A Methodology for Implementing Highly Concurrent Data Structures
Upload
richard-badhamCategory
view
212download
0
Implementing Concurrent Engineering
Richard Badham, Paul Couchman, and Michael ZankoDepartment of Management, University of Wollongong,Wollongong NSW 2522, Australia
ABSTRACT
This article addresses the conditions necessary for firms to implement concurrent engineering suc-cessfully. Although there has been considerable interest in concurrent engineering since the late1980s, and many books and articles have been published on this approach to product innovation,there is still some confusion about the concept, and the issues associated with its successful imple-mentation remain largely unresearched. This article seeks to add to the body of knowledge in theseareas by drawing on recent Australian surveys and on the findings of four case studies of the in-troduction of concurrent engineering in Australian firms. It is argued that concurrent engineeringresearch may be usefully extended by adopting a “sociotechnical configuration” approach to fur-ther extend the study of implementation practices. © 2000 John Wiley & Sons, Inc.
1. INTRODUCTION
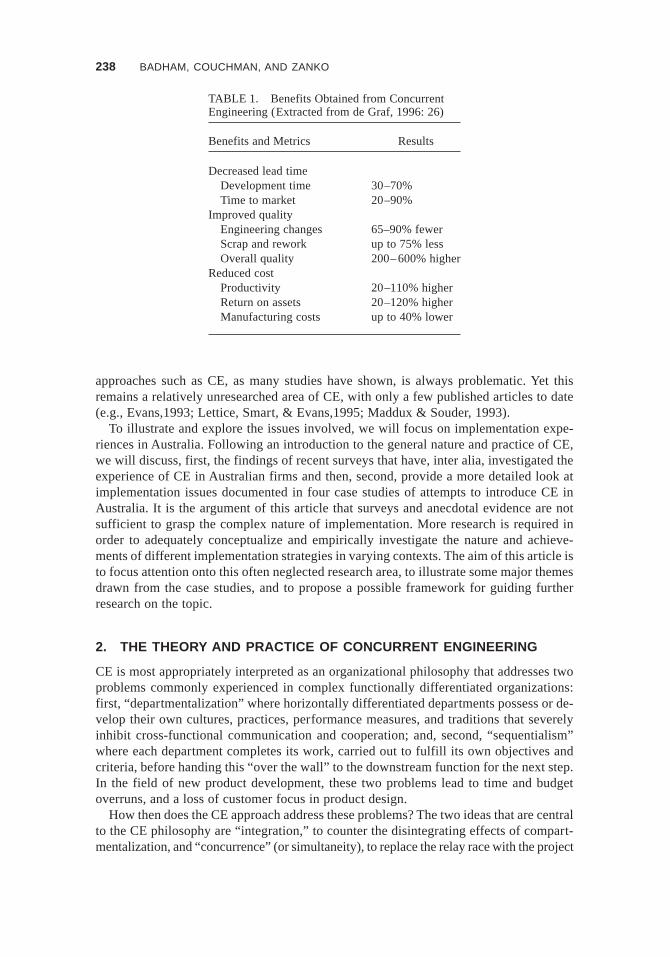
It is now widely recognized that product innovation is central to the competitive successof manufacturing firms (e.g., Brown & Eisenhardt, 1995; Wheelwright & Clark, 1992).In an increasingly globalized and competitive environment, manufacturers are under con-siderable pressure to improve their new product introduction performance. In particular,they have to strive to keep development and introduction costs down, improve markettargeting and customer focus, and (most importantly to many commentators) reduce thelead time-to-market. In the late 1980s, concurrent engineering (CE) emerged as the so-lution to the problem of achieving more rapid and effective product innovation processes(e.g., Shina, 1991, 1994; Turino, 1992). The benefits reported by advocates of CE rangeconsiderably, but in a number of cases quite dramatic results have been achieved (seeTable 1).
Although the term “concurrent engineering” was only coined in 1987, it has now be-come institutionalized as a concept with a dedicated journal, many conferences, numer-ous books and other publications, an industry award in the United States, and a number ofdedicated research centers around the world. It is an approach that has its conceptualroots in both management and engineering literature and that offers valuable guidelinesfor firms seeking to improve their product innovation capability. However, despite thewidely cited “success stories” (usually in the aerospace, automotive, and electronics in-dustries), the realization of CE remains elusive for many companies (e.g., Harrison &Lemonis,1996; Poolton & Barclay,1996). Before firms can obtain any benefits from thisapproach, they need to understand what exactly CE is and need to come to terms with thevery real and problematic details of implementation. Implementation is not simply a mat-ter of introducing new tools and practices “off the shelf.” The implementation of new
Human Factors and Ergonomics in Manufacturing, Vol. 10 (3) 237–249 (2000)© 2000 John Wiley & Sons, Inc.
237
approaches such as CE, as many studies have shown, is always problematic. Yet thisremains a relatively unresearched area of CE, with only a few published articles to date(e.g., Evans,1993; Lettice, Smart, & Evans,1995; Maddux & Souder, 1993).
To illustrate and explore the issues involved, we will focus on implementation expe-riences in Australia. Following an introduction to the general nature and practice of CE,we will discuss, first, the findings of recent surveys that have, inter alia, investigated theexperience of CE in Australian firms and then, second, provide a more detailed look atimplementation issues documented in four case studies of attempts to introduce CE inAustralia. It is the argument of this article that surveys and anecdotal evidence are notsufficient to grasp the complex nature of implementation. More research is required inorder to adequately conceptualize and empirically investigate the nature and achieve-ments of different implementation strategies in varying contexts. The aim of this article isto focus attention onto this often neglected research area, to illustrate some major themesdrawn from the case studies, and to propose a possible framework for guiding furtherresearch on the topic.
2. THE THEORY AND PRACTICE OF CONCURRENT ENGINEERING
CE is most appropriately interpreted as an organizational philosophy that addresses twoproblems commonly experienced in complex functionally differentiated organizations:first, “departmentalization” where horizontally differentiated departments possess or de-velop their own cultures, practices, performance measures, and traditions that severelyinhibit cross-functional communication and cooperation; and, second, “sequentialism”where each department completes its work, carried out to fulfill its own objectives andcriteria, before handing this “over the wall” to the downstream function for the next step.In the field of new product development, these two problems lead to time and budgetoverruns, and a loss of customer focus in product design.
How then does the CE approach address these problems? The two ideas that are centralto the CE philosophy are “integration,” to counter the disintegrating effects of compart-mentalization, and “concurrence” (or simultaneity), to replace the relay race with the project
TABLE 1. Benefits Obtained from ConcurrentEngineering (Extracted from de Graf, 1996: 26)
Benefits and Metrics Results
Decreased lead timeDevelopment time 30–70%Time to market 20–90%
Improved qualityEngineering changes 65–90% fewerScrap and rework up to 75% lessOverall quality 200–600% higher
Reduced costProductivity 20–110% higherReturn on assets 20–120% higherManufacturing costs up to 40% lower
238 BADHAM, COUCHMAN, AND ZANKO

equivalent of a team game like rugby (Takeuchi & Nonaka, 1986). Integration involvesboth functional integration—that is, breaking down the functional silos by improvingcross-functional communication, cooperation and coordination— and design integration—considering all elements of the product life cycle, and the associated design consider-ations, during the earliest design phases. The notion of integration has a long pedigree inthe management literature. For example, Mary Parker Follett in the 1920s emphasizedintegration as a means of constructively resolving conflicts, or differences of opinion orinterests, within organizations:
. . . when two desires are integrated, that means a solution has been found in which both desireshave found a place, that neither side has had to sacrifice anything. . . . Integration involves inven-tion, and the clever thing is to recognize this, and not to let one’s thinking stay within the bound-aries of two alternatives which are mutually exclusive. (Fox & Urwick, 1973, pp. 3–4)
Indeed, it could be argued that Ms. Follett was the mother of the CE philosophy when oneconsiders such prescient statements as the following (which she illustrates with the de-sign of a refrigerator):
“I have now spoken of three things which will help to unify a business—an understanding of in-tegration as a method of settling differences, some system of cross-functioning, and a sense ofcollective responsibility” (Graham, 1995, p. 197).
This theme of integration, of achieving unity among the differentiated activities within anorganization, has subsequently been taken up by organizational design theorists withinthe management literature (e.g., Adier, 1995). We can also trace this theme within theengineering literature to the early 1900s, since which time many contributors have em-phasized the need to break down the barriers between designers, manufacturers, and otherdepartments involved in product development (Smith, 1997). More recently, the notionof integration in engineering design has been advanced in the form of systems engineer-ing, design for production or economic manufacture (e.g., Boothroyd & Dewhurst, 1988;Chisholm, 1973; Gladman, 1969), and computer integrated manufacture.
The second key concept in the CE philosophy is concurrence, which involves com-pressing development lead times by maximizing the level of overlapped and parallel ac-tivity in a project. All projects have some degree of concurrence (the purely sequentialapproach being something of a caricature), but the essence of CE is to push this to thelimit. The desirability of achieving this was boosted in the 1980s by studies of Japaneseproduct development (e.g., Clark & Fujimoto, 1991; Takeuchi & Nonaka, 1986; Whitney,1994), which showed that Japanese firms were able to bring new products to market muchmore rapidly than their U.S. and European counterparts thereby gaining a major compet-itive advantage.
To implement this philosophy requires a combination of interrelated elements (Hadd-ad, 1996; Hull et al., 1996; Winner et al., 1988), involving both organizational and tech-nological changes. Key elements in this mix include senior management commitment,supplier and customer involvement, high levels of cross-functional integration (e.g., throughteamwork), effective project management, a supportive organization, appropriate tech-nological “enablers” (e.g., CAD/CAM systems), and a continuous improvement culture.However, it should be emphasized that there is no “one best way” to introduce CE (Pool-
IMPLEMENTING CONCURRENT ENGINEERING 239

ton & Barclay, 1996). The actual mix of changes required depends on the context, that is,on the nature of the firm, including its products, innovation activities, industry, and markets.
3. IMPLEMENTING CONCURRENT ENGINEERING
As we have argued elsewhere, implementation is often inadequately researched due to avariety of factors, including the interests of participants in celebrating projects as “suc-cess stories”; the difficulty of external researchers obtaining detailed and controversialinformation about real change processes; and the frequent domination of technology im-plementation research by engineering or human factors research traditions that fail toexplore the full range of political influences involved (Badham,1993). In the followingsections in this article, we will provide some background to the implementation of CE inAustralia and illustrate some key implementation issues in four case study firms. This iscarried out in order to effectively introduce the issue of implementation rather than fullyexplore or resolve it. In the final section we will outline guidelines for necessary furtherresearch.
3.1. The Context: Product Innovation and ConcurrentEngineering in Australia
The level of product innovation among Australian firms is relatively low. A survey (n 54,900) conducted by the Australian Bureau of Statistics in 1995 found that in the threeyears to July 1994, only 30% of Australian manufacturing firms had engaged in someform of product innovation. The main factors hindering innovation in Australia were iden-tified by the survey respondents to be mostly financial (e.g., there is a lack of appropriatesources of finance and innovation costs are seen to be too high), but the governmentenvironment (i.e., of legislation, regulations, standards, and taxation) was also seen to bea barrier, as was a lack of skilled personnel. The incidence of product innovation washigher among some industries than others (e.g., it was highest in the petroleum, coal, andchemical products Industry, and lowest in the wood and paper products industry), and itwas directly related to firm size (the larger the firm the more likely it is to engage inproduct innovation activities).
The practice of CE is known among Australian firms, as has been revealed by a numberof surveys (e.g., Ferme, 1995; Harrison & Lemonis, 1996). The 1994 Australian Manu-facturing Futures Survey (n 5 149) found that 54% of the firms sampled had introducedCE (Harrison & Lemonis, 1996). However, when asked to assess the value of the actionprograms they had introduced, CE was rated by its adopters as one of the five least ef-fective (by contrast, the five most effective programs were continuous process improve-ment, worker training, CAD, ISO 9000 certification, and TQM). In terms of relative payoff,CE was judged to be below average. The survey provides no clues as to why the seniormanager respondents made these assessments.
A more recent survey (n 5 150), which we conducted in collaboration with the Uni-versity of Sheffield’s Institute of Work Psychology as part of an international compara-tive study of new manufacturing techniques, found that CE is one of the least commonlyused of 12 “modern” manufacturing practices: While 55% of respondents indicated theyuse this practice to some extent, only 27% said that they did so “a lot” or “entirely”(according to this survey, the five most commonly used practices were TQM, JIT, supplychain management, teams, and integrated computer-based technology). When asked to
240 BADHAM, COUCHMAN, AND ZANKO

indicate the extent to which CE had met improvement objectives, responses were ob-tained as shown in Table 2.
These findings are somewhat more positive than those obtained from earlier Manufac-turing Futures surveys, and reveal that a large proportion of those who have adopted CEconsider this practice has significantly contributed to improvement objectives, with thebest result being improved responsiveness. To reinforce this more positive finding, ofthose now practicing CE, only 2% said they would use this practice less in the future,37% indicated they would use it at about the same level, while the great majority (61%)said they would be using this practice more.
The trouble with surveys such as these is that they are very “blunt instruments,” proneto problems of sampling (e.g., low response rates) and of data validity (e.g., there is noguarantee that CE is interpreted the same way by all respondents). At best, surveys canonly provide “broad brush” indications of trends and issues. To complement, clarify, andexplore these trends we must turn to longitudinal case studies. This is especially so forprocesses such as implementation that involve interactions over time between variousgroups of organizational actors (such interactions involve the full range of “political”behaviors, including negotiation, bargaining, commanding, resisting, etc.). The surveysare only able to point to some general conditions affecting CE implementation processesin Australia—relatively low levels of product and process innovation, relative lack ofskill and enterprise among managerial “entrepreneurs,” and a lack of general diffusion ofsuccessful CE initiatives that are regarded by industry as a key to innovative success. Inorder to explore these issues further, case study investigations are required. What followsis a brief overview of four Australian case studies of CE implementation and the drawingtogether of the key insights and common themes obtained from these case studies. Whileissues of generalizability from a small and selective sample of case studies must be ac-knowledged, the cases outlined below are able to provide rich and suggestive insightsinto the specific problems and issues underlying the findings obtained from surveys.
4. A CASE STUDY APPROACH
The four case studies all involved attempts to improve product innovation performancethrough the introduction of CE: in one case this was an outright failure, in two cases therewere some improvements but no overall success, and in another case there was a signif-icant degree of success. In all cases the firms were operating under conditions of intensecompetition (two of the cases were experiencing an erosion in market share), and product
TABLE 2. Extent to which Concurrent Engineering Met ImprovementObjectives (n 5 82)
Quality%
Cost Reduction%
Responsiveness%
Not a lot 24 23 13Moderately 27 32 29A lot /entirely 43 38 53Other 7
IMPLEMENTING CONCURRENT ENGINEERING 241

innovation was central to their survival. Below we provide brief overviews of the cases(anonymized to comply with confidentiality agreements), and then we draw out four mainlessons for successful implementation. Many of these lessons are not unique to CEbut have been noted as key general change management issues (e.g., Buchanan &Badham,1999).
4.1. Case Study Overviews
Kookaburra (Case A) manufactures household appliances. It has been involved in newproduct innovation (largely through incremental improvements to existing products) forsome time. In response to intensified competition, a CE project was initiated by Kook-aburra’s Manufacturing Manager. A cross-functional project team was selected and, aftera brief introductory talk on CE, was assigned to complete what had previously been aconventional engineering project. The CE project was widely seen as a failure; as oneengineer commented: “It never had a fair go. We could not run it as a true concurrentengineering process.” The project failed in an environment where there was little supportor preparation for cross-functional teamwork, poor integration of market research withproduct development, a lack of strategic vision and direction from senior management,and a high degree of departmental compartmentalization.
Wombat (Case B) manufactures plastics products for the Australian market. Over thepast 5 years it has introduced 20 new products. The case study project resulted from adecision by the Wombat’s Marketing Department to rationalize an existing product line tocreate one multipurpose product. While the project started well, with downstream func-tional involvement in design through the use of structured team-based analytical methodsof DFM and FMEA, and concurrent tooling design using SmartCAM, it began to slip asit moved toward the planned product release date. Communication and cooperation be-tween the departments involved (R&D, Manufacturing and Marketing) degenerated, andtwo years after project initiation one of the new product variants had still not been intro-duced due to manufacturing problems.
Bluetongue (Case C) develops and manufactures military electronics systems. The casestudy focused on a project, established as part of a broader efficiency program, whichaimed to introduce CE. A cross-functional team (led by Systems Engineering) was ap-pointed, and began its task by identifying the problems associated with the firm’s designand development processes. Two hundred problems were identified, including high-priority issues such as poor communication between functions, poor project planning andmanagement, a lack of awareness of company procedures, and downstream functions notbeing involved in design. To address these problems, the team formulated a “solution set”based on CE principles, which built on process improvements made in recent successfulprojects. However, while many within Bluetongue supported the proposed approach, thechanges had still not been implemented 6 months after they were proposed.
Galah (Case D) develops and manufactures components for the aerospace industry.The case studied was a project resulting from a contract to develop and supply a compo-nent to a major overseas aircraft manufacturer. The project involved a considerable de-gree of risk (the component was to be made from a new material and so extensive testingwas involved) and the project schedule was very tight. The project was given a “flyingstart” by the contract bidding process, which provided a detailed “map” of the work in-volved. A project team was established, its members were selected from all participatingdepartments, and team members were collocated and dedicated to the project. Adopting a
242 BADHAM, COUCHMAN, AND ZANKO

CE approach, and with a “heavyweight” project leader, there were (a) very high levels ofcommunication among team members and with the customer and suppliers, and (b) highlevels of concurrence in project tasks. The project delivered according to schedule andwas seen to be extremely successful by both the firm and its customer.
4.2. Case Study Findings: Key Implementation Issues
An overall finding from the case studies was that firms often underestimated the diffi-culties of implementing new approaches. As outlined in Badham and Buchanan (1999),many cross-functional change initiatives have high rates of implementation failure. Theseare commonly related to both the complexity and uncertainty of these initiatives and thedegree to which their effective implementation impacts upon and requires support fromfunctional units with divergent interests and perspectives. Concurrent engineering is aparticularly problematic cross-functional initiative as it involves, for its full implemen-tation, a radical cultural change in an area that is extremely complex and highly pressur-ized, strategically central to the enterprise ,and clearly visible and important for seniormanagement. Yet, at the same time, any adequate consideration of these issues is hin-dered by concurrent engineering philosophies and practices that have been, and oftencontinue to be, strongly influenced by technical and engineering approaches. While theimplementation problems that emerged from the case studies, outlined below, are far fromnew, they are of particular significance for CE implementation and are still overlooked ordownplayed by many firms seeking to implement CE.
4.2.1. The Crucial Nature of Senior Management Support. Three problemsare encountered in this area in Australia: (a) as indicated in the surveys of innovation andCE in Australia, it is believed by many Australians engaged in product innovation thatsenior management is not sufficiently committed to new product introduction; (b) there isa well-documented tendency in Australia and elsewhere for senior managers to get in-volved in development projects at the wrong time and usually in an inappropriate way(Hayes, Wheelwright, & Clark, 1988, p. 279); and (c) there is often very little connectionbetween a company’s business strategy and its portfolio of product innovation projects.In the four cases, senior management support was almost totally absent in the failed CaseA, was qualified in the partial successes B and C, but was strong in the successful CaseD. Case C was interesting. While the project team were given substantial resources (no-tably the time of its members) and a fairly open brief, senior management support did notappear to be strong. The project was one of five initiated at the behest of the parent com-pany (and originally was not adopted by Bluetongue with any great enthusiasm), and thesenior manager who was project sponsor did not appear to be very supportive. Althoughsome senior managers (e.g., the Operations Manager) voiced their support, the seniormanagement team as a whole did not engage with or actively support the project, andneither was the project integrated at this level with other strategic initiatives. By contrast,in Case D the project leader and his deputies reported regularly to senior management.The project leaders managed the interface between the team and Galah’s managementhierarchy, and the team as a whole recognized that there was a very high level of orga-nizational commitment toward the project (the stakes were much higher in this case be-cause business success and a possible future stream of contracts hinged on the outcome ofthis project).
IMPLEMENTING CONCURRENT ENGINEERING 243

So what is required here is not just rhetoric or token gestures, but consistent and activecommitment by senior management. To become embedded as the normal way of doingthings, CE must be seen as central to the business success of the firm. Senior managementmust be seen within the firm to be driving this approach, by, for example, setting thestrategic direction, providing an active sponsor or champion, devolving responsibilityand authority, supplying the necessary resources and infrastructure, and putting in placereview mechanisms to keep the process “on track.” And, of course, the senior manage-ment team must be seen “to walk the talk.”
4.2.2. Careful Preparation for Implementation. As we have emphasized, the keyto success with CE is in the implementation process. But this cannot be taken for granted,nor can it be treated simply as an exercise in the application of “rational” planning andcontrol methods. Implementation is an inherently political process that needs to be care-fully set in motion and then managed. This lesson came through very strongly in thecases. In Cases A and B, there was no preparation; they just launched right into the projectswith the consequent disastrous results. In Case C, the project team made considerableefforts to prepare the organization, for example by involving a wide range of people inthe analysis of problems, co-opting others with specific expertise onto the team whenrequired, circulating a regular news-sheet on the project and a brochure outlining theproposed changes, and providing introductory CE training for all staff. However, a pro-posal to establish team-building workshops for new projects could not be implemented,and the project team did not pay sufficient attention to actively “selling” the changesthroughout the company. In Case D, there was considerable preparation through the bid-ding process and the project built on the prior knowledge and experience of the teammembers, all of whom were very experienced in their fields. But there was no systematicattempt to prepare the team members for teamwork, and no other preparatory trainingexcept to bring some members up to speed on the customer’s CAD system. It should benoted that although the Case D project was highly successful, that success has yet to begeneralized to other projects.
To achieve enduring success throughout the company (i.e., to move beyond the occa-sional localized success) requires more attention to preparation than was given in any ofthe case studies. A cultural change is often required, but achieving this is never easy andmay require a long-term change program. It is rather like gardening: To achieve bestresults the soil needs to be carefully prepared. Drawing on the change management lit-erature, we can identify four actions that will prepare the ground for change. First, thereshould be a senior manager CE champion to act as a driver. An important role for thischampion is to identify and address any barriers to implementation (e.g., an inappropriateorganizational climate, protective departmental managers, concerns about a loss of au-tonomy and creativity). Second, build a “coalition of support” for change within the or-ganization. Third, begin to put in place a supportive organizational environment, one thatwill facilitate the new approach and will reward the desired behaviors. Fourth, act toalleviate any anxieties about the change and build enthusiasm for the new way of work-ing. A pilot project may be necessary, both to demonstrate the benefits of the CF, ap-proach and to “debug” its implementation within the firm. Within this conducive framework,a similar approach should be applied to setting up new projects; for example, spend timein up-front planning, clarify the roles and responsibilities of all involved, provide a clearnew product brief, ensure that adequate resources are available, and put in place regularreview procedures. If a project team is to be selected, take time to prepare the team mem-
244 BADHAM, COUCHMAN, AND ZANKO

bers through team-building and the negotiation of a clear project contract or charter (e.g.,Wheelwright & Clark, 1992, pp. 200–217).
4.2.3. A Focus on Organizational Issues. It follows from the preceding guidelinethat a focus on organizational issues is central to the successful implementation of CE.CE is fundamentally an organizational philosophy which appears to require an invest-ment in human resources at the beginning of a project in order to gain greater rewardslater. This approach was identified in a study of high-performing engineering project teams:
extbWhat we find consistently is that successful organizations pay attention to the human
side. They appear effective in fostering a work environment conducive to innovative work,where people find the assignments challenging, leading to recognition and professionalgrowth. Such a professionally stimulating environment also seems to lower communica-tion barriers and conflict, and enhances the desire of personnel to succeed. This seems toenhance organizational awareness as well as the ability to respond to often changing projectrequirements. (Thamhain & Wilemon, 1987, p. 133)
In the four cases studied, there was little or no consideration of organizational issues inthe failed Case A (a group was called a “team,” given no support or training, and left toget on with it) but a strong organizational focus in the successful Case D, where a repre-sentative team was created with a focused and supportive leadership and where colloca-tion provided the conditions for effective communication and cooperation. In Case B, theproject started off with good ideas and intentions, but these were not followed through:The lack of attention paid to organizational issues meant that cross-functional conflictswere not resolved early enough, project management was weak, and the project ulti-mately fell apart as a team effort. In Case C, the project team recognized the importanceof organizational issues, and based its proposed solution set on this recognition, but theyfailed to promote this perspective throughout the organization; in the absence of an activesenior management champion, or of a demonstrator pilot project, the organizational focusof the CE approach was not taken up within the firm. In sum, the two key human resourceissues in realising the CE approach are to (a) improve cross-functional communicationand cooperation and (b) provide effective project management. This requires up-frontpreparation and a focus on managing the performance of project team members.
5. THE PROVISION OF EFFECTIVE PROJECT LEADERSHIP
Another universal theme in the literature is the need for effective project leadership. Projectleadership is not just a matter of putting in place planning and control mechanisms (asunder the traditional project management model), it is about creating the conditions underwhich a team of people can achieve high levels of collective performance. Thus, an ef-fective project leader has to play three key roles. First, he or she has to be an effectiveteam leader. This involves inspiring and motivating the team members in order to gain therequired performance. The second key role of the project leader is that of product conceptchampion. Development should be driven by a customer-focused product concept. Theproject leader should be the “guardian” of this concept, and should ensure that it is com-municated throughout the firm and is infused throughout the development process. AsClark and Fujimoto (1990, p. 289) put it, heavyweight project leaders have “to be a littlelike evangelists, with the product concept their Bible and the work of exhorting, preach-ing, and reminding as their mission.” Finally, the project leader’s third key role is that of
IMPLEMENTING CONCURRENT ENGINEERING 245

stakeholder management. A wider range of people, within (and sometimes outside) theorganization, beyond the project team will contribute to the success of the project, forexample by contributing their technical expertise, sponsorship, support or commitment,and expectations of, and interest in, the outcome. These all can be said to have a stake inthe project. The project leader should identify the contributions required from each stake-holder group, and then either mobilize these contributions in support of the project orneutralize any sources of opposition from antagonistic stakeholders.
To fulfill these roles, the project leader should have well-developed political skills, thatis, the ability to use political strategies to get the job done (Frame, 1994, pp. 125–153).One model often advocated is that of the “heavyweight” project leader (Wheelwright &Clark, 1992, pp. 194–217), a person with significant decision-making responsibilities,and who has authority and status in the organizational hierarchy. Only a heavyweightproject leader, it has been argued, can play the crucial political roles of lobbying for re-sources, protecting the team from unwarranted outside interference, and managing theimpressions that others have of the project. For others (McDonough & Griffin,1996) thisability to work across boundaries and overcome narrow political interests is identified asthe central requirement for what they call the new “apolitical manager.” This type ofleadership was only seen in a developed form in the successful case study; in the otherthree cases project leadership was characterized by inexperience and a lack of “organi-zational clout,” both factors which militated against project success.
6. CONCLUSION
The CE philosophy offers valuable guidelines on how firms can improve their productinnovation capability in an increasingly competitive environment. Many firms overseas(typically large firms in the automotive, aerospace, and electronics industries) have real-ized the benefits offered by this approach. However, while some manufacturers withinAustralia have begun to gain benefits from CE, and many others are starting to recognizethe potential, quite a few firms have not yet achieved the expected results. The imple-mentation of CE in Australia is faced with a number of barriers, including lack of seniormanagement commitment, insufficient time and resources allocated to the project, inad-equate attention to the organizational issues involved in restructuring to support and in-stitutionalize CE practices, substantial obstructions created by established departmentalroutines and power structures, and lack of skills and training in project leadership.
As indicated above, many of these issues are problems facing all cross-functional changeprograms, and they are far from unique to Australia. However, they are particularly prob-lematic for CE implementation in Australia for three main reasons. Firstly, new productdevelopment is a strategic, complex, pressurized, and politically charged area of corpo-rate activity, and the restructuring of such an area of activity is inevitably faced withmajor implementation problems—far more so than less strategic and less complex changeinitiatives. Second, the relatively low level of product and process innovation in Australiais accompanied by a relative lack of senior management commitment to risk substantialresources to improve these practices. Third, the latter phenomenon tends to create a self-reinforcing cycle of low senior management commitment, low middle management skillsin innovation project leadership, and lack of results from innovation projects. The sur-veys and case studies outlined above offer suggestive insights into the nature and extentof these problems. Further research is, however, required to determine the degree to which
246 BADHAM, COUCHMAN, AND ZANKO
Australian companies are distinctively affected by such difficulties, the extent to whichCE is a particularly problematic cross-functional initiative to implement, and the range ofskills, tactics, and strategies employed with greater or lesser success to address theseproblems.
As a guide for further research, the case studies introduced in this article have drawnupon and contribute to the development of a specific “sociotechnical configuration” re-search orientation toward investigating the implementation of cross-functional changeinitiatives such as CE. The article will therefore conclude with a brief outline of a rec-ommended set of research guidelines or principles for further pursuing CE implementa-tion research drawn from this approach.
1. Configuration Principle: techniques such as CE are based on philosophies that takea number of different forms and have to be “configured” to fit specific organizationalcontexts. Alternative “founding fathers” or “gurus,” contrasting consultancy methodolo-gies, and different implemented projects in firms all provide different pictures of the ba-sic philosophy. None of these are the “real” CE but are the result of different interests andperspectives shaping the form that CE takes in any particular instance. Once this is rec-ognized, a crucial area of implementation research is the investigation of all the eco-nomic, technical, cultural and political factors affecting the final form that the techniquetakes. This represents not only the reality of change but also its requirements if generictechniques are to be customized to work effectively in particular contexts (Badham, 1993).
2. Sociotechnical Principle: All innovation involves changes to both technology andorganization. Whether projects are formally classified as “technological” (“engineering& systems,” etc.) or “organizational” (“human resources,” “job design,” “work restruc-turing,” etc.), the results will impact on both technical and organizational systems, andthe benefits to be obtained will depend on how well the problems facing both these sys-tems are addressed by the innovation. Despite this interdependence, there are a variety ofdepartmental, professional, accounting, and career factors that reinforce a lack of inte-gration between the two. Successful projects need to actively address and overcome suchhindrances in order to improve their chances of success (Badham, Couchman, & Lin-stead, 1995).
3. Careers and Organizational Politics Principle: Innovation within organizations isdirected and fueled by the broadly defined career interests and objectives of organiza-tional actors, yet the rational character of modern organizations does not allow this to beopenly discussed as a legitimate part of change projects (Knights & Murray, 1995). Ac-tion and research in implementation processes needs to recognize the centrality of suchconcerns rather than identifying the key implementation problems as lying in the area offormal project management practices or establishing facilitative participation and com-munication mechanisms (Badham & Buchanan, 1996).
4. Action Research Principle: One of the best ways of obtaining access to the detailedand controversial features of the implementation process is through reflective action re-search. While surveys and interview based research have a major role to play in empiricalinvestigation, there has been a general under-representation of in-depth, qualitative, ac-tion research studies that are able to add considerably to the richness of insights into thearea of CE implementation as well as others (Badham, Couchman, & Little, 1995).
Further research on CE would gain considerably from the utilization of these princi-ples. The final benefits would be both theoretical and practical, as an improved under-standing of the “devil in the details” of implementation increases our ability to effectivelyintroduce new cross-functional techniques such as CE.
IMPLEMENTING CONCURRENT ENGINEERING 247

REFERENCES
Adler, P.S. (1995). Interdepartmental interdependence and coordination: the case of the design/manufacturing interface. Organization Science, 6, 147–167.
Australian Bureau of Statistics (1995). Innovation in Australian Manufacturing 1994. Cat. No. 8 116.0. Canberra: Author.
Badham, R. (1993). New technology and the implementation process. International Journal of Hu-man Factors in Manufacturing, 3, 1, 3–13.
Badham, R., & Buchanan, D. (1996). Power assisted steering: The new princes of socio-technicalchange. Occasional Paper 33, Leicester Business School.
Badham, R., Couchman, P., & Linstead, S. (1995). Power tools: Narrating the factory of the future.In Proceedings/Abstracts of the 13th Annual International Labour Process Conference (pp. 119–122). Blackpool.
Badham, R., Couchman, P., & Little, S. (1995). Getting smart: developing an action research ap-proach to the integrated management of technical and organizational innovation. Human Sys-tems Management, 14 (1), 91–104.
Boothroyd, G., & Dewhurst, P. (1988). Product design for manufacture and assembly. Manufactur-ing Engineering, April, 42–46.
Brown, S.L., & Eisenhardt, K.M. (1995). Product development: Past research, present findings,and future directions. Academy of Management Review, 20, 343–378.
Buchanan, D., & Boddy, D. (1992). The expertise of the change agent. Public performance andbackstage activity. Hemel Hempstead: Prentice Hall.
Carter, D.E., & Baker, B.S. (1992). Concurrent engineering: The product development environ-ment for the 1990s. Reading, MA: Addison–Wesley.
Chisholm, A.W.J. (1973). Design for economic manufacture. Annals of the CIRP, 22, 243–247.Clark, K.B., & Fujimoto, T. (1990). The power of product integrity. Harvard Business Review,
November-December, 107–118.Clark, K.B., & Fujimoto, T. (1991). Product development performance: Strategy, organization and
management in the world auto industry. Cambridge, MA: Harvard Business School Press.de Graaf, R. (1996). Assessing product development—Visualizing process and technology perfor-
mance with RACE. Amsterdam: de Graaf.Evans, S. (1993). Implementation: Common failure modes and success factors. In H.R. Parsaei &
W.G. Sullivan (Eds.), Concurrent engineering: Contemporary issues and modern design tools.London: Chapman and Hall.
Fenne, W.D. (1995). Design for quality: The practices of leading Australian manufacturers. AsiaPacific Journal of Quality Management, 4, 18–34.
Fox, E.M., & Urwick, L. (Eds.). (1973). Dynamic administration: The collected papers of MaryParker Follett (2nd ed.). New York: Hippocrene Books.
Frame, J.D. (1994). The New project management—Tools for an age of rapid change, corporatereengineering, and other business realities. San Francisco: Jossey–Bass.
Gerwin, D., & Susman, G. (1996). Guest editorial: Special issue on concurrent engineering. IEEETransactions on Engineering Management, 43, 118–123.
Gladman, C.A. (1969). Design for production in the computer age. Annals of the CIRP, 17, 5–12.Graham, P. (Ed.). (1995). Mary Parker Follett—Prophet of management. Boston: Harvard Business
School Press.Haddad, C.J. (1996). Operationalizing the concept of concurrent engineering: A case study from the
US auto industry. IEEE Transactions on Engineering Management, 43, 124–132.Harrison, N.J., & Lemonis, M. (1996). Australian manufacturing in the Asia Pacific Region—
Executive summary of the 1994 Australian Manufacturing Futures Survey. Sydney: BostonUniversity.
Hayes, R.H., Wheelwright, S.C., & Clark, K.B. (1988). Dynamic manufacturing. New York: TheFree Press.
Hull, F.M., Collins, P.D., & Liker, J.K. (1996). Composite forms of organization as a strategy forconcurrent engineering effectiveness. IEEE Transactions on Engineering Management, 43,133–142.
Knights, D., & Murray, F. (1994). Managers divided: Organization politics and information tech-nology management. New York: John Wiley & Sons, Inc.
248 BADHAM, COUCHMAN, AND ZANKO

Lettice, F., Smart, P., & Evans, S. (1995). A workbook-based methodology for implementing con-current engineering. International Journal of Industrial Ergonomics, 16, 339–351.
Maddux, G.A., & Souder, W.E. (1993). Overcoming barriers to the implementation of concurrentengineering. In H.R. Parsaei & W. G. Sullivan (Eds.), Concurrent engineering: Contemporaryissues and modern design tools. London: Chapman and Hall.
McDonough, E., & Griffin, A. (1996, March). Creating systemic NPD capability. Paper presentedat the International Conference on New Product Development and Production Networks. WZB,Berlin.
Parsaei, H.R., & Sullivan, W.G. (Eds.). (1993). Concurrent engineering: Contemporary issues andmodern design tools. London: Chapman and Hall.
Poolton, J., & Barclay, I. (1996). Concurrent engineering assessment: a proposed framework. Pro-ceedings of the Institution of Mechanical Engineers, 210, 321–328.
Shina, S. (1991). Concurrent engineering and design for manufacture of electronics products. NewYork: Van Nostrand Reinhold.
Shina, S.G. (1994). Successful implementation of concurrent engineering products and processes.New York: Van Nostrand Reinhold.
Smith, R.P. (1997). The historical roots of concurrent engineering fundamentals. IEEE Transac-tions in Engineering Management, 44, 67–78.
Takeuchi, H., & Nonaka, I. (1986). The new product development game. Harvard Business Review,January–February, 137–146.
Thamhain, H.J., & Wilemon, D.L. (1987). Building high performance engineering project teams.IEEE Transactions on Engineering Management, EM-34, 130–137.
Turino, J. (1992). Managing concurrent engineering—Buying time to market. New York: Van Nos-trand Reinhold.
Wheelwright, S.C., & Clark, K.B. (1992). Revolutionizing product development: Quantum leaps inspeed, efficiency and quality. New York: The Free Press.
Whitney, D.E. (1994). Integrated design and manufacturing in Japan. Target, 10, 7–16.Winner, R.I., Pennell, J.P., Bertrand H.E., & Slusarczuk, M.M.G. (1988). The role of concurrent
engineering in weapons system acquisition. IDA Report R-338. Alexandria, VA: Institute forDefense Analyses.
IMPLEMENTING CONCURRENT ENGINEERING 249