
How Lean Saves Money - ASQ · PDF file5 S’s (+ 1) Workplace Organization ... Seiri...
48
© - Copyright Bureau Veritas How Lean Saves Money Joe Margarucci January 2016
Transcript of How Lean Saves Money - ASQ · PDF file5 S’s (+ 1) Workplace Organization ... Seiri...
© - Copyright Bureau Veritas
How Lean Saves Money
Joe Margarucci January 2016

2 Lean Training Module © - Copyright Bureau Veritas
Objectives ► To Learn the 8 Wastes for Lean ► To understand several tools of Lean
l 5S l Standardized Work l Quality @ the Source l Total Productive Maintenance l Single Minute Exchange of Dies
► To see examples of how these tools can be used to save money
Lean Initiative

3 Lean Training Module © - Copyright Bureau Veritas
“All we are doing is looking at the time line, from the moment the customer gives us an order to the point when we collect the cash. And we are reducing the time line by reducing the non-value adding wastes.”
Taiichi Ohno (father of the Toyota Production System, which became Lean Manufacturing in the U.S) http://www.leankaizen.co.uk/inspirational-quotations.html

4 Lean Training Module © - Copyright Bureau Veritas
The 8 Wastes
1. Overproduction
2. Excess Inventory
3. Defects/Errors
4. Excess Motion
5. Excess Transportation
6. Waiting
7. Underutilized People
8. Non-value Added Process

5 Lean Training Module © - Copyright Bureau Veritas
1. OVER PRODUCTION
► Making more, earlier or faster than is required by the next process
► Examples: – High WIP between
operations – Over testing
8 Categories of Waste:

6 Lean Training Module © - Copyright Bureau Veritas
8 Categories of Waste
2. DEFECTS / ERRORS
► Mistakes that cause us to rework or redo a task
► Examples: – Rejected samples/lots – Typos – Missed tests – Errors missed
during first review – Wrong Set-ups

7 Lean Training Module © - Copyright Bureau Veritas
8 Categories of Waste
3. EXCESS INVENTORY
► Any supply in excess of a one-piece flow through a process
► Examples: – Large batches before
sending to next step – Too many directions (overly
complicated procedures/too many procedures)
– Excess supplies

8 Lean Training Module © - Copyright Bureau Veritas
8 Categories of Waste
4. NON-VALUE PROCESSING ► Effort that adds no value to the
product or service from the customers’ viewpoint.
► Examples: – Adding product functionality or quality
that the customer doesn’t need or want – Quality control not Quality Assurance – Too many people involved in decision-
making – Requiring adjustments to be done by
person with “special” qualifications or job title.
9 Lean Training Module © - Copyright Bureau Veritas
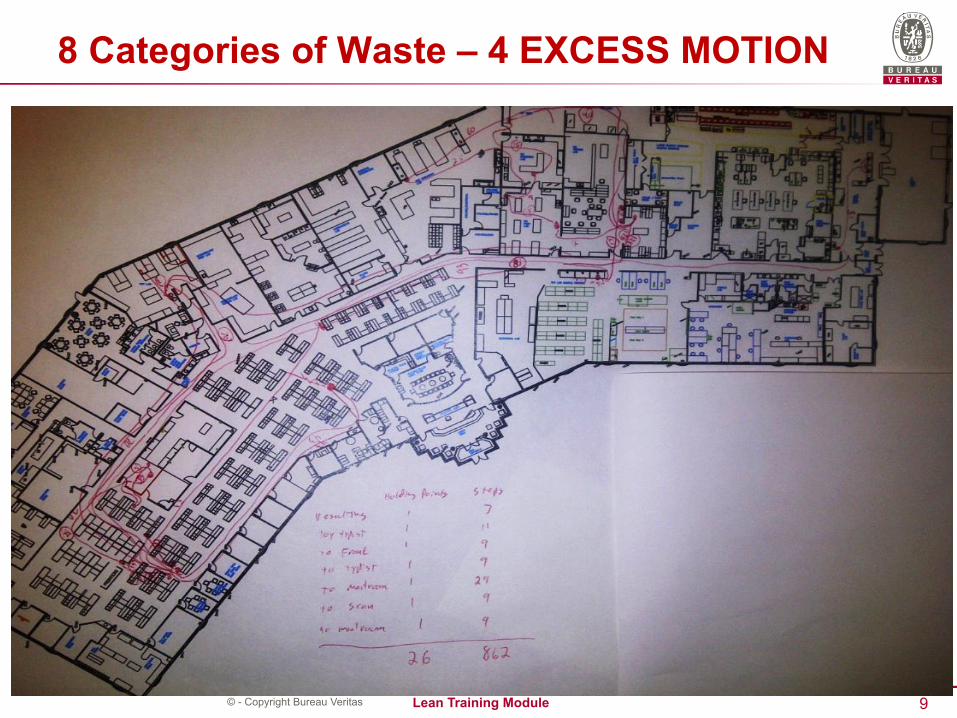
8 Categories of Waste – 4 EXCESS MOTION
5. EXCESS MOTION ► Any movement of people
that does not add value to the product or service.
► Examples: – Moving tools around in tool box
or at work station to find the right one
– Walking &/or over-reaching at work station
– Work elements not properly sequenced to promote flow
– Walking back & forth to get samples or paperwork

10 Lean Training Module © - Copyright Bureau Veritas
8 Categories of Waste
6. EXCESSIVE TRANSPORTATION ► Transporting inventory,
forms & information within & between departments & offices
► Examples: – Moving products/
paperwork/ samples to next step before it is finished then chasing.
– Spaghetti diagram

11 Lean Training Module © - Copyright Bureau Veritas
8 Categories of Waste
7. WAITING ► Idle time created when waiting for? ► Examples:
– Waiting for down or upstream production to be complete
– Change over Line / equipment cleaning – Waiting while equipment or computer systems are down (or slow).
– Waiting for Quality Check before releasing results
– Waiting for pre-payment

12 Lean Training Module © - Copyright Bureau Veritas
8 Categories of Waste
8. UNDERUTILIZED PEOPLE ► The waste of not using
people’s KSA’s. (Knowledge, Skills & Abilities).
► Examples: – Using technical staff for
Admin processing – Putting creative people in
isolated routine jobs – Insufficient & improper
training

13 Lean Training Module © - Copyright Bureau Veritas
5S

14 Lean Training Module © - Copyright Bureau Veritas
5 S’s (+ 1) Workplace Organization
Sort Keep only what is needed in your area.
Sustain Self discipline to maintain established procedures.
Safety Exits clearly marked; unobstructed
Floor openings covered
Cords and wire off floor
Stacked material stable Flammable materials properly stored
Fire equipment clearly marked
Standardize Develop system (rules) to maintain what has been done
Set in Order A place for everything and everything in its place
Shine Clean up the workplace
Seiri Seiton
Seiso Seiketsu
Shitsuke

15 Lean Training Module © - Copyright Bureau Veritas
Workplace Organization

16 Lean Training Module © - Copyright Bureau Veritas
Department Results: Facilities
HIGHLIGHTS
• First area 5S’d with min/max quantities • Machine shop much safer
AREAS FOR IMPROVEMENT
• Need to expand sorting and straightening to mezzanine • Identified area leader with regular checks
Sort
Straighten
Shine
Standardize
Sustain
AvgScore
FacilitiesClosets/MachineShop
4 3 4 3 2 3.2

17 Lean Training Module © - Copyright Bureau Veritas
Department Results: Hardlines
HIGHLIGHTS
• Good surface taping of benchtop equipment • Better management of samples within the lab
AREAS FOR IMPROVEMENT
• Need to move to micro level in drawers and cabinets • Need to assign owners to each area and institute checklist
Sort
Straighten
Shine
Standardize
Sustain
AvgScore
HardlinesLab 3 4 2 3 2 2.8

18 Lean Training Module © - Copyright Bureau Veritas
Department Results: Softlines
HIGHLIGHTS
• Good identification for samples in progress • Some excellent examples of micro level 5S in drawers • Good visual controls
AREAS FOR IMPROVEMENT
• Need to sustain – items placed incorrectly • Still some macro sorting in some areas • Shine needs to be sustained
Sort
Straighten
Shine
Standardize
Sustain
Score
SoftlinesLab 3 4 3 3 2 3

19 Lean Training Module © - Copyright Bureau Veritas
Department Results: Mailroom / RG
HIGHLIGHTS
• Good macro and micro level labeling with min/max marking • Weekly 5S checklist posted and completed
AREAS FOR IMPROVEMENT
• Need labeling of paper storage in RG area
Sort
Straighten
Shine
Standardize
Sustain
Score
Mailroom/RG 5 5 5 4 3 4.4

20 Lean Training Module © - Copyright Bureau Veritas
5S – 2016 Improvement Focus
Focus on Standardization and Sustain • Implement and standardize
5S checklist for all departments using same format.
• Identify area leaders.
• Begin doing your own audits.

21 Lean Training Module © - Copyright Bureau Veritas
Our Next Steps (year 2)
• Finish any areas that were missed/incomplete in 2015
• Focus on 4th and 5th S.
• Create and implement a 5S checklist with images of how you want the area to look.
• Think about flow and work-in-progress. Spaghetti diagrams are a great way to check that you have optimized your set-up.
• Can you identify what the status of each sample is?
• Perform one last “centralized audit” Q1. After that, each area will perform their own audit and provide results in Q2, Q3, and Q4.
22 Lean Training Module © - Copyright Bureau Veritas
Standardized Work
Establishing precise procedures for each person’s work in a process, based on three elements:
1. Takt time
2. work sequence
3. standard inventory

23 Lean Training Module © - Copyright Bureau Veritas
Standardized Work
1. Takt time - the rate products/services must be made in a process to meet customer demand.

24 Lean Training Module © - Copyright Bureau Veritas
Working to a TAKT Time is one step in getting production to flow smoothly.
Work Time Available
Number of Units Sold / Period
= TAKT Time
TAKT Time = 27,000 secs./shift
500 units/shift
= 54.0 secs.
Work Time
Available / Period
(one shift)
Shift Time (ex. 8 hrs.) 480 mins.
Breaks - 2 @ 10 minutes - 20 mins.
Clean-up at end of shift - 5 mins.
Work Time Available: 450 mins.
= 27,000 secs.
Other non-prod. time - 5 mins.
Standardized Work
Takt Time Calculation

25 Lean Training Module © - Copyright Bureau Veritas
Standardized Work
2. The work sequence, in which a person performs tasks within takt time.
• Need to find the most efficient effective way and implement it
26 Lean Training Module © - Copyright Bureau Veritas
Standardized Work
3. The standard inventory, required inventory to keep the process operating smoothly.
• Keep just what is needed now to perform the function in the work area.
27 Lean Training Module © - Copyright Bureau Veritas
Quality at Source
► Each person must take full responsibility that what they pass along to the next person is within acceptable quality limits.
► To do this, each person must be supplied with a way to perform an inspection at the source and have simple & clear standards and documentation regarding acceptable quality limits.

28 Lean Training Module © - Copyright Bureau Veritas
Quality at the Source
► How did we do it?

29 Lean Training Module © - Copyright Bureau Veritas
Quality at the Source ► Start by understanding/defining Inputs & Outputs.

30 Lean Training Module © - Copyright Bureau Veritas
Quality at the Source ► Brainstorm with team to define inputs and outputs (post-it
notes on a flipchart)
► Group by affinity

31 Lean Training Module © - Copyright Bureau Veritas
Quality at the Source
► Group to vote on most important

32 Lean Training Module © - Copyright Bureau Veritas
Quality at the Source ► Supervisor/Manager
to help define cutoff (shoot for 3 to 6 Inputs and 3 to 6 outputs per process step.
► Document – Train – Implement
► Update as appropriate

33 Lean Training Module © - Copyright Bureau Veritas
TPM
Total Productive Maintenance

© - Copyright Bureau Veritas
“The Flame Lab 1610 Chamber”
09/25/2015

35 Lean Training Module © - Copyright Bureau Veritas
Total Productive Maintenance
} Seven (7) steps are implemented to progressively increase operators knowledge, participation and responsibility for the equipment.
} 1. Conduct initial cleaning and inspection } 2. Eliminate sources of contamination } 3. Establish provisional standards } 4. General inspection, development, and training } 5. Autonomous general inspection checks } 6. Improve workplace management and controls } 7. Participate in advanced improvement activities.

36 Lean Training Module © - Copyright Bureau Veritas
STEP 1 - Perform initial cleaning and inspection
Cleaning as form of inspection!
• Purpose: • To show the value cleaning as inspection • Control equipment deterioration • Establish team ownership through physical contact with
equipment • Involve team in identifying and addressing abnormal conditions
• By removing dirt and grime this results in discovery of abnormal conditions through the use of senses.
37 Lean Training Module © - Copyright Bureau Veritas
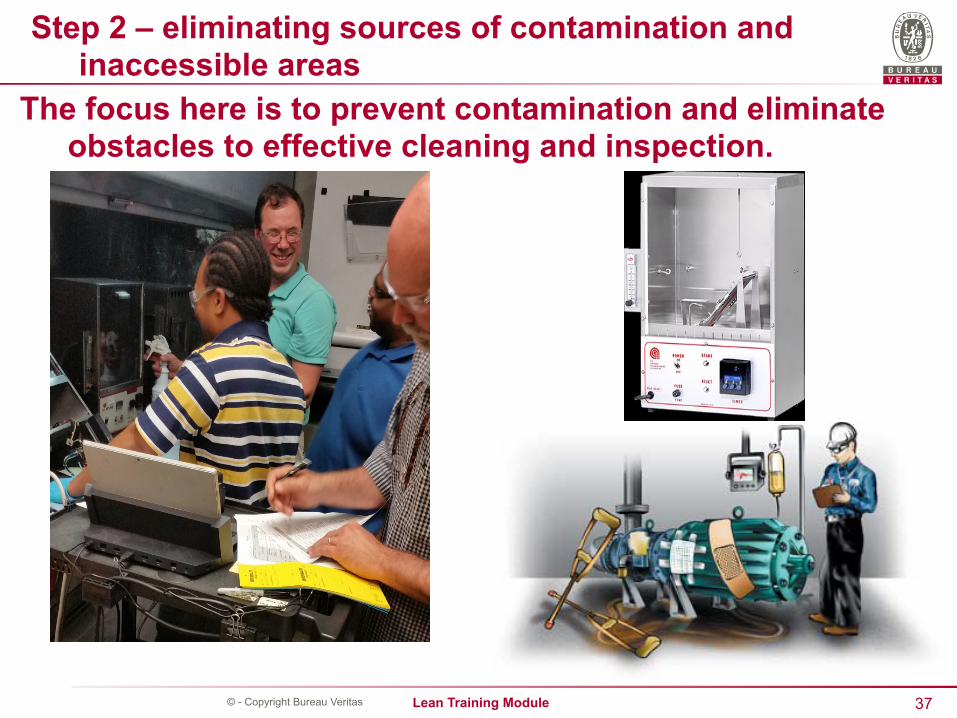
Step 2 – eliminating sources of contamination and inaccessible areas
The focus here is to prevent contamination and eliminate obstacles to effective cleaning and inspection.

38 Lean Training Module © - Copyright Bureau Veritas
• Cleaning Standards • Lubrication Standards • Inspection Standards • Calibration Standards • Schedules
Step 3 – Develop provisional Standards

39 Lean Training Module © - Copyright Bureau Veritas
Step 4 – General inspection, developement, and training
Focus on the 6 subsystems: • Lubrication • Machine elements • Pneumatics • Hydraulics • Electrical systems • Drive systems
• Purpose: • Build team knowledge and equipment
inspection/diagnostic skills • Expand the scope of routine inspection • Promote systematic restoration activities • Enhance preventive maintenance through visual
controls

40 Lean Training Module © - Copyright Bureau Veritas
Step 5 – Autonomous general inspection checks
• Purpose:
• Train teams in general inspection
• Continue to establish partnerships
• Optimize periodic inspection • Match routine cleaning/
inspection standards with general inspection standards

41 Lean Training Module © - Copyright Bureau Veritas
Step 6 – Workplace Management and Controls
Determine scope of expanded improvement activities
Train groups in 5S and visual controls Before After
42 Lean Training Module © - Copyright Bureau Veritas
Step 7 – Ongoing General Inspection and Improvement
This is the milestone in the journey where we are partnering with each other. Speaking each others language. We now have
• Process Owners • Communication • Collaboration – No Blame • Cooperation • Leadership in no particular order
This step follows up on continuing projects,
expands team participation to other equipment-related improvement projects, and continues to build operator diagnostic and maintenance skills.

43 Lean Training Module © - Copyright Bureau Veritas
• TPM 15-03 Total Productive Maintenance 1610 Flame Chamber
• Background (Define)
• Flame Chamber is run until failure.
• Gas flex lines wear and are inspected daily.
• Gas line changeovers are manually done.
• Most supplies needs and checks are done when needed and not planned
• Annual Chamber calibration for timer and flame gage
• Current Condition (Measure)
• Cause Analysis (Analyze)
• Target Condition (Improve)
D M A I C
• We gathered the appropriate team consisting of operators, maintenance, and management to focus on the Autonomous Maintenance pillar of TPM which uses a 7 step process.
• Confirmation (Control) [90days]
• Elimination of gas line replacements and reduced daily inspection time.
• Reduction of machine contamination through visual control.
• Team based provisional standard has produced ZERO downtime since implementation
• Flame labs #1 piece of Key Critical Equipment(KCE) is the 1610 flame Chamber. Any downtime increases costs in testing, repair, and scheduling. Our goal is to increase the Overall Equipment Effectiveness(OEE) of this chamber.
• No collaboration. Operators, Facilities, and Management have specific roles and separate views on what their role is on this piece of equipment. Operators run it, Facilities maintains/repairs it, and Management schedules it.
• No systematic method for improving routine inspections and maintenance
• No control over contamination to the internal parts of this machine.
• Gas lines wear out quickly and operators are inspecting gas lines. This takes caution and time.
• Implement provisional standard for Inspection and cleaning.
• Eliminate hazardous flexible gas lines. Hard pipe back wall of hood and install quick disconnects for easy gas changeover and improved safety.
• Eliminate soot buildup by replacing lower front cover with Plexiglas for immediate and simple visual aid.

44 Lean Training Module © - Copyright Bureau Veritas
► Identify internal vs. external changeover tasks
► Analyze each task’s real purpose and function
► Focus on no/low cost solutions
► Aim to eliminate changeover time
Quick Changeover/Setup Reduction
SMED (Single Minute Exchange of Dies)

45 Lean Training Module © - Copyright Bureau Veritas
► Not quick: Must heat molds and plates before changeover
► Quicker: Test stand with hot plates to pre-heat molds and plates
Courtesy of Playtex Panama, Santo Domingo, DR
SMED Example

46 Lean Training Module © - Copyright Bureau Veritas
How Lean Saves Money?
► Space savings ► Fewer defects/errors ► Find problems earlier ► Less searching/movement ► First impression ► Increased morale ► Improved Safety ► Fewer Breakdowns

47 Lean Training Module © - Copyright Bureau Veritas
Reference Materials
• Lean Thinking by Jim Womack and Daniel Jones (What is Lean)
• Getting the Right Things Done by Pascal Dennis (Strategy Deployment)
• Learning to See, by Mike Rother, John Shook, (Value Stream Mapping)
• Toyota Kata by Mike Rother (How does Toyota do improvement)
• Work that Makes Sense by Gwendolyn Galsworth (Visuality)
• Creating Level Pull by John Shook (Pull Systems)
• And many more for specific applications (Finance, Design, IT, etc.)



















