
HCIL - Naphthalene Value Proposition · PDF fileIndia’s largest manufacturer of coal tar...
11
HCIL - Naphthalene Value Proposition This document is confidential and is intended solely for the use and information of the client to whom it is addressed.
-
Upload
truongmien -
Category
Documents
-
view
215 -
download
3
Transcript of HCIL - Naphthalene Value Proposition · PDF fileIndia’s largest manufacturer of coal tar...
HCIL - Naphthalene Value Proposition
This document is confidential and is intended solely for
the use and information of the client to whom it is addressed.
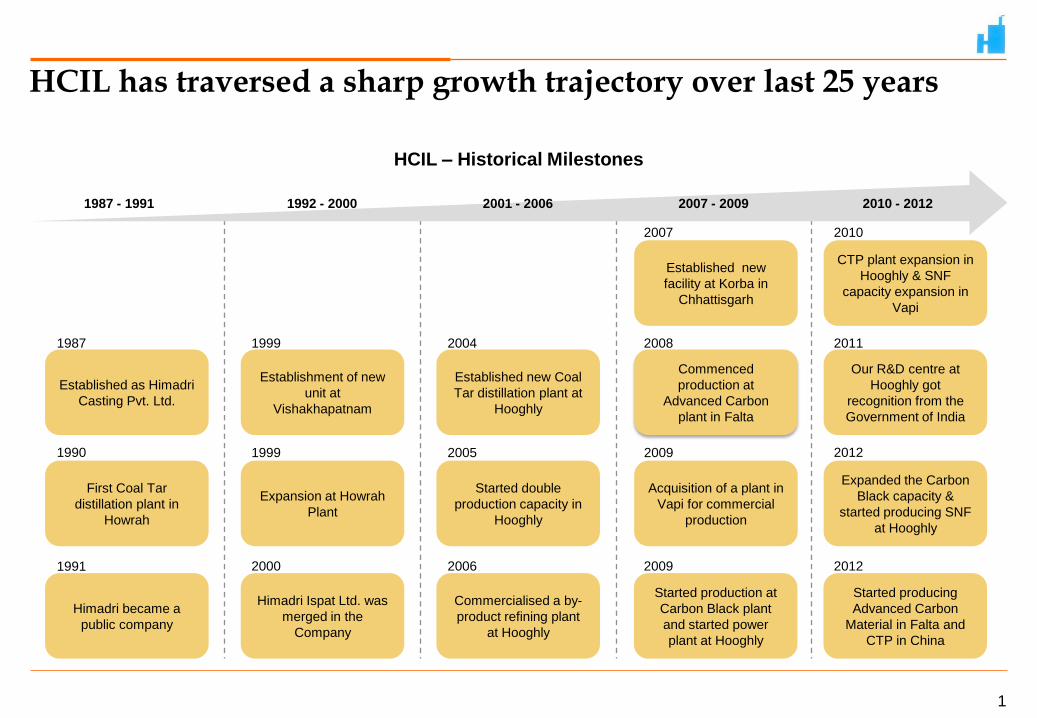
Established as Himadri
Casting Pvt. Ltd.
First Coal Tar
distillation plant in
Howrah
Himadri became a
public company
1987
1990
1991
Himadri Ispat Ltd. was
merged in the
Company
Establishment of new
unit at
Vishakhapatnam
Expansion at Howrah
Plant
1999
1999
2000
Established new Coal
Tar distillation plant at
Hooghly
2004
Started double
production capacity in
Hooghly
2005
Commercialised a by-
product refining plant
at Hooghly
2006
Established new
facility at Korba in
Chhattisgarh
2007
Commenced
production at
Advanced Carbon
plant in Falta
2008
Acquisition of a plant in
Vapi for commercial
production
2009
Started production at
Carbon Black plant
and started power
plant at Hooghly
2009
CTP plant expansion in
Hooghly & SNF
capacity expansion in
Vapi
2010
Our R&D centre at
Hooghly got
recognition from the
Government of India
2011
Started producing
Advanced Carbon
Material in Falta and
CTP in China
2012
Expanded the Carbon
Black capacity &
started producing SNF
at Hooghly
2012
HCIL has traversed a sharp growth trajectory over last 25 years
HCIL – Historical Milestones
1987 - 1991 1992 - 2000 2001 - 2006 2007 - 2009 2010 - 2012
1
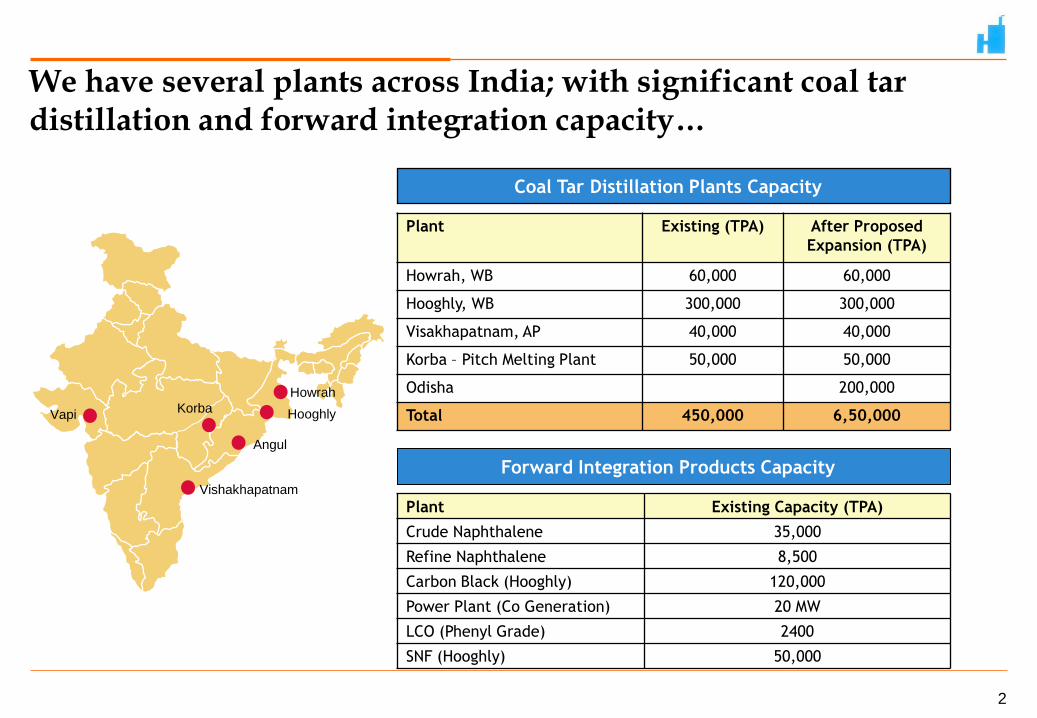
We have several plants across India; with significant coal tar distillation and forward integration capacity…
2
Plant Existing (TPA) After Proposed
Expansion (TPA)
Howrah, WB 60,000 60,000
Hooghly, WB 300,000 300,000
Visakhapatnam, AP 40,000 40,000
Korba – Pitch Melting Plant 50,000 50,000
Odisha 200,000
Total 450,000 6,50,000
Coal Tar Distillation Plants Capacity
Forward Integration Products Capacity
Plant Existing Capacity (TPA)
Crude Naphthalene 35,000
Refine Naphthalene 8,500
Carbon Black (Hooghly) 120,000
Power Plant (Co Generation) 20 MW
LCO (Phenyl Grade) 2400
SNF (Hooghly) 50,000
Vapi
Vishakhapatnam
Angul
Howrah
Hooghly Korba

3
Himadri is India’s largest manufacturer of coal tar derivatives, with focus on technological innovation and research
About Himadri
Public listed company in India with strong financial partners
Total turnover of over Rs 1500 Crore, growing at a CAGR of 25-30%
India’s largest manufacturer of coal tar pitch
– application in manufacture of carbon anodes for aluminum smelters and graphite electrodes for EAF furnaces in steel
Diversified business portfolio with naphthalene, refined naphthalene,
carbon black, SNF and advanced carbon along with coal tar pitch
Application of naphthalene in dyes, textile industry and for making
naphthalene balls
Focus on technological innovation and research
– one of 3 global manufacturers of Zero Quinoline Insoluble (“QI”) Pitch, critical input for manufacturing graphite
– known for superior quality pitch – Himadri plants are the only ones in India using advanced technology for tar distillation
– pioneered innovations in logistics to enable smooth integration with our customers
Himadri’s Institutional Investors
Strong financial investor base:

We offer a wide product range that serves the requirements of a wide customer base of reputed global organizations
Himadri Global Customer Base – Selected Examples
Coal Tar Pitch
Creosote Oil
Naphthalene
SNF, PCE
Carbon Black
Product Offerings
4

Over the years, HCIL has achieved a unique competitive advantage in the chemicals and naphthalene space
HCIL’s Unique
Competitive
Advantage
Integrated Value
Chain - assured RM
supply
State-of-Art
Manufacturing
Experienced Team Strong Customer Base
Research &
Innovation
High Quality
Product Portfolio
Complete downstream integration in the
coal tar value chain, with products including
CTP, CB, Naphthalene, SNF
Proprietary technology for advanced
carbon and naphthalene treatment
1
3
5
2
4
6
Advanced R&D and quality control facilities
State-of-art quality control and testing set-up
Dedicated research facilities and technical
bandwidth to develop innovative products
20+ years of deep experience and know-how
of naphthalene operations
Senior technical team comprising experts of
multiple nationalities
Automatic control technology resulting
in superior and consistent naphthalene
quality with better rheological properties
Strong market pull for our high product
quality globally
HCIL offers high quality material
catering to all major business segments
Excellent after sale support system
Proven ability to win customers
Already supplying to leading dye and
ball manufacturers
5

6
Himadri : Awards & Honors
HCIL has bagged several awards & honors including the “Best Large Corporate of West Bengal” by Economic Times
‘Best Large Corporate’ of WB in INR 1000+ Cr Category 2013
‘Highest Job Creator’ of WB in INR 1000+ Cr Category 2014
7
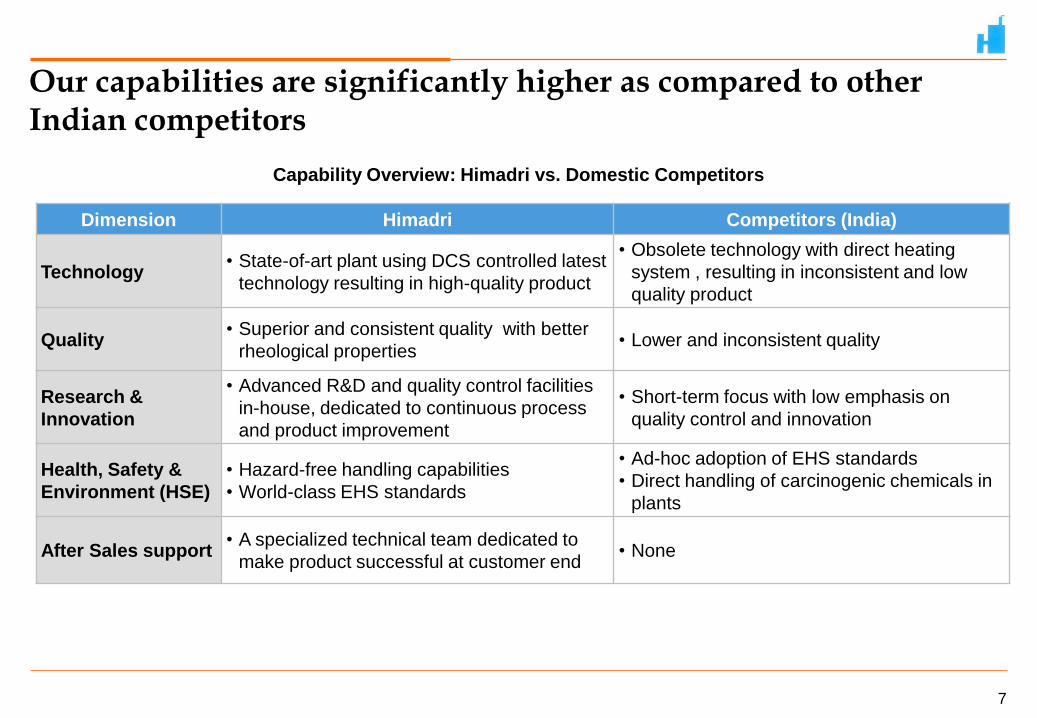
Our capabilities are significantly higher as compared to other Indian competitors
Dimension Himadri Competitors (India)
Technology • State-of-art plant using DCS controlled latest
technology resulting in high-quality product
• Obsolete technology with direct heating
system , resulting in inconsistent and low
quality product
Quality • Superior and consistent quality with better
rheological properties • Lower and inconsistent quality
Research &
Innovation
• Advanced R&D and quality control facilities
in-house, dedicated to continuous process
and product improvement
• Short-term focus with low emphasis on
quality control and innovation
Health, Safety &
Environment (HSE)
• Hazard-free handling capabilities
• World-class EHS standards
• Ad-hoc adoption of EHS standards
• Direct handling of carcinogenic chemicals in
plants
After Sales support • A specialized technical team dedicated to
make product successful at customer end • None
Capability Overview: Himadri vs. Domestic Competitors
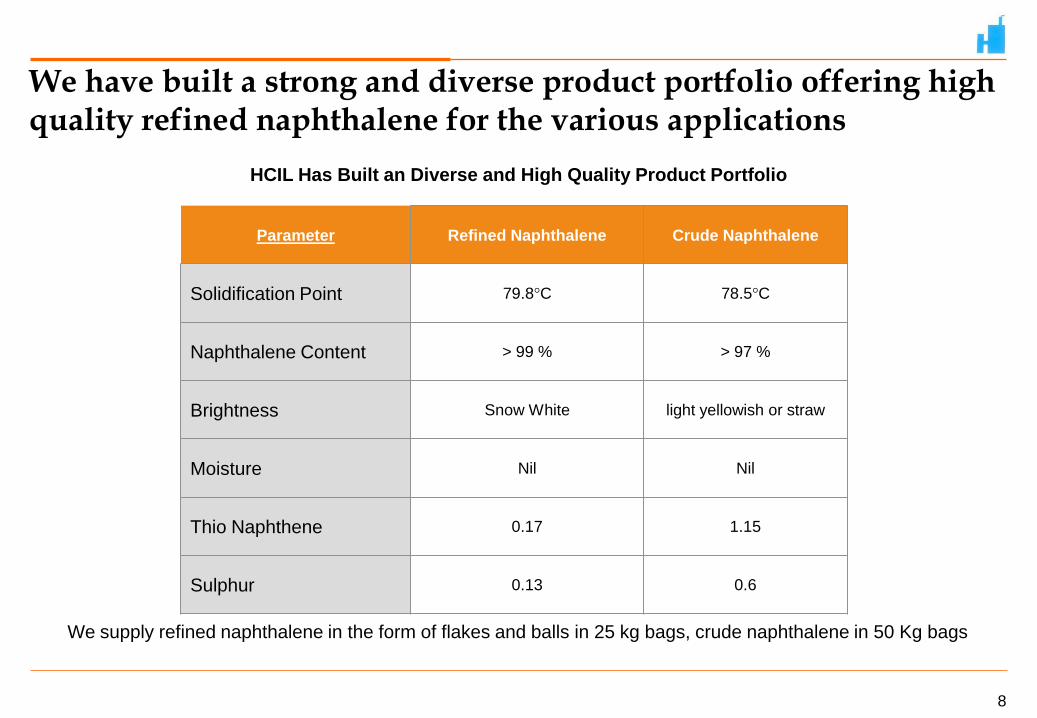
We have built a strong and diverse product portfolio offering high quality refined naphthalene for the various applications
HCIL Has Built an Diverse and High Quality Product Portfolio
Parameter Refined Naphthalene Crude Naphthalene
Solidification Point 79.8°C 78.5°C
Naphthalene Content > 99 % > 97 %
Brightness Snow White light yellowish or straw
Moisture Nil Nil
Thio Naphthene 0.17 1.15
Sulphur 0.13 0.6
8
We supply refined naphthalene in the form of flakes and balls in 25 kg bags, crude naphthalene in 50 Kg bags

We have demonstrated a proven ability to consistently supply to marquee customers across end-use industries in India and abroad
9
Select Customers In
Refined Naphthalene
Select Customers In
Crude Naphthalene
HCIL maintains clear differentiation in the market, in terms of quality consistency, supply reliability,
robust technical services as well as product customization based on customer requirements
HCIL’s led by a capable and committed senior team with vast experience in the Refined Naphthalene space
10
Strong Senior Team With Relevant Experience in the Naphthalene Space
Experienced Team of 15-20 senior team members
– Experience of 20-25 years
– Domain expertise in operations, product innovation
and marketing
– Multi-national team with experience across key
regions
Contact Us:
Shailik Sanyal
Manager – Corporate Strategy and Business Development, Head Office
8, India Exchange Place,2nd Floor, National Insurance Building
Kolkata, 700001, India,
Email Id: [email protected]; Website: www.himadri.com
Tel: +91 33 22104263/64; Extn – 168; Fax: +91 33 22309051; Mobile: +91 8585003023


















