In House Reuse and Reclamation of Used

of 7
-
Upload
quarkkuark -
Category
Documents
-
view
217 -
download
0
description
In House Reuse and Reclamation of Used
Transcript of In House Reuse and Reclamation of Used
-
In house reuse and reclamation of usedfoundry sands with sodium silicate binder
Z. T. Fan*, N.Y. Huang and X. P. DongSchool of Material Science and Engineering, Huazhong University of Science and Technology, Wuhan,430074 China
Reuse and reclamation of sodium silicate sands havelong been of interest because of their unique character-istics in both bonding mechanism and high temperaturestrength, which make them ideal for applications in caststeel production. After analysis of the characteristics ofthe used sands containing sodium silicate binder and therequirement for moulding sands, a suggestion isproposed for a sand reuse scheme. Used sands can bereclaimed as support sands after dry treatment orreconditioning, but for use as face sands wet reclama-tion is necessary. This assertion has been conrmedexperimentally on newly developed reclamation equip-ment. The results showed consistent sand properties andcasting quality when applying reused support sands andreclaimed face sands. IJCMR/495
# 2004 W. S. Maney & Son Ltd. Manuscript received9 May 2003; accepted 3 November 2003.
Keywords: Sand reuse; Sand reclamation; Sodium silicatebinder; Environmental issues
Introduction
Sodium silicate bonded sand is one of the mostpopular mould making materials for use in thefoundry industry because of its high strength, lowcost, simple processing requirements and environ-mentally friendly advantages. However, two difcul-ties are commonly encountered with the conventionaldry method for in house reuse and reclamation ofsodium silicate sands, namely, worse collapsibilityand incomplete reclamation.1,2 Two methods areknown to improve the collapsibility. These arereducing the usage of sodium silicates and incorpor-ating additives in the sand mixture. It is believed thatthe reduction of sodium silicates used in the sandmixture is the most efcient method for improving thecollapsibility of moulded sand.3,4 The collapsibility ofsodium silicate sands can be signicantly improved byreducing the usage of sodium silicates from 68 wt%to 34 wt-% based on sand (BOS). Therefore,improvement of the properties of sodium silicatesbecomes important to reduce the binder amount inthe sand mixture.In conventional sodium silicate sands, the binder
usage is 68 wt-% BOS. It can be reduced to 34 wt-%BOS for the third generation of sodium silicatebinders using liquid ester and/or a vacuum CO2hardening process. A further improvement of the
sodium silicate makes it possible to reduce the binderusage down to 23 wt-% BOS, which is similar to theusage of organic chemical binders which exhibit excel-lent collapsibility.3,4 Regarding the use of additives, afew have been developed and used in foundries. Ingeneral, the additives were used in conjunction withthe improved and reduced sodium silicate binder.Such a combination of different methods to improvethe collapsibility has proved effective for the in housereuse and reclamation of sodium silicate sands.Millions of tons of waste sand have been disposed
of by foundries all around the world, but this isbecoming more difcult because of tighter environ-mental regulations and increased costs for generaldisposal.5 For example, ve years ago a company insouthern China used to dispose of waste foundrysands without charge. Now, new government regula-tions mean that disposal fees of a few thousand RMBmust be paid each year. In house reuse and recla-mation of sodium silicate sands provides a solutionfor casting companies, allowing them to make savingsin manufacturing costs and to meet the requirementsof environment regulations. Even though reclamationis a common processing route for foundries nowa-days, total reclamation of sodium silicate sands is stilldifcult because of the properties of the reclaimedsands.In order to make it possible for complete in house
reuse of sodium silicate sands, the authors haveproposed a new route based on the improvementof the sodium silicate binder. The new route is acombination of the reuse of sands reclaimed via a dryroute as support sands and sands reclaimed via a wetroute as face sands. This paper aims to introduce theproposed method and its industrial application.Experiments were carried out both in the laboratoryand in foundries and the economic analysis is alsoreported. Discussion will focus on the bondingmechanism and the debonding process during recla-mation.
Characteristics of used sodium silicatesands
There are a number of methods for hardening sodiumsilicate binder. However, in foundry practice they fallinto two basic categories:
(i) adding liquid, solid or gaseous hardener,which can react with sodium silicate to formsolid net linked products
(ii) dehydration.*Corresponding author, email [email protected]
DOI 10.1179/136404604225020551 International Journal of Cast Metals Research 2004 Vol. 17 No. 1 51
-
There are three stages in the chemical hardening ofsodium silicates, namely the hydration of sodiumsilicate, the formation of silicate gel and the eventualcross-linkage of silicate gel to form a solid network.The hydration of sodium silicate can be described
by the following equation
Na2O mSiO2z(mz1)H2Ou2NaOHzmSiO2:nH2O (1)
Under normal conditions at room temperature, only1.589.29% sodium silicates can be hydrated with adynamic balance to form silicates, which is insuf-cient for hardening. However, once any substitute isadded to either increase Hz concentration or reduceOH2 concentration in the sodium silicate liquid,polysilicates can be formed.
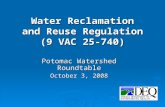
The hydrated product mSiO2.nH2O is a blend ofdifferent compounds. The identied compounds includeSiO2.2H2O, SiO2.H2O, 2SiO2.3H2O, 2SiO2.H2O,whichcan form polysilicates with linear and net structuresunder alkaline conditions.3 The SiO structure existscopiously in the polysilicate, which can be furtherhydrated in alkaline conditions to form ne silicategel particles distributed in the liquid. When poly-silicates are coated onto silica sand particles, these SiO bond structures can link the sand particles togethervia either Si4z or O22 ions on the particle surfaces, asshown schematically in Fig. 1.When hardener or catalyst is added to the poly-
silicate gel, further polycondensation occurs withinthe existing gel, rather than on the interface betweenthe sand particles and the gel. The product of thisreaction is a silicate sol. The condensed water isusually wrapped in the void of the sol net becausethere is no way out. Therefore, the sol net of poly-silicates is mainly formed by the linear SiO bond, inwhich the reaction products stay in different chainsdue to the capillary existing throughout the net. Thisbonding structure means that sodium silicate sandshave unique characteristics as mouldings sands andfor sand reuse.The remnant strength of sodium silicate sands
varies across the mould section after sustaining liquidmetal and cooling to room temperature. The maxi-mum temperature achieved in the mould determinesthe remnant strength. The double peak curve in sandhardened by CO2 is a well known characteristic ofthe remnant strength.3 The rst peak occurs around200uC, at which the remnant strength is usually higher
than the bonding strength at room temperature. Thesecondary peak occurs around 800uC, and is muchlower than the rst peak. There is a minimum strengthusually at 600uC. The main reason for the variation ofthe remnant strength is the change of sodium silicatestructure at different temperatures. The dried silicatesol is formed at 200uC creating strong linkage bridgesamong the sand particles. It sticks easily onto thesand particles, resulting in an increase in remnantstrength. As the temperature is increased towards600uC the loss of structural water creates cracks andstress concentrations in the linkage bridges among thesand particles, resulting in a reduction of the remnantstrength. From 600uC, the silicates start to melt. Thisreduces the numbers of cracks, gradually increasingthe remnant strength until the silicate sol is com-pletely melted at 800uC. A further increase of tem-perature would burn the melted silicates onto thesand particles.Used sodium silicate sands therefore have the
following characteristics. Next to the casting surfacewhere the sand temperature is over 800uC, the silicatebinders are burned onto the sand particles to form athin glass lm. This silicate glass has a low meltingpoint and sticks easily onto the sand particles. Thelm can be rubbed off with conventional dry recla-mation methods because of the lack of water andspecial structures. Away from the casting surfacewhere the sand temperature is between 600 and800uC, the silicate binders are partly melted withcracks. They are totally dry and stiff and thereforesuitable for dry reclamation. However, the salts inused sands are soluble in water and easily absorbwater, which causes difculties for dry reclamation.Further away from the casting surface where the sandtemperature is between 200uC and 600uC the silicatebinders are dried with copious cracks. They havehigher bonding strength and are difcult to reclaimvia a dry route because they are partially soluble inwater. Far away from the casting surface where thesand temperature is below 200uC, the silicate solbinder is dried to form a transparent lm with highstrength. The binder stays on the sand particleswithout signicant change in properties. Meanwhile,the silicate sol and resulting salts easily absorbenvironmental water, making the lm soft anddifcult to rub off by dry reclamation. However,the lms are soluble in water.
Novel sodium silicate binder
Two kinds of novel sodium silicate binders wererecently developed at Huazhong University of Scienceand Technology (HUST) with improved bondingstrength. Table 1 summaries the bonding strength atroom temperature and the remnant strength at 800uCof these newly developed binders and compares themwith some other commercial products. Detailedinformation about the characteristics of the modiedsodium silicate binders can be found in Ref. 4. Theresults in Table 1 clearly revealed that the modiedsodium silicate binder could offer better strengthcombination in foundry practice. A carbon steelcasting for a locomotive engine was chosen to evaluatethe modied sodium silicate binders. The casting was
a double SiO bonding linear structure; b single SiObonding linear structure; c mixed SiO bonding linearstructure
1 Schematic illustration of linkage betweensurface of sand particles and SiO bond frompolysilicate
52 Fan et al. Reuse and reclamation of used foundry sands
International Journal of Cast Metals Research 2004 Vol. 17 No. 1
-
characterised by a net weight of 425 kg and 1215 mm wall thickness. The core sands could be easilyshaken out using a manual method or by mechanicalvibration. Over 90% of the core sands owed outafter shaking for 3 minutes on the vibration machine.Therefore, the modied sodium silicate is suitable forfurther evaluation of in house reuse and reclamationof sodium silicate sands.
Dry reconditioning and wetreclamation of used sodium silicatesands
Generally, dry reclamation has the advantages ofsimplicity of the reclamation system and lower capitalinvestment. However, the poor quality of reclaimedsands containing sodium silicate binders is often aproblem because of the poor rebonding character-istics of the sands and the frequent formation ofcasting defects. Wet reclamation of sodium silicatesands can produce high quality sands for casting pro-duction, but the relatively complicated processingroutes and the higher cost have limited its applicationin foundries. Thermal reclamation is another suitableprocess for sodium silicate sands, but it is moreexpensive and usually needs to be used in conjunctionwith other reclamation routes. It is still not clearwhich combination of processes can offer maximumbenets for operation exibility and overall cost savingin casting production.Based on the understanding of bonding mechan-
isms and processing characteristics of moulding sandscontaining sodium silicate binders, the authors sug-gest an alternative solution for in house reuse andreclamation of used sodium silicate sands. The sandscan be reused as support sands after reconditioningand as face sands after wet reclamation. The recondi-tioning of the used sands involves cleaning, drying,screening, dust removal and/or even dry reclamation.The wet reclamation involves the steps of rubbing thewatersand slurry, washing, separation of the waterand sands and subsequently drying.During in house dry reclamation of foundry sands,
the binder lms are not stripped from the sand particlesbecause most of these lms are soft. However, duringcleaning of bulk sands in the foundry, dust and someof the binder residues are removed. The residues ofsodium silicate binders on the sand particles affectmould properties such as bonding strength, benchlife and setting time. The higher the efciency of the
reconditioning system, the lower the amount ofresidues on the sand particles and the better thereusability of the sands. Even for dry reclamation, theefciency of the process is usually only 520%,making it difcult to reuse sodium silicate sands infoundry practice. Previous experiments6 have revealedthat in addition to the residues of sodium silicatebinder, the residues of ester and salts also affectthe rebonding strength and bench life signicantlybecause of improper hardening. However, most of theresidues on the sand particles are soluble in water. Sowet reclamation can wash away the majority to givereclaimed sands that have properties close to those ofnew sands. With proper wet reclamation, the mouldcan be made with over 90% reclaimed sands. A wetreclamation system with high efciency was recentlydeveloped in HUST. The characteristics of the systeminclude a two stage mixer with high intensity of fric-tion and low level of exhaust water during reclama-tion. The deskinning efciency is over 90%. A detaileddescription of this system can be found in Ref. 7.Used sands can be divided into two groups, one
group for use as support sands and the other for useas face sands. The lower requirements of the proper-ties for support sands make it possible to reuse thesodium silicate sands after reconditioning. The higherrequirements of the properties for face sands demandthat the used sands are reclaimed via the wet method.Therefore, a large amount of the used sodium silicatesands can be reused after reconditioning at a lowercost. A small amount is reused after wet reclamation.The total cost can be controlled at a low level usingthis combination.
Property comparison of reclaimedsodium silicate sands
In order to compare the properties of the reclaimedsodium silicate sands, three kinds of used sands werechosen for property testing:
(i) used sands after reconditioning(ii) used sands after dry reclamation(iii) used sands after wet reclamation.
Reconditioning of the used sands involved breaking,drying, dust removal and screening. Dry reclamationwas carried out in an industrial scale dry reclaimerwith a deskinning rate of 20%. Wet reclamation wascarried out using the newly developed system, bywhich the deskinning rate can be up to 90%. Table 2shows the remnant Na2O and the deskinning rateaccording to the measurement methods of the
Table 1 Strength comparison of newly developed sodium silicates and commercial binders
Compressive strength, MPa
Binder types 1 h 6 h 24 h 800uC residues..{
DFH-1binders, 3.0 wt-% BOS..* 0.564 1.691 2.171 0.339DFH-2 binders, 3.0 wt-% BOS..* 0.605 1.824 2.412 0.232DFH-2 binders, 2.7 wt-%BOS..* 0.711 1.568 1.978 0.128Commercial binder, 3.0 wt-%BOS..{ 0.653 1.920 1.953 0.949Conventional binder..{ 0.463 1.495 1.918 1.362
*0.45 wt-% ester 1.{0.45 wt-% ester 2.{Compressive strength of cylinder samples, diameter 30 mm, length30 mm, after isothermalheating at 800uC for1 h and then continuouslycooling to 300uC in same furnace and further to room temperature on foundry floor.
Fan et al. Reuse and reclamation of used foundry sands 53
International Journal of Cast Metals Research 2004 Vol. 17 No. 1
-
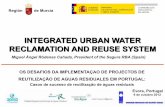
American Foundry Society (AFS). Clearly, the wetreclamation gives the lowest remnant Na2O and thehighest deskinning rate, which implies that it will givethe best sand quality.Figure 2 shows the hardening characteristics of
sodium silicate sands after different treatments. Theresults show that sands reclaimed via the wet routegave a bonding strength close to that of the newsands. Both were much higher than the strength ofthose sands reclaimed via the dry route. Meanwhile,the number of moles of sodium silicates m signi-cantly affected the rebonding strength. A lower molenumber tended to give a higher bonding strength.Table 3 shows the bench life of sodium silicate sandsafter different treatments, which revealed that thebench lives were similar for both new sands and wet
reclaimed sands; both were signicantly longer thanthat of sands which had undergone dry reclamation.Figure 3 and Table 4 show the effect of ester on the
bonding strength and the bench life of the differentsodium silicate sands. The results show that lowerester additions gave higher rebonding strengths andlonger bench life.The results imply that dry reclamation cannot
signicantly improve the properties of used sandswith sodium silicate binders. However, wet reclama-tion can do so and will produce reclaimed sands thatare similar to new sands. Furthermore, the molefraction of sodium silicate signicantly affects theproperties of reclaimed sands. Lower mole fractionsgive higher bonding strength and longer bench life.Table 5 shows the bonding strength and remnant
Na2O of the reclaimed sodium silicate sands after
Table 2 Remnant Na2O and deskinning rate ofsodium silicate sand after different treat-ments
Sands..* ReconditionedDryreclaimed
Wetreclaimed
Remnant Na2O, % 0.178 0.134 0.032Deskinning rate, % 24.7 82.1
*Ester-1/binder(m~2.8, uBe~42)/sand~0.4/4/100.
a m~2.8; b m~2.1
2 Effect of number of moles of sodium silicate onbonding strength of sand mixtures
Table 3 Bench life (in minutes) of sodium silicatesands after different treatments
Sands..*Newsands Reconditioned
Dryreclaimed
Wetreclaimed
m~2.8, uBe~42 10 4 5 10m~2.1, uBe~50 22 7 8 20
*Ester-1/binder/sand~0.4/4/100.
a dry reclaimed; b wet reclaimed
3 Effect of amount of ester added in sand mixtureon bonding strength of reclaimed sands
54 Fan et al. Reuse and reclamation of used foundry sands
International Journal of Cast Metals Research 2004 Vol. 17 No. 1
-
multiple reuse. The results reveal that after multipleuse wet reclaimed sodium silicate sands can consis-tently maintain bonding strength at high levels andremnant Na2O at low levels. However, the bondingstrength of the dry reclaimed sodium silicate sandsdecreased and the remnant Na2O increased withreuse. The accumulation of Na2O on the sandparticles would cause casting defects if this materialwas used as a face sand.
Economic analysis for the reuse ofsodium silicate sands
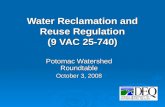
To compare the benets of different reclamationprocesses, two reclamation systems were chosen as a
model. The dry and wet reclamation systems areshown schematically in Fig. 4. The test was carriedout in a foundry with sodium silicate binder and esterhardener. The results showed that the cost of wetreclamation is slightly higher than that of dry recla-mation. However, if wet reclaimed sands are used asface sands and reconditioned sands are used as sup-port sands, the total cost of sands would be reducedsignicantly. In addition, disposal fees would not beapplicable if sands are reused. Table 6 shows the costcomparisons of sodium silicate sands after dry andwet reclamation.In foundries, there are three alternatives for the
in house reuse and reclamation of sodium silicatesands. For those foundries without a wet reclamationsystem, face sands and support sands can be preparedseparately. New sands can be used as face sands andreconditioned sands can be used to prepare supportsands. 2530 wt-% new sands should be input in everycycle, resulting in the disposal of 25% waste sands.For those foundries with only wet reclamationfacilities and using single sands in production, theused sands can be wet reclaimed. About 5% new sandsshould be input in every cycle in order to keep theoverall sand balance. Those foundries with dry recla-mation facilities should set up a new wet reclamationsystem and use the combined face sands and supportsands production scheme. About 20% used sands canbe reclaimed via the wet route and 80% via theexisting dry route. The capital investment is not hugebecause the wet reclamation capacity is minimised.Free waste sands from other foundries can be used tokeep the system balanced and to maintain lowerrunning costs.
Table 4 Effect of ester additions on bonding strength of sodium silicate sand after different treatments
New sands Reconditioned Dry reclaimed Wet reclaimed
Sands..* 24th hour compressive strength, MPa
m~2.8, uBe~42 1.82 0.33 0.45 1.71
*Ester-1/binder/sand~0.4/4/100.
Table 5 Bonding strength and remnant Na2O of reclaimed sodium silicate sands after multiple recycling
Wet reclaimed Dry reclaimed
Number of cycles Compressive strength, MPa Remnant Na2O, % Compressive strength, MPa Remnant Na2O, %
1 2.35 0.032 1.24 0.1343 2.23 0.055 1.08 0.2365 2.16 0.076 0.92 0.3237 2.15 0.091 0.85 0.3959 2.07 0.108 0.79 0.452
20 1.96 0.203 0.53 0.811
*Ester-1/binder(m~2.5,uBe~46)/sand~0.4/4/100. 15 wt-% new sands are added in each cycle. Deskinning rate of wet reclaimed sandy85%; deskinning rate of dry reclaimed sandy25%.
a dry system; b wet system
4 Schematic representation of reclamation meth-ods for sodium silicate sands
Table 6 Cost comparisons of sodium silicate sand after dry and wet reclamation
Method Dry reclamation Wet reclamation
Deskinning rate, % 5^20 85^95Total investment, kRMB 500^600 700^800Power requirement, kW 60^70 80^90Cost of the reclaimed sand, RMB/ton 23^28 30^35
Fan et al. Reuse and reclamation of used foundry sands 55
International Journal of Cast Metals Research 2004 Vol. 17 No. 1
-
Discussion
The sodium silicate sand process has many advan-tages including being odour free, non-toxic, low cost,a simple process and environmentally friendly. It istherefore considered as one of the most promisingmould sands to allow low environmental impactcasting.3,4,8 However, the main objection to thischoice has been that used sodium silicate sand cannotbe completely reclaimed or reused. Three suitablemethods to reclaim or reuse the sand have beenpresented. Now that the problems of collapsibilityand sand reclamation in the sodium silicate sandprocess have been basically solved, modied sodiumsilicate hardening by ester is being widely applied insteel casting production in China, and the quantity ofsodium silicate binder in the mould sand has beenreduced to 23 wt-% BOS.Wet reclamation of used sodium silicate sand can
produce high quality sands for casting production.One of the key issues in wet reclamation is wastewater disposal and recycling. However, because thewaste water from this process has high alkalinity, themain alkaline composition being NaOH, there aregenerally no technological difculties in neutralisingand reusing this waste water. Usually, the treatmentfor waste water comprises neutralisation, coacerva-tion and passage through a lter press, after which itcan be easily disposed of or reused;9 the small amountof sludge produced by waste water precipitation canbe pressed into lumps. About 1020% new water isadded to the reused water pool to replenish water lostin each cycle; the new water also helps to reduce thequantity of salt accumulated in reused water.
Summary
The reduction of the amount of sodium silicate binderin sand systems is important to improve the col-lapsibility of the mould sands for further reuse andreclamation. Even though dry reclamation has the
advantages of simplicity and lower cost, the poorquality of the reclaimed sands limits its use in practice.Meanwhile wet reclamation can offer excellent sandquality with a slightly increased cost. Wet reclamationcan also allow foundry sands to be totally recycledwithout the need for any disposal, therefore savingoverall costs. The best combination for the reuse offoundry sands with sodium silicate binder is using20% wet reclaimed sands as face sands and 80% dryreclaimed sands as support sands. This can furtherreduce the cost for sand operation and remove theneed for any disposal.With the necessary modications, the wet reclama-
tion system can be set up on existing water systems.The newly developed wet reclamation equipment andwater recycling system in conjunction with the novelsodium silicate binder and ester can make the greenfoundry possible in the near future.
Acknowledgements
The authors would particularly like to thank Dr JiShuxun, a research fellow at Brunel University, UK,for conscientiously revising and editing this paper.
References1. j. mester: Slevarenstvi, 1992, 40, (4), 143144.2. p. carey and g. sturtz: Foundry Manage. Technol., 1996, 4, 76
82.3. c. x. zhu and c. lu: The fundamental theory of sodium silicate
sands, 333, 271276, 2000, China, Press of Shanghai JiaotongUniversity (in Chinese).
4. z. t. fan, x. p. dong and n. y. huang: Foundry, 2002, (9), 530534 (in Chinese).
5. s. ji, l. wan and z. fan: Water, Air Soil Pollution, 2001, 132,347364.
6. z. t. fan, n. y. huang and l. h. yong: Chin. Foundry Mach.Technol., 2002, (3), 812 (in Chinese).
7. z. t. fan and n. y. huang: Foundry, 1999, (7), 4952 (inChinese).
8. p. carey: Foundry Manage. Technol., Jan. 1999, D16.9. b. s. zhou: Industrial water disposal technology, 4350; 1991,
China, Press of China Chemical Industry (in Chinese).
56 Fan et al. Reuse and reclamation of used foundry sands
International Journal of Cast Metals Research 2004 Vol. 17 No. 1