INCORPORATION OF QUARTZITE RESIDUE IN CERAMIC MASS … · ceramic tiles, specifically porcelain...
13
INCORPORATION OF QUARTZITE RESIDUE IN CERAMIC MASS FOR PORCELAIN TILE PRODUCTION K. R. Silva 1* , L. F. A. Campos 2 , L. N. L. Santana 1 1 Academic Unit of Materials Engineering, Federal University of Campina Grande Av. Aprígio Veloso, No. 882, Bodocongo, Campina Grande, PB 58109-970, Brazil 2 Department of Materials Engineering, Federal University of Paraiba Cidade Universitária, Conj. Pres. Castelo Branco III, João Pessoa, PB 58051-900, Brazil *[email protected] Abstract The objective of this work was to evaluate the potentiality of using quartzite residue, as an alternative raw material, in the composition of a ceramic mass used for production of porcelain tile. Raw materials were subjected to chemical, physical and mineralogical characterizations. Central composite design was used to analyze the effects of firing temperature (1143, 1160, 1200, 1240 and 1257 º C) and residue content (1.76, 3, 6, 9 and 10.24%) on the physical-mechanical properties of the material: linear shrinkage, water absorption, apparent porosity and flexural strength. The elevation of firing temperature levels presented a positive and statistically significant effect on the investigated response variables. On the other hand, the increase of the residue content had no significant effect on the studied properties. Finally, ceramic pieces containing quartzite residue, up to 10.24 wt.%, sintered at 1240 and 1257ºC, can be classified as porcelain tile, according to the international standard ISO 13006. Keywords: Ceramics, Porcelain tile, Quartzite residue, Central composite design. 7th International Congress on Ceramics & 62º Congresso Brasileiro de Cerâmica June 17-21, 2018, Foz do Iguaçu - PR - Brazil 1060
Transcript of INCORPORATION OF QUARTZITE RESIDUE IN CERAMIC MASS … · ceramic tiles, specifically porcelain...

INCORPORATION OF QUARTZITE RESIDUE IN CERAMIC MASS FOR PORCELAIN TILE PRODUCTION
K. R. Silva1*, L. F. A. Campos2, L. N. L. Santana1
1Academic Unit of Materials Engineering, Federal University of Campina Grande
Av. Aprígio Veloso, No. 882, Bodocongo, Campina Grande, PB 58109-970, Brazil 2Department of Materials Engineering, Federal University of Paraiba
Cidade Universitária, Conj. Pres. Castelo Branco III, João Pessoa, PB 58051-900,
Brazil
Abstract
The objective of this work was to evaluate the potentiality of using quartzite residue,
as an alternative raw material, in the composition of a ceramic mass used for
production of porcelain tile. Raw materials were subjected to chemical, physical and
mineralogical characterizations. Central composite design was used to analyze the
effects of firing temperature (1143, 1160, 1200, 1240 and 1257ºC) and residue
content (1.76, 3, 6, 9 and 10.24%) on the physical-mechanical properties of the
material: linear shrinkage, water absorption, apparent porosity and flexural strength.
The elevation of firing temperature levels presented a positive and statistically
significant effect on the investigated response variables. On the other hand, the
increase of the residue content had no significant effect on the studied properties.
Finally, ceramic pieces containing quartzite residue, up to 10.24 wt.%, sintered at
1240 and 1257ºC, can be classified as porcelain tile, according to the international
standard ISO 13006.
Keywords: Ceramics, Porcelain tile, Quartzite residue, Central composite design.
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1060
Introduction
The growing need for higher productivity indices in industries around all the
world has led to a decrease in available natural resources and the generation of a
large volume of waste or by-products. In this sense, the ornamental rock industry
presents itself as a major producer of solid waste, which is usually disposed in
landfills or discarded directly into the environment without previous treatment [1, 2].
Considering that many of the raw materials used in the traditional ceramic
industry derive from the decomposition of rocks, it is expected considerable
similarities between their compositions and mineral residues. It means that residues
from ornamental rock extractive activity present themselves as good substitutes for
raw materials used in the manufacture of traditional ceramics [3 – 5].
Quartzite is a metamorphic rock, composed almost entirely of quartz grains.
The techniques used in the extraction and processing of quartzite result in high
generation of residues, which are non-toxic and non-hazardous, but are classified as
non-inert. Chemically, it is composed mostly of silicon oxide (SiO2), but also of
aluminum oxide (Al2O3), calcium oxide (CaO) and alkaline oxides (K2O and Na2O)
[4, 6].
Over the past few years, the use of quartzite residue as an alternative raw
material in the manufacture of various ceramic products has been investigated [4, 6,
7]. However, the introduction of this type of residue in compositions used to produce
ceramic tiles, specifically porcelain tiles, need to be further analyzed.
Therefore, the main objective of this work was to verify the potential of using
quartzite residue, as an alternative raw material, in the composition of a ceramic
mass used for industrial production of porcelain tile. Using central composite design,
it was statistically evaluated the effects of residue content and firing temperature on
the physical-mechanical properties of the material: linear shrinkage, water
absorption, apparent porosity and 3-point flexural strength.
Materials and methods
For this work, an industrial ceramic mass for porcelain tile production and
quartzite residue were used as raw materials. The mass was supplied by a ceramic
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1061
tiles company, and the residue was supplied by a quartzite processing unit, both
located in the State of Paraiba, Brazil.
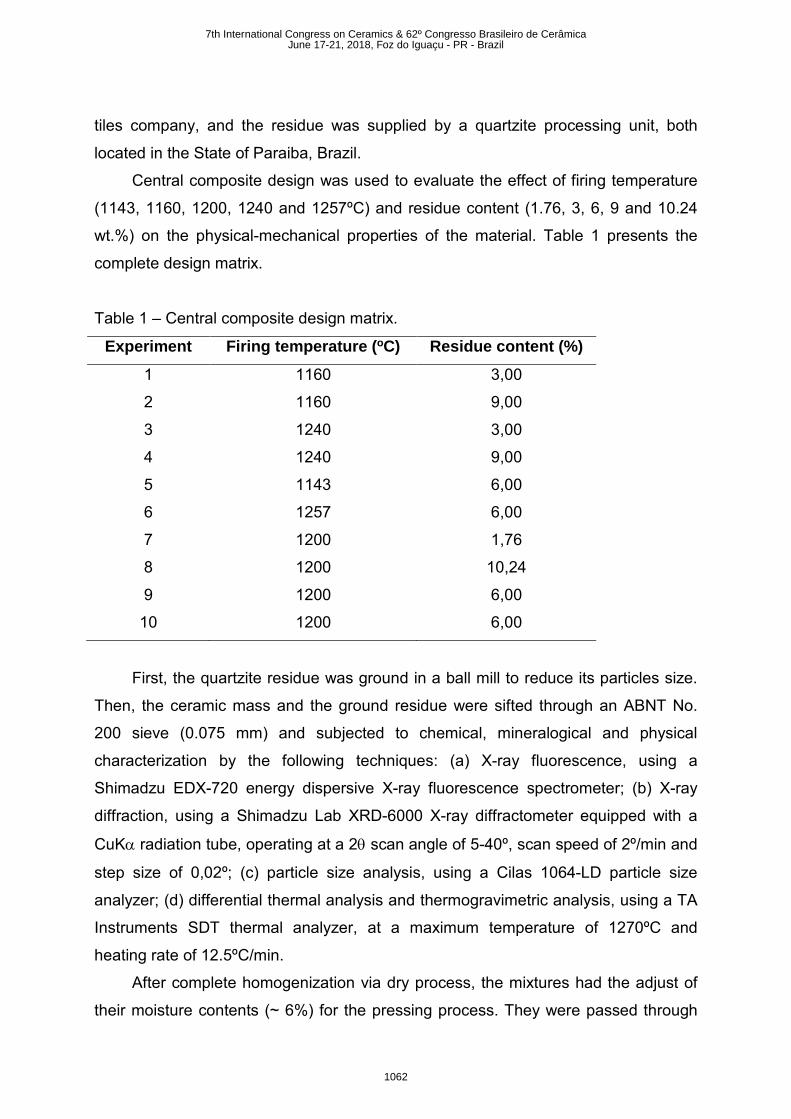
Central composite design was used to evaluate the effect of firing temperature
(1143, 1160, 1200, 1240 and 1257ºC) and residue content (1.76, 3, 6, 9 and 10.24
wt.%) on the physical-mechanical properties of the material. Table 1 presents the
complete design matrix.
Table 1 – Central composite design matrix.
Experiment Firing temperature (oC) Residue content (%)
1 1160 3,00
2 1160 9,00
3 1240 3,00
4 1240 9,00
5 1143 6,00
6 1257 6,00
7 1200 1,76
8 1200 10,24
9 1200 6,00
10 1200 6,00
First, the quartzite residue was ground in a ball mill to reduce its particles size.
Then, the ceramic mass and the ground residue were sifted through an ABNT No.
200 sieve (0.075 mm) and subjected to chemical, mineralogical and physical
characterization by the following techniques: (a) X-ray fluorescence, using a
Shimadzu EDX-720 energy dispersive X-ray fluorescence spectrometer; (b) X-ray
diffraction, using a Shimadzu Lab XRD-6000 X-ray diffractometer equipped with a
CuKα radiation tube, operating at a 2θ scan angle of 5-40º, scan speed of 2º/min and
step size of 0,02º; (c) particle size analysis, using a Cilas 1064-LD particle size
analyzer; (d) differential thermal analysis and thermogravimetric analysis, using a TA
Instruments SDT thermal analyzer, at a maximum temperature of 1270ºC and
heating rate of 12.5ºC/min.
After complete homogenization via dry process, the mixtures had the adjust of
their moisture contents (~ 6%) for the pressing process. They were passed through
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1062
an ABNT No. 40 sieve (0.425 mm) and then remained at rest for 24 hours.
Compositions were shaped into rectangular test specimens (20 mm x 7 mm x 60
mm) under a pressure of 50 MPa, using a Marcon MPH-30 uniaxial hydraulic press.
The specimens were oven-dried at 110ºC for 24 hours and then heat-treated in a
Flyever FE50RPN conventional electric furnace, applying a heating rate of 49oC/min
and a 2-min hold time at the maximum firing temperature. Chosen parameters for
laboratory-scale firing cycle were adapted from industry parameters.
Finally, the sintered specimens were submitted for tests of linear shrinkage,
water absorption, apparent porosity and 3-point flexural strength. The mechanical
tests were performed using a Shimadzu AG-X 10 kN universal test machine,
operating at 0.5 mm/min speed of applied force.
Results and discussion
Table 2 presents the chemical composition of the ceramic mass and quartzite
residue. As it can be seen, the ceramic mass is composed mostly of silica (SiO2) and
alumina (Al2O3), but also presents a significant amount of fluxing oxides (K2O, Na2O,
CaO, MgO, Fe2O3). The high content of SiO2 in the ceramic mass is due to the
strong presence of silicates and also to the free silica. Silica is commonly found in
several mineralogical clayey and non-clayey phases, such as kaolinite, mica,
feldspar and quartz, which corresponds to its purest natural form. Alumina is also
usually associated with some of these mineralogical phases [6]. Potassium (K2O)
and sodium (Na2O) oxides generally come from feldspars and micas, while calcium
(CaO) and magnesium (MgO) oxides may be associated with minerals such as
dolomite. The small content of iron oxide (Fe2O3) is fundamental for the production of
white ceramics, since it can develop a reddish colour in products during sintering [8].
As well as the ceramic mass, the quartzite residue is also composed mostly by silica
and alumina. The high SiO2 and Al2O3 contents are typical of ornamental
metamorphic rocks [9]. In smaller proportions, there are fluxing oxides, normally
present in quartzite residues as impurities in the form of feldspar and micaceous
mineral [9]. In general, a great similarity is observed between the chemical
compositions of both raw materials.
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1063

Table 2 - Chemical composition of the raw materials (%).
Raw material SiO2 Al2O3 K2O CaO MgO Fe2O3 Na2O Outros
Ceramic Mass
67.75 23.82 3.28 1.48 1.08 0.62 1.35 0.62
Quartzite Residue
67.71 18.50 7.80 1.23 1.78 1.96 - 1.02
Figure 1 shows the XRD spectra of the raw materials. For the ceramic mass, it
is observed the presence of the following mineralogical phases: kaolinite (JCPDS:
89-6538), dolomite (JCPDS: 89-5862), feldspar (JCPDS: 89-8574), mica (JCPDS:
83-1808) and quartz (JCPDS: 46-1045). Kaolinite is an important component of a
ceramic mass, since it acts in the conformation favoring the workability of the
material [6]. Feldspar and mica act as fluxes, favoring the formation of the first liquid
phases during the sintering. Quartz, due to its high melting point, ensures thermal
and dimensional stability [10, 11]. For the quartzite residue, it is verified the presence
of the mineralogical phases: quartz (JCPDS: 46-1045), mica (JCPDS: 83-1808) and
microcline (JCPDS: 19-0932), which is a potassic feldspar. All minerals that were
detected in the quartzite residue are present in the raw materials used for the
manufacture of porcelain tiles, which makes possible its incorporation.
5 10 15 20 25 30 35 40
FFKKMK
QMK
QKDF
Q
K
FF
KM
2θ
M K
Q
F
Ceramic Mass
5 10 15 20 25 30 35 40
MiMi M MiMiMiMi
Mi
Mi Q QM
Q
M
2θ
M
Q
Quartzite Residue
Figure 1 - XRD spectra of the raw materials. D – Dolomite; F – Feldspar; K –
Kaolinite; M – Mica; Mi – Microcline; Q – Quartz.
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1064
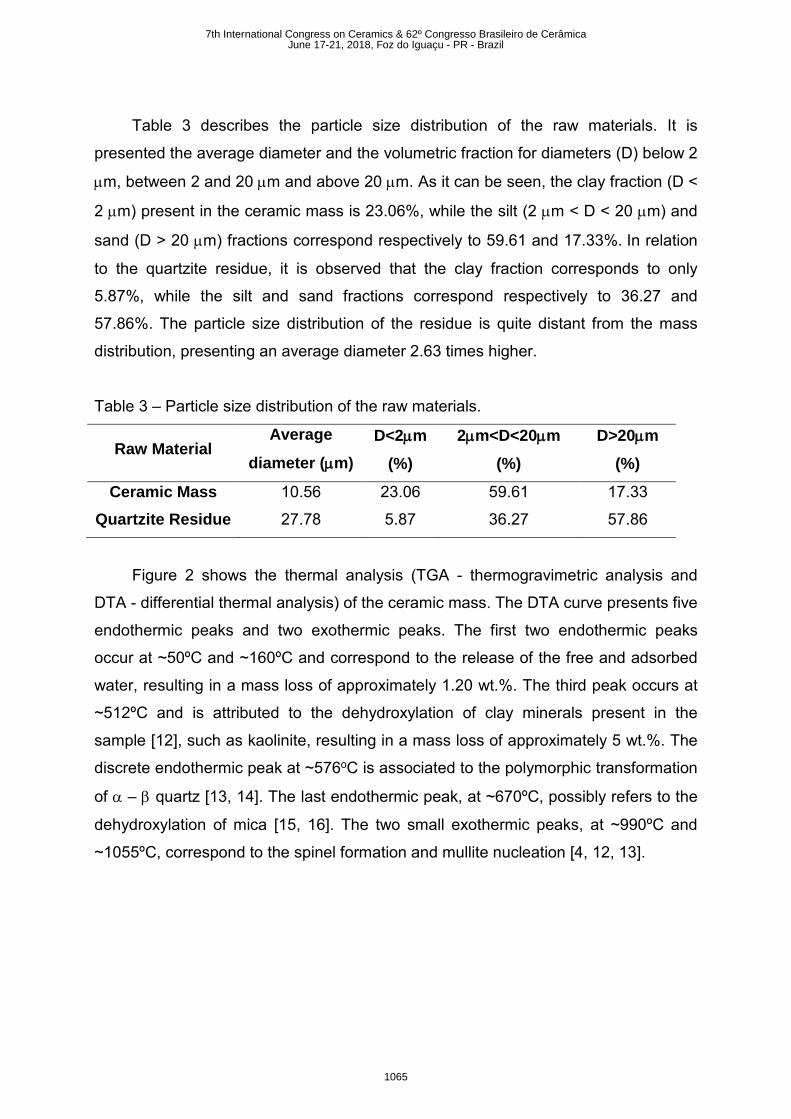
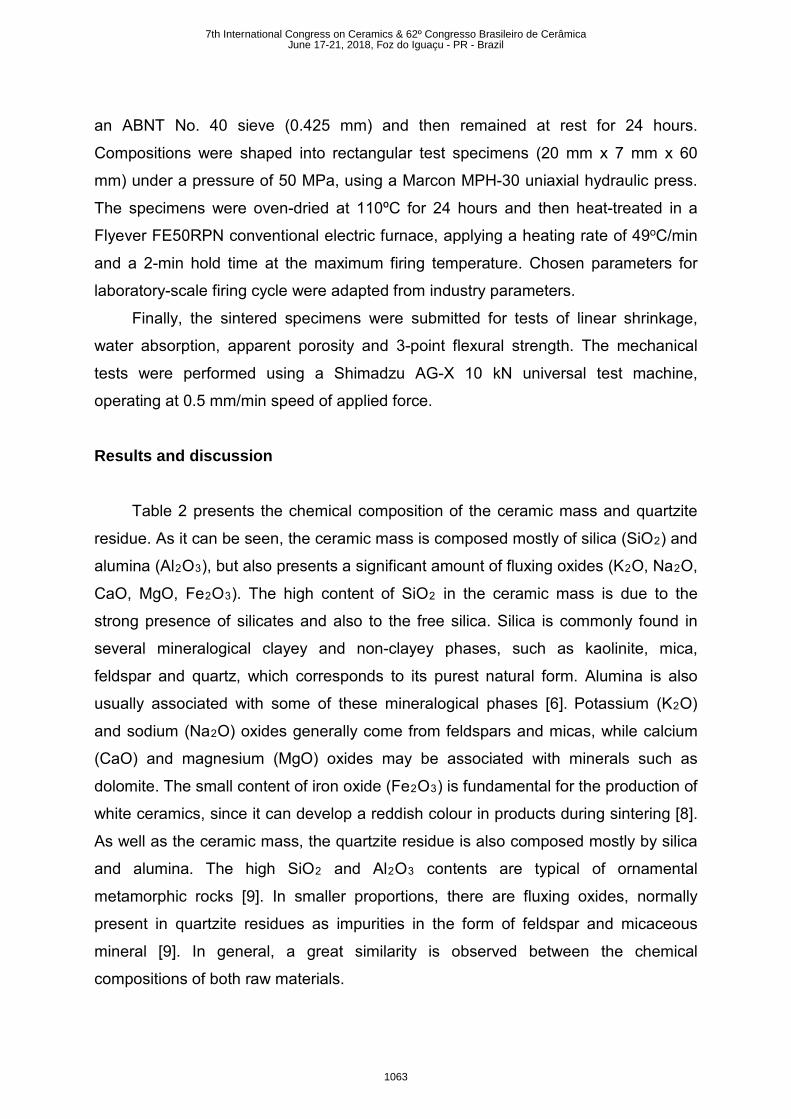
Table 3 describes the particle size distribution of the raw materials. It is
presented the average diameter and the volumetric fraction for diameters (D) below 2
µm, between 2 and 20 µm and above 20 µm. As it can be seen, the clay fraction (D <
2 µm) present in the ceramic mass is 23.06%, while the silt (2 µm < D < 20 µm) and
sand (D > 20 µm) fractions correspond respectively to 59.61 and 17.33%. In relation
to the quartzite residue, it is observed that the clay fraction corresponds to only
5.87%, while the silt and sand fractions correspond respectively to 36.27 and
57.86%. The particle size distribution of the residue is quite distant from the mass
distribution, presenting an average diameter 2.63 times higher.
Table 3 – Particle size distribution of the raw materials.
Raw Material Average
diameter (µm) D<2µm
(%)
2µm<D<20µm
(%)
D>20µm
(%)
Ceramic Mass 10.56 23.06 59.61 17.33
Quartzite Residue 27.78 5.87 36.27 57.86
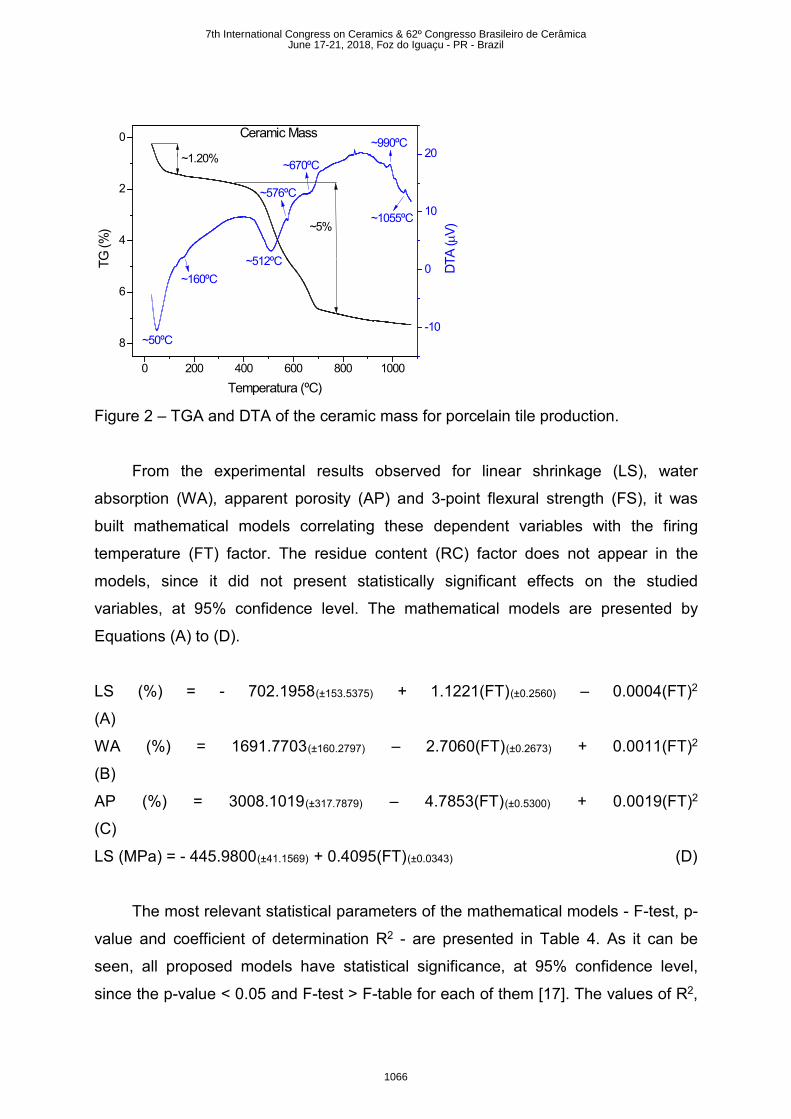
Figure 2 shows the thermal analysis (TGA - thermogravimetric analysis and
DTA - differential thermal analysis) of the ceramic mass. The DTA curve presents five
endothermic peaks and two exothermic peaks. The first two endothermic peaks
occur at ~50ºC and ~160ºC and correspond to the release of the free and adsorbed
water, resulting in a mass loss of approximately 1.20 wt.%. The third peak occurs at
~512ºC and is attributed to the dehydroxylation of clay minerals present in the
sample [12], such as kaolinite, resulting in a mass loss of approximately 5 wt.%. The
discrete endothermic peak at ~576oC is associated to the polymorphic transformation
of α – β quartz [13, 14]. The last endothermic peak, at ~670ºC, possibly refers to the
dehydroxylation of mica [15, 16]. The two small exothermic peaks, at ~990ºC and
~1055ºC, correspond to the spinel formation and mullite nucleation [4, 12, 13].
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1065
0 200 400 600 800 1000
8
6
4
2
0
Temperatura (ºC)
TG (%
)
~1.20%
~5%
-10
0
10
20
~160ºC
Ceramic Mass
~512ºC
~50ºC
DTA
(µV)
~576ºC
~670ºC
~990ºC
~1055ºC
Figure 2 – TGA and DTA of the ceramic mass for porcelain tile production.
From the experimental results observed for linear shrinkage (LS), water
absorption (WA), apparent porosity (AP) and 3-point flexural strength (FS), it was
built mathematical models correlating these dependent variables with the firing
temperature (FT) factor. The residue content (RC) factor does not appear in the
models, since it did not present statistically significant effects on the studied
variables, at 95% confidence level. The mathematical models are presented by
Equations (A) to (D).
LS (%) = - 702.1958(±153.5375) + 1.1221(FT)(±0.2560) – 0.0004(FT)2
(A)
WA (%) = 1691.7703(±160.2797) – 2.7060(FT)(±0.2673) + 0.0011(FT)2
(B)
AP (%) = 3008.1019(±317.7879) – 4.7853(FT)(±0.5300) + 0.0019(FT)2
(C)
LS (MPa) = - 445.9800(±41.1569) + 0.4095(FT)(±0.0343) (D)
The most relevant statistical parameters of the mathematical models - F-test, p-
value and coefficient of determination R2 - are presented in Table 4. As it can be
seen, all proposed models have statistical significance, at 95% confidence level,
since the p-value < 0.05 and F-test > F-table for each of them [17]. The values of R2,
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1066
quite close to 1, indicate that the adjusted models do not present considerable
variability.
Table 4 - Relevant statistics for the analysis of variance of the mathematical models.
Variable Model F-Test F-Table p-value R2
LS Quadratic 143.49 3.35 0.00 0.91
WA Quadratic 479.64 3.35 0.00 0.97
AP Quadratic 472.41 3.35 0.00 0.97
FS Linear 142.69 4.20 0.00 0.89
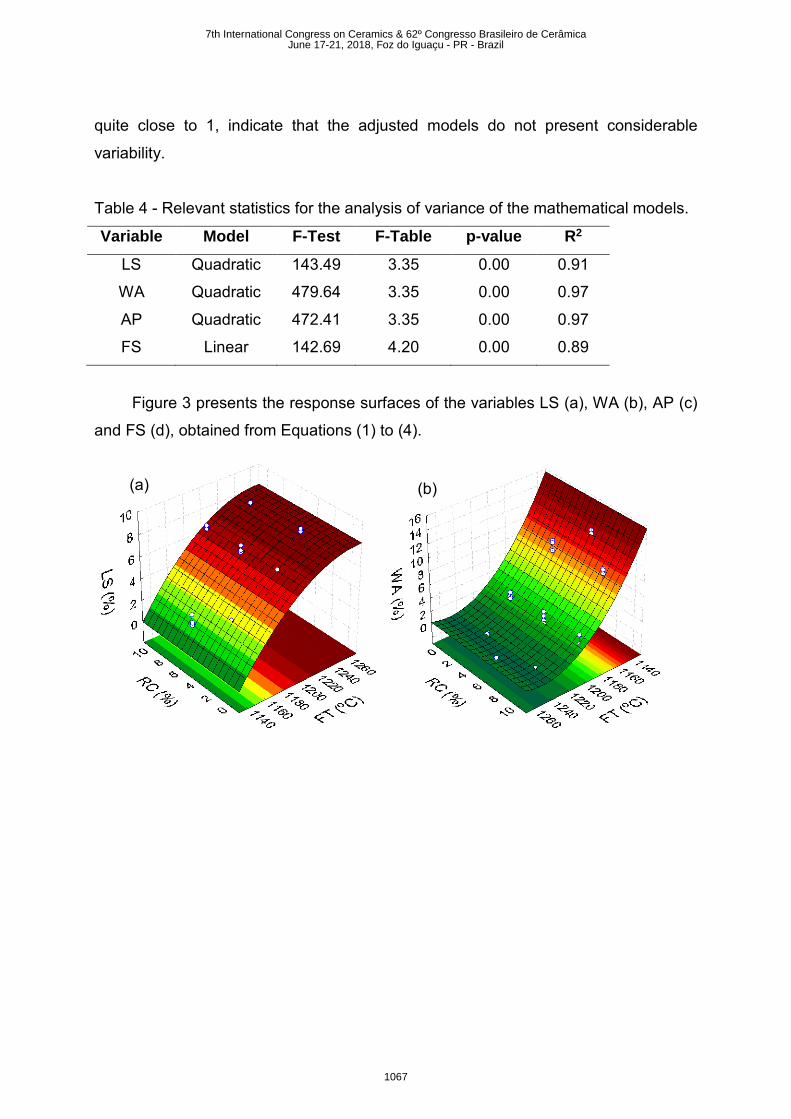
Figure 3 presents the response surfaces of the variables LS (a), WA (b), AP (c)
and FS (d), obtained from Equations (1) to (4).
(a) (b)
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1067

Figure 3 – Response surfaces of the variables LS (a), WA (b), AP (c) and FS (d).
The linear shrinkage indicates the degree of densification during sintering and is
very important for the dimensional control of the finished ceramic products [9]. In
Figure 3(a), it can be noticed that the elevation of firing temperature, from 1143 to
1257ºC, caused an increase of approximately 6% in the linear shrinkage of the
pieces. This increase was more pronounced at temperatures above 1200ºC. This
behavior is related to the sinterability of the pieces [6, 9] or, in other words, the ability
of the material in form of powder to absorb thermal energy and diffuse, favoring the
formation of liquid phase and the consequent compaction.
Water absorption is related to the microstructure of the sintered ceramic matrix
and determines the open porosity level of the pieces [13]. In Figure 3(b), it is verified
that the elevation of firing temperature caused a great decrease in the water
absorption values. The pieces sintered at 1143 and 1160ºC presented water
absorption of approximately 12 and 9%, respectively. These values indicate a high
level of porosity in the microstructure of the material. However, when the pieces were
sintered at 1200ºC, the water absorption decreased to approximately 2%. At this
temperature, the flux oxides present in the mass already are an abundant liquid
phase that, through the action of capillarity and surface tension, infiltrates the open
pores causing the densification of the ceramic bodies [6, 9, 18]. Finally, for the pieces
subjected to sintering at temperatures of 1240 and 1257ºC, water absorption values
were very close to zero. It is believed that in this temperature range the pores have
already been filled, almost completely, by the liquid phase formed during the process.
(c) (d)
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1068

In Figure 3(c), it can be observed that the elevation of firing temperature, from
1143 to 1257ºC, caused a decrease of almost 25% in the apparent porosity of the
material. The pieces sintered at 1143 and 1160ºC presented apparent porosity
values slightly lower than 25 and 20%, respectively. However, when they were
sintered at 1200ºC, porosity decreased to approximately 5%. This behavior is due to
the mechanism of densification, previously explained [6, 9, 18]. Finally, for the pieces
subjected to sintering at temperatures of 1240 and 1257ºC, apparent porosity values
were very close to zero, which means that the maximum densification of the material
has been reached. These results are in full agreement with those for LS and WA.
In Figure 3(d), it is verified that the flexural strength of the ceramic bodies
increases linearly according to the elevation of the firing temperature. This behavior
can be attributed to the volume and morphology of the mullite formed for each firing
temperature. Studies carried out by Martín-Márquez et al. [19] suggest that the
mechanical strength of porcelain tile is related to the formation of mullite during
sintering. Specifically, the larger the mullite volume and the higher the interaction
force between its needle structures, greater will be the flexural strength of the
material. In this sense, the mechanical strength of the porcelain tiles depends on
factors that affect the volume and size of mullite structures, such as the firing
temperature [20]. Martín-Márquez et al. [19] also show that the elevation of flexural
strength of porcelain tiles is related to the reduction of their porosity.
Conclusions
Quartzite residue has adequate chemical and mineralogical properties so that it
can be incorporated in a industrial ceramic mass for porcelain tile production.
According to the international standard ISO 13006 (1998), porcelain tiles are
ceramic tiles with water absorption equal to or less than 0.5% (WA ≤ 0,5%) and
flexural strength equal to or greater than 35 MPa (FS ≥ 35 MPa). Thus, in the present
study, pieces containing up to 10.24 wt.% of quartzite residue, which were sintered at
1240ºC and 1257ºC, can be classified as porcelain tiles.
The results showed that the use of quartzite residue as an alternative raw
material in a ceramic mass for porcelain tile production is a sustainable solution for
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1069

this type of waste, bringing many benefits to the environment, to the industry and
also to the population.
Acknowledgments
Authors acknowledge financial support received from CAPES and CNPq (proc.
447881/2014-0 and 308912/2016-0), Brazil.
References [1] RAUPP-PEREIRA, F.; HOTZA, D.; SEGADÃES, A.M.; LABRINCHA, J.A. Ceramic
formulations prepared with industrial wastes and natural sub-products. Ceram. Int.,
v.32, p.173-179, 2006.
[2] SOUZA, A.J.; PINHEIRO, B.C.A.; HOLANDA, J.N.F. Processing of floor tiles
bearing ornamental rock-cutting waste. J. Mater. Process. Technol., v.210, p.1898-
1904, 2010.
[3] TORRES, P.; FERNANDES, H.R.; AGATHOPOULOS, S.; TULYAGANOV, D.U.;
FERREIRA, J.M.F. Incorporation of granite cutting sludge in industrial porcelain tile
formulations. J. Eur. Ceram. Soc., v.24, p.3177-3185, 2004.
[4] TORRES, P.; MANJATE, R.S.; QUARESMA, S.; FERNANDES, H.R.; FERREIRA,
J.M.F. Development of ceramic floor tile compositions based on quartzite and granite
sludges. J. Eur. Ceram. Soc., v.27, p.4649-4655, 2007.
[5] JUNKES, J.A.; PRATES, P.B.; HOTZA, D.; SEGADÃES, A.M. Combining mineral
clay-based wastes to produce porcelain-like ceramics: An exploratory study. Appl.
Clay Sci., v.69, p.50-57, 2012.
[6] CARREIRO, M.E.A.; SANTOS, R.C.; SILVA, V.J.; LIRA, H.L.; NEVES, G.A.;
MENEZES, R.R.; SANTANA, L.N.L. Residue of quartzite – alternative raw material
for use in structural ceramics. Cerâmica, v.62, p.170-178, 2016.
[7] MEDEIROS, P.S.S.; SANTANA, L.N.L.; SILVA, V.J.; NEVES, G.A.; LIRA, H.L.
Evaluation of the potential of using quartzite residue in mass for the production of
sanitary ware. Mater. Sci. Forum, v.869, p.181-185, 2016.
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1070

[8] TORRES, P.; FERNANDES, H.R.; OLHERO, S.; FERREIRA, J.M.F. Incorporation
of wastes from granite rock cutting and polishing industries to produce roof tiles. J.
Eur. Ceram. Soc., v.29, p.23-30, 2009.
[9] MOREIRA, J.M.S.; MANHÃES, J.P.V.T.; HOLANDA, J.N.F. Processing of red
ceramic using ornamental rock powder waste. J. Mater. Process. Technol., v.196,
p.88-93, 2008.
[10] SÁNCHEZ, E.; GARCIA-TEN, J.; SANZ, V.; MORENO, A. Porcelain tile: Almost
30 years of steady scientific-technological evolution. Ceram. Int., v.36, p.831-845,
2010.
[11] TARHAN, B.; TARHAN, M.; AYDIN, T. Reusing sanitaryware waste products in
glazed porcelain tile production. Ceram. Int., v.43, p.3107-3112, 2017.
[12] SILVA, V.J.; SILVA, M.F.; GONÇALVES, W.P.; MENEZES, R.R.; NEVES, G.A.;
LIRA, H.L.; SANTANA, L.N.L. Porous mullite blocks with compositions containing
kaolin and alumina waste. Ceram. Int., v.42, p.15471-15478, 2016.
[13] KE, S.; WANG, Y.; PAN, Z.; NING, C.; ZHENG, S. Recycling of polished tile
waste as a main raw material in porcelain tiles. J. Clean. Prod., v.115, p.238-244,
2016.
[14] LERDPROM, W.; CHINNAM, R.K.; JAYASEELAN, D.D.; LEE, W.E. Porcelain
production by direct sintering. J. Eur. Ceram. Soc., v.36, p.4319-4325, 2016.
[15] MENEZES, R.R.; DE ALMEIDA, R.R.; SANTANA, L.N.L.; NEVES, G.A.; LIRA,
H.L.; FERREIRA, H.C. Analysis of the use of kaolin processing waste and granite
sawing waste together for the production of ceramic bricks and roof tiles. Cerâmica,
v.53, p.192-199, 2007.
[16] XAVIER, G.C.; SABOYA, F.; MAIA, P.C.A.; ALEXANDRE, J. Analysis of
accelerated process of degradation for durability research of red ceramic samples
incorporated with granite waste. Cerâmica, v.55, p.1-10, 2009.
[17] CAMPOS, L.F.A.; MENEZES, R.R.; LISBOA, D.; SANTANA, L.N.L.; NEVES,
G.A.; FERREIRA, H.C. Experimental design to maximize the waste content in
ceramic bricks and tiles. Cerâmica, v.53, p.373-380, 2007.
[18] PINHEIRO, B.C.A.; HOLANDA, J.N.F. Obtainment of porcelain floor tiles added
with petroleum oily sludge. Ceram. Int., v.39, p.57-63, 2013.
[19] MARTÍN-MARQUEZ, J.; RINCÓN, J.M.; ROMERO, M. Mullite development on
firing in porcelain stoneware bodies. J. Eur. Ceram. Soc., v.30, p.1599-1607, 2010.
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1071

[20] STATHIS, G.; EKONOMAKOU, A.; STOURNARAS, C.J.; FTIKOS, C. Effect of
firing conditions, filler grain size and quartz content on bending strength and physical
properties of sanitaryware porcelain. J. Eur. Ceram. Soc., v.24, p.2357-2366, 2004.
7th International Congress on Ceramics & 62º Congresso Brasileiro de CerâmicaJune 17-21, 2018, Foz do Iguaçu - PR - Brazil
1072