Hydrocarbon - Front · PDF file4 The need to insulate against hydrocarbon fires Passive fire...
8
www.pfpsystems.com SYSTEMS
Transcript of Hydrocarbon - Front · PDF file4 The need to insulate against hydrocarbon fires Passive fire...

www.pfpsystems.com
SYSTEMS

2
What is passive fire protection?Before deciding which fire protection system to use, it isimportant to distinguish between active and passive fireprotection systems.
An active fire protection system reacts to conditions causedby a fire such as heat, smoke or light and tries to extinguishthe blaze. This can be done either by drenching via asprinkler system, by creating a warning via a smoke alarm,or by activating a fire defence system such as a fire curtain.Active fire protection is undoubtedly very effective, but hasthe in-built disadvantage of being dependent upon each ofthe various elements of the chosen system working. Anyvandalism of the water feed mechanism, damage to theoperating valves, or simply ignorance, can render the systeminoperative. It would be unwise, therefore, to construct abuilding’s fire defence around a single system that cannotalways be guaranteed.
A passive fire protection system on the other hand, insulatesa structure and prevents it from collapsing when subjectedto the effects of fire. Such protection buys time for theoccupants to escape, and/or for the fire fighting services tosafely enter, and remain in or near, the structure in order tocontain and extinguish the conflagration. Many passive fireprotection materials also give added benefits such as thermaland acoustic insulation.
Active and passive systems are complementary, notcompetitive. Legislation recognises this by allowing them towork in tandem. For example, if sprinklers are employed, areduced degree of passive protection is allowed.

3
Types of fireLike fire protection systems, fires are also considered in two categories.They are classified as either cellulosic or hydrocarbon. In fireprotection terms, the difference between the two types of fire is thetime it takes for the fire to reach its maximum temperature range.Under test conditions a hydrocarbon fire will reach a temperature of900°C in 8 minutes, whilst a cellulosic fire will take 60 minutes to reachthe same level. See figure 1.
tem
p (º
C)
time (mins)
1400
1200
1000
800
600
400
200
00 10 20 30 40 50 60 70 80 90 100 110 120
Hydrocarbon (RWS standard)
Hydrocarbon
Cellulosic BS 476
Cellulosic ISO 834
Cellulosic fires are those that aresustained by cellulosic products(eg., timber, fabrics, paper, etc)encountered in such buildings asoffices, hospitals, shopping malls,schools, etc.
Hydrocarbon fires occur inpetrochemical installations or oiland gas production facilities whenhydrocarbon chemicals and fuelsignite. Within a few minutes ofignition, the temperature of thefire can reach 1100°C, andunprotected loaded steelstructures may collapse due toloss of strength as theirtemperature increases.
Storage vessels will also absorbheat and weaken as the shelltemperature and internal pressureincrease. When the internalpressure exceeds the mechanicalstrength of the vessel,catastrophic failure may occur inthe form of a BLEVE (BoilingLiquid Expanding VapourExplosion).
As a consequence, fragments ofthe vessel may be propelled overconsiderable distances. Inaddition, the fire ball with itsintense thermal radiation cancause destruction over a widearea. It should be noted thatrapid vessel failure can occur evenif a correctly sized pressure reliefvalve has been fitted.
A third possible sub-section of thehydrocarbon fire is a fire in atunnel. Here, the basic concept isa burning fuel tanker and as suchthe fire is fundamentallyhydrocarbon in nature, but thetesting temperature is to 1300°C(RWS) rather than the 1120°C ofthe ‘standard’ hydrocarbon orcellulosic fire. For a detaileddiscussion of the specialrequirements of passive fireprotection in tunnels, refer toCafco International’s separatedocumentation.
Figure 1: Comparison of typical ‘cellulosic’ and ‘hydrocarbon’ time/temperature curves
4
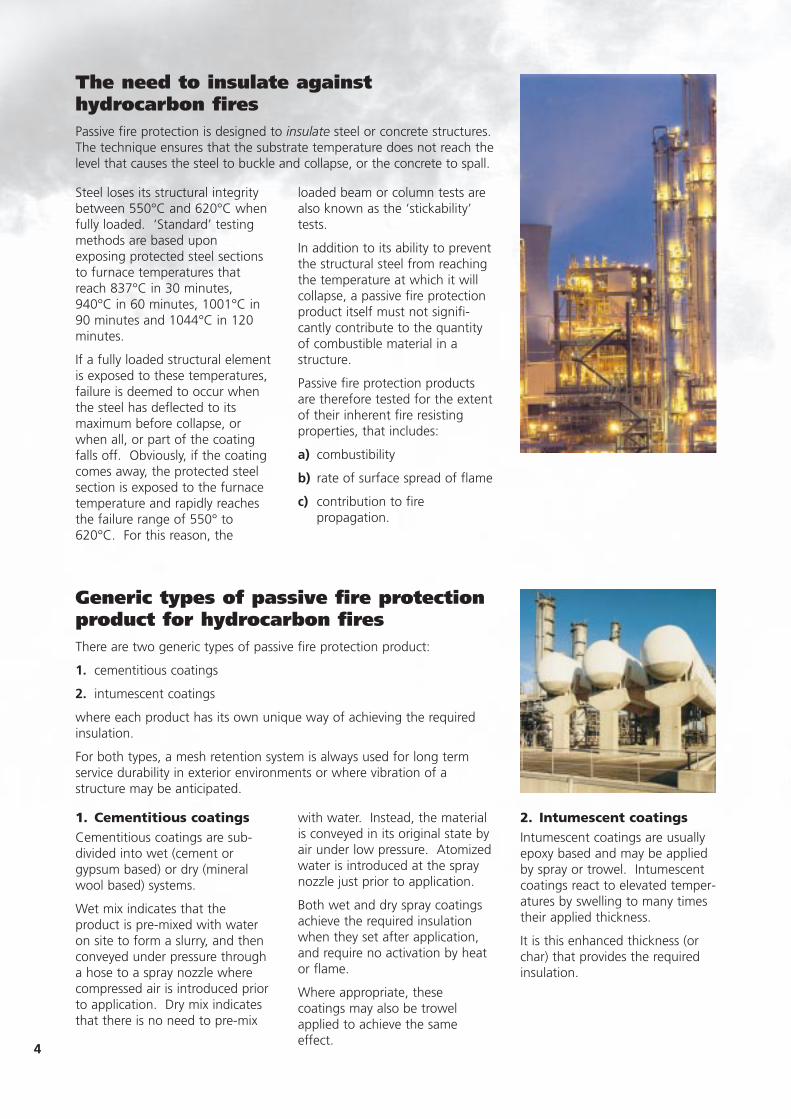
The need to insulate againsthydrocarbon firesPassive fire protection is designed to insulate steel or concrete structures.The technique ensures that the substrate temperature does not reach thelevel that causes the steel to buckle and collapse, or the concrete to spall.
Generic types of passive fire protectionproduct for hydrocarbon firesThere are two generic types of passive fire protection product:
1. cementitious coatings
2. intumescent coatings
where each product has its own unique way of achieving the requiredinsulation.
For both types, a mesh retention system is always used for long termservice durability in exterior environments or where vibration of astructure may be anticipated.
1. Cementitious coatingsCementitious coatings are sub-divided into wet (cement orgypsum based) or dry (mineralwool based) systems.
Wet mix indicates that theproduct is pre-mixed with wateron site to form a slurry, and thenconveyed under pressure througha hose to a spray nozzle wherecompressed air is introduced priorto application. Dry mix indicatesthat there is no need to pre-mix
Steel loses its structural integritybetween 550°C and 620°C whenfully loaded. ‘Standard’ testingmethods are based uponexposing protected steel sectionsto furnace temperatures thatreach 837°C in 30 minutes,940°C in 60 minutes, 1001°C in90 minutes and 1044°C in 120minutes.
If a fully loaded structural elementis exposed to these temperatures,failure is deemed to occur whenthe steel has deflected to itsmaximum before collapse, orwhen all, or part of the coatingfalls off. Obviously, if the coatingcomes away, the protected steelsection is exposed to the furnacetemperature and rapidly reachesthe failure range of 550° to620°C. For this reason, the
with water. Instead, the materialis conveyed in its original state byair under low pressure. Atomizedwater is introduced at the spraynozzle just prior to application.
Both wet and dry spray coatingsachieve the required insulationwhen they set after application,and require no activation by heator flame.
Where appropriate, thesecoatings may also be trowelapplied to achieve the sameeffect.
loaded beam or column tests arealso known as the ‘stickability’tests.
In addition to its ability to preventthe structural steel from reachingthe temperature at which it willcollapse, a passive fire protectionproduct itself must not signifi-cantly contribute to the quantityof combustible material in astructure.
Passive fire protection productsare therefore tested for the extentof their inherent fire resistingproperties, that includes:
a) combustibility
b) rate of surface spread of flame
c) contribution to firepropagation.
2. Intumescent coatingsIntumescent coatings are usuallyepoxy based and may be appliedby spray or trowel. Intumescentcoatings react to elevated temper-atures by swelling to many timestheir applied thickness.
It is this enhanced thickness (orchar) that provides the requiredinsulation.

5
Selecting a suitable passive fireprotection system for hydrocarbon firesIn conjunction with using the Product Selector, for an application suchas a steel structure for example, the specifier will also need to ask arange of questions when selecting the most suitable type of passive fireprotection system to resist hydrocarbon fires.
1. What is the substrate andlocation of the structure?
2. Will the protection be visibleand maybe require anaesthetic finish?
3. How long is the period of fireprotection required?
4. Will the product be subject tophysical damage?
5. Is weight of significance?6. Is price the primary basis of
selection?7. Is speed of application
important?8. Is access difficult?9. Are there issues with regard
to other trades?10. Can the product be easily
repaired? This list of questions enables aproduct to be specified with fullconsideration while avoidingpossible contractual problems dueto extras brought about by a‘loose’ specification based solelyon a performance rating of, say,120 minutes fire protection.
All specifiers should initiallyconsider points 1 to 5 and 7 to10. It is only when the type ofpassive fire protection productthat most closely meets theclient’s needs has been identified,that point 6 (the price) shouldform part of the productevaluation process.
For storage vessels, questions inaddition to those above will alsoneed to be asked to select asuitable passive fire protectionsystem.
1. The type of vessel (eg., sphere,horizontal, vertical)?
2. What are the vesseldimensions?
3. What is the vessel wallthickness?
4. What is the operatingtemperature of the vessel?
5. What is the configuration ofthe vessel supports?
Application of a passive fireprotection system will reduce theamount of heat incident on the
structure or vessel over aprescribed fire resistance periodand prevent structural failure.
Cafco International has developedpassive fire protection systems foruse on steel and concretestructures and pressurised storagevessels in both onshore andoffshore installations.
The Fendolite MII andMandolite 550 systems areinorganic coatings based onexfoliated vermiculite andPortland cement. These systemshave an unrivalled track recordspanning 40 years and have neverfailed in a fire.
The Mandolite 990 system isbased on an epoxy intumescentmastic which has high mechanicalimpact resistance.
The three systems are interna-tionally tested and are resistant toboth hydrocarbon ‘pool’ and ‘jetfire’ exposure. The systemsdetailed in the following datasheets are based on bothinorganic and organic coatings.
The correct thickness of material for agiven fire resistance period A. Steel structures
With the exception of tunnels, the majority of passive fire protectionproducts are applied to structural steelwork. The examples in calculationsteps 1 and 2 below therefore use a structural steel section to illustratethe method to establish the correct thickness of product required for agiven period of fire resistance.
Each piece of steel has someability to absorb heat — its ‘heatsink’ characteristic. The greaterthe area of steel exposed to fire,the greater the amount of heatthat can affect the strength of thesteel. Therefore a shallow thicksection has a greater ability toresist fire than a deep thin sectionand this ability is expressed as the
steel section’s Hp/A factor, whereHp is the heated perimeter (inlinear metres) exposed to fire, andA is the corresponding cross-sectional area of steel (in squaremetres).
The concept derives from the factthat the greater the mass andsmaller the perimeter of a steel
section, the better the inherentheat sink. In other words, asection with a high Hp/A factorwill heat up more rapidly thanone with a low Hp/A factor, andso may require a higherprotection specification to achievethe same level of fire resistance.

6
Step 1. Calculating the Hp/A factor
Using a 457 x 191 x 67kg/m serial size steel section where actualdimensional values are:
A (area) = 0.00854m2
B = 189.9mmD = 453.6mm t = 8.5mm
Note that the cross-sectional area can be obtained by dividing the weight of the sectionper linear metre by the weight of 1m3 of steel (7850kg). Thus, 67 ÷ 7850 = 0.00854m2.
Example 1 Profile protection, 4 sides exposed
Hp = 4B + 2D - 2tHp = 4 x 189.9mm + 2 x 453.6mm - 2 x 8.5mmHp = 759.6 + 907.2 - 17.0 = 1649.8mm (1.650m)Therefore, Hp/A = 1.650m ÷ 0.00854m2 = 193.2m-1
Example 2 Profile protection, 3 sides exposed
Hp = 3B + 2D - 2tHp = 3 x 189.9mm + 2 x 453.6mm - 2 x 8.5mmHp = 569.7 + 907.2 - 17.0 = 1459.9mm (1.460m) Therefore, Hp/A = 1.460m ÷ 0.00854m2 = 171.0m-1
Example 3 Boxed protection, 4 sides exposed
Hp = 2B + 2DHp = 2 x 189.9mm + 2 x 453.6mmHp = 379.8 + 907.2 = 1287mm (1.287m) Therefore, Hp/A = 1.287m ÷ 0.00854m2 = 150.7m-1
Example 4 Boxed protection, 3 sides exposed
Hp = B + 2DHp = 189.9mm + 2 x 453.6mmHp = 189.9 + 907.2 = 1097.1mm (1.097m)Therefore, Hp/A = 1.097m ÷ 0.00854m2 = 128.5m-1
If the same section to be protected is ‘boxed’, whether enclosed with boards or filled with a solidsprayed coating, the following Hp/A factors will result. Note that whilst the cross-sectional areadoes not change, the exposed surface to be protected does.
If the protection follows the profile of a section, as would occur with sprayed coatings and paints, thefollowing Hp/A factors will result.
D
B
D
B
t
t
D
B
t
D
B
t

7
Step 2. Finding the correct thickness of material fromtables using the Hp/A values
As an example, using Fendolite MII sprayed coating to give 120 minutesfire resistance, the values below are taken from an extensive table ofthicknesses based on computer calculations provided by CafcoInternational.
B. Storage vesselsFor storage vessels, the thickness of the fire protection required for agiven fire resistance in a hydrocarbon engulfment fire may be consideredas a function of the Ha/V ratio of the storage vessel, where Ha is the unitheated area exposed to the fire and V is the volume of steel per unitarea.
Consult Cafco International for further information.
C. Concrete structures, metal decks, turbines,bulkheads and deckheads
Consult Cafco International for the correct thickness of material requiredfor a given fire resistance period.
Table 1: For a required period of 120 minutes fire resistance(failure temperature 550°C)
Minimum Fendolite MII thicknesses (mm)
Hp/A Hydrocarbon fire(m-1)
Example 1: 193.2 33
Example 2: 171.0 32
Example 3: 150.7 31
Example 4: 128.5 30
Each Hp/A value above should be revised upward to the nearest valueshown on the extensive tables, e.g. read 200 for 193.2.
For the ‘boxed’, solid fill, protection in examples 3 and 4, the thicknessrefers to the material applied to the outside faces of the flanges only.
Although structural steel sections have their own specific Hp/A factor,thickness values will vary depending on the type of fire protective materialspecified and also whether the material is used on a horizontal or verticalsection.
Bluebell Close
Clover Nook Industrial Park
Alfreton
Derbyshire
DE55 4RA
UK
Tel: +44 (0) 1773 937 900
Fax +44 (0) 1773 836 710
Email: [email protected]
Website: www.cafcointl.com
3 Rue de L’Industrie, L-3895 Foetz
G.D. of Luxembourg
Tel: 00 352 55 17 17
Fax 00 352 55 27 99
13, rue Champeau - ZAE Capnord
F-21850 St Apollinaire
France
Tel: 00 33 3 80 7887 30
Fax: 00 33 3 80 7341 26
Exfoliators PFP Pty Ltd
Factory : 3/9 Pottery Road, Somerville.
Vic. 3912, Australia
Tel: 00 61 2 9614 7111 /
00 61 3 5977 5303
Fax 00 61 2 9614 7110 /
00 61 3 5977 7397