HDPE blow molding applications - Interpolimeri S.p.A.
23
HDPE blow molding applications Vistamaxx™ performance polymers
Transcript of HDPE blow molding applications - Interpolimeri S.p.A.

This presentation includes forward-looking statements. Actual future conditions (including economic conditions, energy demand, and energy supply) could differ materially due to changes in technology,
the development of new supply sources, political events, demographic changes, and other factors discussed herein (and in Item 1A of ExxonMobil’s latest report on Form 10-K or information set forth
under "factors affecting future results" on the "investors" page of our website at www.exxonmobil.com). This material is not to be reproduced without the permission of Exxon Mobil Corporation.
HDPE blow molding applications
Vistamaxx™ performance polymers

Vistamaxx™ performance polymers

3 Vistamaxx™ performance polymers
HDPE blow molding market overview

The HDPE blow
molding market
HDPE in blow molding ≈ 11 MT in 2015,
growing at ≈ 3.3% p.a.
Dominant markets are:
• Household industrial chemicals (HIC)
• Beverage bottles
• Industrial drums (large part)
Use of unimodal HDPE dominates
globally; bimodal HDPE is more
popular in Europe
Key bottle properties are:
• Environmental Stress Cracking Resistance
(ESCR)
• Impact resistance
• Top load
0
500
1000
1500
2000
2500
HD
PE
vo
lum
e [
kT
]
HDPE consumption in blow molding in 2015
AP
AM
EMEAF
Source: Townsend database
25%
8%
67%
HDPE consumption in blow molding by resin in 2015
BimodalHMW UnimodalUnimodal
Source: Townsend database

5 Vistamaxx™ performance polymers
Beverage
bottles
Household industrial chemicals
(HIC)
Large part /
industrial drums
Applications
• Water
• Dairy
• Juice
• Home and agricultural chemicals
• Some food, caps and closures
• Industrial drums
• Bulk containers
Critical
considerations
• Barrier and stiffness
• Taste and odor
• Contamination/defects
• ESCR
• Impact resistance
• ESCR and impact resistance
• Top load and stiffness
• More sensitive to MI changes
Typical density for
HDPE resin (g/cc) 0.960 0.940 – 0.955 0.945 – 0.955
Typical MI for
HDPE resin @ 190ºC/2.16kg
(g/10min)
0.3 – 0.7 0.2 – 0.5 < 0.1
Insights on key blow molding applications
ESCR & impact resistance are key properties
in segments like HIC and industrial drums
5

6 Vistamaxx™ performance polymers
Optimize ESCR and impact
performance of the base
HDPE resin with Vistamaxx™
performance polymers
6

• Produced using proprietary metallocene
catalyst technology
• Semi-crystalline copolymers of propylene
and ethylene
• Tailored ethylene content (4-16 w%) to
balance properties
• Vistamaxx 6102 was selected to bring
ESCR and impact performance at low
levels (5-10 wt%) in HDPE
Properties 6102
Ethylene content [wt%] Based on EM test method
16
MI (@ 190°C/2.16kg) [g/10min] Based on ASTM D1238
1.4
Density [g/cc] Based on ASTM D1505
0.862
Flexural Modulus [MPa] 1% Secant Based on ASTM D790
12.3
Data from tests performed by or on behalf of ExxonMobil.
These typical properties are not to be construed as specifications.
Isotactic PP
microcrystalline
regions
Amorphous
regions due to
ethylene
comonomer
incorporation
7
Vistamaxx™
performance polymers

8 Vistamaxx™ performance polymers
ESCR @ 50°C[hours]
Impact Resistanceat RT
[kJ/m2]
Flexural Modulus[MPa]
MI[g/10min]
Density[g/cc]
0
0
0 0
0.93
120
60
1000 0.5
0.95
Improved ESCR and
impact resistance in
HDPE blow molding High ESCR performance
• Improves ESCR of standard HDPE resin
• Equals or outperforms ESCR of high performance
Unimodal HDPE resin
• Substitution of high ESCR Unimodal HDPE at lower cost
Outstanding impact resistance
• Improves impact resistance of standard HDPE resin and
outperforms high ESCR Unimodal HDPE resin
• Durability and less breakage of blow molded part
Excellent processability
• Little influence on MI of standard HDPE resin
• Reliable blow molding operation
Soft / squeezable bottle
• Reduction in density and flexural modulus makes it a softer
part compared to standard HDPE resin
• Drawback is loss in stiffness, resulting in loss in top load of
the final blow molded part
Standard
HDPE
High ESCR
Unimodal HDPE
Standard HDPE +
8 wt% Vistamaxx
6102
Testing on molded plaques
Data from tests performed by or on behalf of ExxonMobil
Vistamaxx™ performance polymers

9 Vistamaxx™ performance polymers
Case study:
Tailoring technical performance
through Vistamaxx™ performance
polymers addition 9
10 Vistamaxx™ performance polymers
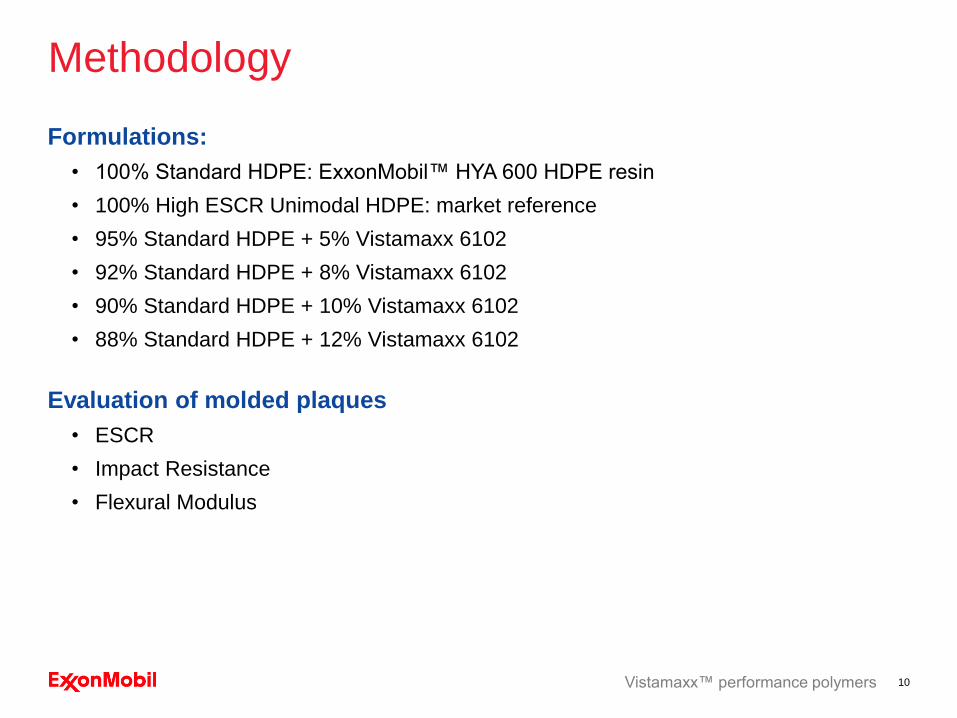
Formulations:
• 100% Standard HDPE: ExxonMobil™ HYA 600 HDPE resin
• 100% High ESCR Unimodal HDPE: market reference
• 95% Standard HDPE + 5% Vistamaxx 6102
• 92% Standard HDPE + 8% Vistamaxx 6102
• 90% Standard HDPE + 10% Vistamaxx 6102
• 88% Standard HDPE + 12% Vistamaxx 6102
Evaluation of molded plaques
• ESCR
• Impact Resistance
• Flexural Modulus
Methodology

11 Vistamaxx™ performance polymers
0
50
100
150
200
250
0 5 8 10 12
ES
CR
@ 5
0°C
f50 [
ho
urs
]
%wt Vistamaxx 6102 in standard HDPE
High ESCR Unimodal HDPE
Vistamaxx 6102 at 8 wt% or higher in standard HDPE
outperforms the ESCR performance of high ESCR Unimodal HDPE resin
Tailoring the ESCR performance of standard
HDPE resin
Tests on molded plaques:
ExxonMobil test method
MEZ068 based on ASTM
D1693, condition B;
10% Igepal CO-630 solution
at 50ºC
Data
fro
m t
ests
perf
orm
ed b
y or
on b
ehalf o
f E
xxonM
obil

12 Vistamaxx™ performance polymers
Vistamaxx 6102 significantly improves the impact performance of standard HDPE,
outperforming the high ESCR Unimodal HDPE resin.
Lower flexural modulus results in a softer / more squeezable part,
but with reduction in top load performance.
Providing outstanding impact performance in
standard HDPE resin
Tests on molded plaques:
Notched Izod Impact Resistance based on ISO 180/1A
Flexural Modulus based on ISO 178
Data
fro
m t
ests
perf
orm
ed b
y or
on b
ehalf o
f E
xxonM
obil
0
100
200
300
400
500
600
700
800
900
1000
0
10
20
30
40
50
60
0 2 4 6 8 10 12
Fle
xu
ral
Mo
du
lus [
MP
a]
Imp
act
Resis
tan
ce a
t R
T [
kJ/m
2]
wt% Vistamaxx 6102 in standard HDPE
Impact Resistance at RT
Impact Resistance at RT for highESCR Unimodal HDPE
Flexural Modulus
Flexural Modulus for high ESCRUnimodal HDPE

13 Vistamaxx™ performance polymers
Conclusions
13

14 Vistamaxx™ performance polymers
Vistamaxx polymers in HDPE blow molding
Delivered attributes Derived benefits
Environmental stress
cracking resistance (ESCR)
• Improved ESCR of standard HDPE to match or
outperform ESCR for high ESCR Unimodal HDPE
• Substitution of specialty HDPE at lower cost
Impact resistance
• Tailoring impact resistance of standard HDPE,
outperforming high ESCR Unimodal HDPE
• Durability and less breakage of blow molded parts
Excellent processability
• Minor changes versus processing of standard HDPE
• Reliable blow molding operation
Softness
• Soft and squeezable blow molded part
• Drawback is loss in top load resistance

15 Vistamaxx™ performance polymers
Test methods
Properties Test based on
Density (23ºC) ISO 1183
MI (190ºC/2.16kg) ISO 1133
Tensile Modulus (5 mm/min) ISO 527-2
Flexural Modulus (1% secant) ISO 178
Hardness (15 sec) ISO 868
Tensile stress at yield (50 mm/min) ISO 527-2
Elongation at yield (50 mm/min) ISO 527-2
Notched Izod Impact at Room Temperature ISO 180/1A
Vicat (10N) ISO 306 / A50
ESCR @ 50°C (10% Igepal) ASTM D1693, cond B
Top load ASTM D2658
16 Vistamaxx™ performance polymers
Disclaimer
©2016 ExxonMobil. ExxonMobil, the ExxonMobil logo, the interlocking “X” device and other product or service names used herein are
trademarks of ExxonMobil, unless indicated otherwise. This document may not be distributed, displayed, copied or altered without
ExxonMobil's prior written authorization. To the extent ExxonMobil authorizes distributing, displaying and/or copying of this document, the
user may do so only if the document is unaltered and complete, including all of its headers, footers, disclaimers and other information.
You may not copy this document to or reproduce it in whole or in part on a website. ExxonMobil does not guarantee the typical (or other)
values. Any data included herein is based upon analysis of representative samples and not the actual product shipped. The information
in this document relates only to the named product or materials when not in combination with any other product or materials. We based
the information on data believed to be reliable on the date compiled, but we do not represent, warrant, or otherwise guarantee, expressly
or impliedly, the merchantability, fitness for a particular purpose, freedom from patent infringement, suitability, accuracy, reliability, or
completeness of this information or the products, materials or processes described. The user is solely responsible for all determinations
regarding any use of material or product and any process in its territories of interest. We expressly disclaim liability for any loss, damage
or injury directly or indirectly suffered or incurred as a result of or related to anyone using or relying on any of the information in this
document. This document is not an endorsement of any non-ExxonMobil product or process, and we expressly disclaim any contrary
implication. The terms “we,” “our,” "ExxonMobil Chemical" and "ExxonMobil" are each used for convenience, and may include any one or
more of ExxonMobil Chemical Company, Exxon Mobil Corporation, or any affiliate either directly or indirectly stewarded.

17

18 Vistamaxx™ performance polymers
Back-up

19 Vistamaxx™ performance polymers
ESCR on blow molded bottles
ESCR MEZ068 (Based on ASTM D 1693, condition B) - 10% Igepal - 50°C on
bottle samples; specimen prepared per protocol below
No samples broken after 672 hours:
blow molded bottles exhibited low stress
20 Vistamaxx™ performance polymers
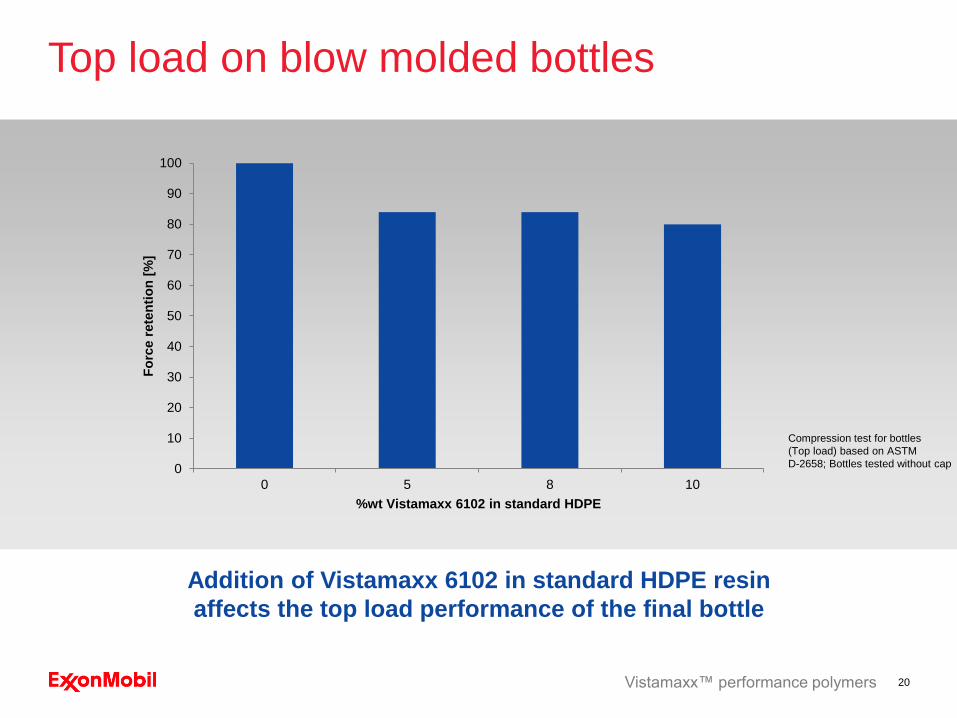
Top load on blow molded bottles
0
10
20
30
40
50
60
70
80
90
100
0 5 8 10
Fo
rce r
ete
nti
on
[%
]
%wt Vistamaxx 6102 in standard HDPE
Addition of Vistamaxx 6102 in standard HDPE resin
affects the top load performance of the final bottle
Compression test for bottles
(Top load) based on ASTM
D-2658; Bottles tested without cap
21 Vistamaxx™ performance polymers
What is Environmental Stress Cracking?
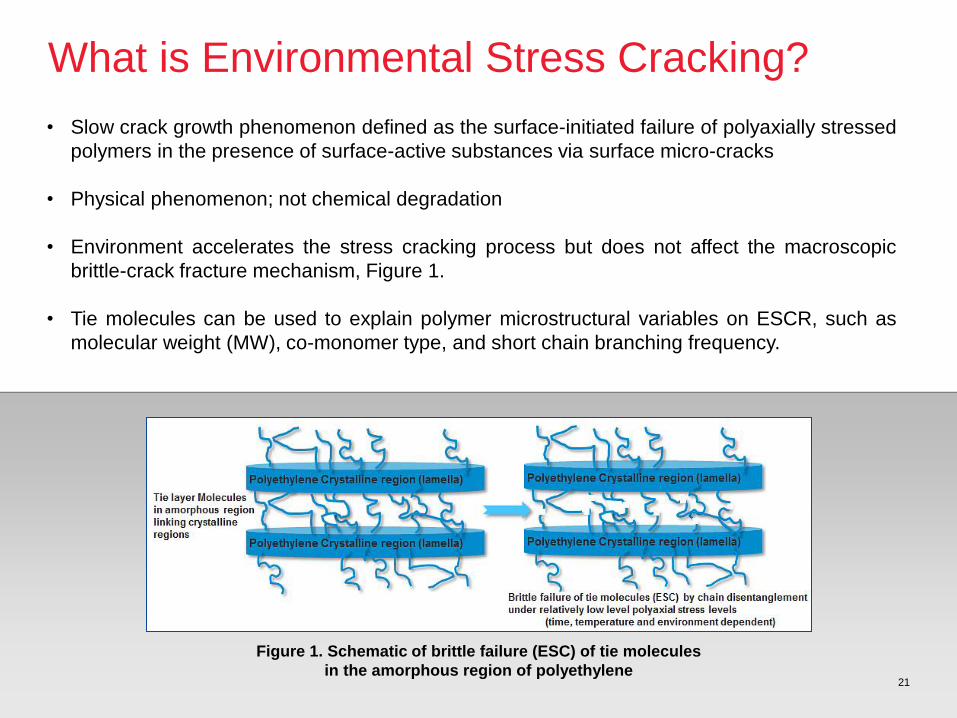
• Slow crack growth phenomenon defined as the surface-initiated failure of polyaxially stressed
polymers in the presence of surface-active substances via surface micro-cracks
• Physical phenomenon; not chemical degradation
• Environment accelerates the stress cracking process but does not affect the macroscopic
brittle-crack fracture mechanism, Figure 1.
• Tie molecules can be used to explain polymer microstructural variables on ESCR, such as
molecular weight (MW), co-monomer type, and short chain branching frequency.
Figure 1. Schematic of brittle failure (ESC) of tie molecules
in the amorphous region of polyethylene 21

22 Vistamaxx™ performance polymers
ESCR testing
Test standard • Testing was conducted according to Internal test method,
• MEZ 068 Environmental Stress Crack Resistance (revision 4: 29/04/10)
(based on ASTM D-1693, Environmental Stress - Cracking of Ethylene Plastics)
Test protocol • Sample plaques compression molded from each blend in a Collin vertical press (based on ASTM D-4073)
• Sample preparation between 2 and 4 days prior to testing
• Test reagent prepared 1 day before testing initiated
• Bath heating initiated 1 day before testing
• 10 test specimens cut from molded plaque using ASTM D1693 cutter within 25 hours of molding
• Specimen conditioning for a minimum of 40 hours at 23 °C
• Specimen notching using a CEAST notcher jig (max 100 notches per notch blade)
• Racks of 10 test specimens bent into test jig, placed in test tube, filled with test solution and placed in heated
bath and monitored over the test period
• The time to crack failure (hours) of each specimen was recorded
• Test is complete when all 5 and /or all 10 specimens had failed
• Reagents: 10% solution of Igepal CO-630 and high purity de-ionized water
Testing • Testing commenced within 40 to 96 hours after conditioning had begun
• The time to crack failure (hours) of each specimen was recorded
• Test temperatures: 10% Igepal solution – 50 °C
• Test was complete after 336 hours; plus reporting of F50 was achieved

ESCR testing
• Testing was conducted using an internal EMCC test method MEZ
068, based upon ASTM D 1693. Originally, ASTM D1693 specified
that 100% Igepal® was to be used for all conditions but the test
period to failure was too long. A more aggressive 10% by volume
Igepal® solution was substituted in order to cause more rapid
failure. The latest revision of ASTM D1693 reflects this.
• Presence of a Notch The fact that a sample or a piece of pipe is
notched allows the crack propagation to start earlier, because of
the introduction of a critical defect. Brittle failures are typically
facilitated due to the state of stresses and strains generated in the
sample by a notch. Therefore, the way the notch is milled,
especially its geometry (notch length and notch tip radius) may
affect the times to failure. This factor is as important as the stress,
temperature and the surface active agent.
• When considering ESCR, it is important for the resin customer to
compare "apples to apples. “ Find out test conditions such as
temperature, surfactant used, bottle type and weight, among other
variables. For best comparison, the polymers in question should be
subjected to side by- side testing, using the same equipment,
operator and environment. These conditions minimize much of the
test variation and give the fairest comparison.
Temperature controlled
water bath
IGEPAL solution
Sample support
Bracket
10 notched test
specimens
(or un-notched)
23