
i/i PRODUCTION(U) IIIIIIIIIIIIEfI llflflllllflIIfl EhmhlIhhmm · PAPERBOARD PRODUCTION(U) FOREST...
47
RAD-R146 379 COMPUTER MODEL FOR ECONOMIC STUDY OF UNBLEACHED KRAFT i/i PAPERBOARD PRODUCTION(U) FOREST PRODUCTS LAB MADISON WI P J INCE AUG 84 FSGTR-FPL-42 UNCLRSSIFIED F/6 9/2 NL IIIIIIIIIIIIEfI llflflllllflIIfl EhmhlIhhmm
-
Upload
dinhnguyet -
Category
Documents
-
view
213 -
download
0
Transcript of i/i PRODUCTION(U) IIIIIIIIIIIIEfI llflflllllflIIfl EhmhlIhhmm · PAPERBOARD PRODUCTION(U) FOREST...

RAD-R146 379 COMPUTER MODEL FOR ECONOMIC STUDY OF UNBLEACHED KRAFT i/iPAPERBOARD PRODUCTION(U) FOREST PRODUCTS LAB MADISON WIP J INCE AUG 84 FSGTR-FPL-42
UNCLRSSIFIED F/6 9/2 NL
IIIIIIIIIIIIEfIllflflllllflIIflEhmhlIhhmm

1111.0 &J 8 .136
1.25 11. mi6~
MICROCOPY RESOLUTION TEST CHqARTM*TFOift 1IU OF STAa*OI 143 A
xF %
7. P. I. 1 * *. -
United StatesCo p trM dlf rDepartment ofAgriculture C m ue o e oForest Economic
* Forest Servomie Study of.0 ProductsLaboratory
GenralUnbleached KraftTecnral .
FPL42Paperboard
ProductionC Peter J. Inc.
~Im
ECTE
.~~ A .A - o .

-7 . -7 .77 . 7. .
* >AwkwIehd lireft peperboerd Is produced frmwood The computer modl dscibe In ths auweas
fibe In an Industrial pemein-- process. A highly developed entirey at goe FoMe Produfte Leoratuuy.secfc and detalled moe ftepoesIs on the Uniersit of Wcongli's VNIYAC 1110
presented. The model Is ale. preeented asworking optn ytm The progrem ie writn In standerdcomputer Program A Oee of the computer Program ANIP4RA agae. A rcmv veer shoud
* win provid data on physical Paramneters Of the proces at Nee have (I some basic experWnc or am"Iliart* anid on ploce of material Inputs and outputs. The with FORTRAN wopuerlagug and (2) a good
programw is then uW to calculate mateie and enry woorking knowledge of parametes In the modelwhrequirements of the prcsand to calculate 1elte at h ao aaeer na mlahdlmitrevenues and variable costs. The programn doen not paperboard production processderiv capital costs or fixed costs The program Ismost ueeful In estimating precisely the economicimpact of changes In physical parwaters Of theprocee., changes In technology, or changes in relatedprices As such, the model can be used to estimate theeconomic effect, on revenues and costs, oftechnological changes or changes In prkcs.m~
Keywordet Economics, technology, unbleached kralt* paperboard process, computer model.
6vi 18
hw%~~~~~~~~. po*J'ww W o * OAM*
Popwowdodwo QwL~d~tp.PL4L1 N WhU' An I O AVMLkV% F FOGNPM00
"K42P
* ~ ~ ~ ~ ~ ~ ~ ~ ~ rp and~ 6110c for 40~uho MMIfu sofloNtpo u"eufM

Computer Model forEconomic Study of (2>Unbleached Kraft SICPaperboard....
P ro d u c tio n ..... . Co-elAvail and/or
11st Spec ial
Peter J. Ince, Research ForesterForest Products Laboratory, Madison, Wis. .
Introduction ,.
Unbleached kraft paperboard Is produced from wood The computer model uses a set of data consisting offiber in fairly complex industrial papermaking about 180 physical variables of the process and alsoprocesses, typically in large paperboard mills. Such prices of various Inputs and outputs. (It does notmills usually include a wood preparation area, a kraft Include capital costs or fixed costs, such asdigester, a chemical recovery process, a paper administrative overhead or maintenance.) The datamachine, steam and power system, and related Include major process variables as well as many minorfacilities. Various publications and texts describe variables. As a result, the user is able to develop anthese processes.1 Overall, in modern conventional understanding of the sensitivity of results to specificmills there is a general similarity in process design and changes In the process. For example, the model canequipment configuration. be used to study the potential economic Impact of a
specific new technological development. First, given aBecause the production process is complex, any set of data that represent a "conventional" process,changes In supplies, equipment, or design may have the user can operate the model on those data to obtainfar-reaching effects on material and energy "base case" results, the conventional process materialrequirements, and costs and revenues. We have and energy requirements, revenues and variable costs.designed a computer model to calculate those material The user can then adjust all data variables that areand energy requirements of the unbleached kraft likely to change as a result of the new technologicalpaperboard process and to estimate the associated development. The user can then again operate therevenues and variable costs. This paper describes that model using the adjusted variables as data to obtainmodel. new results, new material and energy requirements,
and new revenue and variable cost estimates. Results'The Technical Association of the Pulp and Paper Industry (TAPPI) has can be compared to the base case results to provide anrecomnended texts on these processes, of which two re: understanding of the physical and economic Impact of
the new technology. Such results are useful InJoint Textbook Committee of the Paper Industry. Pulp and Paper planning research, setting research goals and priorities,Manufacture Series, Vol. I, II, and Ill. 2d ad. (MacDonald, Ronald G., and in evaluating the economic potential of results ofad.; Franklin, John J., technical ad.) McGraw.Hill, New York; 1969. technical research and developments In pulping and(Available from Tappl.) papermaking.
Casey, James P., ad. Pulp and Paper, Vol, I, II, and Ill. WileyIntereclence, New York; INS.
5,%-,
,0
k .....
Scope of Model Model Subroutines p
The computer model is a detailed representation of a Subroutine STPREP: Stock preparation, -modern unbleached kraft paperboard production paper machine, finishing, andprocess. A general diagram of the process is shown in shipping area 9" "figure 1. The model itself consists of nine separateelements or subroutines. The subroutines are as This subroutine calculates the quantities of variousfollows, in the order in which they are referenced by the inputs required in the stock preparation, papermain program: machine, finishing, and shipping area of the overallSTPREP, which models stock preparation, additives, process. It also reads prices of various inputs to that
paper machine, finishing, and shipping areas of the area. The data required for this subroutine includeprocess; total finished paper or paperboard product output (in .DIG, which models the digester, pulp washers, black dry tons per day), rates of use of chemicals and sizing
liquor evaporators, and concentrators area of the additives in stock preparation, moisture content ofprocess; sheet into and out of the paper machine dryer, and so
WDPREP, which models the wood preparation, on. Altogether, 26 items of data are required. Thedebarking, chipping, and chip-screening area of the specific parameters, each assigned a four-letter codeprocess; name, are listed in alphabetical order:
RECBLR, which models the recovery boiler, lime kiln, ACID -Quantity of concentrated sulfuric acid addedand recausticizing area of the process; to system in stock preparation (pounds/dry ton
ELEC, which models electric power requirements of the of paper or paperboard produced).overall process; ALUM -Quantity of alum added in stock preparation
STEAM, which models the steam system and electrical AU - ny alum add inq sock prparationcogeneration; as dry alum solids in liquid slurry (pounds/dry
PWRBLR, which models the power boiler, coal ton of paper or paperboard produced).-.handling, and desulfurizing area of the process; DBKT -Paper or paperboard recycled as dry "broke"
WATER, which models water supply and wastewater and trim to stock preparation (ratio of totaltreatment; and paper or paperboard production).
SALES, which models sales revenues, material, energy, DFOM -Quantity of defoamer additives in stockpreparation and machine areas (pounds/dry tonand labor costs associated with the process. of paper or paperboard produced).
The nine subroutines are described separately in detail. DSMC -Moisture content of sheet entering heatedEach subroutine requires a specific separate set of dryer section (ratio of total weight of sheet).
data input, which is provided along with sample values. PACD -Purchase price, f.o.b mill, of sulfuric acidA list of the mathematical calculations contained in (s/ton).each subroutine is also Included. A flow diagram, PALM -Purchase price, f.o.b. mill, of alum (/ton).showing the physical material and energy flows and PCOR -Price of recycled old corrugated, used as raw
showng he hyscal ateialandenery fowsandmaterial furnish in stock preparation (S/dryprocess areas associated with each subroutine, is toi).given whenever appropriate. Finally, a sample printout PDFM ton).from the computer model, based on the sample input -Purchase price, f.o.b. mill, of defoamer (S/ton).data, is provided as are user notes and guidelines for PMND -Minimum density of paper or paperboarddpatain oided are uder ncomteand guiine for product (dry pounds/I,000 feet).
pplication of the model. A complete listing of the PPAP -Price of other recycled paper used as rawprogram Is Included In the Appendix. material in stock preparation (S/dry ton).
PPDN -Average density of paper or paperboardproduct (dry pounds/I,000 feet).
PPMC -Average reel moisture content of paper orpaperboard product (total weight basis).
PPRD -Paper or paperboard production volume of themill (dry tons/day).
PRSN -Purchase price, f.o.b. mill, of rosin (S/ton).PSLM -Purchase price, f.o.b. mill, of slimicide (S/ton).PSTC -Purchase price, f.o.b. mill, of starch (S/ton).ROR -Recycled old corrugated raw material as a
ratio of total weight of paper (board) product(decimal ratio of dry product weight). Recycledfurnish enters in slockprep.
RCYD -Yield or recovery weight for recycled oldcorrugated (ratio of raw material dry weightrecovered in product).
RPAP -Recycled paper raw material as a ratio of totalweight of paper (board) product (decimal ratioof dry product weight).
2
Se-* % , .%

7J W;. A7 .)- IT'4rIr~ iU d7 GV1 N;7 RCTNIN7v- 7?IV -1Kx%'
Pulpwood roundwood Power BoilerWood Preparation Fuelhandling Coal&
Debarking f Power boiler & woodPurcha sChipp ning furnace fuel
Purchased chips Chip screening Desulfurizing %
(Steam)Chips
Water Water Electricsupply to power, Electric
process to - Cogenerationprocess
Wastewater Water Steamtreatment from to
process process\ / (Steam)
Chemical Pulping White liquor
ConcentratedPulp ,black Chemical Recovery
used liquor Recovery furnace
Recausticizing
Washing, & Black Liquor ! .-
Prerefining Evaporators & imeConcentrators Lime
"m.rudj J
ulp stock Lime ReburningMud washers
, Lime kiln\V..
PapermakingStock preparation Finished productAdditives (paper or board)Paper machineFinishing & shipping
Figure 1.-Schematic of an unbleached kraft papermaking process.
3
:,i %

"
% RPYD -Yield or recovery rate for recycled paper raw Calculate each additive required (tons/day):! material (ratio of raw material dry weight
recoeredin rodut).TALM = PPRD x ALUM/2000.0
reovre Inprdut)
S ROSN -Quantity of rosin added in stock preparation TACD = PPRD x ACID2000.Oas rosin solids (poundsidry ton of paper or TSTC = PPRD x STRC12000.0
%paperboard produced). TDFM = PPRD x DFOM/2000.0!_ SLIM -Quantity of slimicide additives (poundsdry ton TRN= -Dx ON/0." of product). TSLM = PPRD x SLIM2000.0: STRC -Quantity of starch additives In stock A flow diagram (fig. 2) Illustrates the process areas and
preparation as dry solids (pounds/dry ton of parameters modeled In this subroutine. The datai' !paperboard product). parameters are underlined and parameters calculated
! SVAL -Average sales value, f.o.b. mill, of paper or (see list of calculations) in this subroutine are shown Inpaperboard product ($/dry ton). parentheses. Note that figure 2 Includes parameters_
TRWD -Trimmed reel width on sheet roll winder related to steam demands and electric power factors. (inches). used in later subroutines.
• .' Calculations in Subroutine STPREP are:
',- SuruieSG:Dgse,.upwses
.. Calculate total dry weight of chemical and sizing Sbrouineo DIG:porgetr, pulp wasersadditives, assuming all of alum, starch, and rosinblcliureaotrsan
" additives are In final product, plus one-half of acid, concentrators areai defoamer, and slimicide additives, by weightThssbotncaulesheqniisofIpsad
(pud/r tofprdc) outputs In the digesterI~s), pulp washers, black liquor-" ADTV = ALUM + STRC + ROSN + 0.5 x (ACID + DFOM + evaporators, and concentrators area. Results are based..- SLIM in part on the quantity of wood pulp required In stock
~preparation, as derived by the previous subroutine.: Calculate quantity of recycled old corrugated used (dry Fourteen additional items of data are required for this
tons/day): subroutine: .
RC RT = RCO R x ((PPRD - (PPRD x A DTVI2000.0))/RCYD) A N - c i e a k l co en r t n in w te iq rCalculate quantity of recycled paper used (dry (pounds/cubic foot white liquor).
dtonsPday): AALK -Active alkali (in white liquor entering digester),sodium hydroxide and sodium sulfide In white
RPPT = RPAP x ((PPRD -(PPRD x ADTV2000.0))DRPYD) liquor, In sodium oxide weight equivalentrecove rdo oi product)
Calculate wood pulp production quantity required (dry BSDS -Black liquor solids In weak black liquor fromtons of pulpsday): digester and washers to evaporators (tons ofPROD = PPRD -(PPRD x ADTV/2000.0)- (RCRT x RCYD) dry solids/dry ton of pulp).SyauP(RPPT x RPYD) CCBL -Solids content of concentrated black liquor,
exiting concentrators to salt cake mix tank InCalculate total dry paper throughput of paper machine, recovery boiler area (liquor solids weight ratioincluding product plus dry broke and dry trims volume of total liquor).recycled (dry tons/day): CEBL -Solids content of evaporated black liquor,Tlrexiting evaporators and entering concentrators
. TDPT = PPRD + (PPRD x DBKT) (liquor solids weight ratio of total liquor). lCNBL -Solids content of weak black liquor exiting
Calculate average operational paper machine speed washers to evaporators (black liquor solids(lineal feet of finished paper sheet/in): weight ratio of total black liquor weight).ASPD ((PPRD/1440.0) x (2000.0)(PPDNI1.0)(TRWD/12.0) PWMC -Pulpwood moisture content entering chip frsdinann(decimal ratio of wet weight).efCalculate maximum operational paper machine speed PYLD -Pulp yield, ovendry weight of pulp to dry(lineal feet of finished product/min): weight of pulp chip raw material entering
• digester (decimal ratio).MSPD = APPRD/ 0.0) x (20.0)(PMND/1000.0)/(TRWD12.0) SCLS -Total salt cake (sodium sulfate) losses, orSLI)n'prt"makeup chemicti l" requirements (salt cakeCalculate total water removal In heated dryer setion of added In recovery) (poundsdry ton of pulp).paper machine (tons/day): SoPL -Salt cake loss In pulp out of washers (ratio ofTWRD (TDPTI(.0 -DSMQ) -(TDPTIII.0 -PPMQ) total salt cake losses). (Remaining salt cake
AA se - are aali c on occur In evaporators,recovery furnace, and recausticdzing ahis.)
11dcia rai of dr woo weight).r r ee
N._ 4C al wes

W74zM," 7Z7-1. 7- I
Adiie tnia) PRD r osplia
ACDiie ( PAton) (PROD) dry tons rulp/day
old corrugated fiberboard/Stock Preparation, day, a $PCORldry ton
Refining & based on ROOR & RCYD
Alum < -(RPPT) dry tons other* (TL.,,recycled paper &
ALUM S PA~tonboardiday, 0 SPPAP/dryALUM0 SPALMtonton based on RPAP & RPYD
Refinedstock with
Defoamer additives &DF )Recycled recycleddry "broke" materials
D M $D ltn& trims Steam demands* OFM @PDFMtonfrom subroutine
STEAM:Machine
Rosin- turbines 14-pres. steamn for(TRsN)...i~ machine turbines
\V based on HPPU lbROSN @ SPRSN/ton steam/tlon product
Paper Machine (eunt e.pe.pOesHeadbox & (eunt o.pe.poes
Siiie(TSLM) ShetFrmn -Low-pres. steam for-U -PL~o auxil. & misc.,
SLIM $PSL/tonbased on SLPM(TOPT) dry tons total lb steam/dry ton
throghpuidayproductstarch thogptdy Wet sheet to
thermalstaSTRC e SPSYC/ton r--for thermocompressors,
\VDSMC based on HPTC lb
Paper Machine tmdrtoThermal Drying -- - -Mod.-Pres. steam
for thermal drying,4 based on SUPD lb %
steam/lb water
Electric power factors uremvdfo
A from subroutine ELEC:HP( HPM, HIP) Finishing & N
Shipping(MOR) tone water/day.4 removed from sheet
In thermal dryingPPRD@a ISYAL/ton,
f.o.b. mill
Figure 2 -Stock ppreration, paper mach/ne, fin/ahing and sh/pp/ng area: Subrout/ne
S F;WE5
"~~~~~~ %j % % %* **-*-
%.. . P.? 0.V

SOAP -Quantity of saponified fatty acids (soap) Calculate water in concentrated black liquor torecovered in soap skimmer in evaporator area recovery area (tons/day):(soap will go to external tall oil plant) (dry CBLW = (TBLSCCB - TBLSpounds/ton of wood chips into digester).(Ston). mill, of soap skimmings Calculate water removal in black liquor concentrators
TPSV -Turpentine sales value, f.o.b. mill (S/gallon). (tons/day):TURP -Turpentine recovery (gallons/ton of wood chips WRCN = EBLW - CBLW
into digester).Calculate white liquor volume to digester (thousandCalculations for Subroutine DIG are: gallons/day):
Calculate quantity of pulpwood chips required as input TWLV = ((TDAA x 2000.0Y)AACN)/133.6806"to digester (dry tons/day): A flow diagram (fig. 3) shows the process area andPPWD = PRODIPYLD parameters modeled in this subroutine. Parameters
calculated in this subroutine are in parentheses. NoteCalculate turpentine recovery from wood chips: also that figure 3 includes parameters related to steam
(A) Calculate recovery (gallons/day): demands and electric power factors used in latersubroutines.
TRPD = TURP x PPWD
(B) Turpentine specific gravity: Subroutine WDPREP: Wood preparationareaTSPG = 0.6 This subroutine calculates the quantities of various
(C) Turpentine recovery (tons/day): kinds of pulpwood required as input to the woodpreparation area. Six kinds of pulpwood are included in
TRTD :TRPD x (0.13368) x (62.4) x TSPG/2000.0 the model: hardwood species-roundwood, purchasedwhole-tree chips and purchased "clean" chips; and
Calculate black liquor solids to evaporators in weak softwood specles-roundwood, purchased whole-treeblack liquor (tons/day). chips and purchased "clean" chips. This subroutineTBLS = PROD x BSDS also calculates the quantities of wood "residues," bark
and fines, generated in the wood preparation area. ACalculate water to evaporators in weak black liquor total of 27 items of data is required by this subroutine:(tonsiday): HBPC -Weight ratio removed as bark In debarkingWBLW = (TBLS/CNBL). TBLS hardwood roundwood pulpwood (ratio of total
dry weight of purchased roundwood IncludingCalculate soap recovery and black liquor solids bark).remaining after soap recovery (tons/day): HCHM - Moisture content of hardwood purchasedSOPR = SOAP x PPWOi2000.0 "clean" chip pulpwood (decimal ratio of wetTOLS = TBLS- SOPR weight, average).
HTCF -Fines removed in screening hardwoodCalculate active alkali required in sodium oxide weight purchased "clean" chips (ratio of total dryequivalent (in white liquor to digester) (tons/day): weight of chips).
HWCD -Total weight per cord of hardwood roundwoodTDAA = AALK x PPWD pulpwood, wet weight basis (pounds/cord
wIncluding bark, as purchased).Calculate wet weight of pulpwood chips Into digester HWFR -Fines removed in screening hardwood(tons/day): roundwood chips (ratio of total dry weight ofPWIN = PPWD(I(.0 - PWMC) hardwood roundwood chips before screening).
HWMC -Average moisture content In hardwoodCalculate water in evaporated liquor to black liquor roundwood pulpwood (ratio of total wet weightconcentrators (tons/day): of pulpwood as purchased, Including bark).
HWPC -Hardwood purchased chip furnish (whole-treeEBLW= (TiBLSICEL) aTBLS nd "clean'" as a ratio of total hardwood into
Calculate water removal in evaporators (tons/day): digester (fraction of total dry weight ofhardwood purchased chip and roundwood
WRIEV WBLW - EBLW furnish).
funih)
6Ir

(PPWO) dry tons pulpwoodb4 reqJday
PYLD m
C~hips to digester Steam demands fromNt subroutine STEAM:
4 Chip Feed & Steaming* I ~(Digester) -- - - - - Low-pres. steam
for chip steaming* f vessel, based on
* I SLO lb. steam/dry
Turpentinetnw(TRPO) gal/day. b
White liquor from 1V orse ( Dons/day, Med.-pres. steamchemcalrecoery DigeterVesslsfor liquor& reaustcizng Iprenatin &heaters, based on
Cooking,&Biow------------------SUDH lb.steam/(TOA) tns ine efiers103 gal white
active alkaliday, liquor to digester. 4
white liquoriday,based on AACN' Pulp NII
and AAL Washer
(TBLS) + (SOPR) Soap recovery:dry tons black (SOPF) dry tonsiday,liquor solids a SISOPP/dry ton(BLS)/day to based on SOAP
Med.-pres. steamfor evaporator
\y steam Jets, basedDeshive Refining - - on SNJE lbiton BLS
HighDensty Lquorto evaporator
Strg Evaoraor Low-pres. steam forwater removal,based on SLEW lbstearnlb water
(WREV tonsremoved from*water removed/ liquor
day in evaporator Evaporated blackWashedliquor (TBLS)
pre-refined tn L/apulp
CEBL
BiackLiquor - -Low-pros. steam forConcentrators water removal in
concentrators,Elecric owe facorsbased on SLON lb[lcticpwe fctr steam/ilb water
from subroutine ELEC: (WACN) tons water CCBL removedHP(A~ HP(2M & HP(13) removed/day
in concentrators
(TILS) dry tons(PROD ton washd. HS/day to recovery
PROD)fnd pulpdy boiler in concentrated dq
to stock preparation lqo.' .J
Figure 3.-Digeater, pu/p waahing, pre-refining and evaporator area: Subroutine DIG.
7d
iI*~mU ~ e % % %%

HWTC -Hardwood whole-tree chips as a ratio of total Calculations for Subroutine WDPREP are:hardwood purchased chips (ratio of total dry Calculate quantity of softwood chips Into digester (dryweight of hardwood purchased chips).
HWTF -Bark and fines removed in screening hardwood tons/day):whole-tree chips (decimal ratio of total dry SPWD = PPWD x SFWDweight of hardwood whole-tree chips).
HWTM -Moisture content of hardwood purchased Calculate quantity of hardwood chips into digester (drywhole-tree chips (decimal ratio of wet weight, tons/day):average).
PHPC -Price or value of hardwood purchased "clean" HPWD = PPWD x (1.0- SFWD)chips (/ton as purchased, average).
PHRW -Purchase price, f.o.b. mill, of hardwood Calculate quantity of softwood roundwood chips intoroundwood (/cord, average). digester (dry tons/day):
PHWC -Purchase price, f.o.b. mill, of hardwood whole- SRPW = SPWD x (1.0 - SWPC)tree chips (/ton as purchased, average).
PSPC -Price or value of softwood purchased "clean" Calculate quantity of hardwood roundwood chips intochips (S/ton as purchased, average), digester (dry tons/day):
PSF W -Purchase price, f.o.b. mill, of softwood HRPW = HPWD x (1.0- HWPQroundwood (/cord, average).
PSWC -Purchase price, f.o.b. mill, of softwood whole- Calculate quantity of softwood fInes removed Intree chips (/ton as purchased, average). scen softwood fines reod if
SBPC -Weight ratio removed as bark in debarking screening softwood roundwood pulpwood chips (finessoftwood roundwood pulpwood (ratio of total go to power boiler) (dry tons/day):dry weight of purchased roundwood, including SRFR = (SRPWI(1.0 - SWFR)) x SWFRbark).
SCHM -Moisture content of softwood purchased Calculate quantity of hardwood fines removed in"clean" chip pulpwood (decimal ratio of wet screening hardwood roundwood pulpwood chips (finesweight, average). go to power boiler) (dry tons/day):
SFWD -Softwood ratio of total pulpwood furnish Into HRFR = (HRPWI(1.0 - HWFR)) x HWFRdigester (decimal ratio of total dry weight offurnish). Calculate quantity of softwood bark removed from
STCF -Fines removed in screening softwood softwood roundwood (to power boiler) (dry tons/day):purchased "clean" chips (ratio of total dryweight of softwood purchased "clean" chips). SBRK = ((SRPW + SRFR)Y(1.0 - SBPC)) x SBPC
SWCD -Total weight per cord of softwood roundwoodpulpwood, wet weight basis (pounds/cord Calculate quantity of hardwood bark removed fromincluding bark, as purchased). hardwood roundwood (to power boiler) 1dry tons/day):
SWFR -Fines removed in screening softwood HBRK = ((HRPW + HRFR)I(1.O - HBPC) x HBPCroundwood chips (ratio of total dry weight ofsoftwood roundwood chips before screening).softwoodera oiudwe chiptbeforescreenin g).Calculate required quantity of softwood roundwood
SWMC -Average moisture content in softwoodpuwod(rs/a)roundwood pulpwood (ratio of total wet weight pulpwood (cords/day):of pulpwood as purchased,*including bark). CDSW = ((SRPW + SRFR + SBRK)(1.0-
SWPC -Softwood purchased chip furnish (whole-tree SWMQ)(SWCD/2000.0)and "clean") as a ratio of total softwood intodigester (fraction of total dry weight of Calculate required quantity of hardwood roundwoodsoftwood purchased chip and roundwood pulpwood (cords/day):furnish).
SWTC -Softwood whole-tree chips as a ratio of total CDHW = ((HRPW + HRFR + HBRK)/(1.0-softwood purchased chips (ratio of total dry HWMC))/(HWCD/2000.0)weight of softwood purchased chips). C
SWTF -Bark and fines removed in screening softwood Calculate quantity of screened softwood purchasedwhole-tree chips (decimal ratio of total dry chips into digester (dry tons/day):weight of softwood whole-tree chips). SPCH = SPWD x SWPC
SWTM -Moisture content of softwood purchasedwhole-tree chips (decimal ratio of wet weight, Calculate quantity of screened hardwood purchasedaverage). chips into digester (dry tons/day):
HPCH =HPWD x HWPC
-V. *1 4r .r *.-

a- - 0 . - - - -' .
- Calculate quantity of softwood fines, including fines Subroutine RECBLR: Recovery boiler,from whole-tree chips and "clean" chips screening lime kiln, and recausticizing area(fines to power boiler) (dry tonsiday): lm in n easiiigaeSWCF ((SPCH x SWTC)/(1.0- SWTF)) x SWTF This subroutine calculates the quantity of steam heatSPCF = ((SPCH x (1.0 - SWTC))(1.0 - STCF)) x STCF energy generated in the recovery boiler, with t
concentrated black liquor as fuel, and calculates theCalculate quantity of hardwood fines, including fines quantities of various other inputs required in thefrom whole-tree chip and "clean" chip screening (fines chemical recovery, recausticizing, and lime system
,l to power boiler) (dry tons/day): area. A total of 16 items of data is required for this
HWCF = ((HPCH x HWTC)/(1.0 - HWTF)) x HWTF subroutine:HPCF = ((HPCH x (1.0- HWTC))/(1.0 - HTCF)) x HTCF ACTV -Activity of white liquor (ratio of active alkali to
total alkali, in sodium oxide weightCalculate quantity of "clean" softwood chips including equivalents).fines (dry tons/day): AVLM -Lime availability (active calcium oxide weightSPC =ratio of total lime to slaker) (Remainder is
PC=(SPCH x 10 WT + Passumed to be inert material in causticizingreaction.)
Calculate quantity of softwood whole-tree chips CAUS -Causticizing efficiency of causticizing reactionincluding fines (dry tons/day): (measured as the weight ratio of sodium
SPWC = (SPCH x SWTC) + SWCF hydroxide to sodium hydroxide plus sodiumcarbonate in white liquor, expressed in sodium
Calculate quantity of "clean" hardwood chips including oxide weight equivalents, and in which thefines (dry tons/day): sodium hydroxide content of green liquor has
been subtracted from the white liquor contentHPCC = (HPCH x (1.0- HWTC)) + HPCF (standard TAPPI definition)).
SCalculate quantity of hardwood whole-tree chips CNMD -Consistency of the filtered lime mud enteringiclcudingafnes u y ons/ard d wthe lime kiln (dry weight of lime mud solidsincluding fines (dry tons/day): ratio of total weight of filtered lime mud).
" HPWC = (HPCH x HWTC) + HWCF EFKF -Average combustion heating efficiency of kilnfuel (ratio of higher heating value of fuel which
Calculate quantity of "clean" softwood chips as is not lost in combustion gases and excess airreceived (tons/day) (wet weight basis): exiting the kiln).SCCW = SPCC/(1.0 - SCHM) FLMR -Weight fraction of total lime mud recycled to
=the mud washer, representing uncalcinedCmaterial captured in the lime kiln flue gasCalculate quantity of softwood whole-tree chips as scrubber and emissions separator.
, received (tons/day) (wet weight basis): HHKF -Average higher heating value of kiln fuel
SWCW = SPWC/(1.0 - SWTM) (million Btu/fuel unit).CaloHRRB -Effective heat recovery ratio of recovery boilerCalculate quantity of "clean" hardwood chips as (decimal ratio of gross heat energy value ofreceived (tons/day) (wet weight basis): black liquor solids recovered as steam heatHCCW = HPCC/(.0 - HCHM) energy (adjusted for total heat inputs to
CC=P• CMfurnace and heat of reaction correction, aswell as for combustion heat losses). (Not to
Calculate quantity of hardwood whole-tree chips as be cs wt combustion heat ecoeryreceived (tons/day) (wet weight basis): efficiency of recovery boiler.)) ery
HWCW = HPWC/(1.0. HWTM) HVBL -Gross heat energy value (higher heating value) ,Sof black liquor solids (Btuldry pound).
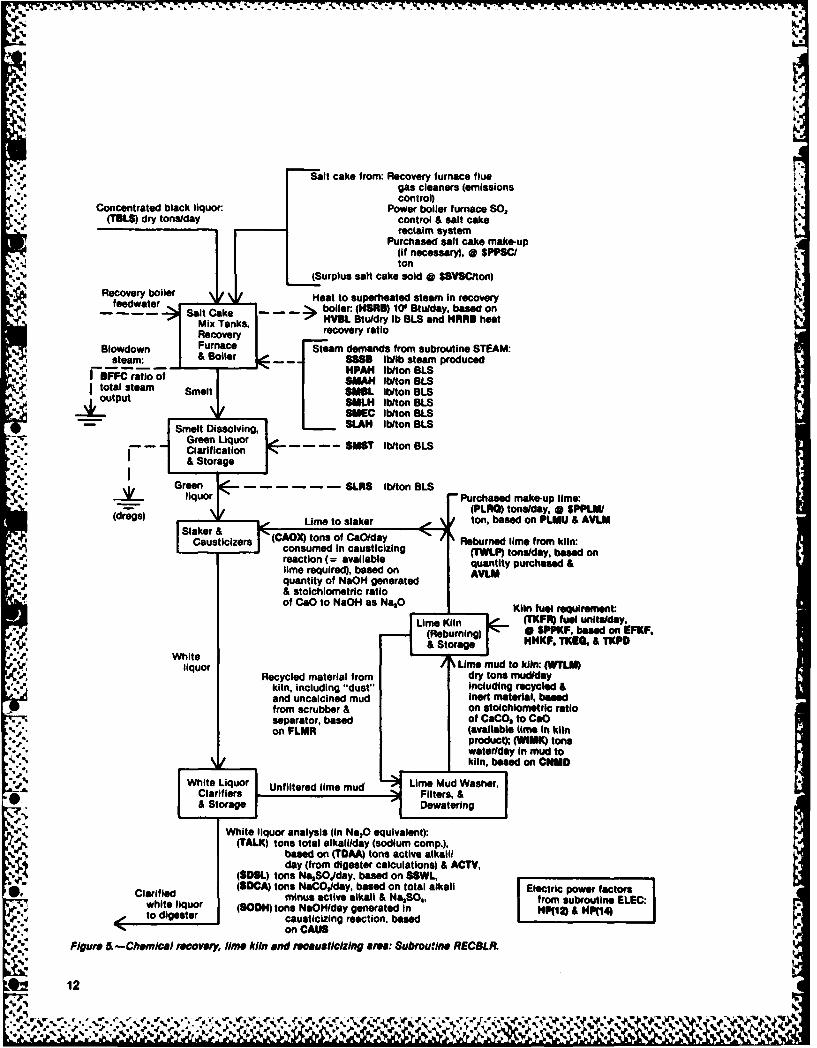
* A flow diagram (fig. 4) illustrates the process area PLMU -Purchased lime make-up (average weight ratiomodeled In this subroutine. Parameters calculated in of total lime to slaker which is purchased orthis subroutine are shown in parentheses. Note also "make-up" lime).that the results obtained in this subroutine will be PPKF -Average purchase price of kiln fuel ($/fuel unit).based in part on the quantity of pulpwood required in PPLM -Purchase price, f.o.b. mill, of purchased limethe digester, as calculated in subroutine DIG. ($1ton).
SVSC -Sales value, f.o.b. mill, of surplus salt cakegenerated in chemical recovery anddesulfurization areas ($/dry ton of surplussaltcake).N" .. •
% •
• r j, O ,.* - ~.,. . *, *~~~S* ~ * '** S * ~ - 'S N' 's-~' ~ N ~ i /',, 4
j~'0 ----- L% N. . . . . . e,** ON"** S SeN

Clean* softwood chips.ISPCCI dry tons day. or
* . SCCWA tonsiday as--purchased. it SPSPC/ton. Ci
*H ceing WT
S/S. Purchased softwoodISPCF dryton ineWctip furnish to
day.F bdrydton Stie digester: (SPCH)day.base on TCFdry tons/day.
'ii..based on SWPC
Sotoo hoetie cis
-~ tSPWC) dry tons/day. or(WWtosdya-Total softwood
*purchased. q SPSWC/ton. friht ietrSoftood WTMIChip(SPWD) dry
raw Sreigtons/day.materials &eiigbased on
SFWO
*(COSW) cords/day,.hpfrih
on SWCD and SWMC Chipping. osia
(SIRK) dry tons bark/day. SF) r-. based on SBPC (SRFR) dry ton fines/
Rail &Truckday, based on SWFR
* & Wood Storage.Clean- hardwood chips:
(I4PCC) dry tons/day, or(I4CCVW) tons/day as-purchased. q SPHPC/ton,
* 'S Hwo whhipre chips:
'pr.F (PCdrtosdy to ieiadgse:(P
(H4WCW) dtons/day. s-
raw Sreig(PO rmaterials & Refining tnia
% CDNW) cords/dayines/
day. based VT
Nadw o teAd br £h og
orHW surpluday fuel furenish
% * & eii friht% *6 iH pK dr digester:

SSWL -Sodium sulfate ratio of total alkali in white Calculate actual dry weight of lime mud to lime kiln %liquor (one-half weight ratio in sodium oxide after correcting for particulate emissions and recycled %equivalents), fraction (to mud washer) (tons/day):
TKEG -Temperature of kiln exit gases (OF, average). WTLM = WTLM(1.0 - FLMR)TKPD -Average temperature of kiln product solids
exiting kiln (°F). Calculate weight of water entering lime kiln with
Calculations for Subroutine RECBLR are: filtered lime mud (tons/day):,' . WlMK = (WTLM/CNMD) x (1.0 - CNMD) '
Calculate heat energy to steam in recovery boiler C ((million Btulday): Calculate heat energy requirements for lime kiln C.-
HSRB = TBLS x (0.002) x HVBL x HRRB (million Btu/day) (assuming ambient temperature of70"F):
Calculate weight equivalent of total alkali (total sodium (A)Ep
compounds) in white liquor, in sodium oxide weight (A) Energy required to evaporate water in lime mud
equivalent (tons/day): entering kiln:
TALK = TDAA/ACTV WTEN = WIMK x (0.002) x (970.0 + (212.0 - 70.0) + (0.46 x(TKEG .212.0)))
Calculate weight equivalent of sodium sulfate in white (B) Energy into kiln product, assuming a specific heatliquor, in sodium oxide weight equivalent (tons/day): of 0.25 Btu/pound of kiln product/F above ambient
SDSL = TALK x SSWL temperature:PLEN = TWLP x (0.002) x (TKPD - 70.0) x 0.25
Calculate weight equivalent of sodium carbonate inwhite liquor, in sodium oxide weight equivalent (C) Energy required for dissociation of calcium
(tons/day): carbonate in lime kiln, assuming a heat of dissociationof 1,390 Btu/pound of active calcium oxide in lime kiln
SDCA = TALK - (TDAA + SDSL) product:
Calculate weight equivalent of sodium hydroxide HDEN = (TWLP x AVLM) x (0.002) x (1390.0)produced in causticizing reaction, in sodium oxide (D) Energy into carbon dioxide produced In dissociationweight equivalent, corrected for sodium hydroxide reaction, assuming a specific heat of 0.25 Btu/pound ofpresent in green liquor, based on TAPPI definition of carbon dioxide gas/F above ambient temperature:causticizing efficiency (tons/day): CDEN = (TWLP x AVLM) x (44.0/56.0) x (0.002) x (3.25) x (TKEG -
SODH = (CAUS x SDCA)I(1.0 - CAUS) 70.0)
(E) Calculate energy Into recycled lime mud (e.g. fluecausticizingreaction f calcium oxide needed In gas dust) captured in scrubber and separators,
assuming a specific heat of 0.25 Btutpound ofCAOX = SODH x (56.0162.0) "dust"'/F above ambient:
Calculate quantity of purchased lime required EMEN = (WTLM x FLMR) x (0.002) x (TKEG - 70.0) x 0.25
(tons/day): (F) Calculate total heat energy requirements including a
PLRQ = (CAOX x PLMU)/(AVLM) 15.0% factor for thermal radiation heat losses:
Calculate total weight of lime produced in lime kiln to THEN = (WTEN + PLEN + HDEN + COEN + EMEN) x 1.15slaker (tons/day): Calculate gross energy input requirements in kiln fuel
TWLP = (CAOX/AVLM) - PLRQ (million Btu/day):GHEN = THENIEFKF,
Calculate weight of inert material in lime from lime kiln Cl e kl ue re q (
to slaker (tons/day): Calculate kiln fuel required (unitsday):
WINR = TWLP x (1.0- AVLM) TKFR = GHEN/HHKF
A flow diagram (fig. 5) shows the process area modeledCalculate theoretical dry weight of lime mud to lime In this subroutine. Parameters calculated in thiskiln (tons/day): subroutine are In parentheses. Note that figure 5WTLM = ((TWLP- WINR) x (100.0/56.0)) + WINR includes parameters related to steam demands and
electric power factors used In later subroutines. Notealso that the results of this subroutine depend on the
"4- quantity of black liquor solids, as calculated insubroutine DIG.
, * , . , .,,, d ' .- .,* . . .. -.• . '. ... ,. .. ,. -..'.'*
Salt cake from: Recovery furnace fluegas cleaners (emissions
Concntrted lac liqor:Power boiler furnace SO,(TUOLS) dry tonsiday control & salt cake
reclaim systemPurchased salt cake make-up
(if necessary), @ SPPSCINton
(Surplus salt cake sold a SSV$Cton)
R eovry oer \V\ Heat to superheated steam In recovery- ~Salt Cake --- boiler~ (HSNE) 10' Btulday, based on '
Mix Tanks, "VIAL Stuldry lb BLS and HRE heatRecovery recovery ratio
Slowdown Furnace Steam demands from subroutine STEAM:steam: & Boler SHPAH lbteamprouce
i FFC ratijo of j SAN lblton BLSItotal steam Smelt SMLIblton BLS1output SetSANDL lbfton BIS
Smet DsslvigSMEC lb/ton BLSSmel DisolvngSLAM lbfton BIS
Green Liquor M ltoBL-~~~~ r ~~~Clarification ---- Sf8'ltoBL
Green ------ SLRS lbfton BLSiquorPurchased make-up lime:
(d (PLO)" tonsiday, @ $PPLM/dregs) Sae&Liet lkrton, based on PLNU A, AVIM
Causticizers (CAOX) tons of Ca~lday Reburned lime from kiln:consumed in causticizing (TWLP) tonsiday, based onreaction (= available qatt ucaelime required), based on qAnttypuchsequantity of NaOH' generated AL& stoichiometric ratioof CaO to NaOH as NaO Kiln fuel requirement:
Lime KilnFR) fuel unite/day,(Reburning) * $PPlF* based en EFKF,
4,,& Storage HHKF, TKEQ, a TKPD
liquorLime mud to kiln: (WTLAM)Recycled material from dry tons mud/day
a'..'kiln, including "dust" including recycled A,and uncalcined mudInrmaeilbsdfrom scrubber & on stoichiomletric ratioseparator, based of CaCO, to Co
%J. n FLNAR(available lime in kiln5,. product); (WAIK tone
water/day In mud tokiln, based on CN
White Liquor Unfiltered lime md Lime Mud Washer,
S White liquor analysis (in Na,O equivalent):(TALK) tons total alkali/day (sodium comp.),
based on (TDAA) tons active alkalfday (from digester calculations) & ACTV,
(SDSL) tons Na,SO/day, based on SSWL,* (SOCA) tons NaCO,/day, based on total alkali Electric power factorsCaiidminus active alkali & H&,504, from subroutine ELEC:
wh iateur (WODH) tons NaOH/day generated in HP(1) A, 1411(14)to igete causticizing reaction, based
4 on CAUSFigure &.-Chemical recovery, lime kiln and recauatioizlng orea: Subroutine RECBLR.
12
'"NOV* * a., *.~. ~ ~ . .*%
%, 'b "

Subroutine ELEC: Electric Subroutine STEAM: Steam system,power requirements electric power, and cogeneration area
This subroutine calculates total electric power The purpose of this subroutine is to calculate the totalrequirements of the overall process. A total of 19 items process steam demands, to balance steam demandsof data is required: with steam output from the recovery and power boilers,
to determine the quantity of cogenerated electric(Total connected horsepower of machines and power, and to estimate the quantities of other relatedequipment by mill area): inputs and outputs for the steam system, electric
HP (1) - Wood preparation power, and cogeneration areas of the process. r.HP (2) -Digester and turpentine areaHP (3) - Washing and refining The model assumes three levels of process steam:HP (4) - Stock preparation high, medium, and low pressure. The model also
HP (5) - Paper machine area assumes all process steam is obtained via a
HP (6) - Additives area cogenerating turbine, which in turn obtains higher-HP (7) - Finishing and shipping pressure superheated steam from the power andHP (8) -Water supply and treatment recovery boilers. The assumptions built into this
HP (9) - Waste disposal subroutine reflect typical conventional process design. L
HP (10) - Power boiler, feedwater, and condensate areas AeqHP (11) - Coal handling A total of 46 items of data Is required for this
HP (12) - Recovery boiler area subroutine. They include steam loss ratios, heatHP (13) - Evaporators area exchange efficiency, enthalpies of steam, feedwater,HP (14) - Lime kiln and recausticizing and make-up water, ratios of steam recovered, turbineHP (15) - Air supply system generator efficiency, and various specific rates of
HP (16) - Odor collection system process steam demand throughout the entire process:AEFU -Average efficiency of electrical energy use in BFFC -Blowdown ratio for power and recovery boilers
mill equipment (decimal ratio of electric energy (pounds blown/total pounds of steam producedmem n t in boilers). (Blow to flash tanks assumed to
ALFC Average power load factor for mill equipment have low enthalpy and may be used to heat(decimal ratio of total connected horsepower) feedwater, but heat content is not accounted
ANML -Average nonmotor load for mill and related for here.)facilities, for lighting and miscellaneous CNSL -Losses from steam system In condensate(kilowatts). receiver and deaerator (pounds of steam or
condensate lost (e.g., In vents, etc.)/pound of
Calculations for Subroutine ELEC are: total feedwater to power and recovery boilers).FWHE -Feedwater heater heat exchange efficiency
Calculate total connected horsepower of mill machines (ratio of heat Input that exits in feedwater,and equipment: average).TCHP = 0.0 HCCN -Enthalpy of combined condensate from steam
system to deaerator (Btu/pound ofTCHP = TCHP + HP (I), for I = 1 to 16 condensate).
HCMW -Enthalpy of make-up water to deaeratorCalculate power load of mill machines and equipment (Btu/pound of make-up water).(total horsepower): HHPP -Enthalpy of high-pressure process steam
TPLD = TCHP x ALFC (Btu/pound of steam).HLPP -Enthalpy of low-pressure process steam
Calculate total electrical power demand of mill (Btu/pound of steam).machines and equipment (kilowatts): HMPP -Enthalpy of medium-pressure process steam
(Btu/pound of steam).TEED = (TPLD/AEFt) x 0.746 HSHP -Enthalpy of superheated steam from boilers
(Btu/pound of steam).Calculate total electrical power demand of mill, HTMS - Ratio of total high-pressure process steamincluding nonmotor load: recovered as medium-pressure process steam,
TEED = TEED + ANML excluding steam from turbines (ratio of totalhigh-pressure steam).
Note that the electric power factors are used in each ofthe process subroutines (see flow diagrams). %
13_ - Y .%% %,,'l
i. . . .
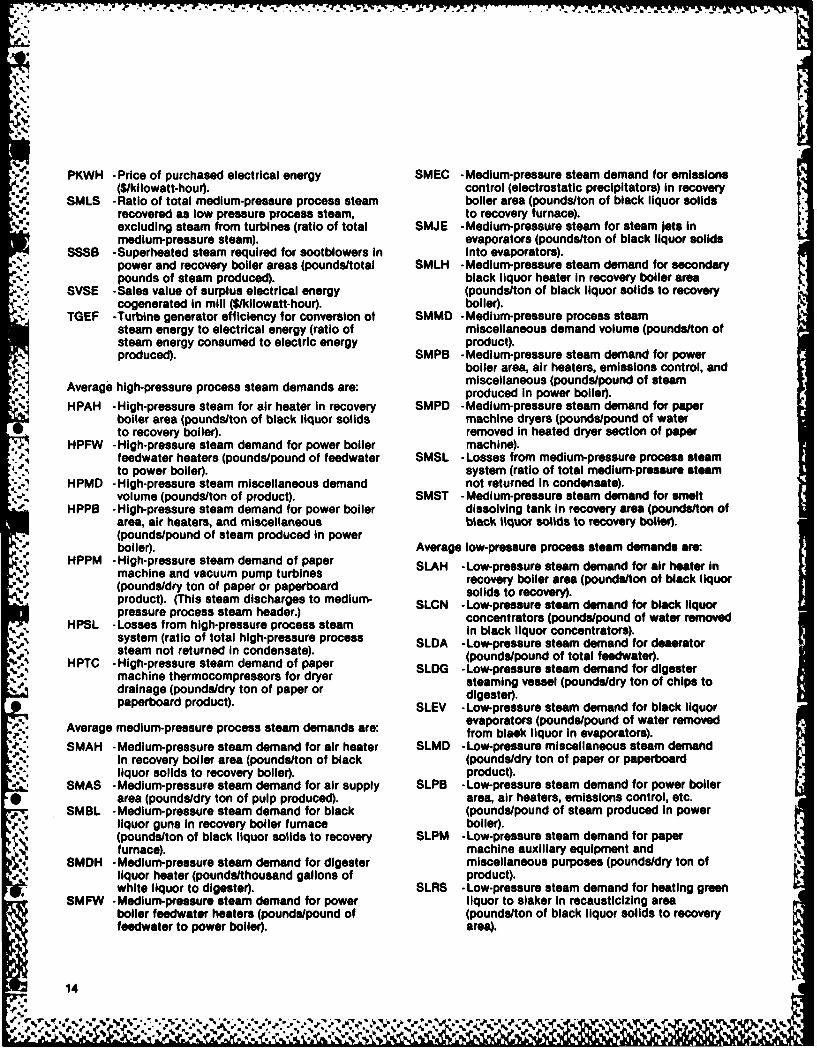
PKWH -Price of purchased electrical energy SMEC -Medium-pressure steam demand for emissions(S/kilowatt-hour). control (electrostatic precipitators) in recovery
SMLS -Ratio of total medium-pressure process steam boiler area (pounds/ton of black liquor solidsrecovered as low pressure process steam, to recovery furnace).excluding steam from turbines (ratio of total SMJE -Medium-pressure steam for steam jets inmedium-pressure steam). evaporators (pounds/ton of black liquor solids
SSSB -Superheated steam required for sootblowers In into evaporators).power and recovery boiler areas (pounds/total SMLH -Medium-pressure steam demand for secondarypounds of steam produced). black liquor heater In recovery boiler area
SVSE -Sales value of surplus electrical energy (pounds/ton of black liquor solids to recoverycogenerated in mill (S/kilowatt-hour). boiler).
TGEF -Turbine generator efficiency for conversion of SMMD -Medium-pressure process steamsteam energy to electrical energy (ratio of miscellaneous demand volume (pounds/ton ofsteam energy consumed to electric energy product).produced). SMPB -Medium-pressure steam demand for power
boiler area, air heaters, emissions control, andmiscellaneous (poundspound of steamAverage high-pressure process steam demands are: miscean poundsoudosta
"1 produced In power boiler).HPAH -High-pressure steam for air heater in recovery SMPD -Medium-pressure steam demand for paper
boiler area (pounds/ton of black liquor solids machine dryers (pounds/pound of waterto recovery boiler), removed In heated dryer section of paper
HPFW -High-pressure steam demand for power boiler machine).feedwater heaters (pounds/pound of feedwater SMSL -Losses from medium-pressure process steamto power boiler), system (ratio of total medium-pressure steam
HPMD -High-pressure steam miscellaneous demand not returned In condensate).volume (pounds/ton of product). SMST -Medium-pressure steam demand for smelt
HPPB -High-pressure steam demand for power boiler dissolving tank In recovery area (pounds/ton ofarea, air heaters, and miscellaneous black liquor solids to recovery boiler).(pounds/pound of steam produced in powerboiler). Average low-pressure process steam demands are:
HPPM -High-pressure steam demand of paper SLAH -Low-pressure steam demand for air heater inmachine and vacuum pump turbines recovery boiler area (poundstton of black iquor(pounds/dry ton of paper or paperboard solids to recovery).product). (This steam discharges to medium-.oist rcvr)pressure process steam header.) SLCN -Low-pressure steam demand for black liquorHPSL Loss-pressure process steam concentrators (pounds/pound of water removedsystHPSL -Losses from high-pressure process steam in black liquor concentrators).,,system (ratio of total high-pressure proc ess L A - o pr s u e t am d an f rd a rt r,s S steam not returned in condensate). LA-Low-pressure steam demand for deaeratorP ta nt Hh reured denfaer L (poundspound of total feedwater).
HPTC -High-pressure steam demand of paper SLOG -Low-pressure steam demand for digestermachine thermocompressors for dryer steaming vessel (pounds/dry ton of chips todrainage (poundsdry ton of paper or digester).paperboard product). SLEV -Low-pressure steam demand for black liquor
Average medium-pressure process steam demands are: evaporators (pounds/pound of water removedfrom blaek liquor In evaporators).
SMAH -Medium-pressure steam demand for air heater SLMD -Low-pressure miscellaneous steam demandin recovery boiler area (pounds/ton of black (pounds/dry ton of paper or paperboardliquor solids to recovery boiler), product).
SMAS -Medium-pressure steam demand for air supply SLPB -Low-pressure steam demand for power boiler. area (pounds/dry ton of pulp produced). area, air heaters, emissions control, etc.
SMBL -Medium-pressure steam demand for black (pounds/pound of steam produced in powerliquor guns In recovery boiler furnace boiler).(poundston of black liquor solids to recovery SLPM -Low-pressure steam demand for paperfurnace), machine auxiliary equipment and
SMDH -Medium-pressure steam demand for digester miscellaneous purposes (pounds/dry ton ofliquor heater (pounds/thousand gallons of product).white liquor to digester). SLRS -Low-pressure steam demand for heating green
SMFW -Medium-pressure steam demand for power liquor to slaker in recausticizing areaboiler feedwater heaters (pounds/pound of (pounds/ton of black liquor solids to recoveryfeedwater to power boiler), area).
14
4e
% % % % %

SLSE - Low-pressure steam demand for sulfur Calculate quantity of condensate to deaeratoremissions odor control, collection system (pounds/day) (PBFW Is feedwater to power boiler):
% (poundsidry ton of pulp produced).SLSL -Losses from low-pressure process steam PF SP 10+BF)
system (ratio of total low-pressure steam CNDA = ((SOPS + SORB) x (1.0 + 8FFQ) - TSLS -((SMFW +volume not returned in condensate to H.PFW) x PBFW) -(SLDA x (SOPS + SORB) x (1.0 +deaerator). BFFC)
Calculations for Subroutine STEAM are: Calculate enthalpy of feedwater to recovery boiler andpower boiler feedwater heaters (Btuipound of
Set initial feedwater enthalpy to zero: feedwater):
HFWR 0.0HFWT = ((TSLS x HCMW) + (CNDA x HCCN) + (SLDA xHLPP x (SOPS + SORB) x (1.0 + BFFC)) +
Calculate initial estimate of recovery boiler steam ((HPFW + SMFW) x HCCN x PBFW) - (CNSL xoutput (pounds of superheated steam/day): HCCN x ((SOPB + SORB) x (1.0 + BFFC))))/SORB =(HSRB x 1000000.0)/(HSHP - HFWR) ((SOPS + SORB) x (1.0 + BFFC)
Calculate Initial estimates of net boiler steam demands HW=(FR+HWy.(pounds of superheated steam/day): Recalculate steam output of recovery boiler
-(High-pressure process steam demands, approx.) (pounds/day):
*HPSD = ((HPPM x PPRD) + (HPTC x PPRD) + (HPAH x OS=(RBx100.oHHP-FW.3 TBLS) + (HPMD x PPRD)) Recalculate net high-pressure process steam demands
-,-(Medium-pressure process steam demands, approx.) (pounds/day):SMSD = ((SMPD x TWRD x 2000.0) + (SMJE x (TBLS + HPSD = ((HPPM x PPRD) + (HPTC x PPRD) + (HPAH x
SOPR)) + (SMDN + TWLV) + (TBLS x (SMEC + TBLS) + (HPMD x PPRD) + (HPPB x SOPB) +SMAH + SMST + SMLH + SMBL)) + (SMAS, % (HPFW % PBFW))PROD) + (SMMD x PPRD) - (HPPM x PPRD) - Recalculate net medium-pressure process steam((HPSD - (HPPM x PPRD)) x HTMS)) demands (poundsday):
-(Low-pressure process steam demands, approx.) SS (MDxTR 000 SD WVSLSD = ((PPRD x(SLPM + SLMD)) + (TBLS x(SLRS + (SMJE x (TULS + SOPFQ) + (SMAS x PROD) + 3
SLAH)) + (((SLEV x WREV) + (SLCN x WRCN)) x (TBLS x (SMEC + SMAH + SMLH + SMST +2000.0) + (SLOG xPPWD) + (SLSE xPROD) -(SMLS x SMBI4) + (SMP x SOPS) + (SMFW x PBFW +GMSD) - SMLP) (SMMD x PPRD) - (HPPtd x PPRD) - ((H PSD - (HPPM x
PPRD)) x HTMS))Calculate Initial estimate of power boiler steam output 6
(pounds of superheated steam/day): Recalculate net low-pressure process steam demandsSOPS = (HPSD + SMSD + SLSD - SORB + (S555 x SORB) (pounds/day):
+ (SLDA x SORB x (1.0 + BFFC))(1.0 - SSSB - SLSD = ((SLPM + SLMD) x PPRD) + ((SLRS +. SLAH) x* ((HPFW + SMFW + SLDA) x (1.0 + BFFC)) - TBLS) + (51EV x WREV x 2000.0) + (SLCN X*(HPPB + SMPS + SIPS)) WRCN x 2000.0) + (SLOG x PPWD) + (SISE x
a. ~Follow Iterative procedure to determine the steamPRD+(LPxSO)+(SDx(OB+-. ~energy balance (algorithm Iterates until equilibrium SR)x(. FC)-(MSxGS)-SL
.41enthalpy of feedwater to recovery boiler Is obtained): Recalculate steam output of power boiler (pounds/day):
* Calculate total steam and condensate losses from SOPS = (HPSD +4 SMSD + SISD - (SORB x (1.0 - SSS)))/(i.0 -steam system, equivalent to make-up water SSrequirements (pounds/day): PPFW = (SOPS x (1.0 + SFFC)TSLS =(SSS x (SOPS + SORB)) + (0.7 x FFC x(SOPS +
SORB)) + (HPSL x HPSD) + (SMSL x QMSD) +(SLSL x (8180 + (SMLS x GMSD))) + (CNSL x((SOPS + SORS) x(1.0 + BFFC)))
15
N %~-3,%& yy* IN.* * .v *'~~-~%*% 3 ~V.\~*
3* -l

,%
Check feedwater enthalpy. COLO -Oxygen content of coal (ratio of dry weight).COLN -Nitrogen content of coal (ratio of dry weight).
Reiterate to equilibrium. COLS -Sulfur content of coal (ratio of dry weight).CPRC -Price of coal, f.o.b. mill, for power boiler (S/ton
'. Calculate the enthalpy of feedwater to power boiler, out as-purchased) (supply unlimited at given price).of feedwater heaters (Btu/pound of feedwater): EXAR -Excess air admitted to power boiler furnace
(decimal ratio of the theoretical minimumHBFW = ((PBFW x HFWR) + (FWHE x (((HHPP- HCCN) x amount of air required for complete
HPFW x PBFW) + ((HMPP- HCCN) x SMFW x combustion, average).PBFW))))/PBFW HVWD -Combustion heat energy of wood and bark .
fuels, higher heating value (Btu/pound dryCalculate the steam heat energy demand on power weight, average).boiler (million Btu/day) (input to power boiler PCAS -Purchase price, f.o.b. mill, of caustic soda,subroutine): 50% sodium hydroxide (NaOH), (/ton).
SHDM = ((SOPB x HSHP) - (SOPB x HPFW))11000000.0 PPSC -Purchase price of sodium sulfate (NaISO4) saltcake for salt cake make-up (S/ton of salt cake).
!l Calculate the amount of electrical energy cogenerated UL-aitohetlssuconedfradRUHL. -Radiation heat losses, unaccounted for, andmiscellaneous heat losses, (decimal ratio of
(kilowatt-hours/day) (1 kilowatt-hour = 3413.0 Btu of total heat energy Input to power boiler).energy equivalent): SDOR -Sulfur dioxide (SO) removal from stack gases
COGN = TGEF x (((HSHP - HHPP) x HPSD) + ((HSHP. HMPP) In flue gas desulfurizing area (decimal ratio ofx SMSD) + ((HSHP - HLPP) x SLSD))/3413.0 total sulfur dioxide in stack gases).
SGTP -Stack gas temperature of flue gases beyondCalculate purchased electrical energy requirements effective heat recovery devices of power boiler(kilowatt-hours/day): (OF, average).-PEO =STRS -Sulfur dioxide generated from incineration ofPERQ =(TEED x 24.0)- COGN "TRS gases" In power boiler (pound/ton of pulpSREE = 0.0 production).
WDMC -Moisture content of wood and bark fuels used
Calculate surplus electrical energy, If any, produced in power boiler (decimal ratio of wet weight,
and sold (kilowatt-hours/day): average).q aWMAX -Maximum quantity of wood and bark fuel that
" If PERO < 0.0, SREE = -(PERO) can be used for fuel in power boiler (dryIf PERO < 0.0, PERO = 0.0 tons/day). (Coal is used for remainder of heat
energy.)A flow diagram (fig. 6) shows the process area mqdeled WODA -Ash content of wood and bark fuel (ratio of dryin this subroutine. Note that process steam demands wood weight).
RP% are shown on this diagram and also on the other WODC -Average ultimate analysis carbon content ofprocess flow diagrams. Parameters calculated in this wood and bark fuel used In power boilersubroutine are shown in parentheses. Note that the (decimal ratio of wood weight).results of this subroutine depend on previously WODH -Hydrogen content of wood and bark fuel (ratiocalculated values of a variety of process parameters of dry wood weight).from other subroutines, which determine the high-, WODN -Nitrogen content of wood and bark fuel (ratiomedium-, and low-pressure process steam demands. of dry wood weight).
WODO -Oxygen content of wood and bark fuel (ratio of s.
Subroutine PWRBLR: Power boiler area dry wood weight).WPRC -Purchase price, f.o.b. mill, of wood fuel (S/dry
This subroutine calculates the quantities of fuels ton) (or 2x selling price of surplus fuel).
required for the power boiler furnace, the amount of Calculations for Subroutine PWRBLR are:. sulfur dioxide in flue gases, the quantity of reclaimed
salt cake, and the quantities of other process Inputs In Calculate quantity of wood and bark residues producedthe power boiler, odor collection, and emission control and available for fuel (dry tons/day):area. A total of 24 data items is required for this ORES = SRFR + HRFR + SBRK + HBRK %subroutine:C - se t oo ro tl g Calculate higher heating value of coal via Dulong. CLMVC -Moisture content of coal ('ratio of total wei,,ht, foml (Bulr .p• u.nd):
including moisture, average).COLA -Ash content of coal (ratio of dry weight). HVCO = (145.44 x COLC + 620.0 x (COLH + COLOIB.0) +COLC -Carbon content of coal (ratio of dry weight, 41.0 x COLS) x 100.0
ultimate analysis).COLH -Hydrogen content of coal (ratio of dry weight).
16,Vm% % % % % % %
; - - , . -, ,, ,, . ,, .. , , - .. ,. -. -, - i , , , , , , , , , , , .x . . .d . .%,~

Steam from recovery boiler: Steam from power boiler: 'Note: The enthalpy__ of feedwater to
(SOPB) lb steam/day, based I I (SOPS) lb steam/day, recovery boileron (HSRI ) Btu/day heat to i based on total steam & power boiler '
steam, enthalpy of requirements minus feedwater heatersSfeedwater (HFWT), & steam provided by (HFWT) is
enthalpy of steam HSHP I recovery boiler calculated viaan iterativeprocess that F
Total steam requirements balances all steam
, Superheated High-Pregsure Steam (lb/day) = Steam for energy inputs &
Hi, Mad., & Low pres. outputs for theplus steam for soot milli blowers
Steam for soot blowers ( WIin power & recovery I (SREE) kWh/day "surplus"boiler furnaces, Cogenerating system: electric power,based on sss.,,v
CIA (o) W I."-Power (r
Generator (PERO) kWh/day purchasedelectric power.
Total Hi-pres. -dSteam demands: (ON ~ia
I-PSD) lb/day, High-Pressure-Process Steam I ceneratedincl. all Header S team HHPP based on steamprocess I I a endemands plus Steam losses, based & enout fpes into&OE ,u o1 turbine.HPMD on HPSL TOEF, & conversion
Return from Hi pres., I
including steamfrom paper machine Electric
turbines & HTMs Power.
V.- I .
Total Med.-pres. Medium Pressure-Process Steam Total electric powersteam demands: Header Steam HUPP requirements of mill:
(5SD) l/ay, including I(TEED) kW, based onall process demands Steam losses based tetal connected hp ofplus SMMD I on SMSL equipment In sub-
Return from Med. pres. ALFC, & ANL kAWincluding SMLS ratio I Iof Med-pres. steam I& all excess steamfrom Med.-pres. header
Total Low-pres. Low-Pressure-Process Steam- steam demands: Header Steam HLPP Mr(SS)I/aicuigMake-up water requirements: .
(SLSD) lb/day, including (SL)l/absdoall process demands Steam losses, based I(TSLS) b/day, based on, , J total process steam &plus SLUD on 1ILSL condensate losses plus
Combined condensate from blowdown & soot blowersteam system: (CNDA) steam, make-up water
- lb/day, based on total HCMWprocess steam demandsminus process steamlosses Fewtrt oe)Irecovery boiler i
Condenste Condensate Receiver (HFWT) tbWHCCN and Deaerator
Steam demand: SLDA - - -
I Condensate losses, based on CNSL&g.
a,' Figure .- Steam system, electric power and cogeneration area: Subroutine STEAM.
17'C 1.
• . ... ,.... .... .... _ ' P ."r.. .'. ...... •.......... ...... .. .... i. ._ .. .. "f• .

Calculate heat energy recovery from coal (Btu/dry ton): Calculate surplus salt cake produced, If any (tons/day):
,o Call SUBi (HVCO, COLC, COLH, COLO, COLN, CLMC, SGTP, If PSCR<0.0, SSCK = -(PSCR)EXAR, RUHL, RCCO) If PSCR<0.0, PSCR = 0.0 o
* Calculate heat energy recovery from wood and bark Calculate weight of surplus wood fuel (wet tons/day)fuel (Btu/dry ton): (including moisture In fuel):Call SUBI (HVWD, WOOC, WODH, WOO, WODN, WDMC, SURB = SURB/(1.0 -WDMC)SGTP, EXAR, RUHL, RCWD)
Calculate weight of purchased wood fuel (wet tonsday)Determine total quantity of wood and bark residues and (including moisture In fuel):purchased wood fuel used In power boiler (dry tons): OWOD = QWOO/(1.0 - WDMC)
WM = SHDMIRCWDIf WMIWMAX, WMAX = WM Calculate weight of purchased coal fuel (wet tons/day)If QRES>WMAX, SURB = ORES - WMAX (including moisture In fuel):If QRES>WMAX, QWOD = 0.0If QRES>WMAX, ORES = WMAX
WOD = WMAX. QRES A further subroutine, SUB1 (HV, C, H, X, XN, PM, T2,if QWOD(0.0, OWOD = 0.0 EX, HL, RC), calculates heat energy recovery from
Calculate heat energy recovered from wood and bark combustion of wood, bark, or coal (million Btu/ton of
residues, and purchased wood fuels (million Btu/day). dry fuel):HTRB = ORES x RCWD HV = higher heating value of fuel (Btulpound)HOC = carbon content of fuel (ratio of dry weight)
H = hydrogen content of fuel (ratio of dry weight)of coal required (dry tons/day): X = oxygen content of fuel (ratio of dry weight)
Calculate quantity oXN = nitrogen content of fuel (ratio of dry weight)
OCOL = (SHDM - (HTRB + HTRW)YRCCO PM = moisture content of fuel (ratio of wet weight of fuel)If OCOL<O.O, QCOL = 0.0 T2 = stack gas temperature of combustion system beyond
effective heat recovery devicesCalculate heat recovered from coal (million Btu/day): EX = excess air as a ratio of theoretical air required for
combustion in furnaceHL = miscellaneous radiation and unaccounted-for heat
losses, ratio of heat energy InputCalculate quantity of sulfur dioxide In stack gases RC = heat recovery (million Btuldry ton of fuel)(tons/day): TI = ambient temperature of air and fuel (-e 60.0)
SDSG = (COLS x OCOL x 2.0) + (STRS x PROD/2000.0)Calculate heat loss caused by fuel moisture and
Calculate quantity of salt cake reclaimed as sodium hydrogen In fuel (Btuldry pound of fuel):sulfate (tons chemical/day; the factor of 2.21875 is the HLMH = (970.0 + (212.0 - TI) + (0.46 x (T2- 212.0))) x (H xstoichiometric weight ratio of sodium sulfate to sulfur 9.0 + PM(1.0 - PM)dioxide):
SSDS = SDSG x SDOR x 2.21875 Calculate heat loss caused by dry gas and excess airbased on specific heats of dry gases:
Calculate quantity of caustic soda (50% sodium HLDG = M -Ti x (024 x (H x 80) + (Cx 2667) -XQ/0232)hydroxide) required for desulfurization process (tons L + ((((H x 8.0) + (C 22) x0.68 +chemical/day; the factor of 2.5 Is the stoichiometric X+( x 0. +(C x .667 x)0.2) %weight ratio of 2x sodium hydroxide to sulfur dioxide): XN) x 0.25 + (C x 366667 x 022))
CSDS = SDSG x SDOR x 2.5 Calculate "conventional" heat losses due to radiation,miscellaneous and unaccounted-for losses:
Calculate purchased salt cake requirements (tons/dayof salt cake, as sodium sulfate): HLMS = HV x HL
PSCR = (SCLS x PROD/2000.0) - SSDS Calculate heat recovery (Btuipound of dry fuel):SSCK - 0.0 RCLB = HV- (HLMH + HLDG + HLMS)
Calculate heat recovery (million Btu/dry ton of fuel):
RC = RCLB x 0.002
18
%- -. ,,
N1 t& . . . . . .
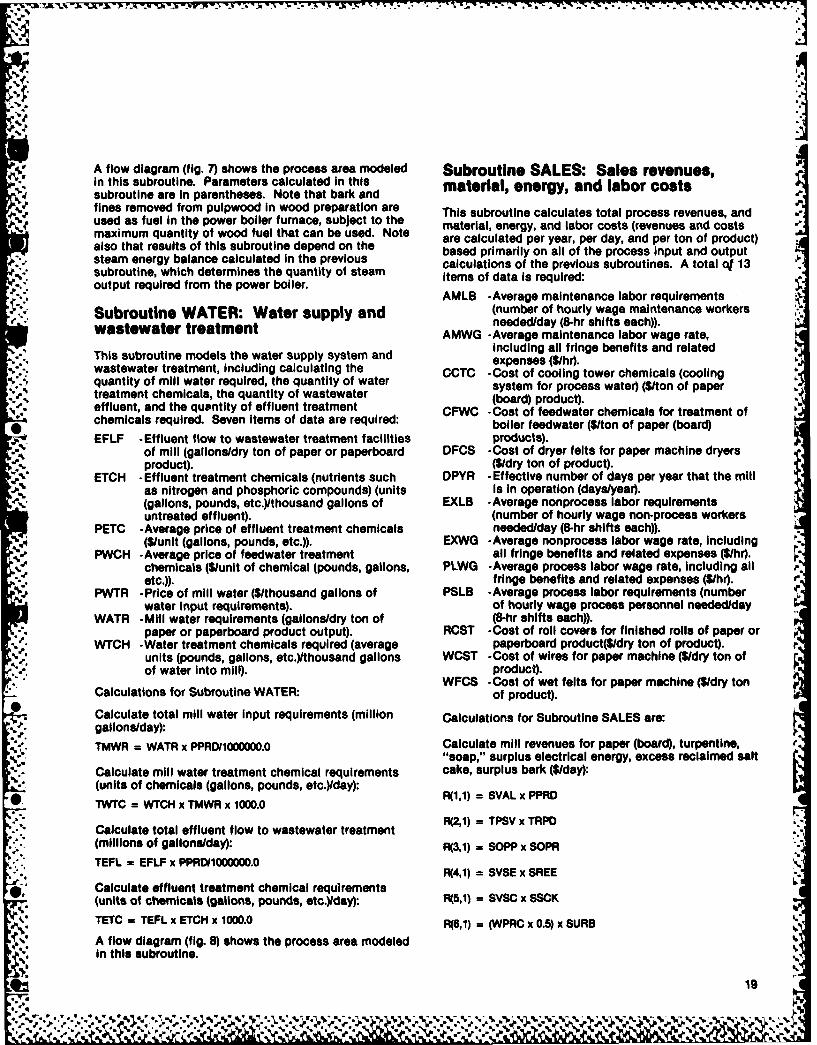
IIA flow diagram (fig. 7) shows the process area modeled Subroutine SALES: Sales revenues,in this subroutine. Parameters calculated in this material, energy, and labor costssubroutine are in parentheses. Note that bark and. fines removed from pulpwood In wood prepartion aref e f p n r iThis subroutine calculates total process revenues, andused as fuel in the power boiler furnace, subject to the material, energy, and labor costs (revenues and costsmaximum quantity of wood fuel that can be used. Note are calculated per year, per day, and per ton of product)also that results of this subroutine depend on the based primarily on all of the process input and output
steam energy balance calculated in the previous calculations of the previous subroutines. A total o} 13subroutine, which determines the quantity of steam Items of data is required:output required from the power boiler. AMLB -Average maintenance labor requirements
Subroutine WATER: Water supply and (number of hourly wage maintenance workersneeded/day (8-hr shifts each)).
wastewater treatment AMWG -Average maintenance labor wage rate,including all fringe benefits and related
This subroutine models the water supply system and expenses (/hr).wastewater treatment, including calculating the CCTC -Cost of cooling tower chemicals (coolingquantity of mill water required, the quantity of water system for process water) (S/ton of paper
treatment chemicals, the quantity of wastewater (board) product).
effluent, and the quantity of effluent treatment CFWC -Cost of feedwater chemicals for treatment of" chemicals required. Seven items of data are required: boiler feedwater (S/ton of paper (board)
EFLF -Effluent flow to wastewater treatment facilities products).of mill (gallons/dry ton of paper or paperboard DFCS -Cost of dryer felts for paper machine dryers
o. product). (S/dry ton of product).ETCH -Effluent treatment chemicals (nutrients such DPYR -Effective number of days per year that the mill
i as nitrogen and phosphoric compounds) (units is in operation (days/year).(gallons, pounds, etc.)/thousand gallons of EXLB -Average nonprocess labor requirementsuntreated effluent). (number of hourly wage non-process workers
PETC -Average price of effluent treatment chemicals needed/day (8-hr shifts each)).(S/unit (gallons, pounds, etc.)). EXWG -Average nonprocess labor wage rate, Including
PWCH -Average price of feedwater treatment all fringe benefits and related expenses (S/hr).chemicals (/unit of chemical (pounds, gallons, PLWG -Average process labor wage rate, Including alletc.)). fringe benefits and related expenses (S/hr).
PWTR - Price of mli water (S/thousand gallons of PSIB -Average process labor requirements (numberwater Input requirements). of hourly wage process personnel needed/day
WATR -Mill water requirements (gallons/dry ton of (8-hr shifts each)).paper or paperboard product output). RCST -Cost of roll covers for finished rolls of paper or
WTCH -Water treatment chemicals required (average paperboard product(S/dry ton of product). runits (pounds, gallons, etc.)/thousand gallons WCST -Cost of wires for paper machine (S/dry ton ofof water into mill), product).
WFCS -Cost of wet felts for paper machine (S/dry tonCalculations for Subroutine WATER: of product).
Calculate total mill water Input requirements (million Calculations for Subroutine SALES are:gallons/day):
TMWR = WATR x PPRD/1000000.0 Calculate mill revenues for paper (board), turpentine,"soap," surplus electrical energy, excess reclaimed salt
Calculate mill water treatment chemical requirements cake, surplus bark (S/day):(units of chemicals (gallons, pounds, etc.)/day): 1,1) = SVAL x PPRD
* TWTC = WTCH x TMWR x 1000.0
-.-> "-" . Calculate total effluent flow to wastewater treatment R(2,) = TPV x TRPD. (millions of gallons/day): R(3,1) = SOPP x SOPR
,-. TEFL = EFLF x PPRD11000000.0*:. R(4,1) = SVSE x SREE
Calculate effluent treatment chemical requirements(units of chemicals (gallons, pounds, etc.yday): R(5,1) = SVSC x SSCK
TETC = TEFL x ETCH x 1000.0 6,1) = (WPRC x 0.5) x SURB V
A flow diagram (fig. 8) shows the process area modeledin this subroutine.
19.V
*.r * * * % % ,4 * -" .% -% 4 --= : ' , - -

'p..
Power boiler fuels:
Wood Fuel (ORES) dry tons bark & fines/dayStorage & removed from pulpwood in woodHandling preparation
'p System < (aWOD) dry tons purchased wood fueUday, 0 $WPRC/ton as-purchased
(OCOL) dry tons purchased coal iday,Wood 0 SCPRC/ton as-purchased
Caustic soda (50% NaOH) fuelfor salt cake reclaim: Nt:Fe unii ae(CSDS) tons/day,Noe qtt, (PCASD ton, based on on: (1) All bark & fines areSDOR & stoichiometric used, subject to energy needs
CoalFuel(SH11) & to maximum wood fuelratio of 50% NaOH to Storage & allowed In furnace WMAX;. SO, Handling (2) Any surplus bark & fines
System ae sold at % SWPRC#ton;(3) Purchased wood fuel makesup remaining energy needs,subject to the limit of WMAX(4) Purchased coal makes upremaining energy needs;
Emission Control (5) Heat energy to steam inReclaimed salt cake Desulfurization 101 Btuidry ton for
to recovery furnace: & Salt Cake Coal wood fuel (RCWD9) & coalReclaim (ROM Is basled on: IEXAUI, llUL,(SDS) tonsday, based ,SOW. HVWD. (HVCO WODC, CLEC,on SDOR & stoichiometric WOOC. COLC, WOmi, COIH. WOOO,ratio of NaSO, to SO, COLO. WOON, COIL, WODA COLA,
a OL
Mill-wide Odor gases, IncludingTotal SO, in flue gases: reduced sulfur
(SDSO) tons/day, based Sulfur compoud Ieo nd, areon S from odor S ystem Incinerated incollection & from power boiler furnacecoal fuel
FlegssSteam demands from Fsubroutine STEAM: "
L KUe1.51 Ibldry ton pulpHeat to steam in power boiler:
- (8DM)e 10'Btwday, bae Furnaceon steam output oerHPP lb rsqb producedi----l-r SLmB lb reoJlb prouce
Slowdown steam: \ -l p
*FFC ratio of Power boiler fedwatersteam output (= iuperfeated steam
output of power- I boiler plus blowdown
I steam, lb/day), at(HBFW) Btullb of
I feedwater, based onFWHE
Power boiler feedwater Feedwater HPFW lb steam/lb feedwater(from deaerator) Heater S11ft lb steam/Ilb feedwater
for Power IBoiler i Electric power factors from
subroutine ELEC:HP(Ift HP(Ilh & HP(116
Figure .- Power boiler are: Subroutine PWRBLR.
20 .
%'

Water tratmn chemicals:
TotWate trealen wahemreqaems:s(TWTC) unis/ay gallons/ayunitse
oTMWR)1'galn/ayAae Water Supply Mill water supply:oystTm (TMWR) 100 gal/day,
<@ SPWTR/10 3 gal
4 Effluent treatment chemicals:(TETC) units/day, @ SPETC/unit (lb),based on ETCH
Total wastewater effluent: I-1* (TEFL) 10' gal/day, WastewaterTead
based on EFLF Treatmeteun
Electric power factors
HP8,HP(9). & HP(15)
Figure 8L- Water supply, weateWater treatment and air supl frs uromrutine ELEC:.
area:Subrotine ATER
% %% ,o
'a%

Calculate fuel and energy costs for coal, wood fuel, Calculate costs of other miscellaneous chemicals fornatural gas, electrical energy (S/day): cooling tower, boiler feedwater, mill water treatment,
• .3. effluent treatment (/day):VC(1,1) =CPRC xQCOL
VC(18,1) = CCTC x PPRD
VC(2,1) = WPRC x OWOD VC19,1) = CFWC x PPRDVCQ(3,1) = PPKF x TKFR
.. V3,) = PPKFxTKFR VC(20,1) = PWCH x TWTC
S V4,1) = PKWH x PERO VC(21,1) = PETC x TETC
Calculate pulpwood and recycled fiber raw material Calculate other variable costs, for roll covers, wires,costs for softwood roundwood, hardwood roundwood, wet felts, dryer felts, mill water supply (s/day):softwood "clean" chips, hardwood "clean" chips,softwood whole-tree chips, hardwood whole-tree chips,recycled old corrugated, and recycled paper (/day): VQ22,1) = RCST x PPRD
VC(5,1) = PSRW x CDSW VC(23,I) = WCST x PPRD
VC(6,1) = PHRW x CDHW VC(24,1) = WFCS x PPRD
VC(7,1) = PSPC x SCCW VC(25,1) = DFCS x PPRD
VC(8,1) = PHPC x HCCW VC(26,1) = PWTR x (TMWR/1000.0)
VC(30,1) = PSWC x SWCW Calculate labor costs, for process labor, nonprocesslabor, and maintenance (S/day):
VC(31,1) = PHWC x HWCWV ,= xHVC(27,1) = PSLB x PLWG x 8.0
VC(32,1) = PCOR x RCRTVC(28,1) = EXLB x EXWG x 8.0
VC33,1) = PPAP x RPPTVC(29,1) = AMLB x AMWG x 8.0
Calculate costs of additives in stock preparation foralum, sulfuric acid, starch, defoamer, rosin, slimicide(S/day):
VQ9,1) = PALM x TALM
VQ10,1) = PACD x TACD
VQ1,1) = PSTC x TSTC
VC(12,1) = PDFM x TDFM
VQ13,1) = PRSN x TRSN
% VC(14,1) = PSLM x TSLM
Calculate costs of make-up and reclaim chemicals for*Q kraft process for salt cake, lime, caustic soda for salt
cake reclaim (S/day):VC(15,1) = PPSC x PSCR
VC(16,1) = PPLM x PLRO
VQ17,1) = PCAS x CSDS
22
V V... Vp# ;,'V,,.,', .;, ; . ... , " 'V . .' ,.. v ,\ ... ".'.. ... . .". ",'..., .. "," , ." , .- ,.,', .. ",, Zo., r

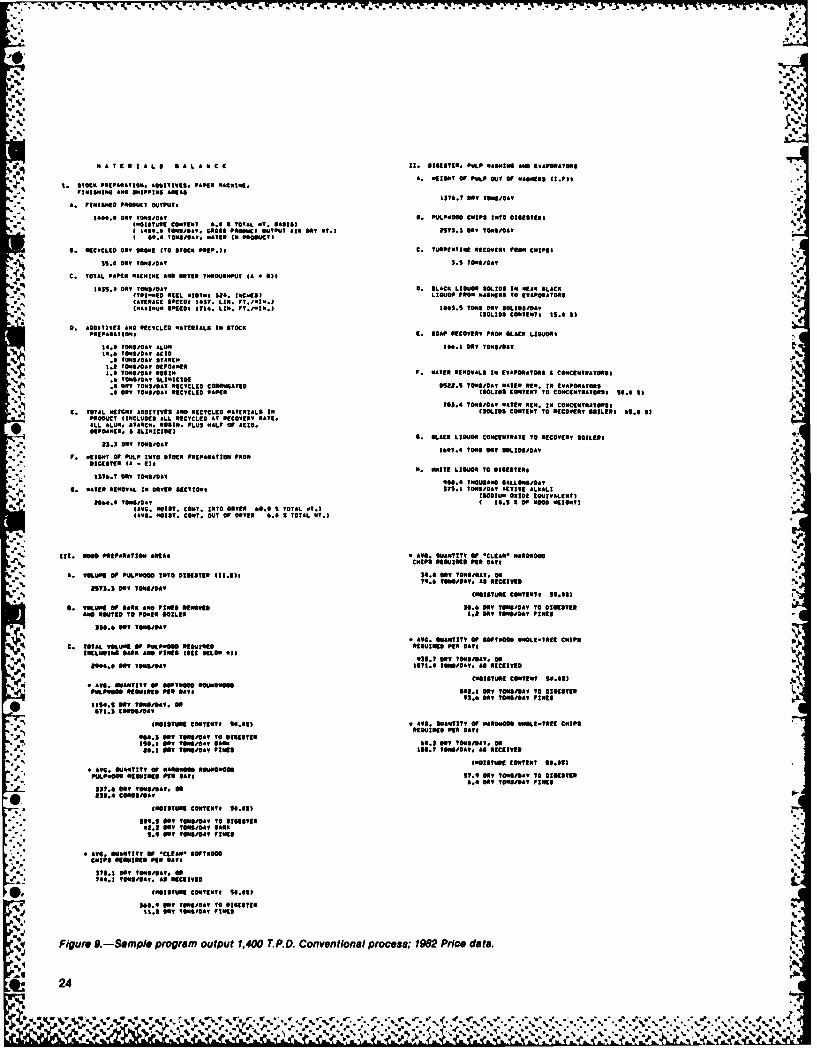
Sample Program Output User Notes, Guidelines, and Summary
Figure 9 shows a sample of the program output. The A complete listing of the sample data and the programoutput includes material balances, steam and energy are provided in the appendix. Data are readbalance, electric power, fuel and chemicals summary, sequentially by each subroutine. The program uses theand a revenue and cost summary for the overall input format corresponding to the data list in theprocess. appendix, and includes complete output format
corresponding to the output shown in figure 9.The output is largely self-explanatory. The materialbalances show the inputs and outputs in various parts The mathematical procedures used In the model wereof the overall process. The steam and energy balance designed to be simple and straightforward, althoughshows the quantities of steam and energy produced in the overall process is complex. The model and samplethe recovery and power boilers, and the various steam data were verified by comparison with physicaland energy demands. Note that the steam demands parameters and estimated cost data provided by aand losses balance with steam output of the boilers. consulting engineering firm that has been InvolvedThe revenue and cost summary provides an economic recently in design and Installation of unbleached kraftinterpretation of the overall process. "Contribution paperboard mills. The model and sample data
,' margin" is total revenues minus total variable costs. correspond to modern mill and process design criteriaContribution margin is the net amount of revenues that as verified in informal contacts with numerous industry
, can be regarded as available to cover fixed costs and personnel and reviews of numerous trade journalcapital costs, with the remaining amount available for articles describing features of specific modern mills.earnings or profit. Taxes are not considered here. The model has also been tested at a variety of extremeNote also that the variable costs include some items, parameter values and appears to provide reasonableparticularly labor, that are probably "semivariable" in a and satisfactory results.strict sense. That is, as level of production increasesor decreases, labor cost and other "semivariable" costs The computer model permits a user to make quick,will not change in direct proportion. precise estimates of the effects of major economic,
'-9 technological, or physical changes in an overallThe sample data values presented in the appendix were conventional unbleached kraft paperboard productionused to obtain the output in figure 9. process. With the model, users can develop their own
basic set of data that reflects their concept ofconventional process design and conventional processparameters. Then the user may adjust the basic set ofdata to reflect a specific process or economic change,and can obtain precise estimates of the effect of thatchange in a matter of minutes, using the computermodel. The model is also Inexpensive to run. Thus it isuseful In evaluating research opportunities, process
,.. alternatives, and the results of applied technicalresearch on the unbleached kraft paperboard process.
One final word of caution is necessary. The user mustkeep in mind that changes in one or several of the dataparameters might necessitate changes in other data
* parameters. For example, If pulp yield is changed, It isprobably true that the amount of black liquor recovered
- .' per ton of pulp will need to be changed also. Otherdata parameters can also be affected. Therefore, theuser needs to have some familiarity with the overallprocess and with the way in which various dataparameters are likely to be related to each other. Ageneral rule to follow in using the model is thefollowing: Whenever changes are made in any of thedata, review all of the data to see If correspondingchanges must be made In other values too. After auser develops familiarity with the model, that procedurewill likely become second nature.
23
N A TEaaI AIL.S BALAN0CEI Is. 06121T01. PULP"SPIS &1N10EAPOATORS
A. NEIS4ST OF PULP 05OU orSES ('&tI.F351.STOCK PREPARATION. &OOLTItyc. oaflS sesCIINI.
-FINISHING AND SNIPPING A,1IAN167 a o"/AA. FINISHED PO001W? OUTPUTS
'4 S440Dllssa . PUL.PWOOD CHIPS INTO 0ISESTESS(N"OISTUat CONTENT 6.4 Is TOTAL -T. 9601611733DlTNIV1 455. TONS/S0AT. SamG PGGOoMCT OUTPUTYAl &14Ta sTl.1 913STTN/AI 89. TONI/NAT. EATEN IN POOCTI
S. NECYCLEDON 0 $ MORE (TO STOCN P~IMP.Is C. TURPENTINE RECOVERY 1 1110 CNIP$$
315.01 0OT TONS/NAT 3.S TONS/NaT
C. TOTAL PAPER NACHINE AND OSltes TNSOUENPUT (A *Its
14311.0 0PT TONB/OST 0. 555CM LIDGOR SOLINS IN6 NE:9 BLACK9 ITMNNEN uI. I"S34 NAS LIK210O1 POON KAsNESs TO IVAPORATOS
A I
0. ANDITIVES AND NECYCLES NATINIALS 11N STOCKPREP&NATIN 114 . SOAP RECOVERY FROM SLACK LIOUOGS
14.0 ONS/AT ALN IS.3 site TONSATY.I TONS/AT &TCI
'N ~:a l. OSOTlN F. MATES REMOVAL$ INO EVAPORATORS a CONeNTRATORS
.6 DON? TONS/OAT MECTCLEN COMUTE 5508 TNI/ A~T at"Ni. IN EVAPONATORS%.6 TONStOA T LINCSE1 (904.10KSOL CONTENT TO CONCCENTRATORDI S6.N 2)
763.4 TONS/OAT SATCN Sgo. iS CoaCENTRAT0083 ;9. TOTAL M11GST &so ITIVES ANO RECYCLED P&TENIALS E (OLDS CONTENT To RECOVERT 8011L101 611.0 SI
PRODUICT (INCLUDES ALL RECYCLED AT RECOTERT ATi.ALL ALAN :STANC". NostN- PLUS HALF OP ACID.
GOP MC: ALCIICIE)K. BLACK LISUDS CONCENTRATE TO OECOTENT BOILES2:.OrpnyTONSCAT1691.4 TONS ST SKLIOS/OAT
P. e~l"N O PULP INTO STOCK PREPARATION Too"DIGETER a . 3 8N. WHITE LISUOS TO 01698TERI
1316.7 0If TONS/OAT TOSND6LONIA
K. MTESSINOAL N OTIS ECTONS373:. TONS/OAT ACTIVE ALKALI9. WTERREMVALIN DVER81I~t~tl(SONIAN OXIDE EOUIGALENTI
C.ATE. MST. CANT, 1NTO SITES 65.0 0 TOTAL AT.)(AVG. MlOT. CSNT. OUT SF DOVER 5.0 2 TOTAL Mf.)
III.~~~~~~ MOSPEPSTO AISN T. JANTITY 00 "CLEAN' HARDOOD
-A. VOLUME ON PUDLPWOOD INTO D2K"2S 110 .04 IVK 1STTONG/OAT NS"I. TONS/OAT. As ReceiveN
a-T .S?)a) 101161 TOGNT(GKoo sE CONTENTS 144N31)9
S. VLUME ON SANK ANN Pings SIMONES 35.6 Only TONS/OAT To DIGESTERANN MOUTON TO PONES0 "ILE, I.. DRY ToNSNA FYINES
336.5 may TENS/OAT
. AGE. GOANTIT? OP GOITWM efAOLE.TNEE CHIPSC. TOTAL TOLUNE ON PUL.P OOfuet RIOWINEN MEU E P5OATS1
INCLUDING SWlK ANN FINES 'ME SELON .)N3. R Il.0
0904.0 B1STTOS/AT ISTI.4 TONS/OAT. As SECEITEN
. AVI. UANTTT F SOTEM(MOISTURE CONTENT so.@%)
PUL.P a-O afON a SO Islas bawl OATS t 1 1ST AA TO TM S I'llTE93.60 IonsT T IS/A INoSVisa. BaT TONS/FOAT. ON0 571I COROS/SAw
lNoIsetNE CONTEST 1.4s3 A &aS. OUANTITT OP ANmoSOm "'NGLE-1tSE CHIPS-~ SEGOISEN PEA gaTS
55. 1S ON/A TO O11119111lef31 t A.ONs/ on ISM 55.3 10 ON/NAT. on
A~.11ON? TONG/OAT PINES I? TONS/OAT. as RECEITEN
.0. ~ SSE. OANTSITOP iASo EG" SoSJmSOGOB 9OPULP"O EM toWSE PER WAs sa.9 1T TONS/A TO 091818T91.0:5. 1ST TONS/NA1T IFINES
537.6 1ST TONS/OAT, ON830.S CoSGIsTo
MONISTURE CONTENTS so.#%)
S.9 sT, TONS/AT fiNES
AV$ TSUANITT OF 'CLEAR' SOFNUOA.CHIPS 014SUIKO PoA OaTS
378.1 s, TONS/OAT.aON750.5 TNOSAT. As SECEITED
(MOISTURE COVINTT 10.121
110 low TOSPAT P0 IESTR4
Figure 9.-Sample program output 1,400 T.PAD Conventional proceas; 1962 Price data.
24
067: 16 V. % %N

....- ZLL ION...
.49 .1 2. 1. .7
6 1 A 0 6 a 08 a I 6 01.1 1 £LO 8118461a 1 PU C S I GUOR9. 1. .4L 36.3. s 9 to$191 1466 't0 16U16 ?IS0 t1 7343. 305.3 1.636 ~ i& OILLION C0OON0 0ONRO ,(E. 1661 61 60 178.53 .3 3. 79 .0
000 10620, 6711716 1.1 WISC6 Low. PRSSR6O".? .4
TOTAL $T1AM OUTPUT 23.86S .979 334.9 3398.1 23.671 Ps011863 .46093 .03833 SIT.:)( as .431 .3603
RIA 9A~lTOTAL 87166 DEMAR01 Ma.ss .9 3346.9 1341.11 21.6161146 ACOSTA 61*0 1 11. ... L
6060.06 WATER pe0*1610 4.63? .164 -6-S600761.06 .731 .033 lose.? 43: .?P1as1 66167 8908..~16
64166(0 MC 1:318! 4 43: .3:1 633.1, 811: 0.386PEC0 (. 0601 0618 3.IR"CT0S0l .64 3P46 1. .0P0WER so"LE 1861 01. 333 .03 13. 72. 1 .3
M18C. 616" 66138481 a TEAM .600 .640 .0 0 .0
66608U PRE8SU61 P301188 I 11. .1.U.1L6.3
0316710 IIUO 014116 .I10 .1 ?S. 368.4 6.7: .35017*6084106 376 41 .06 .43 9. .0 .,a043I0"61 46"14 .069 .03 4 .9: :3 .667436 E1ATE08 8..6 1.600 .43 13331.3 11.6 .S1
811.LAC 1. IS 1.6.07..3 .00s 17. 6.6 .3
PON[*1 60311610 646 676NTN Y. :143 .03 691.0, J6. .6 A"got6 011*1 611. .0 .060 .4 0.0
PRCED 96(68 .764111 .6131 7404.0t 306S.830 S.2691
M 9 S a a 9 a 49 y 6 A A C EMVALP OFVARIUS LOW
617 ~~H I1N4 161N6 M AN66C 16141.70 006614? 91(6 676 14 681 614.7
P0C1 6010 ' (04( 644716 8636 I4 3'4S 16461..09 6411 4t 00.0Rt" RCCl
p6a16 11.16 3174. 883. 71 (3070 06416706138E10V167 8031.16 36066. 603. 301 6066:11471 6.
101A41 1 01 I9060is. 3339. 26.94 PO0 611. 6011.144610 6.6. 61166718! 61471643
PKIO0AA941 70 POW16 8031.66 *S3.6
N60T 67166, 8787109PRVIM VOE. 3661 P;:4;.O. :64eo"66:71083S
6666691.9018 14631 1416. 4.CR OL ,T 41101
8746s 6.08668 O 0ls. 63. .00 64"is0" PRE 6361E PRCSS$ta 8.
67(66 1.0S8ES 90. 03. .70
M074n 617K 1666837. 383. 89
LOU~~~~ 01%SUIPRCS9, 715 7373. CN 16*7 9907 s8811 76141.,
III&" OSSES1?3%. CIA..
Figure 9. -Sample program output 1,400 T. P.D. Conventional process; 1962 Price data (continued).
25
%6MOI *V VV
% %~...~~.J.~ . .ao a. % %l N - r.

a a, IF a 9 a . C 0 aT . V aoaptI C00va10VI10x STOCKstzo 6cPump. Ae PAPER MACNI63ABOSISM g3uys
ALUH- , oSa 1213.64"111 San0. 0.56 6"B.
SULFURIC AM3 to5 8 7.00110111 l005. .IF SH.
S/SAYGM S/SS 10 61UAL stP0Am3 (a S 661.60/10) togs. :.15 33.00090 to S 160.04/TS"I 6". .63 N44101.
* 5396636 LINICISO t (S 114.n0/oW) 1am. .39 Son33.
P6"WAS PRO0DUCT (6 9890.91"6 y0u) 6040. 690.00 144130000.
161.1. OIE SO o (S S6.65/155L) 130. .1.0 solo"4.TALL ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ Ig I*OP t s#lo3lt. 58 ain TE ISCEL.LANEOUS C63SICA1.S CUTlS
TOTAL. REVEUS 405111. 395.761063993963. COOL IS Un5 C6NICALs SI. .04 1900:"ILES noEticeT CHEMIZCALS 11..1 0561NavPl OOTU56115 CMICAS so9. 11, M0ass9.
-~PO96 TREATMENT0 CHEMICALS 0391. 1.93 am1". 10501
CLA.56100 HP ( 0.913266C 5.06 1011M.CL66' 1ASC CO:P IS "360.0/O)1'3. 11 1905346. OTHER5 VAIABLE COUT$. 1 630
S0PT:SOFUSTWO CHIPS to a 29.0611 Boos1. 4.6.01063514. PPS CHg66(sl. .1 571.063500 M60N6OSE CHIP toS 001.00TONI 1609. 1.0? 1318. FINSHE WEL L Como 0.36 .106.
s6vm ta'T.136194.619SGB PEVIAl0 RISK. .66 09110.
PITO") 8.00 ( 30/1093. 10.61 9130. MT , s 46
LACOAL COB' TO A VARIABLE0 Co16t. 6.31. 0103116.1t
COAL to1 66 (6 .se/6CI 115. 1.30 310361.uses006 FULCYC (0 6 &&.$*/TONS 13066. 16.11 5360916.
465.0 ANDS SALTCAMI RECLAIM CHE6MI61. 50U1S
* 64.1C606 6056t.4 to a 60.06/106) all. .30 91663.LIN@3 RAKE.4P (6 a 10.06/106) 101. .90 3V109.CAUSTIC5 3006 Poo RECLAIM to 53630.S/T06-1se 1519. 1.3t1611914.
ELECTRIC PO ORN S. P MOLS. NWISISIL
16901. CLOCISC POWER0063 1099. swuN/SA
FeeTOI PEN00142C61361 F0URNACENSACOA %".I666 0GET63 P0165911. 6KS
POIE 0K3ILN30P595
ties. 11.5 0? 05/6
LIKE606 000 SMll 143.I 6 USOM BYSSS/66YV
PURHAE 1.363 LIE 37LSNOA
61. 663CAM LOUIS 0 6.69/SAY
113.41411011 aIIto "MIW Pot NI"120 39066TOWS/SAY
63? 61.TSAt 1.6065 5.039 leOWSsaY
(121M36 03699Got P666511 011.6I1
.116n 0F0O6R 66130ls 1.69TM HNCA06
1iur O.Sml rga upt140TPD ovninlprooc..12Prc dt (.;iud
.C?! 20
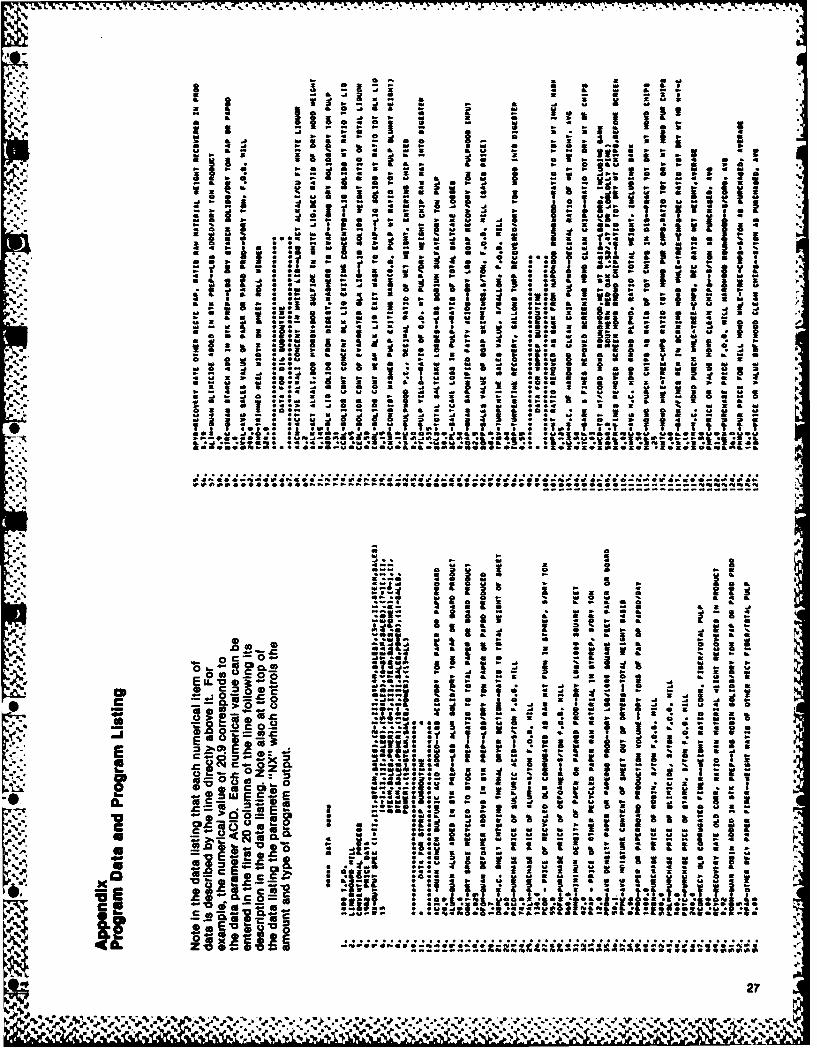
S a a
a~ Sa 2 mai a . - S .
a Z s3 o
a -
e
a a. 0 9 V
E II 00 ~a as W
WI a~ !: ; a: . y *
OeS~ ~ U1
51 a a M,~U T ~ ~
ve o 8 1 1 a I I 0
0.10Wo a a. 2 d
-. ~I a&: : :
0-~ W1 Wo 26d41N fasCa .L. <.
t' EL I . 4 . ZM C UA.z~~~~ : Sa d*a 4 a. m a4 1co 0 C. aW 0 a It *a
= U! 2l =: oS4 . b b ~ a SWSaa ..c 5 5 m ~. ~ a .a m m a Sa 2a
E .8 0 1 ! 8 U S . : a Sum
* 2 a - a a1 t: go a * *S*i a a 1 U 0.
0- E. Eb a .3 3 U ES@*~~~ *S z5
O* 8*0. * Pi aUOSJa~abab * K fh U U UuE.~~~S"00@43~ 0= S8aSde--d.a. aca4ae am~~aS~vbd.b. ~U*
*: a a
a I w w 0 a I
4-- 1-Le p. I aab.1 a aM lt " .3 -vl l OCL4 a R, a. @u Z- a. 4 a
9L a ---- a--a-
4 a 5 4 - a 27
%-UR %r..V a0 wv aa-ma SCO a& .0 a CmZfi- 3 w s a~ aa
A-r,6 1 b . S

K6
a aN a a 0 Z ,
w s aO .
4 a aB Z 2 WO w a aN N N
*~~~~~ 2 - NS N .
I%
N V: U 2 a r a
a a 0 z aw.4w Ia a a N 2U N
t 0S N a W a a N z a N a
0. Z N& I a a a
N i a a N0 aw k -. SO O NO 5
le N -, 0 S I N so a
a 4 N 4 a a. -. So n 3 1 1 1 1B
a 'a z 2. 4 a aN k. N 094 N N a
E Ua N -01 N aegt a a 1 :aUa S: 1 10m2
-z ! a - w 2 ff . .
* o ::s a N N a - atN -
So~I I o aU N0. . .4 1I S. a N .
a *..N a N S N S a a N 0 a O N N N*0V
•t4 to ItI
•~ z%
aa' 0 aBN- t Wu I w
0 3 N N 4 - 1 3L UPa
* N1 oS N - a 4 B N N Ii N
a w
al ae a; a a U aasNaN= , No .. .a ... B N .N N
a . - =Ia a N-NJO - 3 N a -... O 5 a - B . . U N - BaON IN 2 42 - - a S Ui- -: 0
-. o -4 a.- U N. .. a. . . a a . . . NI. 5. a
a 4 N a N .. ... I *NN-}N
..- a *. a -U 0 .- t N N
a z 2 v a a 0 aa Ca a 0
N; a a a x %NN
0IU N * NN0N N a a ala aI . ua
NO NNo •N • a a ai a a a a N Wl Z I I N N a l & I
B N N a I a N N *NN N N N O N S I I V N S N B N
* aCa a a - M0N -- - -- - -
v.S.
,. . ,& . € Y . I . .oo - .. I . . .. .
aa at :z aA
6 a ol " N o0 N U ........ . ... o .. .. . . 5..... t4 ON .- O N = "a N N N -. al
a N 0 4= 34 aI ;NaN
.. . . .. . . .. . . .. . . .. . .
N28 N N4 aa aO

Is -4 6. ILS
I ~~~ ~ ~ ~ 6 :z aaa m aa aa~~i a I *& J W 3ma-Z ao a A s- m-m
~91 to o m a-0 a se aw
0a s-a : --- a -a o 0 an.-
a a .I a . o~ ma Ift
em.ua as a r :6 to am m-ol
a ma aas a o a Au u m aa- a . aa- ~ l - a a.V 2am Iom I I ua I sea WOO- . *%
atCX a- a6m ma , as-CCW - a. C W a a us now ba Co 004 s-acz
I~~~~I a - sS . oaoooua - s. a!
u & at a 0 ma mo-a.- mooau - a~aaa.Oi %
mom oa- sic aIL-m 0 a 5 A *a 4
a IL z - .- o a P-gmaa .zaomua
a a. 1 Evi A I 4z 1 5 is B. 1.,................ 04 WZa m- a .C-iUa~amg *2* a. S- a 0a a we; am ui a~a 4,:wft V I wi saaw
"N az aV o 4 w , . 1
v* o. v~aaC a t 2 boo aa &a a a a K fm&4mm m A*;u4o.0CC.144 a a... -8 Jam a mai Wa~~~l IM w- a.2Cmba.0000 I
o~~~ ~ ~ ~ N aft o aCa-C* C@aO-aas C m-a moomO a a.a ama, a 0 C 0 a - , uama an. s-u a ouaKsa-Is
a a aamaC a 00-£a o 4 *j * 0 oaaasomo osoo* 0 a C ~: C a.S Jaz 7 o 0W c a a vo us J m m ew aC ~ ~ aaa, m O
a. a1 a. a, 2 wm. 2 bi 0 , a C a*e a a a U , - o40 s a a 0 . s a C s J ~ . 2 a 2 m O ~ ~ w 2
*~ ~ o C oas x. cc ac Is a a aa i a a a C
ma.... ...... .. s-a . a. 0~s -: a.* aS a.0 0 a. 41 4 a a ;a:asa-C -a. - -COOfwf few ft" 000 00 amao. S"A
C oaa C 400iS c4 C ma.amma~aaaac v Sa I so S S. *C S...
Coa a0c *@ a* a a o-R.0sm a a*.-a* * C Csa .a z zo oa *a *m i~-imu*S* U O O 0 0 U U UUol
o ae~ oo- a . a- e cm O a -a o m - 12 a'j
o z a .a, a a IL a61 10 % m u .. C a. U, C S a -1
as a C a m z a a a , a a z
4; a 0 a C ft a aIs , 0 4 a
20 a.a a a 4 U , a m v We C a m00 ~ ~ ~ ~ O 4f C aa,0 4 i Caa a a a
a-et XO Ct. a a a. 0a4a - .a
.a. a a o . u a a ,C a aoa oC a 2 W . w o Z . a 40a sft a a. a a a a. a o t ozo a a omz We s- a. a t
a. OCR UP av . u a a - Ca
a a a m C a a . a a. o a a a a -a a Ca.~~~ 1aa.4oa% a. a
us: zo s: V M o. "da:%~ ~ a, 6:UMIg N ES;
.. . . .. . . .. . . ................... . .. . .. . .. . .. . .s- ~ ~ ~ ~ s 4 AA 0 .V'm-a . a 0 a I
0 CO C a m22

*
a au 0**
0~ 0- a . a0 0 0, ha
Az I E- ha a- OW a a b.oul -
O ~~. I ~m.08OM 4iha IO *0a. 0 llt t**0h-o 04: U00 00 43 aW -4.3 3 W
A0 a 44 U32 . 0.0o0 f&4.:a I a % a
4 hC h 'as - 103. zvi330 4% 3 4 0cc 0% 2 .vit3 3500 00%-040 4
gut-s -a4 a! 0z U00 t, A4 33 Z 04 0.:
an 0 aJ ha 2 f E 34.01 U 30::*Oo3 00 005
*0 @1 .0=-. 0 00 *5.0 %0 Jas 33 __. big 2 0 . .3 * hUnhh%
*o o e a e a.. o . z o 4 0W h a a0 5 ... . .. 0. 0 . Z a 3 -
SV 0*~~~~ ~~~ 4 00 001334. *44.ml.50h%.h
*000 0 * .00 000 -06000ha~m U~a4.4000 3030 3 h343 *0E* @0 000 ha 0 3. 000040 h-a -30-S 40040-. - 2..44.OO0-a 40.3.-hFIRh
0 "00 h t0 %% % % 0 0 4 0 3ho *0- .404854 .00 4 4 3 3
0000oo 4 u 0 5* 30.3 30 433..04%000 03--a 44..............aw%0S %% h .4 S S.0 23 0 . 4.3%aa3 3 0.0%%0.. Ufth Moa 44
* 34.33 a * 0 33 *@.o0-.8.0 3 *.03000a0.4....%0-0-0000003.5 6.402.300 4 0 0tU4000 40.0- 1f~aa04 44 30-J0 .33.. 1hah@. ha5 ~ mO @J 00.3 0 0 0 0 h 0 0 0h
mmmm 0 *3tt.m0-ffffttttttu.S.b -044 a a 3.. TJ hah 00 -aILfttf 4.gc u SSW* tffthha4 *04 A604 34 ha a4 4 . . . 0 4 3O0 It 44
ftfgfftftf a 4..- *UUUU4 j 1*0.0 030. ...6 00 OW r a t a a a-.h. a *U U UU U -- - - - - - - - - - - 0.i. ,. z04 0 a
3 j 1400 0- --;4-. 2b34 Ow 14 4. W hE 4444444403 4h3. 0 uh00 OhoO**Y00I000000000004.3040um *g 1 34.
-1 to W0-: 0 a 4.-3 A0%
so OOH 00 a a 5,3 ha
~~0 m .o."a .03 a -St204. ~ h
*~~e 3 0 3 0 0u0 200 .23 .0 3 . t 3 1 -
ha~~~z &Wh a %3 4 - 8 0h0o0 83as83 *3 3-f UK.;024 039004 &Z0 0 0 Sao wo 0 . 0 S. hoh ho a~ gft V s~u0m0 30 434 . .0 3 £ 30 U -
0- .5 0.5 4.0W SM 0. 4 O 0 40 0
0~~~~~~~~ r :4 at04 40 440 -U4 3008 08 U 30VmlOZ ft40S .. --- J
.5 8 4 844 2 42oW3 3 03 ft ho -11 33 . 04 Do- haS 0 0 U40 a ftPBag.00 0 0h03 3334 -~re 4 Z3 1* 34284 50 33fta. o
4 ft 40- ha8 ha S30- 4.4 54. u s a-0 . 4 us,~ 2.43 4t W5 ahr 02s. 0 :11 . 4 0 ha
44O r h 03 00 00,f~h Wh ~ o a 30 4000 4. 0 0 a 0 I:! 0 h5. P4 1--o 00 Oha a a0." 04 S.:! 0- a a% ft3 0
A 0 0.Z 030s;tIt. 0 04 0 16 3
;43W..h aaoI 64 -a&o Wfa Wt2 tl7003a 30 ho 40 4808e 1-% ho P $-4ha*06- .100 1.0A % V aI
30ha~~~~~~~ Wed S.h:oOa34..h -;. Za. AV40 04. 8.
so~~~3 weoea w-wtOt 000 00 S. owe3 08 0 3alooo
3430.300h34 3h4 ~ * 0j0.0 0 3. 0
N.U -- 4I 00034. vO~ -v. 4 4%50.3 00ho 4.0 f0 ! Z ~ 0 1. 03~

04 a 00 O 0 41 490 a 0 a 5 2.5 0 u .
0 it 0 0 5 0 V
a0 1 a, aZ a. on' a:,aS *0 4Z &- z In a. 0: 0*
s - W- 0 4 *w 5 a .5 z a z: .68 - 4 a
02 a 0 aw w S4 -0 -*1 a- 0N04L a - 4 0 a a zo 9 a &LSa- 4
so a -1 a a t _. 2 aa am a -a.Mc a a aW Is a u aow9aaac
0.2 4 0 aai -i 4 0x V 0 awu UZI4 04.48a a at 0 X, .- 0. a. a; z a 5 V :*U.%a W 0 4 4 0 -4 s0 ** 3W - *4~~~ta~~~ 0 01w.a i 0 a 4
60 ~ V - aV a0 2 -06 0 0 a -.- 2 awa l~abs
4: 55 4- 2
a- IL 8 0a9 or ? 0L at@* W4 at w 2 .5200 .3 -ama1 w isa. "A":_C 4 -~u .58 0L 4 4 4 t B 4.o: - a a. O- a.U*V
*.5z 842 V. a : A : -4 a c- -a0uzaaaaw
* aa. V "Z a-:, a a- a4 Cma 00** oS O =.3 i 0e 49040 0 . i 50 .5%0 0 z I&C gt C . .0 * .i . aa 4 a . .0 0
oam 0 *V&94 wa I~ .&awa 0 t 30 A 0 000 %0 0 i0a*4a00W.S-
z a .a maL 1aawoa aa me W a- 43aa 6. o0a . 00 oaaaa I~we .U aa sL *a~4 ~a ite . a o .I: w _ 2 a -o-ox 0 V V * wo5to jw 05 44 a- ~a n a m B 3*0 2 **B *4iD *
w.aVa 4B *4VaaV2* z 0 ... Vg 43Va a 0-za-aW
* ~ * n- o o a 0n40 4 04 2 a a .. * Oa5V50655.@ . aam .a.0 0 -0-*CV4 .54La~au0 U.5~a. W~ a3 0 9 9 6 B .a W U U 0 O0.0 V 4.0 0.0 0 .V
WaZ- .50W 6 4,t 2.5- ao Imtj c 5 V . a a ~ ~ W 4 ~ 2 - - - - -aawsaaw.~~~~~~~~~~~ a~~ma4~i44 V 400 V4B . . . . . .6 a 5 5*
* .-- .- -V a..-4-L-i-V.- -. 0 4 --- * ** *00 0 0 0 00 . . ..... .. 04 i n o u z- -i
2 4- 4 4 4 4 a cm 4 4V uw ..w*UU
&so5- 0000 00 00 000 _a a-e am L5 w4 ILw0 19 It% w. ;:. 10 B1 VR B a.B B 0 0 0
B~~ BB0 SB -B * 0 B B 31"-.0 BB .RB BB ::=r Bo aB B Bal BB~t B_ - . 0- US
VV.6666666@PWO* I66L00 am4994.4460'a ma a a a a Z!aaw i a 2" I
ax: 02 1 = t Pa 0.-S, 4
9 =4 a5 so 0!0 a a S: I 4 0IL Ri 0a -e 20 W4 I a a Z .5
a ftu V,0 0L u4 W5 0 .0I3 a 0A a -a 4Of 2 La T: ;e; 0
1: am. . 4V awi - a a. a ~ a ie a
Bu Z4~ no 0 V J." a 2z. 5 .50o 0=4Za a MI a.w a - a ., :.4A Ij ?a= -o~o aw ::;j :o
0~- aa aW.5 - 34a 3 2a e a a ~ 4amzo 4e A0 oa a- oa V 2aI a
ILL 00.09. L: :W.1 0VV M- 0O.; 0a a4w I 04. 21a -a a a - 6'.
maEoxx A5Wfta 2 .5 am aw~ a 9. a wa- a. aaaIL 8. 4: 56_ ufa 0a- - 0 4 0 a O 4 0 - 0 so 0 8
-1 a.-at S- g~.5 44 .0 0 . mm a o . a i:s.5W4 02 04 t -0 Z V.w -BVV " 4.O;~xax~ a.-w aaw a oba A - .5a t IL 2 1 a t
4.wau aus a V .53UV 20 a O a 4a .5L- 0-zz W50 .504* a 0 3 4.a Rw.5w. 4 0 1 24 2o a _ 0- *a II 4 4 s4 ~ ~ ~ a WQ aoz aa awA 0 2. 46005* -a i~4 4a4 4 . a aa-.- w ma ae ~ ~ a 0.V4-
z, Oas 2 S Ia a.. 5W4 .4.4.0 L. . 0 0.a - aa a.- a0 Vo
"I a acftsa aa- a-a . aa5V *04 WV Z ~ a 2 umo 0 0.3 4V waV V02. 0Colo.2.04.0*a404.5.2 a Z caa a 2i a a waa saaa-. u2~ wa~a.,O. 0 4zz.s- ago,.- .. 5. u.0 -*OR
0 4a4002; a moo.005 u-.005.-ma :. W4Oa V:- U1,4 00ea L wayV-~~ -m a- a~~a4V a44~44 c .urnoe -j.a e20 02 10M ao O -a a.-a m 43 a%4
a xa -----. V -S 5.23 awu 0 !oe 229 V Z 0- aW~0 .3a* 4 %QUO5 04 & V 4 455 4 4 ~ma -a 0254 V.4 a
44Ln S a5B3V8 V.. 63 04 -OaaaB u.5 4B V0 0 &" Uw 0 'a Q B1440Bi@ 0, W5 a a o u40 4 4 . 0 u 4 a a I.5 4,wo mmS 0 01a4
0 ~ - 44aB4460 4 4 6 0 ft Pa a a. 0AM -V c -- -V
am . *aaaaV- a Vi 4 44 4 31
.6 b 2-------6PS S S S S I S .S 6 A 5Va04V
*~r" A a 60*m2a 64 a mamumaW 2 V 0 . .4 5 a a Va 0 0a 4 404-0.* ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ' A, A.6a 6 U 5 0 6 B . . m 4 4 a . 5B5.
5% ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ &e a w 2oaaa- 4a 6 as w 2 aBV 0j 4 ca
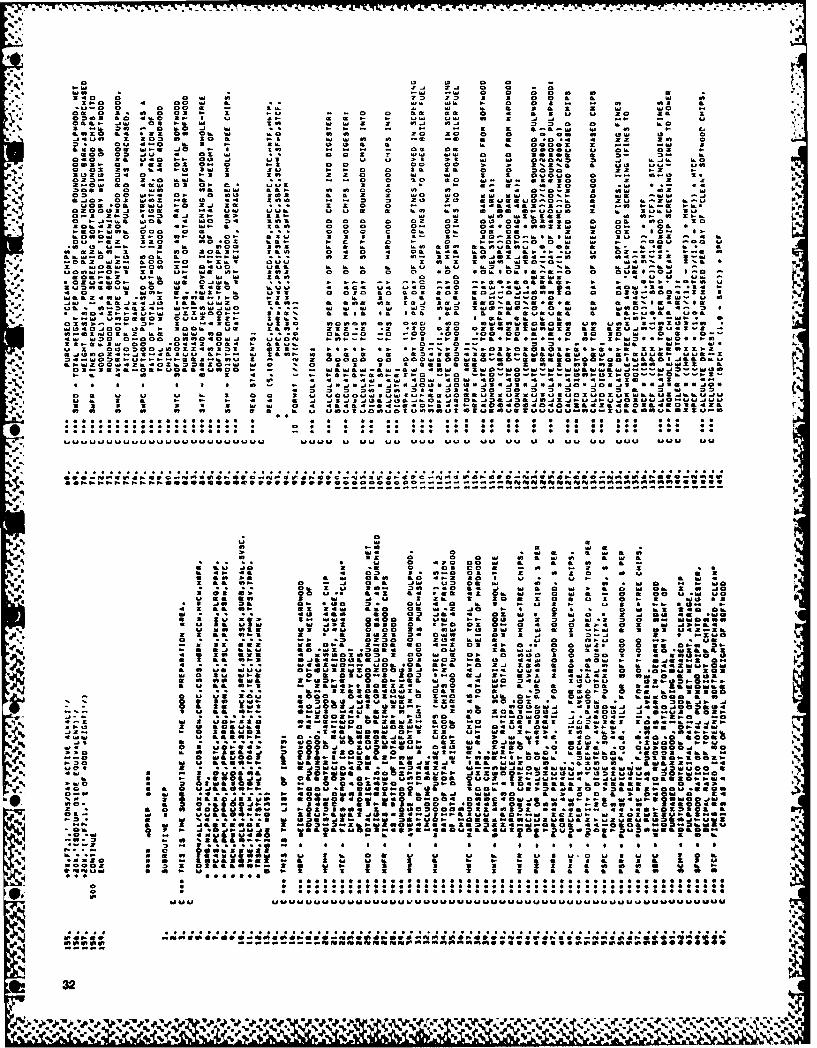
00 0 a a
Wz Z.i 0 C 0 1 0 0 0
O -- -W 0 0 0 0W f34 0 07 0 ft zt hi
eMXO ' 4 .Z 00 Ow ft . oOf 0 0 a 0 5aft o x a. 0: a J xm . - 0 Wa am m aO -0 10 u a ~ .o sm Wa
0203 50 etC 3' 1 1i R ft a t A. a. M. Ihi 0>f 9W OR1 1 f a i 40 a hi .1 - 4 2 2 a aa. t
3 -a 0 a tO 4 f. - a . . W3 WO z- 0 a V.ft x 0 M- W 3g02 f4 R 00 Ot -0 0 0 20 a W u @0 0 ww 1 60
.J U0 S 02 0 0 ft a w 0 0 '-f .0 ft ft I3 3 a u2 2
2t 42 t Oft M a 40 . S KO -. W Oft xf 0omi U Ot O0002 0L 1: -ORO 2 .a a xW w 0 0 2 3 0 f * foaD cc !,;2 3-a 00 at at Uai ~ 1 W f 2 4 ~ f z
Cox a 0 Wft 02 0S. 0 c0 00 0 3 32z~t f u U i0~I 0 20 t W I a a A 0 -f aft a 0 W007 -cc2 W2 .0 : 00 13 33 0 4 0 0 00 .1 aW a Poia 0 - 0 0
02. 0o 10 t1 fZ 0: 0 30 ! 0 U-h- O O O0-O!0 t 02W 03% .j ut 3j W ft It 0 10 0 h *~su z "34u.om io. wo %4 w mol a, a 0 0 0 0 4 0W- ;: Z.ZO
3Li4f o -Of ..i~ W . af '*S 0 0 O o- 00 t 4f 1 1 u O M0 . Z-ITtWOIs Uh we~f Li La ft ft 'L%' 9t ft 0 t.OO t R
-~~ ~~~~ ~~ a- c.. OtR e a 0 t; itff 0 0 5f* 0w 0-3f Waft I W0U.30 0 0 as 02 02 00 01 Nf43 0 OftO l 00 !10. .u0 t Z s 3 4' Wa 4 13 0 0 0 0W- 0 4 0 3 05 w h f
Ow o 30 4 00*R tt5 . C ZaO .-. 0- !i as- 0- % Z a-U 0
0 ftZIO -a 02 0f3- tfO We I4 0. 4 Of 4Af It ft f *I Li 0 -- f
20t,~0'0 Ot- - h 0 0 a 00 f31 ~ ls c t00Z 4 u u43 2 WW" -'ft 0.. IOO -O WUft O1i.i a . 31. 0 = 1 0 0'. Owl~ 4W -tm - 3- ao
AS-t s'- a or hi hi 2 Ift 0M Zt;Z_ w* a a000 .4 Li U Li
* itfw i ' I a~t.'S -ZR ft W WO ft At ft - - 0. 0 20.
$a'.h me~m~ U 2 '- l tS S Oft af ft fte CL'- && ca a ' ft
-x040 f uoo u m aft *z Wa 15 *z .5 a2 @ R ao0R ft5 ft LS 0_j a 0 aOa. af ai 00 t' I!.; Oft.0 0 -00 .00 .0 0 00f3f! 0 h 0 ft V k
ftahi5004f4 ft2 0.h hiOO a S1 0 5 5 W _j 00 00 W a 2 R 0 t.4 hhiso 0u 05-ftftoft~~tt0 a I a - .....thi..hi.. 2 - 2 4Rh03.ovozoftW*ftW Is a. .i 2 ..
a ft 4 0, . : a aaf a am a a-a .- O a- - a000R0O..3-Wt.3&:W * cW* w* x %* Z *W 3 0 S S a :a& a0 am1 OL0 4 4 4 4. - 4 0 4 '
0x~~t O~ cf -4n~i -_ I4.34.a.a4040tR4333O433 34ffUJf.4. 4 2 2 2 20 20 !14l 25-.0 20 -20--- 2 2 t 2 2C
3.~ ~~~~~ 01 f0t Lil ignt Us h.n~ min am 0,SoUU U A 3U W - t U @ U EU O R U R O U WM I~ u 4
3, 31,0 u0 ....5
4. . . . . . . . . . . ......... ........ .. u .. u.U U .. .... .. .
*oaaa aaa....000 00000 *----------~o------ t ------------------- 0 00
.3.
0 '0 ft M ftL
0 3 0 0 o a hi 0 f hi 0 t hi ta% IL 0 Z7 00 hi~o ft ft ft 0 tft ft ; 40 2 W f 00 zm to ft - s o 2
ft fO 0ft h Oft xo z 10 5 i a ft h 4w, U2We OWf 05 0 ft . W Li20t h 0 6 0 1, hIN I a- 00I
Of L ai a0 13 24 04 04 I ft 0 hi a 1 0 hi Of IL X 0 a.40I~s OR a0 00 I* :4 1t 850 42 f i - 3 %0 hift- 0 00 :wow":L
Li0 03 i .j 2 gags 2 10 Otx 0 0 t _ 0 a 2 00 55-;-2 O3= .435l WOWS Ca. 300 23 "1, 0 a ft R aus5 3 i 5 a
- 2 ff Sma 0.& Zo@Oft 0 2 1 0 0 - 0 hi WR 20 Oft Sft Z 2~ mft W- W0 0a0 amLh a 0 . . w.m a 0 034 .. iO"in
4 Li~aa S 5hi.2 050 0 WOW O. 0 "0 a a0 0 b40 v 4 a 4O'LaLi 000 02 0 LiE 1 00 50 .2 ;4z w02 w t I -h t 3 O 4-f
at we ftt OaR' m - f5 0. 3I2 2 03 - O.SR 5 2 31 2 .. 2 3 OISUM~~3,', 0. . . . . . .- a -20 2 0 fthi S. C Uj z a-i a 0 --0 30" 0 mmI Cam%. 11-Oft 0 .- I O 4 0 ao~ hs 0 0%rt00%.n!!:.
awz ar !4ff~ 0 3 2 a s 20 4 0. 0Li 20 a~ 0 0 0 ON aO'fttsf4c - a 209 303 4 0 02 0 0 i t 0 .00. 5 0 ~ a0 U. 3 000-0 a
5~~~ ~~~~ ~~~ V 2 ft, 0a 04 4 0f f 4 05 C02 Ot . C 0 a ' 40 i 5a. . . . . . .04200- '1~ *Of a.f 0 .T 0 t.o t W4wi ~ Su au waf "I m- -4uoa 20 0 . a 5. S .az 0 0 f 0
ft~~ Li~utw ITf aR - 3t 0 3024 .00 a W-a 0t0 0 4 0 4 fohtJ~~~0 !0!WJ ft'a L2t0 4 0 f O t t . 0 fzt0 :2 0. : J t 33 0
RID ft 0 30 40 40 2 4 0Rg33 z i A0 u. W O I " b.ft 000 0 3 0 . 44W 2 0
a-a~ a uoa OC 043fW 0t505 ftf I S-Rft 350 40 0 04f-4.aj 3fO~iO 4 aa 0000 00 W5 O4Li 0 -OfeaI; O 40 Oc aah Mo.. a R. 0 ttta 1 0l - ao .0t9 1 fttftSfZ iz40 h 04w4 4 0 00 00
0. . . . hOft 040Li0S- 0 hf .~if .. .. .. .... 0 3W a± f 3- 4
0 t e itatase00 L 0300 a4 4 Sae WiO 30 00 0 04 0I! C; ft 1.2 . 11L40 ~ ~M 40 taOcaOt W 0 t 00 t 40
5- .4 . . .OZ 30. . .5 0 0 0 0 Z 0 2 .4404 Q*a aa W0223 f
002 4ft ft mmo z 5 "02 2.' fthi00454 054--Oft-f a 400 INC WI 2ftwssa-0.2a a. 00 S ftftf so
3 0 O!:42RS U "M o ft "M Li 3 L. L ihi 1 0Ot f a Is 0 0 0.- hiW Z wZ U & -0
100303 a -V a I a-
0"0005 3 20 fOa- ;,I I Ia&0 00 0:00
bo ........3..*3*3.3.3... ... 3.333O ~ 0W .. .... 33. 3 3 3. 3 . 3 33 . 3 . .. 3 3 . 3. . *
32.
I% %4.4 %500300000300.40 4 . @ t 5 0 0 3 0 0 5 3 4 0e'SS44.@~ O0000 03 00 0 00' 0000 000 006 3033 03' 0000 550 44%

0 z
0 .M 5. S a
0. 0.3 K
1 ~0 . _
hi hi - £ 31 04 a Zh20.0~~ a 0-1.4 U 2 21 .3 4 . 2 4o0 24 2 so a3 . 4 94 4
NO 4 z ft .- cciU2.0 z 0, - wU 2.4W90
0 x 0 ih 1 U 3. zi4. N 4
000 1 -O 00 .. 0 3 4 i
0.1a Z, V.2 W W.0 0 3 all 4 0
-It .. .. .U2.- 0U hi.6 4 Ru h42 £02411.
' 4 * U . 02 0 2 i . 9 - U 0 0-Z a~ M 4.hi I %- 4. , o~z; *0 4.1h .0 40.4.3
gx- zS-z z OS ;T O.W; " .an% a"hi Z-% 0. i 4 0 %. 4 O. a4ONO? 0* C20 0 9 0 %.2 2004:0 h 0 .4 i 0.0 3 0 0- hi 0w a U 4 1 0 0020-4.-
k.4 0 OW"4. i 2.h.~~~~~_ 4.0. * .0 . % 2. 0%*444W~O. z, *0 %200i4 9-4 WWOMOO44 Wmomoo4 *.40444 U 0029- 2 0. 10w:;. i % 00 40 . 4 0 4. 04 2 0 . 44 0 4 4 4 0 Z4u -o Oft34eahiV
55%4200hi%%%2~ ~~~~ 0 i%4 0 h.24 i%40 ij oo.0 041400044%4003*S S.010 403%04040 24 .0 c jo2*00.. . 0 0to~X *Z2Z73 We22 Mh042 11022 022 0.2 32 aw.03 01.4 0~oo *20000620033200*2404*2400500 .3..014 00.64. 4
*U404 hiOU440.4.44.00 U444 ~.M.t4 iOI4- i049.* a . 4 4 ~30 ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ S No20 a Raw&- 0.5 004 . U .0Z.Eu .*44h
063:WC0 -Ono44 03 0a4 0 Oi. 4 0i4 ~ 4 fu u 01.0.4 - 9o.4i42222ftf_% *U04262220 xi220h42200422040m 2w4 i 40.14 34.30:30000~~~100OO so00 200*.20 h2fO 0h20 3 9 U..04 4 44
009.34~~~ -2 -4 -0- -20- -" 204 -we 54hi 4.Wf ~ ~ ~ ~ ~ I 24:242 z0..zzzwt .4 Of 0.0 A0 Oft Of 0o 0- 0. . U2 h 30220 143
0 ... 4 ~ 0 3 . * 0 0 0 * 0 .0 . C.0i2 U - 4 u.93 0 - ..4 . 3 :3 . * o -- . u £ -L ~ i4 x.u w42*: w 4*0...4
*04420 0 4-c * 4 u U *0.4 4 44 54 44 2.4.k 0 4 a90kkk04 4 1.4 4 ~.1 4 0 4 4 90....1 0 1.4i
#10 0 16 * S303 0
a - - 00 0 % M
*r 03 Z9L Z
0 a z 0 - t
0: a- 1 0 Z IL .O
0 a 0 -0 0 a's 0
AI7 2 . o 0 a 0. a., ah
0~~~m 0 0 i . i30 6 2 0 0 2
3zu 4 a 4 0 W ; I, w3 t
OU U IL IL 0 1 . , r-*i ;W 4I e 9 ' $f2f 0 .4 c I 00 M
2~m 0X .300 0 4= % 02us £z -4 0 0 h % 0 c.-
%J.0 ± 3 0 4 0 hii 0
U hi I hI sla %%Z a0 4 5 O
.04 0 00 0a hi 6m
6. W z w LW U M 2U 26 x a19 0 1O on 0. 20 so Ca OR 008 2o O N RWIUI
of hi hi 3 0. as 3 0 O . i4 w 40
0V 0. 30. 4.0 02 WW 03 2 UWU3 i 0 2 3
11.0 60 hi 0 42 .2 50 0-0 0 0 04 34 44. 4 2 3 0 2 0. k. 0.4 .40
hi h .0h 400 2 50 1 h 4 2 30.9 2 .3 . 33

004/~ .85 8.58-
A. 4 . 2 - . 0. 2* a 8-
o~~ ~ a) W a a 85 - 4 s o
z8 so 0*I 0 O. 2 -t 3 a~o-~~~~~~ a ft a- WU U 0 8 - 0 . B S
so 88 zw a: =4 2 . 2a.Cal- aiS 5 .0 2W w _W amc a W0 I* wo a&w a.Ui5v80 2w 2 K *
-0 W. .U040080 U 58a - . 8 5 a a 5 2 0 a ZZ U 3 U U
85 20 aw z W o.u. 2 a *0 0 4 2 0 2 . x . a a
2 8 a 88 1 0a.~ .a0 Wa Z05 so .8O 0 .8S OK 08-OWO * K IK828- U U US84m
'a~b - - W 0 22 u8 ax X 2 2 0 04900 0 ~ i 4 i U
.8- -. U1 0 U 2 8 - .45o__ 8-.4 as 5 HIM-32 22 K 25 38K 0.802 - 0;.. .. K -toUK IL W=0083 K 88O ~ ~~~~~~~ 85B K . 0 .5 K.B - 0 U 0 0 BrU U.
hi ~ ~ ~ ~ ~ ~ ~ 0-00o 40 5 i 0@8. 25 0- *&3.Ka 4 U U Coz.0
4 ~ --.8; 4z " I a 2 S 4 0 4 8 K . 0 . K 4 U 8 80 Z K
5.8K 00 - 5- '~8-a 5 0 - a z z 2S 0- a- W 20-04" WhiS 0 C-4- 8
Oft. 8 e - a 0 8 .a . h 84 0 8 0 B..C 4 s a j; OWUKO
2~ 01 1-4 U "5 - gat m anSS B2 K O . K h O s- 3 - O .J a F
8-.3 S '8- 3 4 8 0 40 Ke 8- 3: W 0 W~~z m % *22 W- 8 U . -U U 0 0 u.KuoftoW8
8-~; 4 p U83 4 8 Z, W4 C, . 2 2 U - 2z-, a 2 0 8 2 l m % ar 0 U M K C 8 K U W
Z044458-0a 0dzw Z5-83 U-- 8Ki 5 8 0 . 0 U 840- @ a- a 0 . 8 - -4 8-09.488 45 80 *5 . 4 0 K 4- :. 0, A..4 K 4- 080K00 . 0 K K O .
2-0~~, .OZ o U9.4a)u~ 0,8a*.WhC- 8 -U84W0.S 282 .%8 UKO--J~~~ ~~~~~~~~~~~ wa W0- 0 4 UK- 3 SU . 2 0 a 0 4 0 '. 8 f*58 2W.82 i 0 - 2 UU5 94 . .
* 4 44 0 08 Eft8 -, 55ftta : a* -_.B K 2 0 0U - U - * U 8 5 5 0WU8 KU 4W8 W .UW 8W S U - 3U 8a Ua 8 - -. K3 S U K K *asK 2 .88.8.8.2 8
8. 8- 8- * 8-8 .8 8 2 -88K2 5 2 * -2 8 2 0 8 4 .888 -80U U - 4 U U O4 4 4 4 8- 4 u R u0 -#ve .. * Zu .U .UK 4 5 - 92 K O888
.. U8U8U8, 8U.UU8. it W-. UW CN z -U U2 2..8 . ..7* 2 20 2 85 20 283 223 8 .52 383K 49 * 83 28 2U 0 OOauU2 4
* O @K'i U U*U*.2 *80 27 4 5 4*82**U8U a OW B KB4UBMa) 0 .
w8. 88.42.S88C.084. *Ku-UC5O5WW 0UW'5. . 1 20 0 . 0KO- - 04.8 244 4.8 .44 028 424.-a- *4.8.8K 8.B 8-C 8~~K~K 8.Ka2 KB 2 OKKK o o-. K 8
UK. 8 UU O K UU US O . K . U . .- K U -. .- . U . 8- .-
w %Z A= 4 ao 40 000
V a U .7 8A * Um * 4 * UM * 0 !0 U -aU 50 * U U =1 ,: 0 4 0
U. . . . ..a; 0.0 20 05: aOU 0 : a* t0- 000$ a @ VI W *U U
U o UUw U UU UU1 1U UU UUU %U0UU U U U U UU U U U UU U
K * W-, -
"= awo az 2wzrj 4 Ois" 8 0 W a :W 2
0a a t W 0 8 K-205 0 £a -& 8-8 Kw -2 .8 B - 044o Em z o z L 02 * 0 4.8 ;. z 0*8
22 0 U 208 82 .B -O 2 05C83wa n~S 4 x2 j 42 42 f00 6 U' a 0 Ube& 03.MW
=olP %I. u a8. UA W - U= 0 -20 w 9 : 6W0NB 20: 8;2 2 4 80 8. -4 -S zw=08I
as. ~ ~ ~ ~ ~ ~ ~ ~ ~ 4 8582 855. . 8 5.588 -8 - S W 82 WZ -t M -- - . 0-4 8
0 o 2 88- .8 4 .B 8W . 2 a 22. W4 8 U0 SB a %W U woo8 4W - .5W -8 8. 0 2W E-8 W.85. a) 8. -W -11. a a a - 0 .8
408* ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ J wo-a- 05- 4882- B 0 . C US B 8. 8 .8 40 00 08 20 a
'26 - 0 U2 8U00 2 Uao ML4 oft 8a UAs0 CU 2 a 8 0. U 2008 - a
8-5. 8 oKo.2 a 8482 W S 4 2- 0 22 BU a SO 22~ 2 XU024~~~~~~ ~~ 20 -L 228a We. 0.8a41 2 8 5 04 . 8 0 .
8.08- T -j KUC 0 8 4 2 .0 2 4 0 2 8 5 KU0 4*W0028.8.UU .80 *K2 8.U 0m 080U -4U8 . 2 .8 0U%*U 82 0- 8 8U
3w 2o ;0.4z3. * - 4 0 4 B 8 UC 4 0- .5 C B 08 . - oam a8000 E85 11 0 IT 2 41 .;W I0 08- 208-K a 0 8 - cu0 - 8- as 0.8 a- W_ we .O4U
*"a. 0 2~wl j 022 28-n 2 10 2885 4
0:, : .8 8- 380&3- *2a a5 08 0*.box0
8. 401K.2: 8..;. 8 0 4 8. 4 40 U
223 ~ ~ ~ ~ ~ ~ ~ ~ I * 00 w0 0850-a V4K8 K8- 484.B 88 UU 8 1885 8U 88.8 8
05 28 50 - A2 3 - 4 82 3 . 8 K 3 a 2 43B 3 C 2 I2 0% b!0 *U Wza ~ o " W q f W 0
C88a8.02 B.52 804430255 Uj a4 0458. 0-aa54U4 0- . . 9.
0AMA AB8KO. "0 0 0 2.80858- *09o..ff K2.D.00 0 8.8K OWWBUW0W*W8 .KS.2 W.CW
34.araa2 22K~84.3 .882.4- U2- 8 U -502-500K
%,b - 84 822 K . *8. O U U O 8 4 0 34 0 0 5 B W - 8.8 -- 8 . 0
% 85 %.808U 302808WW 0 .0 pS 8C8OO K 4 3 U O O 5B-82

z 3 0 a 0 .4 0 W 3z a a z6 o 6 i 0 hm -o = 4, w Ii 00 c o0 a 3
2:4 *lw jo a a a c. : a 1 Z ow a. h , o o 0 0 w
a mh3 -Is a hi w *_ 50W aS '3 ai . a hi:&o 4 2 4
* 82 0 3 *. 3 a - S a ZZ"3@4 a U 0 c zi 3 W 218 3
1:: 8-w ai U o 33hi :a o a3 w 3 a @ ii h 3 o 0 0 iiw 3* .023 hiihi 303-U 5 3 5 ~ 1 Zaa3 ftM & ft ua ah a- -w ,
we Ouas 44v 3hi@. a . a a t 2.- We I- W u 3 0 a Za U3s me
o3 w03 44h ."0 . hi V - s a c S~ w34 a R Sa IN z. g -aIh t ii:9v ZZ2 ZW544 vO I333 o -o? : t .5N a, a33 o 3 U 83) h i- i @ o hi 03 5
UZO4 Oa W3 455ua o- a-m a aa U am S* .-- 0 me a as *.aozK 9aW 2 ~ a3 w30 i S h ma 3 aO2 32 a 3 W S h ma a Us
a 4 1-a Uo tow W u ~~t aI 3ot 3w 0w aU.5 3 0 03 0 a az a-s0h
_a a - z ax 4 Z2 az L hi hi U Am U W 30 2 U3 uo a % a a J -csoz4U2'at
- a 00W WO U003 hi a a fto . Ssmwma Wa xftim3 5 4W 3 iZ .8.
*W 3 3 R U5=_2hi h - m i - 50025 sa o- aWR 0 w 03& 2i :3 i gsas
05 . - wooh zoo0 4saa ai a a £ Es hi 0 S W * s3w4 a hiS a w w@30~~~ so anhhi a- hiah aw a Ui hi 4w oIzhiz 00 m 3 3 a i a a 3 a L x
so a a; a 3 Rh 5 w Whh - a. * hS5 .- L M4S sa aa30 0 2 3 3 03 3 3 sI03 :t -.14 hiah~333 aa a ILs . Ww .. a za *h 04-UZ &L 5 ~i 55. 3634mow 34 - 3iftlol 0 a34 . 43 0o _ . f~ hi 24L Z _j maoa 21304~ ihsh sa a 4"oh
a a3 T 33A Z SOW a T o 2,e 3 Z 0 h a a moose 33ER2S hi4aramt S O S : Iz a !1US1E m aa S.w 33S.533 ft a-2 43 0. - m~ x~5 a IaS 2.23 a
o mm 30033 S.0S020 *0 0 0 0hi300 a mafuanth 2 hi O hi hW @2 5 5 5 0 5
2c4a 03 5 5 5 4 a a x~~o o i 9;r;" 2. .. .. S3 0 u3 t a ae -a o " we ia 2i 04 o1wai a32hii0.4 W 44544 ~ . 4 a a a a a s a -a a~ . 4 . 4 ahh~I hi Boazo U5wJ44 48 1 M2 w.
3 WWzi4 U h U aa4t444 h Zi=-xi7W3
@13 u Wow~Whi 5 h 3 3~a 0 0 33 .. m3-":~ ha-ea3 4 3 0 05i3013h3245-ah, V b .. j 8a i zvuz 30 a aa m i 4 s S 0 4 a 2 a L0 3 Wo o 4 _j seem= ft -I.-aamoo
. a4 c : r z w uo .VW'4w3 5 ag wo vo :' a a a W' _j _jO EU hi IL 03 8 33 ~ d "W 0 a
Wzo a U u 1a o a afw a" s R z axa 5 3 * o a m a a a a
31 51 U1 31 2* al l , T, 1* .m s s 3 3 1 1 1 I 1*3* ~ ~ ~ ~ ~ ~ ~ ~ ~ w a a3@ @ @ @ @ .3 @ @ * @ @ 3 .. . . . . . . . * . *. * . . * . * *
w3 f@ M. 33 3 @ 3 @3 3 3 3 3 *3 a3@@ a3@ 4 3 3 3 3 3 4 3 34 c . . . . .aUUaUWx xUUUxUU1U UU UUU UUU UUU 4L UUI UUM UUa UUUtU UtUUoUUgUzUUU UUU
.. . ...... .. v ';9 ;v.C :; . ; 4 ; t... ; v 44 ; : ; !C :Z :;6
0. a :a M: u
-3 a 3 ; 4W
we 0 22 a a w a a ac a 2 rose o.3 a .hi 3. W 4 Z 43T It 0 hi WaZ~
4 W a hi wa% oo.4
wa -o z. -a2 Sh SEhi3 a a a h 0 so 03 a3 hhaiamm
IS a K ahi aS so aw -EW=-zz
A iW Tvw-' a, c w Ia aU OULw w j o Aa w t3 -ah imW ES -L h iEz w h:
o 4 W W wNme a0,1 a i z
ri a; 12 1 IL Vi3 a w o36 .2w .a IL3 w
w 'd. a & a IL a3 U a& 633 ai o 52
a3~ .3W : I i 2. w aW= 4 := 0 A a a a 0 e~z IS&U83 075hi45334 1:04 ; . .. a30.v :a a 3 Ua 2a53 as n m~;wamamavhi - ohin 4whi 3400' I. 3 4 *A 0 a owe54 hiS1513
33.0 0a~h53 U4Uo IL ai U - 33maa 3i3 ha82s 4 3 3.u833 43 . 0 hiaoo 42. UW4W
oaaa~o a .12. .4@a 2 -21 aa- ao w 24Gha33 0 aa-S" Ihu3Emoa3a 330 03 -@ 3. aw wh h n U OWuaaaom633 :hwme .3U-
hip I43.34 4-mo co-3--s a a 5 -. . . 32 0
hS aa3.3@3e Zh a3 h A. to 0 10 4613 a aas: a- wa hi -j ft A3 Mua oaa j hi
- -@8~~0W*3 - 235 - -- - t a 2w!;o a a Z as o r Ii. us--- "wa-:h:o.334.a~hmha4 ~h4C i . c- - wh hi 33 uaeaftoa 03 m30 3 @ 3 m 4 3 mI wh3 3 o - % W3 u hi3UWj4 83hi w 3 4 azaa m o z = a43 0
* SOIlO 4 4 4 - 3 a@33h 33330 a3 .3 [email protected]
-- - - - - - --Iwaoa m s 4a ~ a w a i X4ft @31o~l" g3 "m~ae~ "3@ 3 m
.335
*4h.. ssss s*3m a... .... e.he3333 3.v.3..... *
% V%Lei5

-----------------...L a hi a3I 3
a. m. 4 aAZ0 . 0 20 L 0 C
33~~ 0 w o Kz2~ at - wi w a
Z~~~tA.~. * - t i4 *
ate, 1 a IL0
'aa 0t c o £2 IL -a . 0 0 t
t~I A Ca a OZ Xa 0 +aw. = 0 8
ILo W 'a 0. z. =ccafi* c .238 ~ ~ ~ ~ ~ ~ . fo- me .- . -o 0 O -8
x 320 a:1 a to 'L M 8 £ 8 C - * r hi 3 0 W3*s I L*~; ;.. s. w c c cis a - - W& '0 Is. "a3-
-. ~3 x aZ~ . t 2 a A - x c 3 3 Ic *03 080 1 a &.2.. gwn8T~hO a cm a- 3, a ~--.a a #a.s w .0. *.ai 0 Lit
Data~~~ 0 .w8O+C£ * 3 tJu0 * O a a W I3- at tc
s4oa j8 a a. a.A a z oa mo 120 o0 -. cea-o- n* .- o a we 0 S, & c wx. .8 Ui at a.ihh *O: Z ;i-';
*~~I 0 w w33 ax hi40ac.j - aa i h zeo..u-..aa Ife 0 escz a-h..i U Ih~ 0. "" a a mm . :! .a *. 2 C-em. aa2-OtTows CY et -ft!
* t.Jta..i% i Oh oca~ i.O~ cca-j caTacocao 0 0 I C Ct3 t"h XOM 043 &zm '.m. a
- at 32.34 ev it -ar 30 .-... Cht- - - a : it t i,
o t WSO&OifMiRhi .. Iwo oi3.i 3 m 0 0 3 . 3c t 8 0 2 i 0 hi 3*w 00.800. hi -h* ao V Q ft u 02 33 332- 1 m *2-3
. a- -- - -wo 5it1ft3--O ai c------2 0 0 izacu~ -ci-c8 4
fAa 0mam tt a. Zmx,.. t aiZJ9..8i8 23 tmiz- - :2a ntt Ax cc. Wn 00-1 .u 2a =Do 00. M.~u :
0 0 80 0i88 ! 0 oio A~ - .. a;;.
da sO mv & v c1au a a W--o 0 . . . Oa W u-a.u Uosa rac5,a
Iti
It. . L w0 aa - w a
3%3a a0 i 00 .0 0. twAA
aw 0Z a am- ax a £O a2 a a a .Z2
o 0 h hO - 00j a0 t - 3wa ca hi ao a 0 a a.3r I i Wl 2 cc0 w x 1 CO 00 O z r a o 0 hiat, Z hi W. oS
W3 A 0 0 '.. W0 -A a Up A X a -0 00 W U U 0 0 a % a aw0 a O wo A a w 2 w a 38 3 0... .0 i .0 an Wt M SO. - 0'
C 80 a, 2x 0 a e z 0 Mw3- 1 a1 w a0 0 -. C a o 0 -0 a 00 - 1t~~ a .., Wr -, hi at. 0- 2w 2ihh F, - . 00 .. c*3 -. 0 Ca - 20 tit WW " 0 ax 0 a 04 ci a cc 0 aa w. hi a W.2 wz Z am a.-
04~~~ hi 0. 0 =3 -ac CO IU via h t, L i a o. a 2 oe 0x I 2A a ah L owe to C i 008 ORO A=3 ZZ M 2046.w a . a " s 0 wO 2 03 cc aa a )a ew "O= -3 zooa -a cc w 0 00 a w 2 c838 a3 8hi 0 z. 0 t a t we 0o C0 *0 .. 8it owzw as Az ae a *-" 0 a.- 2 20 - s-20: 0 . t U:)n i!Z 3 03 0 3 unt -A ~ h 2x 00. w xh to 10th £ t 22 hi we
* -. e 2 0 a a a sa xa w achic o AM3 at K - w K- zt a M7 t1 w 2 m 38: 00 Zat20U~c& 20 0 2 a 0 hiOi at a aa C t W Oi
* c i i o.. a to 0 2 2 20 4 aw ti 3 0 M a 5 e a a3 20 . IL A8*83*~~~ ~~~ 1 MI a a 01 wve wo wIaa l a hihi t a0 4 a o e 8a t . 0 8C
2 * ~ ~ ~~ taw at, I2 3 ;. tw a- sw s - 3 a C 06 8 2tito& a -.- 32 s.0 a t a .low -OO &W V Ct 00a it hi a0 at 6. oa wa . 0 - tl 3-azal C 0: ;010 ow a ax am C8 AMtU.t Othim Q 00 0. tih hi h h 0I0 a 0400- 0 0
33 4 0 0 th ta 02a t2 x 35 . .3 a M . o ut , a a tu . h 8 .2 0 t h 2 383z .2t o 0- a a Izhit, 3 0 at 04 3 a 00 0 : 0i ow a a3 a . 38
",t a W aw 4w "20 t 0 8 w t a o.a hi w- at to ~ z tatz to ow at a t VA-0 hi a0 W 22 aO 24 WU 208. co a, wo t Lih 1-3 030 WO 00000 * aOazw0CUf00a tCt£ 40 0 CO 0w, CtC CO: C t : 62 V C c 3 03
Zam 0 ashi az *ti2& ?#iO &AtiiO itz~i 7080 00 0 3 a 2 a w 0ao
0t ar vi A0 hcc UM 4S Ct A -PUMA 4a~ai Az a 040 oowtt0 Ot t:w N08 or 3) a
hi~~ 0 V282 00 00 & wv o a c o 2 a 4a8 A fC 4 t, e Cn .C .3att "w 02 o au a:a a: & b.. Mct .=1 24 hi4it~ai~ hi. hiIh4 U 0
33. ~ t tU a aca at a..it auaw0aww-S tt w 038238 0380384 -OOO400tOU 0. O 0
W a a 2 08 ar cac a aft 01 R0 a8 .80 33 0 W 1Wo a w a a0 a at c a o t 8-w ofC = 38 0, D400 338 Q= 0 S 808 83 t888 230 0 2 2 2 2 0 0=e 2020S2 . so@30U . - a "Ichi a" ae a1 t01 "& a" a:t3 att &M am &Utf taa 2a.ca a w 2 20082 8
25380 ~ ~ ~ ." WI3w Www wWLU wac tso a a 230 aMecohis.hchiw 803W ws
" . . a a& aa 011 V a W a a 4& US aM I waa f K a a a a a" a" a. aa;8 .
i a 2 83 i 2 0 0 3- 08320a a w a
aL a a a a a aw abo aaa a$ ar 0 a a a a aaU a 0 0 0 a 0 0 WC 0 c1 aj A cu 1 00 %060
0. UU5JUUWUUUUUUUj 3wuwUUUuuUUUUL3U38u4U8juuU~UUUuuuu8.uuwu8uuuuu5JUuuuUUU uuui UL5Uti8JU
...............................................................................................................
36
~~~~~~~~~~~~~~~~~ q . ,, ~ . *33 ~.4, ~ ~ 2C 8~cy .1 8., in, %f.C %3

It,.
a- & .
ccI c.1M~ 0 -' a 0
I~0 - .1x
am: A 0 0 -
n 31 - 1 W m 81
C; It a I*w I I a a I a. "a8 1 0 4
0 ILXC a0 . I'o.~o I x I 0 80 3,LC.
ft 08 0 84 IL
IL IL I' * 11 .. a gI*I -: 04 8% IT0 0 %"-~~~ ~ "I X311 0 111
w0a G e 0 0.12 -. 4 .!z ow a a a . 0-A A a JW INOa lt- 13 .:. ::I!& 84L _ x
*x a I 33 0* a 0 88-a2 T- 00. owa
.a 0 0 0 -r 0
-M ~ " t 004000a0. 5.3: ;Z a. o al a nb . - -
*~Z C - a01 a, aw 00 .0 08 2 * s - -*~~~ ~ ~~~ 0 4 8 4 f1 a a n -
O.a a a Q. 0" 0L wetL a a 108 a.Z 00 0ffa ac as &o o 8 VI & --ooco oo uo oco o w 0 0 .. 21 1 8 1U0 880 0120 00 03
OSWC I 001 0008 0 400 0111 0 0 W 0 0 011 - la 0024 n 3 *5 0 w
48a8 2 141.l4U~~l4 00 00 3 052 2 '--8 l -1 0- 8 Oszoaa a0 1 8 0 8 . I .0 8 1 3 1 - OW 3 18 h.
1 AA8 A - -s ao a 3 0 8 - 8* 3 Ie II- %. a
* -- -- nl~wa w -r~ *a 0-w I 0 0 3~ *32- . . 3 3 1 - % % 1 2 0. ~~ 2 0 . -
* I Ifl' ' 0 2 1 1 5 0 3 f 1 I 0 0 1 5 8 4
04 ('000 4 0 33 33
31.1 ~ ~ ~ ~ ~ ~ c 1.1 's It33 w 0 a- - - - - - 5 e wwZ.'.
.3~ : *I 22V--- ----- ----- l1M5
a 03 3 . . 0 1 . - - - 0l.U'3 - - - - - 1 c10I.e.. z wa.1 h 1. V C 0 1 ~ l Il l . d r C 3 . - L~ E. Il S 1 4 3 - - - - 0t - -
, 10 - a 3 a. W0 I"% MI
10 ILa. OO Is 24
*m a . 0 a 0
* 0 -1 - &-2Sc _a~ l % - 0 0 z ED0: 2 2 1c a j2 w o a I ~ ILt0
a 0~w 0 0 1. 0. 0I. ..; = a la4 * -- I 4
-o . .70 t 0Is-. 30 n o Q2 00 a 20 3 2 0 &L.=a dz IL k. c o- 0 a - Ai A
3 " exI 4 aU 0 tW 1_ 0 j
a I - 8 .. I w- 00 aWe". w 3. 41.1z~w we.- #= we
r I 0W.. ;!IL o.a Is 4wI -0W *1~ me 00f Owe 34. I34 we
I" a a a a0 301. e~e 3
0 9 81 A .. .0 MO18 0,- MI 0llas 0f as we 1..t m *l 8I 8M~ w
a. eO a. Is z - - -fl24 4*10 0 0 240~d1. 0-t

1% ZS S. U
01 hi4 &ZX.
*2~a UZ - ..
; 0 & -1 gn 1z ;.9A U't" t3 9;' . . . t - M
le h.@ * -a. .0 -IP - -B B_*;~ cl _0i K,; I. .5 t I. 24 ax aI:, a W
.dUU Z.- I" - 2.. S.b. Ad H a5 U
KK.Nev V. 0B .. WdK- a .%K
4.t5 K.2* A 0 I,. ft-S. w 'w Ko 00 t
5-C OKU Oa BU) aUi O a ou f . aI
a .*h *lhi I .0-S. 0U KS.Ud dS wbju:=w" Ad.O C..K *0-W ;i *- 1 ; 0=1m K uNz 3o.hiS UO..U0..3 1 I aoaISu
CO d AK4 S * K0I. * *i0 Za 455 :KUOO":C. *U~h.Z5 5- hi &U 0.4owChiw ~ N w ~ M - a =Q =" Z 5f5 4 . 4 . K 0 * d .* B 0 Uii * . 5 U K
0 a .0 .tti* WKNOCS.KO %tr. 'w .0 *S. i30 a5. z a &. a a * 4 Uw Ja z:
* ~ ~ 'a- .3 -0 U*.. IdU= I it. . ws . . a5K K - a . Uz US0.U1U 00K;O *wO . o . .U 0 . . U *K K CU C 4U 4 .- .. 5 .. .U C O S S 230 0raa&
. U . . - . . . . . . ... . . . I Id . I- . . I . I I .KB I I I hi I I . .h . . .K I . . 10: * K; 1;0:4 UCK4
Z *a Z*4C . ot S .W S0.KSl l.; rl UKKlf In*Ad tife-ti impU 7.2". *K M 52 4 CWophi,'Wvlo . loo OKWKBC no o
* . . 0 ~ S 05 . 0 900 5 WO * B h 0= 00 00C00hi - S 4 5 i ei 40i0i C 5 0 U .
-ES.KS05ift 4t.. . . . . . . . S. K * . . . . - faf -C - - --
z 0 a W. a 0 0 40 fb0! o O u - Ad U K 0A . -0 b, 1
lw"'LL222ZZU U U
- a O Z I , I 9 O5 5l Z A . . . . . . D j p f l f N S A S.I!.. .. .. .. .. .. .. .. .. .. .. .. .. .. .
: K U K O . . K V 45-U . . A U U S U 0 A U z. K . U S 4 . K ~ * -E K O .- - - - -
.4: 2 f w--- - - aRf
W 0u o zt~z:z000002
000 0 i. . - . -. ;' a ft .5 ft MhWS4UU.K4 5.9~~ at IAUUC.U Iwo0000 - -- ---- 0-1d---U 1hi ~ ~ ~ ~ ~ ~ ~ ~ ~ " sod AdS.fttf U. . . .. . . . Uw aU UK ... OOC.S U UU
S 4 S.U **K- ft * . . . . .0 . . . S S. . . * .U t0 a UK A aU5SS. :K440 . CCK.d - - -** K. 4
K....... ... .. . . .. . . . . . . . . ............dK4.S US - - - AUd... .. I
U ~ ~ A K .. KB0050 -- -- K . . .KdU.ddd I*U:.....U*** 00.U o 6000004. 0040 -- W. *OM 000 *mo WS. 0 K K a .a5 0 0- -U KU 4Fa a04F
36i ~ . *.K**SSS~ . . . K*. S K K K d K * 0 0 0 @S.d*30AK
% 00% U - - - - A~~ - - - ~ . . SK . . *.S~ . .

0a -
-4 2 8*
a w 4; n, -4 - 1a 0 0 Z 0 i
Us 0i ; . % i - 3 6 3 % aas2 ai %:a . .3 owl0 3 016 62 3. 0 4 h-6 4 PC3*
4 6: .06 0 21.. 60 . 3 0- 3
.5* ; -. .1 go
i- a..5 r :i ca 2; . ao ea a ... a s a
:: 0 8.6 as *w wiK 6 4 ai% ~2 6hi43 6 Si R a a 2, v- 3- T. - N-' a a'
2a coJ A4 aw am6 33
a2, g a 2- 6 Uj 23.l 0IPAsa£- aS 6641 0o a-4 . 0 a-62 6 4
a .6 *60* 3266 1116 .9 a a w .5 .5 a-a 0. a - 5. , a -a A.6 0.0663 0 3 1
IL~~ 2 2j 00 "w oft0 40 .3- F a-4 ~~~ ~ u3 -" g m-6 46 2 aw wi g-1. a io 633a'3o so I0 3 K* a ww .306. 66s oZ 6 w hhi0 .w13KZK 26 v0 a 9; :6IdA-w0o .- a-- . 6 h a a .3 su3-. ~-f a66. w,6
hi t.302 a 6a 60 4; f m6h4 w- 0am 2 % US w. 4 b4 -260 t a. :. 06%;a60 Id00i .3 I .6 0 66 i @ 0 2 06% -a w Z.3 g ~. a
ras* UZU* a 2 - : :a" us .52~ W2 22 66 6U 6hhi20 6 4
6060 -hi a=2 654 a-6 aI#4- ow~i 633 6 661L U6 U~o :Za aNt "-ah606ia au ao t- d2 a. .36.3542 a 22%22uuf3 .46 his 13a62 -1
ad M iz *333 60i a 6 6360 a- 6o 0" a s 36 4 0, V660 bnc a. . . w . : * zwo. - . m.
'I.~~I Za hi 0 .643 45 63 60 . -- , 66a aaa vh ah aw 6 hi -3.- -m6a62 qdhihiah 1 15hi03a *n a-a -R.3a-.-2 whi2 0 a 0 5 aN6K0 6 .%v*hU02*6
t64 0 .5 34 0 66 !0 ma~u--t - 3-6 6ahi322. .5 3 si6 X2 *2 a,, It as a'. o. xhi Z a 1, *a.3au-C033 *a- ze *a- 232 46 2o 6 663 a . 6 % -a-.a103 **
'a~~~~ Amu;3 .4 4 3 0 4 3 6 4 3 4 0 3 aU34 6 3 63 .- - a e *, " 33 hi 546 6w"lIZ~~~ t: ::06K1*hO 2 *hi 2203 2 0 6 2*- * hi- ifhK * .% 3 6 .62660~a a -an 2-gaaa3i30 hi.0IK16 iisow. am33- 3z W ~ z 63 03 w5.3~5-.wo .6 :1.*is1515.wi .4 3 5hh6 a 0 .55.B05 16 5 50 n-j As%3 * 5a3xowa~~ *Ia3i *hwoiwiOKh o.ilh 36 Sh o U0h2h2h2~0 * - . aJO *6h~*iwhh0h S 0 a j T o, U
63 ZZ-6-62hi.566Iw ahi0a- .A-0a.3a6U0a-00m-owI a6668ua.3a-u0a-b ahiha. JG *!-a-a-6..Lnvoa.: Z20~"u 62o 2 2 30 2 2 2 611 2.0 2 6633. . . 2h43i*36 . .*65.3.435i~3 - - U3UJUU~.3.66a636-66- UUUU.aU33- -3-- a.. ,hi.560..J.55a- 0 -w665 .56.56.5u a-sea05565 66..2.2.*6 36.63.633
.. 4jo a a *3 *3 _A 3 3 3 3 3 33 3 3::~~.cu "jm - : 3"* *3 3 30w
.4.3.
a 2 0 hi 6w a 0s a-4 3
2.36 It as a h 6 0hi~4 a3 W 6 0 6 3 i a 60 6a a
a= 2~um a- 6*2 hi 'a 0 6 341 - hia a -noa-S 62 =w U" a a= 12 .3 hi 46 36a-a3 a- hi24. a a 0 3
.R 3- hi 6Kh w5 a 4w go5 a-u 20 hih 0 4 6 0 w
w 42 x2 z & uz ..5 Z26 w 0 2 al 0 .3-1 h2u22 ax 33.36 :4 66 3o IL0 0a- 991 a- a-E~iz " 6.5 26 6 a a z . 4 L.5.-3 a a -ow 6hi 4J 6 0 a ft3
a L 06. aw Z.I6.a3. 0m h. hi no* 36 hi ; 34 I.. E 0N 2 00 " 1iI1;ha a , 2 2 W 32.26 2 - 6 =hihi6 A 2h 2, 216 66: 4 4 3U a - a 0 0
a. a 4 6 hw h4* 06 203W~b:mD w Id 60 Ia- . 6 a-a... 36 6 34 3- a w63
* a-u 3 36 6a- 6.32 se ca .a 1548 a a Gas 6.. 2-% m 2 5 6hse 6 a 0 aa~~a646U a4 00 0a60 6 6 ~ aa oj iaI 6a-n a a a aw o~ a.64 66.5 Uhi1 was-0 ;a 66 whhi S3 so110 . 3 . 6
hiw aa 0 0000o o aoo .306 634o2. 2.3.4 Id64 wa.5 6s Id-aV~- hi 2at a %'a .3a-u 4. 3 a 666 0446 04Idhja 605 ooj 3 4 S. 06 4p Z 62 aala . a, 643ws *a0 a-j0i Ihi .3 - a 10 63i Idoh Q 6 ml w as6 -
06 b.hO. wo- . aaaa .. 6 6a46 5 2 -a h a a o3 * 0 aa a&aahia 413 a-6a6a.3hi 62.520 63 6U .533 A, aaCiO 4 0 fit .5o0*6
a-a-4 oo.m-m am a63a6a a3 60 3 41.63 hih 4 4,
03 a vi . 4 64U43-&30~ Z3506 ZQL 0!0:a-6.w6 *4 ' 0 I a .a46o oa-a-~~~~ - % a 30 0 04 6' .Oi 6h4hi. 633 w ;%ab043a- 4 0 i 03 .:ol 0 Wh.3~ - 0 0 m*6a-4%a40a3 W6Ga- 0. a3 2hoa 3 :2h b
4.5 2 w 61C2a a amhi-a- himaa.3hi azc U4h6 66 i - ~ a
o~~hiffa.6 4 hio 6 245 26 a6*0 .ba-0 33 ~ ao 03a0 30 4204.a~a a3.3 333 6044a 22i.
46 S .3 6322 231 213 66aoa w X3.3 5!! a6a i a4 ow.5. ." 6 2I I 26 a. . 3 6 6 hI 3 .a3 & 423262hi aha.4-Ua23020335 6 0 i i6
.5666x ;a 64I666632..46 .66666 Uh.6. K .a 230-..3I63i645i00 a. 4.63hii SO: a- go:. ~3 hi6 .6.5~~~ d-66 3a20-a2 m5 m 3hh46 ~ ~ ~ ~ ~ ~ o *wf 034U2w% a6""6h ** * * ~ ~ 6 giaIX1-3.6zu~a * , ,,,, * * *,S -* ~ W, ~ * a avow C V2 * *33 3 6a lo of- a z: : a I
u63 3 4 6 hi A2 ft0"0 6 3
3 3 33 33 33 33 33 33 33 ** 33 3 333 33 * o3 33 33 33 33 33 33 3 3
u w .so How" .w .a .a. a. a.3..3.a..a33u..S33.. 33 331
At At aj 4~ look in

Op.
-b 6. -S z20 'b- 0f ai U 6.Uhi b I 5 i
2ULW .0 OI 0. O.J Io ~6.6.2136.0~~~~s a6 -W 6. 2 a . 2 E5 4 2 Z
to a -Wa 1 4 4a 0 0 2 - -0 E 66 24 a 0 h*AO 02 Q Is 6. Wb 2: a Ogl ZU*0tz a. V4~a.
.044 4 a 2a ~ 2 1 : 2 me wz f wbh42 h
'LasEWax #.4 2m .0 w 4; E ! 3 46 U *.OWvi2E Lb z@ 00 bib -1 2 2 .0. A EU 0 2 2 S2 0 S U 2
45 .z ME2 Whi sz r ai hi 4; r *. ** v4 z U26.i U 0 4 W
03O a42~b 4 U1 a~ 4 411 aC a 0* * 0
S 4 W .0 1 I 2 U b- .J W so .. OW W4 64 U OWJ6 :L~-5* 0 0 .0W w aW : Uw 9i :0Li bib U W z Oih W
*~~~~~ .j ObZ2 5 i ~ - a & 6 hi 24.abon24 Oft 4 -V - f IS2W NW so 6. ." 2 U 5W 44
3-220.0 00 . W 0 0 - U 0 6..Ub- -0 a%,Z U 02T=03:050 6-=x *W N no 4.2 *@0 * 0U . . .- U bN W2UUh4: U
04W2U I 2 I" 24 U6 hi 2 0W0 03-0V ILaW . 40
6.zo 04Wo S60bS4i 6.: , 4w @4 0 0420 .0af hiS@6a 4.1 WL W Sih~iru 0.-C-hio ahO hi u M a.5b-- 2 a2 2Swo-U601r 'WOW
3Z- 0 'll22b- . .. . . - W. hi 2343 5 *.3U9ozou..0f .J -1 -aS 'W W 0 . 2 CI L MIU6LS 22 O-O!;WibbSS.O6.O a
a. OzhOiibOii a3 W-% a- IL 2. W -0 .0.462- - 2 W i --b4h.0U - -2i2U aOat'; n03 40 ,.W2.Az 2
U 40bbO Z-IL 4.5 U U .0 W.b .J-. 6..4 U: .0oa o: t hi owZJZi 4 3
-2 EEWzWUCw 3- 6.4 44 .4 4 a . at abS0a -i W wr aWt6U6 *6 i W2.i 4 2i ai. hi - Uf W, ai 06 a. UU U L U 60= 9-- 4hiz:Whi W U i 0WZ:
z b- b.2.46 2.2Li643 b- -% W- w . WbWh 4 n b- 2I J..i-J.2 2 2iU6O04
* U 2 U 4U 44 .0 44 4 2 a2...bbL4 2 20 24 2.0U a 0 cowwbzwhi2
- . U - U 3- 2 U 4 4 .0 a.2.J~ib.J 6..hi30 U 2 24 6.2 25 a 9 a - U 2 L2 .3- h 2 2 4 - hi W 4 42426.4 0 U U 2 066..r-i 2 i6 6 . 0 00
* ~ ~ ~ ~ I a hi vi 6. 6. 6. O2 w 4 b U U0..U0-U b-U3hiU b 0 2 4 U U i
04 4 6
. ... . . . . *. .. . . . . 4. .4 .4 .3 .4 . . . .4....*.
0v;;iU~ U~iiUiUUU U1iU4 Lim low UL, LiU UO doUUUUUU-U-U--U-W- - -U-
.J0 ~ =,4
le 20*0 2 : 2 :U1i 0W la hi 0W 40 41 U4W W" b e 0 . W4 0 W
- 400=.4 02 22.iiv *3* a- 0E hi 4; a as.
OPq 204 a.J 2a 0 24hii a b -a .5 . .
W h ~ 400 0 b - .. 2 a m2
a.i .S a U. W 1W at 4L t-0- 2 i 2 0
ooh w0 Uj a I- 00 a,- Z W no 2 S E a iia4 2 LW 46.1 6.*-J. b h 0 tt * % 4 ti6. L
0 W b--h a hi - Z i U 2 4h 2 m- 1 -: Q hia 2 6..L
Li6. hi52%6 K 0 .U IL Zi U IC Io 2 w .M: 0 44 -, 2 6.p 4 l iO -r o :a 0o *r wa.0 .. U 0 c a~i 0 4Si -6 S
22U .0 " Li 0 W 2 f 6 62.- w w 26 .0 e 04:9 i.. .4 4L II :h6!4, i~C UZE hi MO *0 14 0 Ob hi I4 a 0 40 0- U. 20WU 66
.0.0W ~ ~ ~ ~ ~ ~ . -4~ih W3LC bb -0 W RO0M 4 4 UO 6
't 00~SIW 4W, 46 6. 40 124. 72 -A m 6.4 .4 a 42 20 2 - . ,9 a I
*s n w ua2o 02022 02 bo4* 4: .--1OI W W 0 us a 4 - 4 0 a hi &S a b-
t . 0.20 u4a *U * 00. hiIRb hi Is.Svi2 02 I 4 a 0 6. OS9lL
04 0560 0 0s BA 0-0 2 6. 0 Lewi b-O30 4 0 :-1: a4%4~~~~~~~~~~~~ 4 i-4 4 4 .266b0.i 2 4LW h W S 2 & 6 0-4.05%~ ~~~~~ 0hvi2 - W 2 4 - a 0 0 4 . 22 2 4 0 i L .4 2 3 .
:% 0;z:Ua%J004~:- S IC% : WW -t. aU2 105-i 2..4 . 00 b- 2 40. a
.40%.J ~ ~ ~ ~ ~ ~ ~ - x*0 61hi IN AW .2 .hi .O 0. .Ui 2 0 4. - 2 *U 0 i o
"01 02.L 0 U
.UW OW~ Liz U U UW U b U
2%~~~~~~~W * * .. . 4 . . . . . . . . . . . . .2 ~ ~ b 4 A4444444444444, ~ ~ ~ ~ ~ ~ ~ ~ a MPSL4200U44 90.44400.U4240 4U3- 4.O4U0 *W-44424004-U
.woo 2 - 22 0 44I e n 0099 S a0- - - - 44 44 4
as040fa w0 tI'v.jzn' zU wfo
p, . -a * a mi so a- o 0L' a&

aZ a
0 C. ,a a t- t-
* ._24 -U -W N.
a 0 00 a -- C -
1-0,.
0 01 h a .am o *t
40 a~~ I.Oa a IMLa-C. -0 1. %-. w a a a=. 2y
00.1 a h. & a a% . w2 u 32w o - 0.*..O r4 a a. !L .. O ~.
a. Z- a& 0 0UO-It, IL haU haha ha. a. :a
oa us Xu O0aM&g -M -a "M 26" -a .iat uw! :%% a Nac r!aC taa r: ll. a ZI -
&a a OX a z C, a12 1! - a WZ It tCOmaft"-- a --- -- a w. a N . 0 -*a M -m -u -aa -. - - -a - m. aV z --. - - -a -. - .s . ... ..ha~~O 4 u~~liaaaaa =a. C 2 2 OWUa~aS3N UZU-a...aa.Ia.-a-2330a S.--01O a ) f5 *aa W* ~ ~ ~ ~ ~ ~ ~ ~ ~ N . I- Wzhuaaumae.a-oaauhuaxau * ss 00.@0a aamc
awah... u waaaaaiaaaaaaaaawaaa m 5...........a ..- um~. ua~aoa.3aa..uaaaaaaa aNIL 2.:'ha- ~ .- N-4a ~
NW -m a W~.W~W) WW UW UWW WW WWW U-0~ Z0 a~ -a -i in a 0 W@01
aW W WS a,. .- .h.............aa.W W a. a W W W OXaa . a a a a 4 a..a h K 5 @ W *. 5 p
-4~~~~0 saa 2a a aW U N V U @ W C - - - JW L w 0 1 .am& .- na N- a - .. 3 0 9 . . . ..0 ..aaa *W Ulu~ . .a
I~v M a0 a ,.o"Lao"u, aS 41 aa.s a
2 - z a.0epa- ~ a w I ae.a.MA~~.W.0 easa'aWS, a;.. . aoepaaWoaaaaea -
0-1 aw ahaM.ha U? & 0 a W, WIO aLa
ii az = m) ow u 0 q 0 * aw0w amlw % Z 1 ha ;a .10 awa -
i-& a a& a W -c .ame a 0 4z 4w uha Mza 0 wa40 a- a. LW -a 0
4ha a-, a a. 3. Z -1 . aO a& Ia a a a a 040 .a uo aU cca-at 1
.j *a 0. z a ;U.a W 9 I N a CO ahwao IL a w a, OL a.~ a am um 02to 22a cs ha :z W W zaaah X2 I
at a 00. xa a aa I a aOW m 0a.oh a 20 ha. .1; . hOU WO aaha a naXU z w I a a 0 10 N., U - ha
azahaahw .1 *a P. .Oh 5 I 5
00010~ a, IL aaZ - a 0aP-0020 a a 0L u 01. S-NU3 aw ta.a 'S4 's -to a a cA 0. aa- U L.-
.I. 01 .- a WI soah oa 4 wa 0s
Owa a- I- a at sw aW. a i ahVe a~o- A Iiz apaz a w .0 aC ha wo Z15.wao cc*ahaha ufj a M. t h4Za 0-a
Naihaa * 14Oh 0095 .. ...Mr.=h . 0 6 6.1 .J 0. NO Uha 00-60000 0 aa a. IM IM0
= !Sboga@. w a01a am w a .J *oa u0S..a 0:a - aW 0am ... 00*0 ZJ 03 a3 554O lo a001 a. -41 Z, eel, 00, X, -.4 a1 a. 0 a
so u a. fax .s a.a ..U h4 a ... .. ...a .J u * 55200 00 S50 w ow"O NO a az 0 U1h 00 0 0
d~~c~~haJ a-. LO N a ao a a aaa.L a a- - ~ a a.-, - - c--- c
0 3NW000 of SoS100001aao.1a40 uhzha0a a 0wwwwww w .www WO w Lf Wif 2 8 4.~aa~aaaa 14J .aa.a.aaa mfaa
00 0000 a wop"O 0 p *00 0 0 P..W06 WiNE--000 4 S0N O N WWW -WNU
.arnaE@Uolh a. -41
haWW a.Uda aUWW h a W aa.

3..
01 lwtt 4- 0.
Me 14 WU
- -= 0: - : z-i a I W*o u4w . . 5 k q I. m - a a' *
ah0 h I..L u x U * u
0 10 Z : -10 :.~U -1 2 &". 03
.0 t ;04 * 0 ; * t t 6
a4 14-0 a z in a" 11.. 0 @a 4 ~ 0 U Mao S go
Ua--lj 1 :-: . . U4 a 00 A Ow WS
t. . . .. toz . ~ . -1 .4 ; a. " ": a 0.
a a a at a9
0 444400 i 1 8g **.u OU tot** a. a.
*llt o~u im o0 ~ .4.S 42h
03 004 1w W = z Uom a, -- a:o ae ss . oo w~ .... S. - s ! 0I .@03~~~~~I I.0@ 0U U . aS~. U 4aa ; . &Z I- "9. 2444044i~ *i ** 0 V 51i *U- U O -: 0 a i 10L a .%
B. . .S 0.6 s-a-:fta a it.hi be a5 w@ 9h 0a 04 -83%*. . . . . . . . . . . we .2 0 a- a&JI wuamOO ... -aU
0 ..aaaa.............a@'Se 0.0 0-s~ IL W~w .9;0 ut.@t0 ..... a_ a. ae l 9 .S 3
000it .. .00.J4h . . . b
S020o--.' C.0 - - -,:3 bp gut5 :% . ZS a-3 9. .4 45.
00 0 "a 4 ** 0 44 5 5 ** 6 s4
* 00 * 0 4 0 0 0 0 6 4 0 0a05 4 4 4 4 4 4 a 0 9 0 1.0 . 0
ft a IL a ok - II -e - - ILI *& I Uiz a U
* ~ ~~ ~ se o** * ** * . . .. . .
42 U US GOVERNMENT PRINTING O~FFICE 1984 - 754 040 10007 2,0-9/84
-1 M %

4r
A1
rfe'4o
S S4
to 44"1*4 C


















