High Performance, High Reliability Square & Corner Radius ... · PDF fileEPP4: Four Flute, TH...
7
© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com 230 EPP Series Extremely rigid design and thin coating layer provide highly accurate finishes Improved flute design provides exceptional chip evacuation EPP-CR: Four Flute, TH Coated Corner Radius End Mills EPP4: Four Flute, TH Coated Square End Mills EPP3: Three Flute, CS Coated Square End Mills High Performance, High Reliability Square & Corner Radius End Mills FEATURES 4
Transcript of High Performance, High Reliability Square & Corner Radius ... · PDF fileEPP4: Four Flute, TH...
© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com230
EPP Series
Extremely rigid design and thin coating layer provide highly accurate finishes
Improved flute design provides exceptional chip evacuation
EPP-CR: Four Flute, TH Coated Corner Radius End Mills
EPP4: Four Flute, TH Coated Square End Mills
EPP3: Three Flute, CS Coated Square End Mills
High Performance, High Reliability Square & Corner Radius End Mills
FEATURES
41

© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com 231
EPP Series
41
IntroductIonThe EPP Series End Mills are ideal for the high-speed roughing, semi-finishing and finishing of a wide variety of materials, especially from pre-hardened steels (35HRC) to hardened steels. Their rigid design efficiently evacuates chips and provides excellent workpiece finishes.
FeatureS
1. THCoatedEPP-CRandEPP4forHigh-Speed,High-EfficiencyMachiningofHardenedSteels
2. CSCoatedEPP3forHigh-EfficiencyMachiningofCarbonandAlloySteels
3. Range
1200
1
1000
0.8
800
0.6
600
0.4
400
0.2
1000
1000
2000
2000
3000
3000
4000
4000
HARDNESS
HARDNESS
OXI
DIZ
ING
TEM
P (C
°)C
OEF
FIC
IEN
T O
F FR
ICTI
ON
(μ)
TiN
CS
TiAIN
TiAIN
TH
TiN
The high hardness and oxidation resistance of the revolutionary TH Coating ensure excellent performance and long tool life in 40-55HRC hardened steels such as H13, D2, and A2 as well as pre-hardened steels. High heat resistance makes TH Coated tools suitable for dry cutting.
Nano-crystal technology helps to reduce the friction-resistance of the coating while maintaining the hardness. This reduction in friction decreases tool wear and also makes dry cutting possible.
70HRC
D2 (H) AISI 420
AISI 4140 AISI 304
H13 (A) D2 (A)
AISI 1049
H13 (H)
P21
60
50
40
30
20
0 50(164 sfm) (328.1 sfm)
CUTTING SPEED (m/min)(492.1 sfm) (656.2 sfm)
100 150 200

© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com232
EPP Series
l
ØD
L
Ød
Helix Angle 43°D (Ø3-6) 0/-0.015D (Ø8-10) 0/-0.02d h6
SQUARE NOSE SEMI-FINISHINGROUGHING FINISHING HRC 55
554 FLUTES TH COATING
EPP-CR
Part No. Stock FlutesSize (mm)
Corner Radius ØD l L Ød
EPP4030-02-TH 4 0.2 3 8 60 6EPP4030-05-TH 4 0.5 3 8 60 6EPP4040-02-TH 4 0.2 4 11 60 6EPP4040-05-TH 4 0.5 4 11 60 6EPP4040-10-TH 4 1.0 4 11 60 6EPP4050-02-TH 4 0.2 5 13 60 6EPP4050-05-TH 4 0.5 5 13 60 6EPP4050-10-TH 4 1.0 5 13 60 6EPP4060-03-TH 4 0.3 6 13 60 6EPP4060-05-TH 4 0.5 6 13 60 6EPP4060-10-TH 4 1.0 6 13 60 6EPP4060-15-TH 4 1.5 6 13 60 6EPP4080-03-TH 4 0.3 8 19 75 8EPP4080-05-TH 4 0.5 8 19 75 8EPP4080-10-TH 4 1.0 8 19 75 8EPP4080-15-TH 4 1.5 8 19 75 8EPP4080-20-TH 4 2.0 8 19 75 8EPP4100-03-TH 4 0.3 10 22 80 10EPP4100-05-TH 4 0.5 10 22 80 10EPP4100-10-TH 4 1.0 10 22 80 10EPP4100-15-TH 4 1.5 10 22 80 10EPP4100-20-TH 4 2.0 10 22 80 10EPP4120-05-TH 4 0.5 12 26 100 12EPP4120-10-TH 4 1.0 12 26 100 12EPP4120-15-TH 4 1.5 12 26 100 12EPP4120-20-TH 4 2.0 12 26 100 12EPP4120-30-TH 4 3.0 12 26 100 12
EPP-CR-THFour Flute
=StockeditemsinJapan
© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com 233
EPP Series
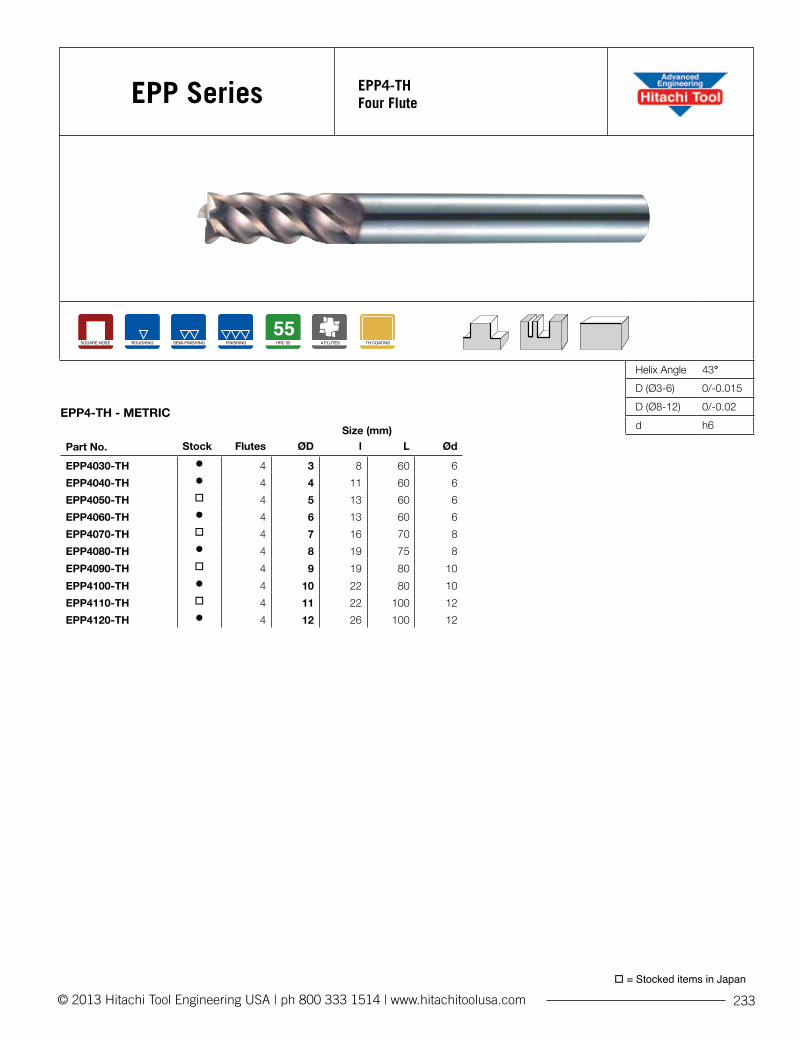
Helix Angle 43°D (Ø3-6) 0/-0.015D (Ø8-12) 0/-0.02d h6
SQUARE NOSE SEMI-FINISHINGROUGHING FINISHING HRC 55
554 FLUTES TH COATING
EPP4-TH - METRIC
Part No.Size (mm)
Stock Flutes ØD l L Ød
EPP4030-TH 4 3 8 60 6EPP4040-TH 4 4 11 60 6EPP4050-TH 4 5 13 60 6EPP4060-TH 4 6 13 60 6EPP4070-TH 4 7 16 70 8EPP4080-TH 4 8 19 75 8EPP4090-TH 4 9 19 80 10EPP4100-TH 4 10 22 80 10EPP4110-TH 4 11 22 100 12EPP4120-TH 4 12 26 100 12
EPP4-THFour Flute
=StockeditemsinJapan
© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com234
EPP Series
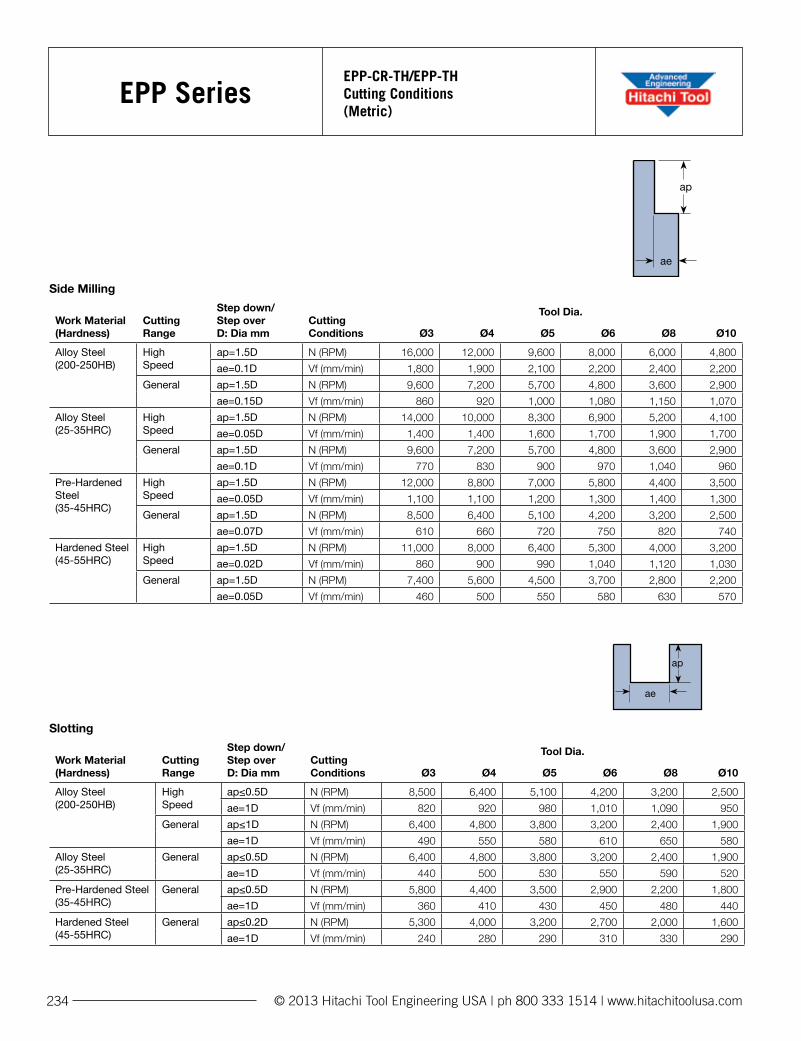
Side Milling
Work Material(Hardness)
CuttingRange
Step down/Step overD: Dia mm
CuttingConditions
Tool Dia.
Ø3 Ø4 Ø5 Ø6 Ø8 Ø10Alloy Steel(200-250HB)
HighSpeed
ap=1.5D N (RPM) 16,000 12,000 9,600 8,000 6,000 4,800ae=0.1D Vf (mm/min) 1,800 1,900 2,100 2,200 2,400 2,200
General ap=1.5D N (RPM) 9,600 7,200 5,700 4,800 3,600 2,900ae=0.15D Vf (mm/min) 860 920 1,000 1,080 1,150 1,070
Alloy Steel(25-35HRC)
HighSpeed
ap=1.5D N (RPM) 14,000 10,000 8,300 6,900 5,200 4,100ae=0.05D Vf (mm/min) 1,400 1,400 1,600 1,700 1,900 1,700
General ap=1.5D N (RPM) 9,600 7,200 5,700 4,800 3,600 2,900ae=0.1D Vf (mm/min) 770 830 900 970 1,040 960
Pre-HardenedSteel(35-45HRC)
HighSpeed
ap=1.5D N (RPM) 12,000 8,800 7,000 5,800 4,400 3,500ae=0.05D Vf (mm/min) 1,100 1,100 1,200 1,300 1,400 1,300
General ap=1.5D N (RPM) 8,500 6,400 5,100 4,200 3,200 2,500ae=0.07D Vf (mm/min) 610 660 720 750 820 740
Hardened Steel(45-55HRC)
HighSpeed
ap=1.5D N (RPM) 11,000 8,000 6,400 5,300 4,000 3,200ae=0.02D Vf (mm/min) 860 900 990 1,040 1,120 1,030
General ap=1.5D N (RPM) 7,400 5,600 4,500 3,700 2,800 2,200ae=0.05D Vf (mm/min) 460 500 550 580 630 570
Slotting
Work Material(Hardness)
CuttingRange
Step down/Step overD: Dia mm
CuttingConditions
Tool Dia.
Ø3 Ø4 Ø5 Ø6 Ø8 Ø10Alloy Steel(200-250HB)
HighSpeed
ap≤0.5D N (RPM) 8,500 6,400 5,100 4,200 3,200 2,500ae=1D Vf (mm/min) 820 920 980 1,010 1,090 950
General ap≤1D N (RPM) 6,400 4,800 3,800 3,200 2,400 1,900ae=1D Vf (mm/min) 490 550 580 610 650 580
Alloy Steel(25-35HRC)
General ap≤0.5D N (RPM) 6,400 4,800 3,800 3,200 2,400 1,900ae=1D Vf (mm/min) 440 500 530 550 590 520
Pre-Hardened Steel(35-45HRC)
General ap≤0.5D N (RPM) 5,800 4,400 3,500 2,900 2,200 1,800ae=1D Vf (mm/min) 360 410 430 450 480 440
Hardened Steel(45-55HRC)
General ap≤0.2D N (RPM) 5,300 4,000 3,200 2,700 2,000 1,600ae=1D Vf (mm/min) 240 280 290 310 330 290
EPP-CR-TH/EPP-THCutting Conditions(Metric)
ap
ae
ap
ae

© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com 235
EPP Series
Helix Angle 43°D (Ø3-6) 0/-0.015D (Ø8-12) 0/-0.02d h5
SQUARE NOSE SEMI-FINISHINGROUGHING FINISHING
40HRC 40 3 FLUTES CS COATING
A
B
EPP3-CS - METRIC
Part No.Size (mm)
Stock Flutes ØD l L Ød Type
EPP3030-CS 3 3 8 60 6 AEPP3040-CS 3 4 11 60 6 AEPP3050-CS 3 5 13 60 6 AEPP3060-CS 3 6 13 60 6 BEPP3080-CS 3 8 19 75 8 BEPP3100-CS 3 10 22 80 10 BEPP3120-CS 3 12 26 100 12 B
EPP3-CSThree Flute
=StockeditemsinJapan

© 2013 Hitachi Tool Engineering USA | ph 800 333 1514 | www.hitachitoolusa.com236
EPP Series
Work Material(Hardness)
CuttingRange
SlottingDia. (mm)
SideMillingDia. (mm)
CuttingConditions
Tool Dia.
Ø3 Ø4 Ø5 Ø6 Ø8 Ø10 Ø12Aluminium AlloyWroughtA7075, A5052
HighSpeed
ap≤0.5D ap=1.5D N (RPM) 37,000 28,000 22,000 19,000 14,000 11,000 9,300
ae=1D ae=0.1D Vf (mm/min) 2,800 2,900 3,200 3,500 3,600 3,300 3,100
General ap≤1D ap=1.5D N (RPM) 21,000 16,000 13,000 11,000 8,000 6,400 5,300
ae=1D ae=0.2D Vf (mm/min) 1,600 1,700 1,900 2,000 2,000 1,900 1,700
Cast Iron(150-200HB)
HighSpeed
ap≤0.5D ap=1.5D N (RPM) 6,400 4,800 3,800 3,200 2,400 1,900 1,600
ae=1D ae=0.1D Vf (mm/min) 480 500 550 600 610 570 530
General ap≤1D ap=1.5D N (RPM) 4,200 3,200 2,500 2,100 1,600 1,300 1,100
ae=1D ae=0.2D Vf (mm/min) 320 340 360 390 410 390 360
Carbon Steel(180-220HB)
HighSpeed
ap≤0.5D ap=1.5D N (RPM) 9,600 7,200 5,700 4,800 3,600 2,900 2,400
ae=1D ae=0.1D Vf (mm/min) 860 860 940 1,010 1,030 1,000 900
General ap≤1D ap=1.5D N (RPM) 7,400 5,600 4,500 3,700 2,800 2,200 1,900
ae=1D ae=0.2D Vf (mm/min) 560 590 650 690 710 660 630
Alloy Steel(200-250HB)
HighSpeed
ap≤0.5D ap=1.5D N (RPM) 7,400 5,600 4,500 3,700 2,800 2,200 1,900
ae=1D ae=0.1D Vf (mm/min) 670 670 740 780 800 760 710
General ap≤1D ap=1.5D N (RPM) 5,300 4,000 3,200 2,700 2,000 1,600 1,300
ae=1D ae=0.15D Vf (mm/min) 400 420 460 500 510 480 430
Pre-hardenedSteel(25-40HRC)
General ap≤0.5D ap=1.5D N (RPM) 5,300 4,000 3,200 2,700 2,000 1,600 1,300
ae=1D ae=0.1D Vf (mm/min) 360 360 400 430 430 410 370
Stainless Steel General ap≤0.5D ap=1.5D N (RPM) 5,300 4,000 3,200 2,700 2,000 1,600 1,300
ae=1D ae=0.1D Vf (mm/min) 290 290 320 340 340 330 290
Titanium AlloysTi-6Al-4V
General ap≤0.2D ap=1.5D N (RPM) 5,300 4,000 3,200 2,700 2,000 1,600 1,300
ae=1D ae=0.1D Vf (mm/min) 360 360 400 430 430 410 370
High Heat Resis-tant AlloysInconel, Hasteloy
General ap≤0.2D ap=1.5D N (RPM) 2,100 1,600 1,300 1,100 800 640 530
ae=1D ae=0.05D Vf (mm/min) 90 100 110 120 110 110 100
- For slotting, please refer to the chart above regarding the depth of cut for slotting.- For side milling, please increase RPM to 1~1.3 times and Feed Rate to 1~1.5 times of the figures in the chart above.- The RPM generally used for slotting is used for spot facing, just lower the feed rate by about 20%.
ap
ae
ap
ae
EPP3-CSCutting Conditions(Metric)