Industrial waste treatment: contemporary practice and...
10
CHAPTER 4 Equalỉzation and Proportỉonỉng Equalúation Industry will always realize benetìts from delivering a constant quantity waste from its plant. ít will íurther beneíìt from delivering this waste in proportion to thát occurring in its discharge environment—be Ítriveror sewer line. The reason for these íacts is thát receiving environments can always cope better with a constant load of contaminant and in proportion to its own existing load. In fact, an industrial plant can sometimes forgo any íurther expensive treatment of its wastes after equalization and proportionment. Equalization is a method of retaining waste in a basin so thát the effluent discharged is fairly uniíorm in its water quality characteristics (pH, color, turbidity, alkalinity, biochemical oxygen demand [BOD], and so íorth). A secondary bút signitìcant eữect is thát of lowering the concentration of effluent contaminants. This is accomplished nót only by ừoning out the slugs of a high concentration of contaminants bút also by physical, chemical, and biological reactions thát may occur during retention in equalization basins. For exaraple, the increases in industrial waste reported by Fall (1965) át Peoria have greatly varied ứie organic loading át the treatment plant. A retention pond serves to level out the effects of peak loadings ôn the plant while substantially lowering the BOD and suspended-solids load to the aeration unit. Aừ is sometimes injected into these basins to provide: (1) better mixing; (2) chemical oxidation of reduced compounds; (3) some degree of biological oxidation; and (4) agitatìon to prevent suspended solids from settling. The size and shape of the basins vary with the quantity of waste and the pattem of its discharge from the factory. Most basins are rectangular or square, although Meteger (1967) found thát triangular tanks produce satisfactory flow distribution. The capacity should be adequate to hold, and render homogeneous, all the wastefromthe plant. Almost all industrial plants operate ôn a cycle basis; thus, if the cycle of operations is repeated every 2 hours, an equalization tank ứiat can hold a 2-hourflowwill usually be sufficient. If the cycle is repeated only every 24 hours, the equalization basin must be big enough to hold a 24-hour flow of waste. Herion and Roughhead (1964) reported ứie use of 72-hour equalization for a pharmaceutical waste to ensure ample mixing. This period (ứưee times the 24-hour cycle of operations) was selected as the proper detention time to 45
Transcript of Industrial waste treatment: contemporary practice and...

C H A P T E R 4
Equalỉzation and Proportỉonỉng
Equalúation Industry will always realize benetìts from delivering a constant quantity and quality of waste from its plant. ít will íurther beneíìt from delivering this waste in proportion to thát occurring in its discharge environment—be Ít river or sewer line. The reason for these íacts is thát receiving environments can always cope better with a constant load of contaminant and in proportion to its own existing load. In fact, an industrial plant can sometimes forgo any íurther expensive treatment of its wastes after equalization and proportionment.
Equalization is a method of retaining waste in a basin so thát the effluent discharged is fairly uniíorm in its water quality characteristics (pH, color, turbidity, alkalinity, biochemical oxygen demand [BOD], and so íorth). A secondary bút signitìcant eữect is thát of lowering the concentration of effluent contaminants. This is accomplished nót only by ừoning out the slugs of a high concentration of contaminants bút also by physical, chemical, and biological reactions thát may occur during retention in equalization basins. For exaraple, the increases in industrial waste reported by Fall (1965) át Peoria have greatly varied ứie organic loading át the treatment plant. A retention pond serves to level out the effects of peak loadings ôn the plant while substantially lowering the BOD and suspended-solids load to the aeration unit. Aừ is sometimes injected into these basins to provide: (1) better mixing; (2) chemical oxidation of reduced compounds; (3) some degree of biological oxidation; and (4) agitatìon to prevent suspended solids from settling.
The size and shape of the basins vary with the quantity of waste and the pattem of its discharge from the factory. Most basins are rectangular or square, although Meteger (1967) found thát triangular tanks produce satisfactory flow distribution. The capacity should be adequate to hold, and render homogeneous, all the waste from the plant. Almost all industrial plants operate ôn a cycle basis; thus, if the cycle of operations is repeated every 2 hours, an equalization tank ứiat can hold a 2-hour flow will usually be sufficient. If the cycle is repeated only every 24 hours, the equalization basin must be big enough to hold a 24-hour flow of waste. Herion and Roughhead (1964) reported ứie use of 72-hour equalization for a pharmaceutical waste to ensure ample mixing. This period (ứưee times the 24-hour cycle of operations) was selected as the proper detention time to
45

46 Twentìeth Century
nót disrupt the biota of the activated-sludge units. In a wool-finishing-mill waste con-taining dieldrin (a mothprootìng insecticide), an equalization period of 44 days was nec-essary to yield a receiving stream concentration of less than 0.0005 mg/liter. Figure 4. Ì compares the effects of 8-hour and 24-hour detention periods ôn the íìnal pH of metal-plating waste.
The mere holding of waste, however, is nót sufficient to equalize Ít. Each unit volume of waste discharged must be adequately mixed with other unit volumes of waste discharged many hours previously. This mixing may be brought about in the following vvays: (1) proper distribution and baffling; (2) mechanical agitation; (3) aeration; and (4) combinations oi all three.
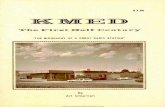
Proper distribution and baffling is the most economical, though usually the least efficient, method of mixing. Sún, this method may suffice for many plants. Horizonlal distribution of the waste is achieved by using either several inlet pipes, spaced át regular intervals across the width of the tank, or a períorated pipe across the entire width. Over-and-under baffles are advisable when the tank is wide because they provide more efficient horizontal and vertical distribution (Figure 4.2). Baffling is especiallv Effljent
Over-and-under battles
l í
lnfluent
FIGURE 4.2. Tóp view of an equalizing basin. vvith períorated inlet pipe and over-and-under balĩles.

Equaỉiiaíion and Proportioning 47
Paddle motor assembly "Slugged' intluent
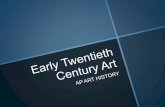
Rotating vertical paddles FIGURE 4.3. Side view of an equalizing basin, with mechanical agitators instead of baffles.
important when several types of waste enter the basin át various locations across the width. The iníluent should be forced to the bottom of the basin so thát the entrance velocity prevents suspended particles from sinking and remaining ôn the bottom.
Mechanical agitation eliminates most of the need for baffles and generally provides better mixing than baffles alone. One typical arrangement (Rudolfs and Millar 1946), shown in Figure 4.3, uses three vvooden gate-type agitators spaced equidistantly along the center line of the length oi the tank. Agitators operated át a speed of 15 rotations/min (rpm) by a 3-horsepower (hp) motor are usually adequate.
The design in Figure 4.3 approximates the theoretically ideal tank, because of its relatively high efficiency át similar detention times, as a result of mechanical mixing, and because Ít prepares various types of chemical waste for direct disposal or final treatment. If subsequent treatment is necessary, the process is made easier because the problem of waste with rapidly changing characteristics varying from one extreme to the other is eliminated. Rudolís and Millar (1946) recommended this method of equaliza-tion vvhen: (1) limited space is available; (2) removal of suspended solids is nót desired; (3) there are rapid Auctuations in the characteristics of the waste; and (4) facility of subsequent treatment is a goal.
This type of equipment is good nót only for equalization bút also for dilution, oxidation, reduction, or any other íunction in which one wants chemical compounds discharged to react with compounds discharged beíore or after thèm, to produce a desired effect.
Aeration of equalizing basins is the most efficient way to mix types of waste, bút Ít is also the most expensive. To aerate an equalizing basin takes about half a cubic foot of air per gallon of waste. Aeration íacilitates mixing and equalization of waste, prevents or decreases accumulation of settled material in the tank, and provides preliminary chemical oxidation of reduced compounds, such as sulfur compounds. ít is ôf special beneíit in situations in which wastes have varying character and quantity, excess of reduced compounds, and some settleable suspended solids. Proportioning Proportìoning means the discharge of industrial wastes in proportion to the flow of municir"1 in <if"wẹrs or to the stream flow in the receiving river. In most

48 Twentieth Ceniury
cases, Ít is possible to combine equalization and proportioning in the same basin. The effluent from the equalization basin is metered into the sewer or stream according to a predetermined schedule. The otýective of proportioning in sewers is to keep constanl the percentage of industrial wastes to domestic sewage flow entering the municipal sewage plant. This procedure has several purposes: (1) to protect municipal sewage treatment using chemicals from being impaired by a sudden overdose of chemicals contained in the industrial waste; (2) to protect biological-treatment devices from shock loads of industrial wastes thát may inactivate the bacteria; and (3) to minimize Auctuations of sanitary standards in the treated effluent.
The rate of flow of industrial waste varies from instant to instant, as does the flow of domestic sevvage, and both empty into the same sewage system. Thereíore, the indus-trial waste must be equalized and retained, and then proportioned to the sewer or stream according to the volume of domestic sewage or stream flow. To facilitate proporúoning. a holding tank should be constructed with a variable-speed pump to control the effluent discharge. Because the domestic sewage treatment plant is usually located some dis-tance from an industry, signaling the time and amount of flow is difficult and sometimes quite expensive. For this reason, many industries have separate pipelines through which they pump their wastes to the municipal treatment plant. The wastes are equalized sep-arately át the site of the municipal plant and proportioned to the flow of incoming municipal wastewater. Separate lines are nót, of course, alvvays possible or even neces-sary. One textile min found thát Ít could effectively proportion its waste to the variable domestic sewage flow by adjusting the valve ôn the holding-tank effluent pump ai 8:00 A.M., 12:00 noon, and 7:00 P.M.
There are two general methods of discharging industrial waste in proportion to the flow of domestic sewage át the municipal plant: manual control related to a well-deũned domestic sewage flow pattern, and automatic conưol by electronics.
Manual control is lower in initial cost bút less accurate. ít involves determining the flow pattern of domestic sewage for each day of the week over a period of months. Usually one does this by examining the flow records of the sewage plant or by study-ing the hourly water-consumption íìgures for the city. ít is better to spend time ôn a careíul investigation of the actual sewage flow than to make predictions based ôn miscellaneous nonpertinent records. Actual investigative data should be used to suppoit those records thát are applicable to the case.
Automatic conưol of vvaste discharge according to sewage flow involves placing a metering device thát registers the amount of flow át the most convenient main sewer connection. This device translates the rate of flow in the sewer to a recorder located near the plant's holding tank. The pen ôn the recorder actuates either a mechanical (gear) or a pneumatic (air) control system for opening or closing the diaphragm of the pump. There are, of course, many variations of automatic flow-conưol systems. Although theừ initial cost is higher than thát of manual control, they will usually retum the investment many times by the savings in labor costs. Some industrial and municipal sewage plant superintendents think thát the best time to release a high proportion of industrial vvaste to the sewer is át night, when the domeslic sewage flow is low. Whether night release is a good idea depends ôn the type of treatment used and the character of the industrial waste. If the treatment is primarily

Equaỉization and Proportioning 49
biological and the industrial wastes contain readily decomposable organic matter and no toxic elements, discharging the largest part of the industrial waste to the treatment plant át night is indeed advisable, because this ensures a relatively constant organic load delivered to the plant day and night.
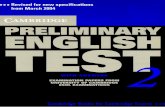
One equipment manuíacturing company recommends a three-component system for automatic proportioning of wastes into sewers (Figure 4.4): (1) a kinematic manometer with integral pneumatic transmitter; (2) a remotely located indicator program controller, which receives air signals and has a precut time pattern cam for continuously adjusting the sét point of the pneumatic controller to give a waste-flow rate in accordance with the desired pattem; and (3) a diaphragm-actuated, motor-controlled valve thát is actuated by the air signal from the program controller. Practically speaking, the length oi the pneumatic capillary tubing limits the physical separation between the sensing components, bút this difficulty can be overcome with an electrical system.
The typical waste-flow proportioning system (Bubbler System) shown in Figure 4.4, as supplied by Fischer and Porter Co., consists essentially of the three separate devices described in the previously. Item Ì (Figure 4.4), with a linear air-pressure output of 3-15 pounds/in2, has a flow range of 17-170 gallons/min of an industrial waste (speciíìc gravity assumed, 1.1). Item 2 (Figure 4.4) is a remotely located indicator for receiving air signals tròm Hem Ì, as explained in the text. hem 3 (Figure 4.4) is an automatic valve capable of operating át a maximum pressure drop of lo pounds át maximum flow rate. This valve is actuated by air signals from the program controller, Item 2 (Figure 4.4).
Another arrangement for proportioning industrial wastes in a situation in which pipelines are flowing only partly full or waste flows in open channels, is the use of a weứ, flume, or Kennison nozzle in the main flow line to measure the flow. A float-operated transmitter (either electrical or pneumatic) is connected to this measuring device and the electrical or pneumatic signals are used to actuate a flow splitter in a proportioning weir tank (such as is provided by Proportioneers, Inc). Waste
storage
Diaphragm air motor valve
2' To sewer Pump Air pressure supply(171b) ^T"' Hem3
Hem 1 ! Ó"*"1, Ị Controlled air ị (3-15 psig) Ị to valvẽ
I Air pressure Rate-of-flow indicator
transmitter (17-170 gal/min)
Remote indicator and program controller
FIGURE 4.4. Waste-metering system (courtesy Fischer and Porter Company).

50 Twentieth Century
ị I I I I I I I 8 10 12 2 4 6 8 10 12 a.m. Noon p.m.
FIGURE 4.5. Effect of proportioning.
The Belle, West Virginia, vvorks of the DuPont Nemours Company has been impounding its waste in two 2.5-million-gallon tanks and releasing Ít to the Kanawha River in proportion to the river flow for more than 10 years (Hyde 1965). This has been necessary owning to the ílashiness of the river flows. Figure 4.5 compares the etĩects of both equalization and proportioning ôn the flow át a municipal treatment plant.
By equalizing a tannery min waste while aerating Ít for 24 hours and proportion-ing the effluent for further treatment, Ít was possible to obtain high BOD removals pre-viously found unattainable (Nemerow et ai. 1978).
Example of Twentieth-Century Practice of Equalization and Proportioning
Crumb and West (2000) proposed a better and more cost-effective way to meet permit requirements during wet weather. Their pilot plant results show thát removal efficiencỵ of au processes vvere considerably better than conventional claritìcation. Using an enhanced high-rate clarification (EHRC) process, Crumb and West (2000) showed thát treatment of peak wet \veather flow produced effluent suitable for discharge into the Trinity River. In their presentation, Crumb and West (2000) provide a schematic dia-gram of the blending of storm flow with domestic wastewater to yield efficient removal of contaminants, thus using a modiíìcation of the equalization and proportioning process.

Equaliiation and Pmportioning 51
Review Questions 1. Deíine equaliiation, including its purpose. 2. What are four methods of mixing to effect equalization? 3. What are the otýectives of proportioning of industrial wastes? 4. What are the problems associated with proportioning industrial wastes into
municipal sewers?
Reíerences Crumb, s. R, R. West. 2000. Blended flow process alleviates wet weather woes cost-
effectively for Fort Worth, Texas. Water Environ. Technol. April:43. Fall, E. B. 1965. Retention pond improves activated sludge effluent quality. J. Water
Pollution Control Fed. 37:1194. Gibbs, c. V., R. H. Bothel. 1965. Potential of large metropolitan sewers for disposal of
industríal wastes. J. Water Pollulion Control Fed. 37:1417. Herion, R. w„ H. o. Roughhead. 1964. Two treatment installations for pharmaceutical
vvastes. In: Proceedings of 18th Industrial Waste Con/erence, 1964, Purdue University Engineering Extension Series, p. 218. Bulletin no. 115. Lafayette, Indiana.
Hyde, A. c. 1965. Chemical plant waste treatment by ten methods. J. Water Pollution Control Ferf. 37:1486.
Metzger, ì. 1967. Triangular tank for equalizing liquid xvastes. Waler Sewage Works 114:9. Nemerow N. L., D. Warne, F. Falk. 1978. A new and eữective solution for treatment of
tannery wastewater. In: Proceedings of the ỉìrd Annual Purdue Industrial Waste Conỷerence, May 9-11, 1978. Lafayette, Indiana.
Rudolfs w. J. N. Millar. 1946. A method for accelerated equalization of industrial wastes. Sewage Works J. 18:686.
Texas Water and Sewage Works Association. 1955. Manual for Sevvage Plant Operators, pp. 342-345. Austin: Texas Water and Sewage Works Association.
Wilròy R. D. 1964. Industrial wastes from scouring rag wool and the removal of dieldrin. In: Proceedings of I8th Induslhal v/astes Con/erence, 1964, Purdue University Engineering Extension Series, p. 413. Bulletin no. 115. Lafayette, Indiana.

C H A P T E R 5
Removal of Suspended Soỉỉds
The removal of suspended solids from any industry's waste plays an important part in its overall waste treatment program for the following reasons: 1. Elimination of a mạịor portion of the contaminant (often as high as 20-30%) 2. Segregation of one type of contaminant so thát Ít can be íurther treated more eas-
ily and economically 3. Removal of this type of constituent so thát the remaining contaminants are more
homogeneous and likevvise can be treated more efficiently—usually chemically or biologically
4. When their removal is the sole method of waste treatment, Ít reduces the unsight-liness or visibility from the public vievvers and even prevents damage to the habitats oi riverbeds, which are nót generally visible to the receiving water user
Sedimentation Theory Although sedimentation is a method of treatment used in almost all domestic-sewage treatment plants, Ít should be considered for industrial waste treatment only when the industrial waste is combined with domestic sewage or contains a high percentage oi "settleable" suspended solids, such as those found in cannery, paper, sand and gravel, coal-washery, and certain other wastes. The efficiency of sedimentation tanks depends, in general, ôn the following íactors: • Detention period
• Wastewater characteristics • Tankdepth • Floor suríace area and overflow rate • Operation (cleanliness) • Temperature • Particle size • Inlet and outlet design
53

54 Twentìerh Century
• Velocity of particles • Density of particles • Container-wall effect • Number of basins (baffles) • Sludge removal • Pretreatment (grit removal) • Flow íluctuations • Wind velocity
Although settling tanks have been used for other purposes, such as grease flota-tion, equalization, and biochemical oxygen demand (BOD) reduction, they are primar-ily used for removing settleable suspended matter. Theoretically, a suspended particle in a wastewater solution will continue to settle át a fixed velocity relative to the solu-tion, as long as the particle remains discrete; when Ít coalesces with other particles. its size, shape, and resulting density will change, as will its settling velocity. Coagulation. or self-flocculation, of particles causes an increase in velocity. In liquid vvastes con-taining high percentages of suspended solids, greater reductions in the suspended solids will occur primarily because of increased ílocculation. The íixed settling velocity will also be altered by changes in the temperature and density of the liquid solvent through which the particle is moving. Rising layers of warmer liquid can cause eddying and a disturbance in the settling of particles; an increased density in the lower layers of liq-uid can deter the particle from settling to the bottom. These factors can interíere with settling to such an extent thát particles may be carried out of the tank with the effluent.
Tank depth is also important. The deeper the tank (all other íactors being equal), the better the chance of preventing the deposited solids from being re-suspended—for example, by sudden scouring due to turbulence caused by unequal flow distribution ÓT by exposure to wind or temperature effects—and thus being carried out with the efflu-ent. This is especially important when sludge is stored in sedimentation basins for lengthy periods beíore pumping. If the solids are continuously removed from the bot-tom of settling tanks as soon as they land, shallower tanks can be built.
Surface area is another factor aíĩecting tank efficiency, and engineers agree thát floor area must be adequate to receive all the particles to be removed tròm the wastewater. However, many state healứi departments, when establishing acceptable dimensions for settling basins, do so ôn the basis oi standard detention periods. In certain designs, this method may nót provide adequate floor area and complete settling is nót achieved.
Figure 5. Ì illustrates the effect of doubling the floor area and halving the depth of a settling basin, with volume and detention time remaining constant. Theoretically. the basin in Figure 5.1B will remove twice as many discrete particles as the basin in Figure 5.1A. Thereíore, the engineer should strive to design settling basins thát are as shallovv as possible and contain ample íloor area. However, tanks less than 6 feet deep have been found impractical from an operational standpoint, because they are subject to upsetting by scouring or velocity of currents. The floor area is increased most satis-íactorily by extending the length of the basin. Because the percentage of particles reaching the bottom of the settling basin also depends ôn the rate of waste flow, an expression correlating horizontal flow with the floor or surface area has been devised. ít is commonly reíerred to as the overflow rau

Removaỉ of Suspended Solids 55
and is expressed as gallons per square íbot per day (g/ft2/day). Typical overflow rates vary from 200 to 800 g/ft2/đay for primary sedimentation basins and from 1,000 to 3,000 g/ft2/day for íinal tanks, because particles in the final tanks usually settle more rapidly than those in primary basins. Exceptions include grit particles, which settle íaster than the average particle in primary basins, and activated sludge floe, which tends to slow down the settling rate in secondary basins. Because of these discrepancies, both primary and secondary settling basins are often designed for the same overflow rates. Lower overflow rates for domestic-type wastes generally result in the removal of more suspended solids and BOD, as shown in Rgure 5.2 (Great Lakes-Upper Mississippi River Board of State Sanitary Engineers 1960). For íurther details ôn theories of sedimentation, the reader is reíerred to Eckenfelder (1966).
Uníortunately, actual settling velocities may vary from theoretical formulations. Turbulence and ílocculation are the main causes of variation. Another íactor is thát velocities do nót remain constant throughout a cross-sectional area of a tank. The settling velocity of discrete particles of diameter ả in a quiescent viscous fluid is given by V = 4/3 . gd/cd (p-1/p), where Cd is the drag coefficient between the fluid and the particle, g is the acceleration due to gravity, and ọ and p are the densities of the particle and the fluid. The drag coefficient does nót remain constant bút varies with the Reynolds number, R, which equals pdV/ịi. The coưelation betvveen and R has been plotted in various textbooks, bút a trial-and-error procedure is still required to obtain V.
Turbulence in sedimentation basins has both a positive and a negative effect ôn the settling velocity of a particle. ít causes eddies thát carry some particles down and some úp (as shown in Figure 5.1), so Ít both helps Aocculation and hinders sedimentation. Settling or rising velocities can be unequal, depending ôn the local circumstances caus-ing the turbulence, such as increased horizontal velocity of water át the inlet.
Other tactors thát induce eddying include wind, unequal distribution of flow, changes in temperature, and changes in density of the liquid át various depths. Eddying generally decreases the settling velocity and efficiency of operation, while ílocculation generally increases the overall total of solids removed. The inAuence of Hocculation is illustrated in Fieure 5.3, \vhere 6 is the angle of vertical settling of the average particle.