
Hot-dip Galvanizing for A Specifiers Guide GUIDE.pdf · that drives the corrosion of metals is...
24
A Specifiers Guide Hot-dip Galvanizing for Corrosion Protection
Transcript of Hot-dip Galvanizing for A Specifiers Guide GUIDE.pdf · that drives the corrosion of metals is...

A S p e c i f i e r s G u i d eHot-dip Galvanizing for
Corrosion Protect ion
A S p e c i f i e r s G u i d eHot-D ip Ga lvan iz ing fo r Cor ros ion Protect ion
C o n t e n t s
Corros ion : What & Why ……………………………………………………………….. . 1 CorrosionConcerns Metal&AlloyCorrosion TheCorrosionProcess GalvanicCorrosion CorrosionofSteelHot-D ip Ga lvan iz ing fo r Cor ros ion Protect ion . . .………………………………….. 3 HistoryofGalvanizing Iron&SteelProtectionMethods GalvanizingProcess SurfacePreparation Galvanizing Inspection TheMetallurgicalBond CoatingThicknessDes ign of P roducts fo r Ga lvan iz ing …………………………………………………. 7 Sizes,Shapes,&Dimensions MechanicalProperties OtherDesignConsiderations Welding Bolting PaintingGalvanizedSteel EnvironmentalComplianceEconomics of Ga lvan iz ing . . . . .………………………………………………………….10 EconomicAnalysis InitialCost Life-cycleCost Cost-Per-Square-Foot-Per-YearValueTheory Galvanizing’sAdvantages:aCapitalizedExpenditure CostFactorsAssociatedwithOtherCorrosionControlMethods Galvanizingvs.PaintingCor ros ion Res is tance of Ga lvan ized Coat ings . . .………………………………….. 11 AtmosphericConditions Chemical&LiquidEnvironments,SolutionpH FreshWater SeaWater Soils Concrete OtherMetalsPract ica l Uses of Ga lvan ized Stee l ... . . .…………………………………..…………. 18 Bridges&Highways PowerGeneration Transportation Water&WasteWaterTreatment Buildings Agriculture&FoodProcessing Petrochemical&Chemical Pulp&Paper OriginalEquipmentManufacturing
©2006AmericanGalvanizersAssociation.Thematerialprovidedhereinhasbeendevelopedtoprovideaccurateandauthoritativeinformationaboutafter-fabricationhot-dipgalvanizedsteel.Thismaterialprovidesinformationonlyandisnotintendedasasubstituteforcompetentprofessionalexaminationand verification as to suitability and applicability. The information provided herein is not intended as a representation or warranty on the part of the AGA. Anyonemakinguseofthisinformationassumesallliabilityarisingfromsuchuse.

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
What iscorrosion?Manypeoplegivethesimpleanswer“corrosionisrust.”However,scientistswhostudycorrosioncouldanswer in termsof complexchemicalandphysicalprocesses,whileeconomistsmightsumupcorrosionindollars.
Corrosion ConcernsAccording to “Corrosion Costs and Preventive
Strategies intheUnitedStates,”astudyconductedby theNationalAssociation ofCorrosionEngineers(NACE) in 2001, direct corrosion costs totalapproximately $276 billion a year. A break downof the corrosion cost in five different sectors of the nation’seconomyaredisplayedinTable 1.Thedirectcostofcorrosionisonlyhalfofthepicture.Toreallyunderstandthecostofcorrosion,onemustconsidertheindirectcosts(e.g.lostproductivity,taxes,overhead),which at a minimum doubles the cost. Althoughcorrosion is a naturally occurring phenomenon andcanneverbecompletelyeliminated,thereisacommonmisconception thatnothing canbedone. However,corrosioncanbecontrolledifcorrosionmanagementpracticesareemployed.Itisestimatedthat25-30%ofannualcorrosioncostscouldbeeliminatedifcorrosionmanagementpracticeswereinplace.
Metal and Al loy CorrosionIn order to understand how galvanizing protects
steel from corrosion, it is important to first understand corrosion. Metal corrosion generally is defined as theundesirabledeteriorationofametaloranalloy.In other words, corrosion is an interaction of themetal with its environment that adversely affectsthepropertiesofthemetal.Throughoutthisguide,a more complete definition will evolve including specific types and causes of corrosion.
Galvanic CorrosionMetalsare rarely found in theirpurestate,but
arealmostalways found in chemical combinationwith one or more nonmetallic elements. Significant energymustbeappliedtoreducetheoretoapuremetal.Thisenergycanbeappliedviametallurgicalorchemicalmeans.Additionalenergyalsomaybeapplied in the form of cold working or casting totransform the pure metal into a working shape.Corrosioncanbeviewedasthetendencyforametalproduced and shaped as a result of substantialenergyinputtoreverttoitsnatural,lowerenergystate. From a thermodynamic perspective, thetendencytodecreaseinenergyisthemaindrivingforceforthecorrosionofmetals.
Corrosionofmetalsisanelectrochemicalprocess,meaningitinvolvesbothchemicalreactionsandtheflow of electrons. A basic electrochemical reaction thatdrivesthecorrosionofmetalsisgalvanicaction.Inagalvaniccell,currentisgeneratedinternallybyphysical and chemical reactions occurring amongthecomponentsofthecell.
The Corrosion ProcessThere are two primary types of galvanic cells
thatcausecorrosion:thebimetalliccoupleandtheconcentrationcell.Abimetalliccouple(Figure 1)islikeabattery,consistingof twodissimilarmetalsimmersed in an electrolyte solution. An electriccurrent (flow of electrons) is generated when the two electrodesareconnectedbyanexternalcontinuousmetallic path. A concentration cell consists of ananodeandcathodeofthesamemetaloralloyanda return current path. The electromotive force isprovided by a difference in concentration of thesolutionscontactingthemetal(s).Inagalvaniccell,
C o r r o s i o n : W h a t a n d W h y
Industry Sector Annual Direct Corrosion Costs
Infrastructure $22.6Utilities $47.9Transportation $29.7Production&Manufacturing $17.6Government $20.1
Billions of Current DollarsSource:2001NACEStudy“CorrosionCostsandPreventativeStrategiesintheUnitedStates.”
Table 1: Annual Direct Corrosion Costs
Figure 1: Bimetallic Couple

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
there are four elements necessary for corrosion tooccur:
Anode - An anode is an electrode at whichnegative ions are discharged and positive ionsare formed, or other oxidizing reactions occur.Corrosionoccursattheanode.Cathode - A cathode is an electrode at whichpositive ions are discharged, negative ions areformed,orotherreductingreactionsoccur.Thecathodeisprotectedfromcorrosion.Electrolyte-Anelectrolyteisaconductingmediumin which the flow of current is accompanied by movementofmatter.Electrolytesincludewatersolutionsofacids,bases,andsalts.Return Current Path -Thereturncurrentpathisthemetallicpathwayconnectingtheanodetothecathode.Itisoftentheunderlying,substrate.
Removing any one of these elements will stopthe current flow and corrosion will not occur. Substituting a different metal for the anode orcathode may cause the direction of the currentto reverse, resulting in a change of the electrodeexperiencingcorrosion.
The galvanic series lists metals and alloys indecreasing order of electrical activity (Figure 2).Metals toward the top of the list are “less noble”metalsandhaveagreatertendencytoloseelectronsthanmetalsfoundloweronthelist.
Corrosion of SteelTheactualcorrosionprocessthattakesplaceon
apieceofbaresteelisverycomplexduetofactorssuchasvariations in the composition/structureofthesteel,presenceofimpuritiesduetothehigher
instanceofrecycledsteel,uneveninternalstress,orexposuretoanon-uniformenvironment.
Itiseasyformicroscopicareasoftheexposedmetaltobecomerelativelyanodicorcathodic.Alargenumberofsuchareascandevelopinasmallsectionoftheexposedmetal. Further, it is highly possible several differenttypesofgalvaniccorrosioncellsarepresentinthesamesmallareaoftheactivelycorrodingpieceofsteel.
Asthecorrosionprocessprogresses,theelectrolytemay change due to materials dissolving in orprecipitatingfromthesolution.Additionally,corrosionproductsmighttendtobuilduponcertainareasofthemetal.Astimegoesby,theremaybeachangeinthelocationofcathodicandanodicareasandpreviously
uncorroded areasof the metal areattackedandcorrode(Figure 3).
The corrosionrate of metals iscontrolledbyfactorssuchastemperature,humidity,pHoftheelectrolyte, and theelectrical potentialand resistance ofanodicandcathodicareas.
Figure 2: Arrangement of Metals in the Galvanic Series
Figure 3: Changes in cathodic and anodic areas
Cathodic protections can occur when two metals are electrically connected. Any one of these metals and alloys will theoretically corrode while offering protection to any other that is lower in the series, so long as both are electrically connected.
However, in actual practice, zinc is by far the most effective in this respect.
CORRODED ENDAnodic or less noble
(ELECTRONEGATIVE)Magnesium
ZincAluminum
SteelLeadTin
NickelBrass
BronzesCopper
Stainless Steel (passive)SilverGold
PlatinumPROTECTED END
Cathodic or more noble(ELECTROPOSITIVE)
C
A
C
C
A
A
A
C
A
A
C
C
C
A
C
C
A
A
Mosaic of anodes and cathodes, electrically connected by the underlying steel.
Moisture in the air provides the electrical path between anodes and cathodes. Due to differences in potential, electric current begins to flow as the anodic areas are consumed. Iron ions produced at the anode combine with the environment to form the flaky iron oxide known as rust.
As anodic areas corrode, new material of different composition and structure is exposed. This results in a change of electrical potentials and changes the location of anodic and cathodic sites. Over time, previously uncorroded areas are attacked and uniform surface corrosion results. This continues until the steel is entirely consumed.

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
Hot-dipgalvanizing is theprocessofapplyingazinccoatingtofabricatedironorsteelmaterialbyimmersingthematerialinabathofliquidzinc.
The process is inherently simple, and thissimplicity is a distinct advantage over othercorrosion protection methods. The process isdescribedinmoredetaillaterinthisguide.
History of GalvanizingThe recorded history of galvanizing dates back
to 1742 when a French chemist named Melouin,in a presentation to the French Royal Academy,describedamethodofcoatingironbydippingitinliquidzinc.In1836,Sorel,anotherFrenchchemist,obtainedapatentforameansofcoatingironwithzinc after first cleaning it with 9% sulfuric acid and fluxing it with ammonium chloride. A British patent forasimilarprocesswasgrantedin1837.By1850,theBritishgalvanizingindustrywasusing10,000tonsofzincayearfortheprotectionofsteel.
Galvanizing is found in almost every majorapplication and industry where iron or steel isused. The utilities, chemical process, pulp andpaper, automotive, and transportation industrieshistoricallyhavemadeextensiveuseofgalvanizingforcorrosioncontrol,andcontinuetodosotoday.
Forover150years,galvanizinghashadaprovenhistoryofcommercialsuccessasamethodofcorrosionprotectioninamyriadofapplicationsworldwide.
I ron and Steel Protect ion MethodsBarrierprotectionisperhapstheoldestandmost
widely used method of corrosion protection. The“barrier” isolates the metal from the electrolytesin the environment. Two important properties ofbarrierprotectionareadhesionto thebase metal and abrasion resistance.Paint is one example of a barrierprotectionsystem.
Cathodic protection is an equallyimportant method for preventingcorrosion.Cathodicprotectionrequireschanging an element of the corrosioncircuit, introducing a new corrosionelement,andensuringthebasemetalbecomes the cathodic element of thecircuit. Hot-dip galvanizing providesexcellentbarrierprotectionaswellascathodicprotection.
There are two major variations of the cathodicmethodofcorrosionprotection: impressedcurrentand sacrificial anode. In the impressed current method an external current source is used toimpressacathodicchargeonalltheironorsteeltobeprotected.Whilesuchsystemsgenerallydonotuseagreatdealofelectricity, theyareoftenveryexpensivetoinstall.
The sacrificial anode method requires placing a metaloralloyanodictothemetaltobeprotectedin the circuit, which will then become the anode.Theprotectedmetalbecomesthecathodeanddoesnotcorrode.Theanodecorrodes,therebyprovidingthe desired sacrificial protection. In nearly all electrolytes encountered in everyday use, zincis anodic to iron and steel. Thus, the galvanizedcoating provides cathodic corrosion protection aswellasbarrierprotection.
Galvanizing ProcessThe galvanizing process consists of three basic
elements: surface preparation, galvanizing, andinspection(Figure 4,nextpage).Surface Preparation
Surface preparation is the most important stepintheapplicationofanycoating.Inmostinstanceswhereacoatingfailsbeforetheendofitsexpectedservicelife,itisbecauseofincorrectorinadequatesurfacepreparation.
The surfacepreparation step in thegalvanizingprocess has its own built-in means of qualitycontrol because zinc simply will not react witha steel surface that is not perfectly clean. Anyfailures or inadequacies in surface preparationwill be immediately apparent when the steel is
withdrawnfromtheliquidzincbecause the unclean areas willremainuncoated,andthuscanbecorrected.
On-site painting or other field-applied systems of corrosionprotection may involve the useofdifferentsubcontractorsand/or work groups to prepare thesurface and apply the coating.Thiscanresultinproblemswithcoordinating activities, leadingto costly and time-consumingdelays, errors, and disputes
H o t - D i p G a l v a n i z i n g f o r C o r r o s i o n P r o t e c t i o n
Withdrawal from Galvanizing Bath

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
concerning responsibility and financial liability. Onceajobhasbeendeliveredandacceptedatthegalvanizer’splant,thereisonepointofresponsibilityforensuringthematerialleavestheplantproperlygalvanized—thegalvanizer.
Surface preparation for galvanizing typicallyconsists of three steps: caustic cleaning, acidpickling, and fluxing.
Degreasing -Ahotalkalisolutionisoftenusedtoremoveorganiccontaminantssuchasdirt,paintmarkings,grease,andoilfromthemetalsurface.Epoxies,vinyls,asphalt,orweldingslagmustberemovedbeforegalvanizingbygritblasting,sandblasting,orothermechanicalmeans. Pickling - Scale and rust normally are removedfrom the steel surface by pickling in a dilutesolutionofhotsulfuricacidorambienttemperaturehydrochloricacid.Surface preparation also can be accomplishedusing abrasive cleaning as an alternative to orin conjunction with chemical cleaning. Abrasivecleaningisaprocesswherebysand,metallicshot,orgritispropelledagainstthesteelmaterialbyairblastsorrapidlyrotatingwheels. Fluxing - Fluxing is the final surface preparation stepinthegalvanizingprocess.Fluxingremovesoxidesandpreventsfurtheroxidesfromformingon the surface of themetalprior togalvanizingandpromotesbondingofthezinctothesteelorironsurface.Steelorironmaterialsaredippedinanaqueoussolutionofzincammoniumchloridetoapplytheflux layer. The material is then thoroughly dried priortoimmersioninliquidzinc.
GalvanizingDuringthe“galvanizing”process,thematerialis
completely immersed in a bath consisting of aminimumof98%pureliquidzinc.Thebathchemistryis specified by ASTM International in Specification B6.Thebathtemperatureismaintainedatabout840F(449C).
Fabricateditemsareimmersedinthebathlongenoughtoreachbathtemperature.Thearticlesarewithdrawn slowly from the galvanizing bath andtheexcesszinc isremovedbydraining,vibrating,and/orcentrifuging.
The chemical reactions that result in theformationandstructureof thegalvanizedcoatingcontinueafterthesteeliswithdrawnfromthebathaslongasthesteelisnearthebathtemperature.Thearticlesarecooledineitherwaterorambientairimmediatelyafterwithdrawalfromthebath.Inspection
The two properties of the hot-dip galvanizedcoating closely scrutinized after galvanizing arecoating thickness and coating appearance. Avarietyofsimplephysicalandlaboratorytestsmaybe performed to determine thickness, uniformity,adherence,andappearance.
Products are galvanized according to long-established,well-accepted,andapprovedstandardsof ASTM, the International Standards Organization(ISO), the Canadian Standards Association (CSA),and the American Association of State Highwayand Transportation Officials (AASHTO). These standards cover everything from the minimumrequiredcoatingthicknessesforvariousgalvanizeditemstothecompositionofthezincmetalusedintheprocess.
Testing methods and interpretation of resultsare covered in the publication, The Inspection of Products Hot-Dip Galvanized After Fabrication,
Figure 4: Batch Hot-Dip Galvanizing Process
PicklingRinsing
Rinsing
Fluxsolution
Degreasing
Drying Zincbath
Cooling andinspection

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
published by the American GalvanizersAssociation (AGA). This publication, as well asall others referenced in this guide, can be foundin the literature section of the AGA website(www.galvanizeit.org).
The Metal lurgical BondGalvanizingformsametallurgicalbondbetween
thezincandtheunderlyingsteeloriron,creatinga barrier that is part of the metal itself. Duringgalvanizing,theliquidzincreactswiththesurfaceofthesteelorironarticletoformaseriesofzinc-iron alloy layers. Figure 5 is a photomicrographof a galvanized steel coating’s cross-section andshowsatypicalcoatingmicrostructureconsistingof threealloy layersanda layerofpuremetalliczinc. Moving from the underlying steel surfaceoutward,theseare:
•ThethinGammalayercomposedofanalloythatis75%zincand25%iron,
•TheDeltalayercomposedofanalloythatis90%zincand10%iron,
•TheZetalayercomposedofanalloythatis94%zincand6%iron,and
•TheouterEtalayerthatiscomposedofpurezinc.
Below the name of each layer in Figure 5, itsrespective hardness, expressed by a DiamondPyramid Number (DPN) appears. The DPN is aprogressivemeasureofhardness (i.e., thehigherthenumber thegreater thehardness).Typically,theGamma,Delta,andZetalayersareharderthantheunderlyingsteel.Thehardnessoftheseinnerlayers provides exceptional protection againstcoatingdamage throughabrasion.TheEta layerofthegalvanizedcoatingisquiteductile,providingsomeresistancetoimpact.
The galvanized coating isadherent to the underlyingsteel on the order of severalthousand pounds per squareinch (psi). Other coatingstypically offer adhesion ratedatseveralhundredpsi.
Hardness, ductility, andadherence combine to providethe galvanized coating withunmatched protection againstdamage caused by roughhandlingduringtransportationtoand/oratthejobsite,aswell
asinservice.Thetoughnessofthegalvanizedcoatingis extremely important since barrier protection isdependentupontheintegrityofthecoating.
Othercoatingsdamageeasilyduringshipmentorthroughroughhandlingonthejobsite.Expertswillargueallorganicformsofbarrierprotection(suchas paint) by their nature are permeable to somedegree.Galvanizedcoatingsareimpermeable.
If the galvanized coating is physically damaged,it will continue to provide cathodic protection totheexposedsteel.If individualareasofunderlyingsteel or ironbecomeexposedasmuchas1/4 inch,thesurroundingzincwillprovidetheseareaswithcathodicprotectionforaslongasthecoatinglasts.
Figure 6 (next page) shows how corrosion willbeginandimmediatelyprogressatascratchorgapinapaintcoating.Figure 7(nextpage)showshowcorrosionwillbepreventedatascratchorgapinazinccoating.
The galvanizing process naturally producescoatingsthatareatleastasthickatthecornersandedgesasthecoatingontherestofthesubstrate.Ascoatingdamageismostlikelytooccurattheedges,this is where added protection is needed most.Brush or spray applied coatings have a naturaltendencytothinatthecornersandedges.Figure 8isaphotomicrographshowingacross-sectionofanedgeofagalvanizedpieceofsteel.
Because the galvanizing process involves totalimmersionofthematerial,itisacompleteprocess;all surfaces are coated, including recesses andhardtoreachcorners.Galvanizingprovidesbothoutsideandinsideprotectionforhollowstructures.Hollow structures that are only painted have nocorrosionprotectionontheinside.
Figure 5: Photomicrograph of a galvanized coating

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
Theinspectionprocessforgalvanizeditemsissimple,fast,andrequiresminimallabor.Conversely,theinspectionprocessrequiredto assure the quality of many coatingsappliedbybrushandspray ishighly laborintensiveandusesexpensive,skilledlabor.
Galvanizing continues at the factoryunder any weather or humidity conditions.Most brush and spray applied coatings aredependent upon proper weather/humidityconditions for correct application. Thisdependenceonatmosphericconditionsoftentranslatesintocostlyconstructiondelays.
The galvanizer’s ability to work in anytype of weather allows a higher degree ofassurance of on-time delivery. Workingunderthesecircumstances,galvanizingcanbe completed quickly and with short leadtimes. A turnaround time of two or threedaysiscommonforgalvanizing.
Coating ThicknessASTM, ISO, CSA, and AASHTO
specifications establish minimum standards for thickness of galvanized coatings onvarious categories of items. These minimumstandards are routinely exceeded by galvanizersduetothenatureofthegalvanizingprocess.Factorsinfluencing the thickness and appearance of the galvanized coating include chemical compositionofthesteel,steelsurfacecondition,coldworkingofsteelpriortogalvanizing,bathtemperature,bathimmersion time, bath withdrawal rate, and steelcoolingrate.
The chemical composition of the steel beinggalvanized is perhaps the most important. The
amount of silicon and phosphorus in the steelstrongly influences the thickness and appearance ofthegalvanizedcoating.Silicon,phosphorous,orcombinationsofthetwoelementscancausethick,brittle galvanized coatings. The coating thicknesscurve shown in Figure 9, (next page) relates theeffectofsiliconinthebasesteeltothethicknessofthezinccoating.Thecarbon,sulfur,andmanganesecontentofthesteelalsomayhaveaminoreffectonthegalvanizedcoatingthickness.
The combination of elements mentioned above,known as “reactive steel” to the galvanizingindustry, tends to accelerate the growth of zinc-iron alloy layers. This may result in a finished galvanized coating consisting entirely of zinc-ironalloy.Insteadofashinyappearance,thegalvanizedcoating will have a dark gray, matte finish. This dark gray, matte coating will provide as muchcorrosionprotectionasagalvanizedcoatinghavingabrightappearance.
It is difficult to provide precise guidance in the area of steel selection without qualifying all ofthe grades of steel commercially available. Theguidelines discussed below usually result in theselection of steels that provide good galvanizedcoatings.
Figure 6: Rust undercuts scratched paint
Figure 7: Zinc protects base steel even when scratched
PAINT ON STEELThis is what happens at a scratch on painted steel. The exposed steel corrodes and forms a pocket of rust. Because rust is much more voluminous than steel, the pocket swells. This lifts the paint film from the metal surface to form a blister. Both the corrosion pit and the blister continue to grow.
GALVANIZED STEEL
ZINC COATING (ANODE)
STEEL BASE (CATHODE)
EXPOSED STEELIS PROTECTED
This is what happens at a scratch on galvanized steel. The zinc coating sarifices itself slowly by galvanic action to protect the base steel. This sacrificial action continues as long as any zinc remains in the immediate area.
Figure 8: Coating thickness consistent on corners

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
•Levelsofcarbonlessthan0.25%,phosphoruslessthan0.04%,ormanganeselessthan1.35%are beneficial
•Siliconlevelslessthan0.04%orbetween0.15%and0.22%aredesirable.
Siliconmaybepresentinmanysteelscommonlygalvanized even though it is not a part of thecontrolled composition of the steel. This occursprimarilybecausesiliconisusedinthedeoxidationprocessforthesteel.
Thephosphoruscontentshouldneverbegreaterthan 0.04% in steel intended for galvanizing.Phosphorusactsasacatalystduringgalvanizing,resulting in rapid growth of the zinc-iron alloylayers.
Because the galvanizing reaction is a diffusionprocess,higherzincbathtemperaturesandlongerimmersiontimesgenerallywillproducesomewhatheavier alloy layers. Like all diffusion processes,the reaction proceeds rapidly at first and then slows as layers grow and become thicker. Continuedimmersion beyond a certain time will have littleeffectonfurthercoatinggrowth.Whengalvanizingreactive steels, the diffusion process significantly changes.
The thickness of the outer pure zinc layer islargelydependentupontherateofwithdrawalfromthezincbath.Arapidrateofwithdrawalcausesanarticletocarryoutmorezincandgenerallyresultsinathickercoating.
ASTM, CSA, and AASHTO specifications and inspection standards for galvanizing recognizethatvariationsoccurinbothcoatingthicknessandcompositions. Thickness specifications are stated in averageterms.Further,coatingthicknessmeasuresmustbetakenatseveralpointsoneachinspectedarticle to comply with ASTM A 123/A 123M forstructuralsteelandA153/A153Mforhardware.
Figure 9: Effect of silicon on coating thickness
250
200
150
100
50
0 0.1 0.2 0.3 0.4
% Silicon in the Steel
Zin
c Th
ickn
ess
(Rel
ativ
e)
COATING THICKNESS CURVE
D e s i g n o f P r o d u c t s f o r G a l v a n i z i n gCorrosionpreventionmustbeginonthedrawing
board.Thisistrueregardlessofthesystemselected.Specifying galvanizing as the means of corrosionprevention for a particular product has minimaldesign limitations. Certain practices should befollowed in designing structures for effective andsafegalvanizing.Thesepracticesareeasilyappliedand in most cases are routine methods used toensuremaximumcorrosionprotection.
Mostferrousmaterialsaresuitableforgalvanizing.Theseincludecastiron,malleableiron,caststeels,hotrolledsteels,andcoldrolledsteels,structuralsteelshapes(includingthoseofhighstrength),andlowalloymaterials.Materialwithatensilestrengthgreater than 150ksi (1034mpu) is susceptible tohydrogenembrittlementinthestandardgalvanizingprocess.Theembrittlementproblemcanbehandledbyspecialcleaningifthereispriorknowledgeofthisproperty.Materialwithatensilestrengthof150ksi
orlessmaybehot-dipgalvanizedafterfabricationtoobtainthelonglastingprotectionaffordedbythezinccoating.
The most satisfactory way to ensure the safe,effective, and economical galvanizing of articlesis for the designer, fabricator, and galvanizer toworktogetherbeforetheproductismanufactured.For more information, please refer to the AGApublication The Design of Products to be Hot-Dip Galvanized After Fabrication. In addition tocovering the essential considerations for properdesign and providing specific technical specifications anddetails, illustrationsdemonstratebothproperandimproperdesignpractices.ThesepracticesarealsodescribedinASTMA143,A384,andA385.
Sizes, Shapes, and DimensionsIron and steel pieces specified for galvanizing after
fabricationrangefromsmallpiecesofhardwareto

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
largeweldedsteelassembliesorcastingsweighingseveraltons.Galvanizingkettlesupto40-feetlongare available in most areas, and it is common to find kettles approaching 60 feet. Through progressivedipping (sometimes called “double-dipping” – forproducts too deep or too long to fit into the kettle), it ispossibleforthegalvanizertoprocessarticlesthatexceed kettle dimensions. If you have questionsabout a product’s galvanizability, contact yourgalvanizerortheAGA.
Mechanical Propert iesAccordingtostudiesbytheBNFMetalsTechnology
CentreintheUnitedKingdom(aswellasnumerousother national and international studies), hot-dipgalvanizing produces no significant changes in the mechanical properties of the structural steelsor welds commonly used throughout the world.The galvanized substrate steel is chemically andmetallurgicallyequivalenttotheuncoatedsteel.
Other Design Considerat ionsGalvanizingrequirescleaningsolutionsandliquid
zinc flow into, over, through, and out of fabricated articles. Designs that promote the flow of zinc are optimal.
Fillingandventholesmustbeprovidedtopreventpickling or other cleaning bath fluids from becoming trappedinthepiece.Itisbesttoavoidnarrowgapsbetweenplates,overlappingsurfaces,andback-to-back angles and channels. When overlapping orcontacting surfaces cannot be avoided, all edgesshouldbecompletelysealedbyweldingbutprovidedwithasmallholeorashortgapintheweldingtorelievepressurebuild-upinoverlappingareasthat
exceed12squareinches.SeetheAGA’spublicationRecommended Details for Galvanized Structuresformoreinformationonthistopic.
WeldingWhen welded items are galvanized, both the
cleanliness of the weld area after welding andthe metallic composition of the weld itself affectgalvanizingqualityandappearance.Someweldingtechniquesthatleadtogoodresultsinclude:
•Useofanuncoatedelectrodewherepossible,• Thorough removal of all welding flux residues
ifacoatedelectrodeisused,•Producinglittleornoslag,•Useofasubmergedarcmethodforheavy
weldments,•Selectionofweldingrodsprovidingadeposited
weldcomposedofthesamematerialsastheparentmetal,and
•Avoidingweldingrodshighinsilicon.Galvanizedmaterialsmaybeweldedeasilyand
satisfactorily by all common welding techniques.The American Welding Society (AWS, www.aws.org)hasproducedabook detailingall aspects ofweldinggalvanizeditems.Ingeneral,anythingthatcan be welded before galvanizing can be weldedwithrelativeeaseaftergalvanizing.AcopyoftheAWS recommended welding practices is availablefromtheAGAoryourlocalgalvanizer.
Bolt ingHot-dip galvanizing is a well established and
widely used process for coating mechanicalfastenersandweldedjoints.Theprimemechanical
fasteners used for making field connectionsinsteelareboltsthatconformtoASTMA307,A325,andA394andaregalvanized in accordance with ASTM A153/A 153M and CSA standards. Boltedgalvanized structural joints can bedesigned for both bearing- and friction-typeconnections.Galvanizedjointsofthistype have an outstanding performancehistory.
Figure 10isarepresentativechartforbolttensionofgalvanizedversusblackbolts.A lubricatedgalvanizedboltcandevelopgreater joint tension than a black bolt.For more information, refer to the AGApublicationBolted Galvanized Structural Joints.Itprovidesadditionalinformation
GALVANIZED BEESWAX ON NUT
BLACK AS RECEIVEDGALVANIZED AS RECEIVED
SPECIFIED MINIMUM BOLT TENSION
kN (kips)
222.5 (50)
178.0 (40)
133.5 (30)
89.0 (20)
44.5 (10)
0 1.05 2.09 3.14 4.19 5.24 6.28 7.33 8.38
(60) (120) (180) (240) (300) (380) (420) (480)
1/2
TURN
19 x 76mm3/4" x 3" BOLTS
Nut Rotation From Snug, Radians (Degrees)
Bo
lt T
ensi
on
Figure 10: Bolt tension chart

�
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
on the characteristics and advantages of boltedgalvanizedstructuresandboltingprocedures.
Paint ing Galvanized SteelGalvanized articles are easily and successfully
painted.Thetwofactorscriticaltosuccessareproperpost-galvanizing surface preparation and properpaintsystemselection.Galvanizedsteelispaintedforanumberofreasons:aesthetics,safetymarking,and the desire for even longer lasting protection.Galvanizers must be notified if galvanized steel is to be subsequently painted so they can avoidapplyingapostgalvanizingtreatmentthataffectspaintadhesion.
A corrosion protection system consisting simplyof galvanizing provides long-term, cost-effectivecorrosion protection. Often the expected servicelifeof thegalvanizedcoatingactuallyexceedsthedesign life of the structure it protects. However,aduplexsystem, (paintovergalvanizing),greatlyextendstheperiodeffectivecorrosionprotectionisprovided.Ausefulruleofthumbisaduplexsystemwillprovidecorrosionprotection for1.5 times thesumoftheservicelivesoftheindividualsystems.For example, if the life of the galvanized coatingin a particular environment is 35 years and theexpectedservicelifeofthepaintsystemis10years,theexpectedservicelifeoftheduplexsystemwillbe67.5years[i.e.,1.5x(35+10)].Whilesuchduplexsystems often have a premium first cost, they are usually the lowest life-cycle cost solution. Theymay be the only feasible solution for structuresinaggressiveenvironmentswhere later in-servicepainting is extremely difficult or impossible.
The synergy of duplex systems incorrosion protection stems from threeknownfactors:
• The paint film extends the life of the galvanized coating by providingadditional barrier protection to thezinclayers,
•An underlying layer of zinc tends toprolong the lifeofapaint coatingbypreventing an underlying layer ofcorrosionfromdeveloping,and
•Thecorrosionproductsofzincanditsalloys further retard paint coatingdamagebysealingcracksandporesinpaint films.
Some galvanizers do have facilities toshop-applypaintcoatingsaftergalvanizing.
The specifier should check with the galvanizer to determineifthesefacilitiesareavailable.Whenthedesignlifeofafabricateditemexceedstheservicelife of the galvanized coating without a duplexsystem, the initialgalvanizedcoatingcanprovidesubsequentcorrosionprotectionbyaddingabrushorsprayappliedpaintsystem.Whenapaint-basedcorrosionprotectionsystemonbaresteelreachestheendofitsservicelife,abrasiveblastingorgrindingbacktowhitesteelisfrequentlynecessaryinordertorepaint.Preparationofapreviouslygalvanizedsurfaceforaproperlyselectedpaint-basedsystemofcorrosionprotectionisnormallymuchsimpler.
TwoAGApublicationsgivemoreinformationonduplex systems; Duplex Systems: Painting Over Hot-Dip Galvanized Steel,andPractical Guide for Preparing Hot-Dip Galvanized Steel for Painting.In addition to providing a wealth of technicaldetails and a discussion of the suitability of anumberofdifferenttypesofpaintsforapplicationafter galvanizing, these publications also presenta number of specific applications and color photographsofduplexsystems.
Environmental ComplianceUnited States Environmental Protection
Agency(EPA),inadditiontomanystateandlocalenvironmentalprotectionagencies,hasestablishedrestrictions governing volatile organic compounds(VOCs). Many brush and spray applied corrosionprotection systems contain VOCs and are thussubject to this regulation.Thegalvanized coatingcontains no VOCs and is compliant with theseregulations.
Example of a duplex system (painting over galvanized steel)

�0
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
E c o n o m i c s o f G a l v a n i z i n g
Economical AnalysisAny exposed steel must be protected to ensure
an effective service life. The cost of corrosionprotection forastructurewill range from0.5%to5%ofthecostoftheproject.Inexceptionalcases,wherea largeareaof lightweightsteel isexposedtocorrosiveattack,thecorrosionprotectionsystemmay represent a much more significant part of the projectbudget.
First CostLookingatthetwoprimarycorrosionprotection
systems, galvanizingandpaint, it isnecessary todefine the specifications for each so a reasonable costcomparisoncanbeconducted.Thegalvanizedmaterial normally would be specified to ASTM A 123/A123M.Thiscallsforaminimumcoatingthicknessof2.3ouncesofzincpersquarefootofsteelsurface.Basedona2006surveyofgalvanizersnationwide,the cost of thegalvanizing componentpackage inthe fabricated steel price is approximately $240 -$440perton,dependinguponsize,geographicarea,and type ofproject. Assuminga20%markupbythefabricator,thecosttoacontractorwouldrangefrom$288-$528perton.
A high-performance paint system frequentlyspecified in competition with galvanizing consists of an inorganic zinc primer, a high-build epoxyintermediatecoat,andapolyurethanetopcoat.Tofunction properly, this high-performance systemmust be applied over a steel surface blasted to aSociety for Protective Coatings (SSPC) Specification ofatleastSP10.Usingthe2006coatingseconomicssurvey published by the National Association ofCorrosionEngineers(NACE)asabaselinefortheestimated cost for shop application, costs for thispaintsystemareapproximately$874perton.
These numbers indicate galvanizing is farmoreeconomicalthanthepaintsystemit isoftencomparedto.Remarkably,evenmorecostssavingsarerealizedwhenthetotalprojectcost,orlife-cyclecostarecompared.
Life-Cycle CostBasedonamoderateexposuretocorrosiveelements,
the galvanized system will have a projected life (to5% surface rust) in excess of 75 years. The paintsystem,basedonthesameNACEreport,willrequirerepainting in approximately 21 years. Therefore,when designing a structure with an anticipated
lifeof40-50years,futurerepaintingcostsmustbeaddedtothetotalcorrosionprotectioncosts.
Maintenance painting consumes a significant and escalating portion of operating and maintenancebudgets. As more focus is placed on controllingmaintenance costs, a reliable, low-maintenancecorrosion protection system can be estimated byusingcommonlyacceptedeconomicformulas.
Cost-Per-Square-Foot-Per-Year Value TheoryThe current method for evaluating any coating
systemistodetermineitscostindollarspersquarefootperyearoverthelifeofthestructure.Concernwiththecostofcorrosionprotectionpersquarefootof steel has attracted significant attention among specifiers, engineers, and corrosion consultants. The cost-per-square-foot-per-year method seeks tominimize costs by analyzing all cost componentsincluding first cost, operating costs, and maintenance costs. An economic analysis that includes bothinitial costs and future maintenance costs shouldbe used to select the most economical protectivecoatingsystem.Whenconstructingacomparisonofcosts,eachsystemmustbeexaminedindetailforpossibleadditionalcostsandsavings.
Galvanizing’s Advantage: a Capitalized ExpenditureGenerally accepted accounting practices for
building maintenance dictate maintenancepaintingbeconsideredanoperatingexpense.Theexpensesofgalvanizingcanbecapitalizedbecausetheseexpensesgenerallyoccurduringconstruction.Under this accounting practice, galvanizing doesnotcompeteforpreciousoperatingdollars.
Cost Factor Associated with Other Corrosion Control Methods
A multitude of cost elements exist typically notincludedinaneconomicanalysis:
• Surface preparation in the field when repainting,• Environmental compliance in the field when
repainting,•Downtimeduringpaintingoperations,•Containmentsystems,•Materialsdisposal,•Weatherdelays,and•Insuranceandotherunknown,uncontrollable
factors.These factors may cause the cost of repainting

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
to accelerate well beyond the projected costas determined by the economic analysis. As acase in point, the State of Ohio Department ofTransportation has projected a 43% increase inmaintenancepaintingcostsinoneyear.
Galvanizing requires little if any maintenancein comparison to the maintenance demands ofpaintsystems.Whenallelementsintheeconomicanalysis are included, galvanizing has the lowestlife-cyclecosts.
Galvanizing vs. Paint ingThe Leaside Bridge, owned by Metropolitan
Toronto, extends 1300 feet over the Don ValleyParkwayatMillwoodRoadandoriginallywasbuiltin1927usingpaintedstructuralsteel.
In 1969, it was decided that the bridge wouldbe widened from four to six lanes. When bidswere tendered, three different approaches weresolicited:
Option 1:Blastcleanandpaintallstructuralsteel (specified as blast clean, zinc rich primer, andtwo-coatvinyl).Initialcost:$294,000Option 2:Galvanizenewsteelintheexpansion,andblastcleanandrepaintthebridge’soriginalsteel in the field (same paint specifications as above).Initialcost:$230,000Option 3:Galvanizethenewsteelandzincmetallizetheoriginal.Initialcost:$271,000
Option2,thelowestinitialcostoption,wasselected.After more than 30 years in Toronto’s moderatelyindustrialatmosphere,thegalvanizedsteelisinexcellentcondition.Readingstakenin1995showedacoatingthicknessofatleastsevenmilsofzinc,whichensures
amaintenance-freelifeforatleast50moreyears.
The painted steel received a paint recoating in1969 during bridge expansion. Another paintingwas done in the fall of 1980 and the summer of1981.Localizedtouch-uppaintingwasdoneagainin1991andhadalreadystartedtofailin1997.
Figure 11 shows the cumulative estimatedfuturecostsformaintainingthestructurein1969dollars. The cost for the galvanized structure isfixed during the 80-year span, but the costs for thepaintoptiongrowrapidly.Galvanizingsavesmoney on the first cost and savings increase as longasthestructureexists.
Cost in 1969 dollars
$1,120,000
$700,000
$600,000
$500,000
$400,000
$300,000
$200,000
$100,000
Galvanized Painted
1969 1981 1993 2005 2049
Figure 11: Cumulative future maintenance costs
C o r r o s i o n R e s i s t a n c e o f G a l v a n i z e d C o a t i n g sGalvanizedcoatingshaveaprovencommercial
historyundernumerousenvironmentalconditions.The corrosion resistance of zinc coatings variesaccording to its surrounding environment. Inmost commonly encountered environments, thegalvanized coating generally corrodes at a ratebetween1/10and1/30ofungalvanizedsteel.
Thepredictabilityofthelifetimeofacoatingisimportant for planning and financing required maintenance. Measurements of the actual
consumption rate of the galvanized coatingduring the first few years of service provide good data for projecting remaining life untilfirst maintenance. Due to the build-up of zinc corrosionproducts,which inmostenvironmentsare adherent and fairly insoluble, the corrosionrate may slow as time progresses. Therefore,based upon measurements taken during the first fewyearsofservice,estimatesofservicelifeuntilfirst maintenance of a galvanized coating will oftenbeconservative.

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
Environmentsinwhichgalvanizedsteelandironcommonly are used include outdoor atmospheres,indoor atmospheres, hundreds of differentchemicals, fresh water, sea water, soils, concrete,and in contact with other metals. Because of themanyyearsgalvanizinghasbeenusedforcorrosionprotection, a wealth of real-world, long-termexposure data on zinc coating performance in awidevarietyofenvironmentsisavailable.
Atmospheric Condit ionsZincoxideistheinitialcorrosionproductofzincin
relativelydryair.Itisformedbyareactionbetweenthezincandatmosphericoxygen.Inthepresenceofmoisture,itisconvertedtozinchydroxide.Thezinchydroxide and zinc oxide react with carbon dioxideintheairtoformzinccarbonate.Thezinccarbonatefilm is tightly adherent and relatively insoluble. It is primarily responsible for the excellent and long-lastingcorrosionprotectionprovidedbythegalvanizedcoatinginmostatmosphericenvironments.
Since 1926, ASTM Committees A05 (MetallicCoated Iron and Steel Products) and G01(Corrosion of Metals), and other organizationshave been collecting continuous records of thebehaviorofzinccoatingsundervariouscategoriesof atmospheric conditions. These atmosphericexposure tests have been conducted throughouttheworldtoobtaincorrosionratedataforexposedzinc.Precisecomparisonofthecorrosionbehaviorof the galvanized coating in various atmosphericenvironments is influenced by many factors. Such factorsincludetheprevailingwinddirection,type
and density of corrosive fumes and pollutants,amountofseaspray,numberofwettinganddryingcycles, and the duration of exposure to moisture.Although there is a range in observed corrosionrates,actualobservedratesrarelyexceed0.3milsper year. It is also worthwhile to note that whenexposedindoors,thelifeofthegalvanizedcoatingwill be at least two to three times longer thanoutdoorexposureinthesameenvironment.
Figure 12 shows the estimated service life forhot-dip galvanized coatings in five atmospheric environments. The chart was developed usingtestcouponsofhot-dipgalvanizedsteelexposedinthousands of locations throughout the world anda heuristic mathematical model. A galvanizedcoating’s protective life is determined primarilyby coating thicknessand the severity of exposureconditions.Theshadedareaofthechartrepresentsminimum thickness requirements found in thehot-dip galvanized specification ASTM A 123. Galvanizedcoatingthicknessescommonlyexceedtheminimum requirement, typically ranging between3 and 7 mils. The expected service life is defined as the life until 5% rusting of the steel substrate.At5%surfacerust, there isnosteel integrity lost;however,itindicatesitistimetoconsiderapplyingnewcorrosionprotectionmethods.
Moderately Industrial Atmospheresaregenerallythe most corrosive. Air emissions may containsome sulfides and phosphates that cause the most rapidconsumptionofthezinccoating.Automobiles,trucks, and plant exhaust are examples of these
Figure 12: Service-life chart for hot-dip galvanized coatings

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
emissions. Most city or urban areas are classified as“moderatelyindustrial.”
Suburban Atmospheres aregenerallylesscorrosivethanmoderatelyindustrialareasand,asthetermsuggests, are found in the largely residential,perimetercommunitiesofurbanorcityareas.
Temperate Marine Atmospheresvaryincorrosivenessdependingonproximitytothecoastlineandprevailingwind direction and intensity. In marine air,chlorides from sea spray can react with thenormallyprotectivezinccorrosionproductstoformsoluble zinc chlorides. When these chlorides arewashed away, fresh zinc is exposed to corrosion.Nevertheless, temperate marine atmospheres arelesscorrosivethansuburbanatmospheres.
Tropical Marine Atmospheres are similar totemperate marine atmospheres except they arefoundinwarmerclimates.Possiblybecausemanytropical areas are removed from industrial areas,tropicalmarineclimatestendtobesomewhatlesscorrosivethantemperatemarineclimates.
Rural Atmospheresaretheleastaggressiveofthefive atmospheric types. This is primarily due to the relatively low level of sulfur and other emissionsfoundinsuchenvironments.
Chemical & Liquid Environments, Solution pHAprimaryfactorgoverningcorrosionbehaviorofthe
galvanizedcoatinginliquidchemicalenvironmentsisthepHofthesolution.GalvanizingperformswellinsolutionsofpHabove5.5andbelow12.5(Figure 13).Thisshouldnotbeconsideredahardandfastrule, because factors such as agitation, aeration,temperature, polarization, and the presence ofinhibitorsmaychangetherateofcorrosion.Withinthe pH range of 5.5 to 12.5 a protective film forms on the zinc surface of the galvanized coating andprotects the steel by slowing corrosion.The exactchemical composition of the protective film is somewhat dependent upon the specific chemical environment.
SincemanyliquidsfallwithinthepHrangeof5.5to12.5,galvanizedsteelcontainersarewidelyusedinstoringandtransportingmanychemicalsolutions.Figure 14, (nextpage) showsanabbreviatedlistofsomecommonlyusedchemicalssuccessfullystoredingalvanizedcontainers.
Fresh WaterGalvanizing is successfullyused toprotect steel
infreshwaterexposure.“Freshwater”referstoallformsofwaterexceptseawater.Freshwatermaybe classified according to its origin or application. Included are hot and cold domestic, industrial,river, lake,andcanalwaters.Corrosionofzinc infresh water is complex, controlled largely by theimpurities found in the water. Even rain watercontains oxygen, nitrogen, carbon dioxide, otherdissolvedgases,dustandsmokeparticles.
Ground water carries microorganisms, erodedsoil,decayingvegetation,dissolvedsaltsofcalcium,magnesium, iron, manganese, and suspendedcolloidalmatter.AllofthesesubstancesandotherfactorssuchaspH,temperature,andmotionaffectthe structure and composition of the corrosionproducts formed on the exposed zinc surface.Relativelysmalldifferencesinfreshwatercontentor conditions can produce substantial changesin corrosion products and rate. Thus, there is nosimplerulegoverningthecorrosionrateofzincinfreshwater.
Water with high free oxygen or carbon dioxidecontentismorecorrosivethanwatercontaininglessofthesegases,andhardwaterismuchlesscorrosivethansoftwater.Anaturalscaleof insolublesaltstends to form on the galvanized surface underconditionsofmoderateorhighwaterhardness.Thesaltscombinewithzinctoformaprotectivebarrierofcalciumcarbonateandbasiczinccarbonate.Table 2,(nextpage)indicatestheservicelifeofgalvanizedsteelinvariousfreshwaters.
Source: B. Roathali, G. Cox and W. Littreal “Metals and Alloys” 3.73 (1963)
00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
2
4
6
8
10
12
14
pH of Contact Material
Rela
tive
Lo
ss R
ate
Figure 13: Effect of pH on corrosion of zinc

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
Sea WaterGalvanized coatings provide considerable
protection to steel when immersed in sea waterand exposed to salt spray. Influencing factors in the corrosion of zinc in fresh water also apply toseawater;however, thedissolvedsalts (primarilysulfides and chlorides) in sea water are the principal determinants ofthe corrosion behavior ofzinc.Giventhehighlevelofchlorideinseawater,averyhigh corrosion rate mightbe expected. However, thepresenceofmagnesiumandcalciumionshaveastronginhibiting effect on zinccorrosion. One should beveryskepticalofacceleratedlaboratory test results thatsometimes use a simplesodium chloride (NaCl)solution to simulate theeffectsofseawaterexposureon galvanized steel. Realworld results often differsignificantly.
Soi ls More than 200 different
types of soils have been identified and are categorized according to texture, color, and natural drainage.Coarseandtexturedsoils,suchasgravelandsand,permit free circulation of air, and the process ofcorrosionmaycloselyresembleatmosphericcorrosion.Clay and silt soils have a fine texture and hold water, resulting in poor aeration and drainage. Generally
HydrocarbonsBenzene(benzole)Toluene(toluole)Xylene(xyole)CyclohexenePetroleumethersHeavynaphthaSolventNaphthaAlcoholsMethylparafynol(methylpentynol)MorpholinoisopropanolGlycerol(glycerin)HalidesCarbontetrachlorideAmylbromideButylbromideButylchlorideByclohexylbromideEthylbromidePropylbromidePropylchlorideTrimethlyenebromide(1,3-dibromopropane)BromobenzeneChlorobenzeneAroclors&Pyrolors(chlorobiphenyls)
Nitriles (cyanides)Diphenylacetonitrilep-chlorobenzglycyanidesEstersAllylbutyrate
caproateformatepropionate
Ethylbutyratesobutyratecaproatecaprylatepropionatesuccinate
Amylbutyratesobutyratecaproatecaprylate
Methylbutyratecaproatepropionatesuccinate
Benzylbutyratesobutyratepropionatesuccinate
Octylbutyratecaproate
Butylbutyratesobutyratecaproatepropionatesuccinatetitanate
Propylbutyrateisobutyratecaproateformatepropionate
Iso-Butylbenzonatebuytratecaproate
Iso-Propylbenzonatecaproateformatepropionate
Cyclohexylbuytrate
PhenolsPhenolCresols(mehtylphenols)Xylenols(dimethylphenols)Biphenol(dihydroxybiphenyl)2,4-dichlorophenolp-chloro-o-cresolChloroxylenols
Amine and Amine SaltsPyridinePyrrolidineMethylpiperazineDicarbethoxypiperazine1-benzhydryl-4-methylpiperazine2-4-diamino-5-(4-chlorphenyl-6)ethlpyrimidineHydorxyethylmopholine(hydroxyethyldiethylenimideoxide)paminobenzenesulphonylguanidineButylamineoleatePiperazinehydrochloridemonohydrateCarbethoxypiperazinehydrochloride(dry)
AmidesFormamideDimethylformamide
MiscellaneousGlucose(liquid)Benzilideneacetonep-chlorbenzopheoneSodiumazobenzensulphonateMelamineresinsolutionsCrudecascaraextractCreosoteChloroflourocarbons
Figure 14 : Chemicals successfully stored in galvanized containers (partial list)
Location and water Type of Zinc
Type of Test
Agitation Corrosion rate mil/year
GatunLake,CanalZoneTropicalfreshwater
Intermediate Immersion Stagnant 0.52
GatunLake,CanalZoneTropicalfreshwater
Intermediate Immersion Stagnant 0.41
PedroMiguelLocksPanama,Freshwater
Specialhighgrade
Immersion -- 0.71
PedroMiguelLocksPanama,Freshwater
Highgrade Immersion -- 0.53
PedroMiguelLocksPanama,Freshwater
Intermediate Immersion -- 0.44
PedroMiguelLocksPanama,Freshwater
Select Immersion -- 0.55
PedroMiguelLocksPanama,Freshwater
PrimeWestern
Immersion -- 0.53
RiverWaterHardness 7-6˚ (German)
99%zinc ImmersionLab
Still 0.56
RiverWaterHardness 7-6˚ (German)
99%zinc ImmersionLab
Still 0.24
Table 2 : Corrosion of zinc coated steel in selected natural fresh waters
��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
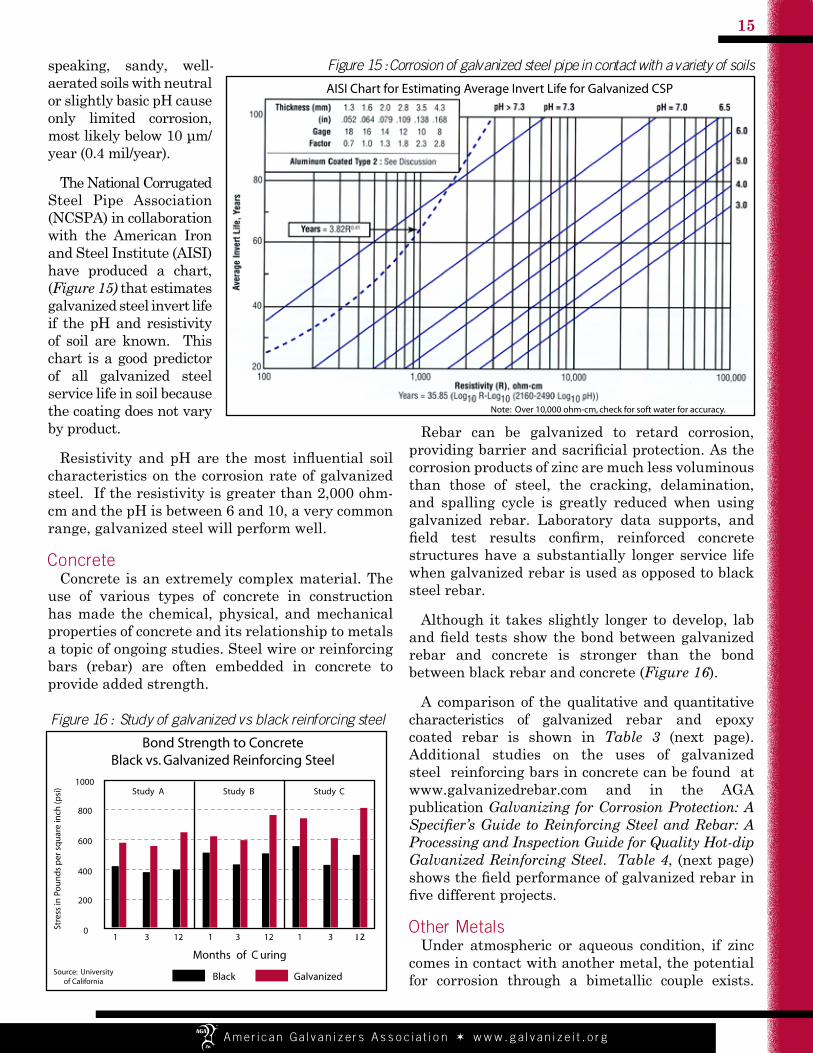
speaking, sandy, well-aeratedsoilswithneutralorslightlybasicpHcauseonly limited corrosion,most likely below 10 μm/year(0.4mil/year).
TheNationalCorrugatedSteel Pipe Association(NCSPA)incollaborationwith the American IronandSteelInstitute(AISI)have produced a chart,(Figure 15) thatestimatesgalvanizedsteelinvertlifeif thepHand resistivityof soil are known. Thischart isagoodpredictorof all galvanized steelservicelifeinsoilbecausethecoatingdoesnotvarybyproduct.
Resistivity and pH are the most influential soil characteristicsonthecorrosionrateofgalvanizedsteel.Iftheresistivityisgreaterthan2,000ohm-cmandthepHisbetween6and10,averycommonrange,galvanizedsteelwillperformwell.
ConcreteConcrete isanextremelycomplexmaterial.The
use of various types of concrete in constructionhas made the chemical, physical, and mechanicalpropertiesofconcreteanditsrelationshiptometalsatopicofongoingstudies.Steelwireorreinforcingbars (rebar) are often embedded in concrete toprovideaddedstrength.
Rebar can be galvanized to retard corrosion,providing barrier and sacrificial protection. As the corrosionproductsofzincaremuchlessvoluminousthan those of steel, the cracking, delamination,and spalling cycle is greatly reduced when usinggalvanized rebar. Laboratory data supports, andfield test results confirm, reinforced concrete structureshaveasubstantially longerservice lifewhengalvanizedrebarisusedasopposedtoblacksteelrebar.
Although it takesslightly longer todevelop, laband field tests show the bond between galvanized rebar and concrete is stronger than the bondbetweenblackrebarandconcrete(Figure 16).
A comparisonof thequalitativeandquantitativecharacteristics of galvanized rebar and epoxycoated rebar is shown in Table 3 (next page).Additional studies on the uses of galvanizedsteelreinforcingbarsinconcretecanbefoundatwww.galvanizedrebar.com and in the AGApublicationGalvanizing for Corrosion Protection: A Specifier’s Guide to Reinforcing Steel and Rebar: A Processing and Inspection Guide for Quality Hot-dip Galvanized Reinforcing Steel.Table 4,(nextpage) shows the field performance of galvanized rebar in five different projects.
Other MetalsUnder atmospheric or aqueous condition, if zinc
comesincontactwithanothermetal,thepotentialfor corrosion through a bimetallic couple exists.
Figure 15 : Corrosion of galvanized steel pipe in contact with a variety of soils
1 3 12 1 3 12 1 3 12
Months of C uring
1000
800
600
400
200
0
Black Galvanized
Study A Study B Study C
Bond Strength to Concrete Black vs. Galvanized Reinforcing Steel
Source: University of California
Stre
ss in
Po
un
ds
per
sq
uar
e in
ch (p
si)
Figure 16 : Study of galvanized vs black reinforcing steel
AISI Chart for Estimating Average Invert Life for Galvanized CSP
Note: Over 10,000 ohm-cm, check for soft water for accuracy.

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
Theextentof thecorrosiondepends upon the positionof the other metal relativetozincinthegalvanicseries(Figure 2,page2).
Installation requiringcontactbetweengalvanizedmaterials and copper orbrass inamoistorhumidenvironment, can causerapidcorrosion.Evenrun-off water from copper orbrasssurfacescancontainenough dissolved copperto cause rapid corrosion.If contact with galvanizeditems is unavoidable,precautions should betakentopreventelectricalcontact between the twometals.Jointfacesshouldbeinsulatedwithnon-conducting gaskets and connections should bemade with insulating, grommet-type fasteners.Thedesignshouldensurewaterisnotrecirculatedand flows from the galvanized surface towards the copperorbrasssurfaceandnotthereverse.
Underatmosphericconditionsofmoderatetomildhumidity, contact between a galvanized surface
andaluminumorstainlesssteelisunlikelytocausesubstantialincrementalcorrosion.However,underveryhumidconditions,thegalvanizedsurfacemayrequireelectricalisolationthroughtheuseofpaintor joining compounds. The galvanic behavior ofgalvanizedcoatingsincontactwithvariousmetalsin atmospheric and immersion environments issummarizedinTable 5,(nextpage).
Location Installed Inspection Date
Chlorides Zinc Coating Thickness(lb/yd3) mils µm
BocaChicaBridge,FL* 1972 197519911999
1.952.023.21
5.14.06.7
130102170
TiogaBridge,PA* 1974 198119912001
0.581.062.23
5.98.87.8
150224198
CurtisRoadBridge,MI 1976 2002 6.88 6.1 155SpringSteelBridge,VT 1971 2002 4.17 7.5 191EvanstonInterchange,WY 1975 2002 2.55 9.3 236*Multipleinspectionsweremadeonthesebridges.Sinceconcretecoresaredrilledoutofthebridge,itisimpossibletoperformthisinspectioninthesamespot.Whenperformingsubsequentinspections,thecoresmustbedrilledindifferentareaswhichdoesn’tallowforcorrosionmonitoringinoneparticulararea.Hot-dipgalvanizedcoatingthicknessesvaryslightlyoverthelengthofthebars.Thisexplainshowagreatercoatingthicknesscanbereadwhenmeasuringthesamebridgeatalaterdate.
Table 4: Field performance of bridges with galvanized reinforcing steel
Comparison Factor Hot-Dip Galvanized Epoxy-CoatedEarliestUse Early1900’s 1974Requirescareinhandling No YesCanbedraggedonground Yes NoMUSTbetouchedup No YesHasbarrierprotection Yes YesHascathodicprotection Yes NoBondstrengthtoconcrete Excellent PoorUVResistance Good QuestionableAfterfabricationapplication Simple DifficultWidelyused Yes YesCost Comparable Comparable*Leadtime 1-3days 3weeksAvailabilityofcoatingforotherembeddeditems
Readilyavailable Scarce
*EpoxypricesvarywidelythroughouttheUSandCanadaandwidevariationsshouldbeexpected
Table 3 : Comparison of epoxy-coated and hot-dip galvanized reinforcing steel bars

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
Metal in Contact
EnvironmentAtmospheric Immersed
Rural Industrial/Urban
Marine Fresh Water
Sea Water
Aluminumandaluminumalloys 0 0-1 0-1 1 1-2Aluminumbronzesandsiliconbronzes 0-1 1 1-2 1-2 2-3Brasses-hightensile(HT)brass(manganesebronze) 0-1 1 0-2 1-2 2-3Cadmium 0 0 0 0 0Castirons 0-1 1 1-2 1-2 2-3Castiron(austentic) 0-1 1 1-2 1-2 1-3Chromium 0-1 1-2 1-2 1-2 2-3Copper 0-1 1-2 1-2 1-2 2-3Cupro-nickels 0-1 0-1 1-2 1-2 2-3Gold (0-1) (1-2) (1-2) (1-2) (2-3)Gunmetals,phosphorbronzes,andtinbronzes 0-1 1 1-2 1-2 2-3Lead 0 0-2 0-2 0-3 (0-2)Magnesiumanmagnesiumalloys 0 0 0 0 0Nickel 0-1 1 1-2 1-2 2-3Nickelcopperalloys 0-1 1 1-2 1-2 2-3Nickel-chromium-ironalloys (0-1) (1) (1-2) (1-2) (1-3)Nickel-chromium-molybedenumalloys (0-1) (1) (1-2) (1-2) (1-3)Nickelsilvers 0-1 1 1-2 1-2 1-3Platinum (0-1) (1-2) (1-2) (1-2) (2-3)Rhodium (0-1) (1-2) (1-2) (1-2) (2-3)Silver (0-1) (1-2) (1-2) (1-2) (2-3)Soldershard 0-1 1 1-2 1-2 2-3Solderssoft 0 0 0 0 0Stainlesssteel(austeniticandothergradescontainingapproximately18%chromium) 0-1 0-1 0-1 0-2 1-2
Stainlesssteel(martensiticgradescontainingapproximately13%chromium) 0-1 0-1 0-1 0-2 1-2
Steels(carbonandlowalloy) 0-1 1 1-2 1-2 1-2Tin 0 0-1 1 1 1-2Titaniumandtitaniumalloys (0-1) (1) (1-2) (0-2) (1-3)KEY0Zincandgalvanizedsteelwillsuffereithernoadditionalcorrosion,oratthemostonlyveryslightadditional
corrosion,usuallytolerableinservice.1Zincandgalvanizedsteelwillsufferslightormoderateadditionalcorrosionthatmaybetolerableinsome
circumstances.2Zincandgalvanizedsteelmaysufferfairlysevereadditionalcorrosionandprotectivemeasureswillusuallybe
necessary.3Zincandgalvanizedsteelmaysuffersevereadditionalcorrosionandthecontactshouldbeavoided.()-Ratingsinbracketsarebasedonverylimitedevidenceandhencearelesscertainthanothervaluesshown.Note:Thetableisintermsofadditionalcorrosionandthesymbol“0”shouldnotbetakentoimplythatthemetalsin
contactneednoprotectionunderallconditionsofexposure.Source:BritishStandardsInstitution,pp.6484:1979,Table23
Table 5 : Additional corrosion of zinc and galvanized steel resulting from contact with other metals

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
Bridges & HighwaysBridge SuperstructureAnchorBoltsAnti-suicideRailBasePlatesBearingAssembliesBearingPlatesBoltsBoxRailBridgeRailCableConnectorsCablesChannelShearConnectorsCross-bracingCurbAnglesDiaphragmsEndDamsExpansionDamsFingerJointExpansionDamsFloorGratingsFlooringGridGirdersGuardrailandPostsInspectionCatwalksJerseyBarrierEmbedmentsLightPolesPipeRailingPipeSupportsPipingPotBearingsPour-in-placeFormsReinforcingSpliceClipsReinforcingSteelScuppersandDrainsShearStudsSignSupportsSignalLightPolesSpiralShearConnectors
SplicePlatesSteelDividerBarrierStringersTrenchDrains
Bridge SubstructureAccessDoorsBin-typeRetainingWallsBoltsCatwalksDrainageSupportsDrainageSystemsDrivenPilingsFencingGroundAnchorsLaddersPierPilingsReinforcingSpliceClipsReinforcingSteelRetainingWallsSheetPilingSignSupports
Temporary BridgesComplete“BaileyBridge”StructuresInsertModules
HighwaysAnchorBoltsAnti-suicideRailBasePlatesBoxRailBreak-awaysCulvertsCurbAnglesDelineatorsFencingGatesGuardrailandPostsJerseyBarrierEmbedmentsLightPolesOverheadSignSupportsPedestrianOverpassBridgePipeRailingReinforcingSteelScuppersandDrainsSignSupportsSignalLightPolesSignalSupports
SoundBarriersSteelDividerBarriersTrenchDrains
Power GenerationBuildingsBeamsBrickTiesBrickLedgesColumnsDockLevelersEquipmentSupportsGirtsHVACSupportsLintelsOverheadCranesPurlinsRelievingAnglesRoofHatchesStructuralSteel
Yard EquipmentBollardsBridgesCatwalksCoalHandlingEquipmentConveyorSupportsCornerGuardsCranesFencingFlagpolesGatesGuardrailandPostsHopperStructuresLaddersMechanicalScreensPipeBridgesPipeSupportsRailingsReinforcingSteelSheetPilingSignSupportsSteelGratingSteelStairsTrenchCoversTruckLiftsTruckScaleValveStands
Power Transmission &
P r a c t i c a l U s e s o f G a l v a n i z e d S t e e lCorrosionofexposedsteelisamajorproblem,butgalvanizing
is an effective solution. This guide has explained the corrosionprocess, how galvanized coatings are produced, and how wellthe coating protects against corrosion. The remainder of thisguide is dedicated to identifying the many applications ofgalvanizing in specific, real-world projects. To see examples, visit www.galvanizeit.org/ref/projects.
Additional detailed information on the use of galvanizing forcorrosionprotection in theseandotherapplications isavailablefromtheAGAoryourlocalgalvanizer.

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
DistributionAnchorBoltsBollardsConcreteEmbeddedReinforcementElectricalBoxesEquipmentSupportsFaradayCagesFastenersFencingGatesHandrailsLaddersLatticeTowersLightPolesLightBracketsPoleArmsPostsSignSupportsSteelStairwaysTransmissionPolesTubularTowersWalkways
Other Power Generation(Natural Gas, Hydroelectric, Solar, Wind)AnchorBoltsEquipmentSupportsFencingFishLaddersFloodControlGatesFlowRestrictorsGasTurbineSkidsGeneratorHousingsGeneratorSupportPlatformsLightPolesPenstockPlatformsRailingsReinforcingSteelSheetPilingSolarPanelBacksandSupportsSolarControlBoxesTowerLaddersTowerSupportsTrashRacksandBoomsWindmillTowers
Transportation(Rail, Rapid Transit, Marine, Air)AdvertisingSheltersAnchorBoltsAnchorageClipsBaggageConveyorSupportsBallastStops
BearingPlatesBenchesBicycleRacksBollardsBrickLedgesBrickTiesBuildingTrimBulkheadsCableTraysCanopySupportsCatenariesCatwalksCrashBarriersCurbAnglesDecorativeEmblemSupportsDockBumpersDrainPipesDrainsEdgeAnglesElectricalBoxesElectricalPanelsElectricalSub-stationFramingExteriorStairwaySystemsFencingFlagpolesFloorGratingFountainAccessoriesGangplanksGuideRailHandrailsHandicapRailHangersLaddersLevelingPlatesLightFixturesLightPolesLightningRodsLintelsManholeCoversMap/SignSupportsMeshOrnamentalFencingOrnamentalSteelPilingsPipeSleevesPostandChainFencePre-EngineeredBuildingExteriorsPre-castHardwareRailingsReinforcingSteelRelievingAnglesRoofHatchesScuppersSignalBridgesSignalEquipmentSignalStructuresSoundBarriersStairTreadStructuralSupportSteelTieToePlatesTrashContainersTreeGratesTreeGuardsTunnelLinersUtilityCoversandGrates
VehicleWashingEquipmentWalkwayStructuresWindowWallSupportsWindowWashingRails
Water & Waste Water TreatmentAerationTanksAeratorsAnchorBoltsAnglesBasinWearPlatesBeamsBollardsBrickLedgesBrickTiesBridgesCatwalksChannelIronColumnsCompostingEquipmentCompostingConveyorsConduitConveyorSupportsDockLevelersEmbeddedFramesFencingFlagpolesFloorGratingsFloorPlatesGatesGirtsGritChambersGuardrailGuardrailPostsGuideRailHVACPlatformsLaddersLightPolesLintelsMechanicalScreensMovingStructuresOverheadBridgeCranesOverheadTrussesPipeBridgesPipeSupportsPipingHangersPipingRodsPre-castVeneerHardwarePurlinsReinforcingSteelRelievingAnglesScum BaffleScumWellSkimmerSteelColumnBeamsSteelDoorsSteelFramesSteelGratingSteelRetainingWallsSteelStairsStructuralSteelTransmissionTowersTruckScalesValveStandsWeirs
�0
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
BuildingsAnchorBoltsAnchoringClipsArchitecturalPanelsAttachmentDevicesAtriumSupportsBalconyRailsBeamsBenchesBicycleRacksBleacherSupportsBrickTiesBrickLedgesBuildingSystemFramesCanopySupportsCatwalksColumnsCrashBarriersCurbAnglesDrainPipesDrainsEmbedmentsEquipmentScreensFasciaSupportSteelFencingFireEscapesFlagpolesFootBridgesFountainAccessoriesGarageSupportSteelGatesGirtsGratingHandicapRailingsHatchesHVACSupportsIntegratedSteelAnchorsLaddersLevelingPlatesLightFixturesLightPolesLightningRodsLintelsLouversManholeCoversMetalSculpturesOrnamentalSteelPipeBollardsPipeHangersPlaygroundEquipmentPostandChainFencePre-castHardwarePurlinsRailingsRelievingAnglesRoofTrussesScuppersSecurityGatesSignPostsStadiumSeatingStairStringersSunScreensTrashContainersTreeGrates
TreeGuardsTrellisesUtilityCoversWindowWashingRailsWindowWallSupports
Agriculture & Food ProcessingBuildingStructuresConveyorCasingElectricalConduitsEquipmentHooksEquipmentSupportsFarmBuildingsFarmImplementsFastenersFeedingEquipmentFencingGatesGrainConveyorsGrainDryingEquipmentGrainElevatorsGrainHoppersGrainMixingEquipmentGratingGrowingRacksHighSpeedFreezingEquipmentIrrigationEquipmentLightPolesMeatConveyorsPanelsPowerTake-offShiftsPre-engineeredBuildingsProcessingEquipmentRailingsRefrigerationBracketsRefrigerationShelvesSideFramesSiloExtractionEquipmentSlottedFloorsStanchionsSteelBandsSub-stationStructuresSupportingStructuresTractorPartsTrailersTransmissionPolesTrussPlatesVegetableWashingMachine
VeterinaryEquipmentWasteConveyorSystemsWasteHandlingEquipmentPumpsWateringTroughsWheelTractorHubsWindowFrames
Petrochemical & ChemicalAmbientTemperatureDuctsAnchorBoltsBeamsBeltGuardsCathodic Protection RectifiersCatwalksCheckeredPlateCogenerationEquipmentColumnsConveyorSystemsCoolingTowerStructureCraneSupportsCross-bracingDecksDrainPipesDrivePilingElectricalCableDuctsElectricalConduitsEmbeddedItemsEquipmentGuardsEquipmentScreensFastenersFencingFireExtinguishingEquipmentFlareTowersFlatPlatesGirtsGratingsHandrailsHeatExchangerTubingLaddersMarineTerminalStructuresOff-shoreStructuresOutsideSwitchGearFramesPipeBridgesPipeRacksPipeSupportsPipewaysPlatformsPrecipitatorStructurePrefabBuildingStructuresProcessEquipmentSkidsProcessPipingProcessVesselsPurlinsRailingsSafetyEquipmentSagRodsScuppersStairwaysStringersTransmissionPolesWalkwaysWastewaterTreatmentEquipment
Pulp and PaperAnchorBolts

��
A m e r i c a n G a l v a n i z e r s A s s o c i a t i o n w w w . g a l v a n i z e i t . o r g
BenchesBleachPlantStructuresBoilerRecoveryStructuresBollardsBoltsBrickLedgesBrickTiesCableTensioningClipsCableTraysCanopySupportsCatwalksConduitBridgesConveyorAssembliesConveyorSupportsCraneSupportSteelCranesCross-bracesCurbingAnglesDamGatesDockLevelersDrainPipesDrivePilingElectricalConduitsElectricalPenetrationSealsElevatedTankPlatformsEquipmentBridgesEquipmentScreensFencingFireExtinguisherPipingFireEscapesFireLaddersFlagpolesFloorSealsFloorSupportSteelFootBridgesGasSub-stationsGatesGirts
GratingsGuardrailHandrailsHangersHatchCoversHVACSupportSteelKick-platesLevelingPlatesLightingTowersLightningRodsLimeKilnStructuralSteelLintelsLouversManholeCoversMicrowaveTowersNon-insulatedPipeBridges
PipeBridgesPipeSleevesPipeStanchionsPlatesPlatformsPollutionControlStructuresPowerDistributionTowersPowerLineTransmissionTowersPowerSub-stationsPre-engineeredStructuresPurlinsReinforcingMeshReinforcingSteelRelievingAnglesRoofHatchesSafetyCagesSafetyGuardsSafetyRailingsScaleEquipmentScreenRoomStructuralSteelScuppersSheetPilingSignSupportsStackSupportsStairStringersStairwaysSteelPipeStructuralSteelTankSupportsTrashContainersTrashRacksTrenchEdgingTunnelLinersUtilityCoversVehicleWashingEquipmentWasteWaterDigestersSupportSteelWindowWashingRailsWoodYardConveyorStructures
Original Equipment ManufacturingAmusementRidesAntennasBicycleRacksBoatAnchorsBoatStabilizersBoatTrailersBoltsBucketsCableDrumsCableTraysCarPartsCellarDoorsConduitCoolingTowerPartsDockHardwareDockLevelersDumpstersElectricalEnclosuresFencingFlagpolesFramesGarbageCansGratingGuardrailHandrails
HardwareItemsIndustrialTrolleyCasterFramesLightBracketsLightDutyVehicleRampsLightPolesMicrowaveMountsNailsNetReelsParkBenchesPicnicTableFramesPipeHangarsPortableBuildingFramesRefrigerationBracketsRefrigerationShelvesScaffoldingScalesSecurityCageFramesSecurityGatesSpiralStaircasesStormSheltersTowersTrailerDoorHardwareTrashReceptaclesTruckPartsUtilityTrailersWheelbarrows

w w w . g a l v a n i z e i t . o r gA m e r i c a n G a l v a n i z e r s A s s o c i a t i o n6881S.HollyCircle,Ste.108Centennial,[email protected]


















