Httpwww Jamris Org042009saveas Phpquestjamrisno042009p172-174

of 3
-
Upload
javiervera -
Category
Documents
-
view
216 -
download
0
Transcript of Httpwww Jamris Org042009saveas Phpquestjamrisno042009p172-174
-
7/26/2019 Httpwww Jamris Org042009saveas Phpquestjamrisno042009p172-174
1/3
Abstract:
1. IntroductionModern manufacturing process, especially in aero-
space and automotive industries, requires more sophis-ticated measuring devices. Verification process becameinessential part in modern production, so the accuratemeasurement, high number of data collection and mea-suring velocity plays important role and cannot be achie-ved simultaneously at the satisfactory level. Dynamicsbecame the dominant source of potential measurementerror.
Scanning probes are commonly used in CMM machi-nes. The main asset of this solution is a great number ofdata to be collected which influences on the final accu-racy of measurement. Another advantages of this inspec-tion is possibility to measure in continuous way numberof pointswhen the machine ismoving.
One of the significant limitations of scanning speeddetermines the dynamic effects of the whole measuringsystem [1]-[3]. The Probe itself, machine, controller, ca-libration process, must be inter-related, as well as themeasurement techniques have to be designed to ensurethebetterperformance of themeasurement.
This article focuses mainly on the scanning probes
and their influence on accuracy of the measurement. It iscrucial to recognize kinetics properties of scanning pro-bes. Well known method of research, based on shape arti-facts [4]-[6], demands advanced and complicated equip-ment [7]-[16]. International standards also provide so-
Scanning probes, also known as measuring probes, areone of the most used solution for coordinate measuringmachines (CMM),because of ability to collect large amountof measuring points as well as fast measurements. Fastmeasurement and accuracy of measuring system have re-cently determined two critical parameters which decideabout effectiveness of the machine. Dynamic is the mostsignificant factor limiting accuracy of measurement. Majo-rity of research into scanning CMM does not separate theperformance of the probing system from the other errorsources of the machines, so a real error influenced by theprobing system is not deeply determined. This paper pre-sents the scanning probe model regardless the machinelinks. Determined model makes possible to better under-stand the probing process with higher speeds and optimizethe measuring process. Finally (future work), optimizationalgorithms will be proposed and applied to the probingsystem and the result will be improved accuracy.
Keywords:scanning probes, CMM, dynamics, model.
me recommendations [17]-[19] concerning this type ofmeasurements. Regardless of the scanning properties ofmeasurement it is very important to create a theoreticalmodel of scanning probe with mathematically calculatedparametersof scanning.
This model allows optimizing the mechanical proper-ties of probes as well as measuring algorithms, which fi-nally leads to improved accuracy with high dynamics ofmeasurements.
Scanning probes consist of three perpendicularlymountedguidewayswhich areparallel to machineaxes toperform the axis movement of stylus tip. Each guidewayis incorporated with length measuring system with rangeup to a few millimeters and a typical resolution of 0.1um. In fact, small range of scanning probes is compen-sated by machine movements for achieving continuouscontactbetween stylustipandmaterial.
There are two types of scanningprobes on the market,assiveandactiveones.Apassiveprobeisbasedonsimplemeasurement of tip displacement, while machine is mo-ving. Contact force is controlled and evaluated using
three (one axes each) parallel electronic springs whichgive an electrical signal proportionally to the actingforce. Active sensors represent a different approach tomeasurement. Active scanning sensors use a motorizedmechanism that is able to control the stylus movementandmodulate thecontact force with thecomponent.
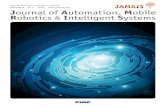
Scanning probe itself can be easily modeled using themechanical components. A model consist of mass whichrepresent mass M of (stylus, stylus carrier, transducers,guide ways, springs). Probing system also can be descri-
bed by stiffness K1 of probe mechanism and stiffness ofstylus, and damping C1. Taking these factors into consi-deration we can easily evaluated simple probe model(Fig.1).
2. Kinetic model of scanning passive probes
a) b)
Fig. 1. CMM passive scanning probe: a) picture [20], b) onedimensional mechanical model.
ONEDIMENSIONALKINETICMODELOFCMM PASSIVESCANNINGPROBES
Grzegorz Krajewski, Adam Woniak
Journal of Automation, Mobile Robotics & Intelligent Systems VOLUME 3, N 4 2009
Articles172
-
7/26/2019 Httpwww Jamris Org042009saveas Phpquestjamrisno042009p172-174
2/3
As the first part of simulation model one dimensionalprobe has beenevaluated. Itmeans thatmodel cover onlyone degree of freedom probe which theoretically canmeasurewith only onedirection.
It takes into consideration only probe mechanics re-gardless effect of stylus stiffness and stylus mass. Propo-sed model can be described using a mathematic formula
as thesecond order differential equation:
(1)
where:-time,- probe response,
- secondderivative of ,
- first derivative , free undamped fre-
quency, and damped frequency.
Theequation (1)has the following solution:
(2)
Initial value considerations, and , pa-rameters i canbe expressed[21]:
(3)
(4)
For the experimental evaluation of unknown parame-
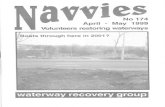
ters , special measuring stand basedon laser interferometer was prepared and described inFig. 2. A small retroreflector with known mass 1 was atta-ched to the probe carrier (styli were removed). Laser head3 and stationary optics 2 were located on machine table
t
x t
=P
A
A M K1 C1
( )
x t
x t
x t x' t
( )
( )
( ) ( )=0
Fig. 2. Measurement of mechanical parameters of the scan-ning probes: 1 - laser head, 2 - machine table,3 - stationaryoptics , 4 - retroleflector, 5 - scanning probe.
, , , ,
4. This configuration allowed measuring the free vibra-tion of scanning probes. The initial values of measure-ment where executed using external forces. Unknownparameters where evaluated on the basis of free vibrationcharacteristics of probe mechanism using additionalmass methods [21]. The evaluated parameters allow fordetermining the dynamic properties such as stiffness of
probing system, damping and masses. These parametersstate the dynamic properties of the probing system,which have influence on accuracy of measurement espe-ciallywith increased scanningspeed.
3. ExperimentsThis type of measurement evaluated for two types of
scanning probes: Vast XXT manufactured by Zeiss, andSP600manufacturedby Renishaw. Vast XXT is describedaspassive probes with maximum permissible error of scann-ing = 2.7 m, according ISO standards. SP600 isalsotypically passive probeswithaccuracy = 3.4 m.
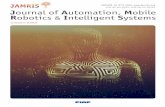
Determined parameters of model can be easily adap-ted to a mathematical formula. The solution of equation1 gives real probe response for different forcing func-tions. The result of VAST XXT and SP600 output perfor-mance simulations for forcing function sin( t)(1-Heavi-side(t-1)) were presentedin theFigures 3 and4.
MPEMPE
Fig. 3. Simulation of forcing responsefor VAST XXTprobe.
Fig. 4. Simulation of forcing responsefor SP600probe.
Tij
Tij
Journal of Automation, Mobile Robotics & Intelligent Systems VOLUME 3, N 4 2009
Articles 173
-
7/26/2019 Httpwww Jamris Org042009saveas Phpquestjamrisno042009p172-174
3/3
bes.In:8, Bielsko-Biaa, Poland, April
2008, pp.107-112.[7] Liang R., Jusko O., Ldicke F., and Neugebauer M.,
A novel piezo vibration platform for probe dynamicperformance calibration,
,vol.12,2001,pp.1-6.
[8] Bendeli A., Duruz J., Thwaite E.G., A surface simulatorfor the precise calibration of surface roughness measu-ring equipment, , vol. 10,1974, pp. 137-43.
[9] Woniak A., Metody badania dokadnoci sond skanin-gowych WMP. In:
, Waplewo, May 2005,vol. 3, pp.151-156. (inPolish)
[10] Woniak A., New method for testing the dynamic per-formance of CMM scanning probes,
, vol. 56, no. 6,2007, pp.2767-2774.
[11] Woniak A., Application of piezotranslator for the dy-namic testing of scanning probes in coordinate measu-
ring machines,, no.1,2004, pp. 93-95.
[12] Woniak A., Dobosz M., Methods of testing of staticinaccuracy of the CMM scanning probe,
,vol.X,no.2,2003,pp.191-203.[13] Woniak A., An investigation into the dynamic perfor-
mance of CMM scanning probes, , no. 8-9,2004, pp.256-258.
[14] Woniak A., Application of piezotranslator for the dy-namic testing of scanning probes in CMM. In:
, Bucharest, Romania, 27 -29 May 2004 ,
pp. 245-246.[15] Woniak A., Preliminary dynamic error characteristics
of CMM scanning probe. In:, Warsaw, Poland,
September2003, vol. 1, pp.201-204.[16] Woniak A., Dobosz M., Ratajczyk E., Testing the inac-
curacy of CMM scanning probe. In:, Cairo, Egypt,
24 -27 Sept. 2001, pp.57-63.[17] PN-EN ISO 10360-4: 2002. Specyfikacja geometrii wyro-
bw (GPS). Badania odbiorcze i okresowe wsprzdno-ciowych maszyn pomiarowych (CMM). Part 4: CMM sto-sowanew trybiepomiaru skaningowego. (inPolish)
[18] VDI/VDE 2617 1989. Accuracy of Coordinate MeasuringMachines.Part3. Dusseldorf.
[19] ANSI/ASME B89.1.12M 1990. Methods for PerformanceEvaluation of Coordinate Measuring Machines, Ameri-can Society forMechanicalEngineering NewYork.
[20] Renishaw,[21] Arczewski K., Pietrucha J., Szuster J.T.,
, Oficyna wydawnicza Politechniki War-szawskiej:Warsaw, 2008. (in Polish)
th
th th
th th
International Scientific Conference Coordina-
te Measuring Technique
Measurement Science and
Technology
Metrologia
VII Szkoa-Konferencja Metrologia
wspomagana komputerowo Pa-
pers
IEEE Transactions
on Instrumentation and Measurement
Mecatronica (Societea Romania de Me-
chatronica)
Metrology and
MeasurementSystems
Elektronika
The 7
International Conference on Mechatronics and Precision
Engineering
2 Int. Conf. on Global Re-
search and Education Inter-Academia
International Sym-
posium on Metrology and Quality Control
GeneralCatalogue2009.
Drgania uka-
dw fizycznych
th
nd
An excitation function applied to the proposed model,which represents the measuring surface (sinus), only gi-ves symmetric errors which are proportional to the maxi-mum of excitation function. Proposed model applied tothe evaluated probes show that error is bigger than Maxi-mum Permissible Error MPETij specified by manufacturersof probe. For VAST XXT specified in datasheet equal
2.7 m but obtained by the model is closely 3.4 m. Big-ger difference between obtained results and repre-sents SP600 probe. For SP600 maximum permissible errordescribing accuracy of probe according ISO 10360-4 stan-dards equals 3.4 m. Simulations show that error equals12um, which isover thanexpected.
Proposed kinetic model and simulation represent onlymechanical properties of probe transducers which can bevaluable for probe designers and manufacturers. Deepknowledge about scanning probes principles is inessen-tial, so the prospective model shouldprovide informationabout wider group of measuring surface especially withthe high speed curvature performed for high speed scan-ning. It is necessarily to develop model for future simula-tion of additional dynamic effect as stylus bending, fric-tion between stylus tip and surface, micro- and macrogeometry of measured surface. Improved model allowsto compensate dynamic effects of scanning probesoperation.
- Division of Me-trology and Quality Engineering, Institute of Metrologyand Biomedical Engineering, Faculty of Mechatronics,Warsaw University of Technology, 02-525 Warsaw, ul.w.A. Boboli8, Poland. E-mail: [email protected].* Correspondingauthor
MPE
MPE
Tij
Tij
4. Conclusions
ACKNOWLEDGMENTS
AUTHORSGrzegorz Krajewski*, Adam Woniak
References
Research co-funded as a research project of the Ministry ofScience and Higher Education of Poland. A. Woniak is a benefi-
ciary of the Homing program awarded by the Foundation forPolish Science.
[1] Bosch J.A., ,MarcelDekker, Inc. NewYork,Hong Kong, 1995.
[2] Butler C., An investigation into the performance ofprobes on coordinate measuring machines,
,vol.2,no.1,1991s.59-70.[3] Ratajczyk E., ,
Oficyna Wydawnicza Politechniki Warszawskiej, Warsza-wa,2005. (inPolish)
[4] Morse E.P.,, The UNC of Carolina at Charlotte, USA,
2002.
[5] Weekers W.G., Schellekens P.H.J., Compensation fordynamic errors of coordinate measuring machines,
, vol. 20 ,1997, p. 197-209.[6] Woniak A., Mayer R., Micro-shape master artifact for
testing the dynamic performance of CMM scanning pro-
Coordinate Measuring Machines and Systems
Industrial
Metrology
Wsprzdnociowa technika pomiarowa
Artifact selection and its role in scanning pro-
bes evaluation
Measurement
Journal of Automation, Mobile Robotics & Intelligent Systems VOLUME 3, N 4 2009
Articles174