ii - gross-k.de · I Outer Ring Adjusting screw MandreI Flex Ring Tubing m 3: ~~Mf!tUJI50U~ti,...
3
I Outer Ring Adjusting screw MandreI Flex Ring Tubing m 3:~~Mf!tUJI50U~ti, '2(fJUi II1IfoLt flS2~ 1nI ~ Figure3: 150 mm Flex Ring pipe die mounted on the line, having at its end 52 adjusting screwsaround the circumference Flgure2: Crosssedlon of a Flex RingDie whlch can be retrofitted Into nearty any exlstlng annular die by slmply modlfylng the outer ring and Insertlng the Rex RingTublng m2:-t~_~~WI!J. R~~~~ ~~*;~~I~~~~~ JL'F-ßifl" (fJIm_Q SgJt~~~~.*ffl~tr-JImJt~~~~ ~~F~iE~T~ l5Jai~im~tr-J*~:jj;:ilI~T_ tr-J~~.~~~M~M~~. ~~~~~* ~~ 7$~t~tr-J~i.t. ~fIP~"tr-J~1igttYJtiN ffffi~m~. -1'gtr-J~.~~7 .• ~ &~Amllif;jMtf.J~M*. ~~,J;fßIif~it 7. ~~~Mtr-J~~~~~.~M.~~~ ~~ImJt~m~~~~~iIJm~~. ~Ftii'F ~~ -iX 1ig~ .i!ilI-iV~~~~~ ~ ~ ~g .1Jt~~.~.§.m~~w~~~~*m~~ ~. :jij:1JnI1~~m~tr-J~1RJ*~:jj;:. m~-Q ~:jij:1JnI1~~, ~~~:jij~@]*. **~~1ft M*ili~~ß*•. j;7~t~-1'~1Jt~~ MlliIZ:. i.m~tr-J~"~~tm$~~~:ii;iOC. ~~m~~~~0ffl ~~19IJT. ~M~~J;f- t:1;.m~Tfc.j$tr-J*~:jj;:&~.~~~i'F~fjg ~ilI-iV~~~m~2~~~~~~*~$ m~fftt~ ••• ~.~~t:1;.~~mT~ 13: 1RJ I~ff tr-J. ~m~ m~T.i!$fi&ilI• I!.p {f;;k ~tr-J~~~T.f;j3:m~Wtr-J~I. i!?~~ ~M7t§;IJ~~'m @$~tr-Jm~fB] l!ii!iWi ~~~~ iIJM~. -1'~~~M~IB.tr-J}j!1j*~i.5t, 11J!tr-J~ ~~~~ai fB]~~'740%. ji'ij30~ *][~.*;ttr-J~.i~~~~'750%. ßg4. -1' ffl~~t~~~~II:Xß~tr-J19IJT. ~lI:XmIZ:~. ~~~mlliai~3ill:Xm~ ~~mJtr-J~.7t$, ~~~-1'*tr-J~~ffi fE.' ~i!,fIPtI!J iJt T II:X m~~ tJWJ00tr-J~- ,~~,~jJ!~~ * tr-J ~1Jt ~:L.& 1i< ,~tr-J t~ 1$~t m~T ~~. ßg5Jm.ff-7~~t:1;'&~-1'Jj\~~i9!~ iitt~D...t.~~:L~IJtr-Je*~*H~ •• ßg6Jm.ff-7-1'.~~t:1;.~~.AM~M *tr-J~n~, m*~-fIP!'tff~~Lm ~~~~.~*gtr-JAM.f;j. ßg7Jm.ff-7 -~*~~t:1;.~!!~Jt. *m~fIP~ttj~~:L~ ~~!3B~~Ttr-J 151 ail!.ifi ai~ AMim~ tr-J m ~fB] l!ii!ilI~*i.t~". ~$,~~~M.SImJt~im~~~.A m~M*~*.i!ilI-iV~~AmJtf;j~Am .1m~g.1Jt. ßg8Jm.ff--1'~ggJt~~ M*.'2~1'7tim~~~tr-J-1'~nH,m *AM~~~W1Mf-g~~91'~~tFgtr-J PCJtf;j.*ffl~fIPM~n~~~~~~~ iE~Ttr-J15J ail!.ifiail!.ifi~~ ~~ tr-J~9"~~tFg tr-J7t~~TIit~tr-J~". ~.3fPJT~:Ltr-JAMlliI z:m'i5J~:LfIJm ~~"tr-J ~mlli~~~M~~~ ••• ~~~SE.~.~.~~.~~ •• m~m~~~~$ @PX: 7 7f;}'.A.Bii9!laDi.t.~'JPIoJ. ~I z:M~~ ~. '21m:Lm~~~~71:i\:m~~ploJ. ;a~ ~.@PX:~~~••• ~.~.*.~.~ .. ~».~. ill.~ffl.~~.mff~~ tfJ7f;;*jg~ '2. ~Jlt. j; 7m-iV&ilIfM~J!~~~f9)::§i. A mmlli 7 -»1i~~9H&tr-J~ ~~~ •• ~~lli&0tr-J~71~.~»71~~~~~.~m~7f;$~~tr-Jmlli~~~ .~.~.ktL ~Jlt~1g~~1~ 7 ~~ PX:*. ji'ij'§'l5Jati!?j~~7 ~~tr-Jf9):S:. ~f ii t1f m .fflt * eq • MA*JiIl Multi-Walled Seetion ~1:~I~~~Ä~~~~~ gJJWI!J Fig. 1: Crosssedlon of a multl-walled ftow channelsedlon wlth seamlesstransition regions tt*n~ ~2*~lli~~~~~M~~~m~tr-J~w m~mff.~~~~.~.j;Jlt.~m~tr-J ~m1fuH~:~7 Mj\Iij.~·t1. )..A.ji'ijRn:L~ ~-,'t13i*~tr-J~Jt. if,E~~83i.!fS~~!P.tr-JImJt ffiJ;X,~~ß~Jt~F.;t. ~Jlt!'tffj\Iij.~tt. '21i1~m 3:m:A~ :1Jn:i!iIJ jE~:LjJX:§'l: im~r*I m1*ffiJJ~~. ß~Jt m3:z. fB]:ii;:i:;9; ff~m. '21i1IE~~1'~mJti~~-~. ~~-1'~ ~ (ßg1). ß~Jt~tr-J*~:jj;:~~:LilI~T=~it3i1.t. During practical extrusion there are usually a lot of small imperfections which influence the melt stream distribution in the die in a way which cannot be forecast or calculated. In the process they superpose each other in a complex way. As a consequence the resulting products have always slight variations, regarding their thickness wh ich is not desirable but wh ich is inevitable if using conventional equipment. Therefore to further improve the quality of extruded productsa solution has been developed wh ich enables a sensitive reaction to these changes. This leads to a degree of thickness constancy in extruded parts wh ich is impossible with conventional dies. So not only the production cost is reduced but also the quality of the products are improved in the same time. .~~g~~~~~~~~~F~ effl~ßiJ~ ~IH~~2;2~.f;j~~~~~~iIJ0ffl. ßg 2.-1'~~m~~M[!ijßg, ji'ijßg3.-1' 83T~~~~~, *1'ImJtz.~~n~n [!ijm3:~jij. ~1'm.tJt~~JiUa~'RffO,2 ~*.im~~Wm~~&3i.~.mff~. ~Jltß~Jt~~ 3i*~~~ ~~9E1rJ. 16 EXTRUSIONASIA 02/2003
Transcript of ii - gross-k.de · I Outer Ring Adjusting screw MandreI Flex Ring Tubing m 3: ~~Mf!tUJI50U~ti,...

I
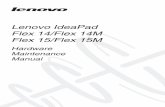
Outer Ring
Adjusting screw MandreI
Flex Ring Tubing
m 3:~~Mf!tUJI50U~ti,'2(fJUi II1IfoLt flS2~ 1nI ~
Figure3: 150 mm Flex Ringpipe die mountedon the line, having at its end 52 adjusting
screwsaround the circumference
Flgure2:Crosssedlon of a Flex RingDiewhlch canberetrofitted Into nearty any exlstlng annulardie by slmply modlfylng the outer ring and
Insertlng the Rex RingTublng
m2:-t~_~~WI!J. R~~~~~~*;~~I~~~~~
JL'F-ßifl" (fJIm_Q
SgJt~~~~.*ffl~tr-JImJt~~~~~~F~iE~T~ l5Jai~im~tr-J*~:jj;:ilI~T_tr-J~~.~~~M~M~~. ~~~~~*~~ 7$~t~tr-J~i.t. ~fIP~"tr-J~1igttYJtiNffffi~m~. -1'gtr-J~.~~7 .• ~&~Amllif;jMtf.J~M*. ~~,J;fßIif~it 7.~~~Mtr-J~~~~~.~M.~~~~~ImJt~m~~~~~iIJm~~. ~Ftii'F~~ -iX 1ig~ .i!ilI-iV~~~~~ ~ ~ ~g.1Jt~~.~.§.m~~w~~~~*m~~~. :jij:1JnI1~~m~tr-J~1RJ*~:jj;:.m~-Q~:jij:1JnI1~~, ~~~:jij~@]*.
**~~1ftM*ili~~ß*•. j;7~t~-1'~1Jt~~MlliIZ:. i.m~tr-J~"~~tm$~~~:ii;iOC.
~~m~~~~0ffl ~~19IJT. ~M~~J;ft:1;.m~Tfc.j$tr-J*~:jj;:&~.~~~i'F~fjg~ilI-iV~~~m~2~~~~~~*~$m~fftt~ ••• ~.~~t:1;.~~mT~13:1RJI~ff tr-J.~m~m~T.i!$fi&ilI• I!.p {f;;k~tr-J~~~T.f;j3:m~Wtr-J~I. i!?~~~M7t§;IJ~~'m @$~tr-Jm~fB] l!ii!iWi~~~~iIJM~. -1'~~~M~IB.tr-J}j!1j*~i.5t,11J!tr-J~~~~~ai fB]~~'740%. ji'ij30~*][~.*;ttr-J~.i~~~~'750%. ßg4.-1' ffl~~t~~~~II:Xß~tr-J19IJT.~lI:XmIZ:~. ~~~mlliai~3ill:Xm~~~mJtr-J~.7t$, ~~~-1'*tr-J~~ffifE.' ~i!,fIPtI!JiJt T II:Xm~~ tJWJ00tr-J~,~ ~,~jJ!~~ *tr-J~1Jt~:L.&1i<,~tr-Jt~1$~tm~T~~. ßg5Jm.ff-7~~t:1;'&~-1'Jj\~~i9!~iitt~D...t.~~:L~IJtr-Je*~*H~ ••ßg6Jm.ff-7-1'.~~t:1;.~~.AM~M*tr-J~n~, m*~-fIP!'tff~~Lm~~~~.~*gtr-JAM.f;j. ßg7Jm.ff-7-~*~~t:1;.~!!~Jt. *m~fIP~ttj~~:L~~ ~ !3B~~Ttr-J151ail!.ifiai~ AMim~ tr-Jm ~fB]l!ii!ilI~*i.t~".~$,~~~M.SImJt~im~~~.Am~M*~*.i!ilI-iV~~AmJtf;j~Am.1m~g.1Jt.ßg8Jm.ff--1'~ggJt~~M*.'2~1'7tim~~~tr-J-1'~nH,m*AM~~~W1Mf-g~~91'~~tFgtr-JPCJtf;j.*ffl~fIPM~n~~~~~~~iE~Ttr-J15Jail!.ifiail!.ifi~~~ ~ tr-J~9"~~tFgtr-J7t~~TIit~tr-J~".~.3fPJT~:Ltr-JAMlliIz:m'i5J~:LfIJm~~"tr-J
~mlli~~~M~~~ ••• ~~~SE.~.~.~~.~~ •• m~m~~~~$@PX: 7 7f;}'.A.Bii9!laDi.t.~'JPIoJ.~I z:M~~~. '21m:Lm~~~~71:i\:m~~ploJ. ;a~~.@PX:~~~••• ~.~.*.~.~..~».~. ill.~ffl.~~.mff~~tfJ7f;;*jg~ '2. ~Jlt. j; 7m-iV&ilIfM~J!~~~f9)::§i. A mmlli 7 -»1i~~9H&tr-J~~~~ •• ~~lli&0tr-J~71~.~»71~~~~~.~m~7f;$~~tr-Jmlli~~~.~.~.ktL~Jlt~1g~~1~ 7 ~~ PX:*. ji'ij'§'l5Jati!?j~~7 ~~tr-Jf9):S:.
~fiit1f m .fflt * eq •
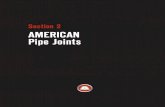
MA*JiIl
Multi-Walled Seetion
~1:~I~~~Ä~~~~~gJJWI!J
Fig.1: Crosssedlon of a multl-walled ftowchannelsedlon wlth seamlesstransition
regions
tt*n~~2*~lli~~~~~M~~~m~tr-J~wm~mff.~~~~.~.j;Jlt.~m~tr-J~m1fuH~:~7 Mj\Iij.~·t1. )..A.ji'ijRn:L~~-,'t13i*~tr-J~Jt. if,E~~83i.!fS~~!P.tr-JImJtffiJ;X,~~ß~Jt~F.;t. ~Jlt!'tffj\Iij.~tt.'21i1~m 3:m:A~ :1Jn:i!iIJjE~:LjJX:§'l:im~r*Im1*ffiJJ~~. ß~Jtm3:z. fB]:ii;:i:;9;ff~m.'21i1IE~~1'~mJti~~-~. ~~-1'~~ (ßg1). ß~Jt~tr-J*~:jj;:~~:LilI~T=~it3i1.t.
During practical extrusion there are usually a lot of small imperfections which influencethe melt stream distribution in the die in a way which cannot be forecast or calculated. Inthe process they superpose each other in a complex way. As a consequence the resultingproducts have always slight variations, regarding their thickness wh ich is not desirablebut wh ich is inevitable if using conventional equipment. Therefore to further improve thequality of extruded productsa solution has been developed wh ich enables a sensitivereaction to these changes. This leads to a degree of thickness constancy in extrudedparts wh ich is impossible with conventional dies. So not only the production cost isreduced but also the quality of the products are improved in the same time.
.~~g~~~~~~~~~F~effl~ßiJ~
~IH~~2;2~.f;j~~~~~~iIJ0ffl. ßg2.-1'~~m~~M[!ijßg, ji'ijßg3.-1'
83T~~~~~, *1'ImJtz.~~n~n[!ijm3:~jij. ~1'm.tJt~~JiUa~'RffO,2~*.im~~Wm~~&3i.~.mff~.~Jltß~Jt~~ 3i*~~~ ~~9E1rJ.
16 EXTRUSIONASIA 02/2003

I
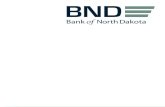
Figure 4: 200 mm Flex Ring Die for theproduction of blown film
~~~Iz**.~~~~~~~o ~~.
~~'~Ji%tl~ t±J~,~~:tQ%tl*~Jt.Iz: -1'I'fI~:tQ~o ~~ .• OOn.mM~I~Rffi
(IKV-Aachen)[1]B~21f!$71iß~ ~.:J.:&j:\-*~m=t±JJJjiij~MiP'If1= 0 ~:tQ%~tiWt~~~~~:If'~1JQ, ~~j®IH~~~~ß~j:\-~;m@:~;~:{±j:F g:. ~~ i~mffl 0 ~ f'P~tt #: z..ffi~.:J.
~1:f§*~~2;jff1M][, ~§l~'2:1f'@J~fa:7j:F~.~fi~~~~*7~~F~~J9i:~o
~~irI*4[1] W. Michaeli, R. Pelers, T. Schmitz, Mittel zur
Prozessbeherrschung, Regelung der Wulstgröße kann
Folienqualität verbessern, Kunstsloffe 11/2002,
pp. 88.90
Technical solution
Dies have been developed wh ich makea sensitive adjustment of the flowchan ne I geometry possible while theline is running. To achieve this wallsections which are extremely flexibleand wh ich thus allow for linear elastic
deformation have been integrated atcritical locations of the flow channel.The wall of these flow channels consist
of many single walls wh ich areextremely thin and therefor extremelyflexible. These thin walls are piled upon top of each other until a totalthickness is reached wh ich can
sufficiently withstand the interna I meltpressure. There is absolutely no gap inbetween these single thin walls. Theyjoin around their entire circumferenceinto a thick solid wall (Fig. 1). The wallscan be shaped three dimensionally. Dueto this special construction these singlewalls wh ich can go down to a thicknessof only 0.2 mm support each other withregard to the mechanics. The geometryof the flow channel alters gradually andthus no dead spots are created by thedeformation of the wall.
18 EXTRUSIONASIA 02/2003
Examples of the integration of multiwalled flow channel seetions into
practical dies
Production lines for pipes have beenequipped with Flex Ring Dies. Fig. 2shows a cross sectional drawing of aFlex Ring Die, and Fig. 3 is an exampleof a Flex Ring Die in production. Bymeans of a locally limited deformationof the Flex Ring Tubing, the lineoperator is in the position to furtherreduce thickness tolerances wh ich
remain in the pipe after the die hasbeen centered in an ideal way. Flex RingTubings can be retrofitted into anyexisting pipe die. Even thicker regionsof a produced pipe which arepositioned opposite of each other cansimply be eliminated by reducing theflow channel gap exactly at theselocations independently. A producer ofsmall pipes made of Polyamindereported that he has reduced the startup time of his line by 40 % and thethickness tolerances in his 30 mmdiameter pipe by 50 %. Fig. 4 shows asanother example a Flex Ring Die toproduce blown film.A great adjusting range is required inthe blow molding process when youintend to change the thicknessdistribution around the circumference
of the parison while it is extracted. Inthis application the task is to match thethickness at every point ac ross the areaof the parison with the wantedthickness and the draw ratio wh ich
exists at that special location. Fig. 5shows how enormously the Flex RingTubing can be deformed at the orifice ofa small test die.
Fig. 6 shows a solution for integrating aFlex Ring Tubing into a feed block tocoextrude a pipe with a foamed PVCco re and a compact solid outer skin. A
photo ofthe Flex Ring Tubing is shown
I!I 5: 43 i*~ t~.ff-t ~!iitiiX~m0l:tr.J~ ~%
Figure 5: Enormous deformation of a 43 mmFlex Ring integrated into a test die for
extrusion blow molding
in Fig 7. With this construction the flowchannel gap of the coextrusion flowchannel can be optimized at everywanted time while the line continues torun.
Finally partial multi-walled flow channelsections can be integrated into feedblocks for the coextrusion of sheets and
films with further reduced layerthickness. Fig. 8 shows a three layerMembrane Feed Block opened at its oneparting area which is used to coextrudea thin UV-protecting layer on both sidesof a PC sheet. With that solution the
distribution of the expensive UVprotecting layer can sensitivelyadjusted during the production at anywanted time or occasion.
Nearly every coextrusion process canprofit from flow channel sections
1!16:-t~~t~~~~~~*tr.J~~~.m*~-~~fl~~Z~~~~~
if;~9~~tr.J~~tt.
Figure 6: Drawing of a Flex Ring Feed Blockfor a pipe to cover a foamed PVCcore with a
solid outer layer
consisting of an adjustable multi-walledarea. Such membranes make a fine
tuning of the flow channel designpossible while the line is running. Thisis always of interest when somethinghas slightly changed during theprocess. For example, when thethickness of a layer is reduced, achange of the throughput rate for thecoextruded material happens as aresult. When the resin is changed itleads to deviated material behavior. For
the first time the incorporation of amulti-walled adjustable flow channelsection within a die brings the operatorinto the position to further reduce layerthickness tolerances in the final
product. He can do this without beingforced to stop the line, to dismantle thedie and to rework the flow channel
geometry. Once the flow channel isreworked in this way the processcannot be reversed.

Future aspectsIn the long run it is desirable to adjustthe flow channel situation
automatically, in order to establish athickness-controlled extrusion process.For some processes this is totally newso that the necessary control strategies
m 7: =~~~~i~(A-B-A ~>.'2f11j -Htiff.M 1jJ((.j-1'~tHf.
Figure 8: Three layer Membrane Feed Block(A-B-A-structure) opened in one of its two
parting areas
will still have to be developed in orderto establish a close loop contro!. Forthis purpose preliminary work hasalready been started on the part of theInstitute of Plastics Processing (I KVAachen) [1] in the field of film and sheetextrusion. The demand for control
systems will certainly increase so thatmulti-walled flow sections will further
be integrated into production lines. Thegreat economic value of the newtechnology is based on the fact that itnot only reduces production costs butthat in the same time the quality of thefinal product is improved.
References
[1] W. Michaeli, R. Peters, T. Schmitz,Mittel zur Prozessbeherrschung,Regelung der Wulstgröße kannFolienqualität verbessern, Kunststoffe11/2002, pp. 88-90
I!J 7:öl'i1!J4 81Ii~((.j~Im1f, fIIj~~~~((.j,
ljJi8];q~~}t~)jffiU~.
Figure 7:Flex Ring Tubing integrated into feed block offig. 4 being solid at its both ends and multi
walled in its middle region
Dr. Ing. Heinz Gross Kunststoff-
o VerfahrenstechnikRingstr. 137, D-64380 Rossdorf
O. Tel.: +49 61 54/69 52 40, Fax: /69 52 [email protected];http://home.t-online .de/ho me/heinz-gross
111:: % #J :j5z1JQ5i~n&*.1'iJ~~~fJl~UUJJ) fH~0<iJ~7ill-~~.~~oo~n§, 1'iJ.~MB~~oorr5.rr~$.ft700fi~Fft~~~0~,*~~.~ft7m.~n§~.~.
.1'iJ.~~~*~fI§0<iJ
.~~ft~1'iJ.~~m~(rr~)fi.0<iJn~1'iJ.~~.~~.~, .nmmu~m~~~fI*• fif*.~f~. i.\i:fiJ!fJffQ;&!J.• .A.~ ~&§fQ nJH1' ~&§i'l15J
• mJl~. 1%~~Q$J;:f*~1t ~• ~9JHIJ~~F~• ~f<:J*;.R.ilii~fQ ~~~&§• KARO~~t!1:f$fJl• ±~iJllfQjjJfi1~• !l*~F~~!mff• .::-'fi.\i:fi~~fQtl}imJIf'F
• 1iJ.5i~IIJt~*~fI§0<iJ1iJe~M$.0<iJ.~W~.fi~~ •• ~~M~F~*tli§~Z-, i.\i:fii'iT~!J.i~~DA-PETPETG, PqQPp~JjHm, ~~~r*J Jlt0<iJB~~OO~~~~~7~*~F~,~~1iJ.5iM$.0<iJ~mW~~M~ •• ~Mi'lXF~@ffl~~$I~~~*~fi~i§,~~I%~•. ~m.~P8••~~M~I~~. *ffl~~HmW~*B~~~.T~~i'I~9UQI@fflF ~~,~~OO••• ~~M~illft~H*MM~~,1iJ.5i~$.0<iJ~~~~$tt~~*~*MB.1'iJ.5i~0~.~W~~~ •• ~~~F~~.@~.1'iJ.~~0<iJmm7.*~.~~~
~~~~~~F~, *~~~~~~~~E*}.\i, 4-7Z: Jmi:!500~*1'iJ.~~0'ii]~~F~B~1'iJ~~W3~ili~ K~0<iJ. 1'iJft~~$.0<iJ.~W~.fi~~ •• ~~M~F~~i§~z-, ~-~~0<iJ, 1'iJ.~MServTec0<iJB ~2.il}'A$~1'iJft~M.~ ~i1f~~&§•
Brueckner:Extensive Service Activities
• Brueckner Machinery Oiangyin) Co,. Ltd.In order to further develop the servicepresence in China, Brückner hasestablished this subsidiary company with a
production location in jiangyin, JiangsuProvince, and a sales and service office inShanghai.
• Brückner ServTec GmbH
The recently established company hasbeen formed to focus on the service needs
of Brückner cust6mers specializing forexample in the following scope ofactivities:
• Spare parts. repairs, retrofits, cleaning• Personnel services and service
contracts
• Upgradings for mechanical andelectrical equipment and software
• Special purpose lines• Condition monitoring and teleservice• The KAROlab-stretcher program• Training and seminars• Une relocations• Trade and mediation of used machines
• Brückner Formtec GmbH
The company is one of the world's mostrenowned manufacturers of Film and Sheet
Unes for the processing of raw materials,such as A-PET, PETG, PC and PP. Thecompany has successfully instalIed severallines in P.R.China in recent years .The product programe has meanwhileexpanded by compact extrusion and sheetextrusion lines with new applications forthe automotive industry and for themanufacture of technical appliances, ·suchas refridgerators. In particular in the PETfilm and sheet field, extrusion applyingtwin screw systems has proven to be mostsuitable for special applications.In the course of a technical seminar to be
held during the Chinaplas, BrücknerFormtec will give a presentation on thisrevolutionary technology.
;,-- Karlheinz Weinmann
Brückner Maschinenbau GmbH,
Königsberger Str. 5-7, 83313 Siegsdorf
Phone.: +49-8662-63-278,
Fax: +49-8662-63-220Email: [email protected]
> Phillip Chen
Brueckner Far East Ud.,
801 Eton Tower, 8 Hysan Avenue,
Causeway Bay, Hong Kong
Phone: +852-2882-1412,
Fax: +852-2882-1023,
Email: [email protected]
EXTRUSION ASIA 02/2003 19