Highlights magazine April 2015
40
Responsible business boosts performance at Ramliya Smashing the costs with EnviroTex ™ Financing paves the way in DR Congo APRIL 2015
-
Upload
charlotte-backmann -
Category
Documents
-
view
193 -
download
5
Transcript of Highlights magazine April 2015

Responsible business boosts performance at
Ramliya Smashing the costs with
EnviroTex™
Financing paves the way in DR Congo
APRIL 2015

3HIGHLIGHTS CEMENT – APRIL 20152 HIGHLIGHTS CEMENT – APRIL 2015
CONTENTLETTER FROM THE PRESIDENT
Leading the market
Editor-in-chiefNadia Haagen Pedersen
Managing editorCharlotte Lærke Backmann
Content editorHanne Flyger
Associate editorsBrenda Kaplan,
Bharathkumaar Soundararajan
Editorial boardMark Brugan, Palle Erik Grydgaard,
Sten Stoltze, Martin Strouhal, Hari TR
Copywriting: Eye for Image
Layout: Anne Grethe Helmark
© 2015 FLSmidth. All rights reserved.
Reproduction permitted quoting
‘Highlights’ as source.
All product names used herein are
trademarks of their respective owners.
Editorial office: FLSmidth
Vigerslev Allé 77
DK-2500 Valby, Copenhagen, Denmark
Tel: +45 36 18 10 00
Fax: +45 35 45 44 27
Email: [email protected]
www.cement.flsmidth.com
cement.flsmidth.com gives you more details and additional articles
SCAN HERE FOR PDF VERSION OF THE HIGHLIGHTS MAGAZINE
USE THESE QR CODES AS A QUICK WAY TO GET MORE INFORMATION VIA YOUR SMARTPHONE OR TABLET. DOWNLOAD THE SCANNER AT GETSCANLIFE.COM
FRONT COVER: AHMED SAYED NASER, MECHANICAL TECHNICIAN AT EGYPT´S ACC RAMLIYA CEMENT PLANT. (SEE PAGE 8)
Letter from the President 2
NEW ORDERS New greenfield plant,
CEMEX, Colombia 4
New line at CEMEX´s Odessa plant 4
Two mills for MCC Qena 5
New HRP at Kanodia Cement 37
INNOVATIONInnovative TRIBOMAX wear solution 6
Revival of a MAAG Gear classic 14
Smashing the costs with EnviroTex 20
Significant reduction in power
consumption 26
New version of QCX automation
software 33
FEATURESResponsible business boosts
performance 8
Financing paves the way 28
SITE REPORTSFrom wet to dry in a cold climate 16
Pyro system and cement mills for
Manikgarh cement 23
PRODUCTS & SOLUTIONSPumping up the power 24
New Hydraulic Roller Press concept 34
News in brief 38
Upcoming events 40
Highlights Cement subscription 40
Highlights Cement Reader survey 40
8
A dynamic market needs a dynamic organisation. It is crucial for us to have the right team that can help us navigate the cyclical nature of our industry. And as the cement market enters a cyclical upturn, we have adjusted our organisation to ensure we can best respond to customer needs.
This edition of Highlights tells everyday stories that demonstrate how FLSmidth continues to lead the market in supplying the cement industry’s complete array of products, projects and services based on premium technology and know-how.
Better productsWe are seeing increasing demand for products that deliver greater productivity, lower costs and higher energy efficiency as well as lower harmful substance emissions. We are focusing on creating timely, innovative and competitive offerings, and I am particularly proud of the special partnership with Haldor Topsoe (page 20). Together, we have developed an innovative filter bag that can remove dust, volatile organic compounds and NOx in one integrated process. This is innovation in partnership at its best. Other examples of our product development focus are the Tribomax™ wear solution (page 6), our new hydraulic roller press concept (page 34), the double-suction HAF fan (page 24), and the latest release of our software automation platform (page 33).
Industry challengesFLSmidth’s know-how extends far beyond the practical aspects of technology and processes. For new cement plants to see the light of day, financing is key, especially in developing countries such as DR Congo. On page 28 you can read about the complexities of obtaining project financing that meets all parties’ interests.
A responsible approach to business, the environment and society is central to our very existence, and with our Design-Build-Operate concept, FLSmidth is focusing on the complete lifecycle of cement plant operations. Read about a ground-breaking study that reveals the total impact of the construction and operations of the ACC Ramliya Cement Plant in Egypt (page 8).
I hope the stories in this magazine provide some inspiration for how you, too, can achieve greater efficiencies and more return on your business investments.
Per Mejnert KristensenPresident, Cement Division
SCAN TO VIEW PER MEJNERT KRISTENSEN
INTRODUCE THIS EDITION OF eHIGHLIGHTS
20
34

3HIGHLIGHTS CEMENT – APRIL 20152 HIGHLIGHTS CEMENT – APRIL 2015
CONTENTLETTER FROM THE PRESIDENT
Leading the market
Editor-in-chiefNadia Haagen Pedersen
Managing editorCharlotte Lærke Backmann
Content editorHanne Flyger
Associate editorsBrenda Kaplan,
Bharathkumaar Soundararajan
Editorial boardMark Brugan, Palle Erik Grydgaard,
Sten Stoltze, Martin Strouhal, Hari TR
Copywriting: Eye for Image
Layout: Anne Grethe Helmark
© 2015 FLSmidth. All rights reserved.
Reproduction permitted quoting
‘Highlights’ as source.
All product names used herein are
trademarks of their respective owners.
Editorial office: FLSmidth
Vigerslev Allé 77
DK-2500 Valby, Copenhagen, Denmark
Tel: +45 36 18 10 00
Fax: +45 35 45 44 27
Email: [email protected]
www.cement.flsmidth.com
cement.flsmidth.com gives you more details and additional articles
SCAN HERE FOR PDF VERSION OF THE HIGHLIGHTS MAGAZINE
USE THESE QR CODES AS A QUICK WAY TO GET MORE INFORMATION VIA YOUR SMARTPHONE OR TABLET. DOWNLOAD THE SCANNER AT GETSCANLIFE.COM
FRONT COVER: AHMED SAYED NASER, MECHANICAL TECHNICIAN AT EGYPT´S ACC RAMLIYA CEMENT PLANT. (SEE PAGE 8)
Letter from the President 2
NEW ORDERS New greenfield plant,
CEMEX, Colombia 4
New line at CEMEX´s Odessa plant 4
Two mills for MCC Qena 5
New HRP at Kanodia Cement 37
INNOVATIONInnovative TRIBOMAX wear solution 6
Revival of a MAAG Gear classic 14
Smashing the costs with EnviroTex 20
Significant reduction in power
consumption 26
New version of QCX automation
software 33
FEATURESResponsible business boosts
performance 8
Financing paves the way 28
SITE REPORTSFrom wet to dry in a cold climate 16
Pyro system and cement mills for
Manikgarh cement 23
PRODUCTS & SOLUTIONSPumping up the power 24
New Hydraulic Roller Press concept 34
News in brief 38
Upcoming events 40
Highlights Cement subscription 40
Highlights Cement Reader survey 40
8
A dynamic market needs a dynamic organisation. It is crucial for us to have the right team that can help us navigate the cyclical nature of our industry. And as the cement market enters a cyclical upturn, we have adjusted our organisation to ensure we can best respond to customer needs.
This edition of Highlights tells everyday stories that demonstrate how FLSmidth continues to lead the market in supplying the cement industry’s complete array of products, projects and services based on premium technology and know-how.
Better productsWe are seeing increasing demand for products that deliver greater productivity, lower costs and higher energy efficiency as well as lower harmful substance emissions. We are focusing on creating timely, innovative and competitive offerings, and I am particularly proud of the special partnership with Haldor Topsoe (page 20). Together, we have developed an innovative filter bag that can remove dust, volatile organic compounds and NOx in one integrated process. This is innovation in partnership at its best. Other examples of our product development focus are the Tribomax™ wear solution (page 6), our new hydraulic roller press concept (page 34), the double-suction HAF fan (page 24), and the latest release of our software automation platform (page 33).
Industry challengesFLSmidth’s know-how extends far beyond the practical aspects of technology and processes. For new cement plants to see the light of day, financing is key, especially in developing countries such as DR Congo. On page 28 you can read about the complexities of obtaining project financing that meets all parties’ interests.
A responsible approach to business, the environment and society is central to our very existence, and with our Design-Build-Operate concept, FLSmidth is focusing on the complete lifecycle of cement plant operations. Read about a ground-breaking study that reveals the total impact of the construction and operations of the ACC Ramliya Cement Plant in Egypt (page 8).
I hope the stories in this magazine provide some inspiration for how you, too, can achieve greater efficiencies and more return on your business investments.
Per Mejnert KristensenPresident, Cement Division
SCAN TO VIEW PER MEJNERT KRISTENSEN
INTRODUCE THIS EDITION OF eHIGHLIGHTS
20
34

4 HIGHLIGHTS CEMENT – APRIL 2015 5HIGHLIGHTS CEMENT – APRIL 2015
New greenfield plant for CEMEX plant in ColombiaFLSmidth has been awarded a contract from the Mexican cement producer CEMEX for the supply of a 2,800 tpd cement production line to be installed at its new Cementera del Magdalena Medio S.A.S. cement plant.
The plant is located approximately 135 km from the capital of Antioquia, Medellin in the department of Antioquia. The line will use the latest production technologies and achieve high environmental and quality standards. The department of Antioquia is a region in Colombia that is expected to
see an increase in cement demand resulting from continued economic growth as well as planned investments in infrastructure.
In addition to engineering services, project management, and commissioning, all major processing machines are included. The pyro processing line consists of an FRM™ mill for raw grinding, an ATOX® coal mill, 5-stage ILC preheater with a Low NOx calciner, a FLSmidth® Cross-Bar® cooler, and a two-pier kiln. Pfister® weighing and dosing systems, MAAG® gear reducers, gas analysers as well as all Airtech process filters are also included.
NEW ORDERS
New greenfield plant for
CEMEX, Colombia
CONTACT FELIPE [email protected]
Read more about new orders on www.flsmidth.com/announcements for Misr Cement Company
NEW ORDERS
Two mills
Qena CementMisr Cement Company (MCC Qena) was established in 1997, at which time FLSmidth was contracted to construct the cement plant. Production started up in 2002 with an annual production of 1.8 million tpy of clinker. MCC Qena today employs around 420 people.
MCC Qena has signed two contracts with FLSmidth for the supply of an ATOX® vertical coal mill, an OK™ vertical cement mill, Pfister® weighing and dosing systems, Maag® gear reducers and Airtech filters.
The plant is located in the Valley Sondos, approximately 45 km from Luxor in Egypt. FLSmidth supplied the equipment for MCC Qena’s original 1.4 million tpy cement plant in 1999. But in 2014, the plant had an actual production of 1.8 million tpy of clinker, without any modifications of the line.
Key to the decision to choose FLSmidth's equipment was the ability to meet MCC Qena's high demands for performance and reliability.
Consequently, many plants have begun to install coal mills in order to improve production stability. This is a key reason for MCC Qena choosing the ATOX 25 vertical coal mill. The energy-efficient ATOX coal mill grinds and dries all types of coal and can be installed at a relatively low cost.
MCC Qena will also take delivery of an OK 42/4 vertical cement mill. FLSmidth’s OK mill is one of the most reputable roller mills for finish grinding of Portland cement, slag and blended cements. In fact, it is the only vertical roller mill specifically designed for cement grinding and has been consistently shown to use 15-20 percent (3-5 KWh/MT) less power than other cement vertical roller mills and 25-40 percent less power than ball mills. The OK mill’s high energy efficiency is expected to contribute significantly to MCC Qena’s profitability and competitiveness.
Anders Josefsen, General Manager, at FLSmidth comments: “This contract with MCC Qena reflects what we see as an increasing demand for full-service solutions based on standalone products. FLSmidth is ideally positioned to meet this demand thanks to our complete range of cement plant equipment and services covering the entire cement plant lifecycle – from the initial plant project to maintenance and upgrades.”
Alaa Abdel Hamed, Plant Manager, at MCC Qena says: “We asked FLSmidth to specify a set of production levels for the equipment we required and as they were able to do that, it confirmed for us their reliability in delivering to our needs. Besides, our existing line, which is based on FLSmidth equipment, has performed above expectations. Therefore, we trust FLSmidth equipment and are convinced the new equipment is the best choice for our operations."
Stable productionCement plants in Egypt face a unique challenge in that the gas supply is quite unstable. This can significantly affect production, leading to clinker production being at a standstill for weeks at a time.
CONTACT ANDERS JOSEFSEN, [email protected]
CONTACT SCOTT [email protected]
Read more about new OK™ Vertical Roller Mill at www.flsmidth.com/okmill
New line for CEMEX's Odessa plantFLSmidth has been selected to supply a new cement production line to be installed at CEMEX’s Odessa cement plant located in western Texas, USA. The new 2,540 tpd production line will help CEMEX keep pace with the rapidly growing cement demand from the oil and gas industry in the West Texas market.
The expansion will utilise state-of-the-art production technology resulting in higher fuel efficiency and improved productivity. The equipment scope includes a 5-stage ILC preheater with a Low NOx calciner, 3-pier kiln, FLSmidth® Cross-Bar® cooler, Duoflex® burner, Pfister® weighing and dosing systems, gas analysers and three Fuller-Kinyon® pumps. Furthermore, an FLSmidth control system will ensure the highest level of operational efficiencies. The project will be supplied on an EPC (Engineering, Procurement, and Construction) basis.
FLSmidth is to deliver an ATOX vertical coal mill and an OK vertical cement mill to Egypt’s Misr Cement Company (MCC Qena), which will improve the plant's production stability and ensure high energy efficiency.

4 HIGHLIGHTS CEMENT – APRIL 2015 5HIGHLIGHTS CEMENT – APRIL 2015
New greenfield plant for CEMEX plant in ColombiaFLSmidth has been awarded a contract from the Mexican cement producer CEMEX for the supply of a 2,800 tpd cement production line to be installed at its new Cementera del Magdalena Medio S.A.S. cement plant.
The plant is located approximately 135 km from the capital of Antioquia, Medellin in the department of Antioquia. The line will use the latest production technologies and achieve high environmental and quality standards. The department of Antioquia is a region in Colombia that is expected to
see an increase in cement demand resulting from continued economic growth as well as planned investments in infrastructure.
In addition to engineering services, project management, and commissioning, all major processing machines are included. The pyro processing line consists of an FRM™ mill for raw grinding, an ATOX® coal mill, 5-stage ILC preheater with a Low NOx calciner, a FLSmidth® Cross-Bar® cooler, and a two-pier kiln. Pfister® weighing and dosing systems, MAAG® gear reducers, gas analysers as well as all Airtech process filters are also included.
NEW ORDERS
New greenfield plant for
CEMEX, Colombia
CONTACT FELIPE [email protected]
Read more about new orders on www.flsmidth.com/announcements for Misr Cement Company
NEW ORDERS
Two mills
Qena CementMisr Cement Company (MCC Qena) was established in 1997, at which time FLSmidth was contracted to construct the cement plant. Production started up in 2002 with an annual production of 1.8 million tpy of clinker. MCC Qena today employs around 420 people.
MCC Qena has signed two contracts with FLSmidth for the supply of an ATOX® vertical coal mill, an OK™ vertical cement mill, Pfister® weighing and dosing systems, Maag® gear reducers and Airtech filters.
The plant is located in the Valley Sondos, approximately 45 km from Luxor in Egypt. FLSmidth supplied the equipment for MCC Qena’s original 1.4 million tpy cement plant in 1999. But in 2014, the plant had an actual production of 1.8 million tpy of clinker, without any modifications of the line.
Key to the decision to choose FLSmidth's equipment was the ability to meet MCC Qena's high demands for performance and reliability.
Consequently, many plants have begun to install coal mills in order to improve production stability. This is a key reason for MCC Qena choosing the ATOX 25 vertical coal mill. The energy-efficient ATOX coal mill grinds and dries all types of coal and can be installed at a relatively low cost.
MCC Qena will also take delivery of an OK 42/4 vertical cement mill. FLSmidth’s OK mill is one of the most reputable roller mills for finish grinding of Portland cement, slag and blended cements. In fact, it is the only vertical roller mill specifically designed for cement grinding and has been consistently shown to use 15-20 percent (3-5 KWh/MT) less power than other cement vertical roller mills and 25-40 percent less power than ball mills. The OK mill’s high energy efficiency is expected to contribute significantly to MCC Qena’s profitability and competitiveness.
Anders Josefsen, General Manager, at FLSmidth comments: “This contract with MCC Qena reflects what we see as an increasing demand for full-service solutions based on standalone products. FLSmidth is ideally positioned to meet this demand thanks to our complete range of cement plant equipment and services covering the entire cement plant lifecycle – from the initial plant project to maintenance and upgrades.”
Alaa Abdel Hamed, Plant Manager, at MCC Qena says: “We asked FLSmidth to specify a set of production levels for the equipment we required and as they were able to do that, it confirmed for us their reliability in delivering to our needs. Besides, our existing line, which is based on FLSmidth equipment, has performed above expectations. Therefore, we trust FLSmidth equipment and are convinced the new equipment is the best choice for our operations."
Stable productionCement plants in Egypt face a unique challenge in that the gas supply is quite unstable. This can significantly affect production, leading to clinker production being at a standstill for weeks at a time.
CONTACT ANDERS JOSEFSEN, [email protected]
CONTACT SCOTT [email protected]
Read more about new OK™ Vertical Roller Mill at www.flsmidth.com/okmill
New line for CEMEX's Odessa plantFLSmidth has been selected to supply a new cement production line to be installed at CEMEX’s Odessa cement plant located in western Texas, USA. The new 2,540 tpd production line will help CEMEX keep pace with the rapidly growing cement demand from the oil and gas industry in the West Texas market.
The expansion will utilise state-of-the-art production technology resulting in higher fuel efficiency and improved productivity. The equipment scope includes a 5-stage ILC preheater with a Low NOx calciner, 3-pier kiln, FLSmidth® Cross-Bar® cooler, Duoflex® burner, Pfister® weighing and dosing systems, gas analysers and three Fuller-Kinyon® pumps. Furthermore, an FLSmidth control system will ensure the highest level of operational efficiencies. The project will be supplied on an EPC (Engineering, Procurement, and Construction) basis.
FLSmidth is to deliver an ATOX vertical coal mill and an OK vertical cement mill to Egypt’s Misr Cement Company (MCC Qena), which will improve the plant's production stability and ensure high energy efficiency.

6 HIGHLIGHTS CEMENT – APRIL 2015 7HIGHLIGHTS CEMENT – APRIL 2015
Compared with traditional hardfacing solutions, which require frequent repairs resulting in downtime, the TRIBOMAX surface requires limited or no repair. In the unlikely event that it becomes damaged, it can be spot repaired in-situ and rollers and sleeves can be refurbished as necessary.
Whereas some solutions are limited in rollersize due to complex manufacturing requirements, our TRIBOMAX surfaces are suitable for all aftermarket applications and can be applied to any rollersize at a short lead time. Rollers having applied TRIBOMAX surfaces can be supplied either as solid rollers or as shrink-fitted solutions that reuse the main shaft, which is an ideal way to reduce the overall cost.
INNOVATION
Keeping the rollers turningInnovative TRIBOMAX™ wear solution for hydraulic roller presses boosts performance and prolongs roller lifetime.
Unique propertiesThe TRIBOMAX surface is based on known welding technology, but its formulation and constituent components have been especially adapted by FLSmidth to yield outstanding performance. FLSmidth selected the TRIBOMAX wear surface for its rollers after several years of careful research and testing, including the evaluation of 20 different technologies. Not only has it shown outstanding wear properties, but also superior toughness and unprecedented resilience towards hard particles and tramp material.
Reduced total costsThe TRIBOMAX™ surface is expected to give FLSmidth’s roller press rollers a minimum life of 25,000 hours extending up to 40,000 hours. (read more on pages 34-37) As TRIBOMAX is an advanced welding technology utilising high-end material formulations, the purchase cost is higher than traditional hardfacing solutions. However, the TRIBOMAX solution is lower priced than most similar high-end solutions.
The durability, flexibility and ease of maintenance of the TRIBOMAX surface make it a highly cost-effective solution with a low total cost of ownership. Due to the flexibility of the welding technology and FLSmidth process knowledge, the surface thickness can be tailored to accommodate specific needs to achieve a specified lifetime.
CONTACT DAVID DAM [email protected]
Normal hardfacing rollers are susceptible to premature failure when the hard surface is overloaded by tramp metal or oversized materi-als. A key property of the TRIBOMAX surface is its extreme tough-ness, which makes it more durable and significantly less susceptible to damage compared with traditional hardfacing surfaces.
FLSmidth’s TRIBOMAX® wear solution is a new roller press wear surface designed specifically to withstand the demanding condi-tions of grinding clinker, slag and raw mix. Its high resistance to wear and surface overloading prolongs roller lifetime significantly, making it a highly cost-effective solution for roller presses.
What is TRIBOMAX?Tribology is the science and engineering of interacting surfaces in relative motion. It includes the study and application of the principles of friction and wear. The name TRIBOMAX is derived from this science.
The TRIBOMAX wear solution is based on unique plasma transfer arc welding deposit technology. This results in a pure metallurgical composition with fewer impurities, such as cracks and porosities, compared with conventional hardfacing.
The TRIBOMAX surface’s microstructure formulations give it a special ability to achieve a high surface friction and an autogenous wear layer.
TRIBOMAX surface highlights:
• Longer wear life than traditional hardfacing solutions – more than 25,000 hours
• One wear solution for cement, slag and raw mix
• Higher resistance towards tramp material than existing hardfacing solutions
• Low maintenance and cost-effective
• Reduced risk of failure
• Low total cost of ownership
“THE DURABILITY, FLEXIBILITY AND EASE OF MAINTENANCE OF
THE TRIBOMAX SURFACE MAKE IT A
HIGHLY COST-EFFECTIVE SOLUTION WITH A LOW
TOTAL COST OF OWNERSHIP.”

6 HIGHLIGHTS CEMENT – APRIL 2015 7HIGHLIGHTS CEMENT – APRIL 2015
Compared with traditional hardfacing solutions, which require frequent repairs resulting in downtime, the TRIBOMAX surface requires limited or no repair. In the unlikely event that it becomes damaged, it can be spot repaired in-situ and rollers and sleeves can be refurbished as necessary.
Whereas some solutions are limited in rollersize due to complex manufacturing requirements, our TRIBOMAX surfaces are suitable for all aftermarket applications and can be applied to any rollersize at a short lead time. Rollers having applied TRIBOMAX surfaces can be supplied either as solid rollers or as shrink-fitted solutions that reuse the main shaft, which is an ideal way to reduce the overall cost.
INNOVATION
Keeping the rollers turningInnovative TRIBOMAX™ wear solution for hydraulic roller presses boosts performance and prolongs roller lifetime.
Unique propertiesThe TRIBOMAX surface is based on known welding technology, but its formulation and constituent components have been especially adapted by FLSmidth to yield outstanding performance. FLSmidth selected the TRIBOMAX wear surface for its rollers after several years of careful research and testing, including the evaluation of 20 different technologies. Not only has it shown outstanding wear properties, but also superior toughness and unprecedented resilience towards hard particles and tramp material.
Reduced total costsThe TRIBOMAX™ surface is expected to give FLSmidth’s roller press rollers a minimum life of 25,000 hours extending up to 40,000 hours. (read more on pages 34-37) As TRIBOMAX is an advanced welding technology utilising high-end material formulations, the purchase cost is higher than traditional hardfacing solutions. However, the TRIBOMAX solution is lower priced than most similar high-end solutions.
The durability, flexibility and ease of maintenance of the TRIBOMAX surface make it a highly cost-effective solution with a low total cost of ownership. Due to the flexibility of the welding technology and FLSmidth process knowledge, the surface thickness can be tailored to accommodate specific needs to achieve a specified lifetime.
CONTACT DAVID DAM [email protected]
Normal hardfacing rollers are susceptible to premature failure when the hard surface is overloaded by tramp metal or oversized materi-als. A key property of the TRIBOMAX surface is its extreme tough-ness, which makes it more durable and significantly less susceptible to damage compared with traditional hardfacing surfaces.
FLSmidth’s TRIBOMAX® wear solution is a new roller press wear surface designed specifically to withstand the demanding condi-tions of grinding clinker, slag and raw mix. Its high resistance to wear and surface overloading prolongs roller lifetime significantly, making it a highly cost-effective solution for roller presses.
What is TRIBOMAX?Tribology is the science and engineering of interacting surfaces in relative motion. It includes the study and application of the principles of friction and wear. The name TRIBOMAX is derived from this science.
The TRIBOMAX wear solution is based on unique plasma transfer arc welding deposit technology. This results in a pure metallurgical composition with fewer impurities, such as cracks and porosities, compared with conventional hardfacing.
The TRIBOMAX surface’s microstructure formulations give it a special ability to achieve a high surface friction and an autogenous wear layer.
TRIBOMAX surface highlights:
• Longer wear life than traditional hardfacing solutions – more than 25,000 hours
• One wear solution for cement, slag and raw mix
• Higher resistance towards tramp material than existing hardfacing solutions
• Low maintenance and cost-effective
• Reduced risk of failure
• Low total cost of ownership
“THE DURABILITY, FLEXIBILITY AND EASE OF MAINTENANCE OF
THE TRIBOMAX SURFACE MAKE IT A
HIGHLY COST-EFFECTIVE SOLUTION WITH A LOW
TOTAL COST OF OWNERSHIP.”

9HIGHLIGHTS CEMENT – APRIL 20158 HIGHLIGHTS CEMENT – APRIL 2015
environment and society is central to FLSmidth’s strategy, and we wanted to understand the impact of our offering and specifically how we create value.”
ACC Ramliya Cement PlantBuilt by FLSmidth, the Ramliya plant consists of two production lines, which together have a production capacity of 4.2 million tpy.
Following its construction, Arabian Cement Company chose to outsource ACC Ramliya’s clinker production to FLSmidth through a comprehensive operations and maintenance (O&M) contract. In addition to managing the plant’s daily operations, FLSmidth recruits and employs the plant’s entire operational staff. This 360-degree knowledge of the ACC Ramliya plant meant FLSmidth was ideally placed to conduct a study of the plant’s impact on its surroundings and stakeholders.
Shared value benefits allThe study identifies and describes four essential aspects of the plant’s total impact. In addition to economic, environmental and social impacts, it defines the business value proposition delivered to the plant’s owners.
Thomas Westergaard-Kabelmann, partner at Qbis, was responsible for the impact assessment in collaboration with Deloitte. He explains the importance of understanding the entire perspective of a cement plant’s operations and not just the economic value delivered to the owners: “The customer is only one part of the puzzle; it’s important to see the complete picture. Cement plants have a large impact
on the local environment and society, and if you do good in one aspect of the plant’s impact, it is likely to have a positive impact on all the other aspects.”
He continues: “Delivering profits and socio-economic benefits results in shared value, and if ACC Ramliya can optimise its social and environmental impacts, not only will the customer benefit, but it will have a positive impact on economic activity in the region.”
Per Mejnert Kristensen, Group Executive Vice President at FLSmidth sees the performance of the ACC Ramliya plant as the result of a long-term focus on responsible business. He says, “We believe strongly there is a co-relation between the big picture of corporate social responsibility and the bottom line performance of our customer, and we are pleased to see that the impact assessment from ACC Ramliya demonstrates this co-relation.”
Outstanding utilisationNot surprisingly, the study revealed that for ACC Ramliya to make a positive contribution to its surroundings, it needs to perform well commercially. And ACC Ramliya’s commercial performance tells an outstanding success story. In the period 2010 to 2013, during which Egypt’s cement production capacity expanded by 40 percent, ACC outstripped its competition, increasing market share from 2.9 to 7.8 percent. Notably, Egyptian cement consumption in this period increased by only two percent.
Several factors contribute to ACC Ramliya's excellent performance. >>
Responsiblebusiness boosts performance
FEATURES
CONTACT MORTEN JESS [email protected]
"We believe strongly there is a co-relation between the big picture of corporate social responsibility and the bottom line performance of our customer"Per Mejnert KristensenGroup Executive Vice President, FLSmidth
Egypt’s ACC Ramliya cement plant doesn’t just deliver a utilisation rate 10 percent higher than the industry average, it beats industry norms in energy consumption and emission reductions.
Cement plant operations have a significant impact on the local environment and the economy. But although this has long been recognised, exactly what that impact is has been the subject of much debate. With cement production predicted to increase by at least 50 percent towards 2050, the challenge for the cement industry is how to balance the world's requirements for cement and the need to reduce CO2, waste and other gaseous emissions.
In a bid to gain a comprehensive understanding of a cement plant’s impact, FLSmidth commissioned a ground-breaking impact assessment of the Arabian Cement Company (ACC Ramliya) Cement Plant in Egypt. The assessment was performed by the consultancy firms Deloitte and Qbis, who have considerable experience in assessing a business’s impact on society.
Morten Jess Nielsen, CSR Advisor at FLSmidth, explains why the assessment was initiated: “Responsibility to the
8 HIGHLIGHTS CEMENT – APRIL 2015

9HIGHLIGHTS CEMENT – APRIL 20158 HIGHLIGHTS CEMENT – APRIL 2015
environment and society is central to FLSmidth’s strategy, and we wanted to understand the impact of our offering and specifically how we create value.”
ACC Ramliya Cement PlantBuilt by FLSmidth, the Ramliya plant consists of two production lines, which together have a production capacity of 4.2 million tpy.
Following its construction, Arabian Cement Company chose to outsource ACC Ramliya’s clinker production to FLSmidth through a comprehensive operations and maintenance (O&M) contract. In addition to managing the plant’s daily operations, FLSmidth recruits and employs the plant’s entire operational staff. This 360-degree knowledge of the ACC Ramliya plant meant FLSmidth was ideally placed to conduct a study of the plant’s impact on its surroundings and stakeholders.
Shared value benefits allThe study identifies and describes four essential aspects of the plant’s total impact. In addition to economic, environmental and social impacts, it defines the business value proposition delivered to the plant’s owners.
Thomas Westergaard-Kabelmann, partner at Qbis, was responsible for the impact assessment in collaboration with Deloitte. He explains the importance of understanding the entire perspective of a cement plant’s operations and not just the economic value delivered to the owners: “The customer is only one part of the puzzle; it’s important to see the complete picture. Cement plants have a large impact
on the local environment and society, and if you do good in one aspect of the plant’s impact, it is likely to have a positive impact on all the other aspects.”
He continues: “Delivering profits and socio-economic benefits results in shared value, and if ACC Ramliya can optimise its social and environmental impacts, not only will the customer benefit, but it will have a positive impact on economic activity in the region.”
Per Mejnert Kristensen, Group Executive Vice President at FLSmidth sees the performance of the ACC Ramliya plant as the result of a long-term focus on responsible business. He says, “We believe strongly there is a co-relation between the big picture of corporate social responsibility and the bottom line performance of our customer, and we are pleased to see that the impact assessment from ACC Ramliya demonstrates this co-relation.”
Outstanding utilisationNot surprisingly, the study revealed that for ACC Ramliya to make a positive contribution to its surroundings, it needs to perform well commercially. And ACC Ramliya’s commercial performance tells an outstanding success story. In the period 2010 to 2013, during which Egypt’s cement production capacity expanded by 40 percent, ACC outstripped its competition, increasing market share from 2.9 to 7.8 percent. Notably, Egyptian cement consumption in this period increased by only two percent.
Several factors contribute to ACC Ramliya's excellent performance. >>
Responsiblebusiness boosts performance
FEATURES
CONTACT MORTEN JESS [email protected]
"We believe strongly there is a co-relation between the big picture of corporate social responsibility and the bottom line performance of our customer"Per Mejnert KristensenGroup Executive Vice President, FLSmidth
Egypt’s ACC Ramliya cement plant doesn’t just deliver a utilisation rate 10 percent higher than the industry average, it beats industry norms in energy consumption and emission reductions.
Cement plant operations have a significant impact on the local environment and the economy. But although this has long been recognised, exactly what that impact is has been the subject of much debate. With cement production predicted to increase by at least 50 percent towards 2050, the challenge for the cement industry is how to balance the world's requirements for cement and the need to reduce CO2, waste and other gaseous emissions.
In a bid to gain a comprehensive understanding of a cement plant’s impact, FLSmidth commissioned a ground-breaking impact assessment of the Arabian Cement Company (ACC Ramliya) Cement Plant in Egypt. The assessment was performed by the consultancy firms Deloitte and Qbis, who have considerable experience in assessing a business’s impact on society.
Morten Jess Nielsen, CSR Advisor at FLSmidth, explains why the assessment was initiated: “Responsibility to the
8 HIGHLIGHTS CEMENT – APRIL 2015

10 HIGHLIGHTS CEMENT – APRIL 2015 11HIGHLIGHTS CEMENT – APRIL 2015
The plant operates at a significantly higher utilisation rate than its industry peers. Measured over 2012 and 2013, it operated at 83 percent utilisation, significantly higher than the industry standard of 73 percent (Auerbach & Greyson, EFG Hermes, 2014). Most of its cement is then sold to areas of high demand, such as Greater Cairo and the Nile Delta.
At ACC Ramliya, production manager Mahmoud Abdel Ghany explains his production philosophy: "We work to keep our customers satisfied and to sustain the plant performance. High production is not a challenge, but it is not that simple. We can easily produce 7,000 tonnes of clinker
a day, but if the machines break down the next day due to overproduction, we cannot meet our customers' demand for cement." He continues: "The challenge is finding the optimum point of production where everything is in balance, and the machines keep on running. At this point we have sustained performance, the lowest energy usage, lowest heat consumption, optimal production and lowest cost."
It is the combination of high utilisation and a highly effective sales strategy that has boosted ACC Ramliya's market share and profitability. And indeed, the success of high utilisation rate can be attributed to FLSmidth, who is responsible for the clinker
production enabling ACC Ramliya to deliver high quality cement.
Egypt Country Manager at FLSmidth Salem Sousou says, "The cooperation between FLSmidth and ACC Ramliya is essentially a partnership, because what benefits one part benefits the other. As operator of the plant, FLSmidth is able to act on behalf of our customer and we see that as having an intimate relationship with our customer."
Environmental impactSine Bøgh Skaarup, Process Manager at FLSmidth, identifies emissions as one of the key areas that the cement production industry needs to address.
RESPONSIBLE BUSINESS BOOSTS PERFORMANCE
FLSmidth's operations at ACC Ramliya have resulted in:• A 10 percent higher utilisation rate
than the industry average• Very low SO2 and CO2 emissions
• 14 percent lower energy usage than than the Egyptian industry in general.
• A high proportion of local staff
• Only 1 percent of the local staff are expats
• An employee turnover of only 1.5 percent
“THE CHALLENGE IS FINDING THE OPTIMUM POINT OF PRODUCTION
WHERE EVERYTHING IS IN BALANCE, AND THE MACHINES KEEP ON
RUNNING.“ Mahmoud Abdel Ghany
Production Manager, ACC Ramliya
“Carbon emissions from cement production currently represent about five percent of global emissions. With global cement production still on the rise, we have to maintain focus on reducing these emissions, which we can do by closely monitoring cement plant operations and always trying to do better,” she says.
Measurements at ACC Ramliya from 2011 showed that NOx emissions are not always under the required limit, while SO2 and CO2 emissions have been well under the limit. And despite Ramliya in 2011 delivered six percent of Egypt’s total cement production, it was only responsible for two percent of total suspended particles (TSP), which was unrivalled in the industry.
Coal – the sustainable choice?A particular challenge for not just the ACC Ramliya plant, but also most cement producers in Egypt is the gas supply, which is too unreliable to support stable
operations resulting in low utilisation and production rates.
So in 2013, FLSmidth and Ramliya’s owners made the bold move of switching from a gas supply to coal. This has in effect increased Ramliya’s CO2 emissions by 10 percent. And even though more cement plants are likely to make this switch, leading to an estimated 15 percent increase in CO2 emissions nationwide, the use of coal provides greater socio-economic benefits.
“The impact assessment estimates that a 30 percent switch from domestic cement production to imports will cost nearly 19,000 jobs and a loss in gross value added (GVA) of EGP 16.5 billion,” explains Thomas Westergaard-Kabelmann, continuing, “Importing clinker and cement emits at least six times more CO2 than the amount emitted by coal-based cement production.” >>

10 HIGHLIGHTS CEMENT – APRIL 2015 11HIGHLIGHTS CEMENT – APRIL 2015
The plant operates at a significantly higher utilisation rate than its industry peers. Measured over 2012 and 2013, it operated at 83 percent utilisation, significantly higher than the industry standard of 73 percent (Auerbach & Greyson, EFG Hermes, 2014). Most of its cement is then sold to areas of high demand, such as Greater Cairo and the Nile Delta.
At ACC Ramliya, production manager Mahmoud Abdel Ghany explains his production philosophy: "We work to keep our customers satisfied and to sustain the plant performance. High production is not a challenge, but it is not that simple. We can easily produce 7,000 tonnes of clinker
a day, but if the machines break down the next day due to overproduction, we cannot meet our customers' demand for cement." He continues: "The challenge is finding the optimum point of production where everything is in balance, and the machines keep on running. At this point we have sustained performance, the lowest energy usage, lowest heat consumption, optimal production and lowest cost."
It is the combination of high utilisation and a highly effective sales strategy that has boosted ACC Ramliya's market share and profitability. And indeed, the success of high utilisation rate can be attributed to FLSmidth, who is responsible for the clinker
production enabling ACC Ramliya to deliver high quality cement.
Egypt Country Manager at FLSmidth Salem Sousou says, "The cooperation between FLSmidth and ACC Ramliya is essentially a partnership, because what benefits one part benefits the other. As operator of the plant, FLSmidth is able to act on behalf of our customer and we see that as having an intimate relationship with our customer."
Environmental impactSine Bøgh Skaarup, Process Manager at FLSmidth, identifies emissions as one of the key areas that the cement production industry needs to address.
RESPONSIBLE BUSINESS BOOSTS PERFORMANCE
FLSmidth's operations at ACC Ramliya have resulted in:• A 10 percent higher utilisation rate
than the industry average• Very low SO2 and CO2 emissions
• 14 percent lower energy usage than than the Egyptian industry in general.
• A high proportion of local staff
• Only 1 percent of the local staff are expats
• An employee turnover of only 1.5 percent
“THE CHALLENGE IS FINDING THE OPTIMUM POINT OF PRODUCTION
WHERE EVERYTHING IS IN BALANCE, AND THE MACHINES KEEP ON
RUNNING.“ Mahmoud Abdel Ghany
Production Manager, ACC Ramliya
“Carbon emissions from cement production currently represent about five percent of global emissions. With global cement production still on the rise, we have to maintain focus on reducing these emissions, which we can do by closely monitoring cement plant operations and always trying to do better,” she says.
Measurements at ACC Ramliya from 2011 showed that NOx emissions are not always under the required limit, while SO2 and CO2 emissions have been well under the limit. And despite Ramliya in 2011 delivered six percent of Egypt’s total cement production, it was only responsible for two percent of total suspended particles (TSP), which was unrivalled in the industry.
Coal – the sustainable choice?A particular challenge for not just the ACC Ramliya plant, but also most cement producers in Egypt is the gas supply, which is too unreliable to support stable
operations resulting in low utilisation and production rates.
So in 2013, FLSmidth and Ramliya’s owners made the bold move of switching from a gas supply to coal. This has in effect increased Ramliya’s CO2 emissions by 10 percent. And even though more cement plants are likely to make this switch, leading to an estimated 15 percent increase in CO2 emissions nationwide, the use of coal provides greater socio-economic benefits.
“The impact assessment estimates that a 30 percent switch from domestic cement production to imports will cost nearly 19,000 jobs and a loss in gross value added (GVA) of EGP 16.5 billion,” explains Thomas Westergaard-Kabelmann, continuing, “Importing clinker and cement emits at least six times more CO2 than the amount emitted by coal-based cement production.” >>

12 HIGHLIGHTS CEMENT – APRIL 2015 13HIGHLIGHTS CEMENT – APRIL 2015
ACC Ramliya’s Production Manager, Mahmoud Abdel Ghanry, explains how people are central to maintaining stable production: "The key to finding the optimum point of production is having the right people operating equipment. That is why we have development plans for all our employees and why we put tremendous effort into training them. They will determine how it will run and that takes the right knowledge and experience.”
Thomas Westergaard-Kabelmann points out that contributing to the development of local skills also has other impacts beyond just cement plant operations. “Improving a person's competencies gives them more opportunities for employment and career development. As their income is increased, their standard of life improves,” he says.
Perfect partnershipAccording to Per Mejnert Kristensen, Group Executive Vice President at FLSmidth the study has great significance for FLSmidth, acknowledging FLSmidth’s partnership with Arabian Cement Company and long-term presence in Egypt.
He says: “We are highly satisfied that this study shows that ACC Ramliya is delivering value to its owner as well as the society in which it operates. This is, after all, why we are in business. However, the study also shows that we and our industry peers must be vigilant in improving the way we do things to reduce our environmental footprint and remain economically viable. We are equally driven by this quest.”
Better skilled workforceA key driver of ACC Ramliya’s social impact is its contribution to employment. FLSmidth’s ability to operate the plant efficiently depends on the presence of a qualified labour force. But this was not always a given as there is a shortage of workers with the experience and skills needed for the cement industry.
So in 2009, FLSmidth established a cement training and recruitment centre in Egypt aimed at enhancing plant workers’ professional and technical skills in all aspects of operations and maintenance. At least 85 percent of plant staff has passed through the training centre since its opening. This means that FLSmidth can confidently employ local technicians and engineers, rather than importing foreign labour.
To help develop competencies at an even broader level, FLSmidth has partnered with the Helwan University in Egypt in establishing the world’s first Postgraduate Cement Plant Engineering Degree. It is initiatives such as these that have been instrumental in building the skills and know-how that have become the backbone of the plant’s high utilisation rate.
Salem Sousou elaborates, “The development plans we have developed for all employees at the plant increase their skill level and ultimately their employability over time. We’ve seen this result in an employee turnover rate of 1.5 percent, which is very low. That means we’re retaining our valuable competencies, which boosts the plant’s performance further.”
RESPONSIBLE BUSINESS BOOSTS PERFORMANCE
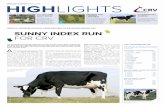
THE ILLUSTRATION SHOWS ACC RAMLIYA'S IMPACT ON THE LOCAL ENVIRONMENT AND SOCIETY AND HOW THE DELIVERY OF PROFITS AND SOCIO-ECONOMIC BENEFITS RESULT IN SHARED VALUE.
CO2 EMISSIONS • When using gas, Ramliya’s CO2 emissions are below industry average• Shift to coal has increased Ramliya‘s CO2 emissions by around 10%
ENERGY • 14% lower Gj/t cement than Egyptian industry• Consistently lower over last three years
SO2, CO and TSP EMISSIONS • Low SO2, CO and TSP emissions• In 2011, ACC Ramliya emitted
2% of total TSP, but accounted for 6% of the total cement production in Egypt.
NOx EMISSIONS • 2011-2013 too high compared to
the legal limit (600mg/m)• Health impact uncertain due to desert location
MARKET SHAREACC’s market share has increased from 2.9% to 7.9% due to • High utilisation rate • High demand/high price segment • Extended customer reach
REVENUE • 10 percentage point higher
utilisation rate with an estimated increase in revenue of EGP 493m in 2012-2013.
EBITDA• 10 percentage point higher utilisation rate is estimated to have increased EBITDA by EGP 178m in 2012-2013
HEALTH and SAFETY • Lost Time Injury Frequency (LTIFR)
2012-13 too high• Lost Time Injury Frequency (LTIFR)
2014 improved
LOCAL JOBS • 99% of employees are Egyptians
TRAINING • Own training; FLS-Institute• 85% of all employees trained• 35-65% jump in knowledge• Change in job behaviour after
training rated as satisfactory or very satisfactory
EDUCATION • Together with Helwan University, FLSmidth established a post- graduate diploma degree in cement engineering
Job creation Ramliya/FLSmidth Egypt• Direct jobs: 272/937 jobs• Indirect jobs: 695/2,335 jobs• Induced jobs: 264/887 jobs
SUPPLY OF DOMESTIC CEMENT• Use of coal will secure domestic cement production • If 30% of domestic cement
production is replaced by import, it is expected to result in the loss of nearly 19,000 jobs and EGP 16.5bn in Gross Value Added
GROSS VALUE ADDED from cement industry• Direct: EGP 24bn• Indirect: EGP 23bn• Induced: EGP 8bn• Total GVA: EGP 55bn
CUSTOMER IMPACTS
SOCIAL IMPACTS
ECONOMIC IMPACTS
ENVIRONMENTAL IMPACTS
Positive impact
Negative impact
"WE ARE HIGHLY SATISFIED THAT THIS STUDY SHOWS
THAT ACC RAMLIYA IS DELIVERING VALUE TO ITS OWNER AS WELL AS THE
SOCIETY IN WHICH IT OPERATES. THIS IS, AFTER ALL, WHY WE ARE IN BUSINESS."
Per Mejnert Kristensen Group Executive Vice President, FLSmidth
About Arabian Cement CompanyArabian Cement Company (ACC) was established in 1997 by a group of Egyptian entrepreneurs, who aspired to establish a leading Egyptian cement company.
The cement factory is located in the Suez Governorate. It produces five million tonnes of first quality cement, approximately 10 percent of Egypt's production.
The company is a joint venture between Cememtos La Union, a Spanish investor holding the majority of shares, and a group of Egyptian investors. The company was listed on the Egyptian stock exchange in May 2014.
Impact assessmentDeloitte and Qbiz conducted a socio-economic impact assessment of the operations and maintenance of the ACC Ramliya cement plant in Egypt. The overall objective was to determine the total impact of FLSmidth’s products and services, including the impact on a cement plant’s competitiveness and financial performance, on the supply and value chain, and on society as a whole.

12 HIGHLIGHTS CEMENT – APRIL 2015 13HIGHLIGHTS CEMENT – APRIL 2015
ACC Ramliya’s Production Manager, Mahmoud Abdel Ghanry, explains how people are central to maintaining stable production: "The key to finding the optimum point of production is having the right people operating equipment. That is why we have development plans for all our employees and why we put tremendous effort into training them. They will determine how it will run and that takes the right knowledge and experience.”
Thomas Westergaard-Kabelmann points out that contributing to the development of local skills also has other impacts beyond just cement plant operations. “Improving a person's competencies gives them more opportunities for employment and career development. As their income is increased, their standard of life improves,” he says.
Perfect partnershipAccording to Per Mejnert Kristensen, Group Executive Vice President at FLSmidth the study has great significance for FLSmidth, acknowledging FLSmidth’s partnership with Arabian Cement Company and long-term presence in Egypt.
He says: “We are highly satisfied that this study shows that ACC Ramliya is delivering value to its owner as well as the society in which it operates. This is, after all, why we are in business. However, the study also shows that we and our industry peers must be vigilant in improving the way we do things to reduce our environmental footprint and remain economically viable. We are equally driven by this quest.”
Better skilled workforceA key driver of ACC Ramliya’s social impact is its contribution to employment. FLSmidth’s ability to operate the plant efficiently depends on the presence of a qualified labour force. But this was not always a given as there is a shortage of workers with the experience and skills needed for the cement industry.
So in 2009, FLSmidth established a cement training and recruitment centre in Egypt aimed at enhancing plant workers’ professional and technical skills in all aspects of operations and maintenance. At least 85 percent of plant staff has passed through the training centre since its opening. This means that FLSmidth can confidently employ local technicians and engineers, rather than importing foreign labour.
To help develop competencies at an even broader level, FLSmidth has partnered with the Helwan University in Egypt in establishing the world’s first Postgraduate Cement Plant Engineering Degree. It is initiatives such as these that have been instrumental in building the skills and know-how that have become the backbone of the plant’s high utilisation rate.
Salem Sousou elaborates, “The development plans we have developed for all employees at the plant increase their skill level and ultimately their employability over time. We’ve seen this result in an employee turnover rate of 1.5 percent, which is very low. That means we’re retaining our valuable competencies, which boosts the plant’s performance further.”
RESPONSIBLE BUSINESS BOOSTS PERFORMANCE
THE ILLUSTRATION SHOWS ACC RAMLIYA'S IMPACT ON THE LOCAL ENVIRONMENT AND SOCIETY AND HOW THE DELIVERY OF PROFITS AND SOCIO-ECONOMIC BENEFITS RESULT IN SHARED VALUE.
CO2 EMISSIONS • When using gas, Ramliya’s CO2 emissions are below industry average• Shift to coal has increased Ramliya‘s CO2 emissions by around 10%
ENERGY • 14% lower Gj/t cement than Egyptian industry• Consistently lower over last three years
SO2, CO and TSP EMISSIONS • Low SO2, CO and TSP emissions• In 2011, ACC Ramliya emitted
2% of total TSP, but accounted for 6% of the total cement production in Egypt.
NOx EMISSIONS • 2011-2013 too high compared to
the legal limit (600mg/m)• Health impact uncertain due to desert location
MARKET SHAREACC’s market share has increased from 2.9% to 7.9% due to • High utilisation rate • High demand/high price segment • Extended customer reach
REVENUE • 10 percentage point higher
utilisation rate with an estimated increase in revenue of EGP 493m in 2012-2013.
EBITDA• 10 percentage point higher utilisation rate is estimated to have increased EBITDA by EGP 178m in 2012-2013
HEALTH and SAFETY • Lost Time Injury Frequency (LTIFR)
2012-13 too high• Lost Time Injury Frequency (LTIFR)
2014 improved
LOCAL JOBS • 99% of employees are Egyptians
TRAINING • Own training; FLS-Institute• 85% of all employees trained• 35-65% jump in knowledge• Change in job behaviour after
training rated as satisfactory or very satisfactory
EDUCATION • Together with Helwan University, FLSmidth established a post- graduate diploma degree in cement engineering
Job creation Ramliya/FLSmidth Egypt• Direct jobs: 272/937 jobs• Indirect jobs: 695/2,335 jobs• Induced jobs: 264/887 jobs
SUPPLY OF DOMESTIC CEMENT• Use of coal will secure domestic cement production • If 30% of domestic cement
production is replaced by import, it is expected to result in the loss of nearly 19,000 jobs and EGP 16.5bn in Gross Value Added
GROSS VALUE ADDED from cement industry• Direct: EGP 24bn• Indirect: EGP 23bn• Induced: EGP 8bn• Total GVA: EGP 55bn
CUSTOMER IMPACTS
SOCIAL IMPACTS
ECONOMIC IMPACTS
ENVIRONMENTAL IMPACTS
Positive impact
Negative impact
"WE ARE HIGHLY SATISFIED THAT THIS STUDY SHOWS
THAT ACC RAMLIYA IS DELIVERING VALUE TO ITS OWNER AS WELL AS THE
SOCIETY IN WHICH IT OPERATES. THIS IS, AFTER ALL, WHY WE ARE IN BUSINESS."
Per Mejnert Kristensen Group Executive Vice President, FLSmidth
About Arabian Cement CompanyArabian Cement Company (ACC) was established in 1997 by a group of Egyptian entrepreneurs, who aspired to establish a leading Egyptian cement company.
The cement factory is located in the Suez Governorate. It produces five million tonnes of first quality cement, approximately 10 percent of Egypt's production.
The company is a joint venture between Cememtos La Union, a Spanish investor holding the majority of shares, and a group of Egyptian investors. The company was listed on the Egyptian stock exchange in May 2014.
Impact assessmentDeloitte and Qbiz conducted a socio-economic impact assessment of the operations and maintenance of the ACC Ramliya cement plant in Egypt. The overall objective was to determine the total impact of FLSmidth’s products and services, including the impact on a cement plant’s competitiveness and financial performance, on the supply and value chain, and on society as a whole.

14 HIGHLIGHTS CEMENT – APRIL 2015 15HIGHLIGHTS CEMENT – APRIL 2015
The toothed components are manufactured in-house to the strictest quality standards and are made from case-hardened and heat-treated steel. In-house heat treatment gives complete control over the hardening processes and material properties. After assembly, each gearbox is tested on the internal test bed.
InstallationThe first gearbox of the latest PPU generation was installed in India.Machine ............ FLSmidth Roller Press (HRP R-3.00)Drive power ...................... 2 x 1600kWGearbox type ...................... 2 x PPU-44Gearbox weight .......................6.300kgRatio ............................................50.23
The other parts of the drive train, such as the torque arm, overload coupling, driving shafts, shrink disks and oil supply systems, were also supplied by FLSmidth MAAG Gear. The customer benefitted from FLSmidth's ability to deliver a full range of products from one source.
A local team of technicians installed the gearbox under the supervision of a MAAG service engineer. The crew was well-trained and the individual drive train components were assembled quickly.
MAAG Gear
Revival of a classicRoller presses in cement plants are used for the primary reduction of the grinding stock. For this application, FLSmidth MAAG Gear offers a special series of gearboxes for roller presses (read more about FLSmidth's new roller press concept on pages 34-37).
The gearboxes are always used in pairs for the drive of the two grinding rollers. They can be used in both directions of rotation. The gearboxes for roller presses have been designed as two-stage planetary reducers with spur pre-stages. This ensures optimal design of the planetary stages with good load distribution and adaptation to the required gearbox ratio.
The new versionExperience gained over the last 25 years was analysed in order to fully redesign the PPU gearbox. The following objectives were met:• Weight reduction of 25%• 15% smaller outer diameter• Diversity of parts reduced by 20%
The main focus of the redesign was in the toothing and the bearing system of the individual components. The choice of an
25 years down the line and FLSmidth MAAG Gear has revamped a classic and created a state-of-the-art gearbox: the PPU gearbox for roller presses and other applications.
WITH A BEARING LIFETIME IN EXCESS OF 100,000
HOURS, THE PPU IS LIKE A MARATHON RUNNER WHO LEAVES THE COMPETITION
WAY BEHIND.
CONTACT RUDOLF WARTENWEILER [email protected]
INNOVATION
optimum bearing system and good sizing has resulted in a high level of reliability. With a bearing lifetime in excess of 100.000 hours, the PPU is like a marathon runner who leaves the competition way behind. Compared with other gearboxes in the same application class, the new PPU uses just five different types of antifriction bearings instead of up to eight, which simplifies the management of spare parts.
Operating costs are reduced thanks to efficiency and optimised maintenance intervals. Lubrication oil consumption has been optimised. The ideal oil level reduces churning losses and improves efficiency.
The dimensions and configuration of the gearbox were aligned to the application and other components in the drive train, such as shrink disk, overload coupling and cardan shaft.
Top gearing qualityThe tooth geometry was designed following the well-proven MAAG® standard and recalculated according to the latest ISO and AGMA standards. This guarantees optimum load distribution across the teeth and therefore maximum power transmission.
PPU IN ASSEMBLY
ApplicationsAlongside classic roller press applications, the PPU is flexible enough for other uses:• Central drive for small ball mills
• Furnace drives
• Industrial drives (sugar)
Through the use of a wide range of options and components, the modular gearbox design allows the adaption of the drive train precisely to the customer's needs. The drive train for a ball mill application is being supplied as a complete system by FLSmidth MAAG Gear for a customer in the Far East:• PPU gearbox unit with limited end
float
• Gearbox foot for transferring load into the foundation
• Oil supply system
• Low speed ZCF gear coupling with intermediate flange for ball mill
• Water injection unit via the coupling
• Torsionally flexible high speed coupling
• Auxiliary drive for maintenance work
• Main drive motor
INSTALLATION OF PPU

14 HIGHLIGHTS CEMENT – APRIL 2015 15HIGHLIGHTS CEMENT – APRIL 2015
The toothed components are manufactured in-house to the strictest quality standards and are made from case-hardened and heat-treated steel. In-house heat treatment gives complete control over the hardening processes and material properties. After assembly, each gearbox is tested on the internal test bed.
InstallationThe first gearbox of the latest PPU generation was installed in India.Machine ............ FLSmidth Roller Press (HRP R-3.00)Drive power ...................... 2 x 1600kWGearbox type ...................... 2 x PPU-44Gearbox weight .......................6.300kgRatio ............................................50.23
The other parts of the drive train, such as the torque arm, overload coupling, driving shafts, shrink disks and oil supply systems, were also supplied by FLSmidth MAAG Gear. The customer benefitted from FLSmidth's ability to deliver a full range of products from one source.
A local team of technicians installed the gearbox under the supervision of a MAAG service engineer. The crew was well-trained and the individual drive train components were assembled quickly.
MAAG Gear
Revival of a classicRoller presses in cement plants are used for the primary reduction of the grinding stock. For this application, FLSmidth MAAG Gear offers a special series of gearboxes for roller presses (read more about FLSmidth's new roller press concept on pages 34-37).
The gearboxes are always used in pairs for the drive of the two grinding rollers. They can be used in both directions of rotation. The gearboxes for roller presses have been designed as two-stage planetary reducers with spur pre-stages. This ensures optimal design of the planetary stages with good load distribution and adaptation to the required gearbox ratio.
The new versionExperience gained over the last 25 years was analysed in order to fully redesign the PPU gearbox. The following objectives were met:• Weight reduction of 25%• 15% smaller outer diameter• Diversity of parts reduced by 20%
The main focus of the redesign was in the toothing and the bearing system of the individual components. The choice of an
25 years down the line and FLSmidth MAAG Gear has revamped a classic and created a state-of-the-art gearbox: the PPU gearbox for roller presses and other applications.
WITH A BEARING LIFETIME IN EXCESS OF 100,000
HOURS, THE PPU IS LIKE A MARATHON RUNNER WHO LEAVES THE COMPETITION
WAY BEHIND.
CONTACT RUDOLF WARTENWEILER [email protected]
INNOVATION
optimum bearing system and good sizing has resulted in a high level of reliability. With a bearing lifetime in excess of 100.000 hours, the PPU is like a marathon runner who leaves the competition way behind. Compared with other gearboxes in the same application class, the new PPU uses just five different types of antifriction bearings instead of up to eight, which simplifies the management of spare parts.
Operating costs are reduced thanks to efficiency and optimised maintenance intervals. Lubrication oil consumption has been optimised. The ideal oil level reduces churning losses and improves efficiency.
The dimensions and configuration of the gearbox were aligned to the application and other components in the drive train, such as shrink disk, overload coupling and cardan shaft.
Top gearing qualityThe tooth geometry was designed following the well-proven MAAG® standard and recalculated according to the latest ISO and AGMA standards. This guarantees optimum load distribution across the teeth and therefore maximum power transmission.
PPU IN ASSEMBLY
ApplicationsAlongside classic roller press applications, the PPU is flexible enough for other uses:• Central drive for small ball mills
• Furnace drives
• Industrial drives (sugar)
Through the use of a wide range of options and components, the modular gearbox design allows the adaption of the drive train precisely to the customer's needs. The drive train for a ball mill application is being supplied as a complete system by FLSmidth MAAG Gear for a customer in the Far East:• PPU gearbox unit with limited end
float
• Gearbox foot for transferring load into the foundation
• Oil supply system
• Low speed ZCF gear coupling with intermediate flange for ball mill
• Water injection unit via the coupling
• Torsionally flexible high speed coupling
• Auxiliary drive for maintenance work
• Main drive motor
INSTALLATION OF PPU

16 HIGHLIGHTS CEMENT – APRIL 2015 17HIGHLIGHTS CEMENT – APRIL 2015
One of the biggest challenges facing cement plant owners in Russia lies in the type and quality of the raw material extracted from quarries. It is no different for JSC Sebryakovcement, whose raw material has a moisture content of approximately 20 percent. Traditionally, the raw materials (chalk and clay) need to be ground with water to produce a slurry with a 36 percent moisture content making it easy to pump into the kilns.
But this is an energy-consuming process. An economically viable solution was needed to replace two of JSC Sebryakovcement’s wet-process kiln lines that dated back to 1953. Sergey P. Rogachev, General Director at JSC Sebryakovcement explains the reasons behind the construction of a new dry process line with a
The ‘dreamline’ visionThe idea of a dry line at JSC Sebryakovcement is in fact not new. The plant’s first director and his colleagues had wanted to transform the plant into a dry line. It was their common dream. That's why today, more than sixty years later, the line is affectionately known as the ‘dreamline’. But achieving the dream needed to be based on real business objectives, explains Sergey P. Rogachev: “Our objectives included upgrading the plant infrastructure to achieve a steep reduction of fuel consumption and, consequently, production costs at the same time as maintaining the quality of clinker production. The clinker burning equipment had become inefficient, obsolete and worn-out, and we also saw the opportunity for taking it out of service.
JSC Sebryakovcement needed to find an equally visionary partner who could meet the requirements of a demanding environment. The company had worked with FLSmidth on various projects since 2005, and it was a natural decision to continue the partnership. From wet to dry in a
cold climate
SITE REPORT
clinker-producing capacity of 3,575 tpd: “The plant is located between two large cement markets in the European part of Russia. In order to sell a significant amount of cement on the markets, even competing with wet plants, it is essential for us to ensure the lowest production cost, since the transportation cost makes up a large part of the cement price.
New dry cement plants have emerged recently on the same markets, so it is vital our plant is as competitive as possible. Therefore, as part of the plant upgrade programme and reconstruction of all departments, the best means to bring down the fuel cost in the plant’s production cost structure was to convert the pyro-section from a wet to dry process.”
CONTACT CLAUS HAGEN [email protected]
CONTACT PALLE E. [email protected]
Sta
cker
Recl
aim
er
Crusher
Cla
y Ad
dit
ive
Ad
dit
ive
Ch
alk
PGNAA
Recl
aim
er
Filter dust silo
Seperator
Crusher
Filter
Dryer crusher
Kiln feed silo
Cooler
Kiln Klinker
FLOW SHEET OF THE NEW DRY CEMENT PLANT AT JSC SEBRYAKOVCEMENT
FIRST DIRECT FEED KILN SYSTEM IN
THE WORLD
Lower fuel consumptionWhere the new dry line sets itself apart is in the concept of direct feeding to the kiln. The plant owners worked closely with the team at FLSmidth to design a solution that did not require the use of a raw meal storage silo, such as a CF-silo. This was one of the key reasons JSC Sebryakovcement chose FLSmidth, partly because of FLSmidth’s experience and reputation, but also because of its proven track record in producing innovative solutions to meet specific requirements.
The concept involved feeding the raw materials with their natural moisture content directly into the kiln system without grinding them to slurry. Since no further water is added as before, the overall heat consumption was reduced from the expected 1450-1500 kcal/kg clinker to less than 900 kcal/kg, which is the equivalent of more than 40 percent in fuel consumption savings. >>

16 HIGHLIGHTS CEMENT – APRIL 2015 17HIGHLIGHTS CEMENT – APRIL 2015
One of the biggest challenges facing cement plant owners in Russia lies in the type and quality of the raw material extracted from quarries. It is no different for JSC Sebryakovcement, whose raw material has a moisture content of approximately 20 percent. Traditionally, the raw materials (chalk and clay) need to be ground with water to produce a slurry with a 36 percent moisture content making it easy to pump into the kilns.
But this is an energy-consuming process. An economically viable solution was needed to replace two of JSC Sebryakovcement’s wet-process kiln lines that dated back to 1953. Sergey P. Rogachev, General Director at JSC Sebryakovcement explains the reasons behind the construction of a new dry process line with a
The ‘dreamline’ visionThe idea of a dry line at JSC Sebryakovcement is in fact not new. The plant’s first director and his colleagues had wanted to transform the plant into a dry line. It was their common dream. That's why today, more than sixty years later, the line is affectionately known as the ‘dreamline’. But achieving the dream needed to be based on real business objectives, explains Sergey P. Rogachev: “Our objectives included upgrading the plant infrastructure to achieve a steep reduction of fuel consumption and, consequently, production costs at the same time as maintaining the quality of clinker production. The clinker burning equipment had become inefficient, obsolete and worn-out, and we also saw the opportunity for taking it out of service.
JSC Sebryakovcement needed to find an equally visionary partner who could meet the requirements of a demanding environment. The company had worked with FLSmidth on various projects since 2005, and it was a natural decision to continue the partnership. From wet to dry in a
cold climate
SITE REPORT
clinker-producing capacity of 3,575 tpd: “The plant is located between two large cement markets in the European part of Russia. In order to sell a significant amount of cement on the markets, even competing with wet plants, it is essential for us to ensure the lowest production cost, since the transportation cost makes up a large part of the cement price.
New dry cement plants have emerged recently on the same markets, so it is vital our plant is as competitive as possible. Therefore, as part of the plant upgrade programme and reconstruction of all departments, the best means to bring down the fuel cost in the plant’s production cost structure was to convert the pyro-section from a wet to dry process.”
CONTACT CLAUS HAGEN [email protected]
CONTACT PALLE E. [email protected]
Sta
cker
Recl
aim
er
Crusher
Cla
y Ad
dit
ive
Ad
dit
ive
Ch
alk
PGNAA
Recl
aim
er
Filter dust silo
Seperator
Crusher
Filter
Dryer crusher
Kiln feed silo
Cooler
Kiln Klinker
FLOW SHEET OF THE NEW DRY CEMENT PLANT AT JSC SEBRYAKOVCEMENT
FIRST DIRECT FEED KILN SYSTEM IN
THE WORLD
Lower fuel consumptionWhere the new dry line sets itself apart is in the concept of direct feeding to the kiln. The plant owners worked closely with the team at FLSmidth to design a solution that did not require the use of a raw meal storage silo, such as a CF-silo. This was one of the key reasons JSC Sebryakovcement chose FLSmidth, partly because of FLSmidth’s experience and reputation, but also because of its proven track record in producing innovative solutions to meet specific requirements.
The concept involved feeding the raw materials with their natural moisture content directly into the kiln system without grinding them to slurry. Since no further water is added as before, the overall heat consumption was reduced from the expected 1450-1500 kcal/kg clinker to less than 900 kcal/kg, which is the equivalent of more than 40 percent in fuel consumption savings. >>

18 HIGHLIGHTS CEMENT – APRIL 2015
FROM WET TO DRYIN A COLD CLIMATE
A world firstA special feature of the raw materials, chalk and clay, is that they are relatively homogeneous, regardless of where they are extracted in the quarry. It was this feature that led to the idea of producing the final mixture in storage. The chemical composition of the mixture is controlled by measuring the weight and analysing the bulk on the conveyor belt before storage. The intended chemical composition needs to be met before completion of a pile because no further chemical correction is possible.
In storage, the materials are stacked according to the windrow method made up of 10 layers split into some 20 rows. Cutting across these approximately 200 rows produces a high homogenising effect. Not only does this unique concept eliminate the need for a costly raw meal blending silo, but this combination of direct kiln feed with blending of all raw materials in storage has not been seen before.
First clinker was achieved in September 2013, less than three years after the contract was signed with FLSmidth. By December 2013, the performance guarantees were confirmed for the entire upgraded clinker line. The plant has now been running for more than one year with very high reliability.
Local expertiseSatisfied that the plant can run at 3,700 tpd, above the 3,575 tpd target originally agreed, Claus Hagen Jensen, Project Manager at
FLSmidth, reveals why the issue of a cold climate is not actually a problem for the line’s performance: “All parties took time during the design phase to ensure that lessons from other cold climate sites were taken on board. Everything was thought through very carefully to minimise any areas of doubt. The team at JSC Sebryakovcement took an extremely professional approach to all aspects of the project. They went to great lengths to look ahead in order to foresee potential issues. This plant means a lot to the people who work there, and to the local community, which is why the plant’s management adopted a mindset of wanting to prevent problems before they occur.”
All performance guarantees achievedSergey P. Rogachev is pleased that his colleagues at JSC Sebryakovcement have quickly developed the necessary skills to operate the new dry cement line. And he is equally satisfied that all performance guarantees have been achieved. He puts this down to the experience and helpfulness of FLSmidth’s experts during the design, construction and commissioning of the plant: “FLSmidth believed in our experience and jointly developed a unique production flow sheet enabling a significant reduction of the construction costs. The first year’s operation has proved that the flow sheet not only delivers the required clinker quality and a considerable reduction of the fuel consumption, but also lowers electric power costs compared to the ‘classic’ dry and wet processes.”
“ALL PARTIES TOOK TIME DURING THE DESIGN PHASE TO ENSURE THAT LESSONS FROM OTHER COLD CLIMATE SITES WERE
TAKEN ON BOARD. EVERYTHING WAS THOUGHT THROUGH VERY CAREFULLY TO
MINIMISE ANY AREAS OF DOUBT.“Claus Hagen Jensen
Project Manager, FLSmidth
Operations have outperformed performance guarantees
Main equipment of JSC Sebryakovcement line 5
Crushers Guaranteed Achieved Equipment Type
Chalk crusher 600 tph (dry) 620t/h (dry) Chalk crusher EH Double Roller - 150x200
Clay crusher 250 tph (dry) 261tph (dry) Clay crusher MHC Twin Shaft Breaker 630 x 2,1
Kiln Guaranteed Achieved Mix storage –
Kiln production 3575 tph (dry) 3618 t/d Stacker Windrow stacking
Heat consumption 949 tph (dry) 807 kcal/kg clinke Reclaimers 2 Bucket excavators
Power consumption 36.31 34.56 kWg/t "Raw Mill" ET Drier Crusher 450 x 330
Clinker temperature 82 °C + ambient 29 °C + ambient Preheater Single string 3 cyclone stages
Free lime < 1% 0.3% Calciner Low NOx In-Line
Dust emissions Guaranteed Achieved Kiln 2 Piers – 4.35 x 54m
Main EP filter 34 mg/Nm3 (dry) 25 mg/Nm3 (dry) Cooler SF CrossBar 3 x 5
Cooler bag filter 30 mg/Nm3 (dry) 19 mg/Nm3 (dry)
Bypass bag filter 30 mg/Nm3 (dry) 26 mg/Nm3 (dry)
19HIGHLIGHTS CEMENT – APRIL 2015

18 HIGHLIGHTS CEMENT – APRIL 2015
FROM WET TO DRYIN A COLD CLIMATE
A world firstA special feature of the raw materials, chalk and clay, is that they are relatively homogeneous, regardless of where they are extracted in the quarry. It was this feature that led to the idea of producing the final mixture in storage. The chemical composition of the mixture is controlled by measuring the weight and analysing the bulk on the conveyor belt before storage. The intended chemical composition needs to be met before completion of a pile because no further chemical correction is possible.
In storage, the materials are stacked according to the windrow method made up of 10 layers split into some 20 rows. Cutting across these approximately 200 rows produces a high homogenising effect. Not only does this unique concept eliminate the need for a costly raw meal blending silo, but this combination of direct kiln feed with blending of all raw materials in storage has not been seen before.
First clinker was achieved in September 2013, less than three years after the contract was signed with FLSmidth. By December 2013, the performance guarantees were confirmed for the entire upgraded clinker line. The plant has now been running for more than one year with very high reliability.
Local expertiseSatisfied that the plant can run at 3,700 tpd, above the 3,575 tpd target originally agreed, Claus Hagen Jensen, Project Manager at
FLSmidth, reveals why the issue of a cold climate is not actually a problem for the line’s performance: “All parties took time during the design phase to ensure that lessons from other cold climate sites were taken on board. Everything was thought through very carefully to minimise any areas of doubt. The team at JSC Sebryakovcement took an extremely professional approach to all aspects of the project. They went to great lengths to look ahead in order to foresee potential issues. This plant means a lot to the people who work there, and to the local community, which is why the plant’s management adopted a mindset of wanting to prevent problems before they occur.”
All performance guarantees achievedSergey P. Rogachev is pleased that his colleagues at JSC Sebryakovcement have quickly developed the necessary skills to operate the new dry cement line. And he is equally satisfied that all performance guarantees have been achieved. He puts this down to the experience and helpfulness of FLSmidth’s experts during the design, construction and commissioning of the plant: “FLSmidth believed in our experience and jointly developed a unique production flow sheet enabling a significant reduction of the construction costs. The first year’s operation has proved that the flow sheet not only delivers the required clinker quality and a considerable reduction of the fuel consumption, but also lowers electric power costs compared to the ‘classic’ dry and wet processes.”
“ALL PARTIES TOOK TIME DURING THE DESIGN PHASE TO ENSURE THAT LESSONS FROM OTHER COLD CLIMATE SITES WERE
TAKEN ON BOARD. EVERYTHING WAS THOUGHT THROUGH VERY CAREFULLY TO
MINIMISE ANY AREAS OF DOUBT.“Claus Hagen Jensen
Project Manager, FLSmidth
Operations have outperformed performance guarantees
Main equipment of JSC Sebryakovcement line 5
Crushers Guaranteed Achieved Equipment Type
Chalk crusher 600 tph (dry) 620t/h (dry) Chalk crusher EH Double Roller - 150x200
Clay crusher 250 tph (dry) 261tph (dry) Clay crusher MHC Twin Shaft Breaker 630 x 2,1
Kiln Guaranteed Achieved Mix storage –
Kiln production 3575 tph (dry) 3618 t/d Stacker Windrow stacking
Heat consumption 949 tph (dry) 807 kcal/kg clinke Reclaimers 2 Bucket excavators
Power consumption 36.31 34.56 kWg/t "Raw Mill" ET Drier Crusher 450 x 330
Clinker temperature 82 °C + ambient 29 °C + ambient Preheater Single string 3 cyclone stages
Free lime < 1% 0.3% Calciner Low NOx In-Line
Dust emissions Guaranteed Achieved Kiln 2 Piers – 4.35 x 54m
Main EP filter 34 mg/Nm3 (dry) 25 mg/Nm3 (dry) Cooler SF CrossBar 3 x 5
Cooler bag filter 30 mg/Nm3 (dry) 19 mg/Nm3 (dry)
Bypass bag filter 30 mg/Nm3 (dry) 26 mg/Nm3 (dry)
19HIGHLIGHTS CEMENT – APRIL 2015

20 HIGHLIGHTS CEMENT – APRIL 2015 21HIGHLIGHTS CEMENT – APRIL 2015
Fabric filters are used across a variety of different industries as they are very efficient in securing emissions at extreme low dust levels. In many applications, they are used as a final purification step to remove particulate matter from the flue gas. FLSmidth is a market leader in this field with extensive experience and in-house knowledge on how to design, manufacture and operate fabric filters.
Reduced CAPEX and OPEXCapable of removing ammonia, nitrogen oxides, volatile organic compounds and dust in one cost-effective process, EnviroTex provides compelling opportunities for CAPEX savings (initial investment needed) and OPEX savings (ongoing operating cost). Since the filter bag requires less space than alternative solutions, it also provides opportunities to reduce the physical footprint.
Ole Bøegh, CEO, FLSmidth Air Pollution Control says, “We believe the catalytic filter bag will be a game-changer because it enables cement plant owners to clean industrial off-gases and meet stricter legislation at a fraction of the cost compared with best available technologies today.”
Ole Bøegh explains the bag’s uniqueness: “It doesn’t just provide us with the flexibility to tailor different catalytic combinations for different industries; it also makes it possible to handle the removal of several critical compounds in one integrated process. This can significantly reduce the cost of off-gas cleaning. Remember that today’s standard is to use separate stand-alone systems to remove specific compounds.”
Fast-tracking innovation potential Denmark-based Haldor Topsoe is a highly successfully manufacturer and researcher within catalysis and surface science.
Over the past four years, FLSmidth and Haldor Topsoe have worked closely together on developing the patent-pending EnviroTex™ technology. The product has been thoroughly tested and proven efficient for several industrial applications.
Key to the development of this unique product is the combination of FLSmidth's expertise and market leadership in filters for industrial processes as well as process integration and Haldor Topsoe’s leadership in catalysis. >>
A game-changing filter bag based on catalytic technology provides significant CAPEX and OPEX reductions.FLSmidth has teamed up with the Danish catalyst specialist Haldor Topsoe to release a new type of filter bag. Called EnviroTex™, it is capable of removing ammonia, nitrogen oxides, volatile organic compounds and dust in one integrated and cost-effective process.
It has been designed for use at cement plants, but it can just as easily be used in power production, biomass, waste incineration, glass and metal production, and similar.
The key differentiating factor about the patent-pending catalytic filter bag lies in its three layers of filter fabric. Each layer contains a tailored catalyst optimised for the removal of specific kinds of compounds from the off-gas that passes through it.
Smashing the costsof removing gaseous emissions and dust
“WE BELIEVE THE CATALYTIC FILTER BAG WILL BE A GAME-CHANGER BECAUSE IT ENABLES CEMENT PLANT OWNERS TO
CLEAN INDUSTRIAL OFF-GASES AND MEET STRICTER LEGISLATION AT A FRACTION OF
THE COST COMPARED WITH BEST AVAILABLE TECHNOLOGIES TODAY.”
Ole Boegh, CEO, FLSmidth Air Pollution Control
INNOVATION
CONTACT KARSTEN POULSEN [email protected] AND HALDOR TOPSØE
REPRESENTATIVES GATHERED AT HALDOR TOPSØE HEAD QUARTER IN LYNGBY, DENMARK DURING THE SIGNING CEREMONY, JANUARY 2015

20 HIGHLIGHTS CEMENT – APRIL 2015 21HIGHLIGHTS CEMENT – APRIL 2015
Fabric filters are used across a variety of different industries as they are very efficient in securing emissions at extreme low dust levels. In many applications, they are used as a final purification step to remove particulate matter from the flue gas. FLSmidth is a market leader in this field with extensive experience and in-house knowledge on how to design, manufacture and operate fabric filters.
Reduced CAPEX and OPEXCapable of removing ammonia, nitrogen oxides, volatile organic compounds and dust in one cost-effective process, EnviroTex provides compelling opportunities for CAPEX savings (initial investment needed) and OPEX savings (ongoing operating cost). Since the filter bag requires less space than alternative solutions, it also provides opportunities to reduce the physical footprint.
Ole Bøegh, CEO, FLSmidth Air Pollution Control says, “We believe the catalytic filter bag will be a game-changer because it enables cement plant owners to clean industrial off-gases and meet stricter legislation at a fraction of the cost compared with best available technologies today.”
Ole Bøegh explains the bag’s uniqueness: “It doesn’t just provide us with the flexibility to tailor different catalytic combinations for different industries; it also makes it possible to handle the removal of several critical compounds in one integrated process. This can significantly reduce the cost of off-gas cleaning. Remember that today’s standard is to use separate stand-alone systems to remove specific compounds.”
Fast-tracking innovation potential Denmark-based Haldor Topsoe is a highly successfully manufacturer and researcher within catalysis and surface science.
Over the past four years, FLSmidth and Haldor Topsoe have worked closely together on developing the patent-pending EnviroTex™ technology. The product has been thoroughly tested and proven efficient for several industrial applications.
Key to the development of this unique product is the combination of FLSmidth's expertise and market leadership in filters for industrial processes as well as process integration and Haldor Topsoe’s leadership in catalysis. >>
A game-changing filter bag based on catalytic technology provides significant CAPEX and OPEX reductions.FLSmidth has teamed up with the Danish catalyst specialist Haldor Topsoe to release a new type of filter bag. Called EnviroTex™, it is capable of removing ammonia, nitrogen oxides, volatile organic compounds and dust in one integrated and cost-effective process.
It has been designed for use at cement plants, but it can just as easily be used in power production, biomass, waste incineration, glass and metal production, and similar.
The key differentiating factor about the patent-pending catalytic filter bag lies in its three layers of filter fabric. Each layer contains a tailored catalyst optimised for the removal of specific kinds of compounds from the off-gas that passes through it.
Smashing the costsof removing gaseous emissions and dust
“WE BELIEVE THE CATALYTIC FILTER BAG WILL BE A GAME-CHANGER BECAUSE IT ENABLES CEMENT PLANT OWNERS TO
CLEAN INDUSTRIAL OFF-GASES AND MEET STRICTER LEGISLATION AT A FRACTION OF
THE COST COMPARED WITH BEST AVAILABLE TECHNOLOGIES TODAY.”
Ole Boegh, CEO, FLSmidth Air Pollution Control
INNOVATION
CONTACT KARSTEN POULSEN [email protected] AND HALDOR TOPSØE
REPRESENTATIVES GATHERED AT HALDOR TOPSØE HEAD QUARTER IN LYNGBY, DENMARK DURING THE SIGNING CEREMONY, JANUARY 2015

23HIGHLIGHTS CEMENT – APRIL 201522 HIGHLIGHTS CEMENT – APRIL 2015
SMASHING THE COSTSOF REMOVING GASEOUS EMISSIONS AND DUST
“Developing this product has been a combination of the very best that Topsoe and FLSmidth have to offer from an R&D perspective. By combining FLSmidth's expertise in filtration in industrial processes with Topsoe’s leadership in catalysis, we have created a unique product that will allow customers to meet increasingly stringent environmental legislation” says Bjerne S. Clausen, CEO at Haldor Topsoe.
Thomas Schulz, CEO of FLSmidth says, “It is an imperative for FLSmidth to retain technology leadership with innovative new solutions increasing energy efficiency and lowering cement plants’ environmental impact at a competitive lifecycle cost.”
He adds, “The EnviroTex™ catalytic filter bags will enable cement plants to upgrade their environmental equipment to fulfill tightened legislation at low cost and with minimum influence on existing production equipment.”
Efficient removal of gaseous emissions and particulate matterWhereas a normal filter bag is a one-layer filter of textile, EnviroTex has a three-layer porous woven structure with various catalyst formulas customised for each layer through which gases are sent, leaving the dust on the outer surface and removing the gaseous pollutants when passing through the layers. Typically, the filter bags are six to ten meters long and have a diameter of 127 mm.
It will easily remove dust below 5mg/Nm3. At the same time, it converts nitrogen oxides (NOx) and ammonia (NH3) into harmless nitrogen (N2) and water (H2O). Organic hazardous air pollutants (O-HAP), including toluene, benzene and formaldehyde, are converted into carbon dioxide (CO2) and water (H2O). Dioxin, furans and CO are also removed if it is present in the flue gas.
Immediate opportunities in the US“Initially we believe the US market will benefit from the product, because cement producers here are faced with immediate challenge in order to meet new regulatory requirements that have been issued by the US Environmental Protection Agency and will take effect 1 September 2015,” says Thomas Schulz, CEO at FLSmidth.
He points out that, in the longer term, China may hold an even greater market potential as the country is also imposing stricter emission legislation.
As part of the agreement between FLSmidth and Topsoe, the new product will be manufactured at FLSmidth’s bag production facilities in Georgia, USA. The high quality filter bags will then be embedded with catalyst and assembled at Topsoe’s catalyst production site in Houston, Texas.
EMBEDDED CATALYST IN WOVEN FIBER GLASS BAG
Newpyro system and cement mills for Manikgarh Cement
The cement producer first announced its plans to build a brownfield integrated cement plant in 2010. Located in Gadchandur, a town in the Chandrapur District in the State of Maharashtra, Manikgarh Cement is a division of Century Textiles & Industries Ltd., owned by the BK Birla Group, which operates within a variety of industries, including textiles, rayon, chemicals, paper & pulp, and cement.
Following a lengthy series of technical and commercial negotiations, during which many different solutions were weighed up, Manikgarh Cement awarded the contract for supply of pyro processing system and cement mills to FLSmidth. The project kicked off immediately after the signing of the contracts for both projects in May 2010.
Modern pyro processing systemThe scope of the 8,000 tpd pyro processing system includes the design, engineering, manufacture and supply of the complete array of equipment.
It features a CF silo for homogenising and storing raw meal with a capacity of 24,000 tonnes and bulk density of 0.9 t/m3. With a six-stage twin string Inline Calciner (ILC), its preheater was designed to optimise fuel and power consumption and minimise emissions.
The rotary kiln was lit up on 17 August 2014 and was soon producing the desired clinker output of 8,000 tpd.
SITE REPORT
CONTACT RAZAL [email protected]
Project timeline26 May 2010
Contract signed
May 2011 Completion of engineering
November 2011 Site mobilisation (mechanical)
September 2012 Supply of major equipment
17 August 2014 Plant commissioning
Manikgarh Cement Limited, owned by India’s BK Birla Group of Companies, has successfully commissioned a three million tpy cement plant.
Scope of supply - Pyro process• CF silo – 22.4m in diameter, 55m
in height• Kiln feed system• ILC preheater – 8m in diameter, 160m
in height• 3-base rotary kiln – 5.5m in diameter,
87m in length• SF Cross Bar® 5x7F clinker cooler, with
heavy-duty roller breaker MF 418• Coal dozing and firing system• Clinker transport to storage
Cement millThe cement mill contract included the complete design, engineering, manufacturing and supply of equipment. The UMS ball mills supplied as part of the contract grind at the rate of 150 tph. All three mills have been commissioned and are currently running at the expected production rate, while performance guarantee tests are currently in progress.
Scope of supply - Cement grinding• UMS Ball mill - 4.6m dia x 15.5 m long • Dynamic separator Sepax 500 M-22
Razal Ali, Project Manager, was responsible for the project delivery from FLSmidth. He is very pleased that the project ran smoothly, saying, “There was no delay in deliveries, which is one of the most essential aspects of completing a project on time and at the expected level of perfection.” He adds that the cooperation between FLSmidth and Manikgarh’s cement execution teams was highly efficient.
PREHEATER VIEW

23HIGHLIGHTS CEMENT – APRIL 201522 HIGHLIGHTS CEMENT – APRIL 2015
SMASHING THE COSTSOF REMOVING GASEOUS EMISSIONS AND DUST
“Developing this product has been a combination of the very best that Topsoe and FLSmidth have to offer from an R&D perspective. By combining FLSmidth's expertise in filtration in industrial processes with Topsoe’s leadership in catalysis, we have created a unique product that will allow customers to meet increasingly stringent environmental legislation” says Bjerne S. Clausen, CEO at Haldor Topsoe.
Thomas Schulz, CEO of FLSmidth says, “It is an imperative for FLSmidth to retain technology leadership with innovative new solutions increasing energy efficiency and lowering cement plants’ environmental impact at a competitive lifecycle cost.”
He adds, “The EnviroTex™ catalytic filter bags will enable cement plants to upgrade their environmental equipment to fulfill tightened legislation at low cost and with minimum influence on existing production equipment.”
Efficient removal of gaseous emissions and particulate matterWhereas a normal filter bag is a one-layer filter of textile, EnviroTex has a three-layer porous woven structure with various catalyst formulas customised for each layer through which gases are sent, leaving the dust on the outer surface and removing the gaseous pollutants when passing through the layers. Typically, the filter bags are six to ten meters long and have a diameter of 127 mm.
It will easily remove dust below 5mg/Nm3. At the same time, it converts nitrogen oxides (NOx) and ammonia (NH3) into harmless nitrogen (N2) and water (H2O). Organic hazardous air pollutants (O-HAP), including toluene, benzene and formaldehyde, are converted into carbon dioxide (CO2) and water (H2O). Dioxin, furans and CO are also removed if it is present in the flue gas.
Immediate opportunities in the US“Initially we believe the US market will benefit from the product, because cement producers here are faced with immediate challenge in order to meet new regulatory requirements that have been issued by the US Environmental Protection Agency and will take effect 1 September 2015,” says Thomas Schulz, CEO at FLSmidth.
He points out that, in the longer term, China may hold an even greater market potential as the country is also imposing stricter emission legislation.
As part of the agreement between FLSmidth and Topsoe, the new product will be manufactured at FLSmidth’s bag production facilities in Georgia, USA. The high quality filter bags will then be embedded with catalyst and assembled at Topsoe’s catalyst production site in Houston, Texas.
EMBEDDED CATALYST IN WOVEN FIBER GLASS BAG
Newpyro system and cement mills for Manikgarh Cement
The cement producer first announced its plans to build a brownfield integrated cement plant in 2010. Located in Gadchandur, a town in the Chandrapur District in the State of Maharashtra, Manikgarh Cement is a division of Century Textiles & Industries Ltd., owned by the BK Birla Group, which operates within a variety of industries, including textiles, rayon, chemicals, paper & pulp, and cement.
Following a lengthy series of technical and commercial negotiations, during which many different solutions were weighed up, Manikgarh Cement awarded the contract for supply of pyro processing system and cement mills to FLSmidth. The project kicked off immediately after the signing of the contracts for both projects in May 2010.
Modern pyro processing systemThe scope of the 8,000 tpd pyro processing system includes the design, engineering, manufacture and supply of the complete array of equipment.
It features a CF silo for homogenising and storing raw meal with a capacity of 24,000 tonnes and bulk density of 0.9 t/m3. With a six-stage twin string Inline Calciner (ILC), its preheater was designed to optimise fuel and power consumption and minimise emissions.
The rotary kiln was lit up on 17 August 2014 and was soon producing the desired clinker output of 8,000 tpd.
SITE REPORT
CONTACT RAZAL [email protected]
Project timeline26 May 2010
Contract signed
May 2011 Completion of engineering
November 2011 Site mobilisation (mechanical)
September 2012 Supply of major equipment
17 August 2014 Plant commissioning
Manikgarh Cement Limited, owned by India’s BK Birla Group of Companies, has successfully commissioned a three million tpy cement plant.
Scope of supply - Pyro process• CF silo – 22.4m in diameter, 55m
in height• Kiln feed system• ILC preheater – 8m in diameter, 160m
in height• 3-base rotary kiln – 5.5m in diameter,
87m in length• SF Cross Bar® 5x7F clinker cooler, with
heavy-duty roller breaker MF 418• Coal dozing and firing system• Clinker transport to storage
Cement millThe cement mill contract included the complete design, engineering, manufacturing and supply of equipment. The UMS ball mills supplied as part of the contract grind at the rate of 150 tph. All three mills have been commissioned and are currently running at the expected production rate, while performance guarantee tests are currently in progress.
Scope of supply - Cement grinding• UMS Ball mill - 4.6m dia x 15.5 m long • Dynamic separator Sepax 500 M-22
Razal Ali, Project Manager, was responsible for the project delivery from FLSmidth. He is very pleased that the project ran smoothly, saying, “There was no delay in deliveries, which is one of the most essential aspects of completing a project on time and at the expected level of perfection.” He adds that the cooperation between FLSmidth and Manikgarh’s cement execution teams was highly efficient.
PREHEATER VIEW

24 HIGHLIGHTS CEMENT – APRIL 2015 25HIGHLIGHTS CEMENT – APRIL 201524 25
“SINCE THE FAN IS CONTAINED IN A SINGLE UNIT, THERE ARE FEWER
PARTS TO INSTALL.”Jens Harmundal Petersen
Chief Product Engineer at FLSmidth
Pumping up the
PowerBased on proven technology, FLSmidth’s newly developed DHAF fan handles all the demands of today’s cement plants for durability, cost efficiency and easier installation.
CONTACT JENS HARMUNDAL PETERSEN [email protected]
DHAF fan key features• Design range of 60 to 900 m3/s at
5,000 to 25,000 Pa
• The new shaft cone improves fan performance and protects the shaft against wear
• Equal inlet and outlet velocity eliminates need for a diffuser
• All DHAF fans can be delivered with different degrees of wear protection for the impeller and fan casing
• Special hub wear protection protects the hub and the hub bolts
• DHAF fans are prepared for the active control balancing system
• The bearings have a calculated lifetime of at least 100,000 hours
• The rotor is manufactured in Europe to the highest quality standards
Fan designOK Mill filter fan
Pressure total: 9475 Pa
Volume flow: 186 m3/s
Efficiency: 87.7%
Fans ordered to date3 ID fans
2 Raw Mill fans
1 Dryer crusher fan
10 OK Mill filter fans
PRODUCTS & SOLUTIONS
FLSmidth’s double-suction HAF (DHAF) fan is a new-generation, highly efficient fan designed specifically for cement plants. The result of a two-year development project, the DHAF fan is a development of FLSmidth’s HAF fan, which has been widely used in cement plants since 1980. With a much higher flow rate and efficiency level than conventional HAF fans, the DHAF can be put to use in kilns, dryer crushers, raw mills, OK™ mills, coal mills, and other high-capacity applications.
Technological advancesThe launch of the DHAF fan marks a significant expansion of FLSmidth’s fan range, and it meets the growing demand for fans that can deliver high performance and excellent efficiency. The latest three-dimensional Computational Fluid Dynamics (CFD) simulation technologies were used in designing and optimising the fan to meet market requirements.
Jens Harmundal Petersen, Chief Product Engineer at FLSmidth says the fan has been designed specifically to withstand the harsh conditions of cement plants. “It is particularly suitable for use in the pyro and grinding processes,”he says. “The double-suction technology that we have added to the HAF fan means that a single installation can easily generate the flows required by today’s modern cement plant equipment. Standard HAF fans do not have the necessary power to generate these flows.”
Standardised installationNot only will the highly efficient DHAF fan help to reduce operational costs and energy consumption, but it will also save on installation costs.
“Since the fan is contained in a single unit, there are fewer parts to install,” explains Jens Harmundal Petersen. “For example, the fan’s rotor part is delivered assembled, including coupling, bearings and cool disk, and the inlet cone is supplied with an adjustment tool for easy adjustment of the inlet cone position,”he says, adding, “Combined with its competitive pricing, this gives the DHAF a lower total installation cost than previous similar solutions.”
Model testing at FLSmidth´s Dania R&D centre and full-size workshop testing have shown impressive results, with efficiencies consistently higher than conventional HAF fans. And as the DHAF has been developed by FLSmidth, customers can have quick access to product documentation and basic data, such as outline and load drawings and motor data. “This means manufacturing can begin earlier and we can deliver the product faster,”says Jens Harmundal Petersen.
FLSmidth’s DHAF fans are available in 10 standard sizes with impeller diameters ranging from 1.8 to 5.5 metres. The first two DHAF fans have been commissioned at a plant in Asia.
DHAF 250 FULL-SIZE AMCA TEST AT WORKSHOP

24 HIGHLIGHTS CEMENT – APRIL 2015 25HIGHLIGHTS CEMENT – APRIL 201524 25
“SINCE THE FAN IS CONTAINED IN A SINGLE UNIT, THERE ARE FEWER
PARTS TO INSTALL.”Jens Harmundal Petersen
Chief Product Engineer at FLSmidth
Pumping up the
PowerBased on proven technology, FLSmidth’s newly developed DHAF fan handles all the demands of today’s cement plants for durability, cost efficiency and easier installation.
CONTACT JENS HARMUNDAL PETERSEN [email protected]
DHAF fan key features• Design range of 60 to 900 m3/s at
5,000 to 25,000 Pa
• The new shaft cone improves fan performance and protects the shaft against wear
• Equal inlet and outlet velocity eliminates need for a diffuser
• All DHAF fans can be delivered with different degrees of wear protection for the impeller and fan casing
• Special hub wear protection protects the hub and the hub bolts
• DHAF fans are prepared for the active control balancing system
• The bearings have a calculated lifetime of at least 100,000 hours
• The rotor is manufactured in Europe to the highest quality standards
Fan designOK Mill filter fan
Pressure total: 9475 Pa
Volume flow: 186 m3/s
Efficiency: 87.7%
Fans ordered to date3 ID fans
2 Raw Mill fans
1 Dryer crusher fan
10 OK Mill filter fans
PRODUCTS & SOLUTIONS
FLSmidth’s double-suction HAF (DHAF) fan is a new-generation, highly efficient fan designed specifically for cement plants. The result of a two-year development project, the DHAF fan is a development of FLSmidth’s HAF fan, which has been widely used in cement plants since 1980. With a much higher flow rate and efficiency level than conventional HAF fans, the DHAF can be put to use in kilns, dryer crushers, raw mills, OK™ mills, coal mills, and other high-capacity applications.
Technological advancesThe launch of the DHAF fan marks a significant expansion of FLSmidth’s fan range, and it meets the growing demand for fans that can deliver high performance and excellent efficiency. The latest three-dimensional Computational Fluid Dynamics (CFD) simulation technologies were used in designing and optimising the fan to meet market requirements.
Jens Harmundal Petersen, Chief Product Engineer at FLSmidth says the fan has been designed specifically to withstand the harsh conditions of cement plants. “It is particularly suitable for use in the pyro and grinding processes,”he says. “The double-suction technology that we have added to the HAF fan means that a single installation can easily generate the flows required by today’s modern cement plant equipment. Standard HAF fans do not have the necessary power to generate these flows.”
Standardised installationNot only will the highly efficient DHAF fan help to reduce operational costs and energy consumption, but it will also save on installation costs.
“Since the fan is contained in a single unit, there are fewer parts to install,” explains Jens Harmundal Petersen. “For example, the fan’s rotor part is delivered assembled, including coupling, bearings and cool disk, and the inlet cone is supplied with an adjustment tool for easy adjustment of the inlet cone position,”he says, adding, “Combined with its competitive pricing, this gives the DHAF a lower total installation cost than previous similar solutions.”
Model testing at FLSmidth´s Dania R&D centre and full-size workshop testing have shown impressive results, with efficiencies consistently higher than conventional HAF fans. And as the DHAF has been developed by FLSmidth, customers can have quick access to product documentation and basic data, such as outline and load drawings and motor data. “This means manufacturing can begin earlier and we can deliver the product faster,”says Jens Harmundal Petersen.
FLSmidth’s DHAF fans are available in 10 standard sizes with impeller diameters ranging from 1.8 to 5.5 metres. The first two DHAF fans have been commissioned at a plant in Asia.
DHAF 250 FULL-SIZE AMCA TEST AT WORKSHOP

26 HIGHLIGHTS CEMENT – APRIL 2015 27HIGHLIGHTS CEMENT – APRIL 2015
in power consumption for FLSmidth® Cross-Bar® coolerReducing the pressure drop for the FLSmidth® Cross-Bar® cooler, with an eye toward lowering the power consumption of the undergrate fans, was targeted as part of FLSmidth’s continuous product improvement initiatives. The project goal – defined by an optimisation study based on field experience and customer feedback – was to reduce power consumption by 20 percent. This optimisation is made while having no impact on the FLSmidth Cross-Bar cooler's market leading efficiency and performance.
Reducing pressure lossThe cooler fans – used for cooling and heat recuperation – account for 85 percent of the total energy consumption. Modifications were made to reduce fan power consumption, including modifications of the cooler casing duct system.
The central focus of the study, however, was on power consumption improvement through reducing pressure loss, including modifications to the grate plates (Air Distribution Plates or ADP). Special attention was given to flow patterns within the grate plates, which were known to cause a significant part of the total pressure drop due to the design.
New design possibilities were studied and a solution that reduced pressure drop was implemented in a revised design, which
THE UPDATED DESIGN WILL NOW BE INCLUDED WITH ALL NEW FLSMIDTH CROSS-BAR COOLERS GOING FORWARD.
THIS WILL PROVIDE END USERS WITH A MORE ENERGY-
EFFICIENT COOLER WITH THE BENEFIT OF REDUCED
UNDERGRATE FAN POWER CONSUMPTION.
CONTACT CARSTEN DAMSLUND [email protected]
INNOVATION
provided approximately 80 percent of the total power savings.
The solution has been tested and validated at the FLSmidth Dania research facility, where a complete FLSmidth Cross-Bar cooler installation acts as a test rig for continued product and process improvements. In the end, the project goal of reducing power consumption by 20 percent was achieved.
The graph shows how the pressure drop has been reduced over the range of air flows.
Going forwardThe updated design will now be included with all new FLSmidth Cross-Bar coolers going forward. This will provide end users with a more energy-efficient cooler with the benefit of reduced undergrate fan power consumption. In addition to new coolers, this updated design could also be retrofitted to existing FLSmidth Cross-Bar coolers as evaluated on a case-by-case basis.
Since its inception in 1997, FLSmidth has sold over 300 Cross-Bar coolers. This latest project to reduce power consumption is part of FLSmidth’s continuous product development efforts to improve and evolve the Cross-Bar cooler design based on operating experience and feedback from our customers.
CFD MODELLING HELPS TO EVALUATE THE IMPACT OF DESIGN MODIFICATIONS ON PRESSURE DROP
100
90
80
70
60
50
40
30
20
10
Pres
sure
Dro
p [k
Pa/%
]
Air Flow [kg/min/m2]0 50 100
Standard Grate Plate
New optimized Grate Plate
OPTIMISATION STUDY RESULTS IN DESIGN UPDATES TO REDUCE PRESSURE DROP IN THE COOLER FOR ALL NEW INSTALLATIONS.
Significant reduction
Read more about the FLSmidth® Cross-Bar® cooler on www.flsmidth.com/cooler
MEASURED PRESSURE DROP THROUGH GRATE PLATES

26 HIGHLIGHTS CEMENT – APRIL 2015 27HIGHLIGHTS CEMENT – APRIL 2015
in power consumption for FLSmidth® Cross-Bar® coolerReducing the pressure drop for the FLSmidth® Cross-Bar® cooler, with an eye toward lowering the power consumption of the undergrate fans, was targeted as part of FLSmidth’s continuous product improvement initiatives. The project goal – defined by an optimisation study based on field experience and customer feedback – was to reduce power consumption by 20 percent. This optimisation is made while having no impact on the FLSmidth Cross-Bar cooler's market leading efficiency and performance.
Reducing pressure lossThe cooler fans – used for cooling and heat recuperation – account for 85 percent of the total energy consumption. Modifications were made to reduce fan power consumption, including modifications of the cooler casing duct system.
The central focus of the study, however, was on power consumption improvement through reducing pressure loss, including modifications to the grate plates (Air Distribution Plates or ADP). Special attention was given to flow patterns within the grate plates, which were known to cause a significant part of the total pressure drop due to the design.
New design possibilities were studied and a solution that reduced pressure drop was implemented in a revised design, which
THE UPDATED DESIGN WILL NOW BE INCLUDED WITH ALL NEW FLSMIDTH CROSS-BAR COOLERS GOING FORWARD.
THIS WILL PROVIDE END USERS WITH A MORE ENERGY-
EFFICIENT COOLER WITH THE BENEFIT OF REDUCED
UNDERGRATE FAN POWER CONSUMPTION.
CONTACT CARSTEN DAMSLUND [email protected]
INNOVATION
provided approximately 80 percent of the total power savings.
The solution has been tested and validated at the FLSmidth Dania research facility, where a complete FLSmidth Cross-Bar cooler installation acts as a test rig for continued product and process improvements. In the end, the project goal of reducing power consumption by 20 percent was achieved.
The graph shows how the pressure drop has been reduced over the range of air flows.
Going forwardThe updated design will now be included with all new FLSmidth Cross-Bar coolers going forward. This will provide end users with a more energy-efficient cooler with the benefit of reduced undergrate fan power consumption. In addition to new coolers, this updated design could also be retrofitted to existing FLSmidth Cross-Bar coolers as evaluated on a case-by-case basis.
Since its inception in 1997, FLSmidth has sold over 300 Cross-Bar coolers. This latest project to reduce power consumption is part of FLSmidth’s continuous product development efforts to improve and evolve the Cross-Bar cooler design based on operating experience and feedback from our customers.
CFD MODELLING HELPS TO EVALUATE THE IMPACT OF DESIGN MODIFICATIONS ON PRESSURE DROP
100
90
80
70
60
50
40
30
20
10
Pres
sure
Dro
p [k
Pa/%
]
Air Flow [kg/min/m2]0 50 100
Standard Grate Plate
New optimized Grate Plate
OPTIMISATION STUDY RESULTS IN DESIGN UPDATES TO REDUCE PRESSURE DROP IN THE COOLER FOR ALL NEW INSTALLATIONS.
Significant reduction
Read more about the FLSmidth® Cross-Bar® cooler on www.flsmidth.com/cooler
MEASURED PRESSURE DROP THROUGH GRATE PLATES

28 HIGHLIGHTS CEMENT – APRIL 2015 29HIGHLIGHTS CEMENT – APRIL 2015
Lucky Cement Ltd and Group Rawji, one of DR Congo’s largest conglomerates. The project involves the construction of a greenfield cement manufacturing plant with its associated facilities.
But launching a project of this kind and magnitude requires much more than acquiring the right equipment and building the right plant. Financing is key. And with a massive USD 270 million needed for Nyumba Ya Akiba, it was imperative that all parties could agree on the financing terms.
A powerful partnershipThe joint venture between Lucky Cement and the Rawji Group, both supported by FLSmidth, is in many ways a perfect match. Lucky Cement brings cement production expertise and a strong heritage of business development in a developing economy, while the Rawji Group contributes equally with its commercial expertise founded strongly in the local DR Congo economy. However, the project owners had limited experience in the size and type of international financing required for this project. So with exactly this experience and track record in facilitating financing for customers, FLSmidth was perfectly positioned to provide the necessary support.
Tine Bremholm Kokfelt, Department Manager of Global Project & Export Finance at FLSmidth, has been heavily involved in several financing agreements in recent years. She explains that FLSmidth’s experience spans several development projects in emerging and developing economies, which has led to the development of a wide network within the international financing community.
Fifty percent of the project cost, USD 135 million, was put up in equity by the two joint venture partners while the remaining financing was provided in loans from five different lenders: the African Development Bank (AfDB), Danish Export Credit Agency (EKF, Denmark’s Export Credit Agency), International Finance Corporation (IFC), Emerging Africa Infrastructure Fund (EAIF), and Habib Bank Limited (HBL).
Perseverance and skillBut with significant commitments required from these different parties, the entire process required perseverance, intimate market knowledge and some skilled negotiation to make it all come together. >>
A major new cement plant will soon become a reality in the Democratic Republic of the Congo, made possible by the patience and determination of visionary partners and financiers. This is a significant development for the country and is driven by a trend towards higher cement prices and burgeoning urban and industrial development.
The 1.18 mtpy greenfield plant, Nyumba Ya Akiba SA, is not only the first cement plant to be built in the country in 40 years, but it will also become the country’s largest cement producer. It is a 50/50 joint venture between Pakistan’s largest cement producer,
Financing paves the way in DR Congo
Thanks to FLSmidth’s connections and experience with financing major development projects, DR Congo will see its first new cement plant in 40 years.
PRODUCTS & SOLUTIONS
CONTACT TINE BREMHOLM [email protected]
Boosting business activity in DR CongoThe Nyumba Ya Akiba cement plant will have significant economic impact on the local region. In addition to supplying to DR Congo’s internal cement market, it will also produce cement for export.
The local infrastructure will be expanded with storage facilities, power lines, employee housing, waste management facilities, access roads, rail connections and other auxiliary facilities.
In addition to creating upwards of 400 jobs – and an estimated 10,000 indirect jobs, the project will advance the domestic market and hasten technological development in the region.
“WE APPRECIATE THAT FLSMIDTH HAS A LOT
OF EXPERIENCE IN FACILITATING PROJECT
FINANCING, SO WE WERE CONFIDENT THEY WERE THE
RIGHT PARTNER FOR THE PROJECT.“
Muhammad Faisal, CFO and Chief Investment Officer (CIO) at Lucky Cement

28 HIGHLIGHTS CEMENT – APRIL 2015 29HIGHLIGHTS CEMENT – APRIL 2015
Lucky Cement Ltd and Group Rawji, one of DR Congo’s largest conglomerates. The project involves the construction of a greenfield cement manufacturing plant with its associated facilities.
But launching a project of this kind and magnitude requires much more than acquiring the right equipment and building the right plant. Financing is key. And with a massive USD 270 million needed for Nyumba Ya Akiba, it was imperative that all parties could agree on the financing terms.
A powerful partnershipThe joint venture between Lucky Cement and the Rawji Group, both supported by FLSmidth, is in many ways a perfect match. Lucky Cement brings cement production expertise and a strong heritage of business development in a developing economy, while the Rawji Group contributes equally with its commercial expertise founded strongly in the local DR Congo economy. However, the project owners had limited experience in the size and type of international financing required for this project. So with exactly this experience and track record in facilitating financing for customers, FLSmidth was perfectly positioned to provide the necessary support.
Tine Bremholm Kokfelt, Department Manager of Global Project & Export Finance at FLSmidth, has been heavily involved in several financing agreements in recent years. She explains that FLSmidth’s experience spans several development projects in emerging and developing economies, which has led to the development of a wide network within the international financing community.
Fifty percent of the project cost, USD 135 million, was put up in equity by the two joint venture partners while the remaining financing was provided in loans from five different lenders: the African Development Bank (AfDB), Danish Export Credit Agency (EKF, Denmark’s Export Credit Agency), International Finance Corporation (IFC), Emerging Africa Infrastructure Fund (EAIF), and Habib Bank Limited (HBL).
Perseverance and skillBut with significant commitments required from these different parties, the entire process required perseverance, intimate market knowledge and some skilled negotiation to make it all come together. >>
A major new cement plant will soon become a reality in the Democratic Republic of the Congo, made possible by the patience and determination of visionary partners and financiers. This is a significant development for the country and is driven by a trend towards higher cement prices and burgeoning urban and industrial development.
The 1.18 mtpy greenfield plant, Nyumba Ya Akiba SA, is not only the first cement plant to be built in the country in 40 years, but it will also become the country’s largest cement producer. It is a 50/50 joint venture between Pakistan’s largest cement producer,
Financing paves the way in DR Congo
Thanks to FLSmidth’s connections and experience with financing major development projects, DR Congo will see its first new cement plant in 40 years.
PRODUCTS & SOLUTIONS
CONTACT TINE BREMHOLM [email protected]
Boosting business activity in DR CongoThe Nyumba Ya Akiba cement plant will have significant economic impact on the local region. In addition to supplying to DR Congo’s internal cement market, it will also produce cement for export.
The local infrastructure will be expanded with storage facilities, power lines, employee housing, waste management facilities, access roads, rail connections and other auxiliary facilities.
In addition to creating upwards of 400 jobs – and an estimated 10,000 indirect jobs, the project will advance the domestic market and hasten technological development in the region.
“WE APPRECIATE THAT FLSMIDTH HAS A LOT
OF EXPERIENCE IN FACILITATING PROJECT
FINANCING, SO WE WERE CONFIDENT THEY WERE THE
RIGHT PARTNER FOR THE PROJECT.“
Muhammad Faisal, CFO and Chief Investment Officer (CIO) at Lucky Cement

30 HIGHLIGHTS CEMENT – APRIL 2015 31HIGHLIGHTS CEMENT – APRIL 2015
30m USDEKF/African Development Bank
15m USD Habib Bank
67.5m USD Lucky Cement
67.5m USD Rawji Group
30m USD African Development Bank
30m USD Emerging Africa Infrastructure Fund
30m USDIFC
DEB
T EQU
ITY
not have reached the final agreement,” states Tine Bremholm Kokfelt.
The partnership between EKF and the African Development Bank (AfDB) was a vital piece of the financing puzzle, too, with the two parties creating a new financial structure in 2014. For Nyumba Ya Akiba, AfDB fronted two facilities of USD 30m, of which one was fully guaranteed by EKF. “ DR-Congo is a challenging country and EKF would not have been able to support the Project without the participation of and close cooperation between the high quality lending parties, sponsors and FLSmidth” says Senior Director Morten Sørensen of EKF.
“This was the second time AfDB and EKF had worked closely together, creating an excellent basis for a greater cooperation on the African continent,” says Fernando Rodrigues, Senior Investment Officer at AfDB. “It was the first time we had worked
“Obtaining financing for projects in developing economies is complex and often challenging,” says Tine Bremholm Kokfelt. “The key is to understand the requirements and capabilities of all parties, align expectations, and obtain assurances that everyone will live up to their commitments.”
“The requirements for a project finance structure for a greenfield project in a country such as DR Congo are comprehensive,” she elaborates. “A thorough due diligence process, including environmental and social assessment, was undertaken and coordinated by the lenders, independent consultants and advisors. This included producing extensive loan documentation and agreements between the various parties, which is no easy task.” Throughout the process, EKF, Denmark’s Export Credit Agency, played an important role, not backing away from challenges that arose. “Without the strong support by EKF and subsequent involvement of the legal advisors of the lender group, we would
FINANCING PAVES THE WAY IN DR CONGO
with FLSmidth – a cooperation that could pave the way for new opportunities of collaboration into common areas of intervention in the mining sector,” he adds.
Paving the wayMuhammad Faisal, CFO and Chief Investment Officer (CIO) at Lucky Cement admitted it was a big step to invest in DR Congo operations, but he is confident in the partnerships with Rawji Group and FLSmidth: “We have worked with FLSmidth in Pakistan and we think that FLSmidth has the best technology supported by highly competent advisors and engineers. We also appreciate that FLSmidth has a lot of experience in facilitating project financing, so we were confident they were the right partner for the project.”
Muhammad Faisal added that Lucky Cement would not have been in DR Congo without Group Rawji and Group Rawji would not have been in cement business without Lucky Cement. This is considered to be an ideal combination of a leading cement player from Pakistan with one of the largest business groups in DR Congo to make this huge investment for building and developing DR Congo.
For Lucky Cement, this was first of its kind and also a break-through opportunity and important for its future growth. Not only was it the company’s biggest foreign investment, but it was also the first time the company had obtained financing from multilateral and international financial institutions.
“This is a major step for Lucky Cement. In entering into the agreements with various parties, we wanted to be absolutely sure all the right foundations were in place to support our partnership with Group Rawji and to secure our future in DR Congo,” says Muhammad Faisal, CFO and CIO Lucky Cement, adding, “We believe we have achieved that and have started construction of the plant now.”
Indeed, the success of this financing could have long-term ramifications, marking a different approach to large projects and investments in developing countries such as DR Congo. >>
“AT FLSMIDTH, WE HAVE A GOOD TRACK RECORD IN ESTABLISHING CEMENT
PLANTS IN DEVELOPING COUNTRIES, SO WE USUALLY KNOW WHAT THE RISKS ARE AND HOW TO MANAGE THEM.“
Tine Bremholm KokfeltDepartment Manager, Global Project & Export Finance, FLSmidth
Investor profilesLucky CementWith a total production capacity of 7.75 million tpy and 19 percent overall market share, Lucky Cement is Pakistan's largest cement manufacturer and exporter. The company is part of one of Pakistan's largest conglomerates, the Yunus Brothers Group and is listed on the London Stock Exchange as well as Karachi, Lahore and Islamabad Stock Exchanges in Pakistan.
Founded in 1993, the company has developed to be the Pakistani cement industry's trendsetter in terms of business excellence, innovation and environmental performance.
Other than Cement as its core business in Pakistan, the Company diversified by way of acquiring majority shares of ICI Pakistan Limited in 2012 and recently announced a 660 MW coal based power project in Karachi, Pakistan. The proposed investment in coal based power project is to the tune of more than US$ 1.0 billion. The company is highly experienced in working within developing economies and aims to expand its footprint to other developing countries. Almost a year ago, it completed an 871,000 tpy, grinding facility in Basrah, Iraq which is fully operational and contributing towards to the development of Iraq.
Rawji GroupWith over 100 years of history behind it, the Rawji Group is one of the largest conglomerates in DR Congo. Its activities span financial services, real estate, manufacturing and distribution. With its extensive activities, the group has in-depth knowledge of the country's social fabric and its economy.

30 HIGHLIGHTS CEMENT – APRIL 2015 31HIGHLIGHTS CEMENT – APRIL 2015
30m USDEKF/African Development Bank
15m USD Habib Bank
67.5m USD Lucky Cement
67.5m USD Rawji Group
30m USD African Development Bank
30m USD Emerging Africa Infrastructure Fund
30m USDIFC
DEB
T EQU
ITY
not have reached the final agreement,” states Tine Bremholm Kokfelt.
The partnership between EKF and the African Development Bank (AfDB) was a vital piece of the financing puzzle, too, with the two parties creating a new financial structure in 2014. For Nyumba Ya Akiba, AfDB fronted two facilities of USD 30m, of which one was fully guaranteed by EKF. “ DR-Congo is a challenging country and EKF would not have been able to support the Project without the participation of and close cooperation between the high quality lending parties, sponsors and FLSmidth” says Senior Director Morten Sørensen of EKF.
“This was the second time AfDB and EKF had worked closely together, creating an excellent basis for a greater cooperation on the African continent,” says Fernando Rodrigues, Senior Investment Officer at AfDB. “It was the first time we had worked
“Obtaining financing for projects in developing economies is complex and often challenging,” says Tine Bremholm Kokfelt. “The key is to understand the requirements and capabilities of all parties, align expectations, and obtain assurances that everyone will live up to their commitments.”
“The requirements for a project finance structure for a greenfield project in a country such as DR Congo are comprehensive,” she elaborates. “A thorough due diligence process, including environmental and social assessment, was undertaken and coordinated by the lenders, independent consultants and advisors. This included producing extensive loan documentation and agreements between the various parties, which is no easy task.” Throughout the process, EKF, Denmark’s Export Credit Agency, played an important role, not backing away from challenges that arose. “Without the strong support by EKF and subsequent involvement of the legal advisors of the lender group, we would
FINANCING PAVES THE WAY IN DR CONGO
with FLSmidth – a cooperation that could pave the way for new opportunities of collaboration into common areas of intervention in the mining sector,” he adds.
Paving the wayMuhammad Faisal, CFO and Chief Investment Officer (CIO) at Lucky Cement admitted it was a big step to invest in DR Congo operations, but he is confident in the partnerships with Rawji Group and FLSmidth: “We have worked with FLSmidth in Pakistan and we think that FLSmidth has the best technology supported by highly competent advisors and engineers. We also appreciate that FLSmidth has a lot of experience in facilitating project financing, so we were confident they were the right partner for the project.”
Muhammad Faisal added that Lucky Cement would not have been in DR Congo without Group Rawji and Group Rawji would not have been in cement business without Lucky Cement. This is considered to be an ideal combination of a leading cement player from Pakistan with one of the largest business groups in DR Congo to make this huge investment for building and developing DR Congo.
For Lucky Cement, this was first of its kind and also a break-through opportunity and important for its future growth. Not only was it the company’s biggest foreign investment, but it was also the first time the company had obtained financing from multilateral and international financial institutions.
“This is a major step for Lucky Cement. In entering into the agreements with various parties, we wanted to be absolutely sure all the right foundations were in place to support our partnership with Group Rawji and to secure our future in DR Congo,” says Muhammad Faisal, CFO and CIO Lucky Cement, adding, “We believe we have achieved that and have started construction of the plant now.”
Indeed, the success of this financing could have long-term ramifications, marking a different approach to large projects and investments in developing countries such as DR Congo. >>
“AT FLSMIDTH, WE HAVE A GOOD TRACK RECORD IN ESTABLISHING CEMENT
PLANTS IN DEVELOPING COUNTRIES, SO WE USUALLY KNOW WHAT THE RISKS ARE AND HOW TO MANAGE THEM.“
Tine Bremholm KokfeltDepartment Manager, Global Project & Export Finance, FLSmidth
Investor profilesLucky CementWith a total production capacity of 7.75 million tpy and 19 percent overall market share, Lucky Cement is Pakistan's largest cement manufacturer and exporter. The company is part of one of Pakistan's largest conglomerates, the Yunus Brothers Group and is listed on the London Stock Exchange as well as Karachi, Lahore and Islamabad Stock Exchanges in Pakistan.
Founded in 1993, the company has developed to be the Pakistani cement industry's trendsetter in terms of business excellence, innovation and environmental performance.
Other than Cement as its core business in Pakistan, the Company diversified by way of acquiring majority shares of ICI Pakistan Limited in 2012 and recently announced a 660 MW coal based power project in Karachi, Pakistan. The proposed investment in coal based power project is to the tune of more than US$ 1.0 billion. The company is highly experienced in working within developing economies and aims to expand its footprint to other developing countries. Almost a year ago, it completed an 871,000 tpy, grinding facility in Basrah, Iraq which is fully operational and contributing towards to the development of Iraq.
Rawji GroupWith over 100 years of history behind it, the Rawji Group is one of the largest conglomerates in DR Congo. Its activities span financial services, real estate, manufacturing and distribution. With its extensive activities, the group has in-depth knowledge of the country's social fabric and its economy.

33HIGHLIGHTS CEMENT – APRIL 201532 HIGHLIGHTS CEMENT – APRIL 2015
FINANCING PAVES THE WAY IN DR CONGO Easy-to-use
laboratory automation solutionsThe newest version of FLSmidth’s QCX® automation software is the cement industry’s most operator-friendly sample preparation system.
FLSmidth has released a new version of its QCX/AutoSamplingTM and QCX/RoboLab® software, marking a major leap forward in laboratory automation solutions. This version 8 release offers significantly improved usability for plant operators and maintenance personnel.
A focused research and development programme using feedback from FLSmidth’s extensive installed base has resulted in better integration of sampling equipment, sample preparation equipment and the software. This integration is important as it provides better system availability and minimises operational costs.
Improved usabilityMette Dobel, Global Product Manager at FLSmidth explains the objectives behind the development of the new software: “Our aim has been to create the most operator and maintenance-friendly sampling and sample preparation system
for the cement and minerals industries.”Operators can configure the software as necessary to suit their work processes, with its intuitive user interfaces able to provide a complete overview of the automated laboratory, the sampling system and the analysis results. Standard tasks, including preparing sample preparation recipes and tracking samples and results, can be performed quickly and easily.
New software standardsAccording to Mette Dobel, the software is developed based on the new QCXSYS V8 programming standard, which allows for seamless integration with QCX equipment and the QCX software.
“Consequently, all FLSmidth sampling, sample transport and sample preparation equipment is delivered with transparent, uniform and comprehensive equipment diagnostic tools combined with relevant equipment performance indicators,” she says. “This reduces the need for specialised
INNOVATION
CONTACT METTE [email protected]
CONTACT CHRISTIAN [email protected]
About FLSmidth’s QCX® softwareQCX is a software system used by cement plant operators to support their quality control procedures. Its purpose is to deliver reliable data from sampling, sample preparation and analysis.
FLSmidth’s QCX system integrates all of these key activities into an intuitive system architecture that improves laboratory automation and on-line analysis.
knowledge to operate and maintain the equipment and enables maintenance personnel to plan and conduct preventive maintenance in a fast and direct manner with the required wear part.”
The launch of this new software is the result of six months of industrial testing at four major production sites.
Lender profilesEKFEKF, Denmark’s Export Credit Agency, insures businesses against extraordinary risks not covered by the private credit insurance market. In this case, EKF is guaranteeing a USD 30 million loan provided by the African Development Bank.
African Development BankThe African Development Bank (AfDB) supports the economic development and social progress of African countries. It promotes investments in and provides technical assistance to relevant projects within its member countries. AfDB will contribute to the development of Nyumba Ya Akiba with two tranches of up to USD 30 million each, with one tranche being fully guaranteed by EKF.
IFCIFC, a member of the World Bank Group, is the largest global development institution focused exclusively on the private sector in developing countries. IFC plays an important role in the project, providing a loan of USD 30 million. This project aligned particularly well with IFC’s objectives as it is an example of investment from one developing country, Pakistan, in another. The project is seen as a good example for other companies and institutions considering investing in DR Congo.
Emerging Africa Infrastructure FundThe Emerging Africa Infrastructure Fund (EAIF) is a public private partnership. It provides long-term denominated debt or mezzanine finance on commercial terms to finance the construction and development of private infrastructure in 47 countries across sub-Saharan Africa. EAIF is contributing to the project with a USD 30 million loan.
Habib BankHabib Bank (HBL) is the largest and one of the oldest banks of Pakistan. HBL’s expanding presence around the world is evident from the fact that HBL acted as the lead arranger for this transaction for arranging USD 135 million loan. HBL is also supporting this foreign direct investment by a successful Pakistani multinational with a loan of USD 15 million through its offshore branch.
Normally, financial institutions only look at financing complete engineering, procurement and construction (EPC) contracts, but in this case, Lucky Cement insisted that the contract was split into two elements. With extensive experience and intimate knowledge of the components and processes required for constructing cement plants, the Pakistani cement producer has become adept at reducing overall project costs.
Commenting on the significance, Tine Bremholm Kokfelt says, “It demonstrates that it is possible to get support for non-EPC projects in Africa.”
FLSmidth’s supplyFLSmidth is supplying a complete package of equipment and engineering for the 3,000 tpd cement plant, including all the engineering, equipment and construction support. The equipment includes crushers, pyro processing equipment and vertical mills for raw meal, coal and cement grinding.
The impact of the cement plant on the environment and local community was a key factor for the owners and lenders choosing FLSmidth as equipment supplier. They demanded a technology provider with a proven ability to deliver reliable products and high level of service, particularly because of the challenging conditions under which the plant will be installed and operated, pointing to FLSmidth's proven ability to supply environmentally optimised and energy-efficient equipment.
Mitigating riskAlong with the considerable upsides of developing Nyumba Ya Akiba come considerable risks, too. DR Congo’s banking and legal systems are relatively under-developed and there is perceived to be some political uncertainty. It was therefore necessary to structure the financing in such a way that mitigates risk for all parties as best as possible.
This involves opening up dialogue and making connections, which is a particular strength of FLSmidth. Tine Bremholm Kokfelt explains: “At FLSmidth, we have a good track record in establishing cement plants in developing countries, so we usually know what the risks are and how to manage them. But it’s understandable that it can make some parties uneasy. There has, up to now, only been very limited large private industry projects in DR Congo.”
With the final financing agreements in place at the end of 2014, FLSmidth is mobilising the equipment. Cement production is expected to start towards the end of 2016.
Reflecting on the many days of negotiations and discussions, Tine Bremholm Kokfelt says that belief in the final outcome throughout was vital: “This project goes to show that with the right approach as well as a fair amount of determination and patience, it is possible to achieve goals that seem unattainable.”
Read more about FLSmidth’s QCX® automation software on www.flsmidth.com/automation

33HIGHLIGHTS CEMENT – APRIL 201532 HIGHLIGHTS CEMENT – APRIL 2015
FINANCING PAVES THE WAY IN DR CONGO Easy-to-use
laboratory automation solutionsThe newest version of FLSmidth’s QCX® automation software is the cement industry’s most operator-friendly sample preparation system.
FLSmidth has released a new version of its QCX/AutoSamplingTM and QCX/RoboLab® software, marking a major leap forward in laboratory automation solutions. This version 8 release offers significantly improved usability for plant operators and maintenance personnel.
A focused research and development programme using feedback from FLSmidth’s extensive installed base has resulted in better integration of sampling equipment, sample preparation equipment and the software. This integration is important as it provides better system availability and minimises operational costs.
Improved usabilityMette Dobel, Global Product Manager at FLSmidth explains the objectives behind the development of the new software: “Our aim has been to create the most operator and maintenance-friendly sampling and sample preparation system
for the cement and minerals industries.”Operators can configure the software as necessary to suit their work processes, with its intuitive user interfaces able to provide a complete overview of the automated laboratory, the sampling system and the analysis results. Standard tasks, including preparing sample preparation recipes and tracking samples and results, can be performed quickly and easily.
New software standardsAccording to Mette Dobel, the software is developed based on the new QCXSYS V8 programming standard, which allows for seamless integration with QCX equipment and the QCX software.
“Consequently, all FLSmidth sampling, sample transport and sample preparation equipment is delivered with transparent, uniform and comprehensive equipment diagnostic tools combined with relevant equipment performance indicators,” she says. “This reduces the need for specialised
INNOVATION
CONTACT METTE [email protected]
CONTACT CHRISTIAN [email protected]
About FLSmidth’s QCX® softwareQCX is a software system used by cement plant operators to support their quality control procedures. Its purpose is to deliver reliable data from sampling, sample preparation and analysis.
FLSmidth’s QCX system integrates all of these key activities into an intuitive system architecture that improves laboratory automation and on-line analysis.
knowledge to operate and maintain the equipment and enables maintenance personnel to plan and conduct preventive maintenance in a fast and direct manner with the required wear part.”
The launch of this new software is the result of six months of industrial testing at four major production sites.
Lender profilesEKFEKF, Denmark’s Export Credit Agency, insures businesses against extraordinary risks not covered by the private credit insurance market. In this case, EKF is guaranteeing a USD 30 million loan provided by the African Development Bank.
African Development BankThe African Development Bank (AfDB) supports the economic development and social progress of African countries. It promotes investments in and provides technical assistance to relevant projects within its member countries. AfDB will contribute to the development of Nyumba Ya Akiba with two tranches of up to USD 30 million each, with one tranche being fully guaranteed by EKF.
IFCIFC, a member of the World Bank Group, is the largest global development institution focused exclusively on the private sector in developing countries. IFC plays an important role in the project, providing a loan of USD 30 million. This project aligned particularly well with IFC’s objectives as it is an example of investment from one developing country, Pakistan, in another. The project is seen as a good example for other companies and institutions considering investing in DR Congo.
Emerging Africa Infrastructure FundThe Emerging Africa Infrastructure Fund (EAIF) is a public private partnership. It provides long-term denominated debt or mezzanine finance on commercial terms to finance the construction and development of private infrastructure in 47 countries across sub-Saharan Africa. EAIF is contributing to the project with a USD 30 million loan.
Habib BankHabib Bank (HBL) is the largest and one of the oldest banks of Pakistan. HBL’s expanding presence around the world is evident from the fact that HBL acted as the lead arranger for this transaction for arranging USD 135 million loan. HBL is also supporting this foreign direct investment by a successful Pakistani multinational with a loan of USD 15 million through its offshore branch.
Normally, financial institutions only look at financing complete engineering, procurement and construction (EPC) contracts, but in this case, Lucky Cement insisted that the contract was split into two elements. With extensive experience and intimate knowledge of the components and processes required for constructing cement plants, the Pakistani cement producer has become adept at reducing overall project costs.
Commenting on the significance, Tine Bremholm Kokfelt says, “It demonstrates that it is possible to get support for non-EPC projects in Africa.”
FLSmidth’s supplyFLSmidth is supplying a complete package of equipment and engineering for the 3,000 tpd cement plant, including all the engineering, equipment and construction support. The equipment includes crushers, pyro processing equipment and vertical mills for raw meal, coal and cement grinding.
The impact of the cement plant on the environment and local community was a key factor for the owners and lenders choosing FLSmidth as equipment supplier. They demanded a technology provider with a proven ability to deliver reliable products and high level of service, particularly because of the challenging conditions under which the plant will be installed and operated, pointing to FLSmidth's proven ability to supply environmentally optimised and energy-efficient equipment.
Mitigating riskAlong with the considerable upsides of developing Nyumba Ya Akiba come considerable risks, too. DR Congo’s banking and legal systems are relatively under-developed and there is perceived to be some political uncertainty. It was therefore necessary to structure the financing in such a way that mitigates risk for all parties as best as possible.
This involves opening up dialogue and making connections, which is a particular strength of FLSmidth. Tine Bremholm Kokfelt explains: “At FLSmidth, we have a good track record in establishing cement plants in developing countries, so we usually know what the risks are and how to manage them. But it’s understandable that it can make some parties uneasy. There has, up to now, only been very limited large private industry projects in DR Congo.”
With the final financing agreements in place at the end of 2014, FLSmidth is mobilising the equipment. Cement production is expected to start towards the end of 2016.
Reflecting on the many days of negotiations and discussions, Tine Bremholm Kokfelt says that belief in the final outcome throughout was vital: “This project goes to show that with the right approach as well as a fair amount of determination and patience, it is possible to achieve goals that seem unattainable.”
Read more about FLSmidth’s QCX® automation software on www.flsmidth.com/automation

34 HIGHLIGHTS CEMENT – APRIL 2015 35HIGHLIGHTS CEMENT – APRIL 2015
FLSmidth launches new concept for Hydraulic
Designed to take the complexity out of installation and maintenance, FLSmidth’s new Hydraulic Roller Press concept has the potential to double capacity and significantly reduce energy consumption.
PRODUCTS & SOLUTIONS
Roller Press
CONTACT AVANISH [email protected]
FLSmidth has released a new hydraulic roller press (HRP) concept designed to overcome some of the biggest challenges facing cement plants today. It features a compact layout, which is important both at greenfield installations and at plant upgrades, where limited space is an increasingly important design and construction factor.
Whether for raw material or clinker, an HRP is commonly used in pre-grinding processes as well as semi-finish and finish grinding arrangements. The technology enables clinker and hard brittle materials to be ground at high pressure.
FLSmidth’s new HRP achieves a grinding force of an impressive 6,500 kN/m2 for clinker and slag applications and up to 5,500 kN/m2 for raw grinding. The system features a latest generation, top-fed ROKS-H separator for clinker grinding or RAR-M for raw grinding. When used in semi-finish mode to an existing closed circuit ball mill system, it can deliver up to more than a 100 percent increase in grinding capacity while achieving an estimated savings of 30 percent in energy consumption.
Simplified concept for easier maintenanceFLSmidth’s newest HRP system concept offers a range of innovations designed to reduce civil costs, improve cement plant efficiencies and ease maintenance. The heavy components, such as the roller press, separator cyclones, dedusting filters and separators, are placed closer to the ground and towards the centre of the building, allowing easier access and reduced overall civil costs. >>
Special features of FLSmidth’s new hydraulic roller press concept
• Latest generation, top-fed ROKS-H/RAR-M separator system with best-in-class wear protection and efficiency
• Control gates to adjust power draw of the two roller motors
• Shut-off gate on choke feed bin avoids idle running prior to starting maintenance
• Specially designed torque arm that reduces vibrations
• Easy roller removal for maintenance
• Isolated HRP foundation for reduced vibration
• All heavy equipment placed on lower floor levels reduces civil costs
• High-efficiency metal detector improves safety and consistency
• Feed bin can be moved for easy maintenance
• Best-in-class wear resistant material for rollers - TRIBOMAX™
• Spherical roller bearings to accommodate angular misalignment
• Oil Lubrication for bearing lubrication and cooling
“THE HYDRAULIC ROLLER PRESS SYSTEM INCLUDES SEVERAL FEATURES THAT
DELIVER MUCH IMPROVED EFFICIENCY.“
Avanish KarraheProduct Manager, HRP, FLSmidth

34 HIGHLIGHTS CEMENT – APRIL 2015 35HIGHLIGHTS CEMENT – APRIL 2015
FLSmidth launches new concept for Hydraulic
Designed to take the complexity out of installation and maintenance, FLSmidth’s new Hydraulic Roller Press concept has the potential to double capacity and significantly reduce energy consumption.
PRODUCTS & SOLUTIONS
Roller Press
CONTACT AVANISH [email protected]
FLSmidth has released a new hydraulic roller press (HRP) concept designed to overcome some of the biggest challenges facing cement plants today. It features a compact layout, which is important both at greenfield installations and at plant upgrades, where limited space is an increasingly important design and construction factor.
Whether for raw material or clinker, an HRP is commonly used in pre-grinding processes as well as semi-finish and finish grinding arrangements. The technology enables clinker and hard brittle materials to be ground at high pressure.
FLSmidth’s new HRP achieves a grinding force of an impressive 6,500 kN/m2 for clinker and slag applications and up to 5,500 kN/m2 for raw grinding. The system features a latest generation, top-fed ROKS-H separator for clinker grinding or RAR-M for raw grinding. When used in semi-finish mode to an existing closed circuit ball mill system, it can deliver up to more than a 100 percent increase in grinding capacity while achieving an estimated savings of 30 percent in energy consumption.
Simplified concept for easier maintenanceFLSmidth’s newest HRP system concept offers a range of innovations designed to reduce civil costs, improve cement plant efficiencies and ease maintenance. The heavy components, such as the roller press, separator cyclones, dedusting filters and separators, are placed closer to the ground and towards the centre of the building, allowing easier access and reduced overall civil costs. >>
Special features of FLSmidth’s new hydraulic roller press concept
• Latest generation, top-fed ROKS-H/RAR-M separator system with best-in-class wear protection and efficiency
• Control gates to adjust power draw of the two roller motors
• Shut-off gate on choke feed bin avoids idle running prior to starting maintenance
• Specially designed torque arm that reduces vibrations
• Easy roller removal for maintenance
• Isolated HRP foundation for reduced vibration
• All heavy equipment placed on lower floor levels reduces civil costs
• High-efficiency metal detector improves safety and consistency
• Feed bin can be moved for easy maintenance
• Best-in-class wear resistant material for rollers - TRIBOMAX™
• Spherical roller bearings to accommodate angular misalignment
• Oil Lubrication for bearing lubrication and cooling
“THE HYDRAULIC ROLLER PRESS SYSTEM INCLUDES SEVERAL FEATURES THAT
DELIVER MUCH IMPROVED EFFICIENCY.“
Avanish KarraheProduct Manager, HRP, FLSmidth

36 HIGHLIGHTS CEMENT – APRIL 2015 37HIGHLIGHTS CEMENT – APRIL 2015
FLSMIDTH LAUNCHES NEW HYDRAULIC ROLLER PRESS
The HRP itself is also placed on an isolated foundation preventing vibrations from being transferred to the rest of the building. The feed bin can be moved relatively easily to one side for easier maintenance access. And, its user-friendly design has resulted in fewer components than previous designs, leading to greater consistency in performance, higher output quality, and reduced operation and maintenance costs.
High wear resistanceA critical feature of the roller press is the actual roller surface, which needs to be highly resistant to wear from clinker, slag or other material used for grinding, and should also have high resistance to tramp metals. FLSmidth’s objective is to reduce the wear rate, and for this, two types of surfaces are offered. The first is a hard-faced surface that can be rebuilt in-situ as required.
The second is the extremely hard TRIBOMAX™ wear surface (read more on pages 6-7). The wear life of the unique 'Fit n forget' TRIBOMAX wear surface is expected to be minimum 25,000 hours in clinker grinding, and is likely to achieve up to 40,000 hours.
TRIBOMAX also has an outstanding resistance to tramp metals and oversized feed materials
Avanish Karrahe, Product Manager of Hydraulic Roller Press Systems at FLSmidth, explains that an important aim in developing the new HRP was to create a much more efficient grinding system. “The HRP includes several features that deliver much improved efficiency. We didn’t just want to achieve noticeable electrical energy savings, but ultimately also more consistent production levels, with less maintenance requirements,”he explains.
Safer operationsMetal detection has also been improved with a reliable and efficient metal detector. It detects all metal pieces down to 16 mm spheres, which restricts damaging metal particles from entering the system. This provides a safer working environment for the rollers, better feed consistency and more stable operations.
Avanish Karrahe explains how the HRP’s new concept overcomes
Kanodia Cement chooses FLSmidth’s new hydraulic roller press system
Shortly after the release of FLSmidth’s new concept hydraulic roller press system, New Delhi-based Kanodia Cement has ordered two 2.0m2 roller press systems for its clinker grinding plants in Bihar State of India. The roller presses will be supplied with new top-fed ROKS-H separators that will reduce building height by 5m, support levels for separator by 10m helping reduce sizeable civil cost. The hydraulic roller press includes several features that deliver much improved efficiency.
CONTACT PRAVEEN [email protected]
NEW ORDER
TOP-FEED ROKS-H SEPARATOR
an all-too-common problem: “Anyone who operates a hydraulic roller press knows that angular misalignment can really lead to severe inefficiencies and mechanical damage to roller press rollers. So, we continue to use spherical roller bearings instead of cylindri-cal bearings, and oil lubrication instead of grease lubrication to address this problem directly. We have also improved the bearing house assembly to prevent oil leaks. ”He adds, “It is developments such as these that will significantly increase the expected lifetime of the roller press and lead to much more consistent operations.”
International successDuring its relatively short history, roller press technology has un-dergone significant development from a pre-grinding process to a range of applications including semi-finish grinding and finish grinding.
To date, FLSmidth has supplied more than 100 HRPs to cement plants around the world. Of these, six HRP systems have been sold since 2013. One is already in operation and three more will be in operation before the end of 2015.
SEE THE NEW MOVIE ON FLSMIDTH'S HRP CONCEPT
1 Hydraulic roller press
2 Static separator
3 Dynamic separator
4 Ball mill
5 Fresh feed
6 Dust collector
7 Bucket elevator
8 Magnetic separator
9 Metal detector
10 Reject bin
11 Choke feed bin
Mill air flow
Separator air flow
Material flow
8
7
98
5
6
10
1
4
2
711
3
69

36 HIGHLIGHTS CEMENT – APRIL 2015 37HIGHLIGHTS CEMENT – APRIL 2015
FLSMIDTH LAUNCHES NEW HYDRAULIC ROLLER PRESS
The HRP itself is also placed on an isolated foundation preventing vibrations from being transferred to the rest of the building. The feed bin can be moved relatively easily to one side for easier maintenance access. And, its user-friendly design has resulted in fewer components than previous designs, leading to greater consistency in performance, higher output quality, and reduced operation and maintenance costs.
High wear resistanceA critical feature of the roller press is the actual roller surface, which needs to be highly resistant to wear from clinker, slag or other material used for grinding, and should also have high resistance to tramp metals. FLSmidth’s objective is to reduce the wear rate, and for this, two types of surfaces are offered. The first is a hard-faced surface that can be rebuilt in-situ as required.
The second is the extremely hard TRIBOMAX™ wear surface (read more on pages 6-7). The wear life of the unique 'Fit n forget' TRIBOMAX wear surface is expected to be minimum 25,000 hours in clinker grinding, and is likely to achieve up to 40,000 hours.
TRIBOMAX also has an outstanding resistance to tramp metals and oversized feed materials
Avanish Karrahe, Product Manager of Hydraulic Roller Press Systems at FLSmidth, explains that an important aim in developing the new HRP was to create a much more efficient grinding system. “The HRP includes several features that deliver much improved efficiency. We didn’t just want to achieve noticeable electrical energy savings, but ultimately also more consistent production levels, with less maintenance requirements,”he explains.
Safer operationsMetal detection has also been improved with a reliable and efficient metal detector. It detects all metal pieces down to 16 mm spheres, which restricts damaging metal particles from entering the system. This provides a safer working environment for the rollers, better feed consistency and more stable operations.
Avanish Karrahe explains how the HRP’s new concept overcomes
Kanodia Cement chooses FLSmidth’s new hydraulic roller press system
Shortly after the release of FLSmidth’s new concept hydraulic roller press system, New Delhi-based Kanodia Cement has ordered two 2.0m2 roller press systems for its clinker grinding plants in Bihar State of India. The roller presses will be supplied with new top-fed ROKS-H separators that will reduce building height by 5m, support levels for separator by 10m helping reduce sizeable civil cost. The hydraulic roller press includes several features that deliver much improved efficiency.
CONTACT PRAVEEN [email protected]
NEW ORDER
TOP-FEED ROKS-H SEPARATOR
an all-too-common problem: “Anyone who operates a hydraulic roller press knows that angular misalignment can really lead to severe inefficiencies and mechanical damage to roller press rollers. So, we continue to use spherical roller bearings instead of cylindri-cal bearings, and oil lubrication instead of grease lubrication to address this problem directly. We have also improved the bearing house assembly to prevent oil leaks. ”He adds, “It is developments such as these that will significantly increase the expected lifetime of the roller press and lead to much more consistent operations.”
International successDuring its relatively short history, roller press technology has un-dergone significant development from a pre-grinding process to a range of applications including semi-finish grinding and finish grinding.
To date, FLSmidth has supplied more than 100 HRPs to cement plants around the world. Of these, six HRP systems have been sold since 2013. One is already in operation and three more will be in operation before the end of 2015.
SEE THE NEW MOVIE ON FLSMIDTH'S HRP CONCEPT
1 Hydraulic roller press
2 Static separator
3 Dynamic separator
4 Ball mill
5 Fresh feed
6 Dust collector
7 Bucket elevator
8 Magnetic separator
9 Metal detector
10 Reject bin
11 Choke feed bin
Mill air flow
Separator air flow
Material flow
8
7
98
5
6
10
1
4
2
711
3
69

39HIGHLIGHTS CEMENT – APRIL 2015HIGHLIGHTS CEMENT – APRIL 201538
The original Fuller-Kinyon pump patent filed by Alonzo G. Kinyon was granted on June 23, 1925 for a method “by which pulverized fuel or other material may be conveyed cheaply and efficiently without the production of dust and in quantities which can be closely regulated in the same manner that the flow of ordinary liquids is controlled".
The original intent was to replace mechanical and dilute phase pneumatic conveying systems that allow dust to escape, producing explosive atmospheres. Since then, our Fuller-Kinyon (FK) pump has conveyed dozens of abrasive and hard-to-handle materials in over 19,000 installations.
Pumps now built to higher standardThe FK Pump has proven to be reliable; many FK pumps remain in operation after more than 60 years. Moreover, through continuous innovation, it is one of the
easiest to operate and most-preferred convey line charging devices. A recent example is achieving ATEX certification.
ATEX stands for “Atmosphere Explosive” - a European directive for equipment operating in potentially explosive atmospheres. The pump’s previous design was in accordance with the National Fire Protection Agency (NFPA) which is widely used for such purposes in the United States. Consequently, European customers can now use FK pumps for applications related to ATEX Directive Zone 20 for handling of pulverized coal and other combustible fuel products. As ATEX is widely recognised as a more stringent standard, customers worldwide also have an improved product.
Certification processThe four-year certification process included a complete analysis of the FK pump design, supplier sourcing and
NEWS IN BRIEF
As one of its comprehensive Plant Service Maintenance packages, FLSmidth offers extended process inspections for grinding stations, including raw, coal and cement mills.
Root causes of high wearThe number one reason for higher-than-expected wear in a vertical roller mill is raw material composition being different from the composition for which the mill was designed.
A close second is the operation of the mill. This has a direct influence on the condition and performance of the mill and longevity of wear parts.
Optimised mill configuration, together with a thorough understanding of important parameters for mill operation, will not
CONTACT RUNE HØGH JENSEN [email protected]
CONTACT JACOB JØ[email protected]
FLSmidth process inspections increase mill lifetimeWear on an ATOX® coal mill reduced by half as a direct result of a process inspection.
CONTACT FRED [email protected]
Benefits of an FLSmidth process inspection• Optimised operations• Better product quality• Improved performance of downstream equipment• Increased efficiency, capacity and/or quality• Recommendations by experienced service engineers
ATEX STANDS FOR “ATMOSPHERE EXPLOSIVE” – A EUROPEAN DIRECTIVE
FOR EQUIPMENT OPERATING IN
POTENTIALLY EXPLOSIVE ATMOSPHERES.
manufacturing practices. All aspects were reviewed and revised as needed to comply with the ATEX standard. Some highlights include: • The pump can now withstand much
higher internal pressures to contain an explosion
• The maximum surface temperature of the pump must not exceed 135°C for full load operation
• Suppliers must be continually monitored and all critical casing castings must be certified
• Our Manheim production facility has additional procedures for tracking materials, training manufacturing team, and maintaining records on materials, personnel training, inspections, etc.
• All details of the ATEX Pump application and project execution must be maintained for 10 years after the final production of the pumps
Upon implementation of the updated design and approach, rigorous testing of a 300 m Type M pump was completed successfully and witnessed by Sira Test & Certification Ltd. of the United Kingdom. Final certification was received early in September 2014.
Fuller-Kinyon® pump achieves ATEX Zone 20 certification
only improve production, but can also significantly reduce costs of wear and power consumption.
This was called for at a recent inspection of an ATOX® 25 coal mill that appeared to be suffering from abnormal high wear. FLSmidth was asked to evaluate the mill’s remaining lifetime.
It turned out that the segments on the mill’s rollers and table had become worn. The recommendation by FLSmidth’s service engineer was therefore to hard-face or replace the segments.
While on site, FLSmidth also investigated process parameters and operational procedures to find what was behind the high wear. It quickly became clear that the site’s operating procedures were causing adverse effects.
To counter these effects, the mill’s set-up and operational procedures were adjusted in accordance with FLSmidth specifications. The adjustments resulted in a significant drop in the total wear rate from 23.5 g/t to 11.8 g/t., in other words, wear reduction of 50 percent - equivalent to doubling the segment’s lifetime.
Fast paybackFLSmidth’s Plant Service Maintenance, which includes mechanical inspections and services, has been expanded to include process inspections. Mechanical inspections and services help maintain plant equipment in good working condition and ensure a long-term payback in terms of reliable equipment and stable production.
A process inspection is likely to lead to instant savings in fuel and power and increased production capacity. In addition, lower wear rates will reduce maintenance and the need for new parts.
3D VIEW OF FULLER-KINYON® M PUMP, DEMON-STRATING THE EASE OF SCREW REPLACEMENT USING THE 3-PIECE SCREW

39HIGHLIGHTS CEMENT – APRIL 2015HIGHLIGHTS CEMENT – APRIL 201538
The original Fuller-Kinyon pump patent filed by Alonzo G. Kinyon was granted on June 23, 1925 for a method “by which pulverized fuel or other material may be conveyed cheaply and efficiently without the production of dust and in quantities which can be closely regulated in the same manner that the flow of ordinary liquids is controlled".
The original intent was to replace mechanical and dilute phase pneumatic conveying systems that allow dust to escape, producing explosive atmospheres. Since then, our Fuller-Kinyon (FK) pump has conveyed dozens of abrasive and hard-to-handle materials in over 19,000 installations.
Pumps now built to higher standardThe FK Pump has proven to be reliable; many FK pumps remain in operation after more than 60 years. Moreover, through continuous innovation, it is one of the
easiest to operate and most-preferred convey line charging devices. A recent example is achieving ATEX certification.
ATEX stands for “Atmosphere Explosive” - a European directive for equipment operating in potentially explosive atmospheres. The pump’s previous design was in accordance with the National Fire Protection Agency (NFPA) which is widely used for such purposes in the United States. Consequently, European customers can now use FK pumps for applications related to ATEX Directive Zone 20 for handling of pulverized coal and other combustible fuel products. As ATEX is widely recognised as a more stringent standard, customers worldwide also have an improved product.
Certification processThe four-year certification process included a complete analysis of the FK pump design, supplier sourcing and
NEWS IN BRIEF
As one of its comprehensive Plant Service Maintenance packages, FLSmidth offers extended process inspections for grinding stations, including raw, coal and cement mills.
Root causes of high wearThe number one reason for higher-than-expected wear in a vertical roller mill is raw material composition being different from the composition for which the mill was designed.
A close second is the operation of the mill. This has a direct influence on the condition and performance of the mill and longevity of wear parts.
Optimised mill configuration, together with a thorough understanding of important parameters for mill operation, will not
CONTACT RUNE HØGH JENSEN [email protected]
CONTACT JACOB JØ[email protected]
FLSmidth process inspections increase mill lifetimeWear on an ATOX® coal mill reduced by half as a direct result of a process inspection.
CONTACT FRED [email protected]
Benefits of an FLSmidth process inspection• Optimised operations• Better product quality• Improved performance of downstream equipment• Increased efficiency, capacity and/or quality• Recommendations by experienced service engineers
ATEX STANDS FOR “ATMOSPHERE EXPLOSIVE” – A EUROPEAN DIRECTIVE
FOR EQUIPMENT OPERATING IN
POTENTIALLY EXPLOSIVE ATMOSPHERES.
manufacturing practices. All aspects were reviewed and revised as needed to comply with the ATEX standard. Some highlights include: • The pump can now withstand much
higher internal pressures to contain an explosion
• The maximum surface temperature of the pump must not exceed 135°C for full load operation
• Suppliers must be continually monitored and all critical casing castings must be certified
• Our Manheim production facility has additional procedures for tracking materials, training manufacturing team, and maintaining records on materials, personnel training, inspections, etc.
• All details of the ATEX Pump application and project execution must be maintained for 10 years after the final production of the pumps
Upon implementation of the updated design and approach, rigorous testing of a 300 m Type M pump was completed successfully and witnessed by Sira Test & Certification Ltd. of the United Kingdom. Final certification was received early in September 2014.
Fuller-Kinyon® pump achieves ATEX Zone 20 certification
only improve production, but can also significantly reduce costs of wear and power consumption.
This was called for at a recent inspection of an ATOX® 25 coal mill that appeared to be suffering from abnormal high wear. FLSmidth was asked to evaluate the mill’s remaining lifetime.
It turned out that the segments on the mill’s rollers and table had become worn. The recommendation by FLSmidth’s service engineer was therefore to hard-face or replace the segments.
While on site, FLSmidth also investigated process parameters and operational procedures to find what was behind the high wear. It quickly became clear that the site’s operating procedures were causing adverse effects.
To counter these effects, the mill’s set-up and operational procedures were adjusted in accordance with FLSmidth specifications. The adjustments resulted in a significant drop in the total wear rate from 23.5 g/t to 11.8 g/t., in other words, wear reduction of 50 percent - equivalent to doubling the segment’s lifetime.
Fast paybackFLSmidth’s Plant Service Maintenance, which includes mechanical inspections and services, has been expanded to include process inspections. Mechanical inspections and services help maintain plant equipment in good working condition and ensure a long-term payback in terms of reliable equipment and stable production.
A process inspection is likely to lead to instant savings in fuel and power and increased production capacity. In addition, lower wear rates will reduce maintenance and the need for new parts.
3D VIEW OF FULLER-KINYON® M PUMP, DEMON-STRATING THE EASE OF SCREW REPLACEMENT USING THE 3-PIECE SCREW

40 HIGHLIGHTS CEMENT – APRIL 2015
We hope you enjoy reading this issue of Highlights Cement. We always strive to meet the needs of our readers by keeping the magazine fresh and interesting, so we hope you will take a few moments to fill in our online questionnaire. By doing so, you could be one of the lucky winners of a brand new iPad Air® 2.
To give us your feedback and enter the competition, simply go online to www.flsmidth.com/readersurvey or scan the QR code and complete the short survey before 1 July 2015.
Meet us – Upcoming events
DATE EVENT LOCATION
April 21-25, 2015 AFCM Hanoi, Vietnam
April 26-30, 2015 IEEE-IAS/PCA Toronto, Canada
April 27-29, 2015 Cementtech Beijing, China
September 2015 FICEM TBD
October 7-10, 2015 TCMB Antalya, Turkey
Stay updated on eHighlights where you will find information about previous and upcoming events, conference presentations and papers.
Your opinion matters! Win an iPad Air® 2Tell us what you think about Highlights Cement and get the chance to win an iPad
Get the latest cement news and insights across our different social channels.
Follow us
• Printed Highlights magazine – Delivered to your home or work twice a year.
• eHighlights newsletter – Delivered to your mailbox several times a year
Sign up online for the printed magazine or the eHighlights news-letter via eHighlights at http://cement.flsmidth.com.
Highlights Cement also comes in an interactive tablet-friendly version available for iPad. Download the app free in iTunes.
Free subscription
OCTOBER 2013Reliability-focused
performanceHow will the industry move ahead in cooperation with the
equipment suppliers?
APRIL 2014
Avoid expensiveunforeseen shutdowns
Loan bundlingsaves money
O&M Cementreaches new heights
SCAN HERE TO GO DIRECTLY TO THE READER SURVEY
OCTOBER 2014
Thinking beyond
EPC Semen Indonesia gains newest
OK™ mill World’s firstPostgraduate Cement Plant Engineering Degree
THOMAS SCHULZ, CEO, FLSMIDTH AND BJARNE S. CLAUSEN, CEO, HALDOR TOPSOE (READ THE ARTICLE ON PAGES 20-22)
iPad Air® is a registered trademark of Apple Inc.