
Hanningfield WTP Essex & Suffolk Water. UK Water Supply Only Companies.
61
Hanningfield WTP Essex & Suffolk Water
-
Upload
chad-strickland -
Category
Documents
-
view
221 -
download
1
Transcript of Hanningfield WTP Essex & Suffolk Water. UK Water Supply Only Companies.

Hanningfield WTP
Essex & Suffolk Water

UK Water Supply Only Companies





Essex Plants
• Chigwell Row: 90 ML/d– ozone: atmospheric pressure static mixer
– 18 slow sand filters (6 with GAC sandwich)• 10 cm GAC on bottom
• Hanningfield: 220 ML/d
• Lever le Haye: 120 ML/d– slow sand (all sandwich) (no ozone)
• Langford: 60 ML/d– 2 stage ozone (diffusers)
• Langham: 55 ML/d– ozone: pressurized static mixer
– 12 slow sand filters (10 sandwich)

Chigwell Row Plant

Langham Plant


Suffolk Plants
• Barsham– River Waverly
– post GAC, no ozone
• Lound– lake source, no pesticides (no ozone)
• Ormesby– River Buer, pesticide problems
– considered ozone, but ruled out in final design
– 8 GAC contactors





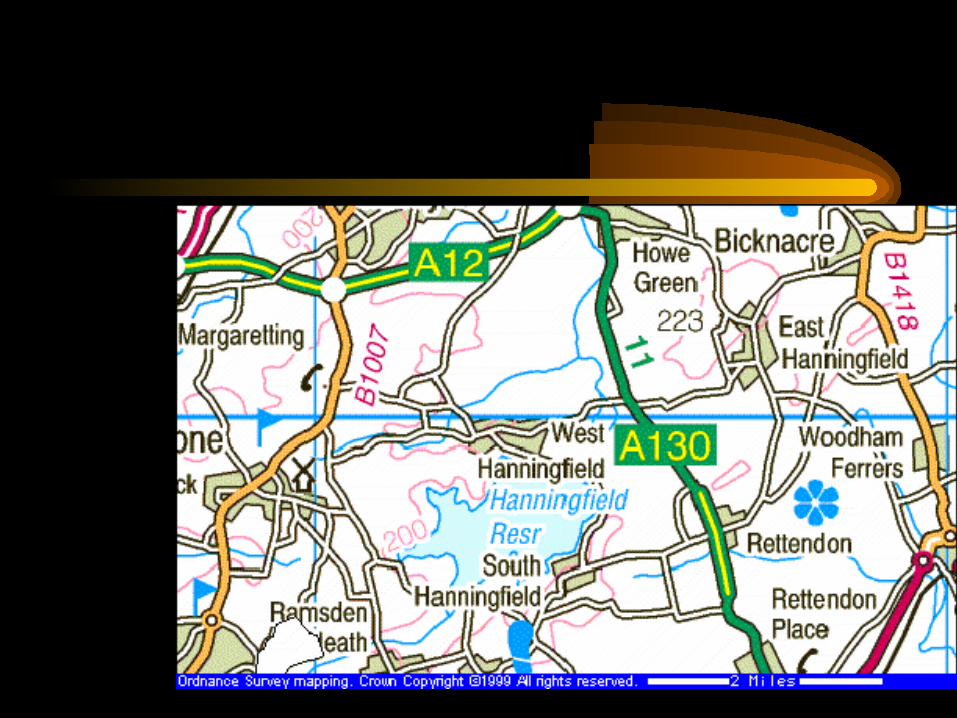


Hanningfield Dam
• Reservoir: 25,000 ML

Essex and Hanningfield
Area

Raw Water
• DOC = 5-6 mg/L
• algae– blue greens are particularly troublesome
• formerly produced high levels of THMs– pre-chlorination
• phosphate = 2-4 mg-PO4/L
Treatment Train
• Pre ozone
• Flash Mix
• Pulsator Clarifier
• Pellet Reactor Softener
• Rapid Gravity Filter
• Intermediate Ozonation
• GAC Adsorption
• Chlorination

Ozonation
• Liquid Oxygen Feed– owned and operated by BAA (?)
• Three Degremont Generators– 18 kg/hr each
• Dose: designed for 5 mg/L total, current application is much less– 0.75 mg/L as pre
– 0.35 mg/L intermediate
– no residual out of either tank
– ceramic diffusers

Ozone (continued)
• Purpose– algae control– pesticide removal
• isoproturon: most importantly - works well– mecoprop, diuron, chlortoluone, 2,4-D also
• doesn’t work so well alone for atrazine or simizine– but concentrations of these are dropping anyway
– THM control

Thermal Ozone Destruct

Rapid Mix
• Original tanks were too large– floc growth began before exiting tank– Coagulant addition to tank effluent

Coagulant Addition• Addition on effluent weirAddition on effluent weir
• Ferric SulfateFerric Sulfate– 6 mg-Fe/L6 mg-Fe/L
• Polymer (LT20)Polymer (LT20)– 0.1 mg/L0.1 mg/L

Coagulation
• Removes phosphate– otherwise it would interfere with softening
process

Pulsator
• Degremont design– 3 m/hr overflow– upflow sludge blanket– draw and release on 40 s & 10 s cycle– 0.5 meter draw up



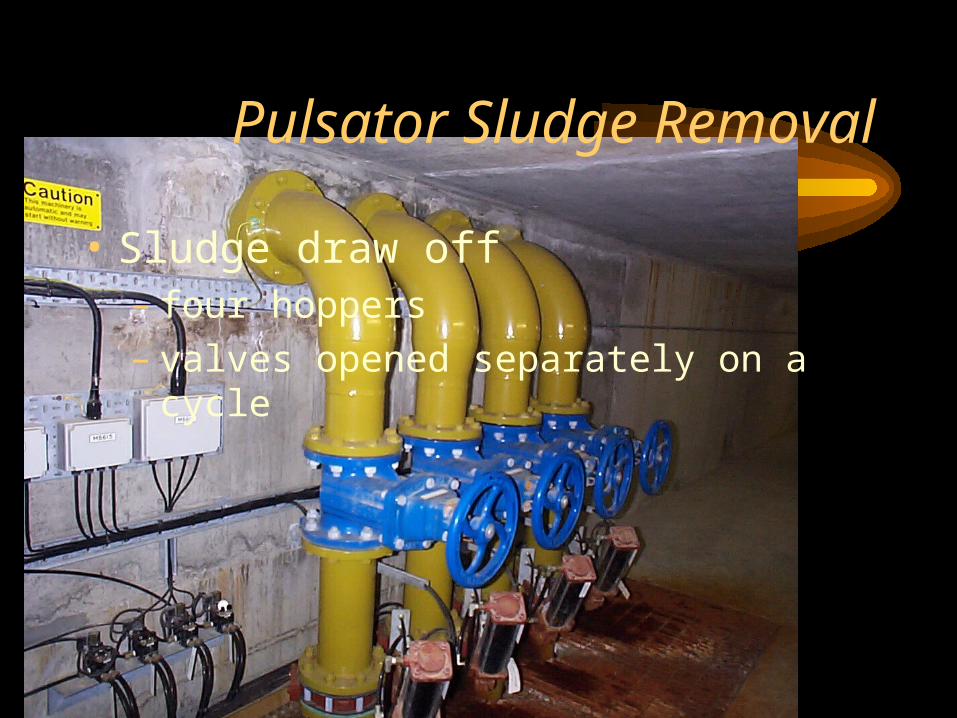
Pulsator Sludge Removal
• Sludge draw off– four hoppers– valves opened separately on a cycle

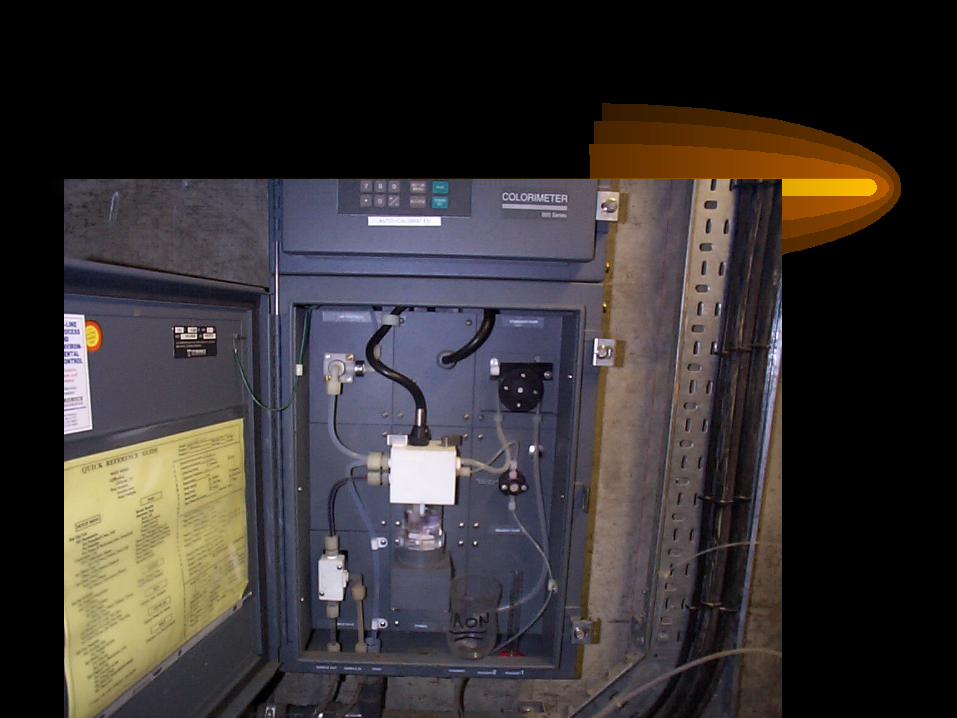
On-line Iron Analyzer
• Measures total Iron– colorimetric method
• Purpose: to monitor floc carryover– usually mirrored by
turbidity

Pumping Station
• From pulsator to softener

Lime Hoppers

Lime Saturator

Pellet Reactor Softener
• controllers
Pellet Reactor Softeners
• “Fast” alternative to precipitative softening– applicable to waters at 8 C or higher
• as temp drops below 6 C, Lime carryover occurs
– most used for groundwater• where there are now extreme low temperaturs
– only a few others for surface water• Leiden, Netherlands
• Use of sand accumulators– fine sand rises to to and stays there until it grows larger

Pellet Reactor Softeners
• Degremont Design– 8 units x 30 ML/d each– 5 minute contact (fast)– 80 m/hr overflow at center of tank
• where sludge blanket is located
• Lime addition (48 mg/L dose ?)• Introduction of Silver Sand
– 0.2 mm as clean sand– 2-3 mm after accumulation of “chalk”

Pellet Reactor Bottom


Pellet Draw-off

Pellet Reactor Softeners
• Entry of water at bottom

Top of Pellet Reactor
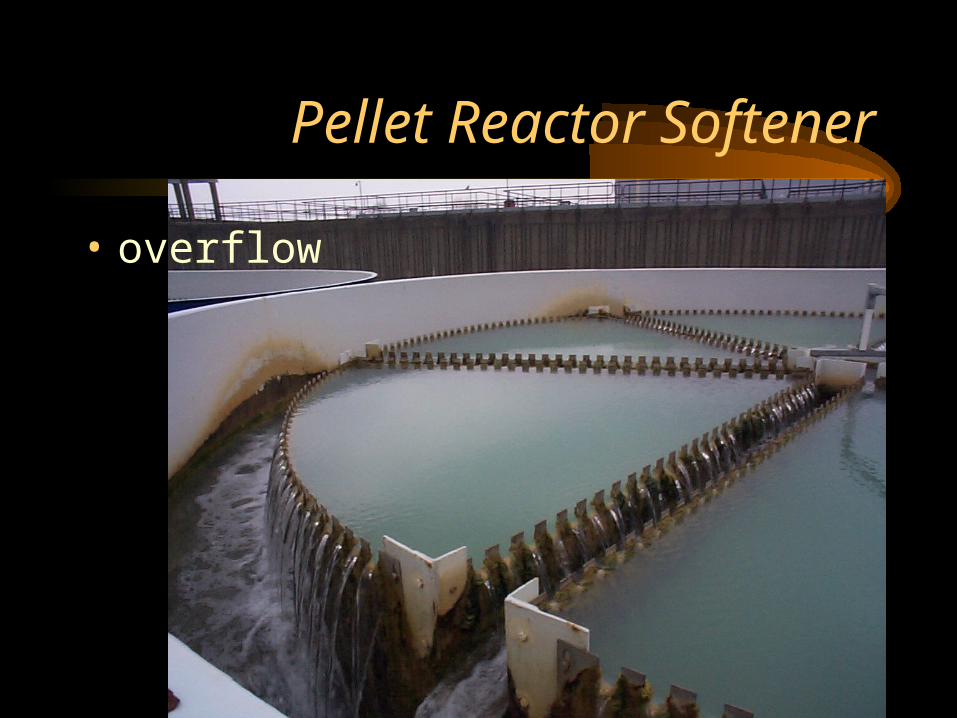
Pellet Reactor Softener
• overflow

Pellet Reactor Softener
• Overflow weir

Pellet Reactor Softener
• Treated water flume

Pellet Reactor Softener
• Waste sand with “chalk”

Pellet Reactor Softener
• Effluent sand

Pellet Reactor Softener
• Sand conditioning

Rapid Gravity Filters
• Anthracite/Sand
• Air scour backwash– washwater returned to reservoir

Intermediate Ozone
• Entrance security system

Intermediate Ozone
• Liquid residual monitors– all read zero!

Intermediate Ozone
• A view through the observation window
• 3-chamber contactor
• ability to add peroxide at 4 points for atrazine control– not used

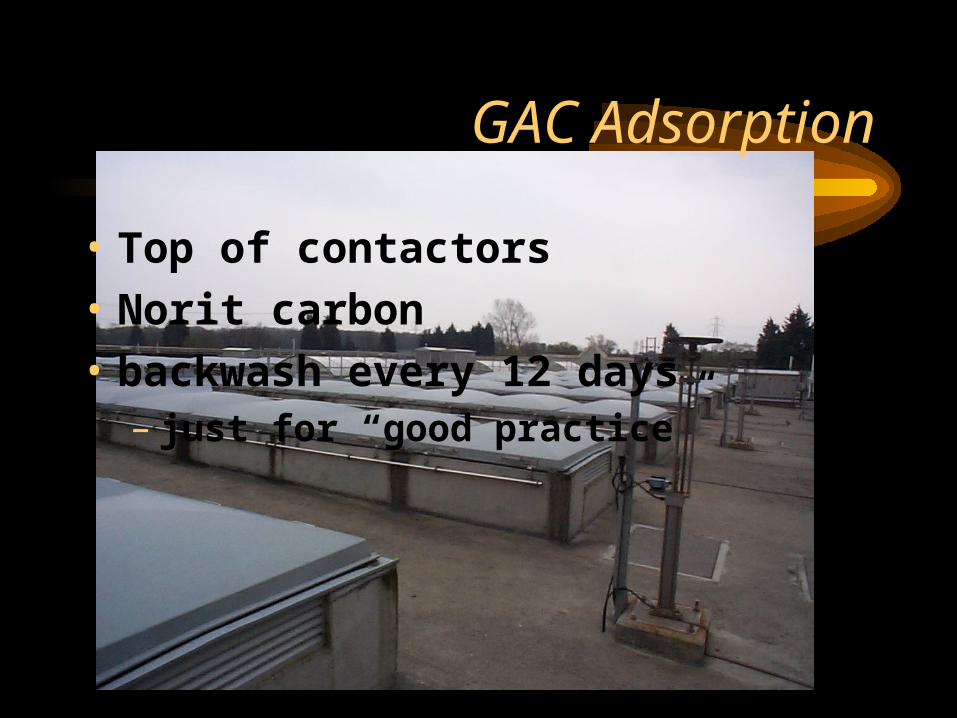
GAC Adsorption
• Top of contactors
• Norit carbon
• backwash every 12 days– just for “good practice”

Chlorinators
• Vacuum system
Final Disinfection
• Chlorination mostly– residuals
• 0.8 mg/L at plant effluent
• 0.1-0.5 at end of system
– about 50 ug/L THMs
– CT standard is about 20-30 for surface water (10 for groundwater)
• company standard, none imposed by DWI
• Post contactor ammoniation (summer only)– some nitrite problems
• need occasional chlorine pulse











!['ULQNLQJ :DWHU R]RQH · 2019-02-08 · WTP 42 960 City of Vallejo, California - Fleming Hill WTP 42 1,875 Town of Gilbert, Arizona - Gilbert WTP 40 2,500 Tampa Bay Water, Florida](https://static.fdocuments.in/doc/165x107/5f0e0ba17e708231d43d58de/ulqnlqj-dwhu-rrqh-2019-02-08-wtp-42-960-city-of-vallejo-california-fleming.jpg)






