GUIDE DE TRANSFORMATION - cgtec.eu · opérations de moulage par injection, d’extrusion, de...
24
Documentation complète de la mise en œuvre du polymère hautes performances VICTREX ® PEEK ™ GUIDE DE TRANSFORMATION
Transcript of GUIDE DE TRANSFORMATION - cgtec.eu · opérations de moulage par injection, d’extrusion, de...

Documentation complète de la mise en œuvredu polymère hautes performances VICTREX® PEEK™
GUIDE DE TRANSFORMATION

www.victrex.com

1
TABLE DES MATIERES
Page
INTRODUCTIONPréparation pour la mise en œuvre des polymères VICTREX PEEK . . . . . . . . .3Séchage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3Recyclage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3Stabilité thermique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3Caractéristiques de mise en œuvre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3Purge des presses à injecter et des extrudeuses . . . . . . . . . . . . . . . . . . . . . . . .4Description générale de la purge de démarrage . . . . . . . . . . . . . . . . . . . . . . .4Description générale de la purge de fin de moulage . . . . . . . . . . . . . . . . . . .5Matériaux de construction des équipementsde transformation du VICTREX PEEK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
MOULAGE PAR INJECTION Conception des machines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5Température du cylindre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5Capacité du cylindre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5Buses et obturateurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5Pressions et force de fermeture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6Conception de la vis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6Conception du moule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6Température du moule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6Ecoulement du flux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7Seuils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7Systèmes à canaux chauds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7Retrait et tolérances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8Conditions de moulage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9Pressions d’injection et rotation de la vis . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9Défauts de moulage et remèdes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
EXTRUSIONConception de l’extrudeuse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11Température du cylindre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11Capacité du cylindre et temps de séjour . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11Conception de la vis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11Revêtement de fils et câbles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12Conception de la filière et de la tête d’équerre . . . . . . . . . . . . . . . . . . . . . . .12Cristallinité des fils et des câbles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12

2
PageDimension et contrôle des extrudeuses . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12Feuilles et films extrudés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12Conception de la filière . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13Filière plate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13Cristallinité des feuilles et films minces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13Monofilaments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13Orientation du monofilament . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
MOULAGE PAR COMPRESSIONDescription générale du procédé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14L’équipement nécessaire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15Propriétés des pièces moulées par compression . . . . . . . . . . . . . . . . . . . . . . .15
REVÊTEMENT A PARTIR DE POUDRES Revêtement par projection électrostatique ou par lit fluidisé . . . . . . . . . . .15Revêtement par dispersion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
OPÉRATIONS DE FINITIONUsinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16Performances des prototypes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17Recuit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17Description générale du recuit pour optimiser le taux de cristallinité . . . . .17Description générale du recuit pour éliminer les contraintes . . . . . . . . . . .17Description générale du recuit pour éliminer l’histoire thermiqueet le retrait . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18Collage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18Types d’adhésifs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18Préparation des surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18Soudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18Métallisation sous vide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18Coloration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
SPÉCIFICATIONS ET HOMOLOGATIONSAéronautique et militaire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19Automobile . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19Inflammabilité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19Alimentaire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20Industrie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20Câblerie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20

150 200 250 300 350 450400
Vis
cosi
té d
e ci
saill
emen
t /
Pa s
1006
1005
1004
1003
Température / °C
VICTREX 450G
POLYAMIDE-IMIDE
POLYCARBONATE
NYLON 6/6LDPE (MFI 2)
PVC RIGIDE
PVC SOUPLE
3
I N T R O D U C T I O NLe VICTREX PEEK est un thermoplastique semi-cristallinaromatique linéaire. Il est généralement considéré com-me étant le matériau ayant les performances les plusélevées pouvant être transformé à l’aide d’équipementsthermoplastiques classiques.
Le polymère et les compounds VICTREX PEEK sont livréssous formes de granulés, de poudre ou de poudre fine.Les granulés sont généralement recommandés pour lesopérations de moulage par injection, d’extrusion, derevêtement des mono filaments et fils. Les poudres sontutilisées pour le compoundage par extrusion, alors queles poudres fines sont généralement réservées aux pro-cédés de revêtement et au moulage par compression.
PRÉPARATION POUR LA MISE EN ŒUVREDU VICTREX PEEKLe VICTREX PEEK est livré dans des sacs en polyéthylènehermétiquement fermés placés à l’intérieur de boîtesen carton épais ou de boîtes octogonales palettisées. Ilest fortement recommandé que les matériaux soientconservés dans leur conditionnement d’origine pendanttoutes les opérations de transport et de stockage. Lesboîtes doivent être ouvertes dans un environnementpropre et il convient de prendre toutes les précautionsutiles pour éviter toute contamination. Le matériau res-tant doit le plus rapidement possible être remis dans unemballage hermétique et stocké dans endroit sec al’abri de la lumière. Si ces conditions sont respectées,alors un stockage d’une dizaine d’années sans dégrada-tion des résines de base VICTREX est envisageable.
SÉCHAGEBien que les matériaux polymères VICTREX PEEK soienten principe fournis secs, Il s’avère que le polymère sousforme de granulés absorbe de l’ordre de 0,5 % d’humi-dité atmosphérique. Pour assurer la qualité du moula-ge, il est fortement recommandé de sécher la poudre etles granulés à moins de 0,02 % d’humidité (point derosée à environ -40°c). Cela peut être facilement réaliséen plaçant le matériau dans un four à circulation d’airpendant au moins 3 heures à 150°C ou 2 heures à160°C. Le matériau doit être étalé sur des claies parcouches d’environ 25mm d’épaisseur. Durant le séchageou toute manipulation manuelle, un soin particulierdoit être pris pour éviter toute contamination. Il estrecommandé de ne pas utiliser le même four poursécher d’autres matériaux que le VICTREX PEEK àmoins qu’une isolation adéquate contre la contamina-tion extérieure ait été prévue.
RECYCLAGEIl est courant avec la plupart des matériaux thermoplas-tiques de réutiliser les carottes et les canaux secondai-res en les combinant avec un matériau vierge afind’améliorer la productivité. Le VICTREX PEEK peut éga-
lement être réutilisé de la même manière. Cependant,le taux de rebroyé peut influencer la qualité du moula-ge et augmenter les risques de contamination. La pré-sence de matières étrangères, même à des niveaux trèsfaibles, aura des répercussions importantes sur la quali-té du moulage du fait des hautes températures de trai-tement utilisées pour la transformation du VICTREXPEEK. Il est recommandé que le taux de rebroyé soitlimité à 30 % pour le polymère vierge et à 15 % pourles compounds chargés.
STABILITÉ THERMIQUELe VICTREX PEEK et ses compounds sont thermique-ment stables aux températures de transformation. Encas d’arrêt de machine, il est possible de maintenir lematériau pendant 1 heure à 360°C sans dégradationnotable. Cependant, si la durée de stagnation doitdépasser 1 heure, Il est nécessaire de ramener la tempé-rature du cylindre à 340°C. A cette température, le VIC-TREX PEEK reste stable pendant plusieurs heures.Cependant, la température du cylindre devra être, ànouveau, augmentée pour assurer une bonne qualitéde moulage des pièces. Si le temps de séjour est supé-rieur à 3 heures, les cylindres devront alors être purgés(voir paragraphe : Description générale de la purge defin de moulage). Après un temps de séjour important, Ilest recommandé de rebuter les premières moulées réa-lisées après la remise en service.
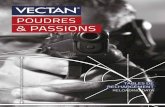
MISE EN OEUVRELa température de fusion du VICTREX PEEK est de 343°C. Le polymère est stable entre 360 et 400 °C et peutalors être transformé avec la plupart des équipementsclassiques. Des courbes comparatives de la viscosité enfonction de la température (sur toute la plage de stabi-lité de la matière fondue) sont données à la Figure 1pour une variété de polymères techniques courammentutilisés.
Figure 1: Viscosité de cisaillement en fonction de latempérature pour une gamme de polymères techniquescouramment utilisés

La Figure 1 montre que, bien que la température detransformation du VICTREX PEEK est parmi les plus éle-vées, les valeurs de viscosité du VICTREX 450G à ces tem-pératures sont similaires à celles de matériaux comme lepolycarbonate et le PVC rigide. Sachant que la viscositédépend du taux de cisaillement et de la température, laclassification des polymères a l’état fondu se fait géné-ralement en mesurant leur viscosité à différents taux oucontraintes de cisaillement et à une températureconstante. Les courbes montrant la viscosité en fonctiondu taux de cisaillement pour les différents grades deVICTREX PEEK sont données aux Figures 2, 3 et 4.
Le groupe de courbes positionné en haut de la Figure 2représente les viscosités types du VICTREX 450G à diver-ses températures. Le groupe du milieu représente les vis-cosités types du VICTREX 381G, alors que la courbe dubas représente le comportement de la viscosité du VIC-TREX 151G. A partir de ces données, il est clair que l’aug-mentation de la température a pour effet de réduire laviscosité de la matière fondue. Ces valeurs de viscositésont utilisées pour classer les polymères VICTREX PEEKnaturels en grades de viscosité faible (VICTREX 151G),moyenne (VICTREX 381G) et standard (VICTREX 450G).
Vis
cosi
té d
e ci
saill
emen
t /
Pa s
1006 10051004
1004
1003
1002
1001
Contrainte de cisaillement / Pa
VICTREX 450G
VICTREX 151G
1000s-1100s-1
VICTREX 381G
400°C380°C360°C
{
{
Figure 2: Vicosité de cisaillement des grades VICTREXPEEK naturels en fonction de la contrainte de cisaillement
PURGE DES PRESSES A INJECTER ET DESEXTRUDEUSESIl est recommandé que les polymères et compoundsVICTREX PEEK soient transformés sur des équipementsd’une propreté absolue. En ce qui concerne les extru-deuses et les presses à injecter, cela suppose de retirer lavis et le cylindre pour le nettoyage. Cependant, si ledémontage de la vis et du cylindre n’est pas possible, ildevient alors essentiel d’effectuer une purge. Les maté-riaux de purge les mieux adaptés sont ceux qui restentstables à 380°C, à savoir les polyéthersulfone (PES) etpolyétherimide (PEI). Les polyéthylènes à faible MFI(MFI=0.3) peuvent être utilisés à de telles températures.Néanmoins, ces matériaux se dégradent partiellementet des mesures doivent donc être prises pour traiter lesfumées produites. Il existe par ailleurs sur le marché desproduits de purge destinés à être utilisés aux tempéra-tures de transformation du VICTREX PEEK. Et il estconseillé de se reporter aux fiches de données de sécuri-té pour chacun des différents produits de purge utilisés.
DESCRIPTION GÉNÉRALE DE LA PURGE DEDÉMARRAGEToutes traces d’autres polymères doivent être éliminéesdes équipements avant de procéder à la transformationdu VICTREX PEEK.
(a) La purge doit être effectuée à la température normale de traitement du matériau à éliminer.
(b) Le matériau de purge est introduit par la vis jusqu’à ce qu’il n’y ait plus de trace visible du matériau à éliminer.
(c) Arrêter alors l’alimentation et laisser la vis se vider.(d) Régler les résistances électriques du cylindre de
manière à atteindre la température de mise en oeuvre du VICTREX PEEK.
(e) Lorsque la température de transformation est atteinte, alimenter la vis en VICTREX PEEK pour l’extruder jusqu’à l’obtention d’une purge propre.
Vis
cosi
té d
e ci
saill
emen
t /
Pa s
1006 10051004
1004
1003
1002
1001
Contrainte de cisaillement / Pa
VICTREX450GL30
VICTREX150GL30
1000s-1
10s-1
400°C380°C360°C
{
100s-1
Figure 3: Viscosité de cisaillement des grades VICTREXPEEK renforcés 30% fibres de verre en fonction de lacontrainte de cisaillement
Vis
cosi
té d
e ci
saill
emen
t /
Pa s
1006 10051004
1004
1003
1002
1001
Contrainte de cisaillement / Pa
VICTREX150CA30
VICTREX450CA30
1000s-1
10s-1
100s-1
400°C380°C360°C
{
4
Figure 3: Viscosité de cisaillement des grades VICTREXPEEK renforcés 30% fibres de carbone en fonction de lacontrainte de cisaillement

DESCRIPTION GÉNÉRALE DE LA PURGE DEFIN DE MOULAGELes polymères VICTREX PEEK doivent être purgés de lamachine avant la mise en oeuvre de tout autre matériau.
(a) Vider le cylindre de tout polymère VICTREX PEEK.(b) Alimenter la vis en produit de purge jusqu’à
élimination de toute trace visible du polymère.(c) Réduire le réglage de toutes les zones du cylindre
jusqu’à l’obtention d’une température de purge stable (par exemple 250 °C).
(d) Continuer à alimenter la vis en produit de purge jusqu’à ce que la température effective du cylindre soit inférieure à 300 °C.
(e) Arrêter alors l’alimentation et laisser la vis se vider.Note : Ces recommandations sont basées sur l’expérien-ce que nous avons acquise sur des installations de trans-formation standard. Des précautions particulières doi-vent être prises en cas d’utilisation de machines àinjecter et d’extrudeuses plus grosses du fait de l’aug-mentation des temps de séjour de la matière.
MATÉRIAUX DE CONSTRUCTION DESÉQUIPEMENTS DE TRANSFORMATION DUVICTREX PEEKL’usure des machines est un problème courant dans la fabrica-tion des thermoplastiques et plus particulièrement lors dumoulage par injection ou extrusion de matériaux chargés enfibre. Pour réduire cette usure, les vis, les matrices et les cylin-dres doivent être durcis. Le traitement de durcissement leplus fréquent pour les aciers à outils est la nitruration. Cettetechnique permet d’obtenir la dureté de surface nécessairepour résister à une usure excessive provoquée par la matièrefondue. Il faut s’assurer que le VICTREX PEEK ne refroidissepas et ne se solidifie pas au contact du revêtement nitruré. Laliaison entre le polymère et le revêtement nitruré est souventsuffisamment forte pour décoller la couche du support d’acier.
Les aciers suivants sont recommandés pour la construc-tion des machines de transformation des polymèresVICTREX PEEK:• D2 Acier à outils (acier à outils inoxydable martensitique)• WEXCO 777• CMP-10V• CMP-9V• S 32 219 (acier inoxydable)Les vis et les cylindres bi-métalliques et résistants à lacorrosion donnent des résultats particulièrement satis-faisants même s’ils ne sont pas généralement requis.Eviter le cuivre et ses alliages car une certaine dégrada-tion peut se produire aux températures de transforma-tion des polymères VICTREX PEEK.
Le fini de surface des composants métalliques utiliséspour le transfert de la matière à l’état fondu doit êtrelisse et extrêmement poli. Une augmentation de larugosité de surface de ces composants provoque desadhérences locales de la matière sur le métal, ce quiaugmente le temps de transfert et perturbe l’écoule-ment du polymère.
5
M O U L A G E P A R I N J E C T I O N
La plupart des machines à injection alternatives à vistraditionnelles peuvent être utilisées pour le moulagedu VICTREX PEEK et de ses compounds. Des pièces tech-niques complexes peuvent être produites en grandesérie sans recuit ou reprise d’usinage.
CONCEPTION DES MACHINESLe VICTREX PEEK et les compounds à base de VICTREXPEEK peuvent être directement moulés par injection.Cependant, en raison de leur température de fusionélevée, il est nécessaire de prendre en considération lesvariables de conception et de transformation suivantes.
TEMPÉRATURE DU CYLINDREPour un moulage correct des polymères VICTREX PEEK,les réchauffeurs connectés au cylindre de la machine àinjection doivent pouvoir atteindre des températures de400°C. La plupart des machines à injection peuvent pro-duire de telles températures sans aucune modification.Si des modifications étaient éventuellement requises, ilsuffit d’installer des réchauffeurs en céramique et desappareils de contrôle offrant des plages de températu-res plus élevées.
Afin de charger correctement la trémie, le bac d’alimenta-tion doit être maintenu à une température compriseentre 70 et 100 °C. Les transferts de chaleur de la vis etdu cylindre à la trémie peuvent réduire l’efficacité de l’ali-mentation. La régulation thermique dans la zone de char-ge peut être assurée par un refroidissement à l’eau, touten veillant à maintenir la température de la zone arrière.
CAPACITÉ DU CYLINDRELes temps de séjour de la matière doivent être aussicourts que possible du fait des températures de transfor-mation élevées du VICTREX PEEK. Idéalement, la capaci-té du cylindre devrait être de 2 à 5 fois le poids total dela charge d’injection y compris carotte et canaux secon-daires. S’il est nécessaire de procéder au moulage duVICTREX PEEK sur une machine avec 1 dosage de plu-sieurs moulées dans le cylindre, la température de lazone arrière doit alors être réduite de 10 à 20 °C au-dessous de la température recommandée. (voirparagraphe : Défauts de moulage et remèdes).
BUSES ET OBTURATEURSEn utilisation normale, la buse du cylindre est en contactavec la buse de carotte pendant une grande partie ducycle total. La température de la buse de carotte estbeaucoup plus faible que celle de la matière et de labuse de cylindre. Le VICTREX PEEK a un point de fusiontrès précis et se solidifie rapidement si la température defusion tombe au-dessous de 343°C. Il est donc importantd’équiper la buse de cylindre avec un réchauffeur dedimensions suffisantes pour empêcher la solidification et

6
la formation de gouttes froides. L’utilisation de busesrallongées n’est pas recommandée avec le VICTREX PEEKcar elles augmentent les risques de solidification dans labuse. La viscosité du VICTREX PEEK aux températures detransformation recommandées est en général suffisam-ment élevée pour permettre l’utilisation d’un système debuse ouverte. Les buses de cylindre fermées ne sont pasrecommandées car elles comportent fréquemment despoints de coulée „morts“ qui réduisent la pression d’in-jection. En cas de coulures excessives de la matière, uneméthode de décompression doit être employée pendantle cycle de transformation.
PRESSIONS ET FORCE DE FERMETURE Les pressions d’injection requises pour le moulage cor-rect d’une pièce dépendent du système utilisé. Engénéral, la pression d’injection dépasse rarement 140MPa avec une pression secondaire de maintien de 100MPa.
La force de fermeture requise pour prévenir l’ouverturedu moule sous une pression d’injection maximaledépend de la surface projetée de la pièce moulée et descanaux secondaires. En général, cette force est de 50-80MPa pour les polymères VICTREX PEEK naturels et de65-140 MPa pour les compounds renforcés fibres.Cependant, les pièces comportant des parois minces etdes grandes longueurs d’écoulement nécessiteront unepression de maintien supérieure à celles comportant desparois épaisses et écoulements courts.
CONCEPTION DE LA VISLes vis standard et les vis type „nylon“ peuvent être uti-lisées pour transformer les grades de VICTREX PEEK. LaFigure 5 montre deux de ces vis comportant un rapportlongueur/diamètre (L/D) approprié.
Le rapport L/D minimum recommandé est de 16:1. Lesrapports L/D compris entre 18:1 et 24:1 sont les plusappropriés. Une zone d’alimentation longue est requisepour éviter le compactage de granulés non fondus dans
la zone de compression de la vis. Le taux de compres-sion doit être compris entre 2:1 et 3:1. Des bagues d’ar-rêt doivent toujours être montées au bout de la vis afinde pouvoir atteindre et maintenir une pression d’injec-tion maximale. Le jeu des bagues doit permettre l’écou-lement régulier du matériau lors du mouvementd’avance de la vis. Ceci correspond généralement à unjeu de 3 mm par rapport au diamètre en bout de vis,pour une machine à injecter de taille moyenne.
CONCEPTION DU MOULELe VICTREX PEEK et ses compounds peuvent être trans-formés directement avec beaucoup de moules existants.Cependant, certains critères de conception doivent êtrerespectés. Il est recommandé que les noyaux et lesempreintes du moule aient une dureté Rockwell de 52-54 sur la plage de températures de transformation.Pour plus d’informations, vous pouvez contacter unreprésentant de Victrex.
TEMPÉRATURE DU MOULELa plage de température de moule recommandée pourla mise en œuvre du VICTREX PEEK est comprise entre175°C et 205°C. Ces températures correspondent à destempératures de surface de l’outillage et non pas destempératures affichées sur les unités de contrôle. Eneffet, si des réchauffeurs à huile sont utilisés, il paraîtlogique d’afficher des températures de consignes supé-rieures du fait des pertes de charge (des températuresde consignes de l’ordre de 260°C sont typiques). Desrésistances électriques peuvent aussi être utilisées maisle contrôle local des températures est plus difficile etdes zones surchauffées peuvent apparaître notammentdans le cas des moules de grandes dimensions.
Les températures indiquées permettent d’obtenir unniveau de cristallinité élevé et favorisent un bon rem-plissage de la cavité. Des températures plus bassesconduisent à l’obtention de pièces de couleur nonhomogène et plus sombre, notamment à ses extrémitéset aux angles, due à une baisse de la cristallinité (maté-riau amorphe) en surface.
Il est possible de faire cristalliser des pièces moulées enVICTREX PEEK amorphe en pratiquant un recuit après lemoulage, cependant, ce recuit peut conduire à desdéformations et des variations dimensionnelles. Il estdonc fortement recommandé de mouler des pièces avecle taux de cristallinité le plus élevé possible en utilisantles températures de moules mentionnées ci-dessus.
Figure 5: Types de vis recommandés pour la transforma-tion du VICTREX PEEK
Zone de dosage(6 L/D)
Zone de dosage(5 L/D)
Tête de vis
Tête de vis
Zoned'alimentation
(12 L/D)
Zoned'alimentation
(9 L/D)
Zone decompression
(6 L/D)
Zone decompr.(2 L/D)

ÉCOULEMENT DU FLUXIl est recommandé que les carottes soient aussi courtesque possible, avec une épaisseur minimale de 4 mm.Des carottes de diamètre supérieur faciliteront le rem-plissage dans le cas de moules complexes ayant desparois minces et des grandes longueurs d’écoulement.Pour les pièces en VICTREX PEEK, la carotte et l’intérieurde la buse de carotte doivent présenter une conicitéminimale de 2° pour permettre un démoulage correct.Chaque fois que cela est possible, la carotte doit êtremunie d’un piège à gouttes froides.
Les moules pour le VICTREX PEEK doivent être munis decanaux secondaires circulaires ou trapézoïdaux à paroisépaisses. Le chemin d’écoulement doit être aussi courtet direct que possible et il est nécessaire d’éviter leschangements brusques de direction.
La réussite du moulage de pièces à section d’écoule-ment mince dépend des paramètres thermiques, géo-métriques et de pression. Un guide approximatif deseffets de l’épaisseur de paroi sur la longueur de l’écou-lement est illustré par la Figure 6.
Les données de la Figure 6 ont été obtenues à partir demesures effectuées sur un moule à écoulement en spira-le sous une pression d’injection de 140 MPa. L’épaisseurde paroi des pièces ne doit pas être inférieure à 1 mmpour les polymères VICTREX PEEK naturels et à 1.5 mmpour les grades renforcés.
SEUILSLa taille et la forme des seuils de moulage dépendentdu volume de matière fondue nécessaire, du nombred’empreintes et de la géométrie des objets à produire.La plupart des seuils peuvent être utilisés pour le mou-lage du VICTREX PEEK, bien qu’il soit préférable d’évi-ter les sections d’écoulement minces et longues. Lesseuils doivent être aussi grands que possible. L’épaisseurou le diamètre de seuil minimum recommandé est de 1mm pour le VICTREX PEEK naturel et de 2 mm pour lescompounds renforcés. L’épaisseur des seuils de carotte
7
doit être 1 à 1.5 fois supérieure à celle des objets mou-lés. Les alimentations sous-marines et sous le plan dejoint doivent être évitées chaque fois que cela est possi-ble et être réservées aux très petites pièces et paroistrès fines Des renseignements complémentaires sur lesseuils appropriés au moulage du VICTREX PEEK peuventêtre obtenus sur demande auprès de Victrex.
SYSTÈMES A CANAUX CHAUDSLes canaux chauds et buses chaudes sont utilisés avecsuccès dans le monde entier pour le moulage par injec-tion du VICTREX PEEK depuis plus de 15 années. Tousles grades de la gamme Victrex sont adaptés aux canauxchauds et buses chaudes.
Les avantages des systèmes à des canaux chauds etbuses chaudes sont :• le poids de la carotte et canaux est réduit.• Avec l’injection directe dans les parois épaisses, les
buses chaudes offrent un avantage considérable dansle compactage des fortes sections.
• la plage de transformation est plus large.• Bien que le recyclage des carottes soit possible, il
existe néanmoins des limitations relatives à la conta-mination et aux taux de recyclage tolérés pour unepièce donnée.
Les inconvénients des systèmes à canaux chauds etbuses chaudes sont :• les investissements initiaux avec ce type d’outillage
sont supérieurs.• La purge des canaux chauds peut générer des problè-
mes majeurs de contamination.• Les coûts de maintenance d’outillages à canaux chauds
sont plus élevés que ceux d’un outillage classique.
Dans le cas d’une utilisation de systèmes à canauxchauds, les principales recommandations sont les sui-vantes:• S’assurer que le système de canaux possède un chauf-
fage externe sans aucune restrictions d’écoulementdu flux à l’intérieur.
• Le système à canaux chauds doit pouvoir fonctionnerà une température de 450°C en continu.
• Les têtes de busettes doivent être d’une taille suffisan-te et positionnées sur la surface des pièces à réaliser,les seuils en « pin-point » ne sont pas recommandés.
• Le contrôle des températures de chaque canal doitêtre précis afin de préserver une température homo-gène dans tout le bloc.
• Du fait des températures élevées de fonctionnement desmoules à canaux chauds pour le VICTREX PEEK et parconséquent de la dilatation thermique importante, il estrecommandé que la partie chaude de l’outillage soit usi-née par le fournisseur de systèmes à canaux chauds.
• Pour les pièces aux tolérances étroites, il est recom-mandé de concevoir un outillage avec un maximumde 4 à 8 empreintes.
0
100
200
300
400
500
600
700
800
1 mm 2 mm 3 mm
Epaisseur de paroi
Température de cylindre 360°C
Température de cylindre 385°C
Lon
gu
eur
d'é
cou
lem
ent
/ m
m
Figure 6: Longueur d’écoulement du VICTREX 450G enfonction de la température du cylindre

8
ge. Les dimensions des empreintes ont été relevées àtempérature ambiante. Afin d’évaluer l’effet d’un recuit,deux plaques par matériau / température / épaisseur ontété placées dans une étuve à 220°C durant 3 heures, puismesurées une fois revenues à température ambiante. Desplaques moulées avec un moule à 210°C ont été utiliséespour donner le retrait maximal après recuit.
• Comme pour tous les procédés, un temps de stabilisa-tion du process est nécessaire. L’utilisation de canauxchauds peut conduire à une augmentation du tempsde stabilisation.
La purge des systèmes à canaux chauds peut conduire àdes problèmes liés à des gouttes froides dans le flux dematière. Il est recommandé de ne pas purger les canauxavec aucun autre matériau que le VICTREX PEEK. Quandla production est terminée, la température des canauxdoit être réduite au niveau des valeurs affichées dansnotre documentation pour le cylindre de la machine demoulage.
Le nettoyage des canaux chauds peut présenter des dif-ficultés et il est important d’évoquer ce point avec lefournisseur du système à canaux chauds. Néanmoins, ilest important de souligner que chaque outillage aurades exigences propres et que le système à canauxchauds devra être adapté à ses particularités. Des ren-seignements complémentaires sur les canaux chaudspeuvent être obtenus auprès de Victrex.
RETRAIT ET TOLERANCESComme toutes les pièces thermoplastiques moulées parinjection, les pièces en VICTREX PEEK subissent un retraitpendant leur refroidissement dans le moule. Le retraitsubi par les pièces en VICTREX PEEK est dû à la contrac-tion thermique et au développement de zones cristalli-nes dans la matière fondue pendant son refroidissement.
Le VICTREX PEEK est un thermoplastique semi-cristallin.Un grand nombre des propriétés physiques exception-nelles associées à ce matériau sont fonction de sondegré de cristallinité. Le niveau de cristallinité est forte-ment dépendant de la température de moulage et dumoule. Si l’on applique les conditions de moulage parinjection recommandées (voir paragraphe : Conditionsde moulage), les pièces moulées en VICTREX PEEKdevraient avoir une cristallinité nominale d’environ 30%.
Les valeurs de retrait indiquées pour les grades VICTREXPEEK ont été évaluées à partir de matières séchées dansune étuve à circulation d’air à 120°C durant toute unenuit suivant les recommandations de Victrex. Des pla-ques de 150mm x 150mm ont été moulées avec ces maté-riaux dans un outillage une empreinte à épaisseur varia-ble alimenté par un seuil en nappe d’épaisseur 2,5 mm.Les deux faces du moule ont été chauffées avec des car-touches électriques. Les plaques ont été moulées sur unepresse à injecter de 150 tonnes. Toutes les plaques ontété moulées respectivement suivant les conditions demoulage recommandées pour chacun des grades. Troisplaques par grade/température/épaisseur ont été choisiesaléatoirement durant la production. Trois mesures decôtes de longueur et largeur ont été réalisées sur chaqueplaque approximativement une semaine après le moula-
Tableau 1: Valeurs de retrait type des grades VICTREX PEEK
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
170°C210°C
Après recuit
3 mm
6 mm
3 mm
6 mm
3 mm
6 mm
3 mm
6 mm
3 mm
6 mm
3 mm
6 mm
3 mm
6 mm
3 mm
6 mm
450G
381G
151G
450GL30
150GL30
450CA30
150CA30
450FC30
1.2 1.41.6
1.72.32.3
1.21.41.4
1.62.22.3
1.31.61.8
1.92.12.3
0.40.40.4
0.50.50.5
0.30.30.4
0.40.40.4
0.00.10.1
0.20.20.3
0.00.00.0
0.10.10.1
0.30.30.4
0.40.40.4
1.5 1.71.9
1.82.22.4
1.51.61.8
1.72.22.3
1.51.82.0
1.92.12.3
0.80.91.0
0.80.91.0
0.91.01.2
0.91.11.1
0.50.50.7
0.60.70.7
0.60.60.7
0.60.60.7
0.50.60.8
0.70.70.7
Epaisseur Température % Retrait % Retrait Grade Moule Longitud. Transvers.

9
Temp. Temp. Temp. Temp. Grade arrière °C milieu °C avant °C buse °C
VICTREX 151G 350 355 360 365
VICTREX 381G 350 360 365 370
VICTREX 450G 355 365 370 375
VICTREX 450G Black 903 355 365 370 375
VICTREX 150GL30 355 360 370 375
VICTREX 450GL30 360 365 370 375
VICTREX150CA30 360 370 380 385
VICTREX450CA30 365 380 390 395
VICTREX150FC30 355 360 370 375
VICTREX450FC30 360 365 375 380
Tableau 3: Températures de démarrage recommandéesd’une machine à injection préparée pour les polymèresVICTREX PEEK
PRESSION D’INJECTION ET ROTATION DELA VISUne pression hydraulique d’injection comprise entre 70et 140 MPa est initialement appliquée, suivie d’unepression hydraulique de maintien comprise entre 40 et100 MPa. Une contre-pression nominale supérieure à3 bar doit être appliquée pour obtenir une matièrefondue homogène et permettre de maintenir un dosa-ge constant.
La vitesse optimale de rotation de la vis pour le trans-port et la fusion du polymère VICTREX PEEK est com-prise entre 50 et 100 tr/min. Des vitesses de vis plusfaibles (50-60 tr/min) sont recommandées dans le casdes grades renforcés pour empêcher une ruptureexcessive des fibres. Les vitesses de rotation inférieu-res à 50 tr/min allongent la durée du cycle et doiventdonc être évitées. Les vitesses de vis supérieures à 100tr/min ne sont pas recommandées car elles peuvententraîner localement un auto-échauffement excessifpar cisaillement.
Les différences entre les valeurs de retrait dit ‘longitu-dinal’ et celui dit ‘transversal’ à l’écoulement représen-tent les minima et maxima typiquement observés lorsdu moulage du VICTREX PEEK. Les moules pour pla-ques à seuil en nappes orientent fortement la matièrefondue, les fibres et les zones cristallines. Un objetmoulé avec une orientation moins prononcée devraitdonc présenter des valeurs de retrait au moulage com-prises entre ces deux extrêmes. Les valeurs de retraitaprès recuit données au Tableau 1 ont été obtenues àla suite d’un traitement thermique fait a posteriorivisant à obtenir un degré maximum de cristallinité. Cesvaleurs de retrait sont celles auxquelles il faut s’atten-dre dans le cas de pièces devant être utilisés dans desenvironnements à hautes températures.
La plupart des machines à injecter permettent le moula-ge par injection à phases multiples. Pour réduire leretrait et améliorer le remplissage, une pression demaintien devrait être appliquée dans un second tempsune fois que le moule est rempli. Il est possible de limi-ter l’importance du retrait dès la conception de l’outil-lage en réduisant l’épaisseur de la pièce. Les tolérancesde moulage peuvent être définies comme étant les dif-férences de dimensions observées sur des objets moulésapparemment identiques. Les tolérances indiquées auTableau 2 ont été déterminées en utilisant les plaquesd’essai avec seuil en nappe comme mentionné ci-dessus.
CONDITIONS DE MOULAGELes conditions de transformation optimales d’une pres-se à injecter à une autre dépendent de nombreuxparamètres. Ce paragraphe donne une descriptiongénérale, basée sur notre expérience, des aspects prati-ques du moulage par injection des polymères VICTREXPEEK. Le Tableau 3 indique les températures recom-mandées pour un moulage correct du VICTREX PEEK.
% Tolérance (Après moulage) % Tolérance (Après recuit)
Grade Longitudinal Transversal Longitudinal Transversal
VICTREX450G 0.05 0.07 0.05 0.07VICTREX450GL30 0.07 0.08 0.03 0.05VICTREX450FC30 0.04 0.04 0.04 0.06VICTREX450CA30 0.05 0.09 0.05 0.11
* Ces valeurs représentent les variations sur une moyenne de 20 échantillons
Tableau 2: Valeurs de tolérances types pour les gradesVICTREX PEEK*

10
Défaut Causes probables Remèdes
Couleur foncée et/ou Température d’outillage trop basse Augmenter la température d’outillagebords tranlucides Objet moulé court Matière injectée insuffisante Augmenter la charge
Matière fondue et écoulement Augmenter la pression d’injectionInadéquats Augmenter la température du cylindre
Augmenter la température du mouleAugmenter la vitesse d’injection
Conception du moule incorrecte Augmenter les dimensions des seuils, carottes et canaux secondairesAméliorer la conception des seuils,carottes et canaux secondairesChanger la position des seuilsAugmenter l’échappement d’air
Objet moulé fragile Surchauffe dans cylindre Réduire la temperature du cylindreRéduire la durée du cycleRéduire la vitesse de la vis
Contraintes internes de moulage Augmenter la température du cylindreRéduire la pression d’injectionAugmenter la durée du cycleAugmenter la température du mouleAugmenter les dimensions des seuils,carottes et canaux secondaires
Lignes de soudure Augmenter la température du cylindreAugmenter la vitesse d’injectionAugmenter la température du mouleChanger la conception ou la position des seuils
Gouttes froides de Matière refroidie dans la buse Augmenter la température de la busepolymère dans la Prévoir isolation thermique de la busepièce moulée Appliquer une décompression
Adapter un coupe carotteVides et retassures de Durée ou pression insuffisantes dans Augmenter la pression d’injectionsurface le moule Augmenter le temps de maintien
Réduire la température du cylindreConception du moule incorrecte Augmenter les dimensions des seuils, carotte
et canaux secondairesAugmenter la pression de maintien
Marbrure Matière surchauffée Réduire la température du cylindreRéduire la température de la buseRéduire le temps de stagnationRéduire la vitesse d’injectionRéduire la vitesse de la vis
Matière humide Sécher la matièrePoints morts dans le cylindre Polir le cylindre et la buse
Nettoyer la vis, le cylindre et la buseVérifier l’absence de dommages, piqûres, etc.
Marques de brûlure Air piégé dans l’empreinte Réduire la pression d’injectionRéduire la vitesse d’injectionAméliorer l’échappement d’air de l’empreinteChanger la position, la taille ou le type du seuil
Bavure ou ouverture Force de fermeture inadaptée Réduire la pression d’injectiondu moule Réduire la vitesse d’injection
Réduire la température du cylindreRéduire la température du mouleDiminuer les réglages de vitesseAugmenter la force de fermeture
DEFAUTS DE MOULAGE ET REMEDES
continuer sur la suivante page

11
E X T R U S I O N
De nombreuses techniques de transformation des poly-mères ne sont en fait qu’une opération d’extrusionemployant des équipements spécifiques situés en aval.Ces techniques sont utilisées pour la production de gai-nes de fils, de profilés, de films, de feuilles et de monofilaments.
CONCEPTION DE L’EXTRUDEUSELe polymère et les compounds VICTREX PEEK peuventêtre extrudés en utilisant les techniques de transforma-tion conventionnelles avec toutefois les exigences spé-cifiques suivantes.
TEMPÉRATURE DU CYLINDRELe réchauffage de cylindre doit permettre d’atteindreune température de 400° C et de maintenir la tempéra-ture fixée à +/- 2 °C. Les éléments chauffants en alumi-nium coulé ne conviennent donc pas et doivent êtreremplacés par des résistances en céramique ou en allia-
ge pour hautes températures. Les éléments chauffantsdu cylindre doivent couvrir toutes les surfaces métalli-ques visibles pour assurer une répartition uniforme dela température. Les zones qui ne peuvent pas êtrechauffées directement doivent être recouvertes d’uneisolation thermique pour hautes températures afind’empêcher la formation de “points froids“.
CAPACITÉ DU CYLINDRE ET TEMPS DESÉJOUR Les dimensions et la puissance de l’extrudeuse doiventêtre telles que le temps de séjour de la matière soit leplus court possible et compris entre 5 à 10 minutes. Ilne doit y avoir aucun “point mort“, en d’autres termes,d’espaces autour des brides ou d’obturations mal ajus-tées. Toutes les surfaces internes doivent être net-toyées et polies avant de commencer l’extrusion.
CONCEPTION DE LA VISLes matériaux polymères VICTREX PEEK sont compati-bles avec la plupart des modèles de vis existants. Les
Défaut Causes probables Remèdes
Bavure ou ouverture Contact de fermeture incorrect ou Rectifier et réaligner les surfaces de contactdu moule déformation du moule Installer les plaques de renfort épaisses
Vérifier si matières étrangères entre les plaquesGauchissement ou Différence de température dans le moule Régler les deux parties fixes et mobiles à ladéformation même température
Manque de symétrie Revoir l’empreinte, les canaux secondaireset seuilsUtiliser un compensateur de températureentre les deux parties fixes et mobilesUtiliser un refroidisseurAugmenter le temps de refroidissement
Ejection trop rapide Augmenter le temps de refroidissementRéduire la température du mouleAjouter des éjecteurs
Orientation des fibres dans la matière Changer la position du seuilRéduire la vitesse d’injection
Rigidité insuffisante Changer la conception de l’objet moulé (ajouter des nervures, etc.)Augmenter l’épaisseur
Turbulence Matière entrant dans l’empreinte trop Réduire la vitesse d’injectionrapidement Changer la position et/ou le type du seuilMatière fondue trop froide Augmenter la température de la matière
fondueRetrait excessif Conditions de transformation Réduire la température
Augmenter la pression d’injectionAugmenter la pression de maintien
Entrée trop petite Augmenter la taille du seuilGivrage superficiel Vitesse d’injection insuffisante Augmenter la vitesse d’injection(Grades renforcés) Augmenter la température du moule
Augmenter la température du cylindre, la taille du seuil
Sur-cisaillement de la matière Diminuer la vitesse de la vis
DEFAUTS DE MOULAGE ET REMEDES

12
seules vis dont l’utilisation n’est pas recommandée sontcelles du type „PVC“ à compression en continu. Ce typede vis n’a pratiquement pas de section d’alimentation,ce qui se traduit par un compactage des granulés depolymère avec un couple excessif. Une description plusdétaillée des vis est donnée en page 6.
REVÊTEMENT DE FILS ET CABLESLe VICTREX PEEK est utilisé par l’industrie des fils et descâbles. Les applications comprennent l’isolement pri-maire, l’enveloppe et le revêtement externe des fils etdes câbles.
CONCEPTION DE LA FILIÈRE ET DE LA TÊTED’ÉQUERREL’extrusion d’un isolant en VICTREX PEEK est générale-ment réalisé à l’aide de systèmes à filière sous pressionou à filière à tube. Avec les filières sous pression, unequantité dosée de matière isolante est appliquée direc-tement sur le conducteur au fur et à mesure que celui-ci passe à travers la filière. Dans le cas des filières àtube, le polymère est extrudé à l’extérieur de la têted’équerre alors que le conducteur passe à travers lafilière et la matière fondue. La matière fondue est éti-rée et adhère au conducteur pour former une coucheisolante de l’épaisseur requise. Le rapport de strictionest le rapport de l’épaisseur de l’ouverture annulairepar l’épaisseur de la couche isolante finie. Il est recom-mandé que le rapport de striction pour le VICTREXPEEK naturel soit compris entre 3:1 et 10:1. Les systèmesà filière à tube sont les plus souvent utilisés car ils per-mettent d’appliquer des revêtements plus minces deVICTREX PEEK.
La conception de la tête d’équerre n’est pas un élémentcapital dans le cas des systèmes à tube. Cependant, lestêtes à un seul répartiteur d’écoulement, qui réorien-tent la matière fondue à 90° tout en maintenant unécoulement régulier, sont les mieux adaptées. Des têtesplus complexes ont donné de bons résultats en service,mais ces systèmes sont plus difficiles à nettoyer.
CRISTALLINITÉ DES FILS ET DES CABLES La plupart des propriétés physiques exceptionnelles dupolymère VICTREX PEEK naturel sont liées à sa morpho-logie semi-cristalline. Pour le revêtement des fils et descâbles, la matière fondue est étirée à travers la têted’équerre puis laissée à refroidir à l’air sur une lon-gueur approximative de 1 mètre. Pendant ce temps lacouleur du VICTREX PEEK naturel évolue du marronfoncé transparent au marron clair opaque. Ce change-ment de couleur est dû au refroidissement et à la cris-tallisation de la surface de l’isolant. Une fois que cettetransition a eu lieu, on peut utiliser de l’eau de refroi-dissement, car cela n’affectera pas la cristallisation aucœur du polymère fondu.
La température du conducteur peut retarder la cristalli-sation au cours des opérations de revêtement des fils etdes câbles. Par conséquent, il est conseillé de réchaufferle conducteur chaque fois que possible avant qu’ilpénètre dans la tête d’équerre. La température de pré-chauffage dépend de la nature et de la géométrie duconducteur, mais d’excellents résultats ont été obtenusà des températures allant de 120 à 200°C. Si le degré decristallinité requis ne peut pas être atteint en ligne, Ilest possible de post-cristalliser l’isolant en lui faisantsubir un traitement thermique supplémentaire.
DIMENSION ET CONTROLE DES EXTRUDEU-SESLe temps de séjour du polymère dans la machine affectela qualité de l’isolant fini. Bien que la stabilité thermi-que du polymère VICTREX PEEK soit exceptionnelle, laformation d’un gel, apparaît sur l’isolant sous la formed’une surface gréseuse. Les filtres dispersent ces gels defaçon très efficace dans la matière fondue, mais les gelsformés en aval des filtres seront présents dans le pro-duit extrudé. Il est conseillé, par conséquent, de fairecorrespondre la capacité et le débit de l’extrudeuse.
FEUILLES ET FILMS EXTRUDÉSLe polymère VICTREX PEEK naturel peut être utilisépour faire des feuilles ou des films. Le procédé consisteà utiliser une extrudeuse classique équipée d’une filièreet des équipements de transport appropriés, commeillustré par la Figure 7.
Un guide général des conditions de transformationrequises pour la production de feuilles et films enVICTREX PEEK est donné au Tableau 4.
Figure 7: Equipement de production de feuilles et films
Filière
plateTrois cylindres
superposésExtrudeuse

13
CONCEPTION DE LA FILIÈREDes filières plates sont recommandées pour la produc-tion de feuilles et films à partir de polymère VICTREXPEEK naturel. Ces systèmes doivent assurer un écoule-ment régulier, avec des parois polies pour empêcher toutblocage ou grippage du flux. La température des lèvresde la filière est cruciale pour obtenir un bon fini de sur-face et un contrôle dimensionnel correct du film. Il estgénéralement recommandé que les lèvres de la filièresoient maintenues à une température de 380 +/- 2 °C.
CRISTALLINITÉ DES FEUILLES ET FILMSMINCES Les feuilles minces (<500µm) peuvent être produitessous forme semi-cristalline ou amorphe en régulant latempérature des cylindres de calandrage. Une tempé-rature de 50°C permet de produire un film transparentamorphe, alors qu’avec une température de 170°C, lefilm sera opaque et semi-cristallin. Lorsque l’épaisseurdu film augmente (>500 µm), il devient plus difficile decontrôler son degré de cristallinité. Si nécessaire, il estpossible d’obtenir le degré de cristallinité voulu par untraitement thermique à posteriori.
MONOFILAMENTLe VICTREX PEEK peut être mis en œuvre pour faire desmono filaments en utilisant une extrudeuse, avec desinstallations d’étirage et de transferts en aval. Lesextrudeuses utilisées pour la production de mono fila-ments sont généralement équipées de pompes à engre-nages. Ces pompes assurent une alimentation correcte-ment dosée et à pression constante de la filière enmatière fondue. Des systèmes sans dosage ont été utili-sés de façon satisfaisante. Un exemple type de produc-tion de mono filaments est illustré à la Figure 8. Lesopérations post-extrusion illustrées à la Figure 8 peu-vent être divisées en deux parties distinctes, à savoirl’orientation de la matière fondue et la relaxation. Pen-dant l’orientation, la matière extrudée est refroidie àl’air et à l’eau à une vitesse de transport V1. Le fila-ment est tiré à la vitesse V2 à travers un four qui estréglé au-dessus de la transition vitreuse de la matière.
La différence entre les vitesses V1 et V2 permet l’étire-ment du polymère, réduisant ainsi son diamètre tout enorientant le filament.
Pendant la relaxation, le polymère est remis en tempé-rature en passant à travers un deuxième four (vitesseV3) proche de la température de fusion de la matière.La différence entre les vitesses V2 et V3 permet larelaxation du polymère, augmentant ainsi le diamètredu mono filament. Les températures et vitesses typespour la production d’un mono filament d’un diamètrede 0,4 mm sur une extrudeuse à vis unique de 40 mmsont données au Tableau 5.
ORIENTATION DU MONOFILAMENTLes propriétés physiques du VICTREX PEEK naturel peu-vent être modifiées par orientation à l’état solide. Si lefilament est orienté dans un second temps, il doit êtrerapidement refroidi à la sortie de la filière afin de lerendre amorphe. Il faut faire attention, cependant, dene pas le refroidir trop rapidement car cela provoque-rait des vides. Le refroidissement à l’air, suivi d’uneimmersion dans un bain d’eau, ou l’immersion directedans un bain d’eau réchauffée ont donné des résultatssatisfaisants. La distance optimale entre la filière et lebain ainsi que la température de l’eau dépendent dudiamètre du filament. Dans le cas d’un filament depetit diamètre (0.25 mm), le refroidissement se faitgénéralement sur 100 à 200mm à l’air, suivi d’une trem-pe dans un bain d’eau à une température compriseentre 20 et 50 °C. Si la température du mono filament
S
Température du bain de refroidissementT1
V1
Etuve d’étirage Etuve de stabilisation
Figure 8: Représentation schématique d’une installationde production de mono filaments
T2 V2 V3
T3
Vis Diamètre de vis de 32 mm Filière Filière plate de 300 mmVitesse de la vis 40 tr/minFiltres 2 couches de tamis
maillés en acier inoxydable #400 plus
Arrière Milieu AvantTempérature du cylindre 340°C 375°C 375°CBords de la filière 380°CTempérature de la filière 380°C
Tableau 4: Conditions types d’extrusion pour la production de films en VICTREX PEEK
Température de fusion 375°C
Filtres 3 x 200#
Distance filière à la surface de l’eau (S) 700 mm
Température du bain de refroidissement T1 60°C
Rapport de striction V2 : V1 3.5 : 1
Température du four d’étirage T2 200°C
Température du four de stabilisation T3 280°C
Relaxation d’étirage V3 : V2 0.95 : 1
Débit 3.1 kg h-1
Filière (16 orifices) 1.12 mm
Diamètre du mono filament 0.4 mm
Tableau 5: Conditions types de production d’un monofilament sur une extrudeuse à vis unique

14
est trop élevée, l’eau sera localement portée à ébulli-tion, ce qui provoquera une dégradation de la surfacedu polymère.
Le VICTREX PEEK peut être orienté en une seule opéra-tion (Figure 8) ou avec un étirage en deux étapes aucours duquel le filament subit un pré-étirement à latempérature de 120° C, puis un étirage à 200 °C. Lespropriétés qui se développent dans le filament étirédépendent du taux de l’étirage. Des taux d’étiragecompris entre 2.5:1 et 3:1 sont recommandés. Au-dessusde 3:1, la résistance au nœud du filament diminue rapi-dement. Le maximum d’étirage obtenu avec le polymè-re VICTREX PEEK est de 3.8:1.
Pendant la phase d’orientation au coeur du filament, ilest nécessaire de le chauffer sous tension. Générale-ment, l’opération est réalisée à une température appro-chant le point de fusion du polymère (Typiquement 6secondes à 280°C sous une relaxation d’étirage de0.95:1). Le mono filament produit est résistant et forte-ment orienté. Son diamètre contrôlé conservera sa for-me au-dessus de la température de transition vitreusede la matière. Les propriétés physiques types de cesmono filaments sont indiquées aux Tableaux 6 et 7.
MOULAGE PAR COMPRESSION
Les informations ci-après sur la réalisation de piècesmoulées par compression reposent sur un historique dedonnées de plusieurs années et ne sont fournies qu’àtitre indicatif. Le transformateur pourra être amené àmodifier les pressions et les températures de mise enœuvre en fonction de la pièce à mouler.
DESCRIPTION GÉNÉRALE DU PROCÉDÉLe polymère, qui sera généralement un grade de pou-dre fine VICTREX 450PF (masse volumique en vrac<0,6 g/cm3), devra être soumis à un séchage préliminai-re pendant 3 heures à 150°C ou pendant une nuit à120°C pour éviter les problèmes de porosité ou de bul-lage. Le VICTREX PEEK en poudre brute ou en granuléspeut être moulé par compression mais des marquesseront toujours visibles aux interfaces des granulés com-pactés et constitueront des points faibles dans la pièce.Le polymère pourra être séché dans le moule mais letemps de séchage devra être adapté en fonction del’épaisseur de matière disposée dans celui-ci. Les com-posants du moule devront eux-mêmes être préchauffésà 150°C environ avant utilisation. L’addition d’une fai-ble quantité (2-3%) de poudre de lubrifiant PTFE dansle VICTREX PEEK pourra favoriser le démoulage.
Une quantité de polymère sec, d’environ 102% du poidsde matière requis pour mouler la pièce, sera compactéedans le moule sous une pression comprise entre 350 et700 bars pour chasser l’air dans le moule avant sa mise enchauffe. Le moule sera de préférence chauffé par des col-liers chauffants externes et internes ou, à défaut, à l’aided’un four à circulation d’air. Avant la mise en chauffe dumoule, on reviendra à une pression de 140 bars.
Le moule sera porté à une température de 390 à 400°Caussi rapidement que le permettra le système de chauf-fe, jusqu’à fusion complète du polymère. On maintien-dra la pression pendant 15 minutes par 25 mm d’épais-seur de paroi. Une éventuelle formation de bavures estnormale.
La pièce sera ensuite refroidie, toujours sous pression, àune vitesse de l’ordre de 40°C par heure jusqu’à attein-
Energie de rupture 1.24 JForce de traction à allongement de 2% 1.18 kgForce de traction à allongement de 5% 1.77 kgForce de traction à allongement de 10% 2.66 kgForce de traction à la rupture 5.81 kgAllongement à la rupture 22.0%Résistance de nœud 2.42 kgRetrait dans l’air à 200°C 3.5%
Tableau 6: Propriètes d’un mono filament de 0,5 mm produit de la manière spécifiée au Tableau 5
Température Résistance en traction Résistance en traction Modulede l’essai seuil d’écoulement (MPa) à la rupture (MPa ) (GPa)
23°C 110 325 6.9
100°C 70 280 5.7
150°C 45 250 5.3250°C 20 120 0.9300°C 6 90 0.25
Tableau 7: Maintien des propriétés du mono filament à hautes températures

15
dre une température inférieure à 150°C à laquelle lapièce pourra être démoulée. On utilisera des thermo-couples pour contrôler la vitesse de refroidissement.
L’ÉQUIPEMENT NÉCESSAIRELa presse devra pouvoir appliquer une pression néces-saire, généralement jusqu’à 700 bars.
Les moules seront réalisés en métal résistant à la corro-sion. Le Stavax, le Duplex (Ni-chrome) et l’acier inoxyda-ble chromé dur ont donné de bons résultats, ainsi quel’acier dur à outils P20 d’une dureté Rockwell de 50. Lesaciers doux et au cuivre sont à proscrire. Pour faciliterl’éjection, les surfaces de moulage doivent être polies.
Il est recommandé d’utiliser un agent démoulant dugenre Frekote (sans silicone) pour faciliter l’éjection. Lejeu entre les pièces de glissement sera compris entre0.075 et 0.125 mm. L’utilisation de bagues d’étanchéitéen PTFE, en aluminium et en acier (20-30 Rockwell)entre le poinçon et le polymère fondu sont efficaces.
On utilisera de préférence des colliers chauffants inter-nes et externes. Toutefois, un four à circulation d’airchaud d’une capacité de chauffe d’au moins 400°Cpourra aussi être utilisé. On veillera à éviter toutedégradation thermique du polymère.
PROPRIÉTÉS DES PIÈCES MOULÉES PARCOMPRESSIONLes pièces en VICTREX PEEK moulées par compressionn’ont pas les mêmes propriétés que celles moulées parinjection. D’une manière générale, les pièces moulées parcompression sont plus cristallines, ont un module et unerésistance à la traction plus élevés, et sont plus dures, maiselles sont moins ductiles et peuvent être plus cassantes.
Des fibres courtes (verre et carbone) peuvent êtreincorporées au VICTREX PEEK pour le moulage parcompression, mais au détriment de l’anisotropie et dela résistance mécanique par rapport aux pièces injec-tées, des différences de coefficient de dilatation ther-mique et des propriétés tribologiques seront observées.
Les pièces de très fortes épaisseurs peuvent être sujet-tes à des fissurations et un post-traitement thermique(recuit) est nécessaire pour libérer les contraintes inter-nes (Voir paragraphe : Recuit).
Des tolérances étroites ne peuvent être obtenues direc-tement après moulage et un usinage est donc nécessai-re (Voir paragraphe : Usinage). Les faces intérieures etextérieures des pièces peuvent avoir des zones de cou-leurs différentes dues au contact avec le moule etl’agent de démoulage. Il suffira d’ôter la peau de mou-lage en surface pour retrouver une couleur homogène.
REVETEMENT A PARTIR DEPOUDRES
Le VICTREX PEEK sous forme de poudre fine peut êtreutilisé pour revêtir des supports métalliques. Des revê-tements épais jusqu’à 2mm peuvent être obtenus parpulvérisation électrostatique ou par lit fluidisé. L’obten-tion de très faibles épaisseurs d’environ 25µm est possi-ble par l’utilisation de dispersions.
Quelque soit le type de technologies utilisées, dépôtélectrostatique ou dispersion, l’aspect de surface finaldépendra de l’ultime cycle de chauffe et du refroidisse-ment utilisé. Trois qualités de surface sont possibles :standard semi-cristalline (pièce refroidie à l’air), amor-phe (pièce trempée dans l’eau froide*) ou brillantesemi-cristalline (pièce trempée dans l’eau froide pourl’obtention d’un rendu de surface brillant puis recuitepour post-cristallisation).
REVÊTEMENT PAR PROJECTION ÉLECTROS-TATIQUE OU PAR LIT FLUIDISÉLa projection électrostatique et le lit fluidisé sont deuxméthodes qui permettent de déposer de la poudre deVICTREX PEEK sur la surface chauffée d’un supportmétallique. Au contact du métal, les fines particules depoudre adhèrent à la surface et finissent par formerune couche cohésive.
La technique de revêtement par projection électrostati-que consiste généralement à amener pneumatique-ment une fine poudre jusqu’à la buse d’un pistolet deprojection électrostatique. Le jet de poudre est dirigéen appliquant une forte différence de potentiel entrela buse et le substrat à traiter. La technique du lit fluidi-sé consiste à faire circuler une masse donnée de poudrefine dans un volume constant à l’aide de gaz sous pres-sion. Un nuage de poudre contrôlé est ainsi créé, danslequel on plonge le substrat déjà en température.
Avant de procéder au revêtement, la surface du subs-trat doit être préparée avec un sablage et nettoyée àl’aide de solvants ou dégraissants adaptés pour éliminertoute particule de poussière ou de grenaille. Cette opé-ration évite toute contamination et rend la surface àtraiter accrochante permettant ainsi d’obtenir une bon-ne adhérence entre le polymère et le métal. Avant l’ap-plication, la pièce à revêtir doit être chauffée à unetempérature comprise entre 400°C et 420°C. Une oxyda-tion partielle du métal réduira l’énergie de surface etpar conséquent l’adhésion du revêtement. La prépara-tion de surface doit donc être réalisée juste avant l’ap-plication et on limitera si possible l’exposition du métalà l’oxygène afin d’obtenir le meilleur accrochage possi-ble du revêtement.* Les pièces trempées dans l’eau froide peuvent générer de la vapeur et
localement de l’eau bouillante.

16
Après l’application de la couche finale, la pièce doit êtreplacée dans le four pour une dernière gélification durevêtement en VICTREX PEEK puis sortie du four afind’assurer son refroidissement. Le degré de cristallinitédu revêtement peut être contrôlé en maîtrisant la vitessede refroidissement. Les pièces avec un revêtement amor-phe sont généralement placées dans un four à circula-tion d’air à une température de 200°C pendant 30 minu-tes afin d’atteindre un niveau maximum de cristallinité.
Le revêtement de pièces massives avec une inertie ther-mique importante limite la vitesse de refroidissement etinduit un taux de cristallinité très élevé susceptible deprovoquer la fissuration du revêtement. Ce taux de cris-tallinité peut être maîtrisé en contrôlant la vitesse derefroidissement en utilisant par exemple de l’air froidpulsé. L’utilisation de l’eau peut conduire à un chocthermique et n’est pas recommandée.
REVÊTEMENT PAR DISPERSIONL’obtention de revêtements VICTREX PEEK de très fai-bles épaisseurs de l’ordre de 25µm à 100µm est possi-ble en utilisant des dispersions en phase aqueuse. Lesdispersions peuvent être utilisées pour le revêtementd’aciers standard ou inoxydables, d’aluminium, de fon-te ou de céramiques. L’utilisation de dispersions élabo-rées à partir de VICTREX PEEK à haute fluidité est idéa-le pour le revêtement de pièces aux géométriescomplexes et favorise l’application de la couche sur deszones proches de trous, cavités ou en retrait.
Comme les autres revêtements à base de VICTREXPEEK, les revêtements sur base dispersion possèdentd’excellentes propriétés de frottement et de résistanceà l’usure, de résistance chimique, de résistance à lavapeur, d’excellentes propriétés mécaniques, (dureté,fluage, etc ..) ainsi que une faible extraction d’ions etune bonne pureté chimique.
OPERATIONS DE F INITION
Les pièces fabriquées avec le polymère ou les com-pounds VICTREX PEEK peuvent être soumises à diversesopérations de finition, telles que usinage, collage, colo-ration ou métallisation.
USINAGETrès souvent, dans le cas de la réalisation d’un prototy-pe ou de la production de petites séries, la fabricationd’un moule par injection ne se justifie pas d’un pointde vue économique. Dans ce cas, il est courant d’usinerdes semi-produits en VICTREX PEEK pour fabriquer lespièces voulues. Le VICTREX PEEK peut être usiné et finien employant les mêmes techniques et équipementsque pour tous les autres thermoplastiques techniques.Cependant, du fait des excellentes propriétés physiqueset caractéristiques d’usure de ces matériaux, il estrecommandé d’utiliser des outils diamantés ou au car-bure.
Unités VICTREX PEEK VICTREX PEEK grades renforcés
TOURNAGEVitesse de coupe m min-1 300 120-180Avance mm rev-1 0.4 0.2Angle de dépouille ° 5 5Angle d’attaque ° 6-12 6 - 12Profondeur de coupe mm 6.5 7.5Liquide de refroid. Aucun AucunFRAISAGEFraise - standard ou carbure carbure ou diamantVitesse de coupe m min-1 180-230 78-110Liquide de refroid. - Eau/Huile Eau/HuilePERCAGEVitesse de coupe m min-1 120 75-120Avance mm rev-1 0.05-0.20 0.05-0.20 Angle d’affûtage ° 118 118Angle de dépouille ° 12 12Liquide de refroid. - Eau/Huile Eau/HuileALESAGEAlésoir - Rainure hélicoïdale Rainure hélicoïdaleVitesse rev min-1 100-200 100-200Liquide de refroid. - Eau/Huile Eau/Huile
Tableau 8: Guide d’usinage du VICTREX PEEK

17
Les opérations d’usinage et de reprise des matériauxpolymères sont susceptibles d’entraîner la libération decontraintes internes inhérentes au moulage ou decontraintes résiduelles. Avant de procéder à l’usinaged’ébauches en VICTREX PEEK, il est recommandé de lessoumettre à un recuit pour éliminer ces contraintes.Une procédure de recuit est décrite au paragraphe :Recuit. Les opérations d’usinage et de reprise peuventelles-mêmes générer des contraintes à l’intérieur dumatériau dues à l’échauffement local provoqué par lesoutils. Par conséquent, lorsque des opérations d’usina-ge ou de reprise importantes doivent être exécutées, ilpeut s’avérer nécessaire de soumettre les pièces à unsecond recuit juste avant la dernière passe de finition.
La conductivité thermique des matériaux polymères estinférieure à celle des métaux et l’accumulation de cha-leur pendant l’usinage est rapide. Il est donc conseilléd’utiliser un liquide de refroidissement pour éliminer unepartie de la chaleur générée pendant le travail du maté-riau. L’utilisation de l’eau est généralement recomman-dée pour tous les grades de VICTREX PEEK. Un récapitula-tif des préconisations d’usinage est donné au Tableau 8.
PERFORMANCES DES PROTOTYPESUne pièce prototype reste une des meilleures façonsd’évaluer les performances d’un matériau dans certai-nes conditions spécifiques à une application prévue. Lesperformances physiques d’une telle pièce, cependant,seront légèrement différentes de celle d’une pièceidentique moulée par injection. Ce phénomène peutêtre expliqué par les conséquences physiques inhéren-tes à la procédure de moulage, dont l’orientation desfibres et la présence d’une peau de moulage.
RECUITLes pièces réalisées en VICTREX PEEK peuvent êtrerecuites pour augmenter leur taux de cristallinité, élimi-ner leur histoire thermique, limiter les variationsdimensionnelles à température élevée ou éliminer lescontraintes. La procédure de recuit à appliquer dépen-dra des objectifs à atteindre avec ce traitement.
DESCRIPTION GÉNÉRALE DU RECUIT POUROPTIMISER LE TAUX DE CRISTALLINITÉ Augmenter la cristallinité d’une pièce peut s’avérernécessaire si elle présente une peau amorphe marron(celle-ci peut également être éliminée en augmentantla température du moule) ou pour améliorer sa résis-tance mécanique ou chimique.
(a) Sécher l’objet à 150°C pendant un minimum de troisheures.
(c) Chauffer l’objet à une vitesse de 10°C par heure jus-qu’à la température d’équilibre de 200°C.
(c) Le temps de maintien en température de l’objetdépend de l’épaisseur. Il est recommandé que latempérature de recuit soit maintenue pendant aumoins 4 heures.
(d) Laisser refroidir l’objet de 10°C par heure jusqu’à ceque la température du système tombe au-dessousde 140 °C.
(e) Arrêter le four et laisser l’objet se refroidir jusqu’àla température ambiante.
Des températures de recuit proches de 300°C peuventêtre employées pour optimiser les performances méca-niques (résistance et module) et la résistance aux atta-ques chimiques. Cependant, ces effets peuvent parfoiss’accompagner d’une fragilisation et d’une oxydationde la surface provoquées par l’application de tempéra-tures de recuit élevées.
DESCRIPTION GÉNÉRALE DU RECUIT POURÉLIMINER LES CONTRAINTES Les opérations de moulage par injection ou d’usinagepeuvent générer des contraintes internes. Ces contrain-tes, qui réduiront les performances physiques d’unepièce, peuvent être éliminées en soumettant l’échantil-lon à un recuit à une température de maintien de250°C comme décrit précédemment.
DESCRIPTION GÉNÉRALE DU RECUIT POURÉLIMINATION DE L’HISTOIRE THERMIQUEET DU RETRAITLa stabilité dimensionnelle sur une plage de températu-re étendue peut s’avérer cruciale pour certaines applica-tions. Les objets peuvent être recuits pour éliminer leseffets de la déformation ou l’histoire thermique.(a) Sécher l’objet à 150°C pendant un minimum de trois
heures.(b) Chauffer l’objet de 10°C par heure jusqu’à la tempé-
rature d’équilibre qui doit dépasser la températured’utilisation de service de la pièce.
(c) Le temps de maintien en température de l’objetdépend de l’épaisseur. Il est recommandé que latempérature de recuit soit maintenue pendant aumoins 4 heures.
(d) Laisser refroidir l’objet de 10°C par heure jusqu’à ceque la température du système tombe au-dessousde 140 °C.
(e) Arrêter le four et laisser l’objet se refroidir jusqu’àla température ambiante.

18
les. Cependant, comme ce polymère a une températurede fusion extrêmement élevée, une quantité considéra-ble d’énergie doit être appliquée à l’interface pourobtenir une bonne liaison. Des résultats satisfaisantsont été obtenus avec les méthodes de soudage auxultrasons à champ rapproché, par friction et par soudu-re miroir
MÉTALLISATION SOUS VIDELes polymères VICTREX PEEK peuvent être utilisés com-me support dans les procédés de métallisation des ther-moplastiques. Lors du moulage par injection ou del’usinage de ces matériaux, il convient d’assurer un bonfini de surface car dans le cas contraire, le revêtementne serait pas uniforme. S’assurer que le support estpropre, sec et ne présente aucune trace de matièrescontaminantes avant l’application du revêtementmétallique.
COLORATIONLe VICTREX PEEK est disponible en couleur naturellegris/beige ou en noir. La couleur des compounds estmodifiée par les constituants, ainsi les matériaux char-gés avec du carbone sont automatiquement noirs, alorsque les matériaux renforcés fibre de verre sont d’ungris clair. Le VICTREX PEEK peut être coloré par l’ad-jonction de mélange maître.
IF – Rupture adhésive à l’interface adhésif/substrat • SF – La résistance de l’adhésif est suffisante pour causer la rupture du substrat en VICTREX PEEK CF – Rupture cohésive de l’adhésif, avec traces d’adhésifs sur les deux faces • ICF – Mode de rupture mixte avec propagation de la rupture suivant les deux modes(adhésive et cohésive)
Contrainte de rupture (MPa)Adhésif Type Fabricant 23°C 120°C 150°C 200°C
S-4215 RA Acrylique ATP Adhesive Systems 0.2 CF 0.03 CF - -
Araldite AV138M + HV 998 Epoxy Huntsman 5.5 IF + CF 3.4 CF - -
Araldite AV 119 Epoxy Huntsman 41.8 SF 4 CF 1.5 IF + CF -
HAF 8401 Caoutchouc nitrile Tesa AG 47.3 SF 2.4 IF 1.9 IF -résine phenolique
Duralco 4460 Epoxy Cotronics Corp. 1.7 ICF - 0.5 CF 0.4 IF +CF
Duralco 4703 Epoxy Cotronics Corp. 16.7 SF - 3.4 CF 1 CF
Duralco 4525 Epoxy Cotronics Corp. 3.3 CF - - 0.6 CF
EPO-TEK 353 ND Epoxy Epoxy Technology 36.2 SF - 3.1 CF 1 IF + CF
Tableau 9: Résistance du collage du VICTREX PEEK avec différents adhésifs
Résistance du collage (MPa)
Sans traitement 0.7Abrasif 2.1 Acide 5.5Laser excimer 5.6Lampe UV 5.0Plasma 5.0
Tableau 10: Comparatif des techniques de traitements de surface pour le collage du VICTREX 450G
COLLAGELe VICTREX PEEK peut être collé à l’aide d’une grandevariété d’adhésifs répandus. Pour des applications spé-cifiques, veuillez contacter Victrex pour des recomman-dations.
TYPES D’ ADHÉSIFSLa plupart des adhésifs sont compatibles avec les poly-mères VICTREX PEEK. Les colles de type époxy, cyanoa-crylate, anaérobique et silicone ont permis de colleravec succès le VICTREX PEEK. Une liste non exhaustived’adhésifs compatibles et leur contrainte de rupturecorrespondante sont données au Tableau 9.
Les données du Tableau 9 indiquent clairement quecertains adhésifs testés à base d’époxy ont une force decollage supérieure à celle d’autres adhésifs classiques.
PRÉPARATION DES SURFACESLes surfaces à coller doivent être propres, sèches et ne pré-senter aucune trace de graisse ou autres contaminations.
Il existe une grande variété de traitements de surfacesusceptible d’améliorer l’adhésion de ces adhésifs avecle polymère VICTREX PEEK.
Un comparatif des performances de collage obtenuesavec les techniques traditionnelles de préparation desurface a été réalisé dans le Tableau 10.Pour ces essais, des échantillons de VICTREX 450G ontété assemblés dans une configuration de cisaillementsimple avec un adhésif époxy bi-composants Araldite(AV138M/HV998) polymérisé 15 minutes à une tempé-rature de 100°C.
SOUDAGELe VICTREX PEEK peut être assemblé en utilisant destechniques de soudage thermoplastique conventionnel-

19
S P E C I F I C AT I O N S E T H O M O L O G AT I O N S
Le VICTREX PEEK et ses compounds sont reconnus ou homologués par les organismes suivants.
AÉRONAUTIQUE ET MILITAIRE
FAR 25-853 Les VICTREX 381G, 450G, 450GL30 et 450CA30 sont conformes aux critères d’auto-extinguibilité, de dégagement de fumées et de toxicité de la norme FAR 25-853 relative aux applications dans les cockpits d’avion.
ATS 1000.001 Les VICTREX 381G et 450G sont conformes aux critères de densité optique et de toxicité de la norme ATS 1000.001 relative aux fumées de combustion.
SP-R-0022A Le VICTREX 450G est conforme à la norme NASA SP-R-0022A relative à la stabilité au vide des matériaux polymères pour les applications spatiales.
BMS 8-317A Les VICTREX PEEK non-chargés, chargés verre et chargés carbone peuvent être fournis en conformité avec le cahier des charges BOEING BMS 8-317A pour les applications aéronautiques.
MIL-P-46183 Le VICTREX PEEK et ses compounds peuvent être fournis en conformité avec le cahier des charges militaire MIL-P-46183.
Essai de décoloration Le VICTREX 381G satisfait à l’essai de décoloration des avions Boeing.
#DMSRR 1018 Le VICTREX CA30 est conforme à la norme Rolls Royce n°DMSRR 1018.
75-T-2-3007-4-1 Le VICTREX 450CA30 est conforme à la norme Deutsche Aerospace / Airbus 75-T-2-3007-4-1.
MS29.02.03 Le VICTREX 450GL30 est conforme au cahier des charges matériaux MS29.02.03 de Sundstran Aerospace.
JAR 25.853 Le VICTREX 381G est conforme aux critères d’auto-extinguibilité, de dégagement de fumées et de toxicité de la norme de résistance au feu JAR 25.853.
S26 4625 Le VICTREX 381G est conforme aux critères d’auto-extinguibilité, de dégagement de fumées et de toxicité de la norme S26 4625 relative au dégagement de fumée hors flamme.
VPRM85-10A Le VICTREX 381G est conforme aux critères d’auto-extinguibilité, de dégagement de fumées et de toxicité de la norme VPRM85-10A relative à la quantité de chaleur totale et maximale dégagée sous chauffe.
299-947-362 Tous les grades de VICTREX PEEK sont conformes au cahier des charges hélicoptères 299-947-362 de Bell.
P6240 Tous les grades VICTREX PEEK sont conformes au cahier des charges P6240 de General Dynamics.
HS13534 Le VICTREX 450FC30 est conforme au cahier des charges HS13534 de Hamilton Standard (United Technologies).
AUTOMOBILE
WSK-M 4D 838-A Le VICTREX 150G et 450G sont conformes au cahier des charges mondial WSK-M 4D 838-A de Ford.
WSS-M 4D X1-X1 Le VICTREX 150FC30 est conforme au cahier des charges mondial WSS-M 4D X1-X1 de Ford.
MS DB406, rév. C Le VICTREX 150FC30 est conforme au cahier des charges matériaux MS DB406, rév. C de Daimler Chrysler.
INFLAMMABILITÉ
UL94 V-0 Les VICTREX 450G, 450GL30 et 450CA30 sont classés V-0 à 1,45 mm d’épaisseur par les Underwriters Laboratories selon la norme d’inflammabilité UL94

20
ALIMENTAIRE
FDA 21 CFR 177.2415 Tous les grades de VICTREX PEEK non chargés sont fabriqués et testés en conformité avec les prescriptions du règlement FDA 21 CFR 177.2415 relatif à l’utilisation en contact avec les produits alimentaires. Victrex plc décline toute responsabilité de non-conformité du matériau dans le cas d’ajout d’autres substances lors d’une transformation ultérieure. Nous avertissons les utilisateurs finaux et les transformateurs du fait que la responsabilité de la conformité avec les valeurs limites d’extraction définies dans le règlement 21 CFR 177.2415 incombe au fabricant de l’objet en contact avec le produit alimentaire.
Norme sanitaire Tous les grades de VICTREX PEEK non chargés sont en conformité avec la Norme Sanitaire 3-A 20-21 relative aux matières plastiques utilisées en contacts répétés avec le produit dans les
équipements de laiterie.
CEE 93/9/CEE Les VICTREX 150P, 380P, 450P, 151G, 381G et 450G sont conformes à une directive CEE 93/9/CEE relative aux matières plastiques utilisées en contact avec les produits alimentaires.
WRCA BS 6920 Les VICTREX 450G, 450GL30, 450CA30 et 450FC30 sont conformes aux exigences de la norme BS 6920 rapport M100216/(A-D) du Water Research Council relative aux matériaux non métalliques utilisés en contact avec l’eau potable.
INDUSTRIE
WS-340, rév. A Le VICTREX 450G est conforme au cahier des charges matériaux Whitey (valve Swagelock) WS-340, rév. A.
CABLERIE
61-12 Le VICTREX 450G passe la norme UK defence 61-12 (section 18, 2ème édition), relative aux matériels à risque d’incendie limité, dans la catégorie fil de type 2.
RME 620 A Le VICTREX 450G est conforme au cahier des charges RME 620A des Transports Londoniens relatif aux matériaux utilisés pour le gainage des câbles dans le matériel ferroviaire roulant.
ST 808 Le VICTREX 450G est conforme à la norme ST 808 de la SNCF.
E/TSS/EX5/6053 Le VICTREX 450G est conforme à la norme E/TSS/EX5/6053, 3ème édition, du Central Electricity Generating Board.
EDF HN 3280 Les fils gainés de VICTREX PEEK sont conformes au cahier des charges HN3280 de l’EDF.

www.victrex.com

Siège socialVictrex plcVictrex Technology CenterHillhouse InternationalThornton CleveleysLancashire FY5 4QDRoyaume-Uni
Tél.: +44 1253 897700Fax: +44 1253 897701Email: [email protected]
AmériqueVictrex USA Inc.3A Caledon CourtGreenville, SC 29615Etats-Unis
Tél.: + 1 800 VICTREXTél.: + 1 864 672 7335Fax: + 1 864 672 7328Email: [email protected]
EuropeVictrex Europa GmbHHauptstr. 1165719 Hofheim/Ts.Allemagne
Tél.: + 49 6192 964949Fax: + 49 6192 964948Email: [email protected]
Asie-PacifiqueVictrex plcHanai Building 6F1-2-9 Shiba KoenMinato-KuTokyo 105-0011Japon
Tél.: +81 35777 8737Fax: +81 35777 8738Email: [email protected]
Les informations contenues dans cette brochure sont fournies par Victrex plc en toute bonne foi et décrivent de manière détaillée les caractéristiques typiqueset/ou les utilisations classiques du ou des produits. Toutefois, il est de la responsabilité du client de tester complètement le produit dans son utilisation spécifiqueafin de déterminer son comportement, son efficacité et la sécurité pour chaque produit fini, système ou autre application. Les suggestions d’utilisation ne pour-ront en aucun cas être considérées comme une incitation à la violation d’un brevet. Les informations et les données contenues dans cette brochure sont fourniespar Victrex plc en toute bonne foi et jugées fiables. La mention d’un produit dans cette documentation ne garantie pas sa disponibilité. Dans le cadre de son pro-gramme continu de développement de ses produits, Victrex plc se réserve le droit de modifier les produits, leurs caractéristiques ou leur conditionnement.
©V
ictr
ex p
lc 6
04
▲ Siège Social
▲ Bureaux
Distributeurs
www.victrex.com
Une Entreprise Mondiale
Victrex plc est un leader mondial innovant en matériaux hautes performances.L’usine de production et le centre de recherche sont basés au Royaume-Uni.Les bureaux de ventes et des distributeurs servent plus de 30 pays à travers le monde.
▲▲
▲HQ▲
▲
▲ ▲
▲
▲▲
▲
▲
▲
▲▲
▲ ▲▲
▲▲▲
▲▲