Impeder for HF inductive welding of steel tubes
4
Impeder for HF inductive welding of steel tubes M.S. Milicevic and V.M. Milicevic Abstract: The paper deals with a new impeder for HF inductive welding of steel tubes. Experimental research has been carried out on generators with impeders iiiade of ferrite. Tlie authors introduce magneto dielectric Fluxtrol instead of ferrite and thus project a new impeder. On the basis of inany years of experimental research with impeders, significant energy savings have been achieved when welded in comparison with various ferrite and otlicr impeders. Such savings and welding with less power make it possible for increased production speed of welded tubes. 1 Introduction A new impeder for HF inductive welding of steel tubes aimed at achieving energy savings is presented. Tlie idea of welding tubes using HF currents has rcccived much world wide attention [I, 21. There are two methods of H F welding ~ contact and inductive ~ differing in thc way the electromagnetic energy is distributed from tlie generator to tlie edgcs of tlie steel strip which is being welded. The method of welding is chosen on the basis of the production prograninic as well as on the strategy dcveloped by the producer of the generators. The results achieved with H F inductive welding arc presented. The research has been done on lamp generators, of fi-equencies 400-500 It Hz. Generators for inductive welding consist of HV trans- formers, a high voltage rectifier, an oscillator with a lamp, a traiisfornier for impedance adaptation, an auxiliary induc- tor aiid an inductor. Power regulation is done through thyristors, voltage regulators which are connected in the primary of tlie HV transformer. Tlie regulated voltage of thc secondary after the rcctification is an anode voltage for in1 oscillator. The final part of the generator for welding of the tubes is shown in Fig. 1. ,inductor welded tube S I ! ! \ 1 ,c IEE, 2002 IEE Pi~o~cc~liii~/.\ online no. 20020342 DOL. IO. 104~/ip-~m~:20020~~2 Paper first received 27111 Scptcinher 200 I M.S. Milicevic is with FAHOP, Aleksinnc, Yugoslavia V.M. Miliccvic is with the Electronic Engineering Ucp;rrttnenL, Univcrsity ol Nis, Yugoslavia The inductor is connected through tlie auxiliary inductor to the transforincr secondary for adaptation. Inside thc inductor there is a for1ml tube made of steel strip. By iiieaiis of rollers wnich are heated up to inelling point for welding, the necessary pressure is put on tlie edges of the strip. By heating and pressing thc edgcs of the steel strip, and by rorging, tlie connection is made aiid the tube is thus welded. Tlie impeder is built-in inside the steel tube, in tlie zone below the inductor. The function of the impeder is to decrease currents in the internal and external contours of thc tube, while it increases the inductive current in tlie ‘V’ loop. The current on the resistance or the steel strip causes heating, so that at tlic contact point ‘V’ loop melting occurs. Melting, by pressing the roller, welds the edges of the strip, which produces a welded tube. Tlie impeder is inade of a protective epoxy tube, which has a connector for cooling the fluid, into which has been placcd, up to now, a ferrite core as a inagileto conductor. Tlie dimensions in Fig. 1 are determined by each producer of the generators, as well as by the generator user. It is u p to the researchers to find better results. There are many papers and projects which have focused on iniproveincnts of tlie impeder, which is actually a part of the electromagnetic circuit in the process of energy cniission aimed at tube welding. In this paper, the research hns been carried out on tubes of 1748 nim diameter. The welding on them has been done with ferrite and new impeders. Our impeders have Fluxtrol-type iiiagneto dielectric instead of ferrite, and in this way considerable welding power is saved. The inductive niethod for this kind of tube range has been tested aiid been proven to be very suitable for production. 2 Design of the impeder Analysis and long-term research have proven that the impeder occupies one of the central places in HF welding. The authors of the paper have, through research, introduced a new type of impeder into HF welding, tlie difference being that the ferrite is replaced by the magneto dielectric material. Fig. 2 shows new iinpcders where, the iiiagneto dielectrics can be seen projecting out of the epoxy tube at the square shaped cross-section just before tlie final closing of tlie impeder. The connection for tlie hose can be seen where tlie cooling fluid circulates and which takes away excessive heat. Completely finished impeders are shown in Fig. 3 and as such are ready for welding. I13
Transcript of Impeder for HF inductive welding of steel tubes

Impeder for HF inductive welding of steel tubes
M.S. Milicevic and V.M. Milicevic
Abstract: The paper deals with a new impeder for HF inductive welding of steel tubes. Experimental research has been carried out on generators with impeders iiiade of ferrite. Tlie authors introduce magneto dielectric Fluxtrol instead of ferrite and thus project a new impeder. On the basis of inany years of experimental research with impeders, significant energy savings have been achieved when welded in comparison with various ferrite and otlicr impeders. Such savings and welding with less power make it possible for increased production speed of welded tubes.
1 Introduction
A new impeder for HF inductive welding of steel tubes aimed at achieving energy savings is presented. Tlie idea of welding tubes using HF currents has rcccived much world wide attention [I, 21. There are two methods of H F welding
~ contact and inductive ~ differing in thc way the electromagnetic energy is distributed from tlie generator to tlie edgcs of tlie steel strip which is being welded. The method of welding is chosen on the basis of the production prograninic a s well a s on the strategy dcveloped by the producer of the generators.
The results achieved with H F inductive welding arc presented. The research has been done on lamp generators, of fi-equencies 400-500 It Hz.
Generators for inductive welding consist of HV trans- formers, a high voltage rectifier, an oscillator with a lamp, a traiisfornier for impedance adaptation, an auxiliary induc- tor aiid an inductor. Power regulation is done through thyristors, voltage regulators which are connected in the primary of tlie HV transformer. Tlie regulated voltage of thc secondary after the rcctification is an anode voltage for in1 oscillator.
The final part of the generator for welding of the tubes is shown in Fig. 1.
,inductor
welded tube
S
I ! ! \ 1
,c IEE, 2002 IEE Pi~o~cc~liii~/.\ online no. 20020342 DOL. IO. 1 0 4 ~ / i p - ~ m ~ : 2 0 0 2 0 ~ ~ 2 Paper first received 27111 Scptcinher 200 I M.S. Milicevic is with FAHOP, Aleksinnc, Yugoslavia V.M. Miliccvic is with the Electronic Engineering Ucp;rrttnenL, Univcrsity o l Nis, Yugoslavia
The inductor is connected through tlie auxiliary inductor to the transforincr secondary for adaptation. Inside thc inductor there is a for1ml tube made of steel strip. By iiieaiis of rollers wnich are heated up to inelling point for welding, the necessary pressure is put on tlie edges of the strip. By heating and pressing thc edgcs of the steel strip, and by rorging, tlie connection is made aiid the tube is thus welded.
Tlie impeder is built-in inside the steel tube, in tlie zone below the inductor. The function of the impeder is to decrease currents in the internal and external contours of thc tube, while it increases the inductive current in tlie ‘V’ loop. The current on the resistance or the steel strip causes heating, so that at tlic contact point ‘V’ loop melting occurs. Melting, by pressing the roller, welds the edges of the strip, which produces a welded tube.
Tlie impeder is inade of a protective epoxy tube, which has a connector for cooling the fluid, into which has been placcd, up to now, a ferrite core as a inagileto conductor. Tlie dimensions in Fig. 1 are determined by each producer of the generators, a s well a s by the generator user. It is up to the researchers to find better results.
There are many papers and projects which have focused on iniproveincnts of tlie impeder, which is actually a part of the electromagnetic circuit in the process of energy cniission aimed at tube welding. In this paper, the research hns been carried out on tubes of 1748 nim diameter. The welding on them has been done with ferrite and new impeders. Our impeders have Fluxtrol-type iiiagneto dielectric instead of ferrite, and in this way considerable welding power is saved. The inductive niethod for this kind of tube range has been tested aiid been proven to be very suitable for production.
2 Design of the impeder
Analysis and long-term research have proven that the impeder occupies one of the central places in H F welding. The authors of the paper have, through research, introduced a new type of impeder into HF welding, tlie difference being that the ferrite is replaced by the magneto dielectric material.
Fig. 2 shows new iinpcders where, the iiiagneto dielectrics can be seen projecting out of the epoxy tube at the square shaped cross-section just before tlie final closing of tlie impeder. The connection for tlie hose can be seen where tlie cooling fluid circulates and which takes away excessive heat.
Completely finished impeders are shown in Fig. 3 and a s such are ready for welding.
I13

After inany years of experiineiital resca ch, the authors have found that the inipedcr with Fluxtrol A material gives the best results and that is why all the results will be related to this ncw impeder. Due to its efficacy, the steel tube with diameter 21.6" and wall thickness 2.65" will be used here as our example, and all the results of the saving will be related to the above-mentioned tube.
The production of a steel tube with a diameter of 2 1.6 mm and wall thickness of 2.65 mm has been monitored over a longer period of time. Aimed at analysing the energy savings, Table I shows thc data for power from the rectifiers of the generator for a ferrite and a new impeder for various productive specds.
Table 1: well as percentual energy saving as a function of speed
Rectifier power for ferrite and new impeder, as
. . . . . , , -
Fig. 3 Conzpletely ,finislied new impeders
For the sake of evaluation of the impeders' efficacy, we will use the well known criterion from [l], where the specific power is taken [kwjmin (injinin)] as a function of production speed [mjmin]. The criterion from [3] will also be used, where, while welded, the heating coefficient [kW/ nijinin] which is a function of the speed, will bc observed. The authors of this paper are introducing a new criterion where thc eiiergy spending is observed per tonne of the produced tubc [kWh/t], which is a function of thc production speed [mjmin].
To have the tests and coinparisoils strictly carried out, through long-term research in the field of welding, the best impeder with ferrites has been defined. Our preferred impeder, on the basis of results from [4-71, and our experiments, is the impeder with the TDK ferrite core.
A new impeder with magneto dielectric [S, 91 is presented as such an impeder and after several years of research aiid expcrinients. The authors have round out that the new impeder uses less of the required power for welding, which confirms the numerical results.
2. I The initial experiments havc been carried out with magneto dielectrics of the type Fluxtrol F, Fluxtrol B and Ferrotron 559; nevertheless, impeders with these inaterials did not save any power. Better results were achieved by applying impeders with Fluxtrol A material, where there are energy savings as compared to the TDK ferrite impeder. However, since these results are worse than those in [3], where some special impeders are presented, wc will not proceed any further with the analysis.
Results of experimental research
v, m/min Pa, kW Pb, kW a=- pa - pb 100, % Pa
10 60 44 24
20 89 58 35
30 120 72 40
40 148 85 43
50 177 98 45
60 205 112 45
70 225 126 45
P, in Table 1 presents the power for a ferrite impeder
We define the percentage savings o f the power of welding expressed in kW, while Pt, refers to the new FA impeder.
as
(1) 6 = - - 8J ~OOO/o pa
which represents the percentage of the lesser expeiiditure of a new iinpedcr as compared with the ferrite impeder shown in Table 1, which gives 45% for our tube with greater speed.
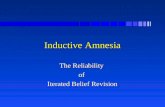
For the sake of a graphical presentation, Fig. 4 presents the function where the rectifier power is shown on the ordinatc, the curve (i) for the ferrite impeder, the curve (ii) for a new impeder, in the function of productive speed,
250
200 -
150 - 3 n"
100 -
50 -
0 ) r , , , , , l , l , l , l , J ,
0 10 20 30 40 50 60 70 80
v, mlmin
Fig. 4 Power fiom uectijier cis a,function ojproduction speed
where the saving of the required welding power is clearly seen.
Fig. 5 shows the saving as per (1) as a function of welding speed.
iLX Proc-Sci. Meas. Technol., Vol. 149, No. 3, Muy 2002 I I4

6o 7
r s 40 - 5 35-
30 -
25 - 20 -
5 4
\
.. --. '\ \\\
0 10 20 30 40 50 60 70 80
v, mimin
Fig. 5 Relative percentage power , scivitig LIS ci ,fiinction of produc,tion s p e d
r s 40 - 5 35-
30 -
25 - 20 -
I t can be concluded that the saving is less with lowcr speeds, while the optimum for weldiiig with new impcders is with speeds of
u 2 40 [ni/niin] (2)
Summarising the results on tlie production tube with a diameter of 21.6mm, where the effect of the new FA impeder is contrasted with the TDIC ferrite impeder, the conclusion can be drawn that with a new impeder we get a significant energy saving in the required power for welding. The power used by the new impeder from the generator of the rectifier is 45% less than that of a ferrite impeder.
The experiment has been carried out with impeders of 12 niin diameter while the ferrite core in the ferrite impeder was of a star-like cross-section with a diameter of 10mm, and with the new FA impeder, the iiiagncto dielectric was Fluxtrol A of the square cross-section 7 x 7 mm. The length of the ferrite impeder was 200mm, while the length of the new impeder was 150 mm.
The welded tube, has, for both cases, been mechanically tested under pressure until flattened.
The weld with a new impeder and complete flattening has not opened, which is not the case with a ferrite impeder weld. Over many nicchanical tests a tubc made of basic material without any welds gets broken even when testing with coiiiplete flattcning. However, the weld that was a result of welding with a new FA impeder was highly appreciated by the control service, which uses the IS0 standard.
The power saving by application of the new impeder makes significantly higher production speeds possible, which results in the increase of the productive technological lines for the production of steel tubes.
\ \
.. --. \\\ '\
2.2 Application of criteria for evaluation of achieved results The authors will be using the three criteria already mentioned a s per the evaluation of the achieved results of the new FA impeder in the process of welding the tube of 21.6 mm diameter.
Fig. 6 presenls the fLinctions of used energy per tonne as a function of speed.
A function of the heat coefficient from [3] is presented in Fig. 7.
The graph of the specific power as per [l] is presented in Fig. 8 as a function of speed.
Curve (i) corresponds to the ferrite impeder, while curve (ii) corresponds to the new FA impeder. We can conclude thpt the new impeder is much more effective, which the above-mentioned three criteria confirm. Two of these three
6 -
5 -
- C ._ E 4 - E .. I .
3 3 -
2 -
65
50
45
2.4 -
- .?::: . I E 1.6- E E 1.4- z 1.2-
1.0-
(i)
\- \
'\ \
(ii) -..-. .
15 1
1 4 , I , , , , , , , I ,
0 20 40 60 80 100 v, mimin
criteria are used in the literature and are well known, while the third criterion is introduced by the authors of this paper.
Besides the above-mentioned energy savings of 45% by using the new FA impeder, and in coinparison to the best TDK ferrite impeder, applying the above-mentioned three criteria gives a good evaluation of the efficacy of the new impeder application. The authors have also, through their research, concluded that it is more effective to weld at speeds higher than some speeds when the optimum is achieved. The optimum is achieved when the value froin (1) reaches the asymptote, which can also bc applied with other criteria. The authors of [3] do not perceive these conclu- sions, but give results for speeds 2 50 in/inin.
IEE Proc -Sei. Metis, Twhrzol., Vol. 149) No. 3, May 21102 115

Fig. 9 shows the inner side of the weld with a ferrite impeder and with a new FA impeder.
Fig. 9a presents the welded tube with a ferrite impeder, and Fig. 917 a weld that is obtained as a result of welding with a new FA impeder. The inner-weld obtained by the new impeder is smaller, narrower and more continuous; the mechanical flattening tests eniphasise the fact that the weld is very strong.
The new impeder with FA material will be evaluated in comparison with results given in [3], which deals with impeders, and was presented in a prominent congress on the production of tubes. [3] presents the results of the appliance of the special iinpcders with amorphous foils and 3% Si steel foil compared to some of their impeders,
The authors of this paper have, for thc sake of clarity, presented in Table 2 parallel characteristics of their experimental results of the new impeder and results froin [3].
significant energy savings while welded in relation to a TDK ferrite impeder. On the basis of many years of experimental rcsearch, into the magneto dielectrics from the firin Fluxtrol, the authors have found that an optimal material for impeder production, is Fluxtrol A and this is the way in which the nen impeder is made.
11 1x1s been shown and proven that the application of a new impeder achieves significant energy savings compared to ferrite impeders, a s wcll a s when compared to some special impcders. Applying the well known criteria and the newly introduced criterion, it is determined that the new impeder has a better perlormance when compared to the ferrite impeder.
l f we calculate annual savings, for our chosen tube with a diameter of 2 I .6 nim, the clear financial saving is ~ $ 3 0 0 0 0 0 . The achieved eiicrgy saving of 45% makes an increase in production possible, that is, a production speed of the steel tubes of up to 90%, which justifies the researchers’ efforts.
Although the experiments have been carried out with a lamp generator, the results are changing the aspcct to the inductive method of welding for the range of the researched diameters of the tubes. The results are also changing the value of thc total coefficient of the efficacy of the lamp gcnerators for welding, fioin the point of view of the input power and power which is given to the steel tube itself in the process of H F inductive welding.
The authors of the paper are presenting to the qualified and scientific public a new solution for impeders with magncto dielectrics of the typc Fluxtrol A, which, whcn used in practice, brings many energy savings, which has in the end been proven by the results of the experiments. Energy savings make possible an iiicreasc in welding speed, and thus of the production of steel tubes. Out of this results an increase in the productivity of the technological lines for the production of steel tubes.
Table 2: from [31
Numerical results of applied criteria for a ferrite and new impeder, as well as for another impeder
Criteria kWh ~
Impeder material t kW kW
mm(m/min j m/min Length, m m
Ferrite [31 83.3 ‘ 3.57 15 400
3% Si foil 57.1 1 2.45 10.3 400
Ferrite TDK 50 1.35 3.52 200
Magn. diel. - FA 27 0.75 1.95 150
By applying all three criteria, we citn conclude that our new FA impeder is better. The power saving in [3], as noted, is 32%, in comparison with new FA impeders of 45%,, and the conclusion can be made that the new impeder is more effective as per 41 %. In addition, the special impeders from [3] are more expensive than the new ones.
Applying the new impeder, energy savings up to 45% are achieved in comparison with the fcrritc impeder, which justifies the results of the research. The new impeder also inakes savings when compared to some special impeders from [3], so this proves a very useful application of impeders made of magneto dielectrics, type Fluxtrol A.
3 Conclusion
The main aim of the paper is to introducc and explore a new impeder with magneto dielectrics which will mike
4 References
SAMOV, N.A., LUNIN, V.I., and IVANOV, N.V.: ‘Vysokoi-astotnaja svarka metalov’, (MaSinostrocnic, Leningrad, 1977) GULJAJEV, D.: ‘SoverSenstvovanie tehnologii proizvodstva i povi- Seniic ka6estvo elelttrosvarnyh trub’, (Tehnika, Kiev, 1984) MITANI, K., and SHI BUA-KU, H.: ‘Impeder ‘How its innovation and design impacts the wclding processes’. The Eight Annual World Tube Congress, 9-12.1 1.1992, Chicago, Illinois, pp. 35-33 TDIC ‘TDK impeder core’. Technical documentation, Italy, I999 Electronic Heating Eqtiipnienl, Inc.: ‘Catalog Applications Guide’. Inipeders, wprk coils, fcrritc, casing 1998, Bucltley-WA, pp. 1-20 MILICEVIC, M.: ‘Avtomatii-cskoe upravlenie processom indukcion- noi svarki trtib s primenenieni niiltro-EVM’. 7th Meidunarodnoja konfcrcncija slriin Elciiov SEV i SFRJ po avtonptizicii proiLvodstve nyh processov i upravleniia v i-crnoi inctalurgii, Zdanov, SSSR, 1988 WRIGHT, J.: ‘Pi’inciplci of liigli frc~tieiicy~iiiduction tutx welding', Elwtr.onic Heciting Equipimtit, 1997, pp. 1-8 RUDNEV, I.V.: ‘Induction heat treatment’, (Stccl Heat Treatment Handbook. New York. Basel, H o n ~ I<ong, 19071 Fluxtroi Maniihcluriiig: ‘MagneGc flux concentrators for high rrcqucncy induction heating’. Fluxtrol Manuhcluring , Mi-USA, 1996
1 I6