Honeywell Technology Summit Kuwait · Honeywell Technology Summit Kuwait Neelay Bhattacharya...
20
Honeywell Technology Summit Kuwait Neelay Bhattacharya October 3 rd – 4 th 2017 Lowers Paraxylene Cost of Production Advances in Aromatics Technology: UOP 8013A-0 Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.
Transcript of Honeywell Technology Summit Kuwait · Honeywell Technology Summit Kuwait Neelay Bhattacharya...

Honeywell Technology Summit Kuwait
Neelay Bhattacharya
October 3rd – 4th 2017 Lowers Paraxylene Cost of Production
Advances in Aromatics Technology:
UOP 8013A-0 Honeywell Confidential - © 2017 by Honeywell International Inc. All rights reserved.

Global PX Supply Demand
PX Market Fundamentals Remains Attractive
• The commissioning of new complexes in 2014 led to oversupply of pX
– Operating rates <80%
– 10 Million ton surplus capacity
• Steady demand growth combined with a slow down in supply addition has begun consume this excess capacity
– Utilization rates steadily climbing
out of 2014 trough
• China pX import will continue to drive global demand
‒ > 10 million ton per year import
1
0%
20%
40%
60%
80%
100%
0
10
20
30
40
50
60
70
80
2002 2005 2008 2011 2014 2017 2020 2023 2026
Utiliz
ation
%
MM
TP
ACapacity, Sold New Capacity, Unsold pX Demand Utilization
Global PX Supply Demand
PX CAGR (17’-26’) = 5.0%

Recent PX Technology Advancements by UOP
UOP’s LD Parex Process is the Latest in a Line of Breakthroughs
• Since 2010 UOP has commercialized significant breakthroughs in pX purification technology (2 highlights):
• Energy Efficient Aromatics Complex (EEAC) – UOP introduced EEAC in 2010, as a novel, proprietary heat integration flowscheme that dramatically reduced energy consumption across the pX complex by 20-40%
– This was readily adopted by the industry, now in practice in 3 world-scale commercial plants in operation since 2014 and included in the design in 3 others
– Unmatched by competitors
• ADS-47 adsorbent – In 2011 UOP introduced ADS-47 which has dramatically higher capacity than any other commercially used UOP adsorbent, an improvement by 20-25% relative to previous generation UOP adsorbents
– Readily adopted by the industry, now ADS-47 is in use in 11 commercial plants
• Light Desorbent (LD) Parex™ Process is here…
2

3
Sulfolane Unit™
Integrated UOP Aromatics Complex
CCR
Platforming Unit™
NHT
H2
Light
Ends
Naphtha
Benzene-TolueneFractionation
A9Column
Raffinate
C10+
Benzene
ReformateSplitter
Tatoray Unit™
Parex Unit™ Isomar Unit™
XyleneColumn
o-XColumn
ortho-Xylene
DehepColumn
para-Xylene
Light Ends
Aromatics Ring Creation
Aromatics Ring Adjustment
Separation
Treating
UOP 8013A-3

Advancements in CCR Platforming Technology Increase Yield and Reduce CAPEX
Increased Yield and Reduced CapEx Increase IRR by 2 - 6%
4
Naphtha Feed
CFE
Integrated Heater Design
CatMax™ Internals
Recycle Gas
Reactor Effluent
CycleMax™
III CCR
Enhanced Recovery
(C5+, LPG, H2)
High Yield Catalyst
ImpX™ Reactor SectionCCR Section Recovery Section
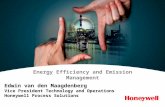
CatMaxTM Reactor Internals
>1 MM USD Total Installed Cost Savings for New 50,000 BPSD Reformer
5
Parameters
Conventional
High-Strength Scallops CatMax Internals
Strength vs. D-shaped Up to 10 times higher Up to 10 times higher
Number of Scallops Base Base
Catalyst Volume Base Base
Total Reactor Stack Height Base Base - 8%
Total Transfer Pipe Length Base Base - 6%
CatMax Internals
-8%
CatMaxInternals
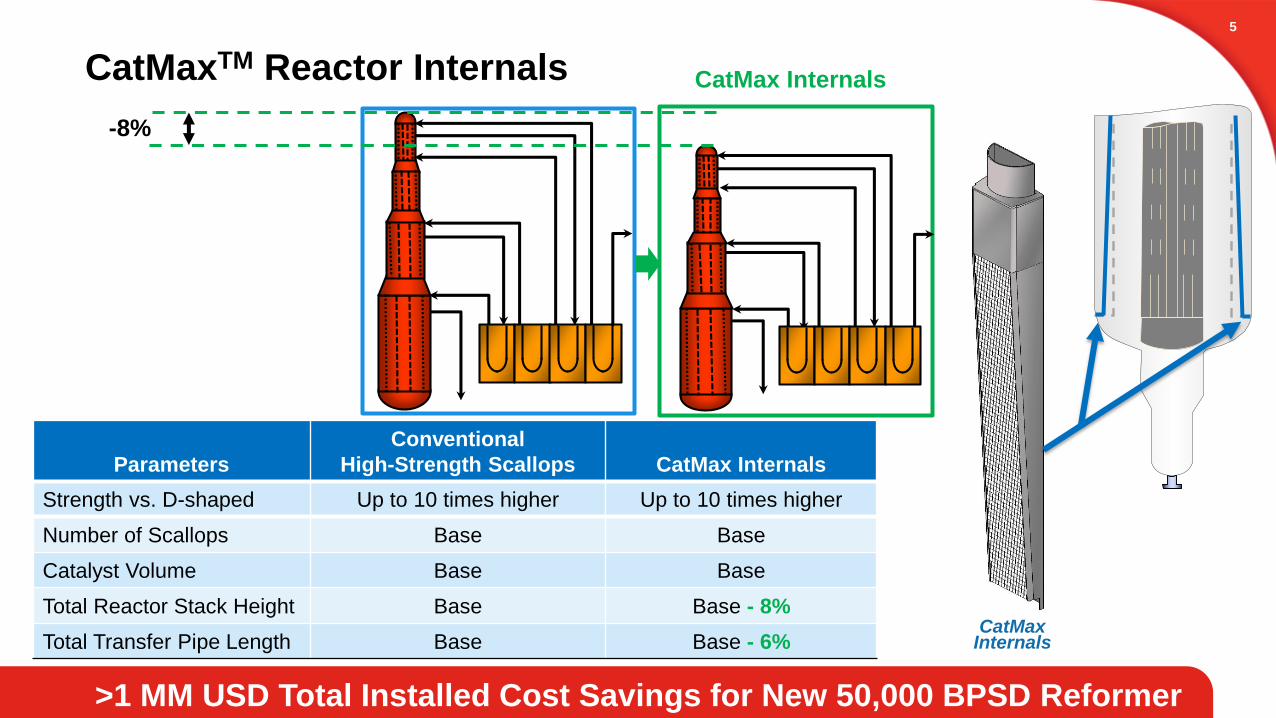
Convective Charge Heater Design
$5MM Savings for a 50,000 BPSD Unit & 20% Lower Emissions
6
• Features
– Charge heater moved to convection section,
displacing portion of steam generation
– Enables 1 less heater box
• Benefits
– 15% heater ISBL EEC reduction
– 4% overall reduced plot space
– 20% less fuel fired
– 20% lower emissions
• Builds on UOP Platforming Experience
– 200+ Fixed Bed units with CFE to convection section using trim radiant heat
– 30+ CCR Units with one or more column reboilers in the convection section
– 2+ CCR Unit with Interheater 1 or 3 using convection section heat
– Supplemental heat for NHT Charge Heater in heater convection section
Conventional ConventionalConvective
Charge Heater
Convection
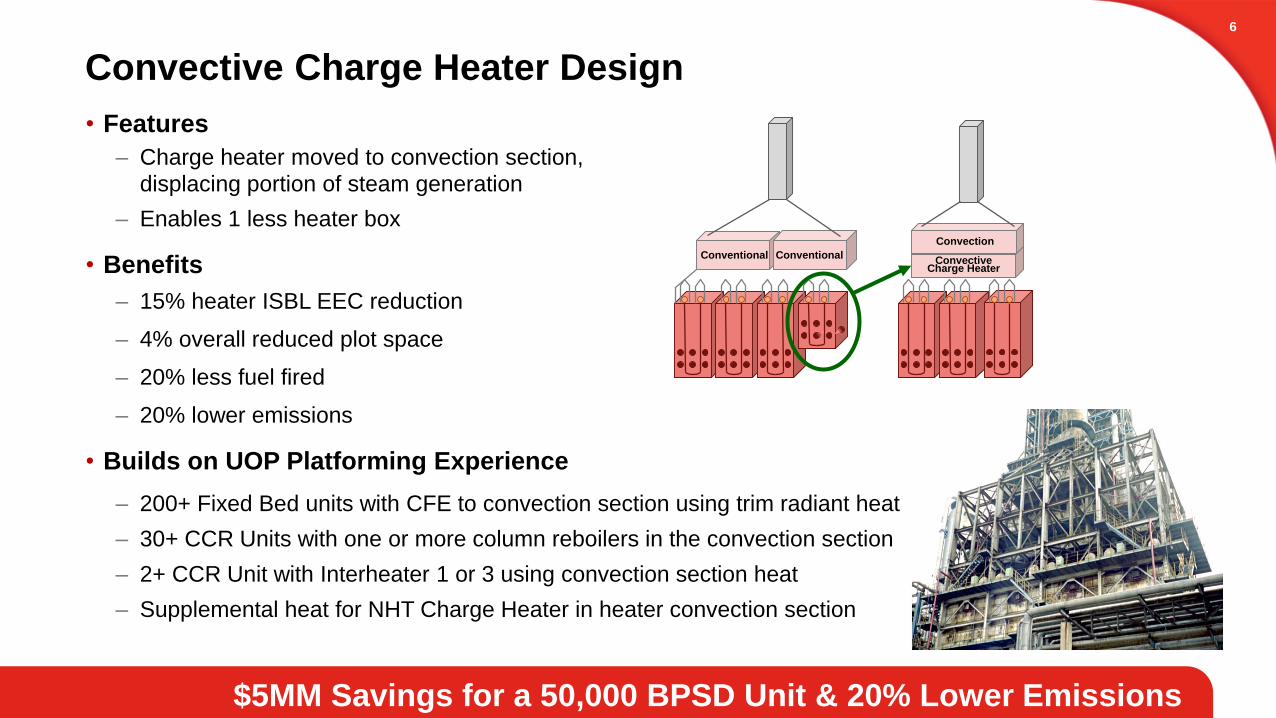
UOP Heater Design for Larger Units (>50,000 BPSD)
Integrated Heater Designs Reduce Plot Space & Capital Cost
7
Heater Type Heater in Parallel Heater in Series Twin-U Heater
Box Depth, m Base More Base
Box Width, m Base Less Less
Plot Area, m2 Base More Less
Manifold Length, m Base Double Base
Number Burners Base Base Less
Heater in Parallel Twin-U HeaterHeater in Series
Platforming Unit Interheater #1
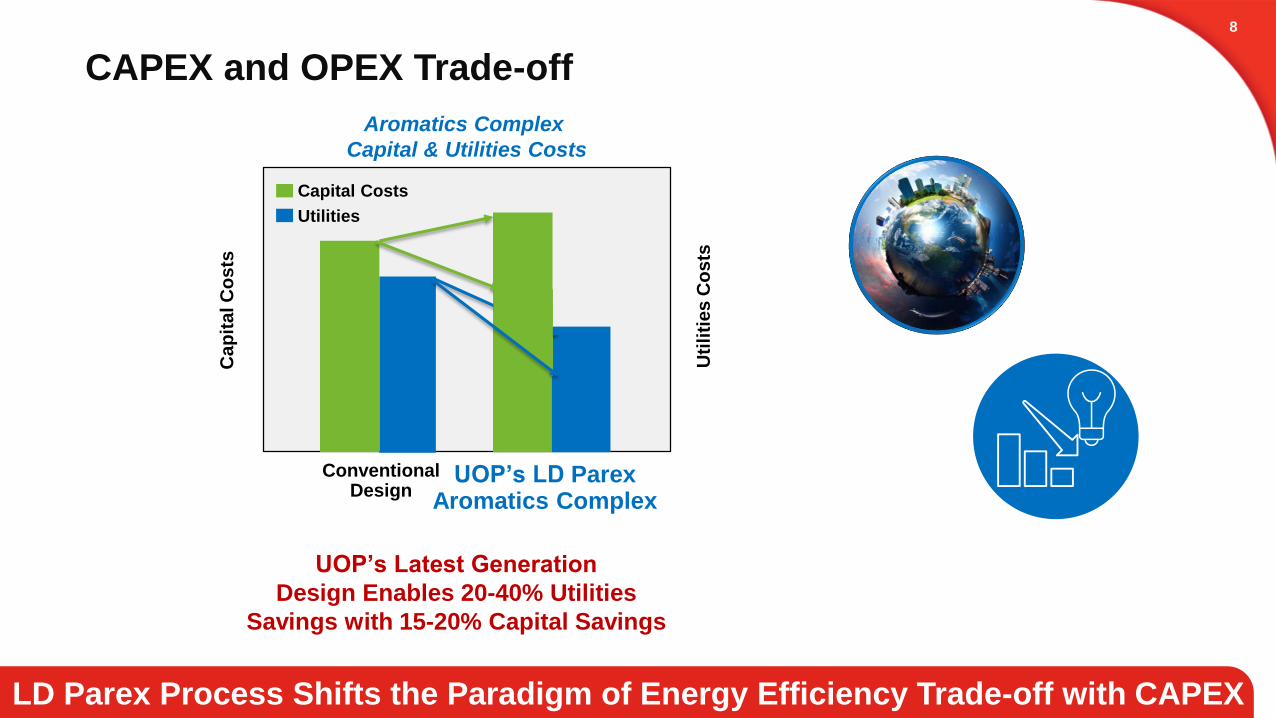
CAPEX and OPEX Trade-off
8
Utilities Savings Typically
Achieved at the Expense of
Additional Capital Investment
UOP’s Latest Generation
Design Enables 20-40% Utilities
Savings with 15-20% Capital Savings
Typical Energy
Improvement
Design
Aromatics Complex
Capital & Utilities Costs
UOP’s LD ParexAromatics Complex
UOP 7821D-8LD Parex Process Shifts the Paradigm of Energy Efficiency Trade-off with CAPEX
Ca
pit
al C
os
ts
ConventionalDesign
Uti
liti
es
Co
sts
Capital Costs
Utilities
9Heavy Desorbent Has Been the Primary System Used for Selective PX AdsorptionHistory
• Both heavy (HD) and light (LD) desorbent systems were used when UOP introduced the Parex process in the 1970s
‒ Adsorbents were available developed for both systems
‒ Units were designed for either HD or LD, based on preference of the owner
• HD systems had an energy advantage over LD systems with adsorbent technology available at the time
‒ Since the late 1970’s, virtually all new Parex designs have used HD
Modern• By 2010, improvements in adsorbent technology have enabled designs with LD to have
equivalent energy consumption as those with HD
• LD offers significant opportunities to reduce CAPEX by eliminating equipment
– ADS-47 adsorbent is well proven as providing a step-change in performance
What if we take the knowledge we now have of the HD system adsorbent
and apply it to an LD system?
UOP 8013A-9

Commercial Demonstrations ADS-47 Adsorbent Prove the Step-change Increase in Performance
10
0,5
0,6
0,7
0,8
0,9
1
ADS-7 ADS-27 ADS-37 ADS-47
Relative Requirement toProcess Same Amount of Feed
Adsorbent
Desorbent
Parex Design Benefits from ADS-47
• Adsorbent chamber reduced by 35%
• Desorbent circulation reduced by 32%
• Highest commercially proven reliability
• Successful operation in 11 units starting in 2011
Heavy Desorbent Adsorbent Portfolio
Latest Generation
Light Desorbent Adsorbent
UOP 7821D-10
Significant Breakthrough in Paraxylene Separation Adsorbent Technology Provides Ability to Improve Light Desorbent Economics

Continuous Innovation Translates Across Both Heavy & Light Desorbent Systems
11
1971 – ADS-3
1980 – ADS-7
1990 – ADS-27
2004 – ADS-37
2011 – ADS-47
Heavy Desorbent
Adsorbent
Portfolio
Light Desorbent
Adsorbent
Portfolio
2016 – ADS-50
1996 – ADS-40
ADS-23
1972 – ADS-4
ADS-47
Series
ADS-27
Series
ADS-3
Series
UOP 7821D-11In 45 years, All Production Capacity & Product Quality Guarantees Achieved
12Removal of the Heavy Desorbent Allows Opportunity for Optimized Fractionation Current Energy Efficient Aromatics Complex (EEAC) Design
IsomarUnit
Raffinate
Benzene
HeavyAromatics
Column
ReformateSplitter
Heavy Aromatics
Reformate
Deheptanizer
Light Ends
Light Ends
Xylene ColumnNo. 2
Paraxylene
FinishingColumn
RaffinateColumn 1
DesorbentRerun Column
ExtractColumn
DesorbentMakeup
TatorayUnit
ED SulfolaneUnit
Parex
Unit RaffinateColumn 2
Benzene-Toluene Column
Xylene ColumnNo. 1
Heavy Aromatics
Heavy AromaticsRectifier
A8 RerunColumn
A8 Stripper
Note: Columns are to scale
As Needed Make-up Desorbent
RaffinateColumn
Paraxylene
ParaxyleneColumn
• Uses Heavy Desorbent (p-DEB)
• Desorbent taken as Raffinate & Extract Column Bottoms
• Xylene Fractionation requirements set by A9 limit in Xylene Column overhead
• Energy reduced 20-40% by evaluating overall complex as a “system” and rearranging heat integration
Compared to a heavy desorbent system, using light desorbent enables separation efficiencies that allow for an optimized fractionation flow scheme, enabling high energy efficiency at a
significantly reduced cost.
UOP 8013A-12

13
LD Parex Aromatics Design
Note: Columns are to scale
IsomarUnit
Raffinate
Benzene
A8 RerunColumn
ReformateSplitter
Heavy Aromatics
ReformateLight Ends
Paraxylene
ParaxyleneColumn
RaffinateColumn
ExtractColumn
TatorayUnit
ED SulfolaneUnit
Parex
UnitA8 Stripper
Heavy AromaticsRectifier
Benzene-Toluene Column
As Needed Make-up Desorbent
The 3 main components of the LD Parex Aromatics Complex system are all
commercially proven & reliable:
1. Desorbent
2. Adsorbent
3. Heat Integration
• Uses Light Desorbent (Toluene)
• Desorbent taken as Raffinate Column overhead & Extract Column sidedraw
• A9 limit in XC overhead no longer a design constraint
• Overall complex still evaluated as a “system” to increase heat integration and reduce energy input
UOP 8013A-13

Independent Cost Savings Analysis by Major Western EPC
14
Dec
reas
edIn
vest
men
t C
osts
Process Unit Comparison (1200 KMTA PX)
Next Best
Alternative LDPX Delta (%)
Extractive Distillation
Base
+12%
B-T Fractionation -0%
Transalkylation -6%
PX Purification -2%
Isomerization -39%
Xylene Fractionation -46%
Total -17%
1,200 kMTA pX complex; USGC basis:
• Equipment Cost Savings = 17%
• Total Installed Cost Savings = 15%
Sulfolane
B-T Fractionation
Tatoray
Parex
Isomar
Xylene Fractionation
17% equipment cost savings
Next Best Alternative LD Parex Aromatics Complex
Equipment Cost Comparison, Breakdown by Unit
Extractive Distillation
B-T Fractionation
Transalkylation
PX Purification
Isomerization
Xylene Fractionation
UOP 7821D-14
20% Reduction in Equipment Results in 15-17% Capital Savings, as Confirmed by a Major Western EPC
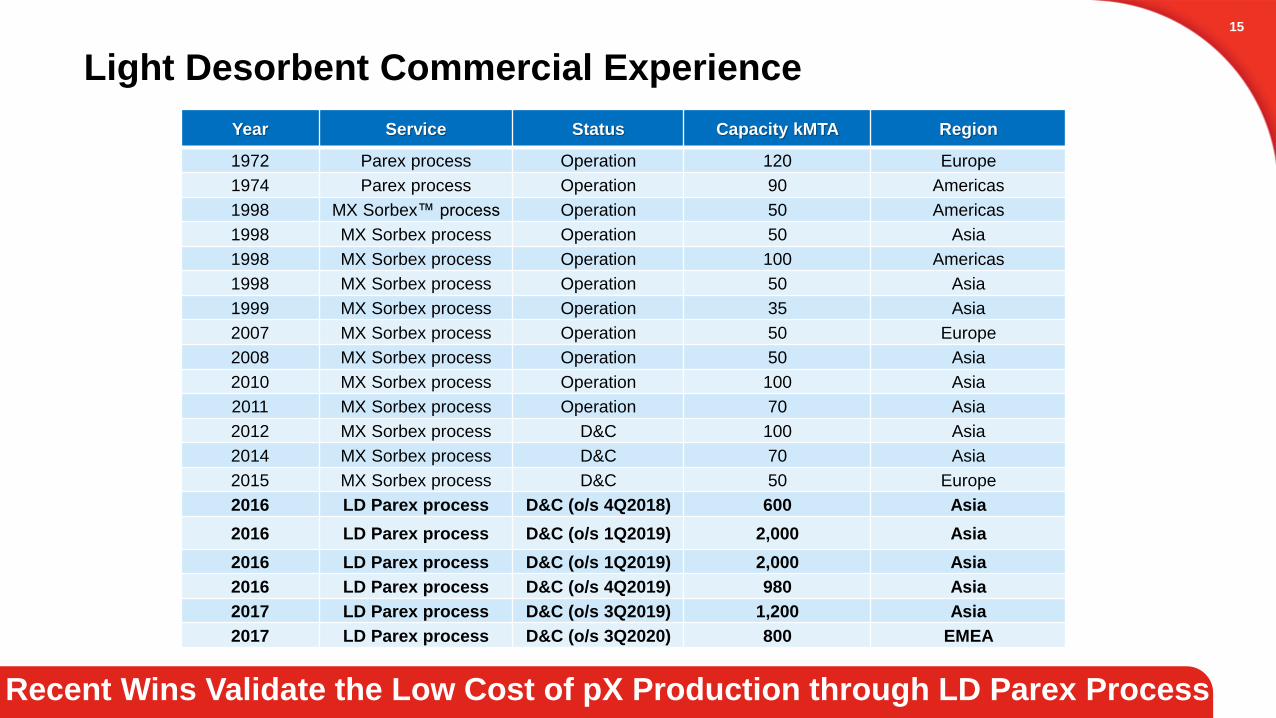
Light Desorbent Commercial Experience
Recent Wins Validate the Low Cost of pX Production through LD Parex Process
Year Service Status Capacity kMTA Region
1972 Parex process Operation 120 Europe
1974 Parex process Operation 90 Americas
1998 MX Sorbex™ process Operation 50 Americas
1998 MX Sorbex process Operation 50 Asia
1998 MX Sorbex process Operation 100 Americas
1998 MX Sorbex process Operation 50 Asia
1999 MX Sorbex process Operation 35 Asia
2007 MX Sorbex process Operation 50 Europe
2008 MX Sorbex process Operation 50 Asia
2010 MX Sorbex process Operation 100 Asia
2011 MX Sorbex process Operation 70 Asia
2012 MX Sorbex process D&C 100 Asia
2014 MX Sorbex process D&C 70 Asia
2015 MX Sorbex process D&C 50 Europe
2016 LD Parex process D&C (o/s 4Q2018) 600 Asia
2016 LD Parex process D&C (o/s 1Q2019) 2,000 Asia
2016 LD Parex process D&C (o/s 1Q2019) 2,000 Asia
2016 LD Parex process D&C (o/s 4Q2019) 980 Asia
2017 LD Parex process D&C (o/s 3Q2019) 1,200 Asia
2017 LD Parex process D&C (o/s 3Q2020) 800 EMEA
15
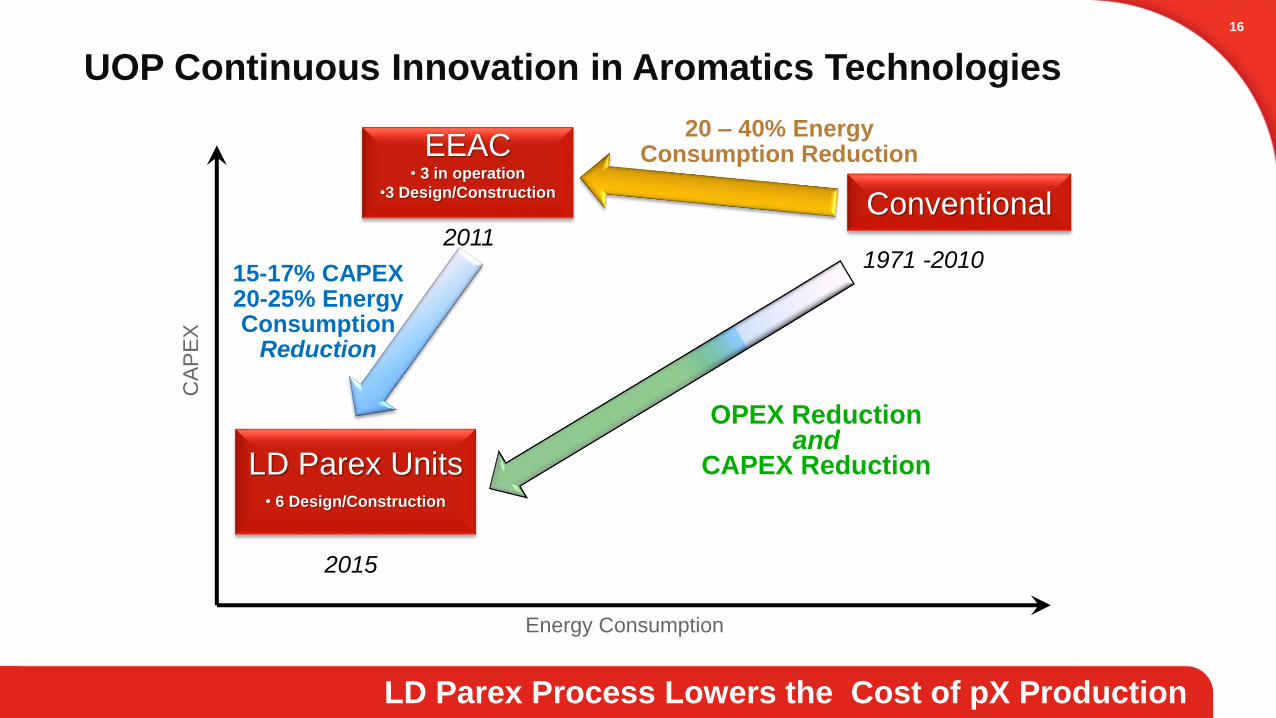
LD Parex Process Lowers the Cost of pX Production
16
UOP Continuous Innovation in Aromatics Technologies
Conventional
EEAC• 3 in operation
•3 Design/Construction
LD Parex Units• 6 Design/Construction
1971 -20102011
2015
20 – 40% Energy Consumption Reduction
15-17% CAPEX20-25% Energy Consumption
Reduction
OPEX Reductionand
CAPEX Reduction
Energy Consumption
CA
PE
X
17
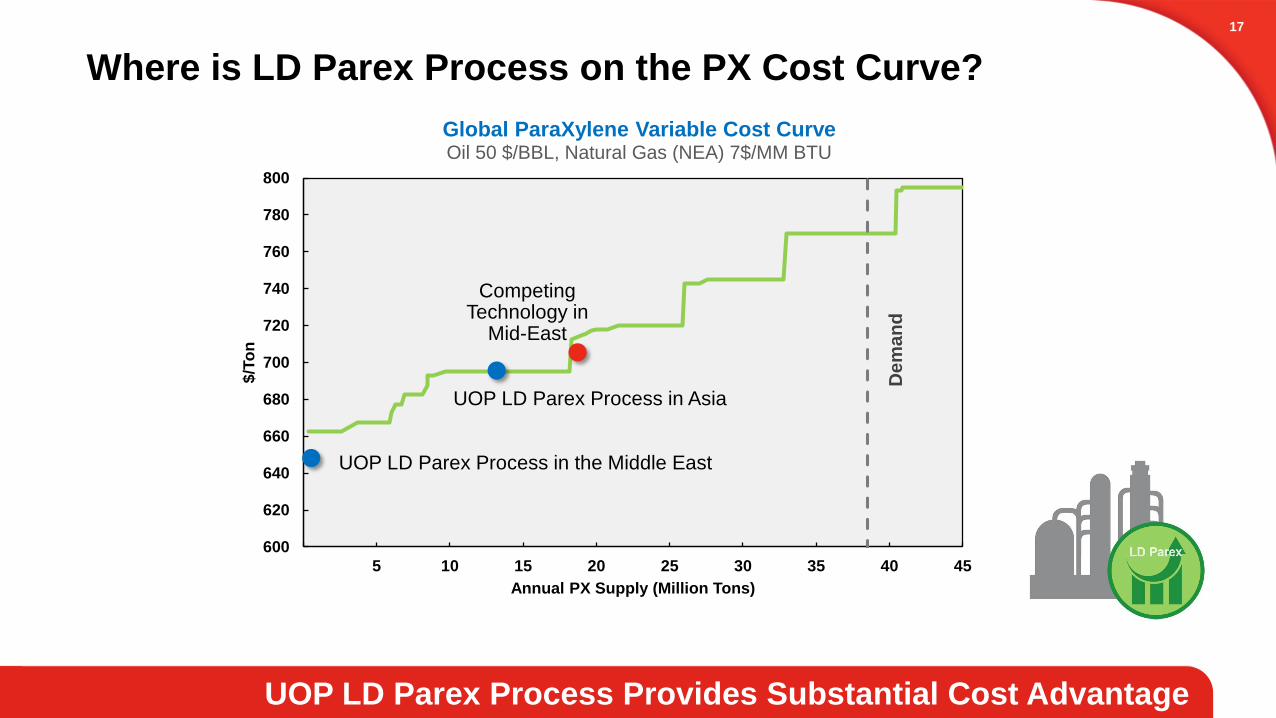
UOP LD Parex Process Provides Substantial Cost Advantage
Where is LD Parex Process on the PX Cost Curve?
600
620
640
660
680
700
720
740
760
780
800
5 10 15 20 25 30 35 40 45
$/T
on
Annual PX Supply (Million Tons)
Global ParaXylene Variable Cost CurveOil 50 $/BBL, Natural Gas (NEA) 7$/MM BTU
De
ma
nd
UOP LD Parex Process in the Middle East
UOP LD Parex Process in Asia
CompetingTechnology in
Mid-East

Leveraging Historically Proven UOP Technology for Your Future Success
18
• UOP’s 45 years of experience with adsorption-based separation technology in >100
operating units enables us to lead the market in innovation
• Recent breakthroughs by UOP in adsorbent development capability make light desorbentseparation technology economically superior relative to any other pX purification process
• The 3 major components of the LD Parex Aromatics Complex design—desorbent, adsorbent and heat integration—are all commercially proven & reliable
‒ 6 LD Parex Complexes are now in Design and Construction
• LD Parex Process enables a step-change improvement in capital efficiency while still maintaining the industry-leading energy efficiency
LD Parex Process is the lowest cost UOP Technology available for pX production and provides greater
return on your investment
UOP 8013A-18

19
19
UOP 8013A-19
19