Indexable head gundrill NEW - Tungaloy Corporation · Tungaloy Report No. 422-E Indexable head...
8
NEW Tungaloy Report No. 422-E Indexable head gundrill Zero set-up time! Quick, on-machine head indexing! GNSTG / TGI type
Transcript of Indexable head gundrill NEW - Tungaloy Corporation · Tungaloy Report No. 422-E Indexable head...

NEW
Tungaloy Report No. 422-E
Indexable head gundrill
Zero set-up time! Quick, on-machine head indexing!
GNSTG / TGI type

2
Innovative gundrill with replaceable gundrill heads!
Only 2 min.Conventional tool
Head indexing time (min/head)
Reduces gundrill indexing time by 80%
Gundrill heads can be changed on the machine to drastically reduce set-up times
One gundrill body can carry a range of head diametersHigh clamping rigidity Excellent straightness and concentricity that is comparable to brazed gundrillsMaintains high hole precision with center alignmentExcellent surface roughness
10 min.
Dove-tail clamping system with easy operation
Gundrill head(M type)
Clamp portion
Pipe
One gundrill body can accurately clamp up to 25 gundrill head indexes
Heads can be re-ground up to 10 times, still obtaining excellent repeatability
Various chip formers are available
Contact face supports thrust force
Dove-tail system creates secure clamping
Dove-tail system and face contact deliver incredible rigidity
3
0.04 0.08 0.060.03 0.04 0.05
20 mm
20 mm
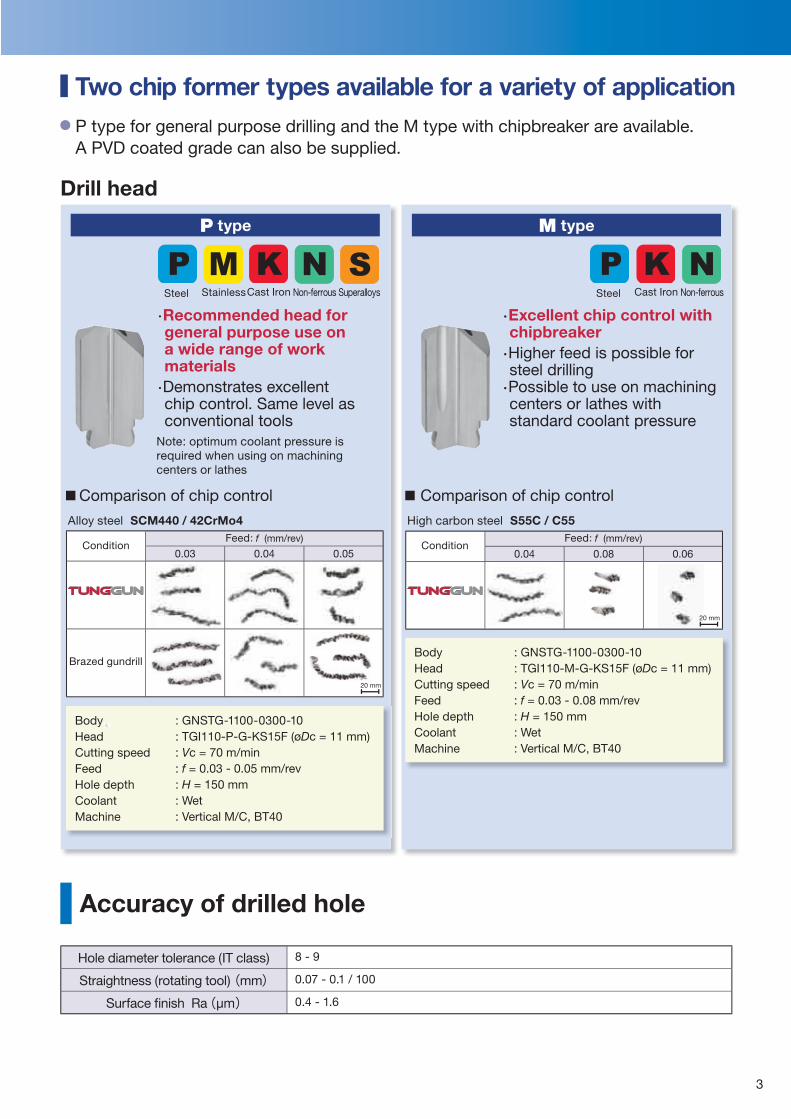
8 - 9
0.07 - 0.1 / 100
0.4 - 1.6
Two chip former types available for a variety of application
Steel SteelCast Iron Cast IronStainless Non-ferrous Non-ferrousSuperalloys
Feed: f (mm/rev) Feed: f (mm/rev)
: GNSTG-1100-0300-10: TGI110-P-G-KS15F (øDc = 11 mm): Vc = 70 m/min: f = 0.03 - 0.05 mm/rev: H = 150 mm: Wet : Vertical M/C, BT40
: GNSTG-1100-0300-10: TGI110-M-G-KS15F (øDc = 11 mm): Vc = 70 m/min: f = 0.03 - 0.08 mm/rev: H = 150 mm: Wet : Vertical M/C, BT40
BodyHeadCutting speedFeedHole depthCoolantMachine
BodyHeadCutting speedFeedHole depthCoolantMachine
Comparison of chip control Comparison of chip control
Alloy steel SCM440 / 42CrMo4 High carbon steel S55C / C55
Brazed gundrill
Condition Condition
•Recommended head for general purpose use on a wide range of work materials•Demonstrates excellent chip control. Same level as conventional tools
•Excellent chip control with chipbreaker•Higher feed is possible for steel drilling•Possible to use on machining centers or lathes with standard coolant pressure
P type for general purpose drilling and the M type with chipbreaker are available.A PVD coated grade can also be supplied.
Accuracy of drilled hole
Drill head
P type M type
Note: optimum coolant pressure is required when using on machining centers or lathes
Hole diameter tolerance (IT class)
Straightness (rotating tool) (mm) Surface fi nish Ra(µm)
4
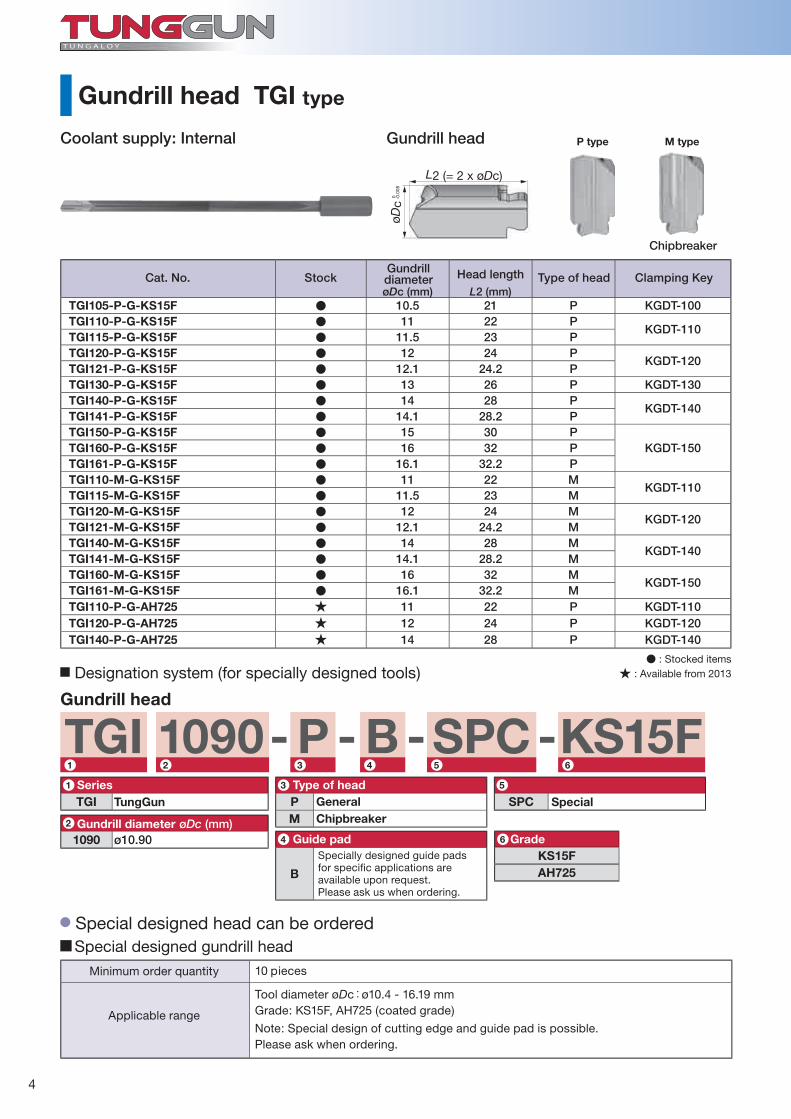
øDc (mm) L2 (mm)TGI105-P-G-KS15F � 10.5 21 P KGDT-100TGI110-P-G-KS15F � 11 22 P
KGDT-110TGI115-P-G-KS15F � 11.5 23 PTGI120-P-G-KS15F � 12 24 P
KGDT-120TGI121-P-G-KS15F � 12.1 24.2 PTGI130-P-G-KS15F � 13 26 P KGDT-130TGI140-P-G-KS15F � 14 28 P
KGDT-140TGI141-P-G-KS15F � 14.1 28.2 PTGI150-P-G-KS15F � 15 30 P
KGDT-150TGI160-P-G-KS15F � 16 32 PTGI161-P-G-KS15F � 16.1 32.2 PTGI110-M-G-KS15F � 11 22 M
KGDT-110TGI115-M-G-KS15F � 11.5 23 MTGI120-M-G-KS15F � 12 24 M
KGDT-120TGI121-M-G-KS15F � 12.1 24.2 MTGI140-M-G-KS15F � 14 28 M
KGDT-140TGI141-M-G-KS15F � 14.1 28.2 MTGI160-M-G-KS15F � 16 32 M
KGDT-150TGI161-M-G-KS15F � 16.1 32.2 MTGI110-P-G-AH725 ★ 11 22 P KGDT-110TGI120-P-G-AH725 ★ 12 24 P KGDT-120TGI140-P-G-AH725 ★ 14 28 P KGDT-140
øDc
0 -0.0
08
L2 (= 2 x øDc)
TGI SPC1090 KS15FP B- - - -1 52 63 4
1TGI P
MSPC
1090 ø10.90
BKS15FAH725
1 3 5
2
4 6
Coolant supply: Internal M type
Chipbreaker
Gundrill head
Gundrill diameter Head length
P type
● : Stocked items
★ : Available from 2013
Gundrill head TGI type
Designation system (for specially designed tools)
Gundrill head
Specially designed guide pads for specifi c applications are available upon request.Please ask us when ordering.
Series Type of head
Gundrill diameter øDc (mm)Guide pad Grade
TungGun SpecialGeneralChipbreaker
Special designed gundrill headSpecial designed head can be ordered
Minimum order quantity
Applicable range
10 pieces
Tool diameter øDc:ø10.4 - 16.19 mmGrade: KS15F, AH725 (coated grade)
Note: Special design of cutting edge and guide pad is possible. Please ask when ordering.
Cat. No. Stock Type of head Clamping Key
5
GNSTG 1050 0500 58- - -1 2 3 4
GNSTG 0500 500 58 581050 ø10.501 3 42
H = mm
R = mm
L = mm
No. =
øDs = mm
Rs = mm
RsR
øs
øc
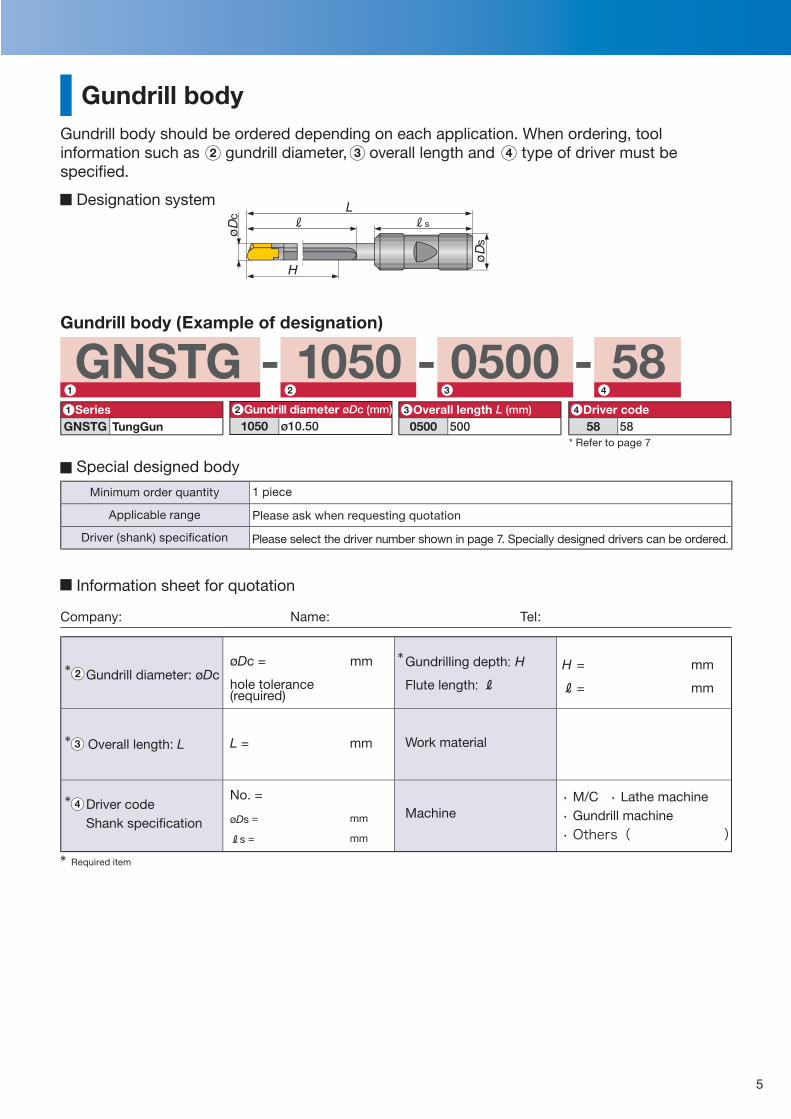
Gundrill body
Designation system
Gundrill body (Example of designation)
Series Overall length L (mm) Driver codeGundrill diameter øDc (mm)
TungGun
Gundrill body should be ordered depending on each application. When ordering, tool information such as gundrill diameter, overall length and type of driver must be specifi ed.
* Refer to page 7
Special designed body
Information sheet for quotation
Company: Name: Tel:
Gundrill diameter: øDc
Overall length: L
Driver codeShank specifi cation
Gundrilling depth: HFlute length: R
Work material
Machine
2 3 4
2
3
4
**
*
*
* Required item
Minimum order quantity
Applicable range
Driver (shank) specifi cation
1 piece
Please ask when requesting quotation
Please select the driver number shown in page 7. Specially designed drivers can be ordered.
• M/C • Lathe machine• Gundrill machine• Others( )
øDc = mm
hole tolerance (required)
6
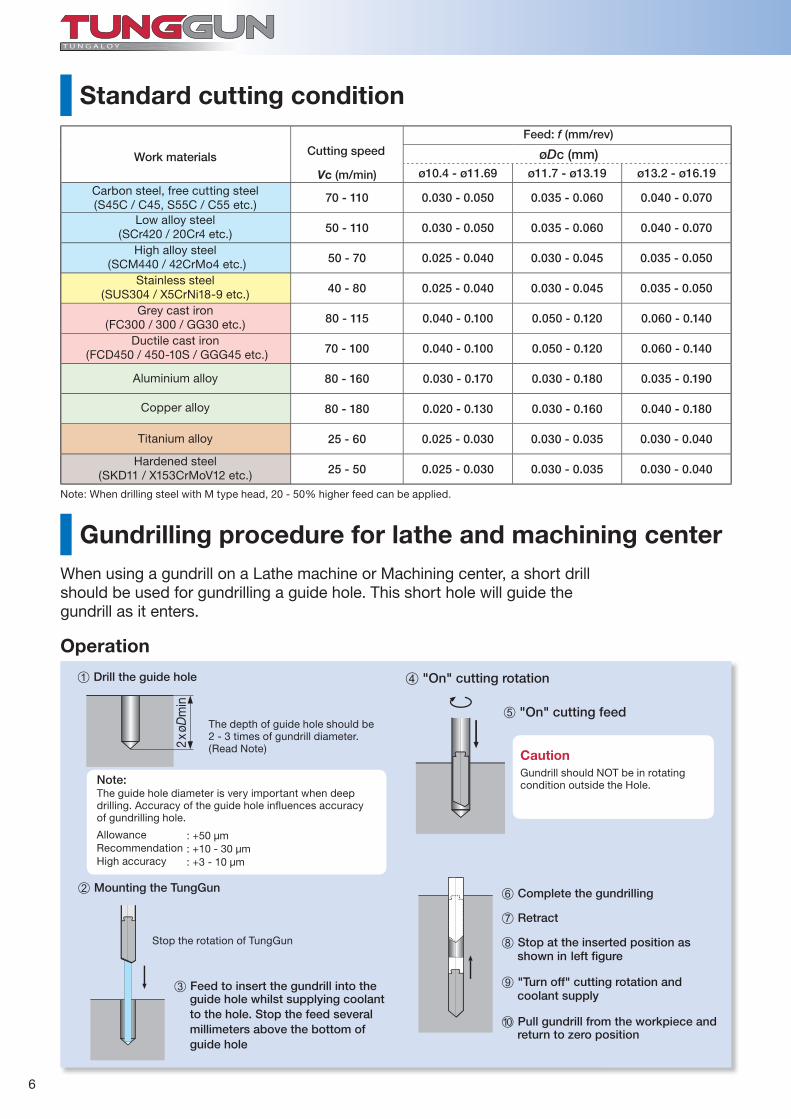
Vc (m/min)
øDc (mm)ø10.4 - ø11.69 ø11.7 - ø13.19 ø13.2 - ø16.19
70 - 110 0.030 - 0.050 0.035 - 0.060 0.040 - 0.070
50 - 110 0.030 - 0.050 0.035 - 0.060 0.040 - 0.070
50 - 70 0.025 - 0.040 0.030 - 0.045 0.035 - 0.050
40 - 80 0.025 - 0.040 0.030 - 0.045 0.035 - 0.050
80 - 115 0.040 - 0.100 0.050 - 0.120 0.060 - 0.140
70 - 100 0.040 - 0.100 0.050 - 0.120 0.060 - 0.140
80 - 160 0.030 - 0.170 0.030 - 0.180 0.035 - 0.190
80 - 180 0.020 - 0.130 0.030 - 0.160 0.040 - 0.180
25 - 60 0.025 - 0.030 0.030 - 0.035 0.030 - 0.040
25 - 50 0.025 - 0.030 0.030 - 0.035 0.030 - 0.040
2 x ø
Dm
in
Gundrilling procedure for lathe and machining centerWhen using a gundrill on a Lathe machine or Machining center, a short drill should be used for gundrilling a guide hole. This short hole will guide the gundrill as it enters.
Note: When drilling steel with M type head, 20 - 50% higher feed can be applied.
The depth of guide hole should be 2 - 3 times of gundrill diameter.(Read Note)
Stop the rotation of TungGun
➀ Drill the guide hole
➁ Mounting the TungGun
➂ Feed to insert the gundrill into the guide hole whilst supplying coolant to the hole. Stop the feed several millimeters above the bottom of guide hole
➃ "On" cutting rotation
➄ "On" cutting feed
Operation
CautionGundrill should NOT be in rotating condition outside the Hole.Note:
The guide hole diameter is very important when deep drilling. Accuracy of the guide hole infl uences accuracy of gundrilling hole.
AllowanceRecommendationHigh accuracy
: +50 µm: +10 - 30 µm: +3 - 10 µm
➅ Complete the gundrilling
➆ Retract
➇ Stop at the inserted position as shown in left fi gure
➈ "Turn off" cutting rotation and coolant supply
➉ Pull gundrill from the workpiece and return to zero position
Work materials Cutting speedFeed: f (mm/rev)
Carbon steel, free cutting steel (S45C / C45, S55C / C55 etc.)
Low alloy steel (SCr420 / 20Cr4 etc.)
High alloy steel (SCM440 / 42CrMo4 etc.)
Stainless steel (SUS304 / X5CrNi18-9 etc.)
Grey cast iron (FC300 / 300 / GG30 etc.)
Ductile cast iron (FCD450 / 450-10S / GGG45 etc.)
Aluminium alloy
Copper alloy
Titanium alloy
Hardened steel (SKD11 / X153CrMoV12 etc.)
Standard cutting condition

7
øDs x Rs (mm)
4 x 28 01 5 x 28 02 6 x 36 03 8 x 36 0410 x 40 0512 x 45 0614 x 45 0716 x 48 0818 x 48 0920 x 50 1025 x 56 1132 x 60 1240 x 70 1350 x 80 1463 x 90 15 6 x 36 16 8 x 36 1710 x 40 1812 x 45 1916 x 48 2018 x 48 2120 x 50 2225 x 56 2332 x 60 2440 x 70 2550 x 80 2663 x 90 27 6 x 36 28 8 x 36 2910 x 40 3012 x 45 3116 x 48 3218 x 48 3320 x 50 3425 x 56 3532 x 60 3640 x 70 37 6 x 36 38 8 x 36 3910 x 40 4012 x 45 4116 x 48 4218 x 48 4320 x 50 44
CM1 45CM2 46CM3 47CM4 48CM1 49CM2 50CM3 51CM4 52
øDs x Rs (mm)
6 x 30 5310 x 40 5416 x 45 55
19.05 x 69.8 5625 x 70 57
25.4 x 69.8 5831.75 x 69.8 5938.1 x 69.8 60
16 x 50 61
10 x 50 M6 x 0.5 62
10 x 60 M6 x 0.5 63
12.7 x 50 M6 x 0.5 64
16 x 80 M10 x 1 65
25 x 100 M16 x 1.5 66
36 x 120 M24 x 1.5 67
10 x 68 M6 x 0.5 68
16 x 90M10 x 1 69
5 x 112 M16 x 1.5 70
6 x 135 M24 x 1.5 71
25 x 70 7232 x 70 73
12.7 x 38.1 7416 x 70 75
19.05 x 69.8 7620 x 70 77
12.7 x 38.1 7819.05 x 69.8 7925.4 x 69.8 8025.4 x 100 81
31.75 x 69.8 8231.75 x 100 8338.1 x 69.8 8438.1 x 100 8516 x 112
Tr 16 x 1.5 86
20 x 126 Tr 20 x 2 87
28 x 126 Tr 28 x 2 88
36 x 162 Tr 36 x 2 89
16 x 40 9025 x 50 9135 x 60 92
Rs øs
Rs
øs
Rs øs
Rs øs
Rs M øs
Rs øs
Rs øs
Rs øs
øs
Rs r
øs
Rs
Rs
Rs
øs
øs
Rs
øs
Rs
M
øs
Colored part: similar specifi cation to drivers of conventional gundrill*
Driver code chart
Type of driver Type of driverShape ShapeDriver code
Driver code
Cylindrical shank
Central clamping
surface 15°
Cylindrical with thread
Central clamping
Hexagonal
Central clampingtapered
Spraymist driver
Central clamping
frontal surface 2°
VDI design
Trapezoidal thread
Frontal clamping
surface 15°
DIN1835ADIN6535HA
DIN1835B
DIN6535HB
DIN1835E
DIN6535HE
DIN228AK
DIN228BK
Weldon shank
With whistle notch
With whistle notch
Tapered shank
Tapered shank

øDc (mm) ø (mm)10.4 - 10.69 10.2 10.7 - 10.89 10.5 10.9 - 11.19 10.7 11.2 - 11.39 11.0 11.4 - 11.69 11.2 11.7 - 11.89 11.5 11.9 - 12.19 11.7
øDc (mm) ø (mm)12.2 - 12.39 12.0 12.4 - 12.69 12.2 12.7 - 12.89 12.5 12.9 - 13.19 12.7 13.2 - 13.39 13.013.4 - 13.69 13.213.7 - 13.89 13.5
øDc (mm) ø (mm)13.9 - 14.19 13.714.2 - 14.49 14.014.5 - 14.79 14.314.8 - 15.19 14.615.2 - 15.49 15.015.5 - 15.79 15.315.8 - 16.19 15.6
øDc (mm)10.40 - 10.99 KGDT-10011.00 - 11.99 KGDT-11012.00 - 12.99 KGDT-12013.00 - 13.99 KGDT-13014.00 - 14.99 KGDT-14015.00 - 16.19 KGDT-150
øc
Gundrill head
Poc
ket
diam
eter
ø
Clamping key
Air
Oil Clamping key
Pocket design and clamping key
How to fi x the gundrill head
➀ ➁ ➂
Gundrilldiameter
Gundrill diameter
Gundrill diameter Gundrill diameter
Pocket diameter
Pocket diameter
Pocket diameter Clamping key
Produced from Recycled paper
Distributed by:
ISO 9001 certifi ed ISO 14001 certifi edQC00J0056 EC97J1123Tungaloy Corporation Tungaloy Group Japan site and Asian production site18/10/1996 26/11/1997
May. 2013 (TJ)
Tungaloy Cutting Tool (Shanghai) Co.,Ltd.Phone: +86-21-3632-1880 Fax: +86-21-3621-1918www.tungaloy.co.jp/tcts
Tungaloy Cutting Tool (Thailand) Co.,Ltd.Phone: +66-2-714-3130 Fax: +66-2-714-3134www.tungaloy.co.th
Tungaloy Singapore (Pte.),Ltd.Phone: +65-6391-1833 Fax: +65-6299-4557www.tungaloy.co.jp/tspl
Tungaloy India Pvt. Ltd.Phone: +91-22-6124-8804 Fax: +91-22-6124-8899www.tungaloy.co.jp/in
Tungaloy Korea Co., LtdPhone: +82-2-6393-8930 Fax: +82-2-6393-8952www.tungaloy.co.jp/kr
Tungaloy Malaysia Sdn BhdPhone: +603-7805-3222 Fax: +603-7804-8563www.tungaloy.co.jp/my
Tungaloy Australia Pty LtdPhone: +612-9672-6844 Fax: +612-9672-6866www.tungaloy.co.jp/au
PT. Tungaloy IndonesiaPhone: +62-21-8261-5808 Fax: +62-21-8261-5809www.tungaloy.co.jp/id
Tungaloy Corporation (Head offi ce)11-1 Yoshima-KogyodanchiIwaki-city, Fukushima, 970-1144 JapanPhone: +81-246-36-8501 Fax: +81-246-36-8542www.tungaloy.co.jp
Tungaloy America, Inc.Phone: +1-888-554-8394 Fax: +1-888-554-8392www.tungaloyamerica.com
Tungaloy CanadaPhone: +1-519-758-5779 Fax: +1-519-758-5791www.tungaloyamerica.com
Tungaloy de Mexico S.A.Phone: +52-449-929-5410 Fax: +52-449-929-5411www.tungaloyamerica.com
Tungaloy do Brasil Comérciode Ferramentas de Corte Ltda.Phone: +55-19-38262757 Fax: +55-19-38262757www.tungaloy.co.jp/br
Tungaloy Germany GmbHPhone: +49-2173-90420-0 Fax: +49-2173-90420-19www.tungaloy.de
Tungaloy France S.A.S.Phone: +33-1-6486-4300 Fax: +33-1-6907-7817www.tungaloy.fr
Tungaloy Italia S.r.I.Phone: +39-02-252012-1 Fax: +39-02-252012-65www.tungaloy.it
Tungaloy Czech s.r.oPhone: +420 532 123 391 Fax: +420 532 123 392www.tungaloy.cz
Tungaloy Ibérica S.L.Phone: +34 93 113 1360 Fax: +34 93 876 2798www.tungaloy.es
Tungaloy Scandinavia ABPhone: +46-462119200 Fax: +46-462119207www.tungaloy.se
Tungaloy Rus, LLCPhone: +7 4722 58 57 57 Fax: +7 4722 58 57 83www.tungaloy.co.jp/ru
Tungaloy Polska Sp. z o.oPhone: +48-22-617-0890 Fax: +48-22-617-0890www.tungaloy.co.jp/pl
Tungaloy U.K. LtdPhone:+44 121 309 0163 Fax: +44 121 270 9694 www.tungaloy.co.jp/uk
Tungaloy Hungary KftPhone: +36 1 781-6846 Fax: +36 1 781-6866www.tungaloy.co.jp/hu
Tungaloy TurkeyPhone: +90 216 540 04 67 Fax: +90 216 540 04 87www.tungaloy.co.jp/tr