Industrial Accessories Company 4800 Lamar Ave Mission ... · Industrial Accessories Company 4800...
51
Industrial Accessories Company 4800 Lamar Ave Mission, Kansas 66202 DSI TECHNOLOGY PP031 01-07-13 R3
Transcript of Industrial Accessories Company 4800 Lamar Ave Mission ... · Industrial Accessories Company 4800...

Industrial Accessories Company 4800 Lamar Ave
Mission, Kansas 66202
DSI TECHNOLOGY
PP031 01-07-13 R3

IAC PRODUCTS - SYSTEMS - SERVICES
PRODUCTS: APC – BAGHOUSES; HEAT EXCHANGERS
BULK MATERIAL HANDLING
SYSTEMS: DRY FGD & ACID GAS CONTROL
HAP CONTROL MERCURY; ARSENIC
BIOMASS PROCESING & HANDLING
SERVICES: Hg & ACID GAS DEMONSTRATION TESTING
OEM PARTS & COMPONENTS
RETROFIT & BAGHOUSE CONVERSIONS
MECHANICAL INSTALLATION
STRUCTURAL STEEL FABRICATION
2

3
IAC CONSTRUCTION COMPANY

4
UTILITY MACT REQUIREMENT

5
TOXICS RULE EMISSION LIMITS

6
MACT STANDARDS FOR BIOMASS
Major Source Boiler MACT
Subcategory Pollutant Proposed Rule Heat Input Emission Limit
Final Rule Heat Input Emission Limit
Existing – Biomass
Stoker/other
PM 0.02 lbs/MMBtu 0.039 lbs/MMBtu
HCl 0.006 lbs/MMBtu 0.035 lbs/MMBtu
Hg 9.00E-07 4.60E-06
CO 560 ppm @ 3% O2 490 ppm @ 3% O2
New – Biomass Stoker
PM 0.008 lbs/MMBtu 0.0011 lbs/MMBtu
HCl 0.004 lbs/MMBtu 0.0022 lbs/MMBtu
Hg 2.00E-07 3.50E-06
CO 560 ppm @ 3% O2 160 ppm @ 3% O2
Area Source Boiler MACT
Subcategory Pollutant Proposed
RuleEmission Limit Final Rule Emission
Limit
New Biomass fired boilers
≥ 30 MMBtu/hr
PM 0.03 lbs/MMBtu 0.03 lbs/MMBtu
CO 100 ppm 7% O2 Management Practice
New Biomass fired
boilers≥ 10 MMBtu/hr and < 30 MMbtu/hr
PM 0.03 lbs/MMBtu 0.07 lbs/MMBtu
CO 100 ppm 7% O2 Management Practice
Boilers Burning less than 15% biomass

7

8
DESIGN VARIABLES FOR DRY SORBENT INJECTION
Flue Gas Design Flow Max / Normal / Low Turndown Considerations & Requirements
Sorbent Characteristics Particle Size Milling (Reactivity increases w/surface area)
Porosity Increase reactivity
Injection Location Flue Gas Temp. Temperature is critical for increased reactivity
Mixing Sorbent & Flue Gas Mixing (turndown required)
Residence Time Increased time allows for better improved reaction
Type of Particulate Collector Baghouse / ESP Required NSR
Computational Fluid Dynamics (CFD) Mixing CFD to determine injection locations
Injection Lance Design Open or w/Nozzles Mixing & Flue Gas turndown required
Sorbent Feed Rate Controls Fixed Feed Rate CEM control not practical (Hg)
Adjustable Feed Rate CEM controls Feed Rate (SOx)
Demonstration Testing Full Scale Testing Verification and Validation of Design
DRY SORBENT INJECTION

9
DRY SORBENT INJECTION
DRY SORBENT INJECTION TEST PLAN Test Objective Acid Gas Mitigation % Removal vs Sorbent use. Establish Relationship.
Emission Controls Required - Today & Future.
Establish Co-Benefit Relationship - Nox; Hg Reductions.
Sorbent(s) to be used One or Multiple Trona; Sodium Bicarbonate; Calcium Hydroxide; etc.
PAC Several Vendors; Brominated; Enhanced PAC
Sorbent Particle Size Milling Requirements (*1)
CFD Requirement Injection Location Evaluate Duct Layout and Design with lance configuration.
Injection Location A/H Inlet High Temperature Zone ~700 F
A/H Outlet Low Temperature Zone ~300 F
Real Time Test Data Analysis CEM's Data Sox; Hg; Flue Gas Flow, Temperature, Oxygen Content
Ontario Hydro Test Will require 24 Hrs turnaround
Test Equipment Design Sorbent Silo / Bin Weigh Scales for real time feed rate data
Convey Air Supply Designed for Lances Flow and Pressure Requirements
Lances
Quantity & Design based on Injection Location and Mixing
Requirements
Results Interpretation Sorbent Consumption With existing APC Equipment
Projection with alternate Particulate Collector
Impact to Particulate
Collector Changes to be implemented (if any).
Impact to installed Boiler
Train
Evaluate impacts to SCR; Ash Characteristics & Disposal
Impacts (if any).
(*1) General Guideline: SO3 Control Milling may (not) be required due to low consumption.
SO2 Control
For removal rates >50%, Milling may reduce sorbent
utilization.
PERMANENT SYSTEM DESIGN
BASIS
Demonstrate & Validate Confirm Capital and Operating Costs
Sorbent Selection Evaluate Available Sorbents
Install Permanent System Design flexibility for today's need and future requirements

CALCIUM SORBENT REACTIONS
10
• Ca(OH)2 + SO2 CaSO3 + H2O
• Ca(OH)2 + SO3 CaSO4 + H2O
• Ca(OH)2 + 2HCL CaCl2 + 2H2O
• Ca(OH)2 + 2HF CaF2 + 2H2O
CaSO3, CaSO4 , CaCl2 and CaF2 are collected in fly ash.

Na2SO4, NaCl, NaF and NaNO3 are collected in fly ash.
11
SODIUM BICARBONATE / TRONA REACTIONS
• 2NaHCO3 Na2CO3 + H2O + CO2
• 2(Na2CO3 .NaHCO3.2 H2O) 3Na2CO3 + 5H2O + CO2
• Na2CO3 + SO2 + 1/2O2 Na2SO4 + CO2
• Na2CO3 + SO3 Na2SO4 + CO2
• Na2CO3 + 2HCl 2NaCl + H2O + CO2
• Na2CO3 + 2HF 2NaF + H2O + CO2
• Na2CO3 + NOx NaNO3 + CO2

12
CALCIUM HYDROXIDE (Ca(OH)2
POLLUTANTS
NSR
1.0 1.5 2.0 2.5 3.0
SO2 1.16 1.74 2.32 2.90 3.48
SO3 0.93 1.40 1.86 2.33 2.79
HCL 1.01 1.52 2.02 2.53 3.03
HF 1.85 2.78 3.70 4.63 5.55
CALCIUM SORBENT REQUIRED (LBS/LBS)

13
SODIUM SORBENT REQUIRED (LBS/LBS)
Trona / SOLVAir Select 200
POLLUTANTS
NSR
1.0 1.5 2.0
SO2 2.41 3.62 4.82
SO3 1.93 2.90 3.86
HCL 2.11 3.17 4.22
HF 3.86 5.79 7.72
SODIUM BICARBONATE
POLLUTANTS
NSR
1.0 1.5 2.0
SO2 2.63 3.95 5.26
SO3 2.10 3.15 4.20
HCL 2.30 3.45 4.60
HF 4.20 6.30 8.40

14
SOLVAir(R) Select 200 Trona w/Baghouse)

15

16
SOLVAY TEST REPORT (W/BAGHOUSE)

17
0
10
20
30
40
50
60
70
80
90
100
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
NSR
SO
2 R
em
ov
al R
ate
(%
)
Trona 2006 Trona 2007 SBC
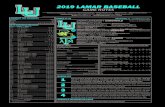
Comparison of SO2 Removal Rates with Trona and Sodium Bicarbonate (SBC) w/ESP
• The 2006 data was obtained during a test using a temporary set up. • The 2007 data was generated from a permanent installation • Unmilled trona Select 200: d90 = 140 µm, d50 = 30 µm

STURTEVANT MILL DESIGN SPECIFICATION
18
Product Size Distribution = d50 10 – 15 um
Capacity 6 tph (with 100bhp/125hp Model 6HD)
Product outlet temperature <110dF
Blow through or gravity feed possible – 500 to 1000 cfm to cool
Feed Particles to be < ½” to protect against clogging
Mill can be cleaned via auto-wash or manually. When water wash is used, it must be off-line and must be dry before it is brought back on line.

STURTEVANT BLOW THRU MILL DESIGN
19

TYPICAL TRONA SILO & INJECTION DESIGN
20

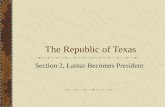
IAC DSI LANCE TIP DESIGN
LANCE TIP DESIGNS
1. Bayonet Tip for even dispersion.
2. Flat end at staggered depths.
3. Flared end for co-current flow.
4. Dispersion “V” tip end.
Note:
1. Lance tip design is based on duct layout and arrangement
2. Lance diameter based on flow rates and quantity of lances utilized.
21

22
SO3 / SULFURIC ACID CONTROL OPTIONS

23
SO3 / SULFURIC ACID CONTROL OPTIONS
Fuel Additive
Dolomite
Magnesite
Furnace Injection
Micronized Lime
Aqueous Slurry Magnesium Hydroxide
Alkali Injection in to SCR Outlet / AH Inlet
Magnesium Oxide Powder
Trona / Sodium Bicarbonate
Slurry of Sodium Bisulfite/Sulfite (SBS)
Slurry of Caustic Soda (NaOH)

24
SO3 / SULFURIC ACID CONTROL OPTIONS
Alkali Injection in at AH Outlet
Ammonia Injection (Anhydrous or Aqueous)
Hydrated Lime with or without Humidification
Wet ESP downstream of Limestone WFGD
With SO2 Control Options
Semi-Dry FGD
Alkaline (Caustic Soda; Magnesium Hydroxide) WFGD
Note:
1. Combination of SO3 Sorbents can be employed.
2. Multiple Sorbents can provide multi pollutant mitigation (SO3; Hg; HCL; Dioxin; etc.)

25
MULTI-POLLUTANT MITIGATOPN WITH MULTI-SORBENT INJECTION
Fuel & Furnace Additive – SO2; SO3 Reduction
Dolomite
Magnesite
Micronized Lime
Aqueous Slurry Magnesium Hydroxide
Alkali Injection @ Air Heater Inlet/Outlet – HCL; SO2; SO3
Magnesium Oxide (or Hydroxide) Powder
Trona / Sodium Bicarbonate
Hydrated Lime

PC Fired Boiler
Salable Ash
Desired
ESP
Activated
Carbon
Fabric Filter
Fabric Filter
SCR / SNCR De-NOx
SO2
Scrubber
SCR Converts Hg to oxidized form
Oxidizes Elemental Hg and Adsorbs
Absorbs Oxidized Hg
PAC INJECTION FOR MERCURY REMOVAL
26

CFD MODELLING FOR LANCE LOCATION
27

IAC “SUPER SACK TEST RIG” WITH SCALES
Super-Sack Test Rig w/Screw Feeder & Weigh Scales
28

IAC “SUPER SACK TEST RIG” WITH SCALES
Super-Sack Test Rig w/Screw Feeder & Weigh Scales
29

MERCURY TESTING 132 MW PLANT / AIR HEATER OUTLET
30

MERCURY TESTING 315 MW PLANT / AIR HEATER OUTLET
31

DSI: SBC; LIME; TRONA SILO
32
CONTROLLED INJECTION RATE WITH FEED BIN ON SCALES
MULTIPLE INJECTION LANCES FOR EVEN DISTRIBUTION
956 Cu.Ft. SILO W/BIN VENT

DSI – DEMONSTRATION TESTING (12,000 PPH)
33
PD BLOWER IN ENCLOSURE – 800 ICFM CONVEY AIR
HEAT EXCHANGER
SILO ON SCALES
PIN MILL IN ENCLOSURE; RATED CAPACITY: 6 STPH

DSI – DEMONSTRATION TESTING
34
HOPPER DISCHARGE:
• Manual Slide Gate Valve
• Rotary Valve w/VFD
• Blow Thru Adapter
CONTROL PANEL
• Control Logix PLC
• Touch Screen Controls

DSI – DEMONSTRATION TESTING (36,000) PPH
35
Three DSI Bins with 3 Blowers
Bins on Scales for Varied Feed Rates
PD Blower in Sound Enclosure
One 6-Ton/Hr Pin Mill per Silo
Pin Mill in Sound/Weather Enclosure

DSI –TESTING EQUIPMENT
36
PD Blower in Enclosure
Pin Mill w/Contriols in Enclosure
Bin Discharge with Live Bottom & Feeder

DSI –TESTING EQUIPMENT
37

IAC- MULTI MIX SORBENT (IN DEVELOPMENT) – SOx & Hg MITIGATION
38

PERFORMANCE OF IAC- MULTI MIX MERCURY REDUCTION
39

40
DRY SORBENT INJECTION TEST PLAN Test Objective Acid Gas Mitigation % Removal vs Sorbent use. Establish Relationship.
Emission Controls Required - Today & Future.
Establish Co-Benefit Relationship - Nox; Hg Reductions.
Sorbent(s) to be used One or Multiple Trona; Sodium Bicarbonate; Calcium Hydroxide; etc.
PAC Several Vendors; Brominated; Enhanced PAC
Sorbent Particle Size Milling Requirements (*1)
CFD Requirement Injection Location Evaluate Duct Layout and Design with lance configuration.
Injection Location A/H Inlet High Temperature Zone ~700 F
A/H Outlet Low Temperature Zone ~300 F
Real Time Test Data Analysis CEM's Data Sox; Hg; Flue Gas Flow, Temperature, Oxygen Content
Ontario Hydro Test Will require 24 Hrs turnaround
Test Equipment Design Sorbent Silo / Bin Weigh Scales for real time feed rate data
Convey Air Supply Designed for Lances Flow and Pressure Requirements
Lances Quantity & Design based on Injection Location and Mixing Requirements
Results Interpretation Sorbent Consumption With existing APC Equipment
Projection with alternate Particulate Collector
Impact to Particulate Collector Changes to be implemented (if any).
Impact to installed Boiler
Train Evaluate impacts to SCR; Ash Characteristics & Disposal Impacts (if any).
(*1) General Guideline: SO3 Control Milling may (not) be required due to low consumption.
SO2 Control For removal rates >50%, Milling may reduce sorbent utilization.
PERMANENT SYSTEM DESIGN BASIS
Demonstrate & Validate Confirm Capital and Operating Costs
Sorbent Selection Evaluate Available Sorbents
Install Permanent System Design flexibility for today's need and future requirements
BENEFITS OF “RELIABLE DEMONSTRATION” TESTING

IAC “M” Intermediate Pressure Pulse Jet Baghouse 12 x 318TB-BHTP-500
Electric Arc Furnace Baghouse 1,200,000 ACFM @ 250 F
41

IAC “M” Intermediate Pressure Pulse Jet Baghouse 12 x 318TB-BHTP-500
Penthouse Access: Top Doors; Headers & Valves; & Outlet Damper
42
ASME 14in Headers with 3in Pulse Valves 25 Rows; 20 Bags per Row; Bag: 6” Dia x 26’-6” Long

IAC “M” Intermediate Pressure Pulse Jet Baghouse 6 x 234TB-BHTP-288
Coal Fired Boiler Baghouse 220,000 ACFM @ 420 F
43

SUCTION CONVEYING FROM HOPPER TO STORAGE AND LOAD-OUT SILO
44
Pneumatic Conveying from Flap Valve(s) at Hopper Discharge Receiver Filter at top of Silo
Articulating Arm w/Telescoping Load-Out Chute for Rail Car/Truck Loading

PEBBLE LIME ADDITION FOR ARSENIC MITIGATION
45

SILO WITH SCALE CONTROL FOR LIMESTONE ADDITION ON COAL BELT
46

IAC Representative DSI Installations
47
Plant Unit MW Pollutant DSI Location Sorbent Date
Carbo Ceramics Line 4 N/A SO2/HCL/HF FF Inlet Trona Dec-12
AEC, Thomas Hill Unit 3 670 Hg AH Inlet AS-022 Nov-12
Sierra Pacific, Valmy Unit 1 250 SO2 AH Inlet SBC Sep-12
OMU; Elmer Station Unit 1 215 SO3 AH Inlet & Outlet Hydrated Lime Aug-12
Sierra Pacific, Valmy Unit 1 250 SO3 AH Inlet & Outlet Trona; SBC & Hydrated
Lime Jul-12
Santee Cooper, Winyah Generating Station
Unit 4 300 Hg Economizer Outlet; AH Inlet & Outlet;
ESP Inlet AS-022; & Hydrated Lime Jul-12
GRE, Stanton Station Unit 1 188 SO2 AH Inlet Trona May-12
OG&E; Sooner Station Unit 1 550 SO2 AH Inlet Trona; SBC Nov-11
U.S.Steel - Minntac Taconite Kiln N/A Hg Preheat & Waste Gas ID Fan Inlet
PAC Oct-11
Constellation Energy Crane 2 200 HCL AH Inlet & Outlet Trona; Hydrated Lime Sep-11
Constellation Energy Wagner 2 130 HCL AH Inlet & Outlet Trona; Hydrated Lime Aug-11
Constellation Energy Wagner 3 325 HCL AH Inlet & Outlet Trona; SBC Aug-11
OG&E; Sooner Station Unit 1 550 SO2 AH Inlet Trona; SBC Jul-11
GRE, Stanton Station Unit 1 188 SO2 AH Inlet Trona; SBC Jul-11
Luminant, Sandow Station Unit 4 550 SO3 AH Inlet MgO May-10

IAC Representative DSI Installations
48
Plant Unit MW Pollutant DSI Location Sorbent Date
Constellation Energy Wagner 2 130 Hg & SO2 AH Inlet & Outlet PAC; Trona Apr-09
Constellation Energy Wagner 3 325 Hg & SO2 AH Inlet & Outlet PAC; Trona; SBC Apr-09
Temple Inland N/A Steam SO3 N/A Trona Feb-09
GRU; Deerhaven Gen. Sta. Unit 2 238 As Coal Belt Feed Pebble Lime Nov-08
Heron Lake Bio Energy, LLC Ethanol Plant Steam SO2 AH Inlet Trona Nov-08
Constellation Energy Wagner 3 325 HCL AH Inlet & Outlet PAC; Trona; SBC Apr-08
Constellation Energy Crane 1 200 HCL AH Inlet & Outlet PAC Apr-08
Lincolnway Energy Ethanol Plant Steam SO2 Boiler Outlet Trona Apr-08
Red Trail Energy, LLC Ethanol Plant Steam SO2 Boiler Outlet SBC Jun-07
Constellation Energy Wagner 2 130 Hg AH Outlet PAC May-07
Constellation Energy Wagner 3 325 Hg AH Outlet PAC; Trona; SBC May-07
Constellation Energy Crane 1 200 Hg AH Outlet PAC May-07
Corning Glass Furnace N/A HCL & HF Cooler Outlet Hydrated Lime Nov-04
Wabash Alloys Dickson, TN N/A HCL Baghouse Inlet Enviroblend Jul-01
Wabash Alloys Cleveland, OH N/A HCL Baghouse Inlet Enviroblend Jul-01
Wabash Alloys Tipton, IN N/A HCL Baghouse Inlet Enviroblend Jul-01
Wabash Alloys Wabash, IN N/A HCL Baghouse Inlet Enviroblend Jul-01
Excel Energy; Red Wing Sta. Unit 2 N/A SO2 Boiler Injection Limestone May-00
Excel Energy; Red Wing Sta. Unit 1 N/A SO2 Boiler Injection Limestone May-99

IAC Intermediate “M-Pulse” Baghouse Installations
49
•Lincolnway Energy- Nevada, IA Coal Fired Boiler 220,000 ACFM 400F •Corn Products- LP Goldfield, IA Coal Fired Boiler 220,000 ACFM 400F •Red Trail- Richardton, ND Coal Fired Boiler 220,000 ACFM 400F •Heron Lake Bio Energy, MN Coal Fired Boiler 220,000 ACFM 400F •Caterpillar- Mapleton, IL Foundry Melt Shop 240,000 ACFM 250F •Nucor Steel-Blytheville, AR LMF and Meltshop 200,000 ACFM 250F •Drake Cement, Drake, AZ Raw Mill / Kiln 206,000 ACFM 482F •Drake Cement, Drake, AZ Clinker Cooler 98.100 ACFM 392F •Nucor Steel, Decatur, AL Electric Arc Furnace 1,200,000 ACFM 250F
•Dalmia Cement Ltd. Cement Mill 443,200 ACFM 194F •Krupp Polysius India Ltd. Kiln / Raw Mill 80,046 ACFM 464F •Birla / Satna Cement ESP Conversion 40,023 ACFM 203F •Birla / Satna Cement ESP Conversion 22,366 ACFM 203F
IAC Intermediate “M-Pulse” Installations in India

IAC Representative Hi-Pulse Baghouse Installations
50
•Ashgrove Cement- Springfield, MO Lime Kiln 30,000 ACFM 400F •Cemex- Louisville, KY Clinker Hot Tank 25,000 ACFM 400F •IAT Incineration- Richmond, WA Medical/Bio-Waste 5,000 ACFM 500F •Continental Carbon- Ponca City, OK Carbon Black Reactor 20,000 ACFM 500F •PPG- Lake Charles, LA Glass Furnace 35,000 ACFM 480F •Phila Electric- Eddystone, PA Magnesium Oxide 225,000 ACFM 450F •Carbo Ceramics- Toomsboro, GA Lime Kiln 87,000 ACFM 450F •Ashgrove Cement- Portland, OR Lime Kiln 20,000 ACFM 425F •BMH/James Hardie- Nashville, AR Gypsum Dryer 120,000 ACFM 400F •BMH/Ga Pacific- Gypsum Dryer 80,000 ACFM 400F •Reynolds Metals- Anode Bake Fce 141,000 ACFM 450F •Intalco Aluminium- Ferndale, WA Anode Bake Fce 168,000 ACFM 450F •Cemex- Fairborn,OH Alkali By-Pass 65,000 ACFM 500F •Clow Corp- Oskaloosa, IA Electric Arc Furnace 2x27,500 ACFM 250F •Drake Cement, AZ Coal Mill 20,598 ACFM 194 F •Vienna Correctional Inst. Coal Fired Boiler 2x25,000 ACFM 450 F •Carbo Ceramics- Toomsboro, GA Lime Kiln#1 80,000 ACFM 425 F •Carbo Ceramics- Toomsboro, GA Lime Kiln#2 80,000 ACFM 425 F •Carbo Ceramics-Toomsboro, GA Lime Kiln#3 80,000 ACFM 425 F •Victaulic Foundry, Easton, Pa Induction Furnaces 80,000 ACFM 250 F •Victaulic Foundry, Chihuahua, MX Induction Furnaces 86,000 ACFM 250F

Contact Information Corporate Address: 4800 Lamar Avenue
Mission, Kansas 66202
Corp Tel: (913) 384.5511 E-Mail: [email protected]
Sales Tel: (800) 334.7431
Corp Fax: (913) 384.6577
Knoxville Address: Pramodh Nijhawan
318 Saint Andrews Drive
Knoxville, TN. 37934
Tel: (865) 675-7867 E-Mail: [email protected]
Cell: (865) 300-3401
Fax: (865) 675-7582 Web: www.iac-intl.com
51