
Improve Line Balancing for Car seat Production › filebox › FileData › POM037.pdfImprove Line...
5
. . 2556 16-18 2556 Improve Line Balancing for Car seat Production 1 2* 1,2 E-mail: [email protected]* KuchainPriwan 1 Chonnanath Kritworakarn 2* 1,2 Department ofIndustrial Engineering, Faculty of Engineering, Chiang Mai University E-mail:[email protected]* 12 200.15 44% 8 110.04 16% 4 Abstract The objective of this study is to solve a bottle neck problem in a production line. The problem occurs because of high different of production time between the highest and the lowest work stations. Therefore, it causes a waiting time problem in consecutive. A car seat production plant is studied. There are 12 work stations in a car seat production line. The different of production time in the line between the highest and the lowest work stations is 200.15 seconds. The balance delay of production line is 44%. In order to solve this problem, Line Balancing technique and largest candidate rule method are applied. Results are shown that a different of production time in the line between the highest and the lowest work stations is reduced to 110.04 seconds and also reduced the balance delay to 16%. Furthermore, 4 workers in the production line are reduced. Keywords: Line Balance technique, car seat production, production time improvement
Transcript of Improve Line Balancing for Car seat Production › filebox › FileData › POM037.pdfImprove Line...

. . 2556
16-18 2556
Improve Line Balancing for Car seat Production
1 2* 1,2
E-mail: [email protected]*
KuchainPriwan1Chonnanath Kritworakarn2* 1,2 Department ofIndustrial Engineering, Faculty of Engineering, Chiang Mai University
E-mail:[email protected]*
12
200.15 44%
8
110.04 16% 4
Abstract
The objective of this study is to solve a bottle neck problem in a production line. The problem occurs because of high
different of production time between the highest and the lowest work stations. Therefore, it causes a waiting time
problem in consecutive. A car seat production plant is studied. There are 12 work stations in a car seat production line.
The different of production time in the line between the highest and the lowest work stations is 200.15 seconds. The
balance delay of production line is 44%. In order to solve this problem, Line Balancing technique and largest candidate
rule method are applied. Results are shown that a different of production time in the line between the highest and the
lowest work stations is reduced to 110.04 seconds and also reduced the balance delay to 16%. Furthermore, 4 workers
in the production line are reduced.
Keywords: Line Balance technique, car seat production, production time improvement

. . 2556
16-18 2556
1.
1
2.
[1], [2]
[3] [4]
3.
, ,
830
B229 1
4.
1 (1 car set)
2 2 12 car set 1
takt time (tc)
Takt time = / (1)
Takt time = 3600 / 12 = 300 1
12 1 12
1.5
1
( 18%) 1 car set
(twc) 2,015
2
. . 2556
16-18 2556
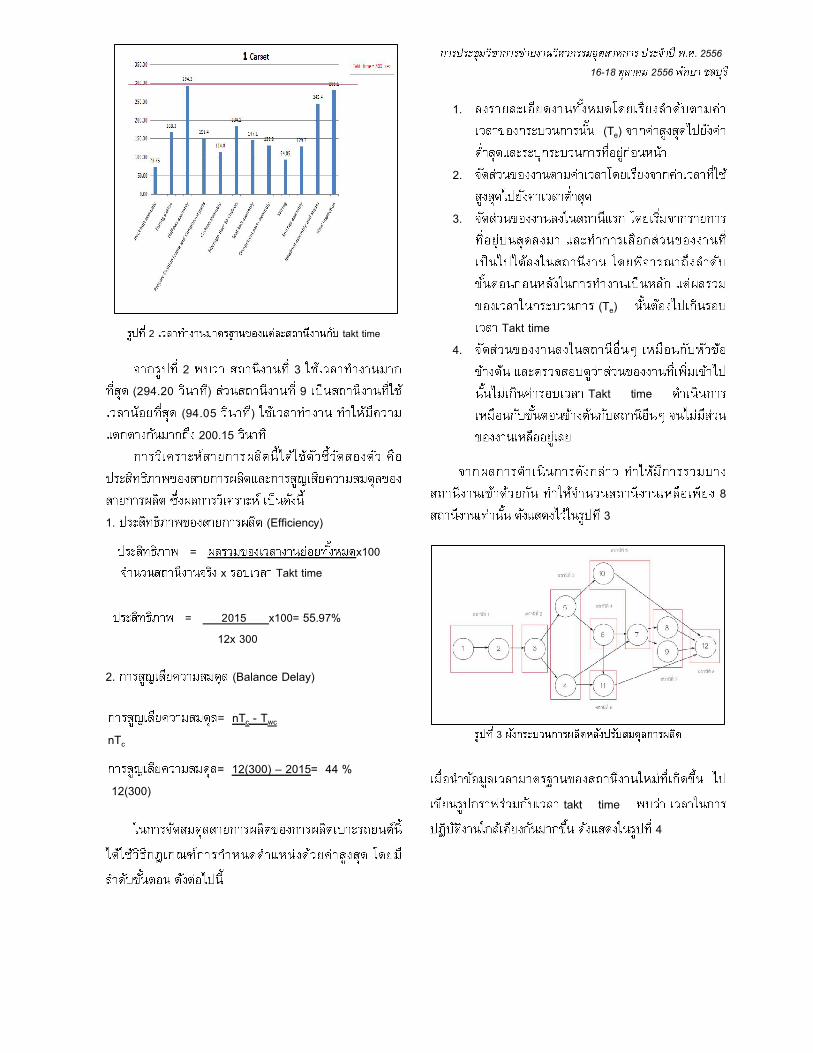
2 takt time
2 3 (294.20 ) 9
(94.05 )
200.15
1. (Efficiency)
2. (Balance Delay)
1. (Te)
2.
3.
(Te) Takt time
4.
Takt time
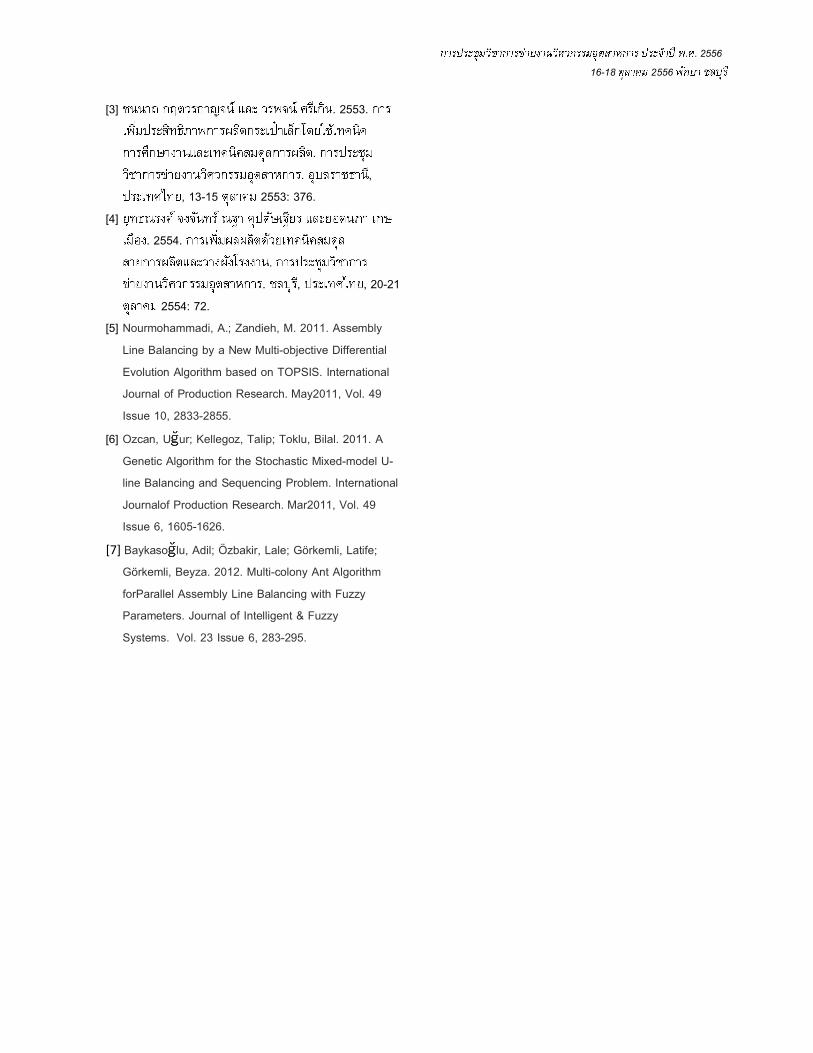
8
3
3
takt time
4
= x100 x Takt time
= 2015 x100= 55.97% 12x 300
= nTc - Twc
nTc
= 12(300) � 2015= 44 %
12(300)

. . 2556
16-18 2556
4 takt time
1. (Efficiency)
2. (Balance Delay)
5.
1)
200.15
110.04 50.08% 2)
4 12 8
3)
55.97% 83.95% 44% 16% 4)
4 12 8
6.
multi-objective differential evolution
algorithm [5], genetic algorithm [6], multi-colony ant algorithm [7]
[1] Ubani, E.C.. 2012. Application of Assembly Line
Balancing Heuristics to Designing Product Layout in Motor Manufacturing. Interdisciplinary Journal of
Contemporary Research, Vol. 4, issue 6, 1297-1307. [2] Emeke Great, Osuya and Offiong, Aniekan. 2013.
Productivity Improvement in Breweries Through Line
Balancing Using Heuristic Method. International Journal of Engineering Science & Technology. Vol. 3,
Issue 5, 475-486.
= 2015 x100= 83.95% 8 x 300
= 8(300) � 2015= 16% 8(300)
. . 2556
16-18 2556
[3] . 2553.
.
. , , 13-15 2553: 376.
[4] . 2554.
. . , , 20-21
2554: 72. [5] Nourmohammadi, A.; Zandieh, M. 2011. Assembly
Line Balancing by a New Multi-objective Differential
Evolution Algorithm based on TOPSIS. International Journal of Production Research. May2011, Vol. 49
Issue 10, 2833-2855.
[6] Ozcan, U ur; Kellegoz, Talip; Toklu, Bilal. 2011. A
Genetic Algorithm for the Stochastic Mixed-model U-line Balancing and Sequencing Problem. International
Journalof Production Research. Mar2011, Vol. 49 Issue 6, 1605-1626.
[7] Baykaso lu, Adil; Özbakir, Lale; Görkemli, Latife; Görkemli, Beyza. 2012. Multi-colony Ant Algorithm
forParallel Assembly Line Balancing with Fuzzy Parameters. Journal of Intelligent & Fuzzy
Systems. Vol. 23 Issue 6, 283-295.


















