IDENTIFICATION OF MAIN PARTS AND COMPONENTS
11
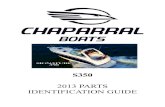
7 IDENTIFICATION OF MAIN PARTS AND COMPONENTS A. BLADE TENSIONING HANDLE B. BLADE ARM C. VISE D. VISE ADJUSTMENT HANDWHEEL E. MAIN ON/OFF SWITCH F. COOLANT PUMP SWITCH G. WHEELS (4) H. BLADE I. GEAR BOX J. PULLEY COVER K. MOTOR L. WORKPIECE STOP M. COOLANT RECOVERY TRAY N. STAND O. FEED RATE CONTROL CYLINDER P. BLADE GUARDS (2) D F I C G H K M N A B E J L O P
Transcript of IDENTIFICATION OF MAIN PARTS AND COMPONENTS

7
IDENTIFICATION OF MAIN PARTS AND COMPONENTS
A. BLADE TENSIONING HANDLE
B. BLADE ARM
C. VISE
D. VISE ADJUSTMENT HANDWHEEL
E. MAIN ON/OFF SWITCH
F. COOLANT PUMP SWITCH
G. WHEELS (4)
H. BLADE
I. GEAR BOX
J. PULLEY COVER
K. MOTOR
L. WORKPIECE STOP
M. COOLANT RECOVERY TRAY
N. STAND
O. FEED RATE CONTROL CYLINDER
P. BLADE GUARDS (2)
D
F
I
C
G
H K
M
N
A
B
E
J
L O
P

LIST OF CONTENTS QTY
A. PULLEY COVER ......................................................................... 1
B. COOLANT FILTER ...................................................................... 1
C. LOCK KNOB ............................................................................. 1
D. HEX HEAD BOLT ....................................................................... 2
E. WORKPIECE STOP .................................................................... 1
F. VERTICAL CUTTING TABLE ........................................................ 1
G. WHEEL ...................................................................................... 4
H. WHEEL AXLE ............................................................................. 2
I. STOP SHAFT .............................................................................. 1
J. COTTER PIN ............................................................................. 4
K. FLAT WHEEL WASHER ................................................................ 4
L. PULLEY COVER WASHER .......................................................... 2
8
UNPACKINGCarefully unpack and remove the unit and its components from its shipping container and check for missing or damaged items as per the list of contents below.
NOTE: PLEASE REPORT ANY DAMAGED OR MISSING ITEMS TO YOUR GENERAL® INTERNATIONAL DISTRIBUTOR IMMEDIATELY.
BASIC FUNCTIONS
J
H
I
A
B
C D E
FG
LK
ADDITIONAL REQUIREMENTS FOR SET UP
A. EXTRA PERSON FOR HELP WITH LIFTING
B. PHILLIPS SCREWDRIVER
C. 10, 12,14 & 20 MM WRENCHES
D. 4 & 6 MM ALLEN KEYS
E. PLIERS
F. SQUARE
This 8” x 12” horizontal metal cutting band saw is designed for both vertical and horizontal cutting in metalworking and machine shops for cutting various types of bar stock, channel stock, piping, and thin-walled tubing.
With four blade speeds to accommodate a wide range of cutting needs, the unit features an automatic hydrauli-cally controlled down feed with auto shutoff at the end of the cutting cycle.
The coolant system with built-in pump is designed to supply a continuous flow of liquid coolant to the cutting area to prevent overheating of both the blade and the workpiece, providing cleaner cuts and prolonging blade life.
A
B
C
D
E
F

PLACEMENT WITHIN THE SHOP
This machine should be installed and operated only on a solid, flat and stable floor that is able to support the weight of the saw (308 lbs - 140 kg) and the operator. Using the dimensions shown as a guideline, plan for placement within your shop that will allow the operator to work unencumbered and unobstructed by foot traf-fic (either passing shop visitors or other shop workers) or other tools or machinery.
ESTABLISHING A SAFETY ZONE
For shops with frequent visitors or multiple operators, it is advisable to establish a safety zone around shop machinery. A clearly defined “no-go” zone on the floor around each machine can help avoid accidents that could cause injury to either the operator or the shop visitor.
It is advisable to take a few moments to either paint (using non-slip paint) or using tape, define on the floor the limits or perimeter of each machines safety zone. Take steps to ensure that all operators and shop visi-tors are aware that these areas are off limits whenever a machine is running for everyone but the individual operating the unit.
PLACEMENT WITHIN THE SHOP / SAFETY ZONETHIS HORIZONTAL METAL CUTTING BANDSAW MODEL 90-780 IS HEAVY. DO NOT OVER-EXERT. A HOIST OR FORKLIFT WITH STRAPS SHOULD BE USED TO LIFT THIS MACHINE. TO LIMIT THE RISK OF SERIOUS INJURY OR DAMAGE TO THE MACHINE, ANY EQUIPMENT USED TO LIFT THIS MACHINE SHOULD HAVE A RATED CAPACITY IN EXCESS OF 308 LBS (140 KG).
9
ASSEMBLY INSTRUCTIONS
INSTALLING THE WHEELS
TIP: TO INSTALL THE WHEELS, YOU WILL NEED TO LIFT THE MACHINE. DUE TO THE WEIGHT OF THE MACHINE, ADEQUATE LIFTING EQUIPMENT SUCH AS A JACK, HOIST, OR FORKLIFT WITH STRAPS IS REQUIRED. ANY EQUIPMENT USED TO LIFT THE MACHINE MUST HAVE A MINIMUM WEIGHT CAPACITY OF 308 LBS (140 KG).
BEFORE ASSEMBLING, MAKE SURE THAT THE SWITCH IS IN THE “OFF” POSITION AND THAT THE POWER CORD IS UNPLUGGED. DO NOT PLUG IN OR TURN ON THE MACHINE UNTIL YOU HAVE COMPLETED THE ASSEMBLY AND INSTALLATION STEPS DESCRIBED IN THIS SECTION OF THE MANUAL.
CA
40”
50”
16”
1. At one end of the machine, install an axle A as shown.
Note: The ends of the axle should protrude beyond the sides of the machine.
2. Lift the machine and install the wheels on the ends of the axle.
3. Slide a flat washer onto the axle and against each wheel and then insert a cotter pin (provided) through the holes on each end of axle as shown C.
4. Fold down the prongs of the cotter pin as shown.
5. Repeat the previous steps with the other axle and wheels.

10
INSTALLING THE PULLEY COVER
INSTALLING THE VERTICAL CUTTING TABLE
1. To lock the blade arm in the UP position, shut off the hydraulic downfeed control valve I and lift the arm into the vertical position.
INSTALLING THE WORKPIECE STOP
E
F G H
1. Using a 12 mm wrench loosen bolt E without re-moving it, then slide the stop bar all the way into its mounting hole F and re-tighten the bolt to secure the bar in place.
2. Slide the workpiece stop onto the bar as shown G and tighten the thumbscrew H to secure it in place.
1. Slide the pulley cover behind the pulleys A and line up its mounting holes with the corresponding holes on the machine B.
2. Attach the cover to the machine using a flat washer and bolt C with a 10 mm wrench. Then screw the lock knob in place D to keep the cover door closed during operations.
C DA B
J
I K
BEFORE ASSEMBLING, MAKE SURE THAT THE SWITCH IS IN THE “OFF” POSITION AND THAT THE POWER CORD IS UNPLUGGED. DO NOT PLUG IN OR TURN ON THE MACHINE UNTIL YOU HAVE COMPLETED THE ASSEMBLY AND INSTALLATION STEPS DESCRIBED IN THIS SECTION OF THE MANUAL.
2. Remove the screws on either side of the blade J. Guide the table slot around the blade and line up the holes in the table with the holes in the bracket K. Secure the table to the bracket using the screws removed in step 1.

11
BASIC ADJUSTMENTS & CONTROLSTO REDUCE THE RISK OF SHOCK OR FIRE DO NOT OPERATE THE UNIT WITH A DAMAGED POWER CORD OR PLUG. RE-PLACE DAMAGED CORD OR PLUG IMMEDIATELY. TO AVOID UNEXPECTED OR UNINTENTIONAL START-UP, MAKE SURE THE POWER SWITCH IS IN THE OFF POSITION BEFORE CONNECTING TO A POWER SOURCE.
INSTALL THE COOLANT SYSTEM/RECOVERY TRAY FILTER
B
A
CE
D
ON
OFF
1 2
OFF
TO AVOID UNEXPECTED OR UNINTENTIONAL START-UP, MAKE SURE THAT THE POWER SWITCH IS IN THE OFF POSITION BEFORE CONNECTING TO A POWER SOURCE.
SWITCH OFF
The coolant system with built-in pump is designed to supply a continuous flow of liquid coolant to the cut-ting area to prevent overheating of both the blade and the workpiece, providing cleaner cuts and prolonging blade life.
1. Fit the steel mesh filter A over the coolant recovery tank drain B.
Note: To prolong the life of the pump and prevent block-ages in the coolant system, remove and clean the filter reg-ularly using a compressed air blow gun to remove metal chips and other debris.
CONNECTING TO A POWER SOURCE
Once the assembly steps have been completed, plug the power cord into an appropriate outlet.
Refer back to the section entitled “Electrical Require-ments” and make sure all requirements and grounding instructions are followed.
When operations have been completed, unplug the saw from the power source.
MAIN ON/OFF POWER SWITCH
This machine is equipped with an ON/OFF toggle style power switch A.
To start the machine flip the switch up 1.
To stop the machine during the cut push the switch down 2.
At the end of the cut the steel tab B bolted to the head of the saw is designed to make contact with and turn off the switch automatically.
If necessary the height of the tab can be adjusted by loosening bolt C with a 12 mm wrench and sliding the tab up or down along its slotted hole. Once the tab is adjusted to be able to turn off the machine, retighten bolt C to secure the tab in place.

12
REMOVING/INSTALLING A BLADE
1. Lift the arm into the vertical position. Loosen the lock knob A and slide the guard down as shown. Remove the two lock knobs B and open the blade cover.
2. Loosen the blade by turning the tension handle counterclockwise.
6. Re-install the metal brush, positioning it along its slot-ted mounting holes C, and close the blade cover.
5. Install a new blade with the teeth facing towards you. To tension the blade, hold the blade against the shoulder of the wheels as shown, and then turn the tension handle.
Note: See section “Adusting blade tension”.
BLA
DE
SHOULDER
BLA
DE
WHEEL SHOULDER
BLA
DE
WHEEL SHOULDER
C
A
B
There are a variety of different types of bandsaw blades on the market to suit various cutting applications. Your results may vary based on usage, experience and personal preference. Ask your local tool dealer for suggestions for bandsaw blades in 0.035” (0,9 mm) thickness and 3/4” (19 mm) width x 93” (2360 mm) length. Note: Generally speaking, because one wheel is somewhat adjustable (to allow for blade tensioning), a blade length variation of plus or minus 1/2” from the “ideal blade length” can be accommodated.
MAKE SURE THE MACHINE HAS BEEN TURNED OFF AND UNPLUGGED FROM THE POWER SOURCE BEFORE PERFORM-ING ANY MAINTENANCE OR ADJUSTMENTS.
3. Remove the metal brush with a Phillips screwdriver as shown.
4. Carefully remove the blade from the wheels.
THE SAW BLADES ARE SHARP, HANDLE THEM CAREFULLY AND MAKE SURE TO WEAR GLOVES IF NECESSARY TO AVOID INJURY.

13
ADJUSTING BLADE TENSION
A properly tensioned blade is critical to obtaining maximum performance from any bandsaw. A properly ten-sioned blade will last longer and be much less likely to break prematurely.
If the blade tension is too loose you will notice that the blade will have a tendency to drift or slip off-line when cutting and you will have more difficulty controlling your cuts. A blade that is tensioned too tightly will break pre-maturely.
The following information can be used as a guideline or starting point to assist you in determining ideal blade tension. This bandsaw is equipped with a blade tension scale B, which can be used as a reference for the ideal tension with various blade widths.
To adjust the blade tension
1. Lower the arm into the horizontal posi-tion.
2. Turn the handle A clockwise to tension the blade or counterclockwise to loos-en the blade. The white mark should be centered in the shaded zone of the ten-sion indicator B.
3. Make a test cut on a sample piece and if needed, re-adjust the blade tension.
Note: To check the blade tension, apply gentle finger pressure on the blade side facing you. The blade should not move more than 0.004”.
MAKE SURE THE MACHINE HAS BEEN TURNED OFF AND UNPLUGGED FROM THE POWER SOURCE BEFORE PERFORM-ING ANY MAINTENANCE OR ADJUSTMENTS.
AAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAA
B
A
ADJUSTING BLADE TRACKINGThe upper wheel is aligned at the factory, but it may eventually be necessary to re-adjust the alignment after a long period of use or after maintenance. This potential misalignment can be corrected by adjusting the tilt of the upper wheel.
D
E
1. Shut off the hydraulic downfeed control valve and lift the arm into the vertical position. Loosen lock knob C and slide the blade guard down as shown. Remove the two lock knobs D and open the blade cover.
2. Loosen the two bolts E with a 14 mm wrench.
C

14
BLA
DE
BLA
DE
SHOULDER
B
A
3. Loosen the blade by turning the handwheel coun-terclockwise.
4. Adjust the wheel tilt by turning the screw A with a 4 mm Allen key, so that the blade stays against the shoulder of the pulley. Tighten two screws B, close the blade cover and tension the blade.
MAKE SURE THE MACHINE HAS BEEN TURNED OFF AND UNPLUGGED FROM THE POWER SOURCE BEFORE PERFORM-ING ANY MAINTENANCE OR ADJUSTMENTS.
ADJUSTING BLADE TRACKING (CONTINUED)
SQUARING THE VISE TO THE BLADE/USING THE VISE
1. Lower the arm into the horizontal position and place a square against one of the jaws and the blade as shown.
Note: The blade must be perfectly squared to the vise F. If the blade is not squared, go to the next step.
The vise can accommodate workpieces up to 8“ wide. Adjust the angle of cut or square the vise to the table as follows:
SQUARE
VISE JAW
BLADE
BLADE
SQUARE
VISE JAW
BLADE
F
SQUARING THE BLADE TO THE WORK TABLE
1. Lower the arm into the horizontal position and then place a square against the vise face and against the blade as shown E. If the blade is not square to the table go to the step 2.
2. Loosen screw C with a 6 mm Allen key and make sure that the blade is parallel with the square by turning the blade support D. Retighten screw C once finished adjusting. Repeat with the second support on the other side.
WORK TABLE
BLADE
SQUARE
WORK TABLE
BLADE
SQUARE
EC
D

15
1. Loosen lock knobs E & F and push the two blade guards G & H in the direction of the arrows. Shut off the hydraulic downfeed control, and then lift the arm into the vertical position.
2. Loosen nut I using a 14 mm wrench.
The guide bearings K keep the blade from moving from side to side during the cutting and must be adjusted close to the blade (but not touching the blade) in order to ensure accurate cuts. The space between each guide bearing and the blade must not exceed 0.001”. If less space is left, the blade will get stuck or jammed between the bearings. Too much friction will cause blade to overheat and break. Note: Before adjusting the blade guides, make sure the blade is tensioned and tracking properly. Re-adjust the blade guides after each blade tension or tracking adjustment.
ADJUSTING THE BLADE GUIDES
2. To adjust the left jaw, loosen bolts A and B using a 20 mm wrench.
3. Position the jaw to the desired angle, or squared to the blade, and then tighten bolts A and B.
4. Repeat the previous steps with the right jaw using the bolts C and D.
Note: Use the vise handwheel to open or close the vise.
MAKE SURE THE MACHINE HAS BEEN TURNED OFF AND UNPLUGGED FROM THE POWER SOURCE BEFORE PERFORM-ING ANY MAINTENANCE OR ADJUSTMENTS.
SQUARING THE VISE TO THE BLADE/USING THE VISE (CONTINUED)
3. Turn the eccentric shaft J with pliers until the blade and bearing are about 0.001” apart as shown K.
4. To lock the bearing position, retighten nut I while holding shaft J with pliers. Repeat steps 2 to 4 for the other bearing, and then for the second assembly located on the other side of the saw arm.
5. Make a test cut and re-adjust the blade guides if needed.
0,001"
0,001"
K
A
BC
A
D
I
E
G
F
HJ

16
A
F
The thrust bearing keeps the blade from moving back and out of position when the saw arm pushes against the workpiece. The thrust bearing must be very close to the back of the blade A to prevent damage to the blade dur-ing cutting. To adjust it, proceed as follows:
ADJUSTING THE THRUST BEARINGS
1. Shut off the hydraulic downfeed control valve and lift the arm into the vertical position. Loosen screw B on bracket C.
2. Push bracket C as shown D until the thrust bearing touches the back of the blade A. Repeat for the other thrust bearing.
Note: The blade guides must remain at least 1/32” behind the blade teeth E to prevent damage to the blade.
MAKE SURE THE MACHINE HAS BEEN TURNED OFF AND UNPLUGGED FROM THE POWER SOURCE BEFORE PERFORM-ING ANY MAINTENANCE OR ADJUSTMENTS.
The blade guards should be adjusted based on the di-mensions of the workpiece.
To prevent the blade (which is flexible and which would not otherwise be supported) from slipping out of po-sition when cutting, and to reduce the risk of injury, a minimum amount of blade should be exposed.
For a straight cut and to reduce the risk of twisting, loos-en lock knobs I & J and position the blade guards G & H as close as possible to the workpiece, then retighten the lock knobs.
ADJUSTING THE BLADE GUARDS
I
G
H
J
CHANGING SPEEDS
1. Lower the arm into the horizontal position and loos-en the jam nut and bolt K with a 12 mm wrench.
2. Loosen the jam nuts L and bolts M with a 12 mm wrench until the base of the motor can move.
3. Open the pulley cover and change the speed (re-fer to the chart in the manual or the sticker inside the pulley cover).
Note: If there is not enough slack to move the belt, loosen tension bolts M as needed.
4. Retighten bolts M alternating until the belt tension is properly adjusted, then secure the motor in posi-tion by tightening jam nuts L and jam nut and bolt K. Close the pulley cover.
E 1/32”B
C
D
K
LM
TIP: CHECK TENSION BY PUSHING THE BELT WITH YOUR FIN-GER. THE BELT SHOULD NOT MOVE MORE THAN 1/2”.

17
AB
VALVE OPENED
VALVE CLOSED
C D
CUTTING FEED RATE/ SAW ARM TENSION
A hydraulic cylinder allows adjustments to the downfeed speed of the arm to control cutting speed. Note: The valve B must to be open in order to adjust the cutting feed rate.
- Turn the knob A clockwise to increase the cutting feed rate.
- Turn the knob A counterclockwise to reduce the cutting feed rate.
Note: Forcing the blade into the workpiece increases the risk of blade breakage and can affect the quality of the cut (burrs, chips, etc.).
A tension spring helps lift the arm into the the vertical position and slows down its descent. If too little tension makes it difficult to raise the arm, proceed as follow:
1. Loosen the jam nut C and tighten bolt D a few turns.
2. Repeat as needed until desired tension is achieved and then retighten the jam nut C.
Note: For less tension, loosen bolt D.
SPEED SELECTION CHART
BLADE SPEEDS
BELT SPEED ((fpm)
A 260B 178C 132D 86
AA
B
C
D
SPINDLE PULLEYMOTOR PULLEY
MAKE SURE THE MACHINE HAS BEEN TURNED OFF AND UNPLUGGED FROM THE POWER SOURCE BEFORE PERFORM-ING ANY MAINTENANCE OR ADJUSTMENTS.
The switch E allows you to turn the coolant system pump “ON” or “OFF”. You can also stop the flow of the liquid coolant by closing valve F.
Make sure that the level of liquid coolant in the tank lo-cated under the table is between 3 (minimum) and 5 liters (maximum). Note: To reduce the risk of blade breakage and obtain cleaner cuts, always use the coolant system except for ver-tical cuts.
USING THE COOLANT PUMP
F
ON
OFF
E
VALVE OPENED
VALVE CLOSED