High Pressure Thermal Processing of Foods - Innova · Outline • High pressure thermal processing...
59
Pablo Juliano, Roman Buckow, Thambaramala Gamage, Michelle Bull, Sandra Olivier, and Kai Knoerzer High Pressure Thermal Processing of Foods A method to develop high quality chilled meals and shelf stable products • CSIRO ANIMAL, FOOD AND HEALTH SCIENCES Short Course – NPD Workshop, 15 October 2012, Animal, Food and Health Sciences
Transcript of High Pressure Thermal Processing of Foods - Innova · Outline • High pressure thermal processing...
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2
Pablo Juliano, Roman Buckow, Thambaramala Gamage, Michelle Bull, Sandra Olivier, and Kai Knoerzer
High Pressure Thermal Processing of FoodsA method to develop high quality chilled meals and shelf stable products
• CSIRO ANIMAL, FOOD AND HEALTH SCIENCES
Short Course – NPD Workshop, 15 October 2012,
Animal, Food and Health Sciences

Outline
• High pressure thermal processing – process definition• Product categories• Spore inactivation – synergies• Impact on food quality and nutrient retention• Packaging materials for HPT• Equipment and scalability• Regulatory requirements and validation of the technology• Challenges and recommendations
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2

HPTProcess definition and product categories

• Process conditions for HPT:– Pressures up to 600-800 MPa– Moderate initial temperature 60-90°C– Holding times up to 5 minutes
• Heat source:– Compression heating: up to pasteurisation/sterilisation temperatures (85-125°C)
• Benefits:– Rapid compression heating and decompression cooling– Bacterial spore inactivation– Synergy between pressure and temperature.
– Claim: potential to develop chilled or shelf stable foods with superior quality to retort
Basics of high pressure thermal processing
pressurepressure
temperaturetemperature
IMPROVED QUALITY
Clostridium botulinum spore
HP-35 L Sterilization Unit
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 4

HPT: processing steps
Vac, pack & load Preheating
Cooling UnloadThermal pressurisation
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 55

Heater
Intensifier
Drain
Process Water
Reservoir90 CMin.
Process water overflow 90 C min.
Divert valve
Process water supply
Pre-Heater
High PressureWater
Reservoir
Heater Outlet Temperature
90C MinH
PP Pres Wall
Vessel Heater
90 C H20700MPa
Heater
Divert Valve
Pressure Chamber
Carrier Assembly
Hydrostatic PressOfficial Process
Step 2
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 6

HPT : process T- P profile
0
15
30
45
60
75
90
105
0.0 2.4 4.8 7.2 9.7 12.1 14.5 16.9 19.3Time (min)
Tem
pera
ture
(ºC
)
-90
10
110
210
310
410
510
610
710
Pres
sure
(MPa
)
Temperature
Pressure
Transfer c/o pressure vessel
Pressure onPressure off
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 7

Basics of HPT- Desired pressure/temperature profiles
Assuming no heat losses during holding and no differences in compression heating properties of all materials involved inside the chamber
600-800 MPa
60-90°C
85-125°C
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 8

Compression heating of foods
Substance Initial temperature
(°C)
Temperature change (°C/100
MPa)Water 20 2.8
60 3.880 4.4
Steel 20 ~0Chicken 20 2.9Cheese (Gouda type)
20 3.4
Milk fat 20 8.5
de Heij et al., 2003
Steel < water < other fat composed foods
water, steel, and other foods
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 9
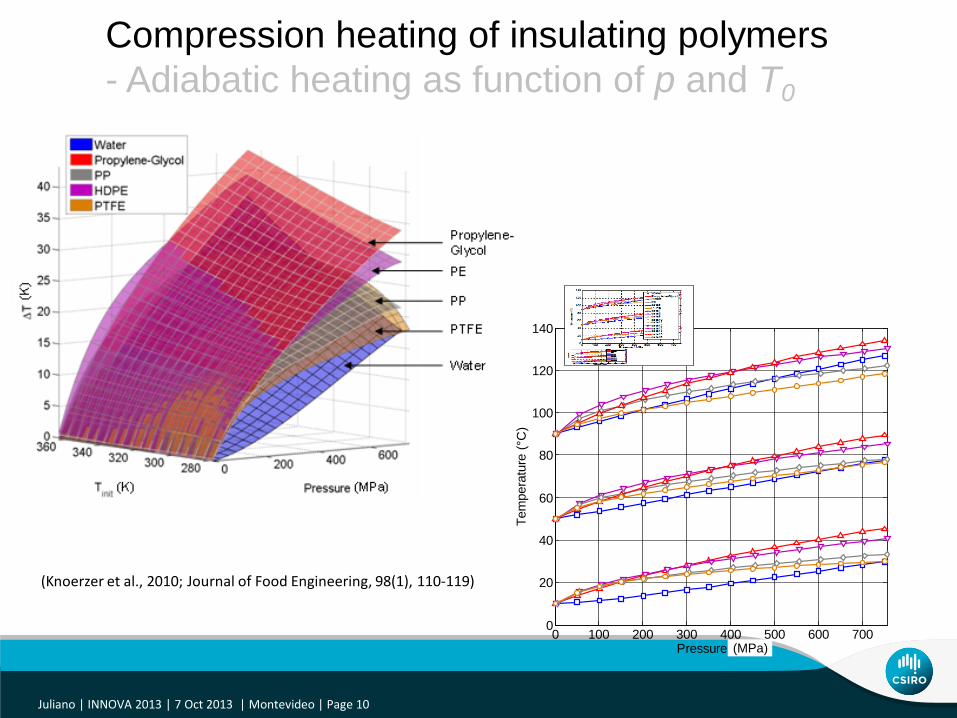
Compression heating of insulating polymers- Adiabatic heating as function of p and T0
0 100 200 300 400 500 600 7000
20
40
60
80
100
120
140
Pressure / MPa
Tem
pera
ture
/ °C
(MPa)
(°C
)
(Knoerzer et al., 2010; Journal of Food Engineering, 98(1), 110-119)
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 10

Temperature profiles: HPT and retort
0 10 20 30 40 50 60
T HPT
T Retort
20
Temperature (ºC)
100
120
60
40
80
Time (min)
Transfer c/o pressure vessel
Pressure on
Pressure off
Preheating
Cooling
Shorter processing times
Lower temperature
Compression heating
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 11

Potential applications
• Chilled meals• Shelf stable foods• Vegetable, meats, precooked meals (MREs)
• Pharmaceutical products
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 12

List of potential products
•Long life chill stable•RTE meats•Meat snacks•Vegetables
•Shelf stable•Breakfast items (eggs)•Meat joints•Pot roasts/stews•High quality soups•RTD Teas/coffees•Dairy desserts/smoothies•Cheese/cream sauces•Low acid pasta sauces•High quality fruit/vegetables•Liquid flavors/herbs
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 13
HPT: the key for success
Need to destroyPathogens Spoilage organisms
Enzymes
Optimize Flavor Texture Color
Nutrition
Processing Balance
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 15

Microbial spore inactivationSynergies between pressure and heat

High pressure hurdles for microbial safetyC
hill
stab
leAm
bient stable
High temperature
Ambient temperature
vegetative pathogens
viruses
non-proteolytic
C. botulinum
proteolytic
C. botulinum
moulds
various
vegetative pathogens
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 16

Inactivation of target C. botulinumComparison of strain resistance
0
1
2
3
4
5
6
7
8
9
Aver
age
log 1
0cf
u/g
redu
ctio
n
Non-proteolytic strains Proteolytic strainsInactivation of 29 Clostridium botulinum strains and Clostridium sporogenes PA3679 by a HPT process of 600 MPa, 1 min with a pressure-on temperature of 95°C. Spores were pressure treated in MPA3679 broth, in a laboratory-scale, multi-vessel high-pressure unit (Model U111, UnipressEquipment, Poland).
600 MPa, 1 min with a pressure-on temperature of 95°C.
Legan, Chapman, Bull. 2008, PCT/US07/88938
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 17
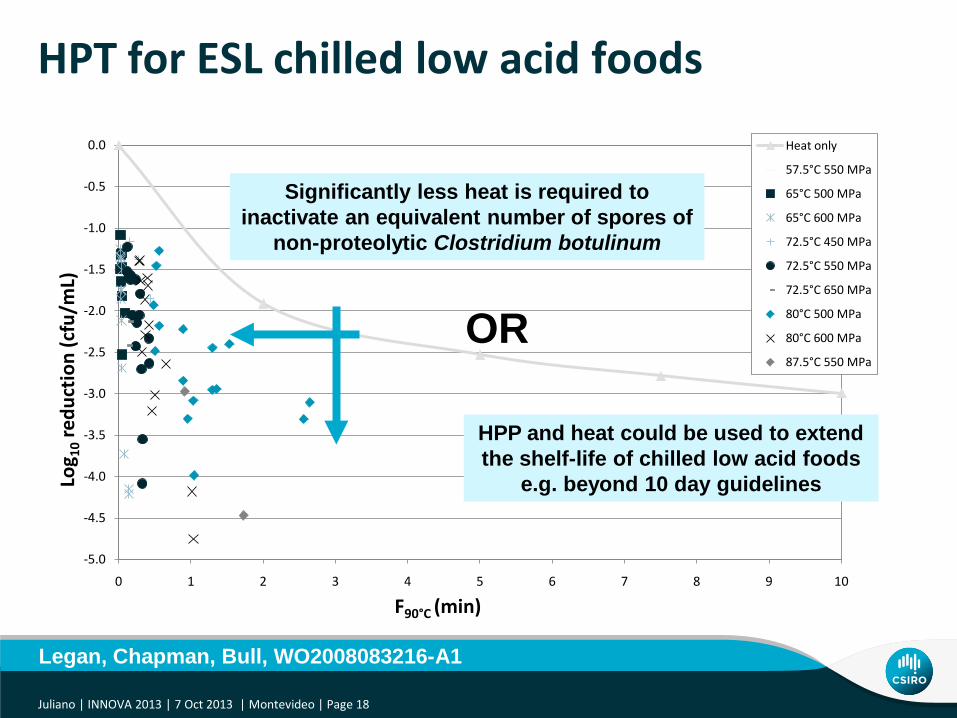
HPT for ESL chilled low acid foods
-5.0
-4.5
-4.0
-3.5
-3.0
-2.5
-2.0
-1.5
-1.0
-0.5
0.0
0 1 2 3 4 5 6 7 8 9 10
Log 1
0re
duct
ion
(cfu
/mL)
F90°C (min)
Heat only
57.5°C 550 MPa
65°C 500 MPa
65°C 600 MPa
72.5°C 450 MPa
72.5°C 550 MPa
72.5°C 650 MPa
80°C 500 MPa
80°C 600 MPa
87.5°C 550 MPa
Significantly less heat is required to inactivate an equivalent number of spores of
non-proteolytic Clostridium botulinum
HPP and heat could be used to extend the shelf-life of chilled low acid foods
e.g. beyond 10 day guidelines
OR
Legan, Chapman, Bull, WO2008083216-A1
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 18
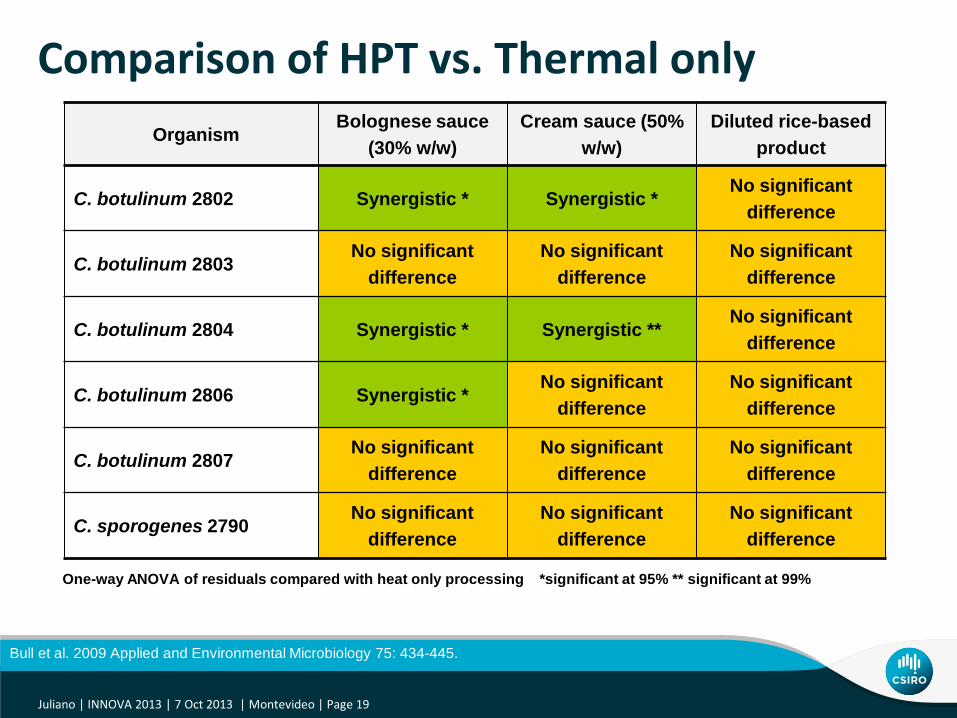
Comparison of HPT vs. Thermal onlyOrganism
Bolognese sauce (30% w/w)
Cream sauce (50% w/w)
Diluted rice-based product
C. botulinum 2802 Synergistic * Synergistic *No significant
difference
C. botulinum 2803No significant
differenceNo significant
differenceNo significant
difference
C. botulinum 2804 Synergistic * Synergistic **No significant
difference
C. botulinum 2806 Synergistic *No significant
differenceNo significant
difference
C. botulinum 2807No significant
differenceNo significant
differenceNo significant
difference
C. sporogenes 2790No significant
differenceNo significant
differenceNo significant
difference
One-way ANOVA of residuals compared with heat only processing *significant at 95% ** significant at 99%
Bull et al. 2009 Applied and Environmental Microbiology 75: 434-445.
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 19

Comparison of HPT vs thermal only:spoilage spore-forming microorganisms
Mesophiles
Cream sauce Bolognese sauce
Lab-scale(diluted products)
Pilot-scale Lab-scale(diluted products)
Pilot-scale
B. amyloliquefaciens FRRB 2782 Synergistic ** Insufficient data Synergistic ** Synergistic *
B. sporothermodurans FRRB 2706 Synergistic **Obvious synergy
Synergistic ** Synergistic **
B. coagulans FRRB 2723No significant
differenceProtective**
No significant difference
Synergistic **
ThermophilesCream sauce Bolognese sauce
Lab-scale(diluted products)
Pilot-scale Lab-scale(diluted products)
Pilot-scale
G. stearothermophilus FRRB 2792 Synergistic ** Synergistic ** Synergistic ** Synergistic **
* significant at 95% ** significant at 99%Olivier et al. 2011. Appl. Environ. Microbiol. 77(7):2317-2324.
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 20
synergism at T<110°C, protection T>110°C?

Impact on food quality and nutrient retention
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2
HPT: food quality • A few publications exist on the quality of HPT products• Foods studied using analytical methods• Broccoli juice• Green beans• Spinach• Tomato puree, juice• Meat sauce• Carrots• Red radish• Jicama
• Foods studied with sensory and consumer panels• Tomato puree• Scrambled egg patties
Matser et al. 2004; Krebbers et al. 2002, 2003; Barbosa-Cánovas and Juliano 2006; Juliano et al. 2005, 2006, 2007, 2012Leadley et al., 2008Gupta et al., 2010Nguyen et al., 2010Knoeckaert et al., 2011Vervoort et al. 2012
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 22
KEY ASPECT: DECREASE TEMPERATURE

HPT: lycopene in tomato paste
Krebbers et al., 2003
118ºC, 20 min
4 min, 72ºCRaw
LYCOPENE AND RED COLOR RETENTION
Sensory panelists preferred color from HPT tomato paste
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 23

HPT: texture on green beans
Krebbers et al. 200275ºC/1000 MPa/80s 2 pulses
MORE FRESHLIKE TEXTURE
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 24
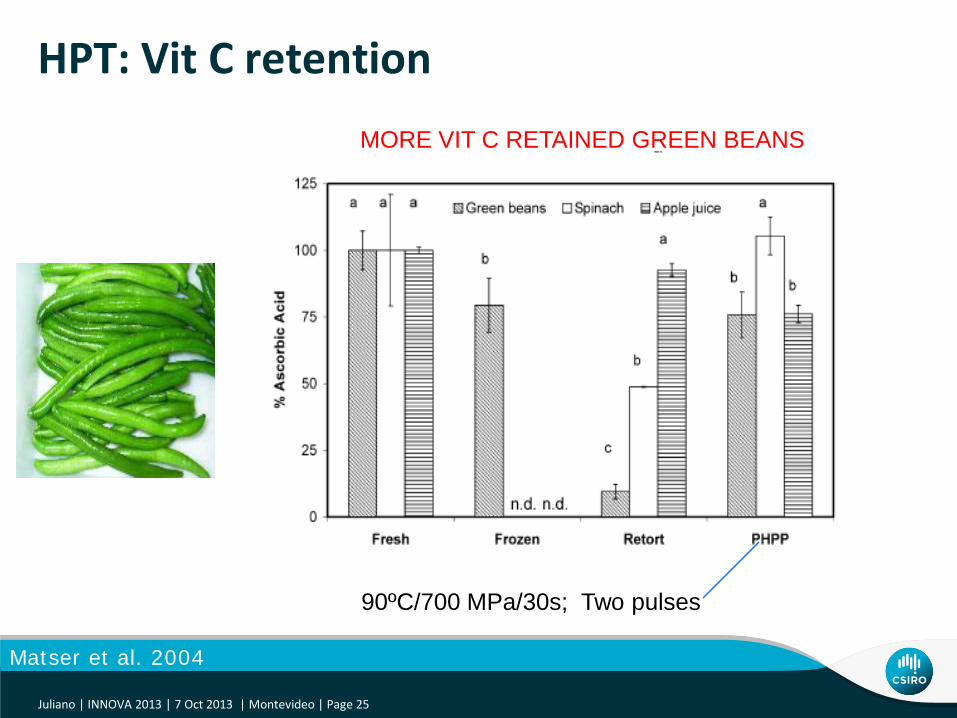
HPT: Vit C retention
Matser et al. 2004
90ºC/700 MPa/30s; Two pulses
MORE VIT C RETAINED GREEN BEANS
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 25
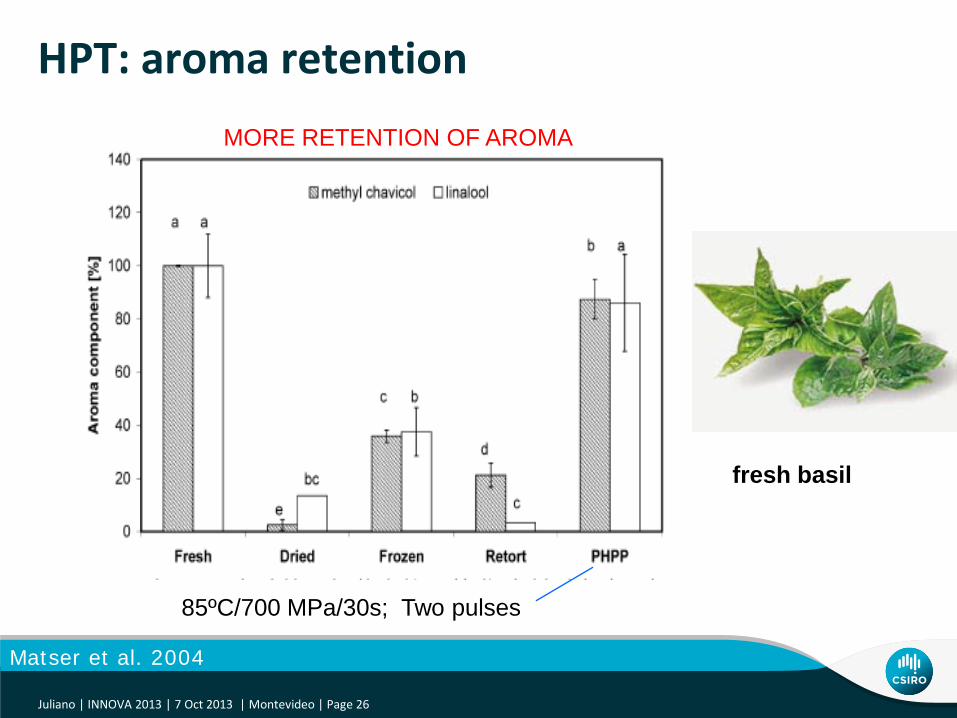
HPT: aroma retention
85ºC/700 MPa/30s; Two pulses
MORE RETENTION OF AROMA
fresh basil
Matser et al. 2004
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 26

Suggested weight: 8 oz, i.e., use two 4 oz patties per pouchSuggested size shape: 4.5 x 3 inches egg patty
Egg product development
Juliano et al. 2005, J Food Quality
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 27

Natick Soldier Center
Academia Partners
Industrial Partners
American Egg Board
COMBAT RATION NETWORK FOR TECHNOLOGY IMPLEMENTATION
NCFST
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 28

Shelf stable egg products by HPHTScrambled egg patty ingredients
MixingMolding
CookingAir: 180º - 250º C
Partial Cooling
Preheating
HPT
t, T, P
Cooling
Testing
Storage5º C, 24 h
Dosing
75º C 6 to 15 min
0º C, 5 min -Steam injection-Water bath at constant T
Levels?-10 mbar-400 mbar-no vacuum
5 min75º C 700 MPa
Formulation Michael Foods
Freezing
Vacuum Packaging
Shipping (-18º C)
Defrosting(5º C, 24 h)
Optional: water addition
Process T: 105ºC
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 29
Product evaluation
• Consumer panels• Instrumental analyses• Texture: TPA analysis• Color: colorimeter, CIE Lab• Syneresis: % weight loss
Electronic booths
Juliano et al. 2005; J Food Sci, Juliano et al. 2007, J Food Quality
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 30
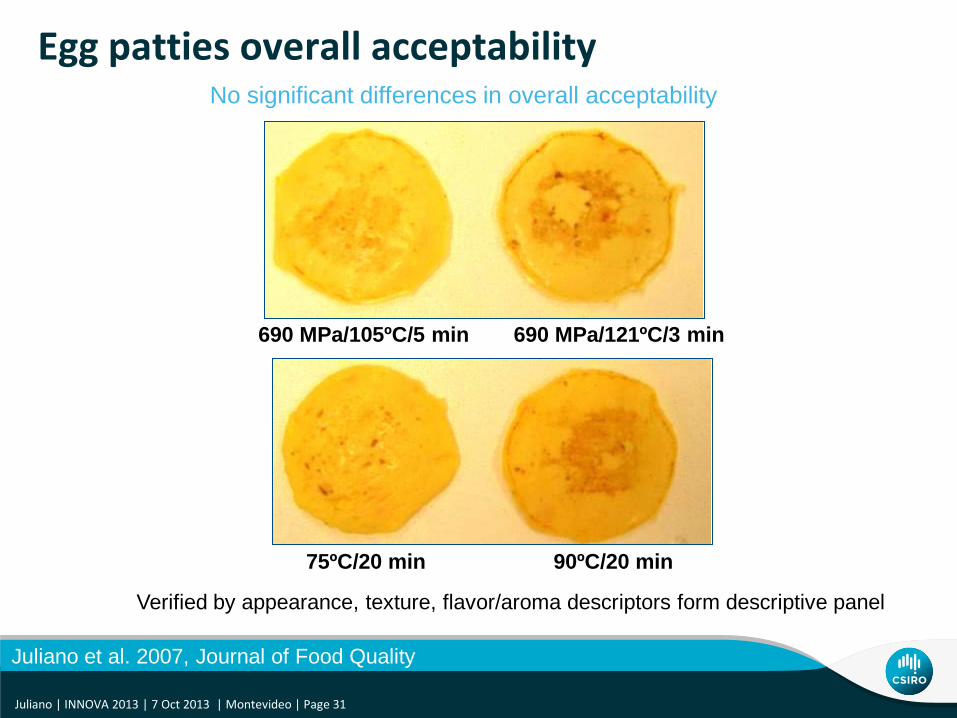
Egg patties overall acceptability
90ºC/20 min75ºC/20 min
690 MPa/105ºC/5 min 690 MPa/121ºC/3 min
Verified by appearance, texture, flavor/aroma descriptors form descriptive panel
No significant differences in overall acceptability
Juliano et al. 2007, Journal of Food Quality
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 31

HPHT egg patties
90ºC/20 min75ºC/20 min
690 MPa/105ºC/5 min 690 MPa/121ºC/3 min
75ºC/20 min
690 MPa/105ºC/5 min
690 MPa/121ºC/3 min
Appearance
Juliano et al. 2007, Journal of Food Quality
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 32

Packaging materials for HPT
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2

Types of packaging materials
• Pouches • materials studied• limitations • comparison with retort pouches
Pyramid plastic pouch
Pyramid foil laminated pouch
MRE PouchSmurfit
• Trays
ToppanCompany
Japan EVOH-based
Al-based
Nippon plastic pouch
PA(nylon) -basedPVDC –MA based
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 34

General requirements for pouch acceptability
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 35
Juliano et al. 2010, Food Engineering Reviews

HPT: packaging studies
•Packaging identification is challenging• Blister formation – packaging integrity• O2/H20 permeability studies after HPT but no much
information on seal integrity and film strength
Some EVOH materials, a PA-based material, and a fewAl-based/metalized pouches showed acceptable visualintegrity after HPT.
The preheating process can affect the overall integrity of thepackage, especially when temperatures greater than 90°C are used
Juliano et al. 2010; Koutchma et al. 2009
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 36 36

Selected materials for HPT
Juliano et al. 2010, Food Engineering Reviews
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 37 37

• Typical temperature–pressure profile of a HPT process
• Oxygen and water vapour transmission rates for packaging materials before and after HPT processing
Bull et al. 2010, Innov Food Sci Emerg Technol
Selected materials for HPT
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2

Equipment and scalability
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2

HPT: available systems
•Laboratory scale•0.02 L - 2 L
•Pilot - Industrial scale•10 L – 17 L•At least five HP-35L units in the world
–Australia; USA (2); The Netherlands; Italy
Preheating system
Sample holder
Cooling system
HP Vessel
Pilot Scale DUST HP-35 L at Kent, WA
Compression fluid: city water
Temperature: up to 130ºCInternal heater to control temperature
Capacity-17 liters
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 40
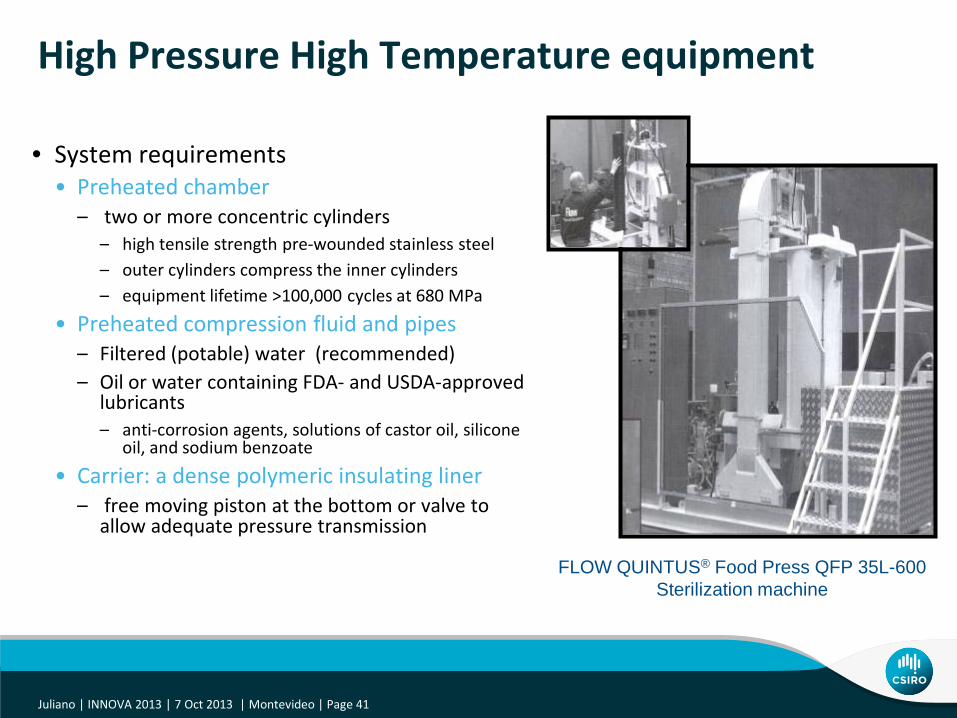
High Pressure High Temperature equipment
• System requirements• Preheated chamber
– two or more concentric cylinders – high tensile strength pre-wounded stainless steel– outer cylinders compress the inner cylinders – equipment lifetime >100,000 cycles at 680 MPa
• Preheated compression fluid and pipes– Filtered (potable) water (recommended)– Oil or water containing FDA- and USDA-approved
lubricants– anti-corrosion agents, solutions of castor oil, silicone
oil, and sodium benzoate
• Carrier: a dense polymeric insulating liner– free moving piston at the bottom or valve to
allow adequate pressure transmission
FLOW QUINTUS® Food Press QFP 35L-600 Sterilization machine
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 41

Thermal insulation
•Liner increases heat retention efficiency
•Four type K thermocouples at top, middle high, middle low, and bottom sections
CARRIER LINER
thermocouples
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 42
Insulated carriers will be key for industrialisation

•Laboratory scale
1.7 L, EPSI,
Max: 700 MPa, 130ºC
•Pilot scale
Hiperbaric/55HT, Max 630 MPa; 90ºC
2 L QFP-6 Max: 900 MPa; 80 ºC .
Main suppliers of HPT equipment:Avure Technologies Inc, Elmhurst Research, Inc. Hiperbaric EPSI StanstedUhde High Pressure Technologies
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 4343
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2
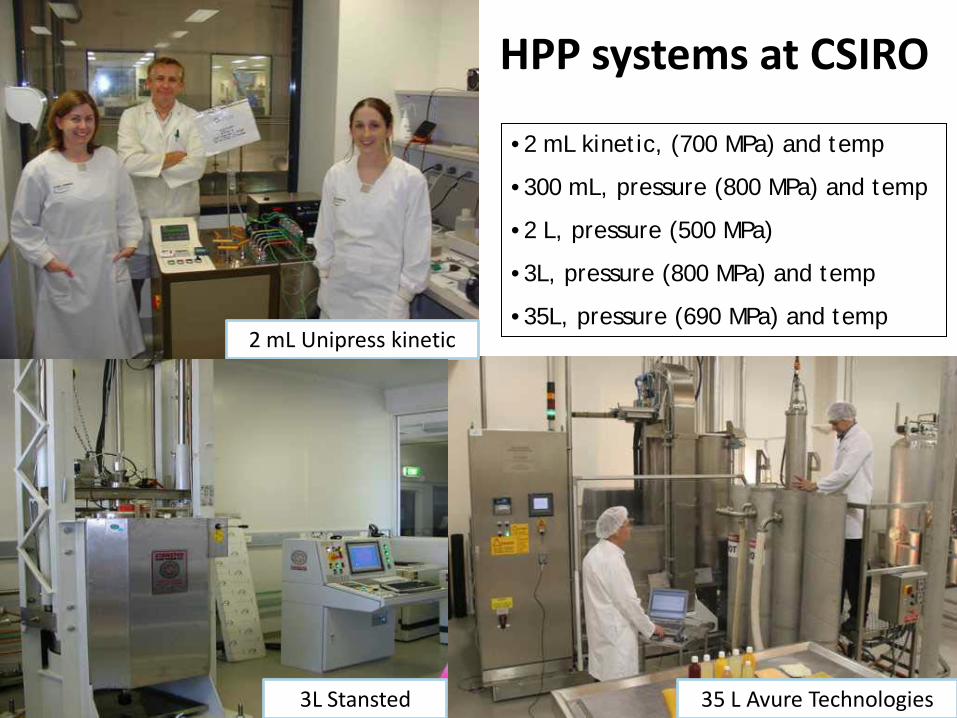
HPP systems at CSIRO
•2 mL kinetic, (700 MPa) and temp
•300 mL, pressure (800 MPa) and temp
•2 L, pressure (500 MPa)
•3L, pressure (800 MPa) and temp
•35L, pressure (690 MPa) and temp
35 L Avure Technologies
2 mL Unipress kinetic
3L Stansted

Equipment costs and energy requirementsCommercial HPP units cost US$ 0.5–2.5 million depending upon capacity and automation level; however, higher costs are considered for HPT systems
Buckow et al. 2008; Mujica-Paz et al. 2011
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 45

Regulatory requirements and validation of the technology
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2

Technology Application Risk (Microbial)
Regulation
PATS Ambient Stable low acid foods
Severe 21CFR113
HPP Shelf life extension (chilled foods)
Moderate GMPs only 21CFR110
HPP/PATS Ambient stable acidified foods
Moderate 21CFR114
HPP Low acid foods (sterilization)
Severe 21CFR113
Regulatory aspects
Martin Cole and Larry Keener, Natick, 2009
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 47

Regulatory aspects• FDA filing of HPT mashed potato product – Feb 2009• DUST program
Patrick Dunne, Natick, 2009
First ever petition to FDA for the commercial use of pressure-assisted thermal sterilization (PATS) processes for application in the production of low acid foods.
Natick Army Labs Sensory Work
Panel Average, Standard DeviationViewing Result Summary Statistics: T09+18A
1 2 3 4 5 6 7 8 9
APPEARANCE Quality
ODOR Quality
FLAVOR Quality
TEXTURE Quality
OVERALL Quality
MRE mashed potato, time=0
HPP mashed potato, time=0
Ratings are on 9-point
Quality scale. N = 12-15
Mean quality scores:MRE = 5.6PATS = 7.2Shown at IFT 2009EXPO Innovation Award
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 48

Generalized PATS ProcessMashed Potato
Preparation PouchFiller
VacuumSealing
Product Cage and
Carrier
Hydrostatic Press
Cooling Tank
Product Cage
Cage / Carrier Transfer 90C Minimum
Pre-heating tank
100°C Water
Official Process Step 1
Official Process Step 2

Measuring pressure and temperature
• Pressure sensors• Pressure gauge
• Temperature sensors• Type T, K thermocouples• Thermo egg
The shell• Highly stress resistant• Low specific heat capacity
• heat sink effect minimal
• High thermal conductivity
Integrity established in ~ 150 runs
0 500 1000 1500 200035
40
45
50
55
60
65
time / s
tem
pera
ture
/ ºC
thermocouple datacorrected Thermo-Egg data
0 500 1000 1500 20000
100
200
300
400
500
600
Pre
ssur
e / M
Pa
pressure
Knoerzer et al. 2011
The data logger• Temperature range
0ºC ≤ T ≤ 130ºC• Measurement intervals ≥ 1 s• Memory:
4,000 logs per run
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 50

Temperature control (Task 1)
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2
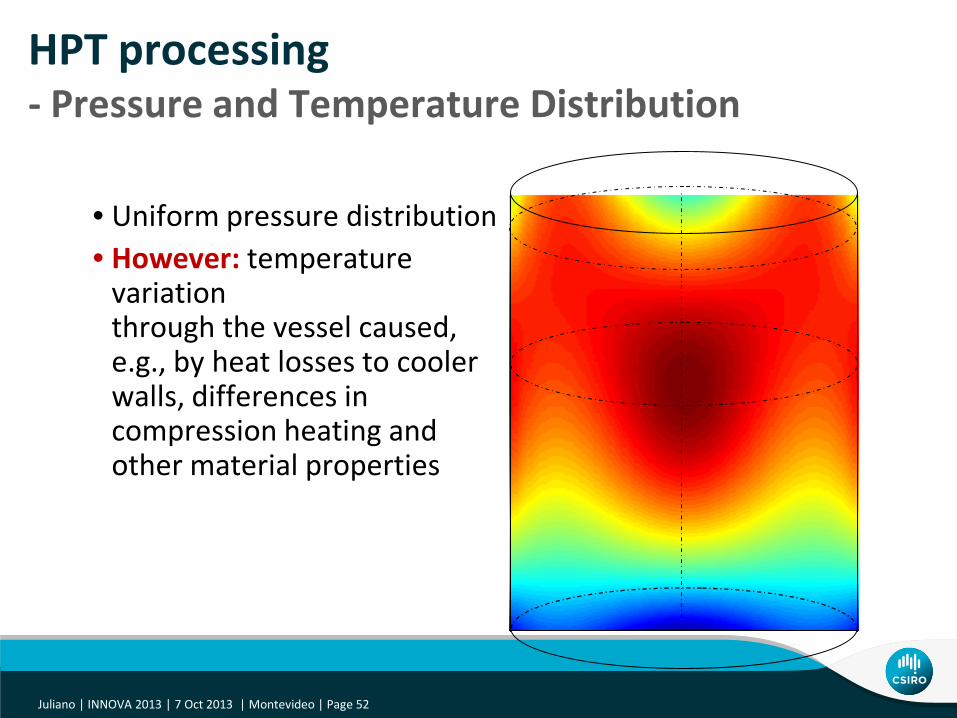
HPT processing- Pressure and Temperature Distribution
• Uniform pressure distribution• However: temperature
variation through the vessel caused, e.g., by heat losses to cooler walls, differences in compression heating and other material properties
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 52
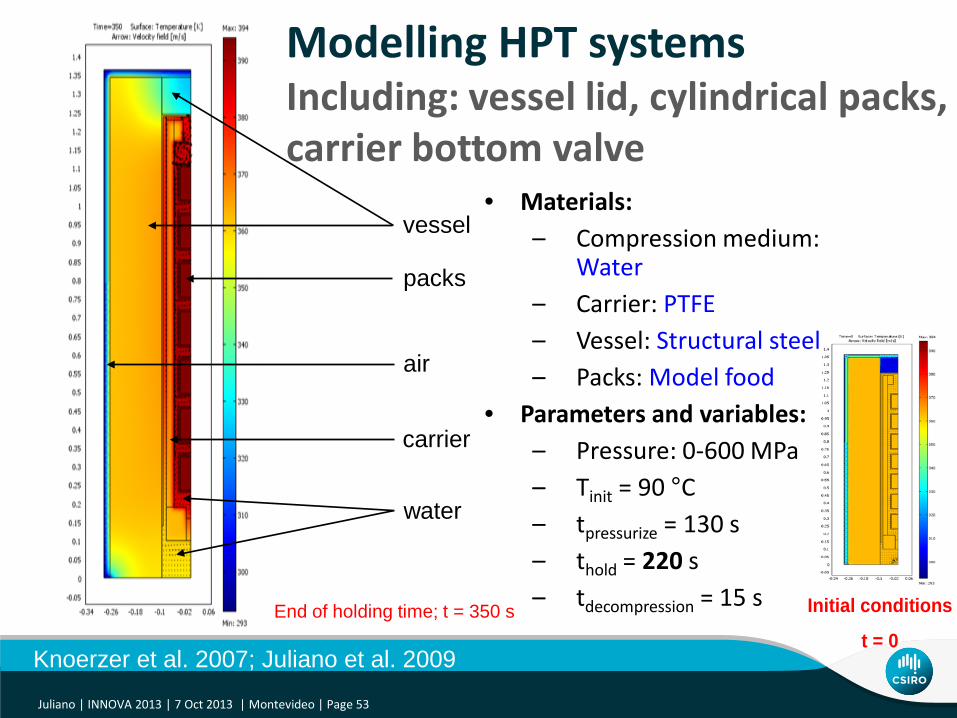
Initial conditions
t = 0
Modelling HPT systemsIncluding: vessel lid, cylindrical packs, carrier bottom valve
carrier
water
• Materials:– Compression medium:
Water– Carrier: PTFE– Vessel: Structural steel– Packs: Model food
• Parameters and variables:– Pressure: 0-600 MPa– Tinit = 90 °C– tpressurize = 130 s– thold = 220 s– tdecompression = 15 s
packs
vessel
air
End of holding time; t = 350 s
Knoerzer et al. 2007; Juliano et al. 2009
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 53

Multiphysics CFD as a design tool
CFD
…
log(
N/N
0)
Modelling can be used for:
Model
Tem
pera
ture
di
strib
utio
nIn
activ
atio
n di
strib
utio
n
Scenario 1 Scenario N
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 54

Challenges and recommendations
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 2

Key success indicators• High Pressure Processing presents potential benefits for low acid food
sterilization• Synergistic inactivation effectiveness• Increased shelf life• Economical benefits
• Control of the preheating step is essential• Retention of heat in the chamber must be maximized to increase inactivation
efficiency • The technology has proven to work for vegetables, meat, and egg products • Product formulation optimization is necessary to come up with the most
adequate novel products• Microbial challenge studies and proper modeling of inactivation kinetics is
fundamental for process validation• The right packaging materials must be identified• NUTRIENT RETENTION IS KEY FOR PRODUCT DIFFERENTIATION FROM
CANNED/THERMALLY TREATED PRODUCTS
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 56

Commercialisation prospects• Industry must weight quality benefit vs. costs• The HPT process must sell convenience, quality and nutrition
(healthy options)• Consumer acceptance is imperative • Optimal treatment conditions must be identified for each
products• Safety must be assured through validation and work with
regulatory agencies• Process Capability to be determined
•Must optimize formulation and processing steps•Go beyond “squeeze and taste”•Reliability and repeatability•Regulatory boundaries – easier first: CFR 113•Meet shelf life goals with proper packaging•HACCP / GMP
Barbosa-Canovas and Juliano, 2006
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 57

CSIRO HPP/HPT team
• Dr. Mary Ann Augustin• Dr. Roman Buckow• Dr. Michelle Bull• Dr Janelle Brown• Dr. Mala Gamage• Dr. Pablo Juliano• Mr. Michael Kelly• Dr. Geoff Knight• Dr. Kai Knoerzer• Mr. Andrew Lawrence
• Ms. Sieh Ng• Ms. Sandra Olivier• Ms. Anita Sikes• Mr. Lloyd Simons• Mr. Rod Smith• Dr. Robert Steel• Mr. Daryl Unthank• Dr. Sandani Udabage• Dr. Kees Versteeg• Dr. Robyn Warner• Others
Juliano | INNOVA 2013 | 7 Oct 2013 | Montevideo | Page 58
Thank youDr Pablo JulianoSenior Research Scientistt +61 3 9731 3276e [email protected] www.csiro.au/fns
CSIRO ANIMAL, FOOD AND HEALTH SCIENCES