
SIPERNAT® 22
SIPERNAT® 22 S
SIPERNAT® 320
SIPERNAT® 2200
SIPERNAT® 50
Recommended Developmental Products
EXP 4210-1
EXP 4215-1
EXP 4230-1
VP DOX 110
VP TiO2 545 S
VP TiO2 1580 S

17
Recommended AEROSIL® Fumed Silica Grades
Properties Unit AEROSIL® OX 50 AEROSIL® 90 AEROSIL® 200 AEROSIL® 300 AEROSIL® 380
Specific surface area (BET) m2 / g 50 ± 15 90 ± 15 200 ± 25 300 ± 30 380 ± 30
Tamped density* acc. to DIN EN ISO 787 -11
g / l approx. 130 approx. 80 approx. 50 approx. 50 approx. 50
Loss on drying*2 hours at 105 °C
wt. % ≤ 1.5 ≤ 1.0 ≤ 1.5 ≤ 1.5 ≤ 2.0
Ignition loss2 hours at 1000 °C based on material dried for 2 hours at 105 °C
wt. % ≤ 1.0 ≤ 1.0 ≤ 1.0 ≤ 2.0 ≤ 2.5
pHin 4 % dispersion
3.8 – 4.8 3.7 – 4.7 3.7 – 4.5 3.7 – 4.5 3.7 – 4.5
SiO2 contentbased on ignited material
wt. % ≥ 99.8 ≥ 99.8 ≥ 99.8 ≥ 99.8 ≥ 99.8
* ex plantThe data represent typical values (no product specification)
Recommended Fumed Silicon-Aluminum Mixed Oxides
Properties Unit VP DOX 110 AEROSIL® MOX 80 AEROSIL® MOX 170
Specific surface area (BET) m2 / g 65 ± 20 80 ± 20 170 ± 30
Tamped density*acc. to DIN EN ISO 787 -11
g / l approx. 80 approx. 60 approx. 50
Loss on drying*2 hours at 105 °C
wt. % ≤ 2.0 ≤ 1.5 ≤ 1.5
Ignition loss2 hours at 1000 °C based on material dried for 2 hours at 105 °C
wt. % ≤ 2.0 ≤ 1.0 ≤ 1.0
pHin 4 % dispersion
3.5 – 5.5 3.6 – 4.5 3.6 – 4.5
SiO2 contentbased on ignited material
wt. % ≥ 99 ≥ 98.3 ≥ 98.3
Al2O3 content wt. % 0.05 – 0.50 0.3 – 1.3 0.3 – 1.3
* ex plantThe data represent typical values (no product specification)
Recommended Fumed Titania and Silica Titania Mixed Oxides
Properties AEROXIDE® TiO2 P 25 VP TiO2 545 S AEROXIDE® TiO2 P 90 VP TiO2 1580 S
Specific surface area (BET) 50 ± 15 m²/g 45 ± 10 m2 / g 90 ± 20 m²/g 80 ± 15 m²/g
Tamped densityacc. to DIN EN ISO 787 -11
100 - 180 g / l approx. 100 g / l approx. 120 g / l approx. 60 g / l
pHin 4 % dispersion
3.3 – 4.5 3.3 – 4.5 3.2 – 4.5 3.3 – 4.5
SiO2 contentbased on ignited material
approx. 5 % approx. 15 %
The data represent typical values (no product specification)
Developmental products are labeled with the prefix VP. The commercialization depends on market response. Even though they are produced in commercial quantities, future availability should be verified.
18
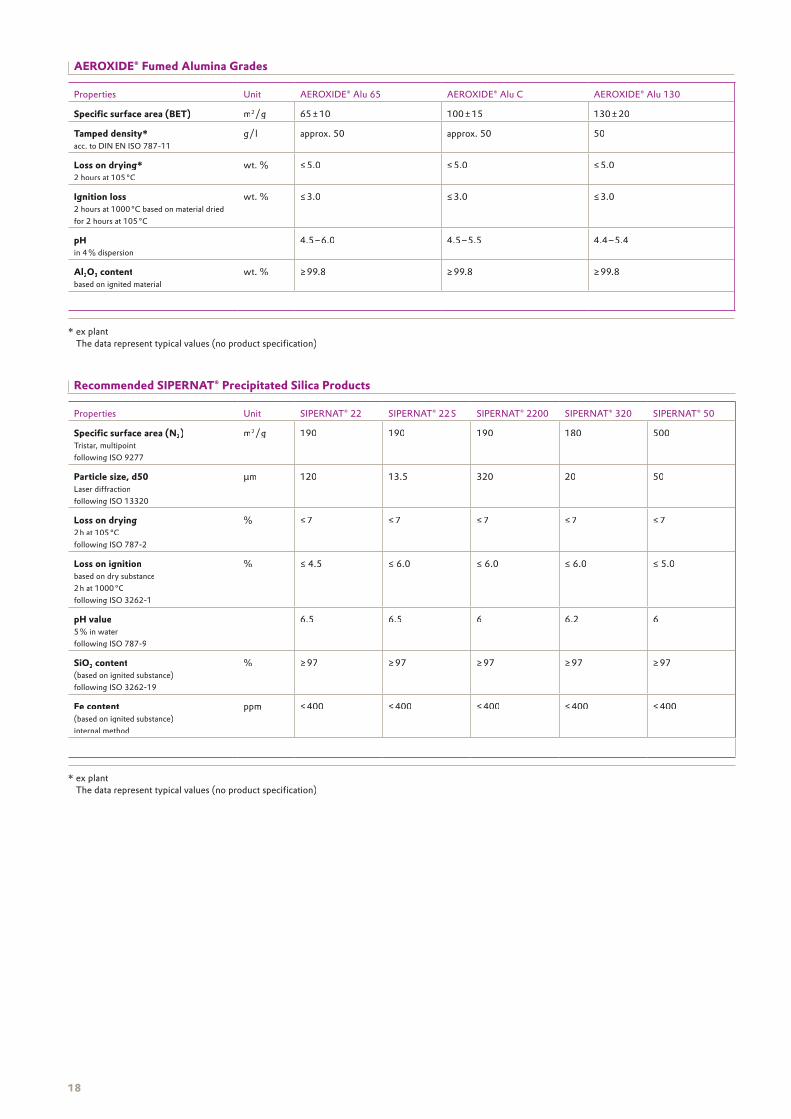
AEROXIDE® Fumed Alumina Grades
Properties Unit AEROXIDE® Alu 65 AEROXIDE® Alu C AEROXIDE® Alu 130
Specific surface area (BET) m2 / g 65 ± 10 100 ± 15 130 ± 20
Tamped density*acc. to DIN EN ISO 787 -11
g / l approx. 50 approx. 50 50
Loss on drying*2 hours at 105 °C
wt. % ≤ 5.0 ≤ 5.0 ≤ 5.0
Ignition loss2 hours at 1000 °C based on material dried for 2 hours at 105 °C
wt. % ≤ 3.0 ≤ 3.0 ≤ 3.0
pHin 4 % dispersion
4.5 – 6.0 4.5 – 5.5 4.4 – 5.4
Al2O3 contentbased on ignited material
wt. % ≥ 99.8 ≥ 99.8 ≥ 99.8
* ex plantThe data represent typical values (no product specification)
Recommended SIPERNAT® Precipitated Silica Products
Properties Unit SIPERNAT® 22 SIPERNAT® 22 S SIPERNAT® 2200 SIPERNAT® 320 SIPERNAT® 50
Specific surface area (N2)Tristar, multipoint following ISO 9277
m2 / g 190 190 190 180 500
Particle size, d50Laser diffractionfollowing ISO 13320
µm 120 13.5 320 20 50
Loss on drying2 h at 105 °Cfollowing ISO 787-2
% ≤ 7 ≤ 7 ≤ 7 ≤ 7 ≤ 7
Loss on ignitionbased on dry substance2 h at 1000 °Cfollowing ISO 3262-1
% ≤ 4.5 ≤ 6.0 ≤ 6.0 ≤ 6.0 ≤ 5.0
pH value5 % in waterfollowing ISO 787-9
6.5 6.5 6 6.2 6
SiO2 content(based on ignited substance)following ISO 3262-19
% ≥ 97 ≥ 97 ≥ 97 ≥ 97 ≥ 97
Fe content(based on ignited substance)internal method
ppm ≤ 400 ≤ 400 ≤ 400 ≤ 400 ≤ 400
* ex plantThe data represent typical values (no product specification)

19
References
1 Evonik Technical Bulletin Fine Particles 11, Basic Characteristics of AEROSIL® Fumed Silica
2 Evonik Industries, Technical Information 12433 Ralph, K. Iler, The Chemistry of Silica, 1979,
John Wiley&Sons4 G.Ertl, H. Knözinger, J. Weitkamp; Preparation
of Solid Catalysts, 1999, Wiley-VCH5 Roger Mueller, Hendrik K. Kammler, Karsten Wegner,
and Sotiris E. Pratsinis, Langmuir 2003, 19, 160 – 1656 Evonik Industry Broschure, AERODISP® Fumed Silica
and Metal Oxide Dispersions7 N. R.C. Fernandes Machado, V. S. Santana,
Catalysis Today 107 – 108 (2005) 595 – 6018 Jing Zhang, Meijun Li, Zhaochi Feng, Jun Chen,
and Can Li, J. Phys. Chem. B 2006, 110, 927 – 9359 Porter et al., J. Mat.Sci.34 (1999), 1523 –1531
10 EP0309048, EP0502301, US493739411 B. Sahouli et al. Langmuir 1996, 12, 2872 12 G. M. S. El Shafei et al. J. Colloid Interface
Sci. 2004, 277, 410 – 41613 E. BRENDLE and E. PAPIRER; Journal of colloid
interface science 194, 217 – 224 (1997).
14 V. GUTMANN; Plenum Press, New York (1978). The Donor-Acceptor Approach to Molecular Interactions
15 Evonik Industries, Technical Bulletin – No. 28, The Handling of Synthetic Silicas and Silicates
16 WO 99 / 3982517 Fernando Morales et al., J. Phys. Chem. B, 2006, 110
(17), 8626 – 8639 18 A. K. Dalai a, B. H. Davis, Applied Catalysis A:
General 348 (2008) 1 – 1519 J. Jarupatrakorn and T. D. Tilley, J. AM. CHEM. SOC. 9
VOL. 124, NO. 28, 2002, 8380 – 838820 Mario F. Borin et al., J. Phys. Chem. B 2006, 110,
15080 – 1508421 D. C. Hurum et al., J.Phys.Chem. B 2003, 107,
4545 – 454922 D. C. Hurim, K. A. Gray, J.Phys.Chem., B2005,
109, 977 – 98023 Evonik Industries Technical Information 1341,
AEROPERL® – Granulated Fumed Oxides.
Recommended Experimental Precipitated Silica Grades
Properties Unit EXP 4210-1 EXP 4215-1 EXP 4230-1
Specific surface area (N2)Tristar, multipointfollowing ISO 9277
m2 / g 565 355 290
Average pore sizenitrogen adsorption
nm ca. 10 ca. 15 ca. 20
Particle size, d50Laser diffractionfollowing ISO 13320
µm < 20 < 30 < 10
Loss on drying2 h at 105 °Cfollowing ISO 787-2
% ≤ 8.0 ≤ 8.0 ≤ 8.0
Loss on ignitionbased on dry substance2 h at 1000 °Cfollowing ISO 3262-1
% 4 4 4
pH value5 % in waterfollowing ISO 787-9
5 5 7
SiO2 content(based on ignited substance)following ISO 3262-19
% ≥ 98 ≥ 98 ≥ 98
Fe contentinternal method
ppm ≤ 400 ≤ 400 ≤ 400
The data represent typical values (no product specification)The commercialization of EXP experimental precipitated silica grades depends on market response. Even though they are produced in commercial quantities, future availability should be verified.
07-2
015
Europe / Middle-East / Africa / Latin AmericaEvonik Resource Effi ciency GmbHBusiness Line SilicaRodenbacher Chaussee 463457 HanauGermany +49 6181 59-8118 +49 6181 [email protected]
North America
Evonik CorporationBusiness Line Silica299 Jeff erson RoadParsippany, NJ 07054-0677USA +1 800 233-8052 +1 973 929-8502ask-si-na� [email protected]
Asia / Pacifi c
Evonik (SEA) Pte. Ltd.Business Line Silica3 International Business Park#07 – 18 Nordic European CentreSingapore 609927 +65 6809-6877 +65 [email protected]
This information and any recommendations, tech-nical or otherwise, are presented in good faith and believed to be correct as of the date prepared. Recipients of this information and recommenda-tions must make their own determination as to its suitability for their purposes. In no event shall Evonik assume liability for damages or losses of any kind or nature that result from the use of or reliance upon this information and recommenda-tions. EVONIK EXPRESSLY DISCLAIMS ANY REPRESENTATIONS AND WARRANTIES OF ANY KIND, WHETHER EXPRESS OR IMPLIED, AS TO THE ACCURACY, COMPLETENESS, NON-INFRINGEMENT, MERCHANTABILITY AND/OR FITNESS FOR A PARTICULAR PUR-POSE (EVEN IF EVONIK IS AWARE OF SUCH PURPOSE) WITH RESPECT TO ANY INFORMA-TION AND RECOMMENDATIONS PROVIDED. Reference to any trade names used by other companies is neither a recommendation nor an endorsement of the corresponding product, and does not imply that similar products could not be used. Evonik reserves the right to make any changes to the information and/or recommenda-tions at any time, without prior or subsequent notice.
AEROSIL®, AEROXIDE® and SIPERNAT® are registered trademarks of Evonik Industries or its subsidiaries.


















