Heat Exchanger Design CHE 311 Final Project MSU

of 15
Transcript of Heat Exchanger Design CHE 311 Final Project MSU
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
1/15
Michigan State University
College of EngineeringDepartment of Chemical Engineering and
Material Science
Final Heat Exchanger Project:
Group: Flummoxed by Flux
CHE 311: Fluid Flow and Heat Transfer
December 6th
2013
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
2/15
2
Executive Summary
Here we report the design and optimization process of a shell-and-tube heat exchanger which
effectively heats a stream of acetone flowing at 80,000 kg/hr from 10 C to 30 C using a stream
of DOWTHERM MX (DMX) flowing at 100,000 kg/hr with an inlet temperature of 100 C as
the heating fluid. This report explains the approach used to determine key system parameters,
such as the heat load, the outlet temperature of the heating fluid, and the Log-mean Temperature
Difference (LMTD), as well as the methods used to design a configuration that satisfies these
constraints. We also include several tables comparing the different configurations studied. All
exchangers are in the E-HS-2CN form, in TEMA nomenclature (E single shell pass, HShot
fluid shell side, 2CN2 tube pass countercurrent).
Energy balance calculations across the tube and the shell side yielded an outlet temperature of
81.02 C for DMX and an LMTD of 70.51 C. These values were used to design and compare
several shell-and-tube heat exchangers. The constraints under which the designs were evaluated
were the following: heat tranfer area, fluid velocity (for both sides), pressure drop (for both
sides) and LMTD correction factor, FG. Preliminary shortcut calculations using Aspen V8.2
suggested a 2-2 shell-and-tube configuration as the lowest area configuration (15.23 m2).
However, specific design constraints and optimization resulted in selection of a 1-2 shell-and-
tube configuration with an area of 22.60 m2
In the final heat exchanger configuration, the cold fluid (acetone) flows at 1.39 m/s through the
tube side. The tube side is composed of 190 2-meter long carbon steel tubes with an outer
diameter of and Birmingham Wire number (BWG) 18 arranged in a 0.938triangular pitch.
DMX flows at 1.73 m/s in the 0.440 m diameter steel shell side.
The convective heat transfer coefficients for the shell and the tube sides were calculated to be
1440 W/(m2C) and 2510 W/(m2C), respectively. Fouling was also accounted for both fluids,
using a value for hdiof 5000 W/(m2C) for (hdi-1=0.0002 m2C/W). Calculation of the overall
heat transfer coefficient (U0) gave a coefficient U0=621 W/(m2C). This value is within 6.5% of
the value calculated by Aspen (584.38 W/(m2C)).
A short discussion for future recommendations is also included at the end of the document.
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
3/15
3
Design approach
The heat exchanger design approach required preliminary calculation to estimate the outlet
temperature for the hot fluid, DOWTHERM MX (DMX). This temperature was calculated with an
energy balance under the assumption that all heat lost by DMX is transferred to the cold fluid
(acetone), i.e. no energy is lost to the surroundings. The properties of the fluids at several
temperatures were exported from Aspen V8.2 and verified using external sources [1,2]. An Excel
spreadsheet containing both fluids properties at different temperatures was used to interpolate to the
outlet temperature (Table 1). The outlet temperature was used as an iterative basis to find the
temperature for which the average heat capacity of the heating medium and the heat capacity
required by the heat balance converged. This temperature was found to be 81.02 C. Obtaining the
outlet temperature for the heating fluid allowed calculating the LMTD. The LMTD was equated to
the heat load and used to calculate the product of the overall heat transfer coefficient (U 0) and totalheat transfer area (A0).
After the set of preliminary calculations, the parameters were used as inputs for in Aspen to
obtain an estimate of the overall heat transfer coefficient as well as the area. This process was
repeated for the following shell-and-tube configurations: 1-2, 2-2, 2-4. Double pipe heat exchanger
configurations were not considered as they would require either large areas or very high velocities to
meet the large flow rates in the present system.
Decreasing heat exchanger area typically results in reducing cost [3]. Therefore, the shell-and-tube configurations were preliminarily ranked in terms of their area. Given the importance of
reducing cost, the heat exchangers efficiency (from most economical to least economical) ranked as
follow: 2-2, 2-4, and then 1-2. The 2-2 shell-and-tube heat exchanger configuration was initially used
for the design. However, given the lack of rigorous LMTD correction data for this configuration, the
calculations were uncertain. In addition, the pressure drops across both sides of the 2-2 heat
exchanger were much larger than the 0.5 bar allowable pressure drop, so the configuration was
ultimately discarded. The next tested configuration was a 2-4 shell-and-tube heat exchanger. This
type of heat exchanger is typically very effective [4], however, the pressure drop under the design
conditions was again too large. The most appropriate configuration was obtained using a1-2 heat
exchanger. Despite the relative large area of this configuration (as compared to the previously
proposed), the parameters used in this configuration met the specific requirements. This
configuration was further optimized to minimize the area and optimize the velocity of the fluids. A
comparison of all the different configurations tried can be seen in Table 5 in the Appendix.
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
4/15
4
The three main constraints that must be maintained within their appropriate ranges are area,
velocity, and pressure drop. These constraints are controlled by optimizing parameters such as the
tube length. Qualitatively, velocity and pressure drop on the tube side increase with tube length while
area decreases. On the shell side, decreasing the baffle spacing or increasing the number of passes
increases pressure drop while decreasing area. As a result, all of these factors must be balanced in
order to keep the system economically feasible with both a reasonable area and a reasonable pressure
drop. A large pressure drop, for example, could require higher inlet pressure or incorporating a pump
downstream. Other parameters such as tube diameter, pitch, and bundle spacing (between tube
bundle and shell) similarly affect area and pressure. Using iterative calculations in Excel, a set of
geometric parameters was determined that fall within optimal ranges (pressure drop less than 0.5 bar,
tube velocity within 1-2 m/s, shell velocity within 1-2 m/s, [7]) while minimizing required area. For
the preliminary Excel calculation, an initial guess for Uowas selected based on Aspen shortcut
calculations. This initial Uo was used to set an initial heat transfer Aoand thereby calculate the
number of tubes (with a fixed length and tube diameter). An output Uo was calculated based on
film coefficients determined from Nusselt number correlations. For each iteration, the initial
guess of Uowas replaced with the calculated value until the two values converged. During these
Excel calculations, it was also determined that pressurizing the acetone stream to 2 bar would be
preferred as it would reduce the percent pressure drop. Fouling was selected based on typical values
for organic heat transfer fluids [3].
After these parameters were selected, the design was simulated with Aspen Detailed
Calculations. Initial values of baffle cut, nozzle diameters, and other geometric parameters were
determined using common values [3,4]. Within the detailed simulation, several iterations were made
to improve pressure drop and reduce area. These iterations included changes of nozzle diameters (to
determine appropriate shell-side pressure drops), length, and Birmingham wire gauge (without
changing heat transfer area this results in a of the decrease pressure drop due to the large cross
sectional area). After the iterations determined appropriate values, these values were inputted into
excel to illustrate the differences between the Aspen and excel calculations. The simulation was thenexported to Aspen Exchanger Design and Rating (EDR) for economic optimization. Aspen EDR
compared several designs, choosing one that minimized cost to $19,744 (see Appendix C). For
specific geometry parameters see Table 6, Appendix D and the Aspen output in Appendix C.
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
5/15
5
Results
Table 1. Component Properties of DMX and Acetone [1,2]
Table 2. Summary of Key Heat Transfer and Flow Properties
Heat Transfer and
Flow Properties
Excel
Calculations
Aspen
Simulation
%
Mismatch
Aspen EDR
Design
% Mismatch
from simulation
Required Heat
Transfer Ao(m2)
-- 22.42 -- 21.33 -4.8
Actual Heat TransferAo(m
2)22.64 22.74 0.44% 24.51 7.7
% Over Design -- 1.45 -- 14.5 100
Uo(W/m C) 621 584 -6.28% 615 5.2
q (kW) 970 919 -5.53% 919 0.0
LMTD (K) 70.51 70.99 0.68% 70.03 1.4
FG 0.98 0.99 0.82% 0.99 0.0
DMX Outlet Tb(C) 81.02 81.99 1.18% 81.99 0.0
hi(W/m C) 2512 2894* 13.2% 2225.8 -23.1
hdi(W/m C) 5000 5000 -- 5000 --
ho(W/m C) 1436 901* -59.4% 884 -1.8
hdo(W/m C) 5000 5000 -- 5000 --
pt(bar) 0.07 0.05 -30.3% 0.13 132.8
pshell(bar) 0.54 0.13 -324.4% 0.08 -37.3
*Found using Aspen Exchanger Design and Rating (EDR), but we were unable to reproduce
exact geometry, explaining the high % errors. Detailed simulations in Aspen Plus did not
provide specific film coefficients.
ComponentProperties
DOWTHERM MX[1] Acetone[2]
Evaluated at T (C): 40 100Interpolated at:
90.5120
kg/m3 948.2 905.2 912.0 786
k W/mK 0.121 0.114 0.115 0.17
Cp J/kgK 1675 1870 1839.2 2182
103kg/ms 9.44 2.09 3.25 0.36
MW (g/mol) -- -- 58.08 238
Pr (Cp/k) -- -- 4.62 51.97
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
6/15
6
Sources of Error
Between the hand calculations and the Aspen outputs, there is consistently an error of
approximately 5% for the overall heat transfer coefficient, Uo, and the heat load, q. It is
suspected that the material properties are the main source of error. When evaluating theproperties of DMX at its arithmetic average temperature (90.1C), a basic interpolation method
was used based on two data points at 40C and 100C. With such a wide range, interpolation can
become inaccurate, particularly if the properties do not vary linearly in this range.
The pressure drop calculation for the shell side also had a consistently high error of about 300%
(see Table 2) between Excel calculation and Aspen calculations. It is suspected that the empirical
relationships between geometry and pressure drop used in Aspen are more refined then those
used in the Excel calculations (See Appendix B). For example, Aspen takes into account the
affect of spacing between the baffles and the shell, whereas the relationship used for Excel
calculations is only dependent on equivalent diameter, pitch, and baffle spacing.
Recommendations for Design and Further Optimization
Based upon analysis from Aspen Plus, Aspen EDR, and preliminary Excel calculations, we
recommend that the heat exchanger follow the geometry parameters specified in Table 6,
Appendix D. This design offers the lowest heat transfer area of 22.6 m2while still satisfactorily
meeting heat load requirements. The economically optimized design suggested by Aspen EDR isa possible option as well, though has a higher heat transfer area of 24.5 m2. If a factor of safety is
desired, taking into account leaking and additional fouling that may develop over years of use,
then the Aspen EDR design may be preferred as it is overdesigned by 14.5%. However if volume
and total sizing is a limiting factor, then the design in Table 6 would be preferred.
It should be noted that both designs adequately meet all requirements but are not entirely
optimized. A further economic optimization route would involve increasing tube length to 2.44
m to match industry standards and reduce waste in cut materials. Increasing the length wouldalso decrease number of tubes and required shell diameter, also cutting costs. We recommend
that more detailed calculations be made in Aspen Plus in combination with Aspen EDR in an
effort to decrease total heat transfer area. The current design was more conservative than perhaps
necessary due to the high pressure drop calculated by hand for the shell side. Recognizing that
the Aspen outputs show a lower pressure drop than the hand calculations, this design could be
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
7/15
7
made more efficient by decreasing the heat transfer area. One potential route for improvement
could be an increased number of baffles in order to increase cross flow and the overal heat
transfer coefficient.
References
1. Dow Chemical. Dowtherm MX Heat Transfer Fluid Product Technical Data. The Dow
Chemical Company, 1999.
2. Engineering ToolBox. 5th December 2013 .
3. Sinnott, R. K. Chemical Engineering Design. Ed. 4th. Vol. 6. Elsevier, 2005.
4. Macabe, W., J. Smithm and P. Harriott. Unit Operations of Chemical Engineering. McGraw-
Hill, 2001.
5. Briedis, Daina. Course Handouts, CHE 311: Fluid Flow and Heat Transfer. Michigan State
University. Fall 2013.
6. Mukherjee, Rajiv. "Effectively Design Shell-and-Tube Heat Exchangers." Chemical
Engineering Progress (1998).
7. Than, Su Thet Mon, Khin Aung Li and Mi Sandar Mon. "Heat Exchanger Design." World
Academy of Science, Engineering and Technology (2008): 604-611.
8. Faghari, A. and Y. Zhang. Transport Phenomena in Multiphase Systems. Burlington: Elsevier,
2006.
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
8/15
8
Appendix A: Design Calculation Examples
Table 3.Sample calculations using Excel.
B C D
2 Properties
evaluated at
T(C)
20 90.5095
3 Component
PropertiesAcetone DMX
4 kg/m3 786 912.00
5 k (W/mK) 0.17 0.115
6
Cp (J/kgK) 2181.818182
1839.155875
7 (kg/m*s) 3.60E-04 3.25E-03
8 (/) (m2/s) 4.580E-07 3.566E-06
9 Pr (Cp/k) 4.62E+00 5.20E+01
10 MW (g/mol) 58.08 238
11 Values Cell references
12 Intial: Ao(m2)
=q/(U0*LMTD*F
G)
22.60 (Heat Load)/(LMTD*D$13*D$14)
13 Initial Guess Uo
(W/m2C)
621 Initial guess retrieved from Aspen
14 Fg 0.98 Retrieved from McCabe (Figure 15.6) [4]
15 Calc: Ao(m2) 22.60 (Heat Load)/(D$17*LMTD*D$14)
16 Cal: Ao(ft2) 243.264 (Heat Load)/(D$17*LMTD*D$14)* 10.7639
17 Calc 1/Uo
(W/m2C)
1.61E-031/D$60+1/D$61+D$24*LN(D$24/D$25)/(2*D$21)+(D$24/D
$25)*(1/D$39)+(D$24/D$25)*(1/D$38)
18 Calc Uo
(W/m2
C)
6.21E+02 1/D$16
19Calc Uo
(BTU/ft2F)
0.030399337
1/D$16/20248
20 Values Cell references
21 Tube Fluid Acetone Acetone
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
9/15
9
22 Tube Material Steel Steel
23 kw(W/mC) 52 Retrieved from Engineering Toolbox [2]
24 v (m/s) 1.390 mdot/($C$4*D32)
25 BWG 18 Retrieved from McCabe (Appendix)[4]
26
27do(m) 0.01905
Retrieved from McCabe (Appendix) and converted
(0.75in*0.0254m/in)
28 di(m) 0.0165608 Retrieved from McCabe (Appendix) [4]
29 t (m) 1.24E-03 (D24-D25)/2
30 L (m) 2 2
31 Total Nt 189 D12/D30
32 Np 2 2
33Heat Atube(m
2
) 1.20E-01 PI()*D24*D2734 Flow Atube(m
2) 2.15E-04 PI()*D25^2/4
35 Total Aflow(m2) 2.03E-02 D28*D31/D29
36 Pitch Type TRIANGULAR Selected
37 PT(m) 2.38E-02 D24*1.25
38 C=PT- do (m) 4.76E-03 D34-D24
39 Re 5.03E+04 ($C$4*D25*D22)/$C$7
40 Nu 2.45E+02 0.023*D36^0.8*$C$9^0.4
41 hi(W/m2C) 2.51E+03 D37*$C$5/D25
42 hi(BTU/ft2F) 442 D37*$C$5/D25*0.1761
43 hdi(W/m2C) 5000 Retrieve from Sinnott (Table 12.2)
44 hdi(BTU/ft2F) 5000 5000*0.1761
45 ft 9.00E-03 Retrieved from Table 5.53 (McCabe)
46 pt(Pa) 7.73E+03 ($C$4*D22^2)/(2)*((D40*D27)/D25+4)*D29
47 preturn(Pa) 6.08E+03 4*D29*($C$4*D22^2)/(2)
48 Total pt(bar) 0.14 (D41+D42)/10^5
49 Total pt(psi) 2.0305 (D41+D42)/10^5*14.5037
50 Pin (bar) 2.026 1.013*2
51 %p drop 6.82% D43/D44
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
10/15
10
Appendix B: Equations Used*
q =m H=mCp T; m = VAflow Tlm=
(Thb Tcb ) (Tha Tca )ln (Thb Tcb )
(Tha Tca )
Q = UAFG Tlm Z=
Tha Thb
Tcb Tca; H= Tcb Tca
Tha Tca;FG determined from figure 15.6 [5]
Heat transfer Reynolds #: Re tube =r VtDi ; Reshell=
r VshDe ;De= 4A
flow
LHTperimeter
Flow Reynolds: Reshell=r V
sh
DH ; Triangle Pitch: DH=
3.44PT
2
p do do
1
U0=
1
hi
r0ri+
1
hdi
r0ri+
rk
r0rlm
+1
hd0+
1
h0;hdfouling
Nutube=hidikf
= 0.023Re0.8 Pr0.3
Nushell=hoDekf
= 0.36Re0.55 Pr1/3
ptubes= NpftLtDit
+ 4
Vt22gc
pshell= DsDe
Vsh22
fs(N
b+1); fs= exp(0.576 0.19ln(Resh )); Nb= LtB
1;For 1-2 HX:Ds= Dbundle+ 0.056;Dbundle=do
Nt0.249
1/2.207
Shell Flow AreaAs=DsCB
PT
; Pitch PT=1.25do; C=PT do; B = Baffle Spacing
*All equations and variable definitions used in this report are taken from course handouts (e.g.
Heat Transfer Help Sheet [8]) or can be found in the course textbook, McCabe [5].
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
11/15
11
Appendix C: Spreadsheets and Aspen Outputs
Table 4. System parameters
System Properties Acetone DMX
(kg/hr) 80000 100000(kg/s) 22.22 27.78
Ta(C) 10 100
Ta(K) 283.15 373.15
Tb(C) 30 81.019
Tb(K) 303.15 354.17
q (MW) 0.9697 -0.9697
LMTD (K) 70.51
Table 5. Comparison of Preliminary Shortcut Calculations and Finalized Design
Heat Transfer Ao(m ) Uo(W/m C)
Shortcut
Calculation
1-2 HX 18.8 730
2-2 HX 15.2 850
2-4 HX 15.2 850
Hand Calc 1-2 HX 22.6 620
Detailed Calc 1-2 HX 22.7 580
Figure 1. Temperature Profile Plot
Stream Temperatures
TS Bulk Temp. SS Bulk Temp
Distance from End (mm)
0 200 400 600 800 1000 1200 1400 1600 1800 2000
10
20
30
40
50
60
70
80
90
100
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
12/15
12
Aspen Simulation Output
*** OVERALL RESULTS ***
DUTY AND AREA:
CALCULATED HEAT DUTY WATT 918904.8519
CALCULATED (REQUIRED) AREA SQM 22.4166
ACTUAL EXCHANGER AREA SQM 22.7420
PER CENT OVER-DESIGN 1.4520
HEAT TRANSFER COEFFICIENT:
AVERAGE COEFFICIENT (DIRTY) WATT/SQM-K 584.3846
AVERAGE COEFFICIENT (CLEAN) WATT/SQM-K 584.3881
UA (DIRTY) J/SEC-K 13099.8882
LOG-MEAN TEMPERATURE DIFFERENCE:
THERMAL EFFECTIVENESS (XI) 0.2221
NUMBER OF TRANSFER UNITS (NTU) 0.2850
LMTD CORRECTION FACTOR 0.9881
LMTD (CORRECTED) K 70.1460
NUMBER OF SHELLS IN SERIES 1
NUMBER OF SHELLS IN PARALLEL 1
STREAM VELOCITIES:
SHELLSIDE MAX. CROSSFLOW VEL. M/SEC 0.7415
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
13/15
13
SHELLSIDE MAX. CROSSFLOW REYNOLDS NO. 5046.7091
SHELLSIDE MAX. WINDOW VEL. M/SEC 0.9854
SHELLSIDE MAX. WINDOW REYNOLDS NO. 6706.7435
TUBESIDE MAX. VELOCITY M/SEC 1.3675
TUBESIDE MAX. REYNOLDS NO. 55901.4452
PRESSURE DROP:
SHELLSIDE, BAFFLED FLOW AREA N/SQM 12041.7048
SHELLSIDE, NOZZLE N/SQM 681.3618
SHELLSIDE, TOTAL N/SQM 12723.0666
TUBESIDE, TUBES N/SQM 5012.7961
TUBESIDE, NOZZLE N/SQM 357.5980
TUBESIDE, TOTAL N/SQM 5370.3941
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
14/15
14
Appendix D: Mechanical Summary
Table 6. Key Geometric and Design Parameters
Geometric Parameter Dimension Geometric Parameter Dimension
vtube (m/s) 1.4 Pitch Type Triangular
Tube Material Carbon Steel Tube Pitch PT(m) 0.0238
Tube BWG 18 Total Tube Aflow(m ) 0.0203
Tube do(m) 0.01905 Dbundle(m) 0.384
Tube di(m) 0.0166 Shell diameter DS(m) 0.440
Tube Length (m) 2 vshell (m/s) 1.7
Tube Number Nt 190 Baffle Number NB 9
Tube passes Np 2 Shell passes Np 1
Baffle Spacing B (m) 0.2
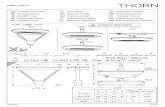
Figure 2. Tube Layout generated by Aspen EDR
Figure 3. Shell and Baffle Layout generated by Aspen EDR
99.95
m
m
120.57
m
m
-
. .
7.
7.
7.
.
.
. . .
.
.
. 7
.7 7
.7 7
7
.
.
75
75
2969 Overall
339 223 220 1555
223 461 1074
Pulling Length 1460
T1
T2 S1
S2
A
379
379
T2
T1
379
379
S1
S2
416
Views on arrow A
-
8/13/2019 Heat Exchanger Design CHE 311 Final Project MSU
15/15
15
Appendix E: Validation of Answer and Check of Realistic Results
The specifications of this design are considered to be realistic based upon typical values
published in several heat exchanger design guides [3,6,7]:
Optimal tube-side velocities for acetone are typically between 1.5 and 3 m/s, asdescribed in Table 8.2 in the course handout [5]. The velocity in this design is 1.4 m/s,
which is slightly lower than this suggested range. However, another design guide
suggested a reasonable range of 1-2 m/s [7], and it was found in this case that a slightly
lower tube-side velocity resulted in a more reasonable pressure drop.
Optimal shell-side velocities for benzene are typically between 1.4 and 2.8 m/s [Table
8.2, ref. 5]. As DMX is an alkylated aromatic, it likely has similar behavior and viscosity
as benzene, so this range should serve as a good approximation. The shell side velocity
for this design is 1.7 m/s, which is taken to be reasonable.
As these streams are at relatively low pressure, a reasonable pressure drop for both the
shell and tube side should be below 10 psi or about 0.5 bar. In this design, pressure dropis maintained well below 0.5 bar for both streams (see Table 2).
This tube uses a nominal outer diameter tube of carbon steel. Carbon steel tubes are
inexpensive and the diameter is common and preferred for compact exchanger
designs with low-fouling fluids [7].
The optimum ratio of tube length to shell diameter is typically between 5 and 10 [7]. For
this design the ratio is 4.5. This is less than optimal, but still reasonable.
The Shell diameter is typically about 56 mm larger than the bundle diameter [7], which
is determined by the number and size of tubes. This spacing is specified to both reduce
shell-side pressure drop and to increase the ease of construction and maintenance of theexchanger [6].
The preferred tube lengths are: 1.83 m, 2.44 m, 3.66 m, 4.88 m and 7.32 m [7]. The tube
length selected is 2 m. This is not ideal due to the English basis of many tubes. A future
design optimization for economics would likely take this into account and adjust the
length to 2.44 m. However, the length is reasonable from a sizing perspective.
For the heating requirements of this system, a 1-2 heat exchanger is appropriate. A 2-4
heat exchanger may decrease area requirements, but the complexity of construction and
maintenance are likely economically prohibitive and unnecessary for the relatively low
heat load.