Grupo ABB 2 / 2007 Pioneering ... · ... se están desarrollando los bio-combustibles y explotando...
92
2 / 2007 Revista técnica del Grupo ABB www.abb.com/abbreview Revista ABB Pioneering spirits A revolution in high dc current measurement page 6 Team-mates: MultiMove functionality heralds a new era in robot applications page 26 Best innovations 2004 page 43 a Eficiencia energética La energía en 2015, tendencias y factores impulsores página 6 Transmisión de tensión ultra alta página 22 Biocombustibles página 62 Eficiencia de motores página 81
Transcript of Grupo ABB 2 / 2007 Pioneering ... · ... se están desarrollando los bio-combustibles y explotando...
2 / 2007
Revista técnica del Grupo ABB
www.abb.com/abbreview
RevistaABB
Pioneering spirits
A revolution in high dc current measurement
page 6
Team-mates: MultiMove functionality heralds a new era in robot applications
page 26
Best innovations 2004page 43
a
Eficiencia energética
La energía en 2015, tendencias y factores impulsores
página 6
Transmisión de tensión ultra altapágina 22
Biocombustiblespágina 62
Eficiencia de motorespágina 81

Dos de los objetivos más importantes que intenta alcanzar la industria (y naturalmente la sociedad como un todo) son el éxito financiero y la responsabilidad medioambiental, dos objetivos que a menudo se perci-ben como contradictorios. Pero cuando se trata de la energía, sea eléc-trica o de combustibles, sea en las fases de exploración, generación, distribución o consumo, los recursos ahorrados han de poder traducirse a dinero ahorrado. Este número de Revista ABB presenta los modos en que la tecnología ABB puede ayudar a nuestros clientes a mejorar su competitividad por medio de más eficiencia energética.

3Revista ABB 2/2007
Editorial
La energía es el corazón, el alma de la economía actual. Desde la extracción de materias primas hasta el uso final de las mismas, pasando por la fabricación y el transporte, la sociedad depende de la continuidad y predictibilidad del suministro de energía. Cualquier posible amenaza a la dis-ponibilidad de este recurso puede afectar negativamente a la prosperidad, local o incluso mundial. Además, la avidez por este recurso es cada día mayor en todo el mundo. Especialmente las economías emergentes más dinámicas compiten por ser protagonistas de ese crecimiento global. Ante este escenario, es legítimo que todos los afectados participen en el debate sobre cómo obtener esa energía. Seguir dependiendo únicamente de las fuentes tradiciona-les no puede ser la solución: de un lado se multiplican las informaciones sobre el cambio climático de origen huma-no, como muestran los últimos acontecimientos de la política energética mundial. Del otro lado, el acceso a estas fuentes de energía primaria es, cada día más, una “contien-da” política entre competidores que quieren asegurarse dicho acceso. Además, no se deben ignorar las consecuen-cias de la disminución de reservas petrolíferas. La respuesta obvia, y también la más frecuente, es que hay que explotar nuevas fuentes, ya sean variantes de las fuen-tes tradicionales o energías renovables. Los escenarios de carácter visionario sobre las tecnologías futuras, como la economía del hidrógeno o la fusión nuclear, puede estar en el horizonte, pero sólo a largo plazo y con variaciones en el tiempo. La discusión sobre las fuentes de energía del futuro más inmediato está entre la energía nuclear, los combustibles fósiles y las fuentes renovables de energía. Los estados y las organizaciones no gubernamentales, la industria, los centros de investigación y los consumidores de energía han aceptado decididamente el desafío. Hoy se están explorando las nuevas fuentes primarias de energía, el carbón se utiliza de manera distinta, se está evaluando la inhibición del CO
2, la energía nuclear está a punto para un
revival en todo el mundo, se están desarrollando los bio-combustibles y explotando la energía eólica y marina, se están implantando medidas fiscales o certificados para in-centivar el cambio y se están preparando muchas otras me-didas.La mayor parte de las instancias implicadas estaría de acuer-do en que ninguna de estas medidas puede ser suficiente por sí misma. La respuesta estaría en adoptar una combi-nación de las soluciones propuestas. Sin embargo, el tiem-po necesario para poner en marcha algunas de estas inicia-tivas deja claro que el cambio no puede ser inminente. ¿Existe alguna opción para conseguir una solución rápida, que además sea viable económicamente? Afortunadamente, esta pregunta tiene respuesta afirmativa: Ese “otro” combustible es la “eficiencia energética”.Consumir menos energía en una tarea tiene el mismo efecto sobre el balance energético mundial que la introduc-ción de otras energías alternativas. Aunque es necesario
emprender ambos caminos, hoy ya es posible aumentar la eficiencia de las infraestructuras; las inversiones necesarias no conducen a un aumento de los costes, ya que estos se amortizan con las economías de funcionamiento. Los ahor-ros empiezan ya con la extracción de la energía primaria, por ejemplo en los yacimientos petrolíferos. Un mejor con-trol del proceso de exploración no sólo ahorra energía sino que aumenta el rendimiento. Un transporte de energía más eficiente desde la fuente primaria hasta el punto de con-versión ofrece otras oportunidades de ahorro, gracias, por ejemplo, a la mayor eficiencia de los gasoductos y buques. Existe un gran potencial de ahorro con consecuencias ecológicas y económicas, otro gran incentivo para aprove-charlo rápidamente.El ciclo de Carnot, la conversión de la energía térmica en energía mecánica, tiene un límite teórico de eficiencia; la investigación sobre tecnología de turbinas y ciclos combi-nados y la búsqueda de mejores procesos de control nunca podrá superar este límite, pero podrá aproximarse más al mismo. La transmisión y distribución de energía eléctrica está asociada inevitablemente a pérdidas en las líneas, pero la tecnología CC de alta tensión y los sistemas FACTS (Flexible AC Transmission Systems) ofrecen buenas posibil-idades para reducir estas pérdidas. Una gran parte de la energía eléctrica mundial es consumida por los motores eléctricos. Dependiendo de la aplicación, el uso de accion-amientos de velocidad variable para controlar motores reduce el consumo de energía en hasta un 70 %. El coste de un motor durante toda su vida útil es hasta dos órdenes de magnitud mayor que el coste inicial del accionamiento, de modo que la economía también respalda el ahorro de energía.Aumentar la eficiencia energética es imprescindible y ur-gente y ABB contribuye a conseguirla. Con la mayor parte de sus productos y servicios para la automatización y la energía, ABB contribuye a hacer más eficiente la gestión de la energía. En este número de Revista ABB presentamos numerosas aplicaciones de la tecnología ABB que mejoran la eficiencia energética. Usted descubrirá que tenemos la eficiencia energética al alcance de la mano, ya que es posi-ble aplicar inmediatamente estas acreditadas tecnologías, que además se amortizan rápidamente.Espero que la lectura de este número de Revista ABB le sirva a usted de inspiración para ahorrar energía, en bene-ficio de usted, en beneficio de todos, en beneficio de un mundo mejor.
Peter TerwieschChief Technology OfficerABB Ltd.
Eficiencia energética, el otro combustible alternativo
4 Revista ABB 2/2007
Revista ABB 2/2007Eficiencia energética
Índice
El mundo en 2015
6Tendencias y factores impulsoresRevista ABB revisa las tendencias y factores impulsores
más importantes que darán forma al mundo del futuro.
11El mundo visto desde 2015Análisis de ABB: cuatro perspectivas del mundo
del futuro
Redes eficientes energéticamente
14Energía para la eficienciaComo conseguir que las redes transporten más energía
a larga distancia al mismo tiempo que mejora la fiabilidad
y la eficiencia energética
22Transmisión de tensión ultra altaLos últimos avances en el campo de la transmisión de
tensión ultra alta
28DescongestiónCuando la congestión hace peligrar la red de trans-
misión, FACTS puede liberar más capacidad.
33Aprovechando el vientoQué hacer si usted quiere utilizar energía eólica limpia
pero no sopla el viento.
39Optimización de plantasEste nuevo enfoque para optimizar la desalinización
y generación de energía combinadas es rentable y
además beneficia al medio ambiente.
44OPTIMAXTM
Mejora de la rentabilidad y del medio ambiente
Eficiencia energética en la industria
45De un nivel muy superiorTransformación. El sistema 800xA Extended Automation
System de ABB ha modernizado radicalmente un gran
molino de papel.
49Laminación energéticamente eficiente El ahorro de tiempo y la eliminación de residuos
caracterizan la singular herramienta de ABB para la
optimización avanzada del proceso de laminación.
53Los optimizadores de la energía¿Cómo es posible reducir la demanda de energía sin
perjudicar la competitividad? Knowledge Manager y
Expert Optimizer de ABB tienen la respuesta.
58Más productividad, menos polución Un robot pintor de nueva generación se encarga de
trabajar en zonas contaminadas, inaccesibles para los
humanos.

5Revista ABB 2/2007
6
49
69
81
www.abb.com/abbreview
Energías alternativas
62Matices del verdeLa energía no crece en los árboles, ¿o sí? Una serie de
artículos cortos sobre productos ABB en uso y sobre la
fabricación de biocombustibles.
69Energía marina limpiaCada día se instalan más molinos de viento en alta mar,
que siguen funcionando impecablemente gracias al
sistema de monitorización y control de ABB.
Productos eficientes energéticamente
73Accionamientos eficientes y ahorro de energíaLos accionamientos son uno de los campos con más
posibilidades de ahorrar energía.
81Eficiencia de motoresLos motores de alta eficiencia tienen una vida útil mucho
más larga.
Siempre pioneros
85Turbo sobrealimentadoresLa historia del éxito de la turbo sobrealimentación.
En el mundo actual, globalmente interconectado, incluso un pequeño cambio de una variable influyente puede tener un gran efecto sobre el desarrollo de la sociedad. Dado lo cambiante de la situación política, el vertiginoso desarrollo económico y los continuos avances tecnológicos, es muy arriesgado hacer pronósticos de futuro. De todas formas resul-ta obvia la necesidad de una planificación razonable, ya que el desarrollo de la energía en todo el mundo es y será uno de los pilares de la sociedad global. Las compañías eléctricas necesitan hacer inversiones a largo plazo tanto en genera-ción como en la infraestructura de transmisión y distribución, los proveedores de soluciones de energías alternativas buscan una plataforma sólida para tomar decisiones y –finalmente, aunque no en importancia– los grupos industriales y sus proveedores necesitan saber hacia dónde van los mercados y las tecnologías.
El mundo en 2015, tendencias y factores impulsoresFriedrich Pinnekamp
6 Revista ABB 2/2007
El mundo en 2015

7Revista ABB 2/2007
Themenbereich
Examinar el futuro es muy compli-cado, ya que muchos posibles
sucesos, como pandemias, ataques terroristas o avances tecnológicos, pueden tener una gran influencia en el desarrollo de las cosas, pero son imprevisibles por su propia naturale-za.Las previsiones basadas en la extrapo-lación de tendencias desarrolladas o emergentes parecen ser más fiables en un período de tiempo razonable. Dado que algunas de esas tendencias están impulsadas por fuerzas conoci-das, existe la posibilidad de hacer un pronóstico significativo analizando dichas fuerzas.
ABB ha examinado seis destacadas tendencias muy influyentes en las ne-cesidades emergentes de la gente y en los requisitos de la industria. Se trata de las tendencias siguientes: Cambios en la sociedad global Globalización Reestructuración de la industria de la energía
Cuestiones sobre la energía primaria Necesidades de energía eléctrica Problemas medioambientales
Una sociedad global en rápido cambioEl cambio, cada vez más rápido, de sociedades e individuos, se debe a di-versos factores: el crecimiento expo-nencial de la población, el descenso de las tasas de mortalidad y fecundi-dad, el cambio en el equilibrio demo-gráfico entre jóvenes y ancianos, la pobreza crónica en gran parte del he-misferio sur, la urbanización y el cre-cimiento de macrociudades, la migra-ción masiva en y entre países, la cre-ciente influencia de la religión en al-gunas culturas y el creciente laicismo en otras y el impacto mundial de la revolución digital y de la tecnología de la información (TI).Con una población mundial de 6.500 millones de habitantes que crece a ra-zón de 75 millones al año, los cam-bios estructurales, de los valores y de las relaciones dentro de y entre socie-dades constituyen la fuerza impulsora que da nueva forma al mundo en que vivimos.El problema de la población se agrava en las economías maduras, ya que el descenso de la tasa de natalidad y la mayor esperanza de vida está provo-cando el envejecimiento de la pobla-
ción que, con el tiempo, podría gene-rar tensiones entre generaciones 1 .La pobreza en los países menos desa-rrollados seguirá siendo extrema aun cuando se alcancen los ambiciosos objetivos contra la pobreza fijados por Naciones Unidas. Seguramente au-mentará el número de conflictos pro-vocados por la pobreza y la injusticia y crecerá la inestabilidad social y polí-tica. Dentro de diez años, la pobla-ción de las macrociudades aumentará en 200 millones de personas (un total de 600 millones en 2015), ya que esta migración a las urbes es la forma tra-dicional en que la gente sin recursos ha accedido a mejores condiciones económicas.Los habitantes de áreas urbanas y los emigrantes a países desarrollados tie-nen un acceso más fácil a plataformas de comunicación globales como Inter-
net, televisión y telefonía móvil y fija.Estas tecnologías contribuyen a divul-gar el conocimiento y a añadir una nueva dimensión a la enseñanza. Mientras que la curva de crecimiento de la enseñanza superior en las eco-nomías maduras se está aplanando, en las economías en rápido desarrollo la curva crece vertiginosamente. Estos países tienen una gran cantidad de in-genieros bien preparados. En Occi-dente, por otro lado, han decaído al-gunas disciplinas tradicionales como la ingeniería eléctrica, con el resulta-do de una gran escasez de ingenieros cualificados.
GlobalizaciónLa globalización está impulsada por las nuevas tecnologías, las nuevas re-laciones económicas y las políticas na-cionales e internacionales de numero-
Tendencias y factores impulsores
El mundo en 2015
1 Desarrollo previsto de la población mundial (Fuente: Scientific American)
400 200 0 200 400
Cantidad en millones Cantidad en millones
Edad
80
60
40
20
0
hombres mujeres
Población mundial hoy
400 200 0 200 400
Edad
80
60
40
20
0
Población mundial prevista en 2005
hombres mujeres

sos actores, como los gobiernos, orga-nizaciones internacionales, empresas, medios de comunicación, mano de obra y sociedad civil.El impacto de la globalización sobre una sociedad determinada tiene mu-chas facetas. Los mecanismos que ha-cen que los flujos comerciales, de ca-pital, de ideas y personas transformen las economías y sociedades son muy complejos.Se prevé que la economía mundial crecerá en torno a un 40 % entre 2005 y 2015 y que la renta media per cápita se elevará en un 25 %. En muchas re-giones del mundo se disfrutará de una prosperidad jamás alcanzada y, por primera vez, podrían surgir clases me-dias en algunos países pobres hasta ahora.Con la integración gradual de China, India y otros países en vías de desa-rrollo en la economía mundial, cientos de millones de adultos en edad de tra-bajar se incorporarán a un mercado de trabajo más integrado globalmente y cambiarán los patrones actuales de
producción, comercio, empleo y sala-rios.Los mayores beneficios de la globali-zación corresponderán a aquellos paí-ses y grupos que puedan acceder a las nuevas tecnologías y las adopten con decisión. La mayor circulación de capacidad intelectual de alta tecnolo-gía en doble dirección, entre Occiden-te y el mundo en desarrollo, la cre-ciente cantidad de personas con cono-cimientos de informática en países en vías de desarrollo y los esfuerzos de las compañías globales por diversificar sus operaciones de alta tecnología promoverán el desarrollo y propaga-ción de las nuevas tecnologías. La tec-nología de información y comunica-ción (TIC) es un importante motor de la globalización, que facilita el inter-cambio a alta velocidad, más allá de las fronteras, de ideas, opiniones y datos. Esto permitirá a las empresas multinacionales trabajar en varias zo-nas horarias, con la consiguiente ven-taja sobre las compañías establecidas en un lugar único.
Reestructuración continua del sector energéticoEl sector de la energía de todo el mundo vive en un estado de reestruc-turación permanente. Procesos como la liberalización y desregulación, la consolidación de mercados, la expan-sión del comercio mayorista de la energía y la negociación de electrici-dad y gas como productos básicos es-tán cambiando la naturaleza misma del comercio energético. Las grandes inversiones en energías renovables por parte de las principales compa-ñías de petróleo y gas, el desarrollo de tecnologías para la transmisión de ultra alta tensión y el almacenamiento de energía eléctrica, junto con la in-tervención política de los estados para estimular o desmotivar tendencias y tecnologías son importantes factores que influyen en todas las fases de la cadena de valor y por tanto en el sec-tor de la energía 2 .
Un factor esencial que afecta a la es-tructura de la industria energética
8 Revista ABB 2/2007
Tendencias y factores impulsores
El mundo en 2015
2 Cadena de valor de la industria energética
Electricidad
Gas natural
Petróleo
Servicios públicos
Oil and gas companies
Corriente arriba Venta al por mayor Entrega Venta al detalle
Minería del carbón y del uranio
Exploración y extracción de petróleo y gas
Procesado de gas
Refinado de petróleo
Gasoductos
Transmisión de energía
Distribución de energía
Distribución de gas
Estaciones de servicio
Facturación y servicio al cliente
Conducciones de petróleo y
productos refinados
Distribución de productos del
petróleo
Comercio de la energía y mercado
global
Generación de electricidad

9Revista ABB 2/2007
Tendencias y factores impulsores
El mundo en 2015
mundial es la liberalización y privati-zación de los mercados de la electrici-dad y del gas. Sin embargo, después de casi 25 años desde el comienzo de este proceso aún no existe una ima-gen clara de los efectos de esta políti-ca. La liberalización del mercado está inaugurando una nueva era en el co-mercio mayorista de la electricidad. Los países europeos no siguen el mis-mo ritmo de liberalización, lo que sig-nifica que existen numerosas variantes de acuerdos energéticos comerciales, desde los modelos de distribución central hasta los modelos basados en el intercambio. El objetivo final es es-tablecer un mercado en el que el gas y la electricidad se negocien como ar-tículos básicos, con productos y servi-cios flexibles e innovadores.
Otro factor que impulsa la reestructu-ración de la industria de la energía es la necesidad de inversiones adiciona-les en infraestructuras que ayuden a satisfacer la creciente demanda mun-dial de servicios de energía eléctrica. Es necesario invertir para sustituir la capacidad que se elimina, ampliar los sistemas de suministro donde sea ne-cesario y cubrir los costes de sistemas de energía más limpia.
Los políticos impulsan la rees-tructuración mediante subven-ciones y medidas fiscales, apoyadas por las leyes y de-cretos correspondientes, bus-cando desarrollar y fomentar el uso de energías renovables, intensificar la conciencia medioambiental y promover el ahorro de energía.Sin embargo, es improbable que la generación de energía renovable a pequeña escala influya mucho, a medio pla-zo, sobre la estructura del sector energético.
Otra fuerza impulsora es la poca fiabilidad del suministro, como se puso de manifiesto en los diversos apagones de 2003. La seguridad energética tiene muchas dimensiones, como la seguridad de sumi-nistro de acuerdo con la eco-nomía de mercado, los aspec-tos tecnológicos, medioam-bientales, sociales y cultura-
les, además de la importancia estraté-gica militar, y esto aumenta extraordi-nariamente la complejidad del proce-so de reestructuración.
El futuro de los recursos de energía primariaCasi todas las previsiones sobre la energía contemplan una demanda siempre creciente de energía primaria durante las dos primeras décadas de este siglo. Este pronóstico se basa so-bre todo en una extrapolación del de-sarrollo en el pasado, aunque el con-sumo se está desplazando significati-vamente a economías emergentes, es-pecialmente a China e India.La energía primaria a partir del petró-leo, carbón, gas natural y uranio se-guirá estando disponible en 2020 y más adelante. La Agencia Internacio-nal de la Energía (IEA) estima que ha-brá que invertir 16 billones de dólares durante las tres décadas siguientes pa-ra satisfacer el incremento previsto de la demanda de energía; el 60 % de ese dinero se empleará en centrales eléc-tricas y redes de transmisión y distri-bución1).Hasta ahora ha habido una estrecha correlación entre energía primaria y producto interior bruto, pero se espe-
ra que, con el tiempo, el creciente uso de tecnologías energéticamente efi-cientes debilitará esa correlación. No obstante, el crecimiento económico mundial en conjunto seguirá unido a la creciente demanda de energía du-rante los próximos 20 años. Se espera que el petróleo, que repre-senta casi el 38 % del consumo mun-dial de energía, seguirá siendo la fuente de energía dominante en las dos próximas décadas, aunque será necesario ‘descubrir’ más del 30 % de los recursos requeridos. El gas natural sigue siendo una fuente importante para la generación de energía (cerca del 30 %). Dado que emite menos CO
2, el gas natural es una opción
atractiva para reducir los gases de efecto invernadero.El consumo de carbón crecerá en la mayoría de los países, excepto en Eu-ropa Occidental. El mayor incremento se prevé que tenga lugar en China e India, que disponen de enormes yaci-mientos. Estos dos países representa-rán el 72 % del incremento mundial de consumo de carbón.La energía nuclear puede volver a ha-cerse popular en las economías madu-ras tras un período de estancamiento. Otras energías primarias como la eóli-
ca, olamotriz, geotérmica o solar se convertirán en parte de la combinación (conjunto de diferentes fuentes) de energía, aunque seguramen-te no contribuirán significati-vamente al suministro ener-gético global durante los próximos 15 a 20 años.
Muchas de las tecnologías alternativas que pueden lle-nar el posible vacío de su-ministro de energía aún es-tán en fase de desarrollo y su viabilidad económica se hará esperar. El ahorro de energía, especialmente en el sector del transporte, podría incrementar notablemente la disponibilidad de petróleo. Biocombustibles de diferen-tes tipos reducirán también la dependencia del petróleo de este sector.
Nota1) Véase también Revista ABB 4/2004.

En resumen, la incertidumbre sobre los recursos de energía primaria de-pende de los factores siguientes: Accesibilidad limitada a recursos energéticos por razones políticas
Disponibilidad limitada de tecnolo-gías económicamente viables para explotar futuros recursos
Disponibilidad limitada de recursos de energías alternativas para susti-tuir las fuentes tradicionales en sufi-ciente medida y a un coste accesible
Utilización limitada de combustibles fósiles para evitar el deterioro medioambiental a un coste accesible
Necesidades cambiantes de energía eléctricaCon la demanda creciendo a un ritmo constante, especialmente en los países en vías de desarrollo, es de esperar que se acentúen las diferencias regio-nales en cuanto a generación, distri-bución y uso de la electricidad. En las economías avanzadas, la alta edad de las infraestructuras está provocando problemas. En las economías emer-gentes se han de construir nuevas ins-talaciones; a escala global hay una gran necesidad de tecnologías respe-tuosas con el medio ambiente y que reduzcan el consumo de energía 3 . Aunque no se espera que la combina-ción de energías para la generación eléctrica cambie significativamente, los países que en su combinación ten-gan un mayor porcentaje de energías renovables tendrán que abordar la fia-bilidad de la red. En muchas zonas del mundo, las redes de transmisión y distribución funcionan cerca de sus lí-mites de capacidad y la construcción
de nuevas redes, especialmente inten-sa en las economías asiáticas en rápi-do crecimiento, no es lo bastante rápi-da para satisfacer el aumento de de-manda. La máxima prioridad para todos los países será garantizar un suministro fiable de energía eléctrica; esto signifi-ca asumir los grandes costes de res-taurar las redes existentes o de cons-truir otras nuevas.Estas circunstancias están llevando a China e India a la construcción de nuevas centrales eléctricas en la proximidad de las fuentes de energía primaria, pero muy alejadas de los puntos de consumo. Por consiguiente, hacen falta nuevas líneas de transmi-sión, capaces de entregar grandes cantidades de energía.Muchas compañías eléctricas conside-ran prioritaria la fiabilidad, ya que la falta de ésta puede tener efectos de-vastadores sobre la sociedad en su conjunto. Se estima que en Estados Unidos los apagones han provocado unos costes y pérdidas de ingresos por valor de más de 10.000 millones de dólares; estos costes se achacan a unas inversiones insuficientes en la capacidad de transmisión y distribu-ción y al uso de tecnologías anticua-das y procedimientos operativos in-adecuados. Los intentos para reducir las pérdidas del sistema dependen de factores medioambientales y en cualquier caso se ha de garantizar la seguridad del suministro. Los sistemas modernos de transmisión y distribución suelen per-der 6–7 % de la electricidad que trans-portan. Cerca del 70 % de estas pérdi-
das tiene lugar en el sistema de distri-bución, que es más extenso que el sistema de transmisión y opera con una tensión más baja.No sólo las compañías eléctricas tie-nen gran interés en reducir las pérdi-das. El ahorro de energía eléctrica tie-ne un efecto directo sobre los benefi-cios de plantas industriales, negocios comerciales y hogares, lo cual impulsa la demanda de equipos eléctricos energéticamente eficientes, como los motores, accionamientos y electrodo-mésticos. El desarrollo tecnológico ha creado nuevas formas de dirigir las redes. Los avances de las tecnologías de com-pensación estática de potencia reacti-va y de almacenaje de energía permi-ten conectar nuevas fuentes de ener-gía eléctrica a las redes existentes. La electrónica de potencia ha hecho po-sible el control de redes y los nuevos dispositivos FACTS (sistemas flexibles de transmisión de CA) mejoran la con-trolabilidad.
Cada día se extienden más las tecno-logías de ahorro de energía o de me-jora de la eficiencia. Los semiconduc-tores de potencia con bajas pérdidas y eficiencia en el uso de la energía es-tán reduciendo las pérdidas en la red. Con los motores de avanzada tecnolo-gía y los accionamientos de velocidad variable basados en la electrónica de gran potencia se están reduciendo más y más las pérdidas de energía.Los avances de las tecnologías de in-formación y comunicación también están impulsado diversas iniciativas I+D de redes “inteligentes” o “autorre-
El mundo en 2015
Tendencias y factores impulsores
10 Revista ABB 2/2007
3 Consumo mundial neto de electricidad en miles de millones de kWh, 2002–2025. Fuente: IEA
30,000
25,000
20,000
15,000
10,000
5,000
02002 2010 2015 2020 2025
Historia Proyecciones
14,275
18,87521,400
26,018
23,677

generadoras”, que mejoran la fiabili-dad del suministro.
El medio ambiente como negocioAunque continúa el debate sobre la magnitud y el impacto del cambio medioambiental, existe consenso en cuanto a la necesidad de resolver una serie de problemas mundiales urgen-tes, como son la emisión de gases de efecto invernadero, el cambio climáti-co y el agotamiento de los recursos naturales 4 . La preocupación que se percibe como más apremiante en el mundo actual es el aumento de la concentración de ga-ses de efecto invernadero y se debe en gran parte a que su posible impac-to tiene un alcance global. La crecien-te importancia de tecnologías concebi-das para reducir las emisiones es un catalizador de nuevas oportunidades comerciales. Estas oportunidades se encuentran en el uso de tecnologías con emisiones bajas o nulas para las industrias de generación eléctrica y de fabricación y en mejorar la eficiencia energética de los procesos y equipos industriales, por el uso de motores eficientes y de accionamientos eléctri-cos de velocidad variable. A la multiplicación de nuevas oportu-nidades comerciales se opone la in-certidumbre sobre el futuro de los recursos de energía primaria. Esto lle-vará, probablemente, a intensificar la investigación en tecnologías de gene-
ración de energía renovable y al uso de biocombustibles alternativos en el sector del transporte. Durante los últi-mos años, las tecnologías de combus-tión de combustibles fósiles han mejo-rado enormemente. Así sucede con el petróleo, el gas y el carbón, pero tam-bién en los motores de combustión para automóviles.Sin embargo, el desarrollo de nuevas tecnologías estará impulsado, proba-blemente, por la disyuntiva entre el coste y las ventajas de estas tecnolo-gías: desgravaciones fiscales, menores emisiones, menor consumo de com-bustible y vida útil más larga. El renovado interés por construir cen-trales nucleares puede inhibir el desa-rrollo y expansión de formas alternati-vas de generación de energía. La al-ternativa entre limitaciones de las energías limpias por un lado y creci-miento económico por el otro está complicando, sin embargo, la imple-mentación de medidas, especialmente en los países rápidamente emergentes.
Friedrich Pinnekamp
ABB Group, Corporate Research
Zurich, Suiza
El mundo en 2015Un análisis de ABB
Friedrich Pinnekamp
Este estudio se realizó basado en entrevis-
tas, informes escritos y discusiones perso-
nales con un gran número de expertos
externos, líderes de opinión, políticos y
miembros de la comunidad científica.
La mayoría de estas autoridades considera-
ban más probable el cierre interno de las
economías nacionales que un movimiento
hacia una sociedad global. Además, creían
que la diferencia entre las economías emer-
gentes y maduras seguiría acortándose, con
cierto crecimiento en ambos grupos.
ABB ha tomado en serio estas indicaciones
y se está preparando para los diversos es-
cenarios posibles. Aunque la incertidumbre
sobre el futuro es alta, existe una preocupa-
ción preponderante en todos los escenarios:
la eficiencia energética.
En una sociedad global y abierta, con
acceso prácticamente libre a la energía, la
escasez general de energía primaria y la
preocupación común por el medio ambiente
dictan el uso racional de la energía.
Si el mundo se vuelve más hacia el protec-
cionismo, la falta de seguridad del suministro
será el factor que prohibe un consumo
excesivo de energía.
Si el desarrollo de las economías emergen-
tes vuelve a acelerarse, también será la falta
de recursos el obstáculo al crecimiento. En
una sociedad madura estancada, la realidad
económica a secas obliga a reducir el con-
sumo de energía.
En cualquier caso, la eficiencia energética
será lo fundamental durante la próxima
década.
Tendencias y factores impulsores
11Revista ABB 2/2007
El mundo en 2015
4 Variación global prevista de la temperatura a partir de varios modelos. Fuente: Cambridge University Press, 2006
6
5
4
3
2
1
0
-1
1900 2000 2100
1990
Varios modelos, incl. SRES
Observados A2 A1B IS92a A1F1 B1 A1T B2
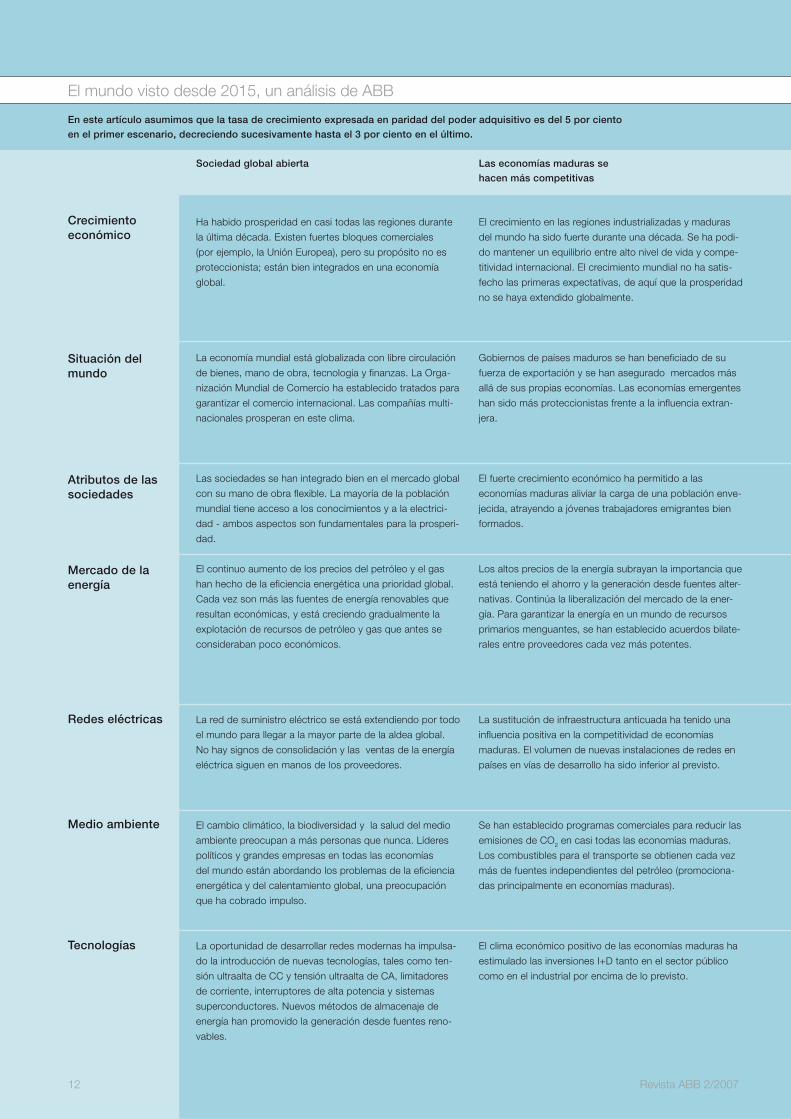
El mundo visto desde 2015, un análisis de ABB
Las economías maduras se
hacen más competitivas
El crecimiento en las regiones industrializadas y maduras
del mundo ha sido fuerte durante una década. Se ha podi-
do mantener un equilibrio entre alto nivel de vida y compe-
titividad internacional. El crecimiento mundial no ha satis-
fecho las primeras expectativas, de aquí que la prosperidad
no se haya extendido globalmente.
Gobiernos de países maduros se han beneficiado de su
fuerza de exportación y se han asegurado mercados más
allá de sus propias economías. Las economías emergentes
han sido más proteccionistas frente a la influencia extran-
jera.
El fuerte crecimiento económico ha permitido a las
economías maduras aliviar la carga de una población enve-
jecida, atrayendo a jóvenes trabajadores emigrantes bien
formados.
Los altos precios de la energía subrayan la importancia que
está teniendo el ahorro y la generación desde fuentes alter-
nativas. Continúa la liberalización del mercado de la ener-
gía. Para garantizar la energía en un mundo de recursos
primarios menguantes, se han establecido acuerdos bilate-
rales entre proveedores cada vez más potentes.
La sustitución de infraestructura anticuada ha tenido una
influencia positiva en la competitividad de economías
maduras. El volumen de nuevas instalaciones de redes en
países en vías de desarrollo ha sido inferior al previsto.
Se han establecido programas comerciales para reducir las
emisiones de CO2 en casi todas las economías maduras.
Los combustibles para el transporte se obtienen cada vez
más de fuentes independientes del petróleo (promociona-
das principalmente en economías maduras).
El clima económico positivo de las economías maduras ha
estimulado las inversiones I+D tanto en el sector público
como en el industrial por encima de lo previsto.
Sociedad global abierta
Ha habido prosperidad en casi todas las regiones durante
la última década. Existen fuertes bloques comerciales
(por ejemplo, la Unión Europea), pero su propósito no es
proteccionista; están bien integrados en una economía
global.
La economía mundial está globalizada con libre circulación
de bienes, mano de obra, tecnología y finanzas. La Orga-
nización Mundial de Comercio ha establecido tratados para
garantizar el comercio internacional. Las compañías multi-
nacionales prosperan en este clima.
Las sociedades se han integrado bien en el mercado global
con su mano de obra flexible. La mayoría de la población
mundial tiene acceso a los conocimientos y a la electrici-
dad - ambos aspectos son fundamentales para la prosperi-
dad.
El continuo aumento de los precios del petróleo y el gas
han hecho de la eficiencia energética una prioridad global.
Cada vez son más las fuentes de energía renovables que
resultan económicas, y está creciendo gradualmente la
explotación de recursos de petróleo y gas que antes se
consideraban poco económicos.
La red de suministro eléctrico se está extendiendo por todo
el mundo para llegar a la mayor parte de la aldea global.
No hay signos de consolidación y las ventas de la energía
eléctrica siguen en manos de los proveedores.
El cambio climático, la biodiversidad y la salud del medio
ambiente preocupan a más personas que nunca. Líderes
políticos y grandes empresas en todas las economías
del mundo están abordando los problemas de la eficiencia
energética y del calentamiento global, una preocupación
que ha cobrado impulso.
La oportunidad de desarrollar redes modernas ha impulsa-
do la introducción de nuevas tecnologías, tales como ten-
sión ultraalta de CC y tensión ultraalta de CA, limitadores
de corriente, interruptores de alta potencia y sistemas
superconductores. Nuevos métodos de almacenaje de
energía han promovido la generación desde fuentes reno-
vables.
Crecimiento económico
Situación del mundo
Atributos de las sociedades
Mercado de la energía
Redes eléctricas
Medio ambiente
Tecnologías
12 Revista ABB 2/2007
En este artículo asumimos que la tasa de crecimiento expresada en paridad del poder adquisitivo es del 5 por ciento
en el primer escenario, decreciendo sucesivamente hasta el 3 por ciento en el último.

13Revista ABB 2/2007
Fortalecimiento de las economías
emergentes
Al no haber realizado reformas a principios del nuevo siglo,
las economías maduras luchan por seguir el ritmo de
los países con un desarrollo sumamente espectacular, prin-
cipalmente en Asia: China, India, Corea del Sur y en cierto
grado Oriente Medio se han aprovechado de su creciente
mano de obra formada y, sin embargo, barata.
La globalización ha facilitado la plena participación de
economías emergentes en el mercado global. Los tratados
de la Organización Mundial de Comercio fueron suficiente-
mente efectivos para promover el comercio entre la mayo-
ría de las regiones. Compañías multinacionales han aumen-
tado su presencia global para utilizar mejor las fuerzas de
las diversas regiones.
Al haber mejorado las condiciones de vida de los países en
desarrollo, la emigración de mano de obra cualificada se ha
reducido considerablemente. Los niveles de vida están
mejorando y estos países están impulsando el consumismo
global.
La demanda de energía ha crecido por encima de lo pre-
visto hace una década. Para satisfacer esta gran necesi-
dad de energía primaria, el desarrollo de la eficiencia ener-
gética y de energías alternativas, incluyendo la nuclear,
figuran al principio de la agenda en todas partes. Se per-
siguen acuerdos bilaterales dondequiera que es posible en
un intento por garantizar el acceso a recursos limitados.
Las economías maduras sólo han podido sustituir parcial-
mente sus redes y equipos eléctricos anticuados. Sin em-
bargo, grandes inversiones en nueva infraestructura han
ido a las economías emergentes en un intento por corregir
el desequilibrio entre la oferta y la demanda en esas áreas.
Debido a la conciencia medioambiental en las economías
emergentes, éstas han logrado implementar la reglamen-
tación necesaria contra la contaminación. Las tecnologías
más avanzadas son importantes para ello. La expansión
global de la energía nuclear, la promoción de fuentes
renovables y medidas de eficiencia energética han reducido
la amenaza de la falta de energía.
La insaciable demanda de energía de las economías emer-
gentes ha llevado a la adopción de tecnologías de vanguar-
dia para conseguir una alta productividad en generación y
transmisión de electricidad. Ello, junto con las últimas apli-
caciones de eficiencia energética en nuevas fábricas, ha
dado como resultado que estas jóvenes economías con-
siguen nuevas ventajas frente a sus competidores más
maduros.
Refugio en el
proteccionismo
Durante la última década, la economía mundial se ha
estancado y en algunas zonas del mundo ha entrado en
recesión. El comercio mundial se ha reducido, los merca-
dos nacionales son más importantes. Asia no ha consegui-
do mantener su ritmo de crecimiento y las economías occi-
dentales se han visto afectadas por la desaceleración. La
cooperación internacional es limitada. Las naciones se
vuelven introvertidas y buscan la autosuficiencia.
Malestar social, problemas medioambientales y recalenta-
miento de la economía en Asia. La Organización Mundial
de Comercio no ha creado las bases para un comercio in-
ternacional sostenido. Los gobiernos, decepcionados, han
vuelto al proteccionismo, el resultado es un menor nivel de
vida incluso en economías maduras. Intercambio limitado
de personal y mano de obra, conocimientos y tecnología.
Gran parte de la población mundial sigue sin electricidad;
es improbable que esto cambie debido a problemas finan-
cieros en estos países y al clima, poco propicio, para los
inversores. Los países con sociedades cerradas siguen
limitando el acceso a la información.
Estancamiento de la economía mundial, demanda de en-
ergía menor que la prevista 10 años antes. Gran necesidad
de energía primaria, pero el proteccionismo y deseo de au-
tosuficiencia priorizan la eficiencia energética, las energías
alternativas y la nuclear. Resulta difícil establecer acuerdos
bilaterales a largo plazo sobre el acceso a la energía pri-
maria; los países con tales recursos cierran filas para subir
los precios. La escasez de energía causa la subida de los
precios. Riesgo de guerra por causa de la energía.
En respuesta a los apagones de 10 años antes, las
economías maduras han aprovechado al máximo la infrae-
structura existente pero no han hecho grandes inversiones
en la red eléctrica. Se han implantado muy pocas de las in-
terconexiones de redes previstas. Los países emergentes
han instalado nuevas redes, pero no al ritmo pretendido.
La cooperación global se ha venido abajo, al igual que la
iniciativa mundial sobre cambio climático y comercio de
CO2. Ha habido iniciativas nacionales sobre la limpieza del
aire, pero impulsadas por prioridades locales más que por
interés global. En las economías maduras penetran poco a
poco los combustibles alternativos.
En el sector energético se han implantado sólo algunas
nuevas tecnologías de generación, transmisión y ahorro de
energía.

En el comercio de energía subyace la idea de que el consumidor ha de tener la posibilidad de comprar la energía de la fuente más barata, más eficiente y menos contaminante. Esto, sin embargo, aún no es plenamente realidad. La capacidad de la red, insuficiente, requiere con frecuencia centrales eficientes funcionando a baja capacidad, lo que obliga al cliente a adquirir energía de fuentes menos eficientes pero cercanas.
La solución está en combinar nuevos corredores de transmisión con un mejor uso, más eficiente, de los existentes mediante la adopción de nuevas tecnologías. Revista ABB estudia esta cuestión.
Energía para la eficienciaTecnologías de transmisión y distribución, claves para la eficiencia energéticaEnrique Santacana, Tammy Zucco, Xiaoming Feng, Jiuping Pan, Mirrasoul Mousavi, Le Tang
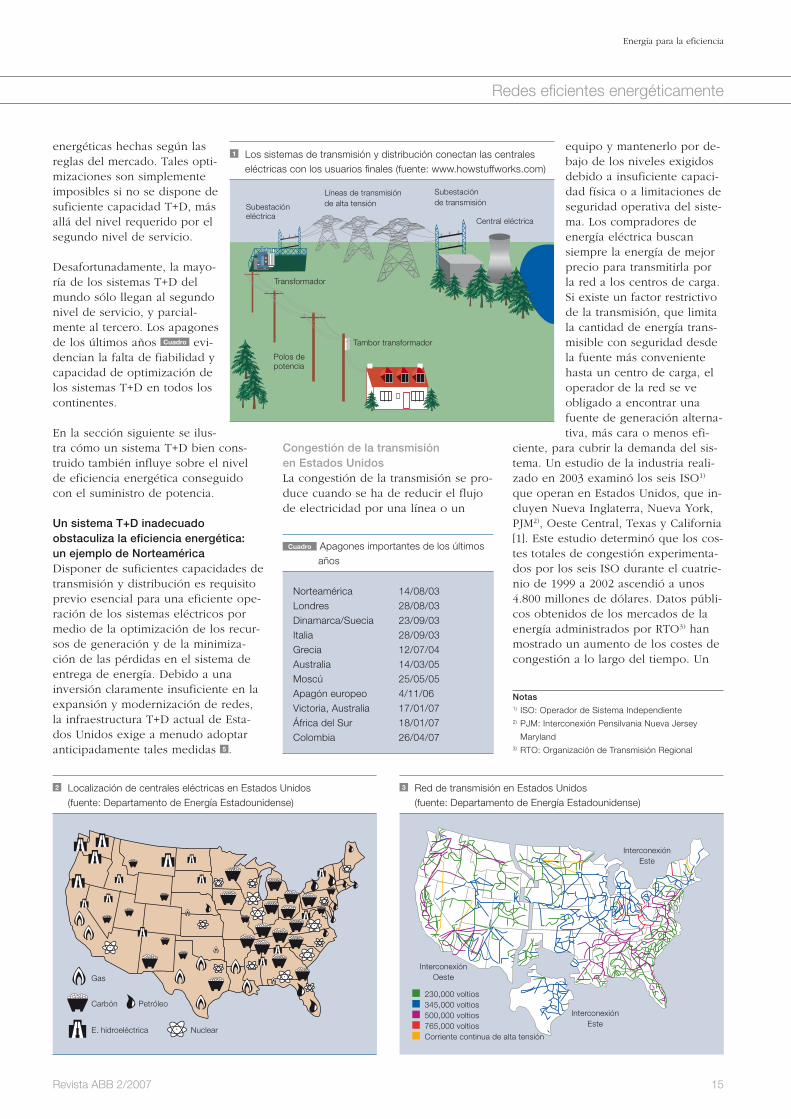
La energía eléctrica generada por las centrales se suministra a los usua-
rios finales, situados a cientos o miles de kilómetros, a través de una red de cables de transmisión y distribución in-terconectados 1 2 3 . Entre los compo-nentes básicos de esta red están las to-rres de transmisión, conductores/ca-bles, transformadores, interruptores, condensadores/reactores, dispositivos HVDC/FACTS y equipos de supervi-sión, protección, y control. En general, la red que transmite energía a largas distancias, desde las centrales eléctri-cas hasta las subestaciones próximas a los núcleos de población, se denomina red de transmisión masiva de energía eléctrica y opera a altas tensiones. El sistema de distribución, que entrega energía desde la subestación hasta los usuarios finales, a distancias más cor-tas, está menos interconectado y opera con tensiones más bajas. El sistema de transmisión y distribución (T+D) se diseña para garantizar una operación fiable, segura y económica de la entre-ga de energía, sujeta a la demanda de la carga y a limitaciones del sistema.
Un sistema T+D puede diseñarse para que proporcione tres niveles de servi-cios 4 :El primer nivel de servicio proporciona el mínimo nivel de conectividad y ca-pacidad de transferencia de energía en condiciones normales de operación. Es el servicio más básico. Si este servicio no satisface sus requisitos, peligrará el desarrollo de las áreas servidas. El segundo nivel de servicio tiene en cuenta un margen de seguridad para proporcionar un servicio seguro y fia-ble a los consumidores en caso de que en los componentes se produzcan ave-rías admisibles. Este nivel requiere rutas redundantes entre las centrales eléctricas y los consumidores y, por tanto, un mayor nivel de redundancia de la capacidad T+D.
El tercer nivel de servicio permite opti-mizar diversos recursos de energía dis-tribuidos geográficamente para conse-guir el máximo bienestar social. Esto puede incluir el optimizar el uso de las diversas centrales eléctricas para re-ducir los gases de efecto invernadero, que pueden contribuir al calentamiento global, y maximizar el rendimiento económico total satisfaciendo la de-manda de energía con transacciones
14 Revista ABB 2/2007
Redes eficientes energéticamente
15Revista ABB 2/2007
Congestión de la transmisión en Estados UnidosLa congestión de la transmisión se pro-duce cuando se ha de reducir el flujo de electricidad por una línea o un
equipo y mantenerlo por de-bajo de los niveles exigidos debido a insuficiente capaci-dad física o a limitaciones de seguridad operativa del siste-ma. Los compradores de energía eléctrica buscan siempre la energía de mejor precio para transmitirla por la red a los centros de carga. Si existe un factor restrictivo de la transmisión, que limita la cantidad de energía trans-misible con seguridad desde la fuente más conveniente hasta un centro de carga, el operador de la red se ve obligado a encontrar una fuente de generación alterna-tiva, más cara o menos efi-
ciente, para cubrir la demanda del sis-tema. Un estudio de la industria reali-zado en 2003 examinó los seis ISO1) que operan en Estados Unidos, que in-cluyen Nueva Inglaterra, Nueva York, PJM2), Oeste Central, Texas y California [1]. Este estudio determinó que los cos-tes totales de congestión experimenta-dos por los seis ISO durante el cuatrie-nio de 1999 a 2002 ascendió a unos 4.800 millones de dólares. Datos públi-cos obtenidos de los mercados de la energía administrados por RTO3) han mostrado un aumento de los costes de congestión a lo largo del tiempo. Un
Norteamérica 14/08/03Londres 28/08/03Dinamarca/Suecia 23/09/03Italia 28/09/03Grecia 12/07/04Australia 14/03/05Moscú 25/05/05Apagón europeo 4/11/06Victoria, Australia 17/01/07África del Sur 18/01/07Colombia 26/04/07
Cuadro Apagones importantes de los últimos años
energéticas hechas según las reglas del mercado. Tales opti-mizaciones son simplemente imposibles si no se dispone de suficiente capacidad T+D, más allá del nivel requerido por el segundo nivel de servicio.
Desafortunadamente, la mayo-ría de los sistemas T+D del mundo sólo llegan al segundo nivel de servicio, y parcial-mente al tercero. Los apagones de los últimos años Cuadro evi-dencian la falta de fiabilidad y capacidad de optimización de los sistemas T+D en todos los continentes.
En la sección siguiente se ilus-tra cómo un sistema T+D bien cons-truido también influye sobre el nivel de eficiencia energética conseguido con el suministro de potencia.
Un sistema T+D inadecuado obstaculiza la eficiencia energética: un ejemplo de NorteaméricaDisponer de suficientes capacidades de transmisión y distribución es requisito previo esencial para una eficiente ope-ración de los sistemas eléctricos por medio de la optimización de los recur-sos de generación y de la minimiza-ción de las pérdidas en el sistema de entrega de energía. Debido a una inversión claramente insuficiente en la expansión y modernización de redes, la infraestructura T+D actual de Esta-dos Unidos exige a menudo adoptar anticipadamente tales medidas 5 .
Redes eficientes energéticamente
Energía para la eficiencia
Notas1) ISO: Operador de Sistema Independiente2) PJM: Interconexión Pensilvania Nueva Jersey
Maryland3) RTO: Organización de Transmisión Regional
1 Los sistemas de transmisión y distribución conectan las centrales eléctricas con los usuarios finales (fuente: www.howstuffworks.com)
Subestación eléctrica
Líneas de transmisión de alta tensión
Subestación de transmisión
Central eléctrica
Transformador
Tambor transformador
Polos de potencia
2 Localización de centrales eléctricas en Estados Unidos (fuente: Departamento de Energía Estadounidense)
Gas
Carbón
E. hidroeléctrica
Petróleo
Nuclear
3 Red de transmisión en Estados Unidos (fuente: Departamento de Energía Estadounidense)
Interconexión Este
Interconexión Oeste
Interconexión Este
230,000 voltios 345,000 voltios 500,000 voltios 765,000 voltios Corriente continua de alta tensión

16 Revista ABB 2/2007
estudio más reciente ha indicado que, a partir de los datos notificados del operador ISO de Nueva York y de PJM entre 2001 y 2005, los costes totales de congestión son de casi 1.000 millones de dólares anuales en Nueva York y más de 2.000 millones anuales en PJM [2]. La congestión de la transmisión exige también aliviar frecuentemente la carga de transmisión 6 . Si la demanda es muy alta y la generación local limi-tada, los operadores de la red pueden verse obligados a reducir el servicio a los consumidores de ciertas zonas para proteger la fiabilidad de la red.
Pérdidas de electricidad en sistemas T+DEl transporte de energía desde la fuen-te de generación hasta el punto de consumo siempre implica algunas pér-didas. Estas aumentan la carga eléctrica total y, por tanto, requieren generar más electricidad, con la consiguiente pérdida de recursos. En conjunto, las pérdidas en los sistemas de transmisión y distribución representan entre el 6 y el 7,5 % de la energía eléctrica total producida [3]. Típicamente, las pérdi-das son, aproximadamente, 3,5 % en el sistema de transmisión y 4,5 % en el sistema de distribución. Las pérdidas varían mucho según la configuración de la red, la ubicación y la producción de los generadores, y localización y demanda de los clientes. En particular, las pérdidas durante períodos de fuerte carga o en líneas fuertemente cargadas suelen ser mucho mayores que en con-diciones de carga ligera. Esto se debe a que para la mayor parte de los disposi-tivos de entrega de energía eléctrica se puede suponer que existe una relación cuadrática entre las pérdidas y el flujo de la línea. Las pér-didas T+D anuales estimadas superan los 21.000 millones de dólares (cálculo basado en el precio medio nacional de la electricidad al por me-nor y en las pérdidas T+D to-tales en 2005 [3]).Durante los últimos años, las pérdidas T+D en Estados Unidos han tendido clara-mente a aumentar, debido sobre todo al incremento de transacciones de electricidad y al ineficiente funciona-miento de los sistemas T+D 8 .
Tecnologías para mejorar la eficiencia de los sistemas de transmisión y distribuciónLas opciones tecnológicas para mejorar la eficiencia de un sistema de transmi-sión y distribución se pueden clasificar en las tres categorías siguientes: tecnologías que amplían la capaci-dad de transmisión y permiten un despliegue y uso óptimos de los re-cursos de generación
tecnologías que optimizan el diseño y las operaciones del sistema de transmisión y distribución para redu-cir las pérdidas totales de energía
nuevas normas industriales para apa-ratos eléctricos energéticamente efi-cientes
Más capacidad de transmisión para un despliegue y uso óptimos de los recursos de generación Existen tres opciones tecnológicas principales para aumentar la capacidad de transmisión: construir nuevas líneas (de CA o CC), ampliar la capacidad de las líneas existentes y utilizar las líneas
existentes más cerca de sus límites tér-micos.
Construcción de nuevas líneasHay dos opciones tecnológicas para las nuevas líneas: CA de alta tensión (HVAC) y CC de alta tensión (HVDC). Los imperativos térmicos limitan gene-ralmente las capacidades de transmi-sión de las líneas HVAC a 400 MW para 230 kV, 1.100 MW para 345 kV, 2.300 MW para 500 kV y unos 7.000 MW para 765 kV. Sin embargo, además de estas restricciones térmicas, la capacidad de los sistemas de transmisión de CA tam-bién depende de las limitaciones de tensión, de estabilidad y de operación del sistema. En consecuencia, la capaci-dad de entrega de energía eléctrica de largas líneas de transmisión HVAC suele ser inferior a estos valores.
HVDCLa transmisión HVDC es más eficiente para la transferencia masiva de energía a largas distancias (por ejemplo, más de 600–1.000 km) con líneas aéreas 9 . Los sistemas HVDC tienen una capaci-dad de transporte entre 2 y 5 veces la de una línea de CA de tensión similar 7 . El impacto medioambiental de HVDC es menos grave que el de las líneas de corriente alterna, ya que se necesita menos terreno para derechos de paso4). A menudo, HVDC se ha uti-lizado para interconectar sistemas de CA si no es posible establecer enlaces de AC por falta de estabilidad del siste-ma o por diferencias de frecuencia no-minal de los dos sistemas. Además, la transmisión HVDC se usa también para cables submarinos de más de 50 km de longitud, ya que la transmisión HVAC
es poco práctica por las altas capacitancias del cable (de lo contrario, se requerirían esta-ciones de compensación inter-medias). Un reciente desarro-llo en transmisión HVDC utili-za un convertidor de fuente de tensión compacto con tecnolo-gía IGBT5), haciendo posible
Redes eficientes energéticamente
Energía para la eficiencia
Notas4) Véase también “Ligero e invisible, trans-
misión subterránea con HVDC Light”,
Dag Ravemark, Bo Normark, Revista
ABB 4/2005 págs. 25–29.5) IGBT: Transistor Bipolar con Puerta Inte-
grada (dispositivo electrónico de con-
mutación de alta potencia)
4 Los tres niveles de servicios proporcionados por los sistemas de transmisión y distribución
Alto
Med
ioB
ásic
o
Capacidad T&D
Estado deseado
Necesidades de conectividad
básica
Cap. habilitación
Estado actual
Necesidades de seguridad del sistema
Necesidades de eficiencia
energética y de optimización
5 La inversión en transmisión va por detrás del crecimiento de la demanda de electricidad (fuente: EEI)
Inversión en la transmisión Ventas de electricidad al detalle
1975 1978 1981 1984 1987 1990 1993 1996 1999
mill
ones
de
dóla
res
(de
2001
) anu
ales
$7.000
$6.000
$5.000
$4.000
$3.000
$2.000
$1.000
$0
mill
ones
de
kWh
4.000
3.500
3.000
2.500
2.000
1.500
1.000
500
0
+67.000 millones kWh/año
-103 millones de dólares /año

17Revista ABB 2/2007
una mejor calidad de suministro en re-des eléctricas de CA. Esta tecnología, que utiliza pequeñas estaciones con-vertidoras de bajo perfil y transmisión de cables submarinos, reduce el im-pacto medioambiental. Llamada HVDC LightTM, esta tecnología crea nuevas posibilidades para mejorar la calidad del suministro en redes eléctricas de CA por medio del control rápido e in-dependiente de la potencia activa y reactiva, soporte de potencia de emer-gencia y posibilidad de arranque tras un apagón.
Eficiencia de HVDCLas pérdidas en un sistema HVDC in-cluyen las que tienen lugar en la línea y en los convertidores de CA a CC. Las pérdidas en los terminales de converti-dores están en torno al 1,0–1,5 % de la potencia transmitida, un valor bajo en comparación con las pérdidas en la lí-nea, que dependen de la corriente y de la resistencia de los conductores. Puesto que en las líneas de CC no se transmite potencia reactiva, las pérdi-das en la línea son menores para CC que para CA. En casi todos los casos, el total de perdidas por transmisión HVDC son menores que las pérdidas de CA para la misma transferencia de energía 7 .
Obstáculos a las nuevas líneasUn obstáculo importante para la cons-trucción de líneas, ya sean de CA o de CC, es la controversia sobre la imputa-ción de costes. Frecuentemente, las lí-neas atraviesan regiones sin producir beneficios locales claros. ¿Deben socia-lizarse estos costes o deben imputarse directamente a los beneficiarios? En la
política y en la sociedad, esto sigue siendo fuente de desacuerdos.
Incluso si una línea cuenta con apoyo financiero, las cuestiones de localiza-ción y obtención de permisos pueden convertirse en un largo y arduo proce-so que muchas centrales arrastran du-rante años. Durante este tiempo queda finalmente garantizada la posibilidad de modificar los requisitos y de realizar los estudios adicionales que puedan ser necesarios.
Ampliación de líneas existentesHay tres formas de aumentar la capaci-dad de las líneas existentes: elevar la tensión, aumentar las dimensiones y/o el número de conductores por fase o usar materiales conductores a alta tem-peratura. Elevar la tensión de una línea reduce la corriente requerida para transferir la misma potencia. Por ejem-plo, un aumento desde 230 kV hasta el siguiente nivel de tensión de 345 kV, aumenta la capacidad de una línea desde unos 400 MW a 1.100 MW.
Nuevos y mayores conductoresPuesto que, aproximadamente, la resis-tencia de un conductor es inversamen-te proporcional a su sección transver-sal, aumentar la sección transversal o añadir conductores paralelos aumenta la capacidad de transporte de corriente de la línea. Por ejemplo, una línea de 230 kV puede aumentar su potencia de 400 MW a 1.100 MW añadiendo nue-vos conductores, mayores y dispuestos en haz. Los recientes avances tecnológicos en el área de conductores a alta tempera-tura proporcionan una forma efectiva
de mitigar cuellos de botella limitados térmicamente para líneas de corta y media longitud. Un conductor a alta temperatura es capaz de transmitir en-tre el doble y el triple de corriente que las líneas eléctricas convencionales (es decir, conductores reforzados de alu-minio-acero, ACSR) del mismo diáme-tro sin aumentar cargas estructurales. Para las opciones mencionadas (au-mento de tensión o conductores nue-vos y más grandes) se usa el mismo derecho de paso y normalmente no se necesita utilizar nuevos terrenos. Sin embargo, debido al mayor peso de los nuevos conductores o a los nuevos re-quisitos de aislamiento, puede ser ne-cesario reforzar o reconstruir las torres. Es posible, también, que sea necesario sustituir el equipo principal de las sub-estaciones, como los transformadores y interruptores.
Actualización o nueva construcción de líneas
Redes eficientes energéticamente
Energía para la eficiencia
6 Aumentan los incidentes de alivio de la carga de transmisión (TLR) (fuente: NERC)
Año
Cifra total de TLR al año
3000
2500
2000
1500
1000
500
0
1997 1998 1999 2000 2001 2002 2003 2004 2005
8 Pérdidas de transmisión y distribución en Estados Unidos, 2001–2005 (fuente: EIA)
Pérdidas T&D en USA, 2001-2005300
250
200
150
100
50
02001 2002 2003 2004 2005
8
6
4
2
0
Pérdidas T&D (miles de m. de kWh)
Pérdidas T&D (% del consumo total)
Cifr
a de
reg
istr
os
7 Las líneas HVDC tienen menos pérdidas por transmisión a larga distancia que las líneas HVAC.
150
Distancia de transmisión (km)
Terminales
HVDC ±400kV
1620 mm3
1200 mm3
AC 2x400kV
Pérdidas (MW)
100
50
500 1000

18 Revista ABB 2/2007
La decisión de construir nuevas líneas o de modernizar los corredores exis-tentes no es una cuestión puramente técnica. En EE UU, como ya hemos dicho, el proceso de obtención de per-misos para construir una línea puede durar varios años, y esto sin garantía de éxito. Se espera que DOE6) defina corredores de transmisión eléctrica de interés nacional con parte de la im-plantación de EPACT 20057). Con este proceso se intenta simplificar el proce-dimiento de autorización para acelerar la construcción de grandes líneas en las zonas más congestionadas.
Uso pleno de la capacidad de transmisiónEn muchos casos, las líneas de trans-misión operan muy por debajo de su capacidad de carga térmica debido a limitaciones de tensión, de estabilidad
o de operación del sistema. Existen varias tecnologías que mejoran el uso de la capacidad de transmisión. El re-gulador del ángulo de fase (PAR) se utiliza de forma generalizada para su-perar las limitaciones térmicas asocia-das a problemas de “flujo en caminos paralelos” o de “flujo en bucles”. La compensación de condensadores en serie es otra tecnología comúnmente utilizada para aumentar la capacidad de transferencia de las líneas de trans-misión HVAC de larga distancia. Se puede utilizar una familia de dispositi-vos basados en tecnología electrónica de corrientes fuertes, conocidos fre-cuentemente como dispositivos FACTS (Flexible AC Transmission System)8), para habilitar un mejor uso de líneas y cables y otros equipos asociados como son los transformadores 10. El más sen-cillo de estos dispositivos lo constitu-yen las baterías de condensadores y reactores controlados mediante tiristo-res (SVC), que se han utilizado fre-cuentemente para proporcionar una rá-pida compensación de potencia reacti-va en puntos críticos de la red de transmisión. Otro dispositivo común-mente utilizado son los condensadores en serie controlados mediante tiristores (TCSC), que pueden proporcionar compensación de potencia reactiva además de amortiguar las oscilaciones del sistema eléctrico. Un uso más sofis-ticado de la electrónica de corrientes fuertes se emplea en los llamados compensadores síncronos estáticos (STATCOM). Este dispositivo puede absorber y entregar potencia reactiva al sistema en función de las fluctuacio-nes de tensión del sistema. El más refi-
nado de estos dispositivos es el Uni-fied Power Flow Controller (UPFC). El UPFC puede regular tanto la potencia real como la reactiva en una línea, per-mitiendo un rápido soporte de tensión y control del flujo de potencia. Se esti-ma que los dispositivos FACTS pueden ampliar la capacidad de transmisión de líneas actualmente limitadas por consi-deraciones de tensión o de estabilidad hasta entre el 20 y el 40 %.
Ventajas potenciales de la construc-ción y funcionamiento de redes de transmisión sin limitaciones
Reducir los precios de la electricidadLa operación de las redes de transmi-sión sin restricciones proporciona un acceso rentable de los generadores a la carga y aumenta, por tanto, la eficien-cia del mercado de la energía eléctrica. La operación de una red de transmi-sión sin restricciones tiene la ventaja potencial de que permite aprovechar al máximo la diversidad de la forma de carga regional que puede resultar de diferentes condiciones climáticas y di-ferentes husos horarios. Consecuente-mente, se pueden expedir recursos efi-cientes de generación a plena capaci-dad durante más horas, lo que permite reducir el uso de recursos menos eco-nómicos.
Redes eficientes energéticamente
Energía para la eficiencia
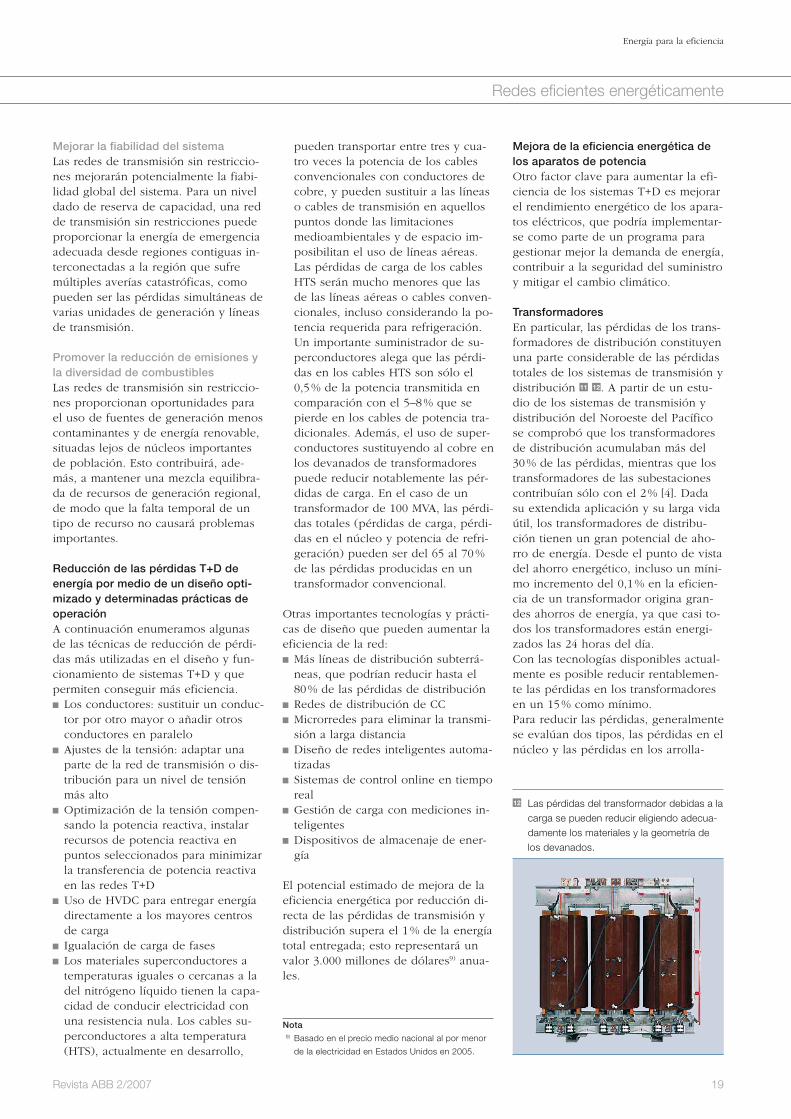
11 Los transformadores de distribución repre-sentan una parte considerable de las pérdi-das totales de transmisión y distribución. Los nuevos materiales ayudan a reducir estas pérdidas.
9 Una estación HVDC: la tecnología HVDC se utiliza cada vez más para la transmisión masiva a largas distancias y para otras aplicaciones.
10 El equipo FACTS aumenta la capacidad y estabilidad de las líneas de CA.
Nota6) DOE: Departamento de Energía (USA)7) EPACT: Acta de Política Energética8) Véase también “Flexibilidad de redes eléctricas:
FACTS, una nueva forma de mejorar el flujo de
energía”, Rolf Grünbaum, Johan Ulleryd, Revista
ABB 4/2005 págs. 21–24.
19Revista ABB 2/2007
Mejorar la fiabilidad del sistemaLas redes de transmisión sin restriccio-nes mejorarán potencialmente la fiabi-lidad global del sistema. Para un nivel dado de reserva de capacidad, una red de transmisión sin restricciones puede proporcionar la energía de emergencia adecuada desde regiones contiguas in-terconectadas a la región que sufre múltiples averías catastróficas, como pueden ser las pérdidas simultáneas de varias unidades de generación y líneas de transmisión.
Promover la reducción de emisiones y la diversidad de combustibles Las redes de transmisión sin restriccio-nes proporcionan oportunidades para el uso de fuentes de generación menos contaminantes y de energía renovable, situadas lejos de núcleos importantes de población. Esto contribuirá, ade-más, a mantener una mezcla equilibra-da de recursos de generación regional, de modo que la falta temporal de un tipo de recurso no causará problemas importantes.
Reducción de las pérdidas T+D de energía por medio de un diseño opti-mizado y determinadas prácticas de operaciónA continuación enumeramos algunas de las técnicas de reducción de pérdi-das más utilizadas en el diseño y fun-cionamiento de sistemas T+D y que permiten conseguir más eficiencia. Los conductores: sustituir un conduc-tor por otro mayor o añadir otros conductores en paralelo
Ajustes de la tensión: adaptar una parte de la red de transmisión o dis-tribución para un nivel de tensión más alto
Optimización de la tensión compen-sando la potencia reactiva, instalar recursos de potencia reactiva en puntos seleccionados para minimizar la transferencia de potencia reactiva en las redes T+D
Uso de HVDC para entregar energía directamente a los mayores centros de carga
Igualación de carga de fases Los materiales superconductores a temperaturas iguales o cercanas a la del nitrógeno líquido tienen la capa-cidad de conducir electricidad con una resistencia nula. Los cables su-perconductores a alta temperatura (HTS), actualmente en desarrollo,
pueden transportar entre tres y cua-tro veces la potencia de los cables convencionales con conductores de cobre, y pueden sustituir a las líneas o cables de transmisión en aquellos puntos donde las limitaciones medioambientales y de espacio im-posibilitan el uso de líneas aéreas. Las pérdidas de carga de los cables HTS serán mucho menores que las de las líneas aéreas o cables conven-cionales, incluso considerando la po-tencia requerida para refrigeración. Un importante suministrador de su-perconductores alega que las pérdi-das en los cables HTS son sólo el 0,5 % de la potencia transmitida en comparación con el 5–8 % que se pierde en los cables de potencia tra-dicionales. Además, el uso de super-conductores sustituyendo al cobre en los devanados de transformadores puede reducir notablemente las pér-didas de carga. En el caso de un transformador de 100 MVA, las pérdi-das totales (pérdidas de carga, pérdi-das en el núcleo y potencia de refri-geración) pueden ser del 65 al 70 % de las pérdidas producidas en un transformador convencional.
Otras importantes tecnologías y prácti-cas de diseño que pueden aumentar la eficiencia de la red: Más líneas de distribución subterrá-neas, que podrían reducir hasta el 80 % de las pérdidas de distribución
Redes de distribución de CC Microrredes para eliminar la transmi-sión a larga distancia
Diseño de redes inteligentes automa-tizadas
Sistemas de control online en tiempo real
Gestión de carga con mediciones in-teligentes
Dispositivos de almacenaje de ener-gía
El potencial estimado de mejora de la eficiencia energética por reducción di-recta de las pérdidas de transmisión y distribución supera el 1 % de la energía total entregada; esto representará un valor 3.000 millones de dólares9) anua-les.
Mejora de la eficiencia energética de los aparatos de potenciaOtro factor clave para aumentar la efi-ciencia de los sistemas T+D es mejorar el rendimiento energético de los apara-tos eléctricos, que podría implementar-se como parte de un programa para gestionar mejor la demanda de energía, contribuir a la seguridad del suministro y mitigar el cambio climático.
TransformadoresEn particular, las pérdidas de los trans-formadores de distribución constituyen una parte considerable de las pérdidas totales de los sistemas de transmisión y distribución 11 12. A partir de un estu-dio de los sistemas de transmisión y distribución del Noroeste del Pacífico se comprobó que los transformadores de distribución acumulaban más del 30 % de las pérdidas, mientras que los transformadores de las subestaciones contribuían sólo con el 2 % [4]. Dada su extendida aplicación y su larga vida útil, los transformadores de distribu-ción tienen un gran potencial de aho-rro de energía. Desde el punto de vista del ahorro energético, incluso un míni-mo incremento del 0,1 % en la eficien-cia de un transformador origina gran-des ahorros de energía, ya que casi to-dos los transformadores están energi-zados las 24 horas del día.Con las tecnologías disponibles actual-mente es posible reducir rentablemen-te las pérdidas en los transformadores en un 15 % como mínimo. Para reducir las pérdidas, generalmente se evalúan dos tipos, las pérdidas en el núcleo y las pérdidas en los arrolla-
Nota 9) Basado en el precio medio nacional al por menor
de la electricidad en Estados Unidos en 2005.
Redes eficientes energéticamente
Energía para la eficiencia
12 Las pérdidas del transformador debidas a la carga se pueden reducir eligiendo adecua-damente los materiales y la geometría de los devanados.

20 Revista ABB 2/2007
mientos. Las pérdidas en el núcleo se suelen denominan pérdidas no relacio-nadas con la carga, ya que se produ-cen en el núcleo de un transformador energizado, independientemente de sus condiciones de carga. Cuando un transformador está energizado las 24 horas del día durante todo el año, las pérdidas equivalen a un importante consumo de energía durante toda la vi-da útil del transformador (20–30 años). Por otro lado, las pérdidas en arrolla-mientos se producen en los devanados del transformador y varían con las con-diciones de la carga 13. De aquí que se denominen pérdidas de carga.
Las pérdidas del transformador no de-bidas a la carga se pueden reducir usando materiales de acero para el nú-cleo magnético u optimizando la forma geométrica. A aumentar la sección transversal del núcleo o reducir los voltios por vuelta disminuye la densi-dad de flujo en el núcleo y por tanto las pérdidas en el mismo. Si se reduce la sección transversal de los conducto-res también se reducen las pérdidas no debidas a la carga, ya que disminuye la longitud del camino del flujo magnéti-co. El problema que implican estos pasos es que normalmente conllevan mayores pérdidas de carga. Éstas se pueden reducir de varias formas, por ejemplo utilizando materiales con ma-yor conductividad como conductores de mayor sección transversal o adop-tando conductores de cobre en vez de
aluminio. Una forma de reducir las pérdidas en los devanados es reducir la longitud de los conductores de los mismos. Menores secciones transversa-les del núcleo magnético y un peque-ño número de vueltas reducen también las pérdidas en los devanados. Los transformadores superconductores, en particular, tienen pérdidas mínimas en los devanados.Estas explicaciones muestran que los pasos para reducir las pérdidas no de-bidas a la carga a menudo originan mayores pérdidas debidas a la carga y viceversa. Por consiguiente, reducir las pérdidas del transformador es un pro-ceso de optimización que implica fac-tores físicos, tecnológicos y económi-cos regulados por cierta forma de aná-lisis económico del ciclo de vida. Casi siempre es necesario considerar una solución alternativa o de equilibrio sobre el material del núcleo/devanado y el diseño, y sobre el modo en que el comprador evalúa el Coste Total para la Propiedad (TCO) del transformador. Esta evaluación tiene en cuenta el cos-te inicial del transformador, además del coste del ciclo de vida, inclusive las pérdidas. Las compañías eléctricas suelen evaluar el TCO durante el proceso de compra. Los consumidores industriales y comer-ciales, que pagan directamente sus pérdidas de energía, paradójicamente tienen menos interés por las evaluacio-nes TCO, debido en parte a sus prácti-cas de compra y a los ciclos de vida relativamente cortos de los transforma-dores.La eficiencia energética de los transfor-madores está mejorando en muchos mercados debido a las políticas y pro-gramas gubernamentales y a las fuer-zas del mercado. El Acta de la Energía de Estados Unidos, de 1992, exigía que el DOE proporcionara un análisis de costes-beneficios de los transformado-res de distribución en relación con el aumento de la eficiencia energética. El estudio realizado por ORNL (Oak Rid-ge National Laboratory) determinó que las ventajas de la eficiencia energética son técnicamente viables y originan sustanciales ahorros de energía, del orden de 3,6 a 13,7 quads10) durante el
período 2000–2030 [5]. En 1995, la Agencia de Protección del Medio Am-biente (EPA) lanzó el programa Energy Star Transformer en asociación con compañías eléctricas para promocionar y apoyar el uso de transformadores de distribución rentables, de alta eficien-cia. Este programa ha despertado y aumentado la conciencia pública de la eficiencia energética como medio de reducir la emisión de gases de efecto invernadero.Los transformadores de distribución energéticamente eficientes han sido recientemente el centro de atención mundial 14. Canadá, México, y los esta-dos de California, Massachussets, Nue-va York, Minnesota, Vermont, Wiscon-sin y Oregón ya han adoptado progra-mas de eficiencia energética. Además, estos programas son apoyados y pro-mocionados por el Consorcio para la Eficiencia energética (CEE), una orga-nización norteamericana sin ánimo de lucro que promociona productos y ser-vicios de uso eficiente de la energía. Aunque hasta hoy no se han promul-gado normas obligatorias sobre eficien-cia, la industria dispone de varios estándares para evaluar la eficiencia energética de los transformadores de distribución. Por ejemplo, las normas de la Asociación Nacional de Fabrican-tes Eléctricos (NEMA), TP1, 2 y 3 pue-den ser adoptadas voluntariamente por los vendedores de transformadores pa-ra determinar la eficiencia energética y medir el consumo de energía de los transformadores de distribución. NEMA TP-3 proporciona una guía para clasifi-car los transformadores por su eficien-cia energética. El estándar IEEE PC57.12.33 ayuda a evaluar las pérdi-das de los transformadores de distribu-ción. Esta norma, en fase de borrador, es más detallada que NEMA TP-1. La Oficina de Eficiencia Energética y Energía Renovable del Departamento de Energía de Estados Unidos emitió recientemente una Notificación de Reglamentación Propuesta (NOPR) que establece normas mínimas de eficiencia energética para transformadores de distribución de media tensión, secos o sumergidos en líquido. Se espera que los nuevos requisitos de eficiencia afecten aproximadamente al 50–60 % de los transformadores de distribución producidos hoy día. Estos transforma-dores usan normalmente calidades de acero de buen precio y fácilmente dis-
Redes eficientes energéticamente
Energía para la eficiencia
Nota10) 1 Quad = 1015 BTU = 2,931·1011 kWh =
1,055·1018 Julios

21Revista ABB 2/2007
Redes eficientes energéticamente
Agradecimientos
Los autores desean agradecer a Business Round Table su autorización para usar el material del mapa de ruta
recomendado, desarrollado por el grupo de trabajo Energy Task Force T+D, que incluía a destacadas compa-
ñías eléctricas y vendedores de T+D de Estados Unidos, liderados por ABB. Las opiniones que se expresan
aquí no son necesariamente compartidas BRT.
Bibliografía
[1] Dyer, J., U.S. Department of Energy Transmission Bottleneck Project Report, 2003
[2] Why Are Electricity Prices Increasing? A Report Prepared by The Brattle Group for for Edison Electric Institute
(EEI),2006
[3] Energy Information Administration (www.eia.doe.gov)
[4] Hammons, T. J., Kennedy, B., Lorand, R., Thigpen, S., McConnell, B. W., Rouse S., Prevost, T. A.,
Pruess, C., Dade, S. J., Ramanan, V. R., and Baldwin, T. L., “Future trends in energy-efficient
transformers”, IEEE Power Engineering Review, pp. 5–16, July 1998.
[5] http://www-cta.ornl.gov/cta/Publications/Reports/ORNL-6847.pdf, retrieved April 2007
ponibles, las conocidas en la industria como M4, M5 y M6. La mejora pro-puesta de eficiencia energética requie-re el uso de calidades de aceros M2 y M3, más eficientes, en el núcleo de si-licio de grano orientado. Además, este requisito impone una exigencia adicio-nal al material altamente eficiente del núcleo, ya que los transformadores de tipo seco se construyen generalmente con núcleo de acero sin grano orienta-do. En consecuencia, el coste final del transformador y la disponibilidad de productos básicos de suministro para transformadores energéticamente efi-cientes serán retos evidentes en la fase de implementación. El DOE exigirá finalmente transformadores energética-mente eficientes, pero en el horizonte actual aún no se vislumbra la imple-mentación. Siguiendo a este mandato del DOE se adoptarán documentos
NEMA acordes con los esfuerzos mun-diales para un uso eficiente de la ener-gía que se están realizando sobre todo en Norteamérica y en los mercados CEI.
El camino ante nosotrosEn las secciones precedentes se han presentado tecnologías que pueden ser aplicables individualmente o en distin-tas combinaciones para aumentar la eficiencia del sistema de potencia. El potencial mundial de ahorro de ener-gía es enorme. Se estima que, sólo en Estados Unidos, el potencial de ahorro energético por reducción de las pérdi-das de transmisión y distribución es mayor que el 1 % de la energía total entregada, lo que equivale a un valor de mercado en torno a los 3.000 millo-nes de dólares. Además, mejorar los sistemas T+D permitiría ahorrar costes de congestión, que ascienden a miles de millones de dólares anuales.
Además, la transmisión y distribución eléctrica es muy importante para opti-mizar la cartera de generación y redu-cir el consumo de combustibles fósiles por medio del acceso a fuentes de energía limpia y renovable. El siguiente mapa de ruta ha sido desa-rrollado por el grupo de trabajo Energy Task Force T+D, en el que participa-ban destacadas compañías eléctricas y vendedores T+D de EE UU. Se requiere una inversión adecuada para ampliar la capacidad y controla-bilidad de la red y permitir el des-pliegue y uso óptimos de los recur-sos de generación eléctrica.
Para ahorrar energía es esencial con-tar con un diseño y operación ópti-mos de la red con tecnologías y prácticas avanzadas.
Para reducir el consumo es necesario establecer implantar normas indus-triales sobre la eficiencia energética de los aparatos eléctricos.
Hoy día se dispone de tecnologías que permiten mejorar notablemente la efi-ciencia de los sistemas T+D de todo el mundo. El despliegue de estas tecnolo-gías no depende sólo de sopesar las ventajas a largo plazo y los costes, sino también de las prácticas usuales de las compañías eléctricas, del apoyo de que presten las normativas y del respaldo de la sociedad. Las tecnologías avanza-das de ABB, aunadas con un óptimo diseño y buenas prácticas operativas, contribuirán de forma muy importante a hacer más eficientes los sistemas de energía del mundo.
Enrique Santacana
ABB Inc, Power Technology Products
Norwalk, CT, USA
Tammy Zucco
Strategic Marketing for Power Products and
Power Systems Divisions
Raleigh, NC, USA
Xiaoming Feng
Jiuping Pan
Mirrasoul J. Mousavi
Le Tang
ABB Inc, Corporate Research
Raleigh, NC, USA
14 Transformador trifásico NA con polos superiores
Energía para la eficiencia
13 Principio del transformador (fuente: Precision Graphics)
tensión primaria núceo de hierro
flujo magnético
tensión secundaria

El consumo global de energía crece continuamente pero, ade-más, la energía se obtiene con mayor frecuencia de recursos situados muy lejos del punto de consumo. Cada día es más importante el transporte de energía a largas distancias.
El petróleo se transporta frecuentemente en superpetroleros y el gas por gasoductos. El carbón empleado para producir electricidad usa el transporte ferroviario, una solución que puede exigir un costoso reforzamiento de los sistemas de vías. Puede resultar más económico generar la electricidad
Transmisión de ultra alta tensiónEscenarios alternativos para la transmisión masiva de energía eléctrica de 800 kV HVDC y 1000 kV HVAC a largas distanciasGunnar Asplund
cerca de los yacimientos de carbón y transmitirla a los consumidores. Dado que la producción de energías renova-bles como la hidroeléctrica, la eólica y la solar está condicio-nada por la localización, a menudo no hay alternativa a la transmisión a largas distancias.
Por consiguiente, la transmisión de energía eléctrica está llamada a desempeñar una función más y más importante. En este artículo, Revista ABB estudia los últimos avances en el campo de la transmisión masiva de energía eléctrica.
Redes eficientes energéticamente
22 Revista ABB 2/2007

Desde la llegada de la transmisión de electrici-
dad, la corriente alterna CA ha arraigado como principal tecnología para las redes eléc-tricas. Su ventaja radica en la posibilidad de utilizar trans-formadores para elevar la energía a niveles más altos de tensión, facilitando así una transmisión económica. Los generadores, sean de corrien-te alterna o de corriente conti-nua, producen electricidad a un nivel de tensión relativa-mente bajo. Si la transmisión a larga distancia se hiciera a esa tensión, se originarían grandes pérdidas y unos cos-tes prohibitivos.La tecnología de corriente alterna es, además, muy flexible cuando se conec-tan diferentes puntos para formar una red eléctrica, lo que permite suministrar electricidad a los consumidores de mo-do robusto y fiable. En los primeros mo-mentos el factor predominante era la fiabilidad del suministro; puesto que la generación tenía lugar relativamente cerca del punto de consumo, la transmi-sión de grandes cantidades de energía a largas distancias no resultaba prioritaria.Buscando adecuar mejor la corriente al-terna a este tipo de transmisión masiva, se adoptaba típicamente la compensa-ción en serie de las líneas. Esta medida funciona bastante bien si se transmite energía de un punto a otro, pero nor-malmente no se utiliza dentro de una red mallada, en la que el flujo de ener-gía es más imprevisible. La compensa-ción en serie reduce la impedancia en una sección de la red, lo que puede ori-ginar una sobrecarga de este segmento particular de la línea.El desarrollo de los sistemas de corrien-te alterna ha ido acompañado de un continuo aumento de la tensión de transmisión. Si el consumo de energía es bajo, la tensión también puede serlo. Aproximadamen-te (siempre dos al cuadrado menos las pérdidas), al dupli-car la tensión se cuadruplica la capacidad de transferencia de potencia. Por tanto, la evo-lución de las redes en la ma-yoría de los países se caracte-riza por la adición de capas de red de tensiones cada vez más altas.
En los países de la OCDE ha habido un crecimiento casi exponencial de la energía eléctrica hasta la crisis del pe-tróleo de principios de los años setenta del pasado siglo. El impacto de la crisis interrumpió los planes de alcanzar ten-siones más altas, de 800, 1.000 e inclu-so 1.200 kV.Hace treinta años, la capacidad de las redes y la demanda estaban general-mente en equilibrio, pero la situación cambió al aumentar el consumo. La ge-neración ha crecido en nuevos lugares. Los parques eólicos, por ejemplo, nor-malmente se construyen en lugares donde la red es débil. La desregulación de la generación de energía eléctrica ha promovido también el comercio de energía eléctrica transmitida a largas distancias. Esto implica que los requisi-tos del sistema de transmisión son más rigurosos.La situación de los países en vías de desarrollo es muy distinta; se parece más bien a la situación de los países de la OCDE durante los años cincuenta y sesenta. Sin embargo, la velocidad de desarrollo es mucho mayor, especial-mente en China e India. La tecnología ha avanzado durante los últimos treinta
años y las soluciones actuales no tienen por qué ser las mis-mas que en su momento adop-taron los países de la OCDE. La corriente alterna se utiliza en los países en vías de desa-rrollo para las nuevas redes, como ya se hizo en otros paí-ses, pero en cierta medida se utiliza también para transmitir energía desde fuentes de gene-ración remotas.
Transmisión de corriente alterna a larga distanciaUna línea construida para transferir energía a largas dis-tancias ha de cumplir condicio-nes previas de estabilidad y
capacidad para resistir averías como las causadas por los rayos. El criterio de diseño que se ha de satisfacer se define como N-i, siendo i=11). Esto significa que la máxima potencia que se puede perder sin peligro para la estabilidad del sistema de CA es igual a la potencia de la mayor unidad de generación o de la línea con la máxima capacidad. Si toda la potencia de una planta genera-dora distante se transmite sobre una única línea, el sistema de CA ha de so-portar la pérdida de toda esta potencia. Si se han de transmitir cantidades ma-yores de energía se utilizarán varias lí-neas paralelas interconectadas cada 300 a 400 km para aumentar la fiabilidad.Si son cortas, las líneas de CA tienen una capacidad de transporte bastante alta, que depende de la tensión y de los límites térmicos de los conductores. Las líneas más largas tienen mayor impe-dancia, lo que reduce su capacidad de transmisión. La ecuación siguiente des-cribe la transferencia de potencia activa:
donde P es la potencia activa, U1 y U
2
la tensión en cada extremo de la línea,
P=U
1·U
2·sin(δ)X
2 Seis líneas paralelas de CA en seis secciones con compensación en serie y en paralelo. La línea puede seguir funcionando a pesar del fallo de algunos componentes individuales.
Redes eficientes energéticamente
Transmisión de ultra alta tensión
23Revista ABB 2/2007
Nota1) El criterio de diseño N-i determina el
número de elementos cuyo fallo puede
ser tolerado si que el sistema total pier-
da funcionalidad. Aplicado a redes eléc-
tricas, N representa el número de com-
ponentes importantes de la red (es
decir, generadores, subestaciones,
líneas, etc.), e i el número de compo-
nentes que pueden fallar al mismo tiem-
po sin provocar la inestabilidad de la
red.
1 La capacidad de una línea de CA se degrada al aumentar la longitud: este gráfico corresponde a una línea de 1.000 kV con una compensación máxima del 70 % y un ángulo de fase de 30 grados entre terminales.
Capacidad de transmisión de CA de 1000 kV
Longitud de la línea en km
200 700 1200 1700 2200 2700 3200
6000
5000
4000
3000
2000
1000
0
Pot
enci
a en
MW
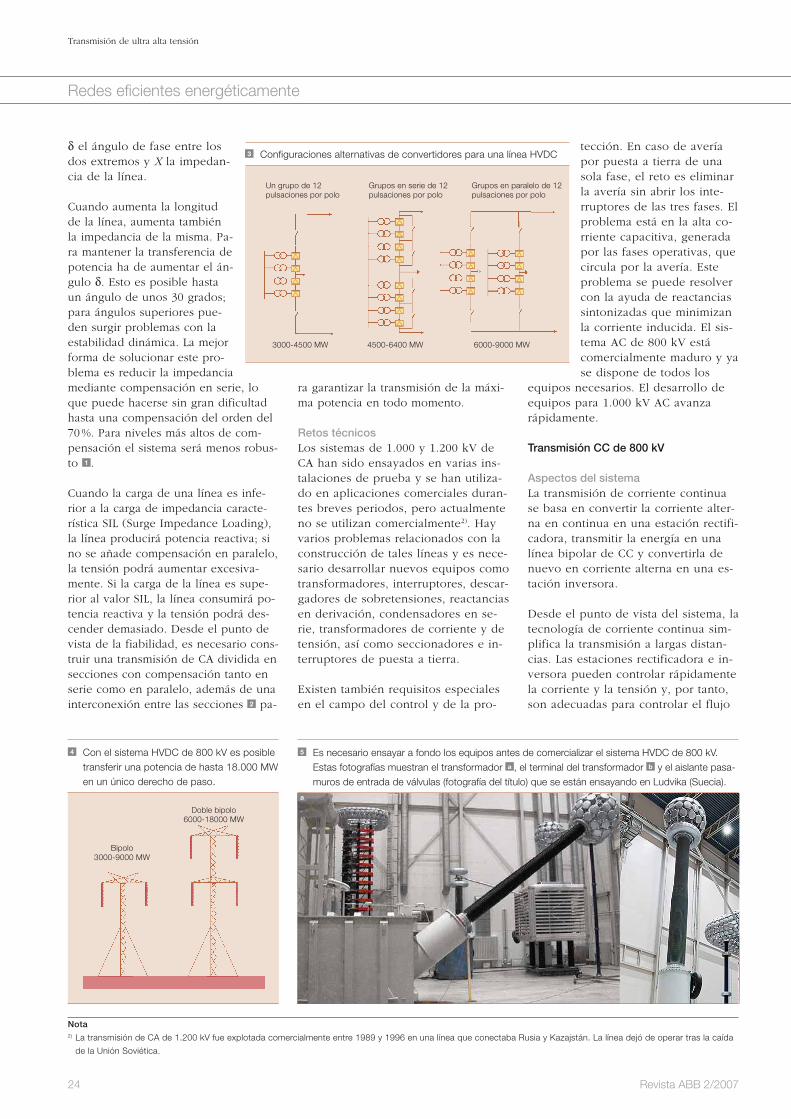
24 Revista ABB 2/2007
Redes eficientes energéticamente
Transmisión de ultra alta tensión
δ el ángulo de fase entre los dos extremos y X la impedan-cia de la línea.
Cuando aumenta la longitud de la línea, aumenta también la impedancia de la misma. Pa-ra mantener la transferencia de potencia ha de aumentar el án-gulo δ. Esto es posible hasta un ángulo de unos 30 grados; para ángulos superiores pue-den surgir problemas con la estabilidad dinámica. La mejor forma de solucionar este pro-blema es reducir la impedancia mediante compensación en serie, lo que puede hacerse sin gran dificultad hasta una compensación del orden del 70 %. Para niveles más altos de com-pensación el sistema será menos robus-to 1 .
Cuando la carga de una línea es infe-rior a la carga de impedancia caracte-rística SIL (Surge Impedance Loading), la línea producirá potencia reactiva; si no se añade compensación en paralelo, la tensión podrá aumentar excesiva-mente. Si la carga de la línea es supe-rior al valor SIL, la línea consumirá po-tencia reactiva y la tensión podrá des-cender demasiado. Desde el punto de vista de la fiabilidad, es necesario cons-truir una transmisión de CA dividida en secciones con compensación tanto en serie como en paralelo, además de una interconexión entre las secciones 2 pa-
ra garantizar la transmisión de la máxi-ma potencia en todo momento.
Retos técnicosLos sistemas de 1.000 y 1.200 kV de CA han sido ensayados en varias ins-talaciones de prueba y se han utiliza-do en aplicaciones comerciales duran-tes breves periodos, pero actualmente no se utilizan comercialmente2). Hay varios problemas relacionados con la construcción de tales líneas y es nece-sario desarrollar nuevos equipos como transformadores, interruptores, descar-gadores de sobretensiones, reactancias en derivación, condensadores en se-rie, transformadores de corriente y de tensión, así como seccionadores e in-terruptores de puesta a tierra.
Existen también requisitos especiales en el campo del control y de la pro-
tección. En caso de avería por puesta a tierra de una sola fase, el reto es eliminar la avería sin abrir los inte-rruptores de las tres fases. El problema está en la alta co-rriente capacitiva, generada por las fases operativas, que circula por la avería. Este problema se puede resolver con la ayuda de reactancias sintonizadas que minimizan la corriente inducida. El sis-tema AC de 800 kV está comercialmente maduro y ya se dispone de todos los
equipos necesarios. El desarrollo de equipos para 1.000 kV AC avanza rápidamente.
Transmisión CC de 800 kV
Aspectos del sistemaLa transmisión de corriente continua se basa en convertir la corriente alter-na en continua en una estación rectifi-cadora, transmitir la energía en una línea bipolar de CC y convertirla de nuevo en corriente alterna en una es-tación inversora.
Desde el punto de vista del sistema, la tecnología de corriente continua sim-plifica la transmisión a largas distan-cias. Las estaciones rectificadora e in-versora pueden controlar rápidamente la corriente y la tensión y, por tanto, son adecuadas para controlar el flujo
5 Es necesario ensayar a fondo los equipos antes de comercializar el sistema HVDC de 800 kV. Estas fotografías muestran el transformador a , el terminal del transformador b y el aislante pasa-muros de entrada de válvulas (fotografía del título) que se están ensayando en Ludvika (Suecia).
Nota2) La transmisión de CA de 1.200 kV fue explotada comercialmente entre 1989 y 1996 en una línea que conectaba Rusia y Kazajstán. La línea dejó de operar tras la caída
de la Unión Soviética.
a b
3 Configuraciones alternativas de convertidores para una línea HVDC
Un grupo de 12 pulsaciones por polo
Grupos en serie de 12 pulsaciones por polo
Grupos en paralelo de 12 pulsaciones por polo
3000-4500 MW 4500-6400 MW 6000-9000 MW
4 Con el sistema HVDC de 800 kV es posible transferir una potencia de hasta 18.000 MW en un único derecho de paso.
Bipolo 3000-9000 MW
Doble bipolo 6000-18000 MW

25Revista ABB 2/2007
de potencia. La diferencia de ángulo de fase entre los extremos transmisor y receptor no tiene importancia si la única conexión es de CC. En realidad, las redes conectadas pueden ser inclu-so asíncronas, ya que la corriente con-tinua no tiene ángulos de fase y no depende de la frecuencia.
Las averías en líneas de CC o en con-vertidores harán que aumente la fre-cuencia en el extremo generador y que disminuya en el extremo receptor, a no ser que haya suficiente capaci-dad de sobrecarga en el polo rema-nente y existan líneas de CC paralelas que controlen la diferencia de poten-cia. Si la avería es permanente, se de-berá implementar un sistema que dis-pare los generadores para asegurar la estabilidad de la frecuencia en la red en el lado del generador. Normalmen-te, esto es un problema sólo si existen líneas de CA síncronas paralelas; es-pecialmente si su potencia nominal es mucho menor que la de las líneas de CC, estas líneas pueden dispararse si los ángulos de fase aumentan dema-siado.
ConfiguracionesSon posibles varias configuraciones de convertidores para el sistema HVDC de 800 kV 3 . En 4 se muestran posi-bles configuraciones de la línea.
Retos técnicosLa máxima tensión de HVDC hoy día es 600 kV. El proyecto Itaipu, que en-tró en funcionamiento hace más de 20
años, opera sobre dos bipolos de ±600 kV y transmite 6.300 MW a una distancia de 800 km. El sistema HVDC de 800 kV requiere el desarrollo de transformadores, terminales de trans-formadores, aislantes pasamuros de entrada de válvulas, válvulas de tiris-tor, descargadores de sobretensiones, divisores de tensión, condensadores de filtro de CC y aisladores de sopor-te.
Logros técnicosABB ha avanzado en este desarrollo durante varios años y ha diseñado, fabricado y puesto a prueba todos los equipos que han de estar expuestos a 800 kV. A continuación presentamos algunos ejemplos:
Prototipo de transformadorSe ha fabricado un prototipo de trans-formador simplificado que incluye to-dos los detalles de aislamiento para un transformador convertidor de 800 kV 5a. Las pruebas iniciales del proto-tipo de transformador comprendieron: la tensión de CC soportada 1.250 kV la tensión de CA soportada 900 kV
Las pruebas fueron superadas con éxi-to.
Terminal de transformadorSe ha fabricado un prototipo de termi-nal de transformador para el máximo grupo de 6 impulsos 5b. El terminal ha superado todas las pruebas habituales, inclusive: la tensión de CC soportada 1.450 kV la tensión de CA soportada 1.050 kV
Aislantes pasamurosEl aislante pasamuros se basa en un acreditado diseño que se emplea en instalaciones nuevas de 500 kV. Su longitud de 18 m (véase la fotografía de página 22) ha sido un reto mecáni-co, más allá del cumplimiento de los requisitos eléctricos. El sistema, sin embargo, ha superado todas las prue-bas eléctricas, mecánicas y de rutina. También se ha verificado la resistencia sísmica mediante cálculos. Ya ha con-cluido el diseño y fabricación del ais-lante pasamuros de 800 kV, que está instalado en el circuito de prueba de 800 kV, y que incluye: la tensión de CC soportada 1.250 kV la tensión de CA soportada 910 kV
Circuito de prueba de larga duraciónComo demostración final de la viabili-dad del sistema, se ha construido y puesto en funcionamiento una esta-ción de ensayos de larga duración. En ella, todo el equipo se prueba a 855 kV durante al menos medio año 6 .
Diseño de la estaciónAl diseñar un sistema HVDC de 800 kV con una potencia de 6.000 MW es importante concebir la estación de modo que la avería de un componen-te crítico individual sólo produzca la pérdida de una pequeña parte de la potencia. Las figuras 7 y 8 muestran una estación con cuatro bloques de alimentación, que se puede configurar de una de las formas siguientes:
Redes eficientes energéticamente
Transmisión de ultra alta tensión
Cuadro 1 Capacidad de la transmisión combinada de CA y CC para mantener la estabilidad a pesar de la pérdida de enlaces de CC: escenario 1 11a con fuerte enlace de CA
Cifra de
grupos CC
perdidos
Cifra de líneas 500 kV en paralelo
1 2 3 4 5 6 7 8 9 10
1 si si si si si si si si si si
2 si si si si si si si si si si
3 no si si si si si si si si si
4 no no no no si si si si si si
5 no no no no no no no si si si
6 no no no no no no no no no no
7 no no no no no no no no no no
8 no no no no no no no no no no
6 Prueba de larga duración de la tensión soportada en el circuito de prueba de 800 kV de STRI en Ludvika
Interruptor de derivación
Desconectador
Aisladores de soporte compuesto
Condensador RI
Divisor de tensión

26 Revista ABB 2/2007
Redes eficientes energéticamente
Transmisión de ultra alta tensión
8 Estación convertidora HVDC con dos polos, cada uno de ellos compuesto por dos grupos conectados en serie
7 Estación convertidora HVDC con cuatro bloques de alimentación: la configuración se elige para minimizar los efectos de las averías de componentes individuales.
Dos polos, cada uno de ellos com-puesto por dos grupos conectados en serie
Dos polos, cada uno de ellos com-puesto por dos grupos conectados en paralelo
Pruebas satisfactoriasUna vez realizados todos los trabajos de desarrollo, el resultado es que la tensión de 800 kV está ya disponible para transmisiones comerciales.
Comparación entre AC y DC
CosteA continuación 10 se comparan los costes de transmitir 12.000 MW de CA y CC a una distancia de 2.000 km. El sistema HVDC de 800 kV proporciona el menor coste total y el punto óptimo está en la zona de menores pérdidas de la línea.
Ventajas e inconvenientes de la corriente continuaUna importante ventaja de la corriente continua de alta tensión (HVDC) es el bajo coste de transmitir potencias muy altas a distancias muy grandes. Una segunda gran ventaja es que las pérdidas son bastante bajas. Las pérdi-das totales en la transmisión de ener-gía a una distancia de 2.000 km son del orden del 5%. La tercera gran ven-taja es que se necesitan menos líneas, con menores requisitos de derecho de paso. Según se ha mencionado antes, la transmisión de 12.000 MW se puede conseguir con dos líneas utilizando HVDC de 800 kV. Transmitir la misma potencia con 800 kV de CA requeriría ocho líneas.
El principal inconveniente del sistema HVDC es que la energía se transmite de un punto al otro y que es bastante caro construir estaciones de deriva-ción (aunque esta solución es posible y ya se ha aplicado). Transmisión combinada de CA y CCComo se ha dicho más arriba, el prin-cipal inconveniente de HVDC es el elevado coste de la derivación de po-tencia a lo largo de la línea. Sin em-bargo, una combinación de transmi-sión masiva de energía HVDC, de bajo coste, en paralelo con una red de CA de menor tensión, podría resultar en muchos casos la solución óptima al proporcionar tanto bajo coste y alta flexibilidad como capacidad para abastecer a los clientes a lo largo de la ruta.No obstante, existen algunos proble-mas técnicos con la solución combina-da de CC y CA. Las perturbaciones en la transmisión de CC dispararán en muchos casos la conexión de CA, ya
Ventajas e inconvenientes de la corriente alternaLa principal ventaja de la corriente al-terna es la flexibilidad con que se pueden conectar cargas y estaciones de generación a lo largo de la ruta. Esto es especialmente importante si la ruta de transmisión pasa por un área muy poblada y si hay instalaciones de generación emplazadas en muchos puntos a lo largo de la ruta.Un inconveniente de la corriente al-terna es su coste. El sistema arriba descrito es bastante caro puesto que, de hecho, se ha de construir una in-fraestructura eléctrica completa a lo largo de la ruta. Otro inconveniente es la necesidad de terrenos y derechos de paso. Dado que la transmisión de CA no puede utilizar por completo la capacidad tér-mica de cada línea cuando ésta es muy larga, habrá que instalar una línea en paralelo.
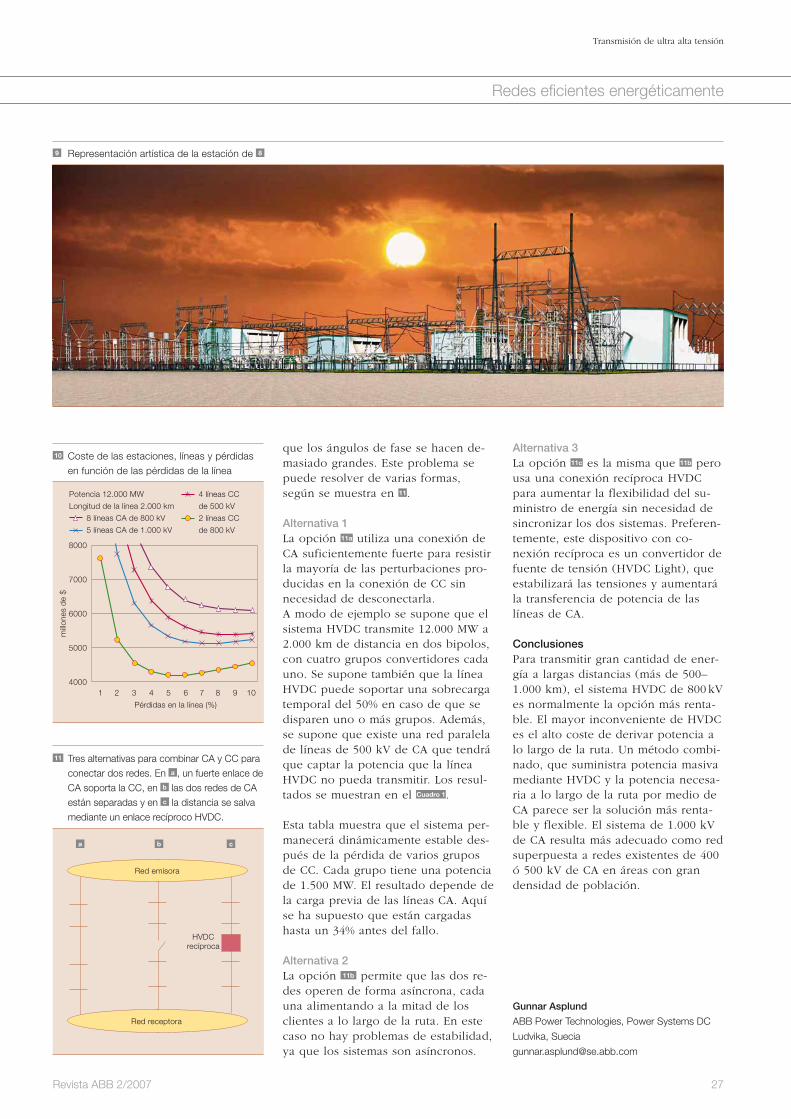
27Revista ABB 2/2007
Redes eficientes energéticamente
Transmisión de ultra alta tensión
9 Representación artística de la estación de 8
Alternativa 3La opción 11c es la misma que 11b pero usa una conexión recíproca HVDC para aumentar la flexibilidad del su-ministro de energía sin necesidad de sincronizar los dos sistemas. Preferen-temente, este dispositivo con co-nexión recíproca es un convertidor de fuente de tensión (HVDC Light), que estabilizará las tensiones y aumentará la transferencia de potencia de las líneas de CA.
ConclusionesPara transmitir gran cantidad de ener-gía a largas distancias (más de 500–1.000 km), el sistema HVDC de 800 kV es normalmente la opción más renta-ble. El mayor inconveniente de HVDC es el alto coste de derivar potencia a lo largo de la ruta. Un método combi-nado, que suministra potencia masiva mediante HVDC y la potencia necesa-ria a lo largo de la ruta por medio de CA parece ser la solución más renta-ble y flexible. El sistema de 1.000 kV de CA resulta más adecuado como red superpuesta a redes existentes de 400 ó 500 kV de CA en áreas con gran densidad de población.
Gunnar Asplund
ABB Power Technologies, Power Systems DC
Ludvika, Suecia
que los ángulos de fase se hacen de-masiado grandes. Este problema se puede resolver de varias formas, según se muestra en 11.
Alternativa 1La opción 11a utiliza una conexión de CA suficientemente fuerte para resistir la mayoría de las perturbaciones pro-ducidas en la conexión de CC sin necesidad de desconectarla.A modo de ejemplo se supone que el sistema HVDC transmite 12.000 MW a 2.000 km de distancia en dos bipolos, con cuatro grupos convertidores cada uno. Se supone también que la línea HVDC puede soportar una sobrecarga temporal del 50% en caso de que se disparen uno o más grupos. Además, se supone que existe una red paralela de líneas de 500 kV de CA que tendrá que captar la potencia que la línea HVDC no pueda transmitir. Los resul-tados se muestran en el Cuadro 1.
Esta tabla muestra que el sistema per-manecerá dinámicamente estable des-pués de la pérdida de varios grupos de CC. Cada grupo tiene una potencia de 1.500 MW. El resultado depende de la carga previa de las líneas CA. Aquí se ha supuesto que están cargadas hasta un 34% antes del fallo.
Alternativa 2La opción 11b permite que las dos re-des operen de forma asíncrona, cada una alimentando a la mitad de los clientes a lo largo de la ruta. En este caso no hay problemas de estabilidad, ya que los sistemas son asíncronos.
10 Coste de las estaciones, líneas y pérdidas en función de las pérdidas de la línea
8000
7000
6000
5000
4000
mill
ones
de
$
1 2 3 4 5 6 7 8 9 10
Pérdidas en la línea (%)
Potencia 12.000 MW
Longitud de la línea 2.000 km
8 líneas CA de 800 kV
5 líneas CA de 1.000 kV
4 líneas CC
de 500 kV
2 líneas CC
de 800 kV
11 Tres alternativas para combinar CA y CC para conectar dos redes. En a , un fuerte enlace de CA soporta la CC, en b las dos redes de CA están separadas y en c la distancia se salva mediante un enlace recíproco HVDC.
HVDC recíproca
Red emisora
Red receptora
ba c

En general solemos dar por hecho que al accionar un interruptor se encenderá la luz, o que la industria tiene capacidad para proveernos de todos los bienes y servicios que deseamos, y que el sumi-nistro eléctrico será continuo y fiable. No así en ABB, pues nuestra compañía dispone de productos y tecnologías concebidos para mantener y mejorar la integridad y continuidad del suministro eléctrico.Los requisitos que han de satisfacer las
DescongestiónFACTS, la clave para la descongestiónRolf Grünbaum, Peter Lundberg, Göran Strömberg, Bertil Berggren
redes actuales están en pleno cambio. Los flujos tradicionales de energía des-de las centrales eléctricas hasta las ciu-dades más próximas están cediendo el paso a modelos más complejos. El con-sumo y el comercio de energía eléctrica están creciendo y esto implica que, ca-da día más, hay que transmitir energía a largas distancias. El uso de fuentes re-novables se está extendiendo y eso exi-ge hacer adaptaciones en el sistema, ya que la generación se encuentra situada
a menudo en áreas lejanas, donde la red eléctrica nunca ha sido suficientemente desarrollada. La construcción masiva de nuevos corredores de transmisión no siempre es la mejor solución por razo-nes medioambientales, de uso de terre-nos, de concesión de permisos y de costes. La opción alternativa consiste en utilizar más intensamente la infraes-tructura sin comprometer la fiabilidad del suministro. Y ABB tiene la tecnología adecuada para que esto sea posible.
28 Revista ABB 2/2007
Redes eficientes energéticamente

29Revista ABB 2/2007
El concepto de congestión de la transmisión implica, por defini-
ción, que está limitada la cantidad de energía que puede ser transferida por una interconexión de transmisión y, además, que existen incentivos impor-tantes para intentar transferir más po-tencia. Los incentivos provienen a me-nudo de diferencias en los costes de producción de la energía a cada lado de la interconexión, un factor que se ha hecho más transparente gracias a las recientes medidas de desregula-ción. En otras palabras, existen consu-midores en al menos un lado de la in-terconexión que podrían beneficiarse de comprar energía producida en el otro lado. Pero antes de que este co-mercio sea viable, es necesario que la infraestructura esté en condiciones de soportarlo.
El enfoque tradicional para remediar la congestión consiste en reforzar el sistema añadiéndole capacidad adicio-nal de transmisión (por ejemplo, aña-diendo líneas aéreas). Aunque esta so-lución sigue siendo factible, cada día resulta más compleja y a menudo tie-ne en contra a la opinión pública. Los permisos para construir nuevos corre-dores de transmisión, o incluso para ampliar los existentes, son muy difíci-les de conseguir y necesitan mucho tiempo.Una alternativa que puede posponer o evitar por completo la necesidad de tales inversiones es mejorar la utiliza-ción de la infraestructura existente, consiguiendo más flexibilidad y mejo-rando el control. Esto se puede alcan-zar instalando en el sistema de trans-misión dispositivos controlables, como los dispositivos FACTS (Flexible AC Transmission System), posiblemente complementados con sistemas avanza-dos de recogida de información. Aun-que, en términos generales, éste es un concepto comúnmente aceptado, la aplicación de estas medidas plantea diversos problemas que exigen aten-ción.
Soluciones FACTS para controlar la congestiónGeneralmente se pueden concebir va-rias soluciones y la solución finalmen-te adoptada dependerá de la naturale-za de las limitaciones físicas. Sin em-bargo, el entorno operacional en que se aplican estas soluciones es común
a todas ellas y en cierta medida es posible generalizar las estrategias de control.
Hablando en general, la filosofía en que se basa el control correctivo apli-cado a los dispositivos FACTS para mitigar la congestión es análoga a la que se presenta en 1 .
Disección de un escenario de gestión de fallosDurante más del 99 % del tiempo de operación, el sistema de control se centra en minimizar las pérdidas y en controlar el flujo en bucles relaciona-dos con redes vecinas. Después de una perturbación, el objetivo del con-trol cambia instantáneamente para pa-sar a manejar las limitaciones físicas de la red. Una vez eliminado el fallo de una red se ha de prestar atención a los fenómenos transitorios. Estos fenó-menos, que incluyen la estabilidad de las primeras oscilaciones, la amorti-guación de las oscilaciones de poten-cia (POD), la estabilidad/recuperación de la tensión y el control de la fre-cuencia, requieren una velocidad de control adecuada para que la mitiga-ción tenga éxito.
Después de 10 a 20 segundos, una vez finalizado el período transitorio, comienza el período postperturbación, y se presentan fenómenos más lentos que pueden exigir atención. El objeti-vo de control pasa a ocuparse de estos fenómenos, entre los que puede haber limitaciones térmicas, soporte de tensión (para evitar un lento derrumbe de la tensión) y soporte de frecuencia.
Después de 20–30 minutos, el opera-dor deberá haber valorado la situa-ción y tomado las medidas adecuadas que garanticen un estado del sistema que vuelva a soportar fallos de los equipos sin riesgo de que puedan producirse consecuencias tan graves como son los apagones.
El control correctivo aplicado a dispo-sitivos FACTS es, por consiguiente, una estrategia de control general que proporciona los medios para una ope-ración eficiente en los instantes pre-vios a la perturbación pero mante-niendo consistente la seguridad. En otras palabras, es una forma de pro-porcionar al operador el máximo tiempo posible en caso de perturba-ciones graves.
Los dispositivos FACTS disponibles proporcionan diferentes vías para al-canzar los objetivos de control indica-dos en 1 . En general, las soluciones FACTS se subdividen en compensa-ción en paralelo y compensación en serie.
SVC y STATCOMSVC (Static VAr Compensators) y STATCOM (Static Compensators) son compensadores que se conectan en paralelo en puntos críticos de la red de transmisión. Ambos tipos de dispo-sitivos emplean electrónica de poten-cia para controlar dinámicamente la generación o el consumo de potencia reactiva. Esta potencia reactiva se intercambia con la red para controlar la tensión del sistema. Además de proporcionar soporte dinámico de la tensión a corto y largo plazo, estos
Redes eficientes energéticamente
Descongestión
1 Objetivos del control correctivo: establecer las prioridades correctas es fundamental para controlar la perturbación y evitar los apagones.
Minimización de pérdidas
Control de flujo de bucle
Estabilidad de primera oscilación
POD
Estabilidad/recuperación de la tensión
Control de frecuencia
Límites térmicos
Soporte de tensión
Soporte de frecuencia
Perturbación previa Transiente Perturbación posterior
Fallo Fallo más 20-30 minutos
Acción del operador
Tiempo
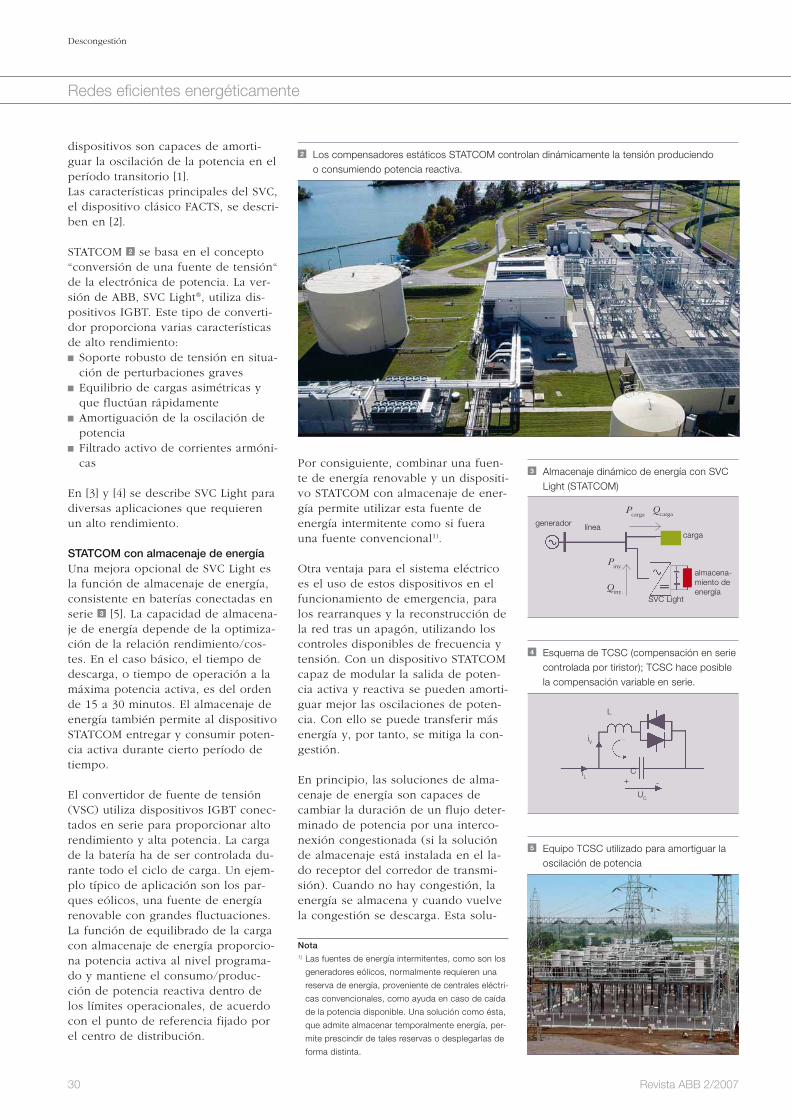
30 Revista ABB 2/2007
dispositivos son capaces de amorti-guar la oscilación de la potencia en el período transitorio [1].Las características principales del SVC, el dispositivo clásico FACTS, se descri-ben en [2].
STATCOM 2 se basa en el concepto “conversión de una fuente de tensión“ de la electrónica de potencia. La ver-sión de ABB, SVC Light®, utiliza dis-positivos IGBT. Este tipo de converti-dor proporciona varias características de alto rendimiento: Soporte robusto de tensión en situa-ción de perturbaciones graves
Equilibrio de cargas asimétricas y que fluctúan rápidamente
Amortiguación de la oscilación de potencia
Filtrado activo de corrientes armóni-cas
En [3] y [4] se describe SVC Light para diversas aplicaciones que requieren un alto rendimiento.
STATCOM con almacenaje de energíaUna mejora opcional de SVC Light es la función de almacenaje de energía, consistente en baterías conectadas en serie 3 [5]. La capacidad de almacena-je de energía depende de la optimiza-ción de la relación rendimiento/cos-tes. En el caso básico, el tiempo de descarga, o tiempo de operación a la máxima potencia activa, es del orden de 15 a 30 minutos. El almacenaje de energía también permite al dispositivo STATCOM entregar y consumir poten-cia activa durante cierto período de tiempo.
El convertidor de fuente de tensión (VSC) utiliza dispositivos IGBT conec-tados en serie para proporcionar alto rendimiento y alta potencia. La carga de la batería ha de ser controlada du-rante todo el ciclo de carga. Un ejem-plo típico de aplicación son los par-ques eólicos, una fuente de energía renovable con grandes fluctuaciones. La función de equilibrado de la carga con almacenaje de energía proporcio-na potencia activa al nivel programa-do y mantiene el consumo/produc-ción de potencia reactiva dentro de los límites operacionales, de acuerdo con el punto de referencia fijado por el centro de distribución.
Por consiguiente, combinar una fuen-te de energía renovable y un dispositi-vo STATCOM con almacenaje de ener-gía permite utilizar esta fuente de energía intermitente como si fuera una fuente convencional1).
Otra ventaja para el sistema eléctrico es el uso de estos dispositivos en el funcionamiento de emergencia, para los rearranques y la reconstrucción de la red tras un apagón, utilizando los controles disponibles de frecuencia y tensión. Con un dispositivo STATCOM capaz de modular la salida de poten-cia activa y reactiva se pueden amorti-guar mejor las oscilaciones de poten-cia. Con ello se puede transferir más energía y, por tanto, se mitiga la con-gestión.
En principio, las soluciones de alma-cenaje de energía son capaces de cambiar la duración de un flujo deter-minado de potencia por una interco-nexión congestionada (si la solución de almacenaje está instalada en el la-do receptor del corredor de transmi-sión). Cuando no hay congestión, la energía se almacena y cuando vuelve la congestión se descarga. Esta solu-
2 Los compensadores estáticos STATCOM controlan dinámicamente la tensión produciendo o consumiendo potencia reactiva.
5 Equipo TCSC utilizado para amortiguar la oscilación de potencia
Nota1) Las fuentes de energía intermitentes, como son los
generadores eólicos, normalmente requieren una
reserva de energía, proveniente de centrales eléctri-
cas convencionales, como ayuda en caso de caída
de la potencia disponible. Una solución como ésta,
que admite almacenar temporalmente energía, per-
mite prescindir de tales reservas o desplegarlas de
forma distinta.
Redes eficientes energéticamente
Descongestión
3 Almacenaje dinámico de energía con SVC Light (STATCOM)
generador línea
SVC Light
carga
Pcarga
Qcarga
Piny.
Qiny.
almacena-miento de energía
4 Esquema de TCSC (compensación en serie controlada por tiristor); TCSC hace posible la compensación variable en serie.
L
C
iV
iL
UC
+ -

31Revista ABB 2/2007
ción no es factible a la escala de red eléctrica, ya que se requeriría una capacidad de almacenaje de energía demasiado grande. Sin embargo, pue-de ser una solución económicamente viable para consumidores individua-les, especialmente si hay que tener en cuenta problemas de calidad de la energía.
STATCOM con almacenaje de energía puede utilizarse también como reserva de perturbación activa controlada por frecuencia, sobre todo si se instala en el lado receptor de una interconexión congestionada frecuentemente. Esta instalación podría, además, reducir la diferencia entre la capacidad de trans-misión y la demanda comercial.
Compensación en serie controlada mediante tiristor (TCSC)Otros dispositivos FACTS tienen tam-bién la capacidad de influir en los flujos de potencia activa, aunque no tengan capacidades de almacenaje de energía. Para este fin se pueden utili-zar especialmente dispositivos en serie.
TCSC 4 5 se utiliza frecuentemente en cuellos de botella, en los que el lí-mite de transferencia de energía está determinado por una pobre amorti-guación de las oscilaciones de poten-cia. La tecnología se ha mostrado es-pecialmente eficaz en aquellas situa-ciones en que la debilidad de la red de transmisión tiende a dividir el sis-tema en dos grandes grupos separa-dos de generadores. La solución im-plica generalmente compensación en serie fija con una sección más peque-ña controlada mediante tiristores, cu-yo objeto es amortiguar activamente las oscilaciones de potencia. Esta adaptación más precisa de la amorti-guación a las condiciones de la línea permite transferir más energía [6].
La compensación TCSC consiste en que el tiristor polarizado directamente se dispara inmediatamente antes del cruce por cero de la tensión en el condensador. Esto inyecta una co-rriente adicional en el condensador y aumenta la reactancia aparente, que alcanza típicamente el valor triple de la reactancia aparente. Esta variación, que funciona como refuerzo, contri-buye a mitigar las oscilaciones de po-
tencia. A diferencia del condensador en serie fijo, el TCSC resulta inductivo para frecuencias inferiores a la funda-mental, eliminando así eficientemente los problemas SSR (resonancia subsín-crona) de TCSC relacionados con los turbogeneradores cercanos.
En los últimos tiempos, y vistas las consecuencias de los últimos apago-nes, ha crecido el interés por la capa-cidad de controlar adicionalmente el flujo de potencia activa en régimen permanente. Aunque un TCSC de alta capacidad de refuerzo tiene capacidad para controlar el flujo de potencia, una solución mejor suele ser subdivi-dir la rama capacitiva en una cadena de etapas de condensadores conecta-dos en serie y conmutados mediante tiristor, dando como resultado un con-densador TSSC. Este dispositivo se muestra en la parte derecha de 6 .
Para una aplicación de control del flu-jo de potencia, es lógico comparar el TSSC con un PST (transformador va-riador de fase). El PST resulta adecua-do para manejar limitaciones térmicas pero es demasiado lento para mitigar fenómenos que ocurren en el período transitorio. Además, tiene un efecto de deterioro sobre el perfil de la ten-sión, tanto a largo como a corto pla-zo, y reduce la estabilidad angular en algunos casos.
Por otro lado, el TSSC es bastante rá-pido para actuar decisivamente miti-gando los fenómenos transitorios y puede soportar tensiones a corto y
largo plazo. Sin embargo, mientras que el PST puede aumentar y reducir el flujo de potencia en el camino en que está instalado, el TSSC sólo puede aumentarlo. Además, según una regla empírica, la reactancia de un TSSC de-be estar limitada al 60 % aproximada-mente de la reactancia entre las dos subestaciones a los lados del TSSC. Por consiguiente, si se requiere una gran capacidad de control del flujo de potencia (dependiendo de la topolo-gía de la red), la solución TSSC puede no resultar adecuada.
DynaflowCon el fin de mitigar la congestión en zonas donde interesan diversas com-binaciones de objetivos de control, ABB está desarrollando un concepto de control del flujo de potencia llama-do Dynaflow, que consiste en un PST en serie con un TSSC multigradual con control coordinado 6 .
La capacidad total de control del flujo de potencia se divide entre el PST y el TSSC, de modo que ambos dispositi-vos tienen menor tamaño. Dynaflow combina las ventajas de los dos dispo-sitivos. Por tanto, es capaz de minimi-zar pérdidas y/o de realizar el control del flujo de bucles antes de la pertur-bación, mejorando la estabilidad de las primeras oscilaciones, la amorti-guación de la oscilación de potencia y/o el comportamiento de la tensión en el período transitorio y, además, soportando tensiones y/o limitaciones térmicas después de la perturbación. El sistema de control y las señales de
Redes eficientes energéticamente
Descongestión
6 Esquema de Dynaflow: Dynaflow consiste en un PST conectado en serie con un TSSC multigradual con control coordinado.
Control por tiristorTransformador por
desplazamiento de fase
C1 C2 C3
TSSC1 TSSC2 TSSC3
Entradas de sistema
Control máster
Control de conmutador de tomas

32 Revista ABB 2/2007
entrada necesarias se concretan para el cuello de botella particular al que se aplique. La introducción de avanza-dos sistemas de comunicación y medi-ción hace posible aumentar el rendi-miento.
Una aplicación típica de Dynaflow sería la alimentación eléctrica de una ciudad. Las ciudades grandes se sue-len caracterizar por un gran consumo de potencia activa y reactiva, mientras que las fuentes de generación están muy alejadas. En consecuencia, a me-nudo las líneas de transmisión que ali-mentan la ciudad están muy cargadas y faltan recursos dinámicos de poten-cia reactiva.
Una perturbación crítica típica sería la avería de una línea seguida de una desconexión permanente de dicha lí-nea. Suponiendo que el flujo de po-tencia estuviera distribuido desigual-mente entre los otros caminos de la transmisión y que Dynaflow estuviera instalado en el camino diseñado para recoger más carga, para evitar la so-brecarga de los caminos paralelos, la secuencia de objetivos de control po-dría ser la siguiente: Antes de la perturbación, el enfoque está en minimizar las pérdidas del sistema activo. Desde un centro de control se obtendría generalmente un punto de referencia, seguramen-te basado en un cálculo del flujo óptimo de potencia.
Inmediatamente después del fallo, todas las etapas capacitivas se co-nectan con el fin de ayudar a recu-perar la tensión. Esto es especial-mente importante para ciudades con una gran proporción de motores eléctricos (los acondicionadores de aire, por ejemplo). Si no se contara con soporte de tensión, estas unida-des tenderían a pararse y, por tanto, consumirían mucha potencia reacti-va, lo que a su vez podría provocar el derrumbamiento local de la ten-sión y averías en cascada.
Una vez recuperadas las tensiones, el sistema de control pasaría a ocu-parse de los límites térmicos. Com-binando la capacidad de PST y TSSC se controla el flujo de potencia para evitar sobrecargas en el camino en que está instalado Dynaflow o en caminos paralelos. Además, si los sucesos iniciales son tan severos
que no es posible eliminar total-mente la sobrecarga, se pueden dis-tribuir los flujos de potencia para dar al operador el máximo tiempo posible para adoptar las medidas correctoras. Generalmente, esto implicaría distribuir la sobrecarga entre los caminos paralelos.
WAMS y WACSUn sistema de control correctivo con capacidad para controlar dinámica-mente el flujo de potencia, conside-rando también caminos paralelos, generalmente requiere disponer de mediciones remotas. Los últimos avan-ces en el campo de sistemas de medi-ción de área extensa (WAMS, Wide Area Measurements Systems) y en las comunicaciones, abren con FACTS nuevas posibilidades para los sistemas de control de área extensa (WACS). Aquellas situaciones con varios dispo-sitivos de control dinámico del flujo de potencia, instalados en caminos paralelos, exigirían además coordinar los trabajos de control.
Aspectos relacionadosObviamente, lo que se puede conse-guir con dispositivos controlables tam-bién tiene límites. Estos límites deter-minarán el nuevo nivel de potencia transferida a través de una interco-nexión de la transmisión. Desde el punto de vista de la planificación ope-racional será importante disponer de herramientas eficientes de evaluación de la seguridad que permitan aprove-char todas las ventajas posibles de los dispositivos instalados.
Por razones históricas, los cuellos de botella suelen presentarse en la inter-conexión de redes diferentes. El em-pleo de mecanismos claros y transpa-rentes para compartir responsabilida-des entre operadores de sistemas sue-le ser ventajoso para implantar medi-das de control correctivo con excelen-tes resultados.
ConclusionesLos sistemas FACTS comprenden una cartera de dispositivos controlables, capaces de mitigar las congestiones y mejorar la eficiencia de la red existen-te. El tipo exacto a elegir dependerá, naturalmente, del cuello de botella en cuestión. A menudo hay varias opcio-nes. Este artículo presenta los disposi-
tivos STATCOM con almacenaje de energía, TCSC y Dynaflow, como tres opciones viables para mitigar la con-gestión.
La aplicación del control correctivo se beneficiará en muchos casos de la aplicación de sistemas avanzados de información y control personalizados para el cuello de botella en cuestión.
Para obtener todas las ventajas posi-bles para las instalaciones es impor-tante que la planificación operativa disponga de herramientas eficientes de evaluación de la seguridad. Esto es especialmente importante para con-gestiones en la interconexión de siste-mas distintos.
Rolf Grünbaum
Peter Lundberg
Göran Strömberg
ABB Power Technologies
Västerås, Suecia
Bertil Berggren
ABB Corporate Research
Västerås, Suecia
Bibliografía
[1] Mathur, R. M, Varma, R. K, Thyristor-based
FACTS Controllers for Electrical Transmission
Systems, IEEE Press, 2002. ISBN 0-471-20643-1
[2] Hingorani, N.G., Gyugyi, L, Understanding
FACTS: Concepts and Technology of Flexible AC
Transmission Systems, IEEE Press, 1999.
ISBN 0-7803-3455-8
[3] Larsson, T, Ratering-Schnitzler, B, “SVC-Light:
A utility’s aid to restructuring its grid,” IEEE PES
Winter Meeting, Singapore, January 2000.
[4] Grünbaum, R, et al, “FACTS: Powerful means for
dynamic load balancing and voltage support of
AC traction feeders,” IEEE Power Tech, Porto,
Portugal, September 10–13, 2001.
[5] Svensson, J, Jones, P, Halvarsson, P, ”Im-
proved Power System Stability and Reliability
using Innovative Energy Storage Technologies,”
In Proc. IEE ACDC 2006, London, U.K.,
pp. 220–224.
[6] Gama, C, Angquist, L, Ingestrom, G, Noroo-
zian, M, ”Commissioning and operative experi-
ence of TCSC for damping power oscillations in
the Brazilian North-South Interconnection,” In
Proc. CIGRE Session 2000, Paris, France, 2000,
pp. 14–104.
Redes eficientes energéticamente
Descongestión
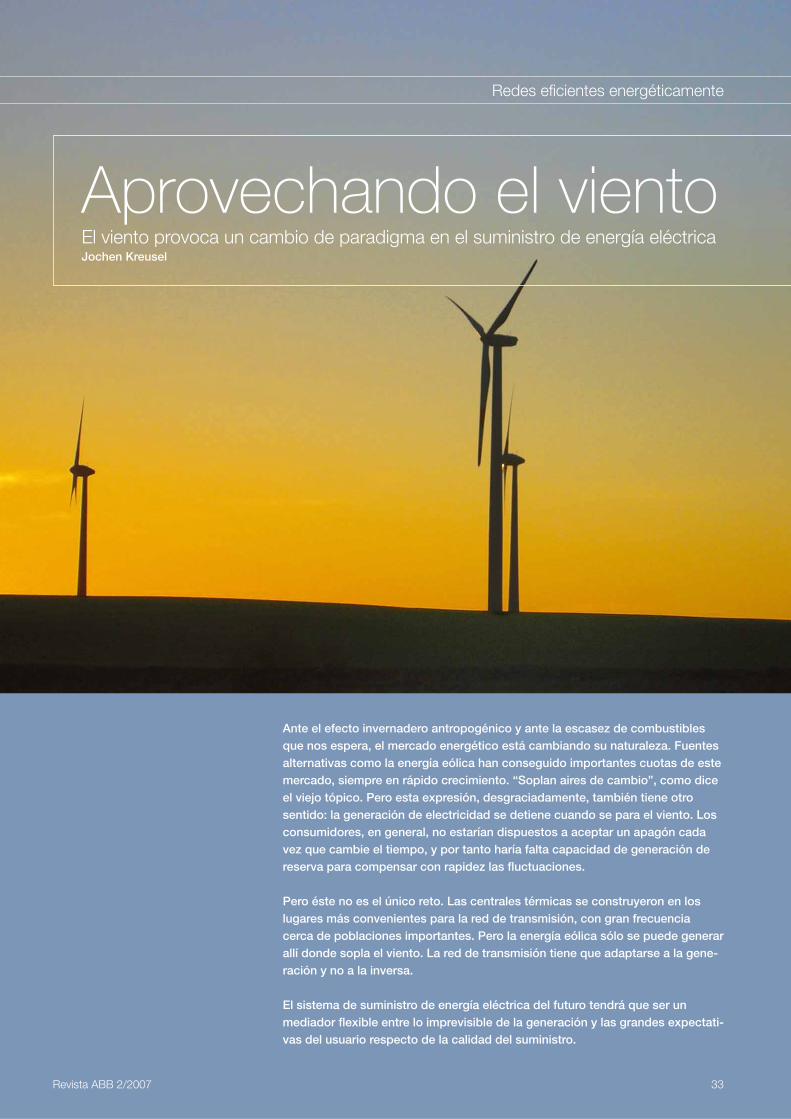
Ante el efecto invernadero antropogénico y ante la escasez de combustibles que nos espera, el mercado energético está cambiando su naturaleza. Fuentes alternativas como la energía eólica han conseguido importantes cuotas de este mercado, siempre en rápido crecimiento. “Soplan aires de cambio”, como dice el viejo tópico. Pero esta expresión, desgraciadamente, también tiene otro sentido: la generación de electricidad se detiene cuando se para el viento. Los consumidores, en general, no estarían dispuestos a aceptar un apagón cada vez que cambie el tiempo, y por tanto haría falta capacidad de generación de reserva para compensar con rapidez las fluctuaciones.
Pero éste no es el único reto. Las centrales térmicas se construyeron en los lugares más convenientes para la red de transmisión, con gran frecuencia cerca de poblaciones importantes. Pero la energía eólica sólo se puede generar allí donde sopla el viento. La red de transmisión tiene que adaptarse a la gene-ración y no a la inversa.
El sistema de suministro de energía eléctrica del futuro tendrá que ser un mediador flexible entre lo imprevisible de la generación y las grandes expectati-vas del usuario respecto de la calidad del suministro.
Aprovechando el vientoEl viento provoca un cambio de paradigma en el suministro de energía eléctricaJochen Kreusel
Revista ABB 2/2007
Redes eficientes energéticamente
33

34 Revista ABB 2/2007
maria han avivado el interés por las fuentes renovables de energía. Des-pués de la energía hidroeléctrica, utilizada desde los primeros tiempos del suministro eléctrico, la energía eólica es hoy la segunda fuente re-novable más importante del mundo.
El viento y el sol son fuentes casi ideales de suministro sostenible de energía: limpia, disponible a largo plazo y con un elevado potencial de crecimiento en comparación con las demás formas de energía renovable. Sin embargo, su explotación significa dejar atrás un modo de operación gobernado simplemente por la carga. Puesto que ni la energía eólica ni la solar se pueden almacenar en el lado primario, los sistemas de suministro de energía eléctrica del futuro ten-drán que ser más flexibles que los sistemas actuales: en un lado deberán poder equilibrar la generación, impre-visible y errática, pero además debe-rán responder, en el lado de consumo a una exigencia permanente de alta calidad y de suministro fiable.
Cambios estructurales básicos en el sector del suministro de energía eléctricaDos importantes tendencias han pro-vocado un cambio trascendental en el sector del suministro de energía eléc-trica desde principios desde los no-venta. La primera de ellas es la libera-lización del suministro de electrici-dad, visible en todo el mundo. Esto ha llevado a separar la generación, suministro masivo y comercialización de la energía por un lado, y por el
otro los sistemas de suministro y ope-ración de sistemas. En consecuencia, la planificación de nuevas centrales eléctricas ya no está coordinada con la planificación de expansión de re-des. Además, los operadores de siste-mas han de responder a las exigen-cias de los generadores de energía en cuanto a la admisión de grupos o centrales en la red y en cuanto a la distribución de la carga. Sólo si peli-gra la estabilidad del sistema, los operadores de sistemas tendrán real-mente la facultad de decidir. Final-mente, los operadores de sistemas disponen de información muy limita-da sobre las centrales eléctricas de los generadores independientes.La segunda tendencia importante con-siste en los esfuerzos para aumentar la eficiencia energética y reducir el uso de fuentes de energía primaria no renovables. A este respecto, las uni-dades de generación descentralizadas con generación combinada de calor y energía y las fuentes renovables de energía desempeñan un papel central en el sector del suministro de energía eléctrica. Estas últimas son, sin duda, fundamentales para cubrir sostenible-mente y garantizar a largo plazo la energía requerida internacionalmente. Estas energías, por tanto, tienen un lugar firme en la política energética de muchos países, que a menudo promueven su desarrollo.
La energía eólica ha crecido especta-cularmente en todo el mundo durante los últimos 15 años1). Sus ventajas están en la gran cantidad de energía primaria disponible (al menos en las zonas costeras) y en el hecho de que sus costes de generación la hacen más competitiva que otras formas de energía renovable. Hasta hace unos años, la energía eólica estaba en gran medida sin explotar, ya que su rendi-miento económico era insuficiente. Sin embargo, en muchos países se ha promovido la energía eólica, consi-guiéndose una potencia instalada, en todo el mundo, de más de 74.000 MW a finales de 2006. Sólo en Alemania, el país con mayor expansión hasta ahora, se han instalado hasta la fecha más de 20.000 MW 1 (la carga total
Una de las principales ventajas del suministro eléctrico en los países
industrializados es la disponibilidad de energía eléctrica de calidad cons-tante y prácticamente en cualquier lugar. Esto se ha conseguido con una estructuración sistemática del sistema, orientada hacia el consumo desde sus inicios al principio del siglo XX. Fre-cuentemente, los sistemas se planifi-caban y construían en las proximida-des de centros de consumo (en su origen, el suministro de energía eléc-trica era básicamente descentralizado y local) y las centrales térmicas actua-les, generalizadas en la mayoría de los países, funcionan según patrones operativos orientados al consumo.
El almacenaje de la energía necesaria para compensar las fluctuaciones del consumo tiene lugar básicamente en el lado de la energía primaria, donde normalmente se puede implementar de forma rentable (por ejemplo, acu-mulando combustible). Sin embargo, durante los últimos 15 años se ha puesto en tela de juicio este principio básico, por dos razones principales: La liberalización del suministro de energía eléctrica, dominante en mu-chas partes del mundo desde princi-pios de los años noventa, ha derri-bado el principio de generación lo-cal. No es una buena política com-petir sin la posibilidad de suminis-trar desde diferentes centrales.
El cambio climático causado por las emisiones de gases de efecto inver-nadero, cada día más evidente, y la creciente escasez de combustibles fósiles como fuente de energía pri-
Redes eficientes energéticamente
Aprovechando el viento
Nota1) Véase también “Energía marina limpia” en la
página 69 de este número.
1 Expansión de la energía eólica en Alemania (Fuente: Bundesverband Windenergie e. V.)
3500
3000
2500
2000
1500
1000
500
01991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006
25000
20000
15000
10000
5000
0
nuev
as in
stal
acio
nes
en M
W
capa
cida
d in
stal
ada
en M
W
nuevas instalaciones
nuevas instalaciones
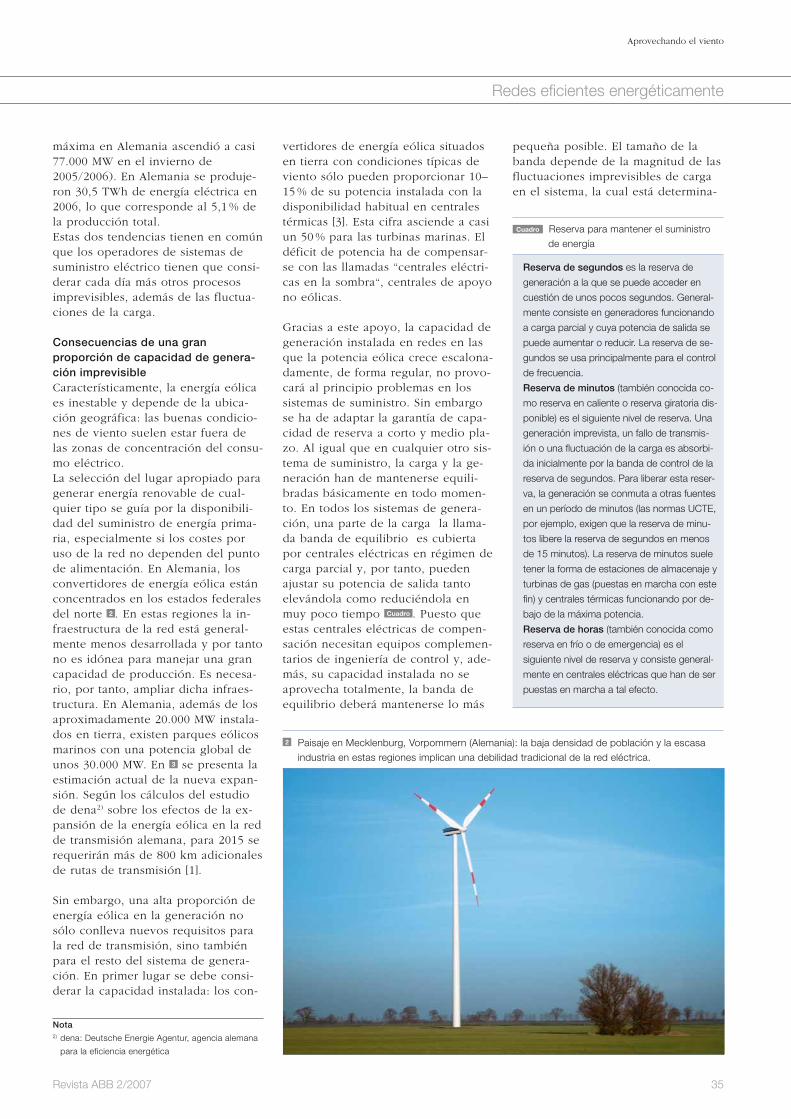
35Revista ABB 2/2007
máxima en Alemania ascendió a casi 77.000 MW en el invierno de 2005/2006). En Alemania se produje-ron 30,5 TWh de energía eléctrica en 2006, lo que corresponde al 5,1 % de la producción total.Estas dos tendencias tienen en común que los operadores de sistemas de suministro eléctrico tienen que consi-derar cada día más otros procesos imprevisibles, además de las fluctua-ciones de la carga.
Consecuencias de una gran proporción de capacidad de genera-ción imprevisibleCaracterísticamente, la energía eólica es inestable y depende de la ubica-ción geográfica: las buenas condicio-nes de viento suelen estar fuera de las zonas de concentración del consu-mo eléctrico.La selección del lugar apropiado para generar energía renovable de cual-quier tipo se guía por la disponibili-dad del suministro de energía prima-ria, especialmente si los costes por uso de la red no dependen del punto de alimentación. En Alemania, los convertidores de energía eólica están concentrados en los estados federales del norte 2 . En estas regiones la in-fraestructura de la red está general-mente menos desarrollada y por tanto no es idónea para manejar una gran capacidad de producción. Es necesa-rio, por tanto, ampliar dicha infraes-tructura. En Alemania, además de los aproximadamente 20.000 MW instala-dos en tierra, existen parques eólicos marinos con una potencia global de unos 30.000 MW. En 3 se presenta la estimación actual de la nueva expan-sión. Según los cálculos del estudio de dena2) sobre los efectos de la ex-pansión de la energía eólica en la red de transmisión alemana, para 2015 se requerirán más de 800 km adicionales de rutas de transmisión [1].
Sin embargo, una alta proporción de energía eólica en la generación no sólo conlleva nuevos requisitos para la red de transmisión, sino también para el resto del sistema de genera-ción. En primer lugar se debe consi-derar la capacidad instalada: los con-
vertidores de energía eólica situados en tierra con condiciones típicas de viento sólo pueden proporcionar 10–15 % de su potencia instalada con la disponibilidad habitual en centrales térmicas [3]. Esta cifra asciende a casi un 50 % para las turbinas marinas. El déficit de potencia ha de compensar-se con las llamadas “centrales eléctri-cas en la sombra“, centrales de apoyo no eólicas.
Gracias a este apoyo, la capacidad de generación instalada en redes en las que la potencia eólica crece escalona-damente, de forma regular, no provo-cará al principio problemas en los sistemas de suministro. Sin embargo se ha de adaptar la garantía de capa-cidad de reserva a corto y medio pla-zo. Al igual que en cualquier otro sis-tema de suministro, la carga y la ge-neración han de mantenerse equili-bradas básicamente en todo momen-to. En todos los sistemas de genera-ción, una parte de la carga la llama-da banda de equilibrio es cubierta por centrales eléctricas en régimen de carga parcial y, por tanto, pueden ajustar su potencia de salida tanto elevándola como reduciéndola en muy poco tiempo Cuadro . Puesto que estas centrales eléctricas de compen-sación necesitan equipos complemen-tarios de ingeniería de control y, ade-más, su capacidad instalada no se aprovecha totalmente, la banda de equilibrio deberá mantenerse lo más
pequeña posible. El tamaño de la banda depende de la magnitud de las fluctuaciones imprevisibles de carga en el sistema, la cual está determina-
Reserva de segundos es la reserva de
generación a la que se puede acceder en
cuestión de unos pocos segundos. General-
mente consiste en generadores funcionando
a carga parcial y cuya potencia de salida se
puede aumentar o reducir. La reserva de se-
gundos se usa principalmente para el control
de frecuencia.
Reserva de minutos (también conocida co-
mo reserva en caliente o reserva giratoria dis-
ponible) es el siguiente nivel de reserva. Una
generación imprevista, un fallo de transmis-
ión o una fluctuación de la carga es absorbi-
da inicialmente por la banda de control de la
reserva de segundos. Para liberar esta reser-
va, la generación se conmuta a otras fuentes
en un período de minutos (las normas UCTE,
por ejemplo, exigen que la reserva de minu-
tos libere la reserva de segundos en menos
de 15 minutos). La reserva de minutos suele
tener la forma de estaciones de almacenaje y
turbinas de gas (puestas en marcha con este
fin) y centrales térmicas funcionando por de-
bajo de la máxima potencia.
Reserva de horas (también conocida como
reserva en frío o de emergencia) es el
siguiente nivel de reserva y consiste general-
mente en centrales eléctricas que han de ser
puestas en marcha a tal efecto.
Cuadro Reserva para mantener el suministro de energía
Nota2) dena: Deutsche Energie Agentur, agencia alemana
para la eficiencia energética
Redes eficientes energéticamente
Aprovechando el viento
2 Paisaje en Mecklenburg, Vorpommern (Alemania): la baja densidad de población y la escasa industria en estas regiones implican una debilidad tradicional de la red eléctrica.
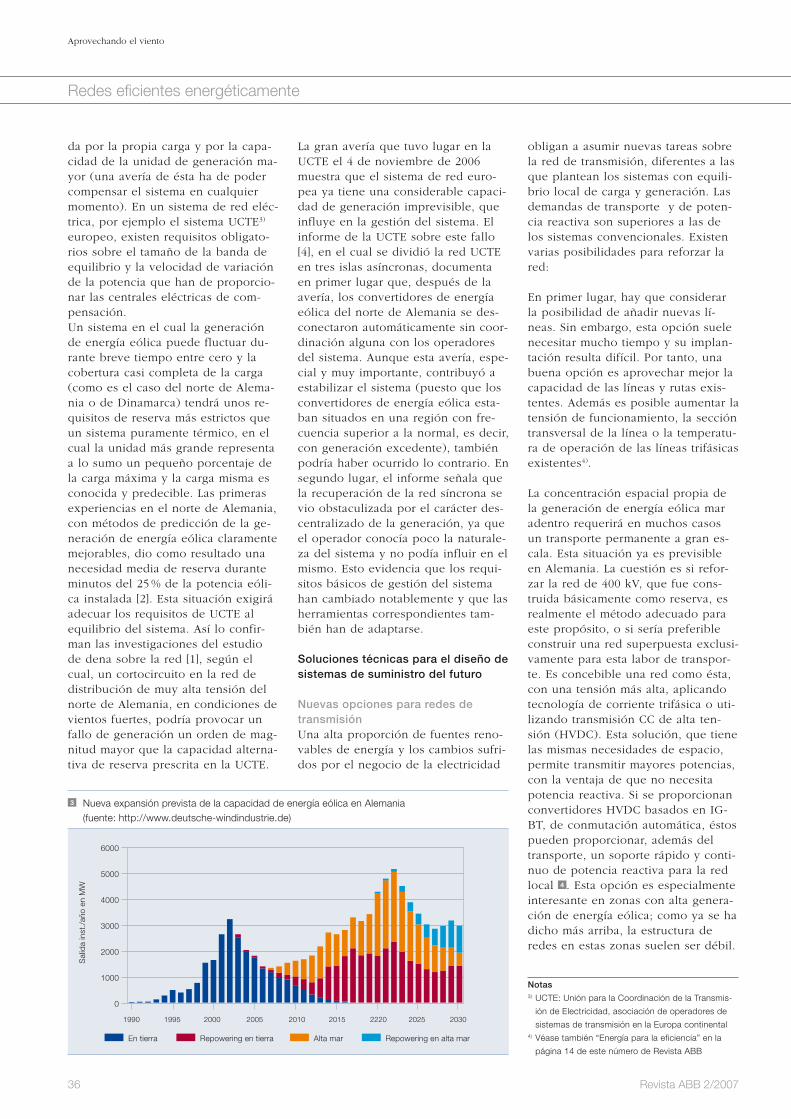
36 Revista ABB 2/2007
da por la propia carga y por la capa-cidad de la unidad de generación ma-yor (una avería de ésta ha de poder compensar el sistema en cualquier momento). En un sistema de red eléc-trica, por ejemplo el sistema UCTE3) europeo, existen requisitos obligato-rios sobre el tamaño de la banda de equilibrio y la velocidad de variación de la potencia que han de proporcio-nar las centrales eléctricas de com-pensación. Un sistema en el cual la generación de energía eólica puede fluctuar du-rante breve tiempo entre cero y la cobertura casi completa de la carga (como es el caso del norte de Alema-nia o de Dinamarca) tendrá unos re-quisitos de reserva más estrictos que un sistema puramente térmico, en el cual la unidad más grande representa a lo sumo un pequeño porcentaje de la carga máxima y la carga misma es conocida y predecible. Las primeras experiencias en el norte de Alemania, con métodos de predicción de la ge-neración de energía eólica claramente mejorables, dio como resultado una necesidad media de reserva durante minutos del 25 % de la potencia eóli-ca instalada [2]. Esta situación exigirá adecuar los requisitos de UCTE al equilibrio del sistema. Así lo confir-man las investigaciones del estudio de dena sobre la red [1], según el cual, un cortocircuito en la red de distribución de muy alta tensión del norte de Alemania, en condiciones de vientos fuertes, podría provocar un fallo de generación un orden de mag-nitud mayor que la capacidad alterna-tiva de reserva prescrita en la UCTE.
La gran avería que tuvo lugar en la UCTE el 4 de noviembre de 2006 muestra que el sistema de red euro-pea ya tiene una considerable capaci-dad de generación imprevisible, que influye en la gestión del sistema. El informe de la UCTE sobre este fallo [4], en el cual se dividió la red UCTE en tres islas asíncronas, documenta en primer lugar que, después de la avería, los convertidores de energía eólica del norte de Alemania se des-conectaron automáticamente sin coor-dinación alguna con los operadores del sistema. Aunque esta avería, espe-cial y muy importante, contribuyó a estabilizar el sistema (puesto que los convertidores de energía eólica esta-ban situados en una región con fre-cuencia superior a la normal, es decir, con generación excedente), también podría haber ocurrido lo contrario. En segundo lugar, el informe señala que la recuperación de la red síncrona se vio obstaculizada por el carácter des-centralizado de la generación, ya que el operador conocía poco la naturale-za del sistema y no podía influir en el mismo. Esto evidencia que los requi-sitos básicos de gestión del sistema han cambiado notablemente y que las herramientas correspondientes tam-bién han de adaptarse.
Soluciones técnicas para el diseño de sistemas de suministro del futuro
Nuevas opciones para redes de transmisiónUna alta proporción de fuentes reno-vables de energía y los cambios sufri-dos por el negocio de la electricidad
obligan a asumir nuevas tareas sobre la red de transmisión, diferentes a las que plantean los sistemas con equili-brio local de carga y generación. Las demandas de transporte y de poten-cia reactiva son superiores a las de los sistemas convencionales. Existen varias posibilidades para reforzar la red:
En primer lugar, hay que considerar la posibilidad de añadir nuevas lí-neas. Sin embargo, esta opción suele necesitar mucho tiempo y su implan-tación resulta difícil. Por tanto, una buena opción es aprovechar mejor la capacidad de las líneas y rutas exis-tentes. Además es posible aumentar la tensión de funcionamiento, la sección transversal de la línea o la temperatu-ra de operación de las líneas trifásicas existentes4).
La concentración espacial propia de la generación de energía eólica mar adentro requerirá en muchos casos un transporte permanente a gran es-cala. Esta situación ya es previsible en Alemania. La cuestión es si refor-zar la red de 400 kV, que fue cons-truida básicamente como reserva, es realmente el método adecuado para este propósito, o si sería preferible construir una red superpuesta exclusi-vamente para esta labor de transpor-te. Es concebible una red como ésta, con una tensión más alta, aplicando tecnología de corriente trifásica o uti-lizando transmisión CC de alta ten-sión (HVDC). Esta solución, que tiene las mismas necesidades de espacio, permite transmitir mayores potencias, con la ventaja de que no necesita potencia reactiva. Si se proporcionan convertidores HVDC basados en IG-BT, de conmutación automática, éstos pueden proporcionar, además del transporte, un soporte rápido y conti-nuo de potencia reactiva para la red local 4 . Esta opción es especialmente interesante en zonas con alta genera-ción de energía eólica; como ya se ha dicho más arriba, la estructura de redes en estas zonas suelen ser débil.
Notas3) UCTE: Unión para la Coordinación de la Transmis-
ión de Electricidad, asociación de operadores de
sistemas de transmisión en la Europa continental4) Véase también “Energía para la eficiencia” en la
página 14 de este número de Revista ABB
Redes eficientes energéticamente
Aprovechando el viento
3 Nueva expansión prevista de la capacidad de energía eólica en Alemania (fuente: http://www.deutsche-windindustrie.de)
6000
5000
4000
3000
2000
1000
0
Sal
ida
inst
./añ
o en
MW
1990 1995 2000 2005 2010 2015 2220 2025 2030
En tierra Repowering en tierra Alta mar Repowering en alta mar

37Revista ABB 2/2007
4 Diagrama PQ de una instalación HVDC tradicional a y de HVDC LightTM autoconmutada b ; HVDC LightTM puede controlar de forma continua y con gran rapidez cada punto de los cuatro cuadrantes.
HVDC Classic
Filtro
Convertidor
total
-1.0 1.0
P
Q Q
P
HVDC LightTM-1.0 1.0
a b
Redes eficientes energéticamente
Aprovechando el viento
ABB ha suministrado instalaciones con esta tecnología bajo el nombre HVDC LightTM desde 1997 y actual-mente está en disposición de entregar sistemas de hasta 1.100 MW de poten-cia.
La capacidad de la tecnología HVDC de conmutación automática para ac-tuar en cualquier punto del diagrama PQ y también, especialmente, en el punto cero 4b, combinada con la ven-taja fundamental del transporte sin potencia reactiva, hace que esta tec-nología resulte ideal para la conexión de los parques eólicos marinos pre-vistos. A este respecto, a menudo convendrá no establecer la conexión directamente en la costa, sino exten-der las líneas HVDC hasta determina-dos nodos de alto rendimiento de la red de transmisión. Esta solución po-dría armonizar fácilmente con el con-cepto de red superpuesta para trans-porte eléctrico masivo.
Más transparencia para la gestión del sistemaLa transmisión de potencia y las rápi-das variaciones del flujo de carga du-rante las fluctuaciones del suministro desde fuentes renovables, obligan a las redes de transmisión a asumir demandas mayores. A este respecto puede ser una gran ayuda para la gestión de la red disponer oportuna-mente de información detallada sobre el estado de la red, que puede ser proporcionada por sistemas innova-dores de supervisión de gran ampli-tud [5]. Con instrumentos descentrali-zados de medición se pueden regis-
trar vectores de corriente y tensión con alta resolución temporal. Con la sincronización de tiempo en todo el sistema por medio de GPS 5 se pue-de obtener una imagen muy precisa del estado dinámico del sistema, muy útil para gestionar la red.
Los campos de aplicación de este nuevo género de información abarcan desde la observación precisa de zo-nas adyacentes de la red –especial-mente si contienen elementos que afectan al flujo de la carga, tales como los transformadores de despla-zamiento de fase, los FACTS o las líneas HVDC– hasta la supervisión continua de estados críticos del siste-ma y la identificación de partes de la red cuya frecuencia deja de ser sín-crona. En los primeros momentos de la importante avería del 4 de noviem-bre de 2006, que provocó la división de la red UCTE en tres subredes, las estaciones de control no detectaron la existencia de estas islas. Básicamente, se puede suponer que en una red de transmisión con mayor carga de trans-porte la probabilidad de que se pre-senten situaciones críticas como la del 4 de noviembre de 2006 será ma-yor. Para las estaciones de control de la res será conveniente y necesario disponer de más información.
Reto para las centrales térmicasUna gran proporción de generación de energía eólica supone una necesi-dad mayor de ingeniería de control para el subsistema de generación in-dependiente del suministro. Esto con-cierne tanto a la capacidad de reserva primaria y secundaria como a la re-
serva de minutos Cuadro y es especial-mente relevante en sistemas en los que se usan centrales eléctricas de carbón para el equilibrio. El uso de instrumentación moderna y de siste-mas de control avanzado en las cen-trales térmicas existentes ofrece un considerable potencial de mejora con un esfuerzo relativamente bajo. La implementación de características operativas optimizadas y basadas en modelos para la turbina y la caldera de centrales termoeléctricas, como las proporcionadas en los sistemas MODAN y MODAKOND de ABB, con-duce a un funcionamiento más suave y uniforme, de baja fatiga, y a una re-ducción de varios puntos porcentua-les de la demanda auxiliar. Durante el funcionamiento en estrangulamiento, importante para la provisión de reser-va de segundos, se pudieron consta-tar aumentos de eficiencia de hasta un 0,48 %. Este aumento se debe bási-camente a que la velocidad de varia-ción de potencia requerida para equi-librar el sistema se obtiene con un mínimo estrangulamiento del vapor de la turbina. Estas mejoras, que per-miten conseguir resultados significati-vamente superiores a los exigidos por UCTE, son aún más importantes en sistemas con gran proporción de fuentes renovables, en los cuales el resto del sistema de generación es correspondientemente inestable.
En vista de las incertidumbres propias de la energía eólica, la provisión de reserva de minutos es especialmente importante. La modernización de las centrales eléctricas existentes puede ser necesaria técnicamente para que
Los sistemas de energía eléctrica del futuro se caracterizarán por una elevada proporción de fuentes renovables de energía, por una genera-ción descentralizada, determinada externamen-te, y con gran frecuencia por un sistema de nego-cio eléctrico muy desarro-llado.
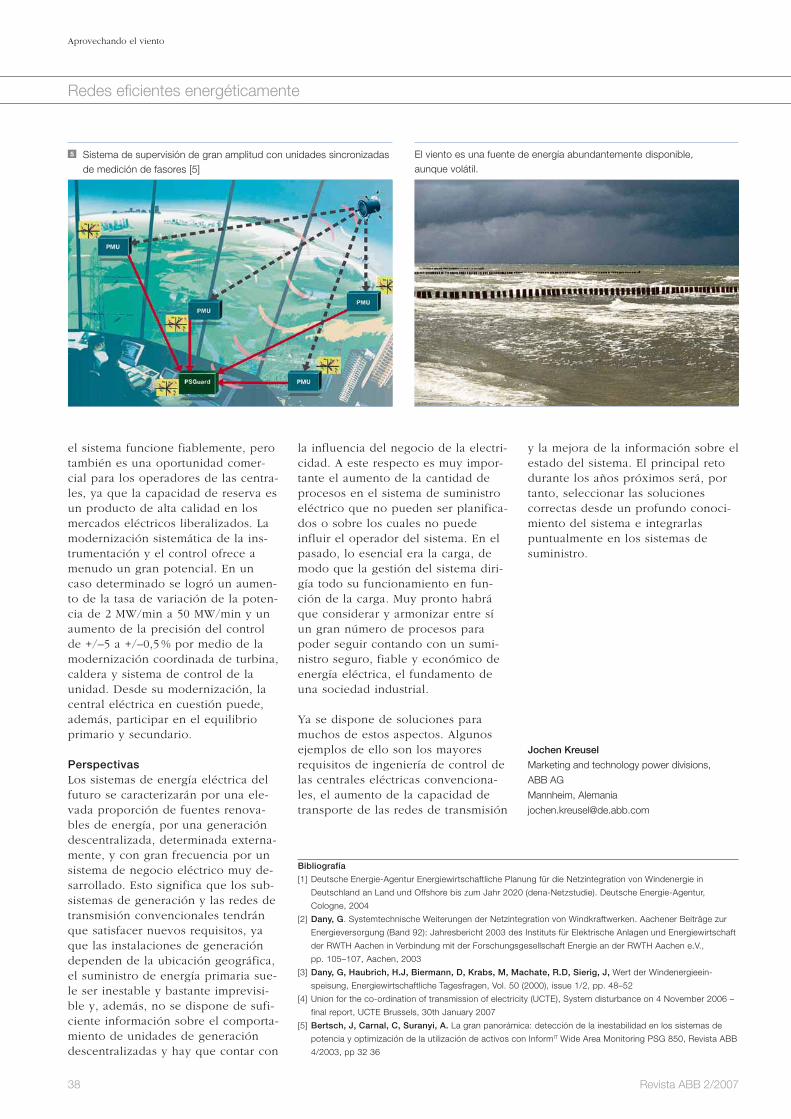
38 Revista ABB 2/2007
Redes eficientes energéticamente
el sistema funcione fiablemente, pero también es una oportunidad comer-cial para los operadores de las centra-les, ya que la capacidad de reserva es un producto de alta calidad en los mercados eléctricos liberalizados. La modernización sistemática de la ins-trumentación y el control ofrece a menudo un gran potencial. En un caso determinado se logró un aumen-to de la tasa de variación de la poten-cia de 2 MW/min a 50 MW/min y un aumento de la precisión del control de +/–5 a +/–0,5 % por medio de la modernización coordinada de turbina, caldera y sistema de control de la unidad. Desde su modernización, la central eléctrica en cuestión puede, además, participar en el equilibrio primario y secundario.
PerspectivasLos sistemas de energía eléctrica del futuro se caracterizarán por una ele-vada proporción de fuentes renova-bles de energía, por una generación descentralizada, determinada externa-mente, y con gran frecuencia por un sistema de negocio eléctrico muy de-sarrollado. Esto significa que los sub-sistemas de generación y las redes de transmisión convencionales tendrán que satisfacer nuevos requisitos, ya que las instalaciones de generación dependen de la ubicación geográfica, el suministro de energía primaria sue-le ser inestable y bastante imprevisi-ble y, además, no se dispone de sufi-ciente información sobre el comporta-miento de unidades de generación descentralizadas y hay que contar con
la influencia del negocio de la electri-cidad. A este respecto es muy impor-tante el aumento de la cantidad de procesos en el sistema de suministro eléctrico que no pueden ser planifica-dos o sobre los cuales no puede influir el operador del sistema. En el pasado, lo esencial era la carga, de modo que la gestión del sistema diri-gía todo su funcionamiento en fun-ción de la carga. Muy pronto habrá que considerar y armonizar entre sí un gran número de procesos para poder seguir contando con un sumi-nistro seguro, fiable y económico de energía eléctrica, el fundamento de una sociedad industrial.
Ya se dispone de soluciones para muchos de estos aspectos. Algunos ejemplos de ello son los mayores requisitos de ingeniería de control de las centrales eléctricas convenciona-les, el aumento de la capacidad de transporte de las redes de transmisión
y la mejora de la información sobre el estado del sistema. El principal reto durante los años próximos será, por tanto, seleccionar las soluciones correctas desde un profundo conoci-miento del sistema e integrarlas puntualmente en los sistemas de suministro.
Jochen Kreusel
Marketing and technology power divisions,
ABB AG
Mannheim, Alemania
5 Sistema de supervisión de gran amplitud con unidades sincronizadas de medición de fasores [5]
Bibliografía
[1] Deutsche Energie-Agentur Energiewirtschaftliche Planung für die Netzintegration von Windenergie in
Deutschland an Land und Offshore bis zum Jahr 2020 (dena-Netzstudie). Deutsche Energie-Agentur,
Cologne, 2004
[2] Dany, G. Systemtechnische Weiterungen der Netzintegration von Windkraftwerken. Aachener Beiträge zur
Energieversorgung (Band 92): Jahresbericht 2003 des Instituts für Elektrische Anlagen und Energiewirtschaft
der RWTH Aachen in Verbindung mit der Forschungsgesellschaft Energie an der RWTH Aachen e.V.,
pp. 105–107, Aachen, 2003
[3] Dany, G, Haubrich, H.J, Biermann, D, Krabs, M, Machate, R.D, Sierig, J, Wert der Windenergieein -
spei sung, Energiewirtschaftliche Tagesfragen, Vol. 50 (2000), issue 1/2, pp. 48–52
[4] Union for the co-ordination of transmission of electricity (UCTE), System disturbance on 4 November 2006 –
final report, UCTE Brussels, 30th January 2007
[5] Bertsch, J, Carnal, C, Suranyi, A. La gran panorámica: detección de la inestabilidad en los sistemas de
potencia y optimización de la utilización de activos con InformIT Wide Area Monitoring PSG 850, Revista ABB
4/2003, pp 32 36
Aprovechando el viento
El viento es una fuente de energía abundantemente disponible, aunque volátil.
El rapido crecimiento de Oriente Medio ha puesto en evidencia la necesidad de infraestructuras basicas para, por ejemplo, los servicios de energia elec-trica y de agua. Las plantas hibridas de desalinizacion, muy flexibles, son muy importantes para la produccion de electricidad y agua. Sin embargo, la necesidad de preservar los recursos –los precios de los combustibles siguen creciendo– hacen necesario optimizar al maximo dicha produccion. El pro-blema de la optimizacion esta en las numerosas posibilidades operacionales que existen al planificar el funcionamiento a corto y largo plazo.
Este articulo describe un nuevo enfoque para optimizar economicamente las plantas de desalinizacion y produccion de energia utilizando diversos paquetes de optimizacion on-line y off-line de ABB. La efectividad de este software queda clara por los excelentes resultados de su implementacion en la planta de produccion de agua y energia electrica de Fujairah (FWPP), en los Emiratos Arabes Unidos.
Optimización de plantasOptimización online de plantas híbridas de desalinizaciónGoetz-D. Wolff, Stefan Lauxtermann, Ramesh Kumar
Las plantas de desalinización son fun-damentales para la producción de
energía eléctrica y agua en Oriente Me-dio, región con demanda dinámica y siempre en crecimiento. Se está constru-yendo un gran número de plantas híbri-das de desalinización, debido a la gran flexibilidad de este tipo de planta para satisfacer diferentes niveles y combina-ciones de producción. Sin embargo, es-tas plantas tienen una estructura com-pleja, especialmente si se considera que en una planta híbrida de desalinización se aplican al menos dos procesos de desalinización distintos. No obstante, es-ta estructura tiene grandes posibilidades de optimización.
Una planta híbrida de desalinización de este tipo está situada 20 km al norte de la ciudad de Fujairah, en el Golfo de Omán. La fuerte presión sobre los cos-tes, consecuencia de la privatización, llevó a los operadores de Fujairah a bus-car posibilidades de optimizar su pro-ducción, reduciendo los costes de la misma. En 2005, la planta de produc-ción de agua y energía eléctrica de Fu-jairah (FWPP)instaló varios paquetes de optimización de la serie1) de aplicacio-nes OPTIMAX® de ABB. A este sistema de supervisión y optimi-zación del rendimiento le dedicamos los siguientes párrafos.
La planta de producción de agua y energía eléctrica de Fujairah (FWPP)Para la generación de energía eléctrica, la planta consta de cuatro turbinas de gas (GT) General Electric 106 MW PG9171E con los correspondientes ge-neradores de vapor de recuperación de
Redes eficientes energéticamente
39Revista ABB 2/2007
Nota1) OPTIMAX® se describe con más detalle en la
página 44 de este número de Revista ABB.
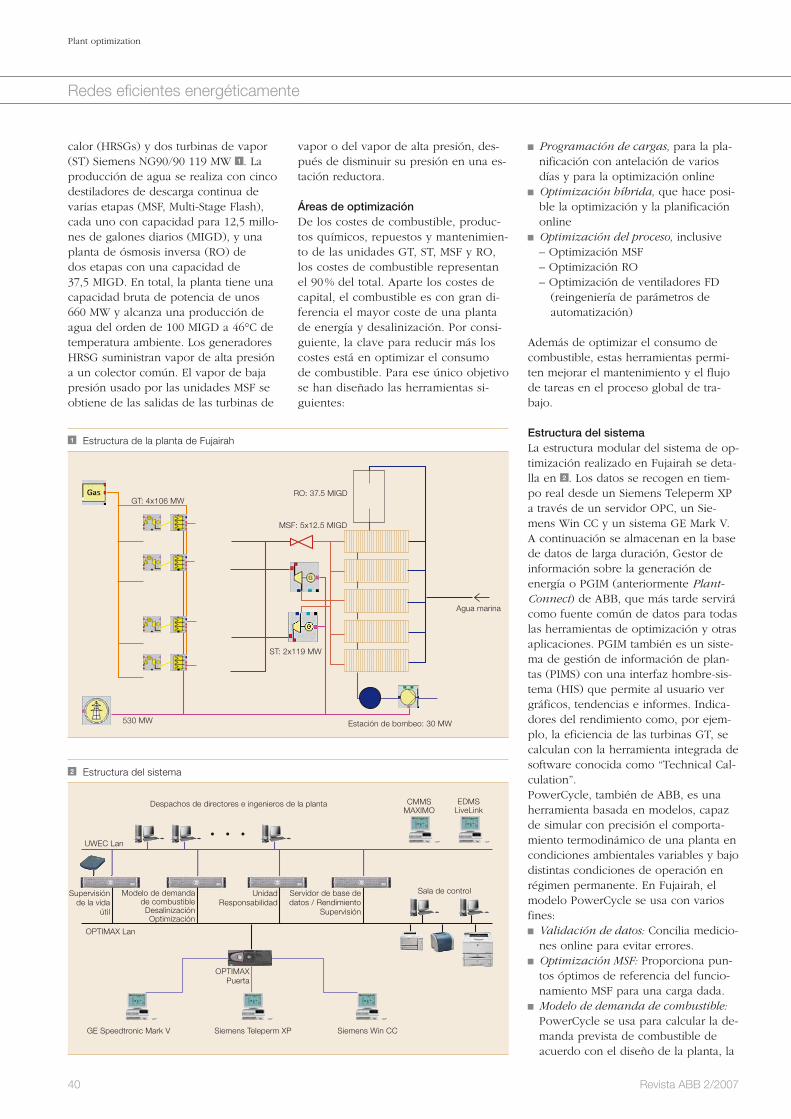
40 Revista ABB 2/2007
Redes eficientes energéticamente
Plant optimization
vapor o del vapor de alta presión, des-pués de disminuir su presión en una es-tación reductora.
Áreas de optimizaciónDe los costes de combustible, produc-tos químicos, repuestos y mantenimien-to de las unidades GT, ST, MSF y RO, los costes de combustible representan el 90 % del total. Aparte los costes de capital, el combustible es con gran di-ferencia el mayor coste de una planta de energía y desalinización. Por consi-guiente, la clave para reducir más los costes está en optimizar el consumo de combustible. Para ese único objetivo se han diseñado las herramientas si-guientes:
Programación de cargas, para la pla-nificación con antelación de varios días y para la optimización online
Optimización híbrida, que hace posi-ble la optimización y la planificación online
Optimización del proceso, inclusive – Optimización MSF – Optimización RO – Optimización de ventiladores FD (reingeniería de parámetros de automatización)
Además de optimizar el consumo de combustible, estas herramientas permi-ten mejorar el mantenimiento y el flujo de tareas en el proceso global de tra-bajo.
Estructura del sistemaLa estructura modular del sistema de op-timización realizado en Fujairah se deta-lla en 2 . Los datos se recogen en tiem-po real desde un Siemens Teleperm XP a través de un servidor OPC, un Sie-mens Win CC y un sistema GE Mark V. A continuación se almacenan en la base de datos de larga duración, Gestor de información sobre la generación de energía o PGIM (anteriormente Plant-Connect) de ABB, que más tarde servirá como fuente común de datos para todas las herramientas de optimización y otras aplicaciones. PGIM también es un siste-ma de gestión de información de plan-tas (PIMS) con una interfaz hombre-sis-tema (HIS) que permite al usuario ver gráficos, tendencias e informes. Indica-dores del rendimiento como, por ejem-plo, la eficiencia de las turbinas GT, se calculan con la herramienta integrada de software conocida como “Technical Cal-culation”.PowerCycle, también de ABB, es una herramienta basada en modelos, capaz de simular con precisión el comporta-miento termodinámico de una planta en condiciones ambientales variables y bajo distintas condiciones de operación en régimen permanente. En Fujairah, el modelo PowerCycle se usa con varios fines: Validación de datos: Concilia medicio-nes online para evitar errores.
Optimización MSF: Proporciona pun-tos óptimos de referencia del funcio-namiento MSF para una carga dada.
Modelo de demanda de combustible: PowerCycle se usa para calcular la de-manda prevista de combustible de acuerdo con el diseño de la planta, la
calor (HRSGs) y dos turbinas de vapor (ST) Siemens NG90/90 119 MW 1 . La producción de agua se realiza con cinco destiladores de descarga continua de varias etapas (MSF, Multi-Stage Flash), cada uno con capacidad para 12,5 millo-nes de galones diarios (MIGD), y una planta de ósmosis inversa (RO) de dos etapas con una capacidad de 37,5 MIGD. En total, la planta tiene una capacidad bruta de potencia de unos 660 MW y alcanza una producción de agua del orden de 100 MIGD a 46°C de temperatura ambiente. Los generadores HRSG suministran vapor de alta presión a un colector común. El vapor de baja presión usado por las unidades MSF se obtiene de las salidas de las turbinas de
1 Estructura de la planta de Fujairah
GT: 4x106 MWRO: 37.5 MIGD
MSF: 5x12.5 MIGD
Agua marina
ST: 2x119 MW
530 MW Estación de bombeo: 30 MW
2 Estructura del sistema
Despachos de directores e ingenieros de la planta
UWEC Lan
OPTIMAX Lan
Supervisión de la vida
útil
Modelo de demanda de combustibleDesalinizaciónOptimización
UnidadResponsabilidad
Servidor de base de datos / Rendimiento
Supervisión
Sala de control
GE Speedtronic Mark V Siemens Teleperm XP Siemens Win CC
CMMSMAXIMO
EDMSLiveLink
OPTIMAX Puerta

41Revista ABB 2/2007
cual se confirma con medi-ciones de rendimiento cuando la planta empieza a funcionar.
El sistema dispone de otras herramientas: PowerFit, que calcula calen-darios óptimos. Este soft-ware se usa principalmente como herramienta de plani-ficación con antelación de varios días.
BoilerLife, que determina la caducidad del tiempo de vida de los principales com-ponentes de las calderas.
Solución de optimizaciónLa solución de optimización realizada en Fujairah comprende los siguientes as-pectos: Programación de cargas Optimización híbrida Optimización MSF Optimización del proceso Optimización del proceso de trabajo
Programación de cargasLas cargas, que han de ser proporciona-das por las plantas de producción de agua y energía eléctrica, varían durante el día. Esto es especialmente acusado en regiones con grandes variaciones de hu-medad y temperatura, que afectan a la carga. En 3 se presenta la curva de la carga eléctrica diaria de la planta FWPP; el ejemplo indica que la planta opera entre el 50 y el 80 % de su capacidad neta total. No obstante, se considera normal una variación de un 20 %. Una variación de la carga de más de 150 MW equivale a aproximadamente 1,5 veces
la capacidad máxima de una turbina de gas. La demanda diaria de agua está estipula-da para la planta. Hay un margen de fle-xibilidad adicional para la producción de la planta si se tiene en cuenta la ca-pacidad de almacenaje de los depósitos de agua potable.El objetivo del sistema de programación de la carga es encontrar la óptima com-binación de los componentes de la planta que satisfagan los requisitos parti-culares de producción de energía eléc-trica y agua. En otras palabras, sobre la base de las demandas realizadas por los despachos de carga, la estructura de la planta, los precios del combustible, los costes variables de mantenimiento, los costes de los productos químicos, las condiciones ambientales y los modos de operación, se realizan cálculos del ren-dimiento de la planta en conjunto y de las diversas unidades individuales. El re-sultado final es un modelo propuesto de operación de la planta, de óptimo coste,
basado en una combinación particular de unidades GT, ST, RO y MSF. En realidad, las prin-cipales ventajas de la optimiza-ción se consiguen por cuatro vías: Determinando la mejor com-binación entre producción GT y ST
Determinando la mejor com-binación entre producción ST y desvío de flujo de vapor
Determinando la mejor com-binación entre producción MSF y RO
Utilizando las posibilidades de almacenaje de agua
Unas combinaciones adecuadas per-miten que la optimización de la planta sea válida durante uno o varios días. El paquete de software de optimiza-ción comprende cuatro secciones: Una interfaz gráfica de usuario (GUI) Un núcleo que coordina la interfaz GUI, el optimizador y la base de da-tos.
Un optimizador (CPLEX), cuya tarea es encontrar el mínimo coste global. Para ello utiliza el método de progra-mación lineal de números enteros mixtos.
Una base de datos Oracle para alma-cenar todas las configuraciones y re-sultados
Los calendarios para todo el equipo principal se presentan en forma de ta-blas o gráficos.En la planta de Fujairah se ha demostra-do –utilizando cargas y condiciones de prueba específicas– que con este soft-ware de optimización se puede ahorrar en promedio 2,7 % de los costes de
4 Optimización híbrida
Redes eficientes energéticamente
Plant optimization
3 Curva de la carga eléctrica diaria para la planta de producción de agua y energía eléctrica de Fujairah (FWPP)
450,00
400,00
350,00
300,00
250,00
200,00
150,00
100,00
50,00
0,00
Escenario 1
Agua: 66 MIGD
Est
ació
n de
exp
orta
ción
[MW
]
00:0
0:00
00:4
5:00
01:3
0:00
02:1
5:00
03:0
0:00
03:4
5:00
04:3
0:00
05:1
5:00
08:0
0:00
08:4
5:00
07:3
0:00
08:1
5:00
09:0
0:00
09:4
5:00
10:3
0:00
11:1
5:00
12:0
0:00
12:4
5:00
13:3
0:00
14:1
5:00
15:0
0:00
15:4
5:00
18:3
0:00
17:1
5:00
18:0
0:00
18:4
5:00
19:3
0:00
20:1
5:00
21:0
0:00
21:4
5:00
22:3
0:00
23:1
5:00
Rango de carga 100%–73%
5 Principio del coste mínimo de destilación MSF en varias etapas
Cos
te p
or m
3 de
des
tilla
do
Costes de producción MSF (estimación)
Temperatura superior de salmuera
80 85 90 95 100 105 110 115
Punto de funcionamiento más económico
Costes de desincrustación Costes de vapor Costes totales
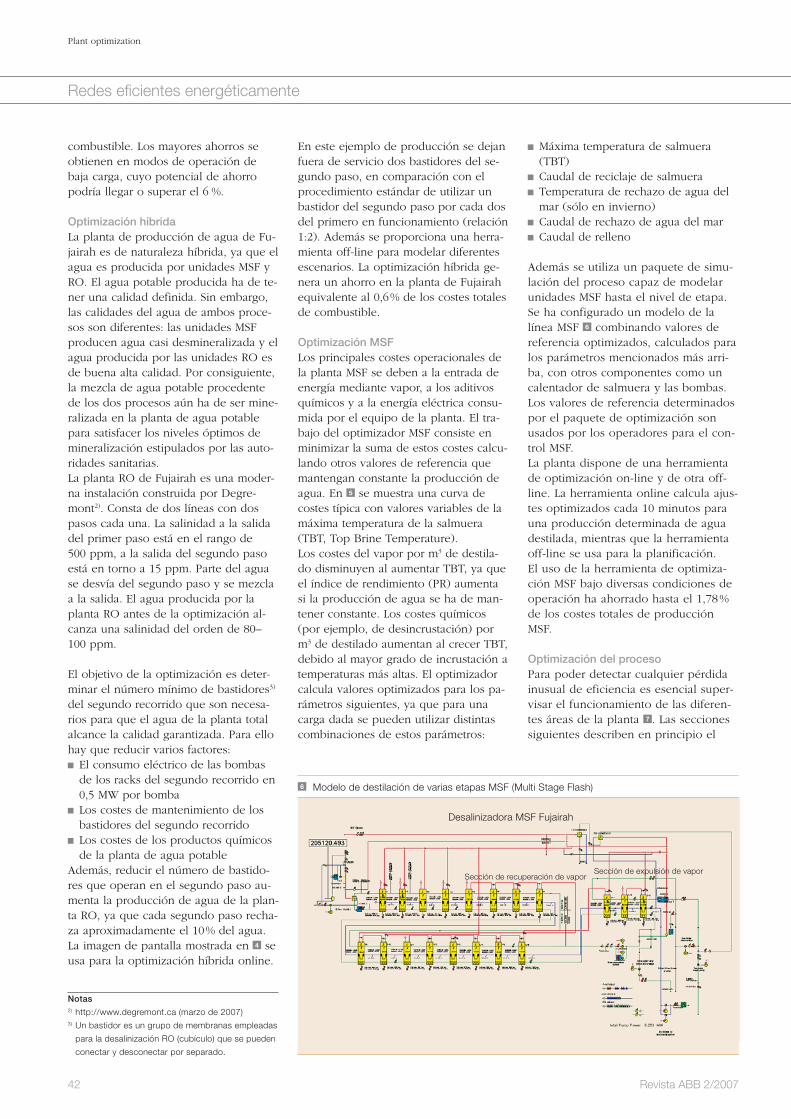
42 Revista ABB 2/2007
Redes eficientes energéticamente
Plant optimization
combustible. Los mayores ahorros se obtienen en modos de operación de baja carga, cuyo potencial de ahorro podría llegar o superar el 6 %.
Optimización híbridaLa planta de producción de agua de Fu-jairah es de naturaleza híbrida, ya que el agua es producida por unidades MSF y RO. El agua potable producida ha de te-ner una calidad definida. Sin embargo, las calidades del agua de ambos proce-sos son diferentes: las unidades MSF producen agua casi desmineralizada y el agua producida por las unidades RO es de buena alta calidad. Por consiguiente, la mezcla de agua potable procedente de los dos procesos aún ha de ser mine-ralizada en la planta de agua potable para satisfacer los niveles óptimos de mineralización estipulados por las auto-ridades sanitarias. La planta RO de Fujairah es una moder-na instalación construida por Degre-mont2). Consta de dos líneas con dos pasos cada una. La salinidad a la salida del primer paso está en el rango de 500 ppm, a la salida del segundo paso está en torno a 15 ppm. Parte del agua se desvía del segundo paso y se mezcla a la salida. El agua producida por la planta RO antes de la optimización al-canza una salinidad del orden de 80–100 ppm.
El objetivo de la optimización es deter-minar el número mínimo de bastidores3) del segundo recorrido que son necesa-rios para que el agua de la planta total alcance la calidad garantizada. Para ello hay que reducir varios factores: El consumo eléctrico de las bombas de los racks del segundo recorrido en 0,5 MW por bomba
Los costes de mantenimiento de los bastidores del segundo recorrido
Los costes de los productos químicos de la planta de agua potable
Además, reducir el número de bastido-res que operan en el segundo paso au-menta la producción de agua de la plan-ta RO, ya que cada segundo paso recha-za aproximadamente el 10 % del agua.La imagen de pantalla mostrada en 4 se usa para la optimización híbrida online.
En este ejemplo de producción se dejan fuera de servicio dos bastidores del se-gundo paso, en comparación con el procedimiento estándar de utilizar un bastidor del segundo paso por cada dos del primero en funcionamiento (relación 1:2). Además se proporciona una herra-mienta off- line para modelar diferentes escenarios. La optimización híbrida ge-nera un ahorro en la planta de Fujairah equivalente al 0,6 % de los costes totales de combustible.
Optimización MSFLos principales costes operacionales de la planta MSF se deben a la entrada de energía mediante vapor, a los aditivos químicos y a la energía eléctrica consu-mida por el equipo de la planta. El tra-bajo del optimizador MSF consiste en minimizar la suma de estos costes calcu-lando otros valores de referencia que mantengan constante la producción de agua. En 5 se muestra una curva de costes típica con valores variables de la máxima temperatura de la salmuera (TBT, Top Brine Temperature).Los costes del vapor por m3 de destila-do disminuyen al aumentar TBT, ya que el índice de rendimiento (PR) aumenta si la producción de agua se ha de man-tener constante. Los costes químicos (por ejemplo, de desincrustación) por m3 de destilado aumentan al crecer TBT, debido al mayor grado de incrustación a temperaturas más altas. El optimizador calcula valores optimizados para los pa-rámetros siguientes, ya que para una carga dada se pueden utilizar distintas combinaciones de estos parámetros:
Máxima temperatura de salmuera (TBT)
Caudal de reciclaje de salmuera Temperatura de rechazo de agua del mar (sólo en invierno)
Caudal de rechazo de agua del mar Caudal de relleno
Además se utiliza un paquete de simu-lación del proceso capaz de modelar unidades MSF hasta el nivel de etapa. Se ha configurado un modelo de la línea MSF 6 combinando valores de referencia optimizados, calculados para los parámetros mencionados más arri-ba, con otros componentes como un calentador de salmuera y las bombas. Los valores de referencia determinados por el paquete de optimización son usados por los operadores para el con-trol MSF.La planta dispone de una herramienta de optimización on-line y de otra off- line. La herramienta online calcula ajus-tes optimizados cada 10 minutos para una producción determinada de agua destilada, mientras que la herramienta off-line se usa para la planificación.El uso de la herramienta de optimiza-ción MSF bajo diversas condiciones de operación ha ahorrado hasta el 1,78 % de los costes totales de producción MSF.
Optimización del procesoPara poder detectar cualquier pérdida inusual de eficiencia es esencial super-visar el funcionamiento de las diferen-tes áreas de la planta 7 . Las secciones siguientes describen en principio el
Notas2) http://www.degremont.ca (marzo de 2007)3) Un bastidor es un grupo de membranas empleadas
para la desalinización RO (cubículo) que se pueden
conectar y desconectar por separado.
6 Modelo de destilación de varias etapas MSF (Multi Stage Flash)
Desalinizadora MSF Fujairah
Sección de recuperación de vaporSección de expulsión de vapor

cálculo del rendimiento y presentan un caso en el que se detectaron paráme-tros no acordes con los del diseño. En la planta FWPP se realizan cálculos de rendimiento para todos los equipos principales, por ejemplo los equipos GT, HRSG y ST, las bombas de agua de alimentación, la planta de desaliniza-ción MSF, las bombas de toma de agua marina, la planta de desalinización RO y las bombas HP. La imagen de pantalla y las tendencias respectivas 8 son usa-das por los operadores e ingenieros pa-ra analizar el rendimiento de la planta en conjunto y de las distintas secciones de la misma. Las comparaciones entre rendimientos previstos y reales consi-derando diversos identificadores de su-pervisión hacen que el análisis sea más sencillo y eficaz. Sin embargo, en un caso concreto se detectó bajo rendi-miento del generador HRSG cuando se usaba el Sistema de supervisión y opti-mización del rendimiento. La investiga-ción del caso reveló que el problema se encontraba en el ventilador FD. Para ser más precisos, el ventilador FD sólo se pone en marcha cuando la tempera-tura media del gas de combustión, a continuación de los quemadores del conducto, supera un valor de referen-cia, específico del control. En la planta FWPP, este valor se estableció en 800°C. Sin embargo, los criterios de di-seño determinaron un valor necesario de 840°C; la diferencia de 40°C se tra-dujo en una pérdida de eficiencia de la caldera del 1,7 % durante el funciona-miento del ventilador FD.
Además, los ventiladores nunca se para-ban una vez puestos en marcha, pues se consideró que el menor valor de la tem-peratura de referencia de 700°C era de-masiado bajo (la temperatura raramente baja de este valor). Tras la implantación del paquete de software se adaptó la práctica operativa; desde entonces, la eficiencia ha sido mayor. Optimización del proceso de trabajoAdemás del proceso y la operación, también es posible optimizar y mejorar otras fases del proceso de trabajo: La creación automática de registros cronológicos e informes, lo que ahorra tiempo de trabajo y evita errores de entradas manuales
El intercambio automático de datos con otros sistemas, por ejemplo, el sistema informatizado de gestión del mantenimiento (CMMS)
En Fujairah se han automatizado más de 100 registros e informes, lo que ha per-mitido ahorrar en torno a 18 horas de trabajo cada día. ABB desarrolla herra-mientas de fácil uso para configurar di-ferentes tipos de informes utilizando la aplicación Microsoft Excel en el sistema. ConclusionesLa acreditada instalación de un sistema de supervisión y optimización del rendi-miento en la planta de producción de agua y energía eléctrica de Fujairah re-sume la efectividad de las modernas técnicas de optimización en centrales eléctricas. En realidad, la mayoría de las
técnicas de optimización descritas se pueden usar también en plantas de energía eléctrica y desalinización con estructura no híbrida.
En conjunto, en Fujairah se ahorra más del 4 % del consumo total de combusti-ble, además de las reducciones de con-sumo debidas a la optimización del pro-ceso de trabajo. Los beneficios son clara expresión del potencial de otras plantas, sean híbridas o no.
Goetz-D. Wolff
Stefan Lauxtermann
ABB AG, Minden
Alemania
Ramesh Kumar
ABB AG, Abu Dhabi
Emiratos Árabes Unidos
Para seguir leyendo
[1] Ludwig Heinz, Stummeyer Karen, FICHTNER,
Potabilisation – Nachbehandlung von Destillat und
Permeat aus Meerwasserentsalzungsanlagen,
May 2004
[2] Glade Heike, Meyer Jan-Helge, Will Stefan,
Strategies for optimization of the Reverse Osmosis
Plant in Fujairah, June 2005
[3] Water Quality Regulation of UAE, Revision 2,
January 2004
[4] On technical and market aspects of water desali-
nation, Nils Huesgen, December 2002
7 Vista general del proceso de la planta FWPP 8 Diagrama de balance térmico con flujos caloríficos calculados
43Revista ABB 2/2007
Redes eficientes energéticamente
Plant optimization
La clave del funcionamiento de un proceso con un uso eficiente de la energía está en reducir los costes de combustible y de consumibles. Las plantas industriales consumen enor-mes cantidades de energía y, por consiguiente, pequeños ahorros por-centuales pueden tener un importante efecto sobre sus beneficios. La solu-ción está en usar potentes herramien-tas de diagnóstico y optimización.
El juego de herramientas desarrollado por ABB comprende funciones como
la supervisión y predicción del rendi-miento de la planta, los avisos tempranos de diagnóstico de los equipos, la valida-ción de sensores y el mantenimiento pre-ventivo.
Maximización del rendimiento operacionalLas soluciones operacionales del sistema OPTIMAX® de ABB han sido concebidas para servir a compañías eléctricas con complejas carteras de productos de gene-ración, que tratan de minimizar sus costes de generación de energía, ya sea eléctrica o una combinación de ésta y de otras for-mas de energía. Además, el sistema res-ponde fácilmente a diversas cuestiones, por ejemplo si tiene sentido comprar o
vender energía eléctrica o combustible, arrancar o pa-rar una unidad, reducir la vida útil o retrasar una parada de mante-nimiento preventivo.
Minimizar costes de mantenimientoEn cuanto a los costes variables, los gastos de mantenimiento sólo son supe-rados por los costes de combustible. La clave para optimizar los activos consiste a menudo en disponer de información pre-cisa, oportuna y manejable. La capacidad para actuar con información fiable es tan importante como el mero tener acceso a la información. Las decisiones y medidas tomadas tienen un efecto directo sobre el rendimiento operativo, la seguridad de suministro, la vida útil de los equipos, la calidad de la energía y la salud y seguri-dad.La preparación del trabajo y el manteni-miento planificado, basado en el estado, son aspectos cada vez más importantes para reducir los tiempos improductivos. La ventaja de los sistemas de gestión in-formatizada del mantenimiento (CMMS) como OPTIMAX® está en conseguir y mantener un alto nivel de disponibilidad, calidad y seguridad de la planta. Esto se aplica al funcionamiento actual de la planta, pero es especialmente válido para los trabajos de inspección, reparación y servicio. Para los usuarios industriales es-
to conduce a un mayor rendimiento del activo (ROA), un factor clave del valor para el accio-nista.
Reducir emisiones y residuosLa medición y reducción de emisiones peligrosas es cada vez más importante y las normas reguladoras cada día más ri-gurosas. La emisión de gases de efecto invernadero tiene hoy día un valor eco-nómico cuantificable y los operadores tienen un incentivo real para reducir es-tas emisiones. Las soluciones medioam-bientales de OPTIMAX® reducen las emi-siones supervisando la calidad de la lla-ma, midiendo el flujo de carbón y el con-tenido de carbono en las cenizas, y pro-porcionando un avanzado control del proceso (APC) que optimiza la combus-tión, acorta los tiempos de arranque de las calderas y mejora la eficiencia.
Prolongar el ciclo de vida de los activosDesde el punto de vista económico, los directores de plantas industriales tratan de equilibrar el rendimiento, los riesgos y los tiempos improductivos de los nuevos activos en que invierten. Las soluciones que ofrece OPTIMAX® para optimizar el ciclo de vida de los activos permiten pro-gramar el funcionamiento más económico de diferentes unidades de generación y sopesar los ingresos por ventas frente a los costes del ciclo de vida. Además, este sistema también es capaz de tener en cuenta los costes de las emisiones, es de-cir, unos requisitos más rigurosos de CO
2
pueden hacer poco rentable la explota-ción de plantas que mecánicamente si-guen siendo funcionales. La ventaja de estas herramientas de ayuda para la toma de decisiones es la capacidad de incluir modelos de envejecimiento de las plantas para encontrar la estrategia operacional óptima entre paradas de mantenimiento, especialmente al operar bajo limitaciones medioambientales.
Marc Antoine
ABB Schweiz AG, Power Systems
Baden, Suiza
OPTIMAX®
Mejora del rendimiento operacional y medioambientalMarc Antoine
44 Revista ABB 2/2007
Redes eficientes energéticamente
OPTIMAX®
Operaciones Mantenimiento Medio ambiente Vida del activo
Gestión de la información
Optimización
Mantenimiento
Diagnóstico
Supervisión
Predicción
Simulación
Control avanzado
Oficina
Sala de control
Sistemas de control
Sistemas eléctricos
Dispositivos de campo

De un nivel muy superiorUna de las fábricas de pulpa de papel más modernas del mundo utiliza
el Sistema de Automatización Ampliada 800xA de ABB.Lena Sjödin
Eficiencia energética en la industria
Con una producción anual de 500.000 toneladas de pulpa –420.000 de pulpa kraft y 80.000 de pulpa CTMP–, la planta de SCA situada en la localidad sueca de Östrand encabeza la lista de las mayores fábricas de pulpa de papel de Europa. En la fábrica, que funciona las 24 horas del día durante todo el año, la madera de los bos-ques del norte de Suecia es transfor-mada en pulpa kraft blanqueada, libre de cloro, y en pulpa semiquímica que finalmente se utiliza en productos cotidianos como papel para revistas y para pañuelos, productos higiénicos y embalajes. Garantizar los máximos niveles de estabilidad y eficiencia de la producción requiere un sistema de control flexible y fiable. Estos valores son fundamentales para el modo de operación del Sistema 800xA de la plataforma IndustrialIT de ABB, que por esta razón fue seleccionada para conseguir que una de las mayores fábricas de pulpa de papel de Europa sea también una de las más moder-nas del mundo.
Revista ABB 2/2007 45

46 Revista ABB 2/2007
Eficiencia energética en la industria
De un nivel muy superior
Después de dos años de construc-ción y de haber gastado un total
de 1.600 millones de dólares, ya se ha completado otra de las inversiones in-dustriales a gran escala de SCA1) en Suecia. De forma más precisa, la fábri-ca de Östrand (en la fotografía de esta página) es hoy quizás una de las más modernas del mundo. Tanto la caldera de recuperación, que empezó a fun-cionar en octubre de 2006, como el sistema de tratamiento del agua se controlan utilizando el Sistema de Au-tomatización Ampliada 800xA de la plataforma IndustrialIT de ABB2), una inversión que ha hecho posible un sistema que integra características de diseño de funciones gráficas y una avanzada interfaz de simulación.
En busca de la integración La compañía decidió al mismo tiempo comprar un sistema de control inte-grado y una nueva caldera de recupe-ración. Sin embargo, la búsqueda de posibles proveedores de sistemas de control ya había empezado realmente más de un año antes. Un importante requisito impuesto al nuevo sistema de control era combinar la generación de energía y las operaciones instru-mentales de la forma más ventajosa posible, que anteriormente se resol-vían con sistemas de control indepen-dientes. Con este requisito se buscaba eliminar los inconvenientes que una estructura de división departamental tiene para la calidad de producción y resolver el problema del tiempo y re-cursos necesarios para mantener fun-cionando las comunicaciones entre dos sistemas separados.
El proceso de adquisición del nuevo sistema de control comenzó en 2003. Previamente a la redacción de las es-pecificaciones, un grupo de ingeniería del departamento de automatización estudió el asunto durante cuatro me-ses, durante los cuales hubieron de emprender varios viajes. En palabras de Alf Eriksson, jefe de sistemas de automatización de Östrand, “La orga-nización nos ofreció mucha informa-
ción y nos aseguró su ayuda durante todo el proceso de adquisición. Para poder comparar realmente las ofertas, a los posibles proveedores les propor-cionamos diagramas de flujo hipotéti-cos para ver qué tipo de soluciones técnicas podían sugerir. Después en-sayamos todas las propuestas durante una fase de pruebas de dos semanas.” Cuando en agosto de 2004 se hizo ne-cesario decidir sobre la inversión en una nueva caldera de recuperación, la organización ya estaba preparada para elegir el Sistema 800xA de la platafor-ma IndustrialIT de ABB. “Era el mo-mento exacto“, afirma Alf Eriksson. La figura 1 muestra una solución integra-da típica basada en el Sistema 800xA.
”El hecho de que todo esté gobernado por un solo sistema nos ofrece un control mucho mejor“, añade Alf Eriksson, actualmente supervisor de un departamento totalmente integra-do. “Las ventajas de la nueva organi-zación se verán con el tiempo, pero algunas de ellas ya son visibles. Las rutinas de trabajo para conmutar entre los modos de mantenimiento y de producción son más sencillas, el diá-logo entre las disciplinas de genera-ción e instrumentales es ahora más natural.”
Energía “verde” La nueva caldera de recuperación de sosa es una instalación combinada de reciclaje y caldera de vapor. Sus mate-
rias primas son los productos quími-cos usados y los residuos de madera de la fábrica de papel kraft. Los pro-ductos químicos se reciclan y reutili-zan, mientras que los restos de made-ra se queman para alimentar la calde-ra. El vapor se produce a una presión de 105 bares y una temperatura de 515°C, valores superiores a los de
otras instalaciones similares del mun-do. La nueva caldera de recuperación y la nueva turbina permiten duplicar la producción actual de electricidad con biomasa hasta alcanzar 500 giga-vatios-hora al año. En consecuencia, la electricidad externa requerida se re-ducirá radicalmente, situando así el complejo fabril de pulpa de papel de Östrand a la vanguardia de lo actual-mente posible. Incluso al nivel actual de producción de 420.000 toneladas
Fábrica de pulpa de papel de SCA en Östrand (Suecia) (Fotografía: Michael Berggren)
Notas 1) http://www.scatissue.com/about/corphistory,
(marzo de 2007)2) Más información en www.abb.com/controlsystems,
(marzo de 2007)
El sistema comprende nueve estaciones de operador y siete esta-ciones procesadoras AC 800 M para el control de la caldera de recupera-ción y de la planta de tratamiento de agua, así como un simulador del sistema de control.
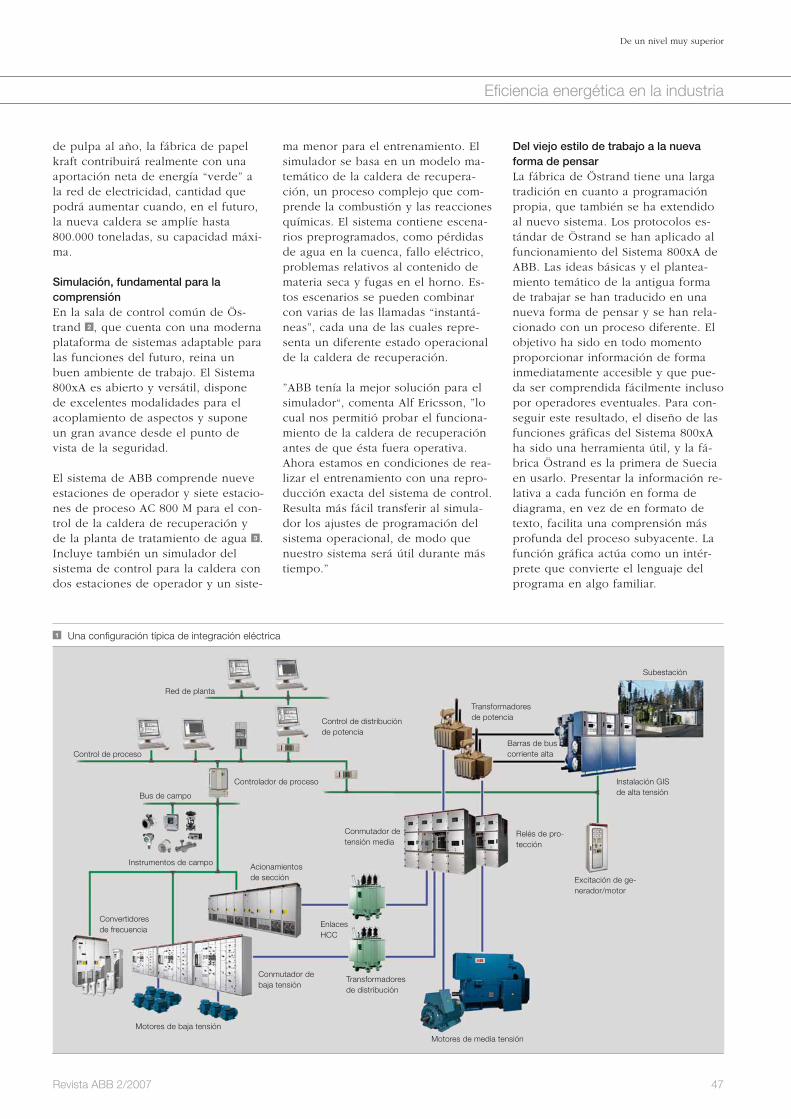
47Revista ABB 2/2007
de pulpa al año, la fábrica de papel kraft contribuirá realmente con una aportación neta de energía “verde” a la red de electricidad, cantidad que podrá aumentar cuando, en el futuro, la nueva caldera se amplíe hasta 800.000 toneladas, su capacidad máxi-ma.
Simulación, fundamental para la comprensiónEn la sala de control común de Ös-trand 2 , que cuenta con una moderna plataforma de sistemas adaptable para las funciones del futuro, reina un buen ambiente de trabajo. El Sistema 800xA es abierto y versátil, dispone de excelentes modalidades para el acoplamiento de aspectos y supone un gran avance desde el punto de vista de la seguridad.
El sistema de ABB comprende nueve estaciones de operador y siete estacio-nes de proceso AC 800 M para el con-trol de la caldera de recuperación y de la planta de tratamiento de agua 3 . Incluye también un simulador del sistema de control para la caldera con dos estaciones de operador y un siste-
ma menor para el entrenamiento. El simulador se basa en un modelo ma-temático de la caldera de recupera-ción, un proceso complejo que com-prende la combustión y las reacciones químicas. El sistema contiene escena-rios preprogramados, como pérdidas de agua en la cuenca, fallo eléctrico, problemas relativos al contenido de materia seca y fugas en el horno. Es-tos escenarios se pueden combinar con varias de las llamadas “instantá-neas”, cada una de las cuales repre-senta un diferente estado operacional de la caldera de recuperación.
”ABB tenía la mejor solución para el simulador“, comenta Alf Ericsson, ”lo cual nos permitió probar el funciona-miento de la caldera de recuperación antes de que ésta fuera operativa. Ahora estamos en condiciones de rea-lizar el entrenamiento con una repro-ducción exacta del sistema de control. Resulta más fácil transferir al simula-dor los ajustes de programación del sistema operacional, de modo que nuestro sistema será útil durante más tiempo.”
Del viejo estilo de trabajo a la nueva forma de pensarLa fábrica de Östrand tiene una larga tradición en cuanto a programación propia, que también se ha extendido al nuevo sistema. Los protocolos es-tándar de Östrand se han aplicado al funcionamiento del Sistema 800xA de ABB. Las ideas básicas y el plantea-miento temático de la antigua forma de trabajar se han traducido en una nueva forma de pensar y se han rela-cionado con un proceso diferente. El objetivo ha sido en todo momento proporcionar información de forma inmediatamente accesible y que pue-da ser comprendida fácilmente incluso por operadores eventuales. Para con-seguir este resultado, el diseño de las funciones gráficas del Sistema 800xA ha sido una herramienta útil, y la fá-brica Östrand es la primera de Suecia en usarlo. Presentar la información re-lativa a cada función en forma de diagrama, en vez de en formato de texto, facilita una comprensión más profunda del proceso subyacente. La función gráfica actúa como un intér-prete que convierte el lenguaje del programa en algo familiar.
Eficiencia energética en la industria
De un nivel muy superior
Red de planta
Control de proceso
Bus de campo
Controlador de proceso
Control de distribución de potencia
Transformadores de potencia
Barras de bus de corriente alta
Conmutador de tensión media
Acionamientos de sección
Instrumentos de campo
Convertidores de frecuencia
Enlaces HCC
Conmutador de baja tensión
Motores de baja tensión
Transformadores de distribución
Motores de media tensión
Relés de pro-tección
Excitación de ge-nerador/motor
Instalación GIS de alta tensión
Subestación
1 Una configuración típica de integración eléctrica

48 Revista ABB 2/2007
Eficiencia energética en la industria
”Con el diseño de la función gráfica puedes acceder fácilmente a tu aplica-ción traducida a un lenguaje univer-sal”, explica Alf Eriksson. ”Esto te da una valiosa visión general y facilita la localización y corrección de fallos, por ejemplo“.
La capacidad del bus de campo, una necesidadOtro importante requisito que tenía que satisfacer SCA era una buena in-terconexión con la tecnología de bu-ses de datos y la capacidad de mane-jar más información sobre manteni-miento preventivo. La fábrica tiene una gran experiencia en el uso de sistemas Profibus con in-terconexión de conmutación (ASI) avanzada, de modo que se concedió gran importancia a la búsqueda de un nuevo sistema de control del trata-miento de agua, compatible con los buses de campo existentes. Con la nueva caldera de recuperación, todos los convertidores de frecuencia y cer-ca del 90 por ciento de las cajas de distribución se controlan por medio de Profibus. Por medio de ASI se con-trolan las señales digitales de disposi-tivos de todo tipo, desde válvulas de cierre hasta sistemas de alerta. Las se-ñales analógicas se distribuyen en ca-jas de campo.
”Hacemos un amplio uso de HART-I/O y ya hemos empezado a gestionar la gran cantidad de datos que nos proporciona el Sistema 800xA de ABB;
así podemos desarrollar rutinas para predecir con más exactitud las necesi-dades de mantenimiento“, afirma Alf Eriksson.
Necesidades del cliente asociadas al potencial del sistemaLa estrecha relación con la organiza-ción de servicio de ABB y un contrato favorable de servicio fueron los facto-res determinantes para la decisión de
invertir en el Sistema 800xA. Una per-sona altamente cualificada de ABB estuvo presente en la fábrica durante todo el período de programación e instalación asesorando en la optimiza-ción del uso y contribuyendo a enla-zar las potencialidades del sistema con las necesidades de Östrand.
”Ese cualificado asesor ha sido funda-mental para nosotros y para el pro-yecto“, comenta Alf Eriksson. ”Noso-
tros hemos aprendido mucho de este proceso y creo que el profundo estu-dio de las funciones y soluciones tam-bién ha enseñado mucho a ABB.”
Considerando que la antigua solución con dos sistemas de control distintos había estado implantada durante vein-te años hay que concluir que el cam-bio fue suave, en parte debido a que la transición técnica no planteó pro-blema alguno y en parte porque el personal de operaciones y de mante-nimiento asumió ejemplarmente el nuevo sistema de control.
”Al principio, el reto resultaba intimi-datorio, pero cuanto más tiempo tra-bajamos con el nuevo sistema, tanto más apreciamos sus ventajas. Aplica-mos una estrategia metódica de mejo-ra, sin precipitaciones. Todos nuestros empleados han trabajado espléndida-mente en este proyecto y muchos de ellos merecen un agradecimiento es-pecial por el apoyo que han prestado a otros. El resultado es que hemos conseguido alcanzar nuestros objeti-vos de calidad y productividad a pe-sar de la gran complejidad de la em-presa.”
Lena Sjödin
Periodista
Sundsvall, Suecia
2 Fábrica de pulpa de papel de SCA en Östrand (Suecia) (Fotografía: Michael Berggren)
3 Sala de control en el complejo fabril de Östrand (Suecia) (Fotografía: Michael Berggren)
De un nivel muy superior
Los protocolos estándar de Östrand se han aplica-do al funcionamiento del sistema 800xA de ABB. Las ideas básicas y el enfoque temático del viejo estilo de trabajo han sido trasladados al nuevo modo de pensar los dis-tintos procesos.

La jornada típica de trabajo de un operario de taller de laminación no es tan fácil como pudiera parecer. De hecho, un día normal de trabajo puede ser una jornada turbulenta, un día de lucha contra la inestabilidad del proceso, con todo lo que eso implica para la producción. Corregir la inestabilidad de la laminación con todas sus consecuencias de tiempo improductivo, perdida de producción y, a menudo, aparición de guijarros (por descarrilamiento de la barra), es una tarea que puede requerir mucho tiempo. El restablecimiento de la estabilidad de la laminación depende a menudo de la experiencia de los operarios. Un operario siente un gran orgullo profesio-nal por su capacidad de intuir el conjunto óptimo de parámetros de proceso, algo que considera casi un don sobrenatural. Sin embargo, cuando la pro-ducción ya esté de nuevo regularizada se habrán gastado materiales y ener-gía muy valiosos para garantizar la exactitud dimensional buscada (general-mente, por tanteo). Para ayudar a los operarios en su trabajo y contribuir a eliminar tales pérdidas, ahora existe un paquete de software de ABB que hace posible una optimización avanzada del proceso de laminación.
Laminación con ahorro de energíaMinimización on-line del consumo de energía en la laminación en caliente de productos de gran longitudAnders Daneryd, Mats G. Olsson, Rickard Lindkvist
El término “cambio de producto“ (PrC) se refiere generalmente al proceso de
cambiar una configuración determinada de laminación estable de un material con dimensiones específicas de acabado por otra configuración para un material y di-mensiones distintas, reduciendo al míni-mo el tiempo improductivo y la chatarra producida. También suele cambiarse el número de plataformas de laminado. Un PrC deficiente puede originar retrasos de producción de más de una hora, mien-tras que uno satisfactorio se suele com-pletar en cuestión de minutos.
Las dificultades que presenta reproducir repetitivamente un cambio de producto con mínima interrupción han estimulado el trabajo de los investigadores de ABB, que han creado una singular herramienta de software on-line, de ayuda a los ope-rarios. La herramienta se basa en mode-los de laminación y métodos de optimi-zación, simulación y estadísticos de la más avanzada tecnología, que guían al operario hacia los valores óptimos de los parámetros de proceso para obtener una
Eficiencia energética en la industria
49Revista ABB 2/2007

50 Revista ABB 2/2007
Eficiencia energética en la industria
Laminación con ahorro de energía
como indicador temprano de condiciones anormales en el laminador, lo que garan-tiza una configuración más consistente del mismo y una programación mejor. El componente fundamental de IDC es el calibre U-gauge™ para la medición dimensional on-line de la barra 2 .La información on-line del sistema de transmisión y del calibre de perfil en U es comunicada continuamente a la herra-mienta ADM 3 . Además de estos datos, las demás entradas están constituidas por algunos ajustes paramétricos (selecciona-dos por el operario) necesarios para di-versas tareas de simulación y optimiza-ción del proceso. La salida, en forma de listas, tablas y gráficos de ajustes, se pro-porciona generalmente en unos pocos segundos.Esta configuración, combinada con algo-ritmos de alta velocidad, tiene en cuenta un gran número de tareas interactivas de optimización del proceso en un corto pe-ríodo de tiempo. Tras haber identificado los ajustes paramétricos que satisfacen sus demandas, el operario puede almace-nar estos resultados en forma de un nue-vo programa de laminación RMC para poder recuperarlo posteriormente. En re-sumen, la herramienta ADM requiere un trabajo de configuración mínimo hasta que empieza a dar resultados útiles.
Maximización y minimización de la laminaciónUna laminación estable se caracteriza por un régimen continuo de flujo másico du-rante el proceso con solicitación mínima entre plataformas, especialmente de compresión. Mantener esta condición con la precisión dimensional requerida para el producto acabado pone a prueba
la capacidad y la destreza del operario. La herramienta ADM proporciona una ayuda adicional al operario para com-prender perfectamente los cambios del estado de laminación actual y planificar la optimización de una próxima pasada de producción. Con esta herramienta, la estabilidad y la calidad dimensional del producto están garantizadas, se pueden controlar importantes muchos aspectos asociados, que hasta ahora estaban fuera del alcance del operario. El núcleo del módulo de optimización ADM permite maximizar o minimizar aspectos selec-cionados de la producción, manteniendo al mismo tiempo otros aspectos relacio-nados y dependientes dentro de las limi-taciones permisibles 4 .
Minimización del consumo de energíaMinimizar el consumo de energía es una
El descarrilamiento es provocado por un desequilibrio del flujo másico, que ocurre cuando un par de rodillos “alimenta“ más material por unidad de tiempo que el que puede “absorber“ el par de rodillos siguientes. La causa fundamental del des-carrilamiento está en el desconocimiento de la influencia cuantitativa de algunos parámetros del proceso (separación entre rodillos, velocidad de motores, tensión en-tre plataformas, etc.) sobre la deformación del perfil en la acanaladura del rodillo y, por consiguiente, el flujo de masa. En laminadores con frecuentes cambios de producto (PrC) y lotes pequeños, este fenómeno puede producirse varias veces al día.
Cuadro La causa del descarrilamiento
1 Cabina de operario con equipo de control y supervisión 2 Calibre de perfil en U midiendo dimensiones
laminación estable y de dimensiones pre-cisas.
Modelos para la optimización, simulación y calibraciónSin duda, la disponibilidad y productivi-dad del laminador mejorarán al poder modelar, simular y optimizar los requisi-tos de energía y velocidad de produc-ción, controlando al mismo tiempo las dimensiones de la barra, el reparto de la carga de los rodillos, la utilización de acanaladuras y otras magnitudes igual-mente importantes del proceso. La herra-mienta Adaptive Dimension Models (ADM™) asesora al trabajador del taller de laminación –a través de una interfaz HMI fácil de usar– sobre los ajustes de parámetros necesarios para conseguir unas condiciones óptimas. Con esta herramienta, los cálculos complejos se realizan en menos de un minuto; en realidad, la mayoría de lo cálculos se resuelven en menos de diez segundos. Esta herramienta es accesible a través de un PC auxiliar 1 situado en la cabina del operario junto con las habituales visualizaciones de control de laminación (Rolling Mill Control, RMC™) y de con-trol dimensional entre plataformas (Interstand Dimension Control, IDC™).
Control dimensional entre plataformas para estabilizar la laminaciónEl concepto IDC ha sido desarrollado para laminadores de redondos y perfiles con el objeto de conseguir tolerancias más estrechas de cabeza a cola, así como mejorar la calidad del producto y aumen-tar la productividad y la disponibilidad. Además, IDC garantiza el rápido cambio de productos y dimensiones. Funciona

de las opciones de optimización de que dispone el operario, al tiempo que se de-finen los límites admisibles superior e in-ferior de parámetros como anchura de barra, superficie, velocidad, tensión entre pasos, separación entre rodillos y veloci-dad de motores. La dimensión de acaba-do y la velocidad de producción a anali-zar están dadas, de modo que el usuario no necesita intervenir. Usando los valo-res de los aspectos seleccionados, el op-timizador ADM resuelve el problema de minimización no lineal y devuelve el va-lor óptimo de consumo de energía o po-tencia 5 , así como la influencia de los parámetros óptimos determinados (gene-ralmente separaciones entre rodillos y factores de reducción) sobre la anchura, superficie, tensión, etc. Las complejas de-pendencias entre los parámetros del pro-ceso son manejadas por modelos de la-minación consistentes, que relacionan flujo másico, extensión, tensiones entre pasos, par y potencia. Controlar la an-chura de la barra y la superficie, el lla-mado control de utilización de acanala-dura, no sólo es importante para reducir el desgaste del rodillo, sino que también evita que se produzcan daños en la barra garantizando que no rebase la acanala-dura del rodillo. En caso de que el usua-rio defina parámetros inconsistentes, que lleven a una solución que viole uno o más de los límites de los parámetros, un procedimiento de diagnóstico le asesora para obtener una solución admisible con una nueva pasada ADM.
Un caso de laminación realUn caso real de diez plataformas se re-suelve en menos de diez segundos con un PC normal. El ahorro posible de ener-gía asciende hasta el 10% para progra-mas de laminación reales. El punto de partida en 6 (iteración “0”) corresponde a los ajustes de parámetros del proceso de laminación real y el historial de itera-ciones ilustra la convergencia del proce-dimiento de optimización ADM hacia una energía de laminación total aproximada-mente un 10% menor que la inicial. Para un laminador de funcionamiento conti-nuo, esto significa una importante reduc-ción de costes. Además, ADM tarda me-nos de 30 segundos en optimizar una lí-nea de proceso imaginaria con 20 plata-formas. Otros objetivos de optimización son los siguientes: Maximización de la velocidad de pro-ducción. También se establecen lími-
tes del sistema, tales como máxima potencia disponible del motor, par y velocidad, así como límites definidos por el operario a partir de su expe-riencia y conocimientos.
La asociación de la potencia de plataformas individuales con objeti-vos predefinidos, el llamado reparto de carga.
La asociación de secciones transversa-les y de anchuras de barras indivi-duales, también con objetivos prede-finidos.
El último caso es de interés cuando el control de utilización de acanaladuras es el objetivo principal de la optimización. Las ampliaciones de ADM contendrán también los objetivos, limitaciones y pa-rámetros de los procesos para controlar las propiedades microestructurales y ter-modinámicas.
Modelado de la tensión entre pasosEn todas las selecciones de optimización es importante la tensión entre secciones, y se pueden especificar limitaciones que garanticen estabilidad de laminación sin empuje, así como puntos de referencia para las tensiones. Una característica sin-gular del modelado es la forma en que las tensiones modifican las dimensiones de la barra, tanto en las zonas de defor-mación como entre plataformas, al mis-mo tiempo que el modelo general man-tiene un flujo másico continuo. Este as-pecto no sólo se incumple en otros siste-mas de modelado, además prepara el
terreno para un análisis coherente de la llamada “laminación sin fin”, en la cual las dimensiones de la barra pueden estar controladas mediante tensiones entre plataformas relativamente altas. Adaptación del modeloLa optimización se puede llevar a cabo para el proceso de producción actual o para otro próximo, siguiendo un proce-dimiento PrC. Para un proceso actual, las lecturas on-line del sistema de transmi-sión y del calibre de perfil en U se usan para desadaptar el modelo y mejorar la exactitud del mismo. En la optimización PrC también se pueden utilizar modelos calibrados de pasadas de producción an-teriores, siempre que los casos de lami-nación sean análogos. La lógica de la herramienta ADM determina automática-mente el mejor esquema de adaptación del modelo. Es bien conocido que un modelo de la capacidad de laminación se beneficia mucho de la adaptación, lo que a su vez influye en la exactitud con que se determina el consumo de energía.
Simulaciones rápidas para el análisis de sensibilidadOtra característica importante de la herra-mienta ADM es la función simulación que permite calcular rápidamente diver-sas magnitudes, como anchura de barra, superficie, velocidad, tensión entre pa-sos, etc. Las entradas de los parámetros de proceso comprenden la separación entre rodillos y la velocidad de los moto-res, así como la información sobre las
Eficiencia energética en la industria
Laminación con ahorro de energía
51Revista ABB 2/2007
3 Componentes del sistema de control dimensional entre plataformas (IDC). La herramienta ADM opera sobre un PC dedicado, conectado al bus de comunicaciones del sistema.
AC800M AC800 AC450 Alien Drive System
HPC/VIP
Drive Bus
ProfiBus/Discret I/0
Servidor de puerta web
Calibre U
Herramienta de operación
IT UGWLAN
U Pads
Panel PC
ADMTMDiseñador de paso
Ethernet TPC/IP / UDP
Control IDC
Control de flujo de masa
Puerta ADM
Sistema de medición Panel Local Modelo ADM

52 Revista ABB 2/2007
Eficiencia energética en la industria
acanaladuras de rodillos y sobre los lin-gotes. Esta característica es muy útil cuando se analiza el efecto de pequeños cambios o perturbaciones en los paráme-tros del proceso obtenidos con una opti-mización, lo que se conoce como análi-sis de sensibilidad. Una tarea de simula-ción requiere décimas de segundo para configurar diez plataformas, mientras que una configuración de 20 plataformas re-quiere poco más de un segundo.
Un método estadístico con condiciones de proceso y materiales indeterminadosSupongamos que se ha de laminar por primera vez un nuevo material con pro-piedades desconocidas (básicamente el
esfuerzo de fluencia o la resistencia a la deformación). Para estudiar los posibles problemas el operario deseará investigar, por ejemplo, los márgenes de seguridad para que la laminación sea estable. El operario puede activar entonces otra fun-ción de la herramienta ADM basada en la simulación, una evaluación estadística de la probabilidad de que las tensiones en-tre pasos excedan rangos permisibles. Esta función se basa en el famoso méto-do de Monte Carlo, que ha sido adapta-do a los modelos de laminación de una forma nueva e ingeniosa. Los resultados se presentan como una probabilidad de laminación estable para los parámetros de configuración y de proceso disponi-bles. En realidad, todos los resultados re-lativos a la barra, rodillos y accionamien-tos que ya se han discutido se pueden expresar ahora como intervalos de con-fianza con límites superiores e inferiores, en lugar de como valor específico obte-nido con una simulación determinista ha-bitual. Esto también hace más exacta la predicción de los requisitos de energía, ya que ésta es muy sensible a las propie-dades de deformación del material de la barra.
ADM, un nuevo estándar para la laminación en calienteSe cree que la herramienta ADM estable-cerá un nuevo estándar de los trabajos de taller de laminación para perfeccionar la producción. Las bases de la lógica de optimización, simulación y adaptación de
la herramienta ADM son la facilidad de uso de la interfaz HMI, la robustez y la exactitud. Esta herramienta proporciona también una excelente plataforma de for-mación que permitirá a los operarios de laminación hacer una síntesis de las mu-chas intuiciones acerca del cambio de producto como “don sobrenatural“ y de los conceptos de ajuste fino de la línea de proceso.
Hacia la optimización on-lineGracias a los últimos avances de la opti-mización numérica, el usuario tiene a su alcance reducir los tiempos de optimiza-ción a tan sólo uno o dos segundos. Se ha diseñado una herramienta de optimi-zación on-line totalmente automática, que elimina la necesidad de producir lin-gotes de prueba. Para ser exactos, en una línea de laminación de múltiples pla-taformas la optimización y adaptación se llevan a cabo mientras la barra se despla-za entre las dos primeras plataformas.
Anders Daneryd
Rickard Lindkvist
ABB Corporate Research
Västerås, Suecia
Mats G Olsson
ABB Automation Technologies
Västerås, Suecia
4 Tarea de optimización no lineal con elección de objetivos, limitaciones de parámetros y principales variables de optimización. Inclusive la co-rrespondiente ventana ADM para entrada de datos.
5 Gráfico de resultados para magnitudes de potencia de laminación
6 Minimización de la potencia total de lamina-ción (proporcional a la energía) para una configuración de un laminador sueco de diez plataformas (parte intermedia y de aca-bado) para la producción de redondos de 20 mm de diámetro.
Iteración
Uni
dade
s de
pot
enci
a
1.4
1.35
1.3
1.250 500 1000 1500
Laminación con ahorro de energía

Los optimizadores de la energíaGestión de la energía en la fabricación de cemento Matthias Bolliger, Eduardo Gallestey, Gabriela Crosley, Michelle Kiener
Eficiencia energética en la industria
Los fabricantes de cemento son grandes consumidores de energía eléctrica y energía térmica que, en todo el mundo, sólo pueden conseguirse con costes continuamente crecientes. Durante los últimos años se ha intentado reducir la demanda de energía utilizando equipos más eficientes y sustituyendo combus-tibles y materias primas para abaratar los costes de producción. Estos cambios implican la aparición de restricciones que ahora es necesario gestionar para garantizar la calidad y productividad requeridas. Encontrar el punto óptimo de operación dentro de los límites marcados por estas restricciones variables diná-micamente depende de combinar adecuadamente los distintos combustibles en función de sus precios, de comprar oportunamente la energía eléctrica y de reducir permanentemente la demanda de estos recursos. Este artículo presenta una serie de soluciones y herramientas para conseguir estos objetivos.
Revista ABB 2/2007 53
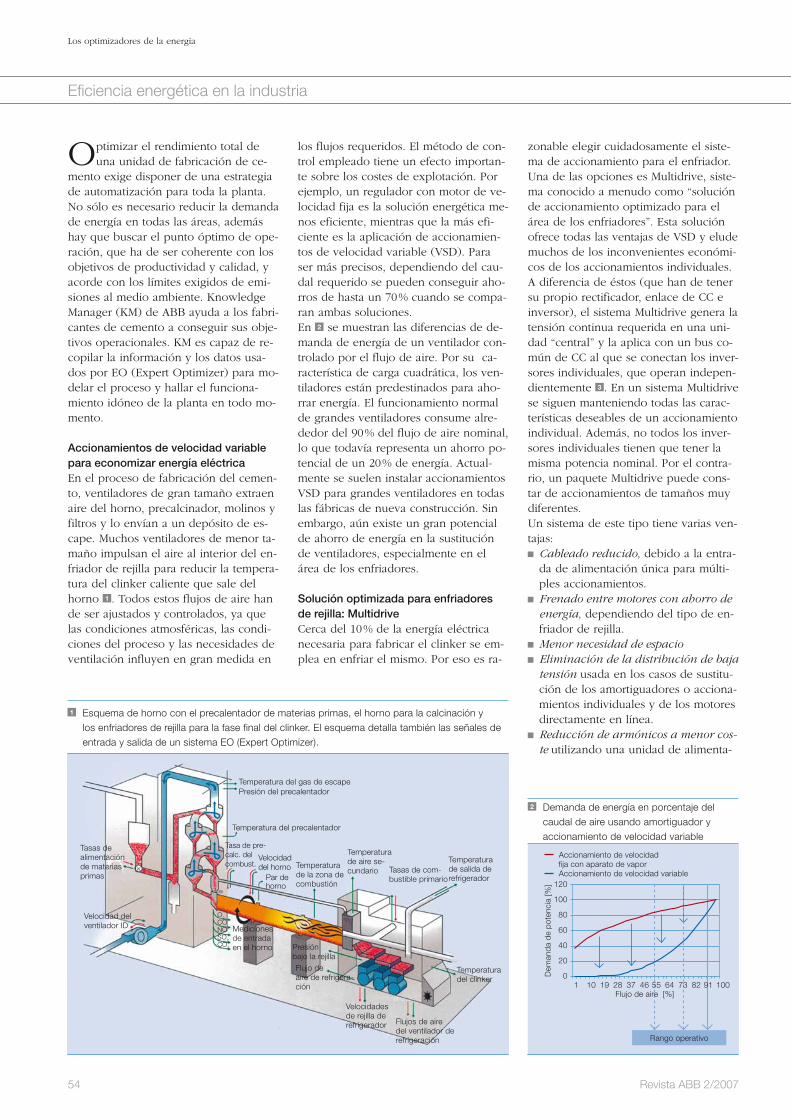
54 Revista ABB 2/2007
Eficiencia energética en la industria
Los optimizadores de la energía
Optimizar el rendimiento total de una unidad de fabricación de ce-
mento exige disponer de una estrategia de automatización para toda la planta. No sólo es necesario reducir la demanda de energía en todas las áreas, además hay que buscar el punto óptimo de ope-ración, que ha de ser coherente con los objetivos de productividad y calidad, y acorde con los límites exigidos de emi-siones al medio ambiente. Knowledge Manager (KM) de ABB ayuda a los fabri-cantes de cemento a conseguir sus obje-tivos operacionales. KM es capaz de re-copilar la información y los datos usa-dos por EO (Expert Optimizer) para mo-delar el proceso y hallar el funciona-miento idóneo de la planta en todo mo-mento.
Accionamientos de velocidad variable para economizar energía eléctricaEn el proceso de fabricación del cemen-to, ventiladores de gran tamaño extraen aire del horno, precalcinador, molinos y filtros y lo envían a un depósito de es-cape. Muchos ventiladores de menor ta-maño impulsan el aire al interior del en-friador de rejilla para reducir la tempera-tura del clinker caliente que sale del horno 1 . Todos estos flujos de aire han de ser ajustados y controlados, ya que las condiciones atmosféricas, las condi-ciones del proceso y las necesidades de ventilación influyen en gran medida en
los flujos requeridos. El método de con-trol empleado tiene un efecto importan-te sobre los costes de explotación. Por ejemplo, un regulador con motor de ve-locidad fija es la solución energética me-nos eficiente, mientras que la más efi-ciente es la aplicación de accionamien-tos de velocidad variable (VSD). Para ser más precisos, dependiendo del cau-dal requerido se pueden conseguir aho-rros de hasta un 70 % cuando se compa-ran ambas soluciones. En 2 se muestran las diferencias de de-manda de energía de un ventilador con-trolado por el flujo de aire. Por su ca-racterística de carga cuadrática, los ven-tiladores están predestinados para aho-rrar energía. El funcionamiento normal de grandes ventiladores consume alre-dedor del 90 % del flujo de aire nominal, lo que todavía representa un ahorro po-tencial de un 20 % de energía. Actual-mente se suelen instalar accionamientos VSD para grandes ventiladores en todas las fábricas de nueva construcción. Sin embargo, aún existe un gran potencial de ahorro de energía en la sustitución de ventiladores, especialmente en el área de los enfriadores.
Solución optimizada para enfriadores de rejilla: MultidriveCerca del 10 % de la energía eléctrica necesaria para fabricar el clinker se em-plea en enfriar el mismo. Por eso es ra-
zonable elegir cuidadosamente el siste-ma de accionamiento para el enfriador. Una de las opciones es Multidrive, siste-ma conocido a menudo como “solución de accionamiento optimizado para el área de los enfriadores”. Esta solución ofrece todas las ventajas de VSD y elude muchos de los inconvenientes económi-cos de los accionamientos individuales. A diferencia de éstos (que han de tener su propio rectificador, enlace de CC e inversor), el sistema Multidrive genera la tensión continua requerida en una uni-dad “central” y la aplica con un bus co-mún de CC al que se conectan los inver-sores individuales, que operan indepen-dientemente 3 . En un sistema Multidrive se siguen manteniendo todas las carac-terísticas deseables de un accionamiento individual. Además, no todos los inver-sores individuales tienen que tener la misma potencia nominal. Por el contra-rio, un paquete Multidrive puede cons-tar de accionamientos de tamaños muy diferentes. Un sistema de este tipo tiene varias ven-tajas: Cableado reducido, debido a la entra-da de alimentación única para múlti-ples accionamientos.
Frenado entre motores con ahorro de energía, dependiendo del tipo de en-friador de rejilla.
Menor necesidad de espacio Eliminación de la distribución de baja tensión usada en los casos de sustitu-ción de los amortiguadores o acciona-mientos individuales y de los motores directamente en línea.
Reducción de armónicos a menor cos-te utilizando una unidad de alimenta-
1 Esquema de horno con el precalentador de materias primas, el horno para la calcinación y los enfriadores de rejilla para la fase final del clinker. El esquema detalla también las señales de entrada y salida de un sistema EO (Expert Optimizer).
Temperatura del gas de escapePresión del precalentador
Temperatura del precalentador
Tasas de alimentación de materias primas
Velocidad del ventilador ID
Tasa de pre-calc. del combust.
Velocidad del horno
Par de horno
Temperatura de la zona de combustión
Temperatura de aire se -cundario Tasas de com-
bustible primario
Temperatura de salida de refrigerador
Temperatura del clinker
Flujos de aire del ventilador de refrigeración
Velocidades de rejilla de refrigerador
Presión bajo la rejillaFlujo de aire de refrigera-ción
Mediciones de entrada en el horno
O2CONOSO2CO2
2 Demanda de energía en porcentaje del caudal de aire usando amortiguador y accionamiento de velocidad variable
120
100
80
60
40
20
0
Rango operativo
Accionamiento de velocidad fija con aparato de vapor
Accionamiento de velocidad variable
1 10 19 28 37 46 55 64 73 82 91 100Flujo de aire [%]
Dem
anda
de
pote
ncia
[%]
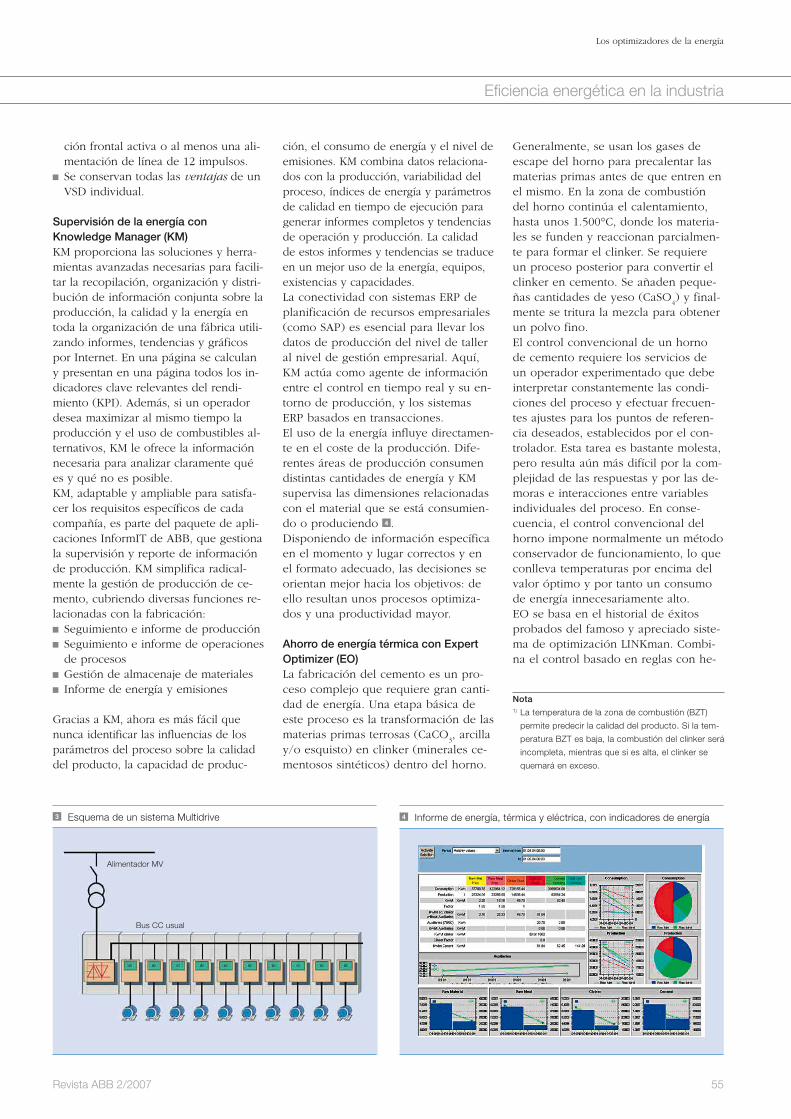
55Revista ABB 2/2007
ción frontal activa o al menos una ali-mentación de línea de 12 impulsos.
Se conservan todas las ventajas de un VSD individual.
Supervisión de la energía con Knowledge Manager (KM)KM proporciona las soluciones y herra-mientas avanzadas necesarias para facili-tar la recopilación, organización y distri-bución de información conjunta sobre la producción, la calidad y la energía en toda la organización de una fábrica utili-zando informes, tendencias y gráficos por Internet. En una página se calculan y presentan en una página todos los in-dicadores clave relevantes del rendi-miento (KPI). Además, si un operador desea maximizar al mismo tiempo la producción y el uso de combustibles al-ternativos, KM le ofrece la información necesaria para analizar claramente qué es y qué no es posible. KM, adaptable y ampliable para satisfa-cer los requisitos específicos de cada compañía, es parte del paquete de apli-caciones InformIT de ABB, que gestiona la supervisión y reporte de información de producción. KM simplifica radical-mente la gestión de producción de ce-mento, cubriendo diversas funciones re-lacionadas con la fabricación: Seguimiento e informe de producción Seguimiento e informe de operaciones de procesos
Gestión de almacenaje de materiales Informe de energía y emisiones
Gracias a KM, ahora es más fácil que nunca identificar las influencias de los parámetros del proceso sobre la calidad del producto, la capacidad de produc-
ción, el consumo de energía y el nivel de emisiones. KM combina datos relaciona-dos con la producción, variabilidad del proceso, índices de energía y parámetros de calidad en tiempo de ejecución para generar informes completos y tendencias de operación y producción. La calidad de estos informes y tendencias se traduce en un mejor uso de la energía, equipos, existencias y capacidades. La conectividad con sistemas ERP de planificación de recursos empresariales (como SAP) es esencial para llevar los datos de producción del nivel de taller al nivel de gestión empresarial. Aquí, KM actúa como agente de información entre el control en tiempo real y su en-torno de producción, y los sistemas ERP basados en transacciones.El uso de la energía influye directamen-te en el coste de la producción. Dife-rentes áreas de producción consumen distintas cantidades de energía y KM supervisa las dimensiones relacionadas con el material que se está consumien-do o produciendo 4 . Disponiendo de información específica en el momento y lugar correctos y en el formato adecuado, las decisiones se orientan mejor hacia los objetivos: de ello resultan unos procesos optimiza-dos y una productividad mayor.
Ahorro de energía térmica con Expert Optimizer (EO)La fabricación del cemento es un pro-ceso complejo que requiere gran canti-dad de energía. Una etapa básica de este proceso es la transformación de las materias primas terrosas (CaCO
3, arcilla
y/o esquisto) en clinker (minerales ce-mentosos sintéticos) dentro del horno.
Generalmente, se usan los gases de escape del horno para precalentar las materias primas antes de que entren en el mismo. En la zona de combustión del horno continúa el calentamiento, hasta unos 1.500°C, donde los materia-les se funden y reaccionan parcialmen-te para formar el clinker. Se requiere un proceso posterior para convertir el clinker en cemento. Se añaden peque-ñas cantidades de yeso (CaSO
4) y final-
mente se tritura la mezcla para obtener un polvo fino. El control convencional de un horno de cemento requiere los servicios de un operador experimentado que debe interpretar constantemente las condi-ciones del proceso y efectuar frecuen-tes ajustes para los puntos de referen-cia deseados, establecidos por el con-trolador. Esta tarea es bastante molesta, pero resulta aún más difícil por la com-plejidad de las respuestas y por las de-moras e interacciones entre variables individuales del proceso. En conse-cuencia, el control convencional del horno impone normalmente un método conservador de funcionamiento, lo que conlleva temperaturas por encima del valor óptimo y por tanto un consumo de energía innecesariamente alto.EO se basa en el historial de éxitos probados del famoso y apreciado siste-ma de optimización LINKman. Combi-na el control basado en reglas con he-
Nota1) La temperatura de la zona de combustión (BZT)
permite predecir la calidad del producto. Si la tem-
peratura BZT es baja, la combustión del clinker será
incompleta, mientras que si es alta, el clinker se
quemará en exceso.
Eficiencia energética en la industria
Los optimizadores de la energía
4 Informe de energía, térmica y eléctrica, con indicadores de energía3 Esquema de un sistema Multidrive
Alimentador MV
Bus CC usual

56 Revista ABB 2/2007
Eficiencia energética en la industria
Los optimizadores de la energía
rramientas modernas, como redes neu-ronales, control difuso y control predic-tivo de modelos (MPC) Cuadro . EO mejo-ra el control convencional interpretan-do constantemente las condiciones del horno e iniciando las acciones adecua-das. En 1 se identifican las diversas señales de entrada y salida. El funcionamiento correcto y estable del horno puede reducir el consumo de energía y los costes de manteni-miento, aumentar el rendimiento del horno y mejorar la calidad global del producto. Sin embargo, aunque el fun-cionamiento óptimo implica mantener la temperatura de la zona de combus-tión (BZT, Burning Zone Temperatu-re)1) en niveles mínimos compatibles con la estabilidad, esto es difícil de mantener por tres razones: Variaciones de composición de las materias de entrada
Complejidad del funcionamiento del horno
Largas demoras entre cambios opera-cionales del horno (es decir, cambios del punto de referencia y sus efectos)
Sin embargo, el avanzado sistema de control del horno EO hace que el hor-no opere de forma óptima, garantizan-do de este modo un producto de bue-na calidad, menor temperatura BZT y, consecuentemente, menores costes de energía. El sistema consigue estos re-sultados aplicando la pericia apropiada de forma coherente y regular, es decir, efectuando cambios frecuentes (cada tres o cuatro minutos).Actualmente EO controla hornos duran-te más del 80 % de su tiempo de ejecu-ción. Los cálculos basados en niveles medidos de cal libre y óxido de nitró-geno (NO
x) antes y después de instalar
EO permiten estimar que, en algunos casos, el ahorro de combustible está en torno al 8 por ciento por horno.
Optimización de la mezcla de combustibles del hornoDesde hace algún tiempo se vienen ne-cesitando herramientas para una ges-tión óptima de los combustibles alter-nativos y tradicionales que intervienen en el proceso del horno. Respondiendo a esta demanda, EO ha sido completa-do recientemente con un Módulo de Optimización de Combustibles Alterna-tivos que mejora mucho el rendimiento económico de los hornos. Este módulo utiliza los datos recopila-dos por los sistemas de gestión de la información (equipos, proceso, merca-do y laboratorio) para calcular en línea la mezcla de combustibles de mínimo coste que satisface las limitaciones del proceso y de tipo comercial. Las limita-ciones a satisfacer son numerosas, pero las más importantes son: Equilibrio térmico Nivel de exceso de oxígeno Química del clinker Concentración de volátiles Límites de emisiones (SO
2, NO
x, etc.)
Limitaciones de valores máximo y mínimo y de velocidad de cambio en actuadores
Limitaciones operativas sobre consu-mo de combustible
Consideración por separado del pro-ceso de combustión en precalcinador y horno
Contratos (con clientes o proveedo-res) que se han de cumplir a toda costa
El elemento básico de este algoritmo de optimización es un modelo matemá-
tico específico del horno desarrollado en EO, que se usa para implementar el controlador (predictivo del modelo) 5 . Este modelo puede estimar las tempe-raturas en el enfriador, la llama, la zona de combustión, el extremo de salida y el precalentador, los requisitos de ener-gía del horno, los niveles de emisiones y productos volátiles, etc. Los algorit-mos de optimización pueden soportar limitaciones fuertes y suaves, lo que hace más robusto y fiable el proceso de optimización. Los datos de entrada se actualizan en tiempos de muestreo de unos 15–30 minutos, se ejecutan los cálculos y se traspasan los nuevos puntos de referen-cia del combustible al módulo de estra-tegia EO para su implementación. Entre los tiempos de muestreo, la estrategia EO “estándar” garantiza la estabilidad del proceso y el máximo rendimiento. En particular, esta estrategia impone re-acciones económicamente óptimas ante las condiciones cambiantes en cuanto a combustible, residuos y calidad de las materias primas pulverizadas, además de garantizar el riguroso cumplimiento de las limitaciones medioambientales, contractuales y técnicas.
Gestión de la energía eléctricaLa producción de cemento opera las 24 horas del día, con una capacidad de reserva o redundancias instaladas muy
(Extracto de Revista ABB 2/2004, páginas 13–19)Hay varias formas de aproximar solucio-nes óptimas. Un planteamiento frecuente-mente adoptado para resolver problemas de control que atañen a sistemas sujetos a limitaciones de entradas y salidas es el Control Predictivo de Modelos (MPC). MPC se basa en la llamada filosofía de horizonte en retroceso, es decir, se elige una secuencia de futuras acciones ópti-mas de control de acuerdo con una pre-dicción de la evolución del sistema a corto y medio plazo durante un tiempo determi-nado. Cuando se dispone de mediciones o de nueva información, se calcula una nueva secuencia que sustituye entonces a la anterior. Los objetivos de ejecución de cada nueva secuencia son la optimización del rendimiento y la protección del siste-ma contra violaciones de las limitaciones.
Cuadro Control Predictivo de Modelos (MPC)

limitadas. Por consiguiente, la mayor parte del equipo ha de funcionar las 24 horas, o si hay otras limitaciones, du-rante las horas del día como en la cantera. Los grados de libertad disponibles para el uso de energía eléctrica son, por tanto, muy limitados y están restringidos principal-mente al área de trituración del cemento. En este aspecto, la planificación, es decir, la decisión de cuándo se ha de producir una cierta calidad de cemento y en qué molino, se lleva a cabo manualmente según reglas heurísticas y siempre confiando en la ex-periencia del operador. Sin embargo, los numerosos mo-linos, calidades y silos, ade-más de las diversas limitacio-nes operativas y contractua-les, hacen que este problema sea muy complejo. Con de-masiada frecuencia, la opción elegida por el operador dista mucho de ser la óptima. La solución que vamos a descri-bir a continuación utiliza la planificación optimizada ba-sada en la tecnología MPC. En la figura 6 se presenta una secuencia típica de on/off de un molino para una gestión eficaz de la energía eléctrica. Utilizando las previsiones de pedidos de clientes y de precios de la energía, el algoritmo produce un programa de referencia para todo el funcionamiento de la planta de trituración, definiendo qué y cuándo ha de producir cada mo-lino. Aquí, el modelado funcional representa los costes asociados al con-sumo de electricidad y la cantidad de cemento de baja calidad producido (cemento producido durante el cambio de una calidad a otra). La reducción en el coste de la electricidad se consigue produciendo durante los períodos de tiempo de tarifas eléctricas bajas y ase-gurando que no se excedan los umbra-les contratados de máxima potencia eléctrica. El cemento de baja calidad se reduce penalizando el número de cam-bios de producción.Además de las limitaciones físicas im-puestas por la capacidad de los silos y la disponibilidad de los molinos, han de considerarse otras limitaciones:
Tiempo de transición: Un cambio en la calidad que está produciendo un molino puede causar una demora du-rante la cual la producción del horno es conducida a un silo especial.
Cumplimiento de pedidos: Como en-trada, el algoritmo de optimización requiere las previsiones de ventas para cada calidad de producto. Si no se puede realizar completamente la previsión de las ventas, el algoritmo elegirá la calidad que se ha de pro-ducir en primer lugar de acuerdo con una clasificación determinada.
Sistema de transporte: Tanto si es me-diante cintas transportadoras, eleva-dores de cangilones o sistemas aé-reos, en el sistema existen limitacio-nes para el transporte del cemento desde los molinos hasta los silos. Por ejemplo, podría haber tres molinos pero tan sólo dos rutas de transporte independientes. Sin embargo, varios molinos pueden descargar la misma calidad de cemento en la misma ruta
de transporte. Por otro lado, una ruta puede servir única-mente a un silo, y los silos pueden ser servidos por sólo una ruta al mismo tiempo.
ResumenSegún se ha mostrado en los casos anteriores, la gestión de la energía se ocupa de diver-sos aspectos de optimización del proceso, con el resultado de una menor demanda de energía térmica y eléctrica y/o de menores costes gracias al uso de una energía y de una combinación de combustibles de mejor precio. Actualmente se dispone de equipos fiables y de soluciones técnicas pro-badas que garantizan el uso eficiente y económico de la energía, sin comprometer la calidad y productividad de la fábrica. Las soluciones disponi-bles e integradas tratadas en este artículo -VSD, Expert Op-timizer y Knowledge Manager– son buenos ejemplos de cómo una estrategia de automatiza-ción en el nivel de planta pue-de conseguir tales objetivos. Puesto que los precios de la energía siguen fluctuando (con tendencia general a crecer), la inversión se suele amortizar
con bastante rapidez. El paquete, ade-más, tiene efectos positivos desde el punto de vista ecológico y medioam-biental. Todos estos logros han ido acompañados por una mejora general de los resultados.
Matthias Bolliger
Eduardo Gallestey
Gabriela Crosley
Michelle Kiener
ABB Automation Technologies
Baden, Suiza
57Revista ABB 2/2007
Eficiencia energética en la industria
Los optimizadores de la energía
5 Modelo de horno de cemento típico: entradas y salidas
Condiciones ambientales
Tasas TF/AF/RM
Química TF/AF/RM
Propiedades físicas TF/AF/RM
Perfil de temperatura del horno
Entrega de calor
Tasas de emisión
Química del clinker
Recirculación de p. volátiles
Modelo matemático del horno
6 Programa típico de molino y grado de cemento
1.5
1
0.5
0
-0.50 20 40 60 80 100 120 140 160
Molino 2 – Programa semanal MPC
Molino 2 – Programa de referencia
0 20 40 60 80 100 120 140 160
1.5
1
0.5
0
-0.5
G1 G2 G3 G5

Más productividad, menos poluciónPotencia y productividad, la descripción perfecta de la actividad de sistemas de pintura de ABBHubert Labourdette
La aplicación de pinturas es un com-plejo proceso industrial en el que ABB tiene una larga experiencia. A lo largo de los años, la actividad de sistemas de pintura de nuestra compañía, extendida a todos los continentes, ha desarrollado una serie de soluciones para talleres de pintura in-dustrial que contribuyen a mejorar en todos los aspectos la productividad y la calidad. Los clientes del sector de automoción, y de la industria en general, utilizan estas solucio-nes para el acabado superficial de automóviles, teléfonos móviles, mo-tores marinos y grúas, entre otros ejemplos.
Sin embargo, muchas pinturas contienen disolventes orgánicos peligrosos para las personas y para el medio ambiente. Dado que las empresas están sometidas a una gran presión para que reduzcan sus emisiones y costes de explotación, hoy están muy en boga los productos, soluciones y servicios optimizados para este campo. Un aspecto esencial de la optimización es la cabina de pintura, que ABB ha abordado con gran éxito desarrollando un sistema de recirculación de aire combinado con un proceso de ahorro de energía muy avanzado tecnológicamente. Este artículo está dedicado a presentar esta solución.
Eficiencia energética en la industria
58 Revista ABB 2/2007

La aplicación de pintura es un pro-ceso industrial difícil, ya que ha
de afrontar simultáneamente muchos difíciles retos. Se ha de conseguir un acabado de pintura de máxima calidad pulveri-zando sobre el objeto en una at-mósfera debidamente controlada, es decir, en una cabina de pintura con temperatura, velocidad de aire e higrometría determinadas y en ausencia de polvo.
Debe haber pocas pérdidas o ningu-na. Se puede ahorrar pintura y disolvente pintando con robots y atomizadores de ABB.
Se ha de evitar la exposición de los operadores a los disolventes para proteger su salud.
Se debe ahorrar energía. La energía utilizada representa 25–30 % del coste del proceso de aplicación de pintura.
Ha de cumplir la normativa medio-ambiental. Gracias al tratamiento de componentes orgánicos volátiles (VOC) y al ahorro de energía, esto ya es posible cuando se utiliza pin-tura con disolventes.
ABB ya ha resuelto el problema de ahorro de material de pintura con su sistema de campana de cartucho [1], ya en funcionamiento en la mayor parte de fabricantes de automóviles. Una nueva generación de robots de pintura 1 , comercializada en 2006, habilitan un proceso totalmente robo-tizado que reduce drásticamente el trabajo humano en zonas contaminadas.
Optimización de la cabina de pinturaEl proceso de la cabina de pintura se ilustra en 2 . Una unidad de acondicionamien-to de aire (1) procesa aire fresco del exterior y contro-la su temperatura, humedad y contenido de partículas de polvo. Este aire completa-mente controlado es condu-cido al techo de la cabina (2) con una velocidad verti-cal constante y recoge disol-vente y pintura durante la operación de pulverización (3). A través del difusor (4) tiene lugar un proceso de lavado, donde el agua mez-
clada con residuos de material de pintura es enviada al tanque de trata-miento de residuos (5) y el aire mez-clado con disolvente es expulsado al exterior a través de una chimenea (6).
Este tipo de proceso es muy caro en términos de energía, ya que se han de tratar grandes volúmenes de aire exterior (muchos cientos de miles de metros cúbicos por hora). Además, la mezcla de aire y disolvente expulsada a la atmósfera no cumple las normas medioambientales. Por sí mismas, es-
tas razones ya son un argumento con-vincente para optimizar la cabina de pintura.
La solución de ABBPara resolver todos estos problemas simultáneamente, el departamento I+D de ABB ha desarrollado para la cabina de pintura un sistema de recir-culación de aire combinado con un procedimiento muy avanzado tecno-lógicamente, que ahorra energía. Esta solución combina la recirculación de aire, la eliminación de disolvente y el ahorro de energía y cumple sobrada-mente la normativa medioambiental. La solución es aplicable sólo en zonas completamente robotizadas. Desde la comercialización de la nueva genera-ción de robots de pintura de ABB, esta solución se está haciendo más frecuente en los talleres de pintura.
RecirculaciónEl proceso de recirculación de aire en la cabina de pintura se muestra en 3 . Después de la etapa de lavado (4), el aire contaminado no es expulsado al exterior, sino que se recicla en un 90 % en la cabina una vez tratado (8). Este sistema de recirculación no sólo permite reutilizar el aire; además, la concentración de disolvente en la cabina es acorde con la plena optimi-zación del proceso de combustión del disolvente. En la cabina se supervisa la concentración de disolvente, que se mantiene dentro de los límites de seguridad. Un conducto especial de
aire extrae el 10 % del flujo de aire y lo envía a un oxi-dante térmico regenerativo (RTO) (7). Esta extracción se compensa introduciendo una pequeña cantidad de aire del exterior (1).
En este proceso, muy esta-ble, apenas influyen las con-diciones exteriores. Sin em-bargo, exige un proceso de lavado muy eficiente (4) y un filtro de polvo bien espe-cificado.
Oxidante Térmico Regenerativo (RTO) Para tratar el disolvente se utiliza un proceso regenera-tivo en el que se produce combustión a 800°C. Gracias
1 Una nueva generación de robots de pintura
2 Proceso de pintura en cabina
Aire
Agua
Depósito
Filtro
air
Tratamiento del fango de pintura
(1)
(2)
(3)
(4)
(5)
Eficiencia energética en la industria
Más productividad, menos polución
59Revista ABB 2/2007
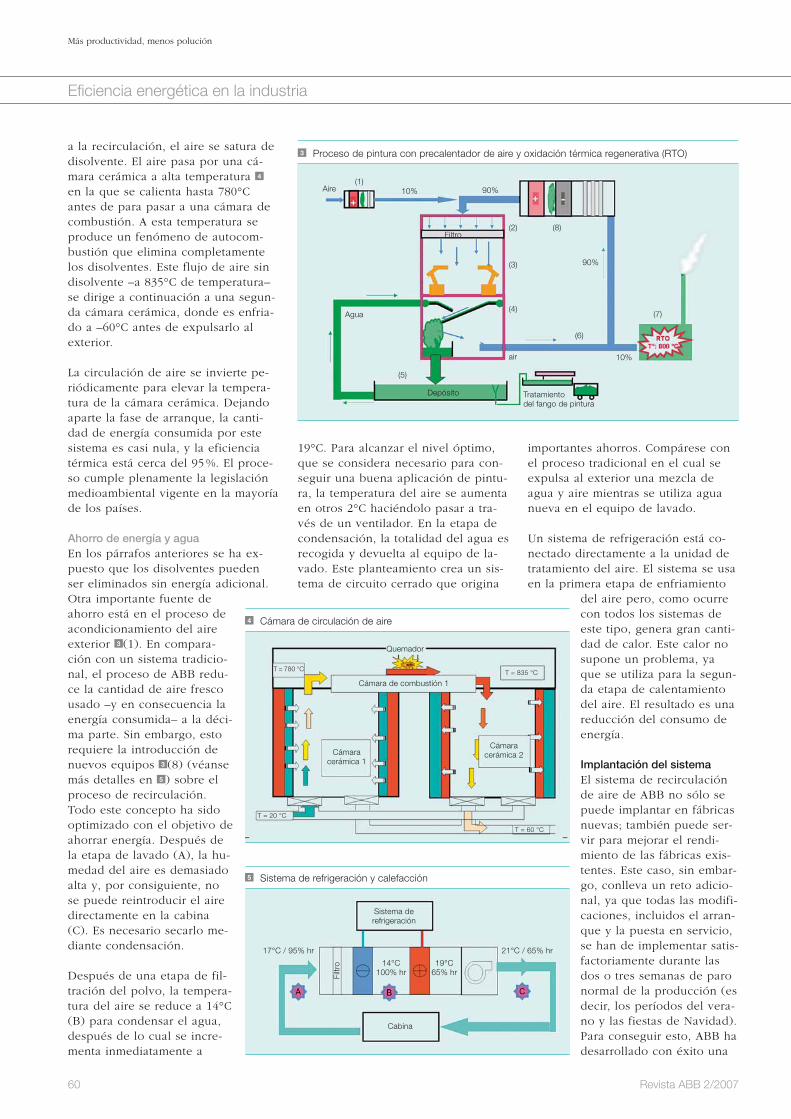
60 Revista ABB 2/2007
Más productividad, menos polución
Eficiencia energética en la industria
a la recirculación, el aire se satura de disolvente. El aire pasa por una cá-mara cerámica a alta temperatura 4 en la que se calienta hasta 780°C antes de para pasar a una cámara de combustión. A esta temperatura se produce un fenómeno de autocom-bustión que elimina completamente los disolventes. Este flujo de aire sin disolvente –a 835°C de temperatura– se dirige a continuación a una segun-da cámara cerámica, donde es enfria-do a –60°C antes de expulsarlo al exterior.
La circulación de aire se invierte pe-riódicamente para elevar la tempera-tura de la cámara cerámica. Dejando aparte la fase de arranque, la canti-dad de energía consumida por este sistema es casi nula, y la eficiencia térmica está cerca del 95 %. El proce-so cumple plenamente la legislación medioambiental vigente en la mayoría de los países.
Ahorro de energía y aguaEn los párrafos anteriores se ha ex-puesto que los disolventes pueden ser eliminados sin energía adicional. Otra importante fuente de ahorro está en el proceso de acondicionamiento del aire exterior 3 (1). En compara-ción con un sistema tradicio-nal, el proceso de ABB redu-ce la cantidad de aire fresco usado –y en consecuencia la energía consumida– a la déci-ma parte. Sin embargo, esto requiere la introducción de nuevos equipos 3 (8) (véanse más detalles en 5 ) sobre el proceso de recirculación. Todo este concepto ha sido optimizado con el objetivo de ahorrar energía. Después de la etapa de lavado (A), la hu-medad del aire es demasiado alta y, por consiguiente, no se puede reintroducir el aire directamente en la cabina (C). Es necesario secarlo me-diante condensación.
Después de una etapa de fil-tración del polvo, la tempera-tura del aire se reduce a 14°C (B) para condensar el agua, después de lo cual se incre-menta inmediatamente a
19°C. Para alcanzar el nivel óptimo, que se considera necesario para con-seguir una buena aplicación de pintu-ra, la temperatura del aire se aumenta en otros 2°C haciéndolo pasar a tra-vés de un ventilador. En la etapa de condensación, la totalidad del agua es recogida y devuelta al equipo de la-vado. Este planteamiento crea un sis-tema de circuito cerrado que origina
importantes ahorros. Compárese con el proceso tradicional en el cual se expulsa al exterior una mezcla de agua y aire mientras se utiliza agua nueva en el equipo de lavado.
Un sistema de refrigeración está co-nectado directamente a la unidad de tratamiento del aire. El sistema se usa en la primera etapa de enfriamiento
del aire pero, como ocurre con todos los sistemas de este tipo, genera gran canti-dad de calor. Este calor no supone un problema, ya que se utiliza para la segun-da etapa de calentamiento del aire. El resultado es una reducción del consumo de energía.
Implantación del sistemaEl sistema de recirculación de aire de ABB no sólo se puede implantar en fábricas nuevas; también puede ser-vir para mejorar el rendi-miento de las fábricas exis-tentes. Este caso, sin embar-go, conlleva un reto adicio-nal, ya que todas las modifi-caciones, incluidos el arran-que y la puesta en servicio, se han de implementar satis-factoriamente durante las dos o tres semanas de paro normal de la producción (es decir, los períodos del vera-no y las fiestas de Navidad). Para conseguir esto, ABB ha desarrollado con éxito una
3 Proceso de pintura con precalentador de aire y oxidación térmica regenerativa (RTO)
Aire(1)
10% 90%
(2)
(3)
(4)
(6)
Agua
Depósito
air
(8)
90%
(7)
10%
(5)
Filtro
Tratamiento del fango de pintura
5 Sistema de refrigeración y calefacción
Sistema de refrigeración
Cabina
17°C / 95% hr 21°C / 65% hr
Filtr
o 14°C100% hr
19°C65% hr
4 Cámara de circulación de aire
Quemador
T = 780 °C T = 835 °C
Cámara de combustión 1
Cámara cerámica 1
Cámara cerámica 2
T = 20 °C
T = 60 °C

serie de equipos modulares según el concepto „plug and produce“ (enchu-far y producir) 6 y 7 .
Casi todos los elementos de esta serie incluyen productos de otras divisio-nes de ABB (PLC, accionamientos, instrumentación, etc.) y proporcionan una buena vista de conjunto de la cartera de equipos ABB. Estos equi-pos se ensamblan previamente en una estructura provisional en una zona vecina al taller de pintura en cuestión. En cuanto se para la pro-ducción, el antiguo equipo se des-monta parcialmente y los nuevos módulos se integran en la línea de pintura.
En comparación con la línea existente, la nueva línea consigue un gran ahorro de energía, próximo al 30 %. Esto supone una reducción del 9 % de los costes anuales totales de funcionamiento del proce-so de pintura.
Ventajas para el clienteEl sistema ofrece unas condiciones de aplicación estables e independientes de las condiciones atmosféricas exter-nas, lo que significa una importante mejora de la calidad. La nueva insta-lación es muy compacta, ocupa una superficie mucho menor que una de
6 Equipo compacto y transportable de lavado de aire
las líneas antiguas y cumple por com-pleto la normativa medioambiental. En comparación con la línea existen-te, la nueva línea consigue un gran ahorro de energía, próximo al 30 %. Esto supone una reducción del 9 % de los costes anuales totales de funcio-namiento del proceso de pintura.
Los clientes se benefician de la gran experiencia y de los grandes conoci-mientos técnicos en aplicaciones de pintura acumulados por los ingenie-ros de ABB en numerosas instalacio-nes repartidas por todo el mundo. Esta experiencia es necesaria para definir con precisión un sistema com-pleto. Un proceso totalmente roboti-zado, sin aplicación manual de pintu-ra, genera muchas ventajas. ABB es el líder mundial en este campo.
Ahorro de pintura, un reto complementarioEl sistema de recirculación requiere un proceso totalmente robotizado que produzca otros ahorros, es decir, re-duzca el consumo de pintura (y por consiguiente, el coste de la misma) y, por tanto, el impacto medioambiental. Los robots equipados con un atomiza-dor de pintura ABB de la más moder-na tecnología aumentan la eficacia de la transferencia (relación entre la can-tidad de pintura aplicada al objeto y la cantidad total de pintura usada). Además, el proceso de pintura es su-pervisado por un sofisticado progra-ma que sigue con precisión todos los parámetros relativos a la pintura, ade-más del patrón de pintura del coche.
El robot se ha hecho imprescindible, no sólo para ahorrar pintura, sino también para evitar que los operarios estén en contacto con sustancias quí-micas muy peligrosas. Título .
En resumen, esta singular solución de ABB aumenta la productividad y reduce el consumo de energía, pero además provoca menos contamina-ción.
Hubert Labourdette
Global Lead Center for Paint Process Automation,
Saint Ouen l‘Aumône, Francia
Bibliografía
[1] Yoshida Osamu, “Más colores, menos pérdidas.
Sistema de pintura por cartuchos de ABB: menos
costes, menos impacto ambiental”, Revista ABB
1-2006, páginas 43–46.
7 Unidad de tratamiento de aire y refrigeración, compacta y ligera
61Revista ABB 2/2007
Eficiencia energética en la industria
Más productividad, menos polución

Cada día está más cerca de la realidad el sueño de un combustible hecho con biomasa, ecológico, sostenible y económicamente viable, para motores de combustión. Este cambio está dirigido por un conjunto de directivas e incentivos estatales. Para 2020, según estipuló la UE el 15 de febrero de 2007, todos los automóviles deberán usar gasolina con un 10% de etanol o combustible diesel con el mismo porcentaje de metanol. Los procesos de producción de estos dos componentes difieren en que el etanol se produce por fermentación y el metanol con un proceso de gasificación del que resulta un gas sintético primario pero limpio, que es transformado en biodiesel.
Hoy en día, Brasil ya ha alcanzado y superado el objetivo UE 2020
sobre el porcentaje de mezcla utilizan-do etanol obtenido de la caña de azú-car. Ya en 1925 se producía etanol, y en 1975 se introdujo un programa que en 1993 ya había llevado al uso de mezclas con 20–25 % de etanol. Este enorme país tiene en funcionamiento 313 plantas de etanol y ha previsto la construcción de otras 89 plantas más, que estarán destinadas a la exporta-ción. También está en alza el biodie-sel producido con aceite de palma o soja como materias primas. A las 10 plantas existentes pronto se unirán otras 100 más. Estados Unidos utiliza maíz y trigo pa-ra producir etanol a una escala cada vez mayor y en Europa se está experi-mentando la producción de etanol a partir de cereales, remolacha azucare-ra y celulosa vegetal de varias fuentes, como hierba, ramas de árboles, raíces y cepas. Las nuevas plantas combina-das permiten mejorar el rendimiento económico. Los productos residuales de la producción de etanol se utilizan
para producir metanol para combusti-ble biodiesel. Actualmente, la indus-tria sueca de pasta de papel y de pa-pel está probando con éxito la gasifi-cación de licor negro para producir biodiesel. Otra fuente ecológica de combustible para vehículos, utilizada en algunos países, es el gas metano obtenido de basura de distintos tipos, que se usa en zonas urbanas para ali-mentar flotas de autobuses y peque-ños camiones.
Para producir estos combustibles se utilizan, obviamente, las materias primas disponibles en el lugar. No obstante, ¿serán todos estos combusti-bles sostenibles, ecológicos y econó-micamente viables? Aún no dispone-mos de un dictamen definitivo y los análisis rigurosos ponen de manifiesto muchos matices ecológicos. Hace al-gunos años, por ejemplo, el gobierno holandés decidió producir biocombus-tible con aceite de palma importado. A primera vista, esta opción parecía perfectamente viable y ecológica. Pero un estudio reciente ha revelado las consecuencias del aumento de la
demanda. En el sudeste de Asia se incendiaron selvas tropicales –provo-cando una emisión masiva de CO
2–
para sustituirlas por palmeras de aceite, que además necesitan fertili-zantes. Vista globalmente, esta iniciati-va holandesa dista mucho de ser eco-lógica. A menudo, la adecuación medioambiental de un proceso sólo se puede juzgar teniendo en cuenta toda la cadena de producción.
Muchas de estas tecnologías están siendo impulsadas por programas que cuentan con incentivos estatales, pero a largo deberán ser viables económi-camente sin ayudas externas.
Para ser realmente ecológico y viable económicamente, un proceso ha de ser plenamente sostenible y contribuir en cifras netas a reducir las emisiones de CO
2. Muchos procesos aplicados
actualmente no satisfacen estos rigu-rosos criterios de prueba, pero algu-nos de ellos los superarán, sin duda. Los procesos vencedores nos abrirán las puertas al futuro ecológico que soñamos.
Matices del verde
62 Revista ABB 2/2007
Energías alternativas

Biogás obtenido de la basura
Dos interesantes instalaciones de biogás empezaron a producir en Sue-cia a finales de 2006. Las ciudades de Boras y Göteborg encabezan la lucha contra el calentamiento global ali-mentando sus flotas de camiones, autobuses y vehículos diversos con biometano producido a partir de la basura recogida de los cubos y con-tenedores domésticos e industriales. El creciente interés en reducir las emisiones de dióxido de carbono en el sector del transporte ha creado oportunidades e incentivos para tra-ducirlo en vehículos “ecológicos” que se benefician de las reducciones de impuestos y tasas y de aparcamiento gratuito en las grandes ciudades de Suecia. La producción de biogás se está consolidando rápidamente como alternativa a los combustibles fósiles.
Los procesos seguidos en estos dos casos proceden de Läckeby Water,
una compañía privada del sur de Suecia. El equipo de esta empresa consiste en módulos de cribas de tam-bor rotatorio, cambiadores de calor, filtros, decantadores e instalaciones de lavado de arena. Estos equipos se
combinan en un proceso adaptado para satisfacer los requisitos específi-cos definidos por la mezcla de entra-da disponible. El biogás producido se limpia mediante el método especial de Cooab, que emite tan sólo el 0,1 % del metano a la atmósfera (otros mé-todos liberan del 2 al 4 %). Además de reducir las emisiones de gases de efecto invernadero, esto significa una mayor conversión de energía en bio-gás útil.ABB ha participado en estas dos insta-laciones suministrando el sistema de automatización y diversos equipos eléctricos como motores, acciona-mientos y aparatos de conexión. Gra-cias a su participación en proyectos de biogás de este tipo, los ingenieros de ABB han desarrollado unos conoci-mientos que pueden integrarse en aplicaciones modulares para su utili-zación reiterada. Suecia es actualmen-te líder mundial en producción de biometano para vehículos y por eso el know-how de aplicaciones está a la vanguardia del desarrollo. Las instala-ciones de Boras y Göteborg genera-rán, a plena producción, 25 y 60 GWh al año respectivamente, lo que hace de Göteborg la mayor instalación de biogás del mundo. El gas obtenido de la descomposición de la basura bioló-gica se lava y limpia para proporcio-nar biometano a la flota de vehículos del municipio. Se estima que la co-rrespondiente reducción de emisiones de CO
2 superará las 20.000 toneladas
anuales.
El proveedor del proceso, Läckeby Water, ha realizado 4.000 proyectos de diversas magnitudes para 68 países de todo el mundo. Alentada por los be-neficios fiscales, la venta de coches impulsados por biogás creció un 50 % en 2005, lo que supone nuevas opor-tunidades para Läckeby Water y ABB. Se estima que, para 2020, las nuevas instalaciones de Suecia crearán 60.000 empleos, lo que equivale a los pues-tos de trabajo perdidos en fábricas durante los últimos cinco años. Esta expansión es provechosa, por consi-guiente, medioambiental y política-mente.
Nils Leffler
63Revista ABB 2/2007
Matices del verde
Energías alternativas
La planta de biogás de Sobacken de segunda generación
Residuos orgánicos fluidos
Residuos domésticos separados según la fuente
Tratamiento previo Bioseparador 1
Buffer 1
Residuos orgánicos fluidos
Buffer 2
Intercambiador de calor
Bioseparador 2
Residuos sólidos
Rosca de transporte
Higienización
Digestor
Intercambiador de calorr
Compresor Refrigerador
CompostPlanta SBR
Buffer de digestor
Intercambiador de calor
Centri-fugación
Buffer de expulsor
Agua de proceso
Biogás

Etanol: bajo la protección real
Tailandia busca producir biocombus-tibles para sustituir el petróleo y el gas natural. Los trabajos de desarro-llo se centran en el uso activo de ma-teria orgánica barata. En realidad, la producción de gasohol (una mezcla de etanol y gasolina super) en Tailan-dia nació con el proyecto real de Su Majestad, el Rey Bhumibol Adulyadej, allá por 1985. Este proyecto produjo etanol a partir de caña de azúcar. Posteriormente, ambos sectores, pú-blico y privado, se dieron cuenta de las posibilidades comerciales de la producción de etanol y participaron en su desarrollo y experimentación.
Actualmente existen en Tailandia ocho importantes productores
con autorización estatal para fabricar etanol, uno de los cuales, Thai Agro Energy Co. Ltd., es cliente de ABB. La planta, situada en Dan Chang, en la provincia de Suphan Buri, ha sido di-señada para producir 150.000 litros diarios de etanol a partir de melaza. El etanol tiene una pureza del 99,5 % y se vende para obtener una mezcla compuesta por un 10 % de etanol y gasolina super. La mezcla se llama ga-sohol y está llamada a ser un combus-tible alternativo para los automóviles.
Cuando en 2004 Thai Agro Energy ini-ció el proyecto, el cedente de la licen-cia y contratista francés, Maguin, soli-citó a ABB que presentara propuestas para los sistemas de control y eléctri-cos. Después de varias rondas de pre-sentación, discusiones y evaluaciones con el cliente, ABB fue seleccionada para suministrar el centro de control motor (MCC) para el motor de 380 V, el sistema de automatización para controlar el proceso de producción de etanol y el sistema de puesta en servi-cio y de supervisión in situ. Entre los productos y servicios proporcionados por ABB se incluían el diseño concep-tual, la ingeniería de detalle, la pro-gramación de software de aplicación, el diseño y fabricación del centro MCC y del panel de control, FAT1),
SAT2) y la puesta en funcionamiento general. La planta empezó a producir etanol durante el primer trimestre de 2005. El sistema de automatización consiste en dos unidades Process Portal de ABB como consolas de operador, un AC800M como unidad de control y S800 para 450 señales E/S. La última tecnología de automatización de ABB, el sistema 800xA de la plataforma In-dustrialIT, es un sistema totalmente in-tegrado que ha sido diseñado para au-mentar la productividad de la planta. Reuniendo todos los datos esenciales del proceso facilitados por instrumen-tos de campo, Process Portal propor-cionará presentaciones personalizadas que incluyen listas de alarmas, gráfi-cos del proceso, pantallas de control y visualizaciones de tendencias. Los operadores se sienten cómodos para realizar eficientemente sus funciones de control trabajando en el entorno Windows XP, con el que están familia-rizados. Por ejemplo, los operadores pueden arrancar o parar un motor a través de Process Portal y la señal de realimentación indicará el estado del motor. También pueden visualizar varias pantallas de control al mismo tiempo. Los operadores pueden iden-tificar las causas originales de las alar-mas: las visualizaciones de tendencias son herramientas importantes que les ayudan a analizar el estado del proce-so. Estas herramientas son útiles para investigar en profundidad y para loca-lizar y corregir fallos usando datos en tiempo de ejecución o datos históri-cos. Con Excel se generan rápidamen-te informes, programados o bajo peti-ción, que se pueden distribuir para contribuir a la gestión.
Además de presentaciones personali-zadas, pueden utilizarse otros medios, como dibujos y diagramas. Este am-plio entorno operacional reduce el tiempo entre decisión y acción. Al dis-poner de información en tiempo real, el equipo de mantenimiento puede re-ducir los costes por este concepto de-tectando tempranamente los proble-mas de funcionamiento por medio de diversos equipos, como instrumentos de campo, motores o el propio siste-ma de control. El éxito de sus productos para Thai Agro Energy permitió a ABB obtener otro proyecto de equipos similares pa-ra Petro Green (también en Tailandia). También aquí se produce etanol de la melaza con un proceso análogo al que Maguin proporciona desde Fran-cia. Esta planta fue puesta en servicio con éxito en noviembre de 2006.Con el sistema IndustrialIT 800xA y el Centro de Control Motor proporciona-dos por ABB, Thai Agro Energy Co. y Petro Green, entre otras compañías, están ahora bien preparadas para fa-bricar etanol eficientemente y a gran escala. Con esto Tailandia se benefi-ciará económicamente al reducir sus importaciones de petróleo y ecológi-camente al suministrar energía alterna-tiva para un entorno limpio. Todo ello de acuerdo con el deseo de Su Majes-tad el Rey de hacer una Tailandia me-jor para sus ciudadanos.
Suchada Tangcharoensrisakul
Notas1) FAT: prueba de aceptación en fábrica2) SAT: prueba de aceptación in situ
64 Revista ABB 2/2007
Matices del verde
Energías alternativas

Aceite ecológico de subproductos de etanolLa adición de una unidad de extrac-ción de aceite a su proceso está pro-porcionando beneficios a Little Sioux Corn Processors, una planta de pro-ceso de etanol del maíz situada en Marcus, Iowa (EE UU). Este sistema extrae aceite de maíz de los subpro-ductos del refino del etanol. Estos productos se suelen utilizar en pien-sos baratos. Little Sioux puede ven-der ahora este aceite como alimento de mayor calidad para animales o como biocombustible. La extracción reduce las pérdidas de materias pri-mas y mejora la rentabilidad.
GS–Cleantech Corporation fabrica el sistema de extracción adicional COES (Corn Oil Extraction System). COES es un sistema totalmente automatizado que se integra fácilmente en una plan-ta de etanol ya existente sin interrum-pir el proceso. COES utiliza una serie de productos complementarios de ABB entre los cuales está la interfaz Compact 800 HMI, un sistema de con-trol basado en un ordenador personal con 800 controladores en serie y uni-dades PLC, accionamientos de fre-cuencia variable ACS 800, productos de baja tensión e instrumentación (transmisores de presión).
El subproducto de proceso del etanol –grano del destilador seco– tiene un precio de entre 7 y 10 centavos de dólar por kilogramo. El aceite que se extrae ahora de este subproducto tie-ne un valor de 60 a 75 centavos/kg una vez convertido en biodiesel.
El sistema de control usado en COES, un Compact Products 800, es un siste-ma abierto basado en normas que ga-rantizan que pueda combinarse con otros productos del mercado de la au-tomatización.
Los protectores manuales de motores ABB MS combinados con los contacto-res A-Line usados en esta solución proporcionan un método compacto y fiable para la conmutación y protec-ción de motores contra las averías. Los operadores se benefician de la re-ducción de costes por tiempos impro-ductivos cuando se combinan estos productos.
Gran experto en aplicaciones, sin rival en su campo, ABB proporciona gran variedad de soluciones de instrumen-tación habilitadas para los buses de campo FOUNDATION Fieldbus, PROFIBUS y HART, certificadas según normas internacionales.
En Little Sioux, una estación de traba-jo ABB 800xA Compact 800 situada en la sala de control está conectada a dos procesadores AC800M no redundantes en el campo. Dos paneles de proceso ABB remotos, situados en el campo, proporcionan la flexibilidad para con-trolar los procesos desde la sala de
control o desde el campo. El sistema de ABB controla los evaporadores y el sistema de extracción.
El sistema de extracción consta de un sistema de pretratamiento diseñado especialmente, de equipos de separa-ción del aceite y de un sistema de al-macenaje. El producto se envía de los evaporadores al sistema de pretrata-miento y de éste a una centrifugadora de alta velocidad que separa el aceite de los subproductos. A continuación el aceite se bombea a tanques de al-macenaje diseñados específicamente para su purificación posterior. Siste-mas PLC remotos de ABB controlan todo el sistema y garantizan que el aceite puro de maíz esté preparado para ser bombeado a cisternas de semirremolques.
GS-Cleantech es una empresa tecnoló-gica que desarrolla y suministra inge-niería y comercialización de tecnolo-gías que mejoran el medio ambiente, además de proporcionar una mayor rentabilidad a sus clientes. Pertenece al grupo Greenshift Corporation, cuyo objetivo es desarrollar tecnologías que ayuden a las compañías a utilizar más eficientemente los recursos naturales.
La instalación de Little Sioux es uno de los tres sistemas COES instalados, pero ya se están construyendo varios más. Mejorar la economía de la pro-ducción de etanol es un objetivo esencial de las nuevas ideas destina-das a transformar productos residuales y desperdicios en productos útiles que hagan este proceso más viable a largo plazo.
El objetivo para Little Sioux es extraer más combustible y valor de cada kilo-gramo de maíz que procesa. El siste-ma integrado de ABB ha ayudado a Little Sioux a recuperar aceite de maíz que de otro modo se perdería. Hoy, este producto no sólo es un producto viable, sino muy demandado. La rela-ción de trabajo entre GS Cleantech y ABB beneficia a sus clientes, aunque el mayor beneficiado, a fin de cuen-tas, es el medio ambiente.
Conni Hinkel
65Revista ABB 2/2007
Matices del verde
Energías alternativas

66 Revista ABB 2/2007
Matices del verde
Energías alternativas
Gasificación de biomasa y síntesis de combustibleSe prevé que los combustibles obte-nidos de la biomasa, compuestos químicos y energía de fuentes reno-vables, tales como bosques y tierras de labranza, pronto se convertirán en importantes fuentes de energía para un futuro sostenible. La avanzada tecnología de transformación de la biomasa jugará un papel esencial pa-ra reducir, si no eliminar, la dependen-cia del petróleo de algunos países como Suecia. Además mitigará los efectos negativos de las emisiones de gases de efecto invernadero gene-rados por los combustibles fósiles.
A finales de 2004, en la ciudad de Värnamo, situada en la zona bos-
cosa del sur de Suecia, se puso en marcha un proyecto de investigación patrocinado por la UE para obtener gas sintético rico en hidrógeno (CHRISGAS, Clean Hydrogen Rich Synthesis Gas) a partir de biomasa. Una planta piloto construida en los años noventa por la compañía sueca Sydkraft, y que más tarde cayó en desuso, será modernizada y destinada a la investigación de combustibles pa-ra vehículos, obtenidos mediante un proceso termoquímico bajo los auspi-cios de la Universidad de Växjö. La creación en 2003 de Växjö Värnamo Gasification Center VVBGC, compañía sin ánimo de lucro, para explotar y mantener la planta, generó diversas inversiones en la reconstrucción del proceso para destinarlo a sus nuevos fines. Con el Programa Marco 61) de la UE y la Agencia de Energía Sueca co-mo patrocinadores principales, el pro-yecto CHRISGAS comenzó el 1 de septiembre de 2004 como una aventu-ra nacional y europea en investigación y formación.
Objetivos principalesLos objetivos del proyecto CHRISGAS son desarrollar y optimizar un proceso para la producción de gas rico en hi-drógeno a partir de biomasa, con efi-
El procesoLas etapas del proceso se muestran en 1 . El núcleo del proceso es un ciclón gasificador por insuflación de vapor/oxígeno de baja presión 1c que opera generalmente a 10–15 bares y entre 950 y 1000 °C. Para reducir el consu-mo de gas inerte del alimentador de combustible se está desarrollando un sistema de pistón cuyo rendimiento excede en dos órdenes de magnitud el rendimiento del sistema actual. El combustible de la biomasa, consisten-te en raíces y ramaje, se suministra a un régimen máximo de 4 toneladas/hora. El enfriamiento del gas tiene lu-gar en una etapa posterior al gasifica-dor 1d. La temperatura óptima en esta fase, un tema de investigación por sí mismo, se determinará durante las pruebas. A continuación viene el re-
ciencia energética y costes razonables. Este gas se puede depurar y transfor-mar en hidrógeno de calidad comer-cial o en gas sintético para refinarlo posteriormente y obtener combusti-bles líquidos como DME, (éter dimetí-lico), metanol o diesel por el método Fischer Tropsch.
El trabajo se centra principalmente en establecer para 2009 la posibilidad de producir económicamente un produc-to intermedio destinado a fabricar combustible para vehículos a partir de un producto renovable, un gas limpio y rico en hidrógeno obtenido gasifi-cando biomasa por insuflación de va-por/oxígeno. Esta etapa del proceso va seguida por la limpieza del gas en caliente para eliminar macropartículas y por la reformación de vapor de al-quitrán e hidrocarburos ligeros para mejorar aún más el rendimiento ener-gético del hidrógeno. Se han estable-cido dos objetivos cuantitativos. La ca-pacidad de generación de gas debe llegar a ser de 3.500 Nm3/hora2) con un tiempo de operación total de 2.000 horas.
Footnote1) El Programa Marco de la UE para Investigación y
Desarrollo Tecnológico es una importante herra-
mienta de ayuda a la creación del Área de Investig-
ación Europea. FP6 es el sexto de tales programas.2) Un Nm3 es un metro cúbico de gas en condiciones
normales, es decir, a la presión atmosférica.

formador de vapor 1g, catalítico o tér-mico, que proporciona la primera eta-pa de depuración química y convierte los hidrocarburos (principalmente me-tano) y alquitranes en hidrógeno y monóxido de carbono. Una de las ta-reas más importantes de la investiga-ción es determinar el balance óptimo entre estos dos componentes para conseguir un alto rendimiento de gas sintético. Para enriquecer más el hi-drógeno en el gas sin purificar y pro-porcionar una mejora adicional, se si-túa un sistema de cambio de gas de agua y un reactor de hidrogenación 1j después del enfriamiento. La tempera-tura óptima para esta etapa se deter-minará en el programa de investiga-ción. Otros asuntos relacionados con pro-blemas técnicos a resolver son pasar el proceso de la escala de laboratorio a la escala semi-real, conseguir que los filtros críticos funcionen a altas temperaturas e identificar los puntos de trabajo que proporcionan máximo rendimiento. Pero por delante de to-das estas cuestiones, la pregunta esen-cial que necesita respuesta es la si-guiente: “¿Puede sustituirse el gas na-tural por biomasa para producir gas
sintético con la calidad requerida para su posterior transformación en biodie-sel a un coste razonable para la co-mercialización?” Para hacer posibles los cambios necesarios en el proceso, los ensayos de investigación y las mo-dificaciones rápidas, el nuevo equipo ha de tener un cierto grado de flexibi-lidad interna. Este requisito llevó al director de la planta, Ola Augustsson, a seleccionar un nuevo sistema de control que le permitiera cambiar y reprogramar el sistema cuando fuera necesario.
Sistema de control de ABBDespués del proceso de evaluación se seleccionó el sistema Freelance 800F de ABB, que incluye la interfaz de operador DigiVis. Había que preparar la comunicación con los sensores y actuadores existentes, así como con el acoplamiento cruzado existente. Co-mo medida de seguridad se incluyó un sistema de parada del proceso pa-ra el caso de que un experimento sa-liera mal. La instalación y puesta en servicio tuvieron lugar durante el ve-rano de 2006. “ABB realizó muy bien este trabajo”, afirma Ola Augustsson. “La cosa no era fácil por las restriccio-
nes que imponían los viejos equipos. Ahora disponemos para nuestros pla-nes de investigación de un sistema flexible y fácil de usar por el opera-dor.” La planta fue probada a finales de 2006 con resultados excelentes. En 2007 se realizarán nuevas pruebas.
Visión El objetivo final es transformar el gas sintético en un combustible para vehí-culos a precios rentables. Esta etapa del proceso no se implementará hasta dentro de dos años más. No obstante, es un proceso bien entendido y domi-nado y no hay factores importantes que deban investigarse mientras el producto de alimentación (el gas sin-tético) sea de alta calidad y alto rendi-miento. Sin embargo, cuando la anti-gua fábrica de Värnamo empiece a producir comercialmente diesel real a partir de raíces y ramas de pino, el mayor triunfo habrá sido reducir los efectos sobre el clima.
Niclas Erkenstal
67Revista ABB 2/2007
Energías alternativas
Matices del verde
1 Principios de fabricación de etanol
a Biocombustible
b Vapor y oxígeno
c Gasificador
d Enfriador de gas
e Filtro de gas caliente
f Vapor y oxígeno
g Reformador
h Enfriador de gas
i Cambio gas-agua
j Hidrogenación
k Gas sintético
l Conducto de enfriamiento
m Quemador
n Caldera de recuperación de calor
o Turbina de vapor
p Condensador
q Refrigeración por aire
r Chimenea
s Antorcha
t Quemador
u Turbina de gas
v Procesos derivados
a
b
c
d
e
f
g
h
i
j
k
l
m
no
p
q
r
s
t
u
v
El etanol es un producto obtenido por fermentación de vegetales que convierte el
almidón en azúcar (melaza) y la melaza en alcohol. Por destilación se obtiene alcohol con
un 95 % de pureza.

otros combustibles renovables que contribuyen a cumplir los compromi-sos sobre el cambio climático y a crear un suministro de combustible seguro y respetuoso con el medio am-biente, obtenido de fuentes renova-bles de energía.
Bajo la dirección de su oficina de Leipzig, ABB ha participado en el proyecto de Südzucker desde finales de marzo de 2004. Ésta es también la primera instalación importante Profi-bus-PA de ABB: en Südzucker se han instalado unos 1.000 dispositivos Pro-fibus. En Zeitz, los expertos en auto-matización de ABB utilizaron la nueva pantalla de visualización y la interfaz de operador IndustrialIT 800xA para la conexión con los controladores AC 800F. ABB ha suministrado tecnología avan-zada de procesos para toda la planta. La cortísima duración del proyecto era un gran reto. Sin embargo, gracias a la estrecha cooperación entre todos los socios de ABB participantes, el reto se transformó en un gran éxito. La plan-ta, puesta en servicio a finales de 2006, está en pleno funcionamiento desde principios de 2007, contribu-yendo a conseguir un mundo más lim-pio.
Informe de la Redacción
ABB Review
1 La nueva planta de bioetanol de Südzucker puede producir 260.000 metros cúbicos anuales de aditivo limpio para combustible.
Aditivos ecológicos para combustiblesEn 2006, once años después de haber construido una fábrica de azúcar en Zeitz, Saxony-Anhalt (Alemania), Süd-zucker AG marcó otro hito constru-yendo una planta de bioetanol en la región. La principal materia prima pa-ra producir bioetanol en las instala-ciones es el trigo, pero Südzucker también puede utilizar los subproduc-tos resultantes del procesado de azú-car, junto con otros tipos de cereales muy abundantes en la región de Zeitz. La nueva planta puede producir 260.000 metros cúbicos anuales de bioetanol. Esto supone tratar unas 700.000 toneladas de cereales, que requieren una superficie cultivada de unas 100.000 hectáreas.
El bioetanol es un combustible lim-pio, fácilmente disponible, que se
utiliza como aditivo de combustibles, Con él se consigue una gasolina para motores de combustión más respetuo-sa con el medio ambiente. Se puede obtener a partir de cereales, maíz, al-gunos tubérculos, remolacha azucare-ra, caña de azúcar o plantas de celu-losa, como hierba o productos de ma-dera. El bioetanol es básicamente al-cohol, obtenido con un proceso de fermentación, destilación/rectificación
y deshidratación. La gasolina normal actual admite hasta un cinco por cien-to de bioetanol añadido. El 15 de fe-brero de 2007, la UE propuso que este porcentaje debía aumentarse hasta el 10 por ciento para el año 2020.
La norma permite también hasta un 15 por ciento de éter etil terciario butílico (ETBE), una mejora en octano que puede obtenerse con el etanol. Ambas sustancias son excelentes aditi-vos para la gasolina y tienen magnífi-cas propiedades medioambientales.
La Unión Europea está promocionan-do el uso de biocombustibles y de
Suministros de ABB para este proyecto:
Sistema de control de procesos de la
planta, que consta de 14 controladores
AC 800F, siete unidades de control y
observación de operador y dos estacio-
nes de ingeniería. Su estructura com-
prende unas 16.000 E/S (entradas/sali-
das), la mayoría de las cuales están
equipadas con módulos S800 descen-
tralizados en más de 100 alojamientos
E/S remotos.
Un Centro de Control Motor (MCC)
gobierna todas las instalaciones del
edificio, inclusive la distribución para la
iluminación externa e interna.
Sistema de alarma de incendio y la in-
fraestructura para la red de datos TI.
Toda la ingeniería, montaje, configura-
ción y puesta en servicio de todas las
instalaciones.
Cuadro La contribución de ABB
68
Energías alternativas
Revista ABB 2/2007
Matices del verde
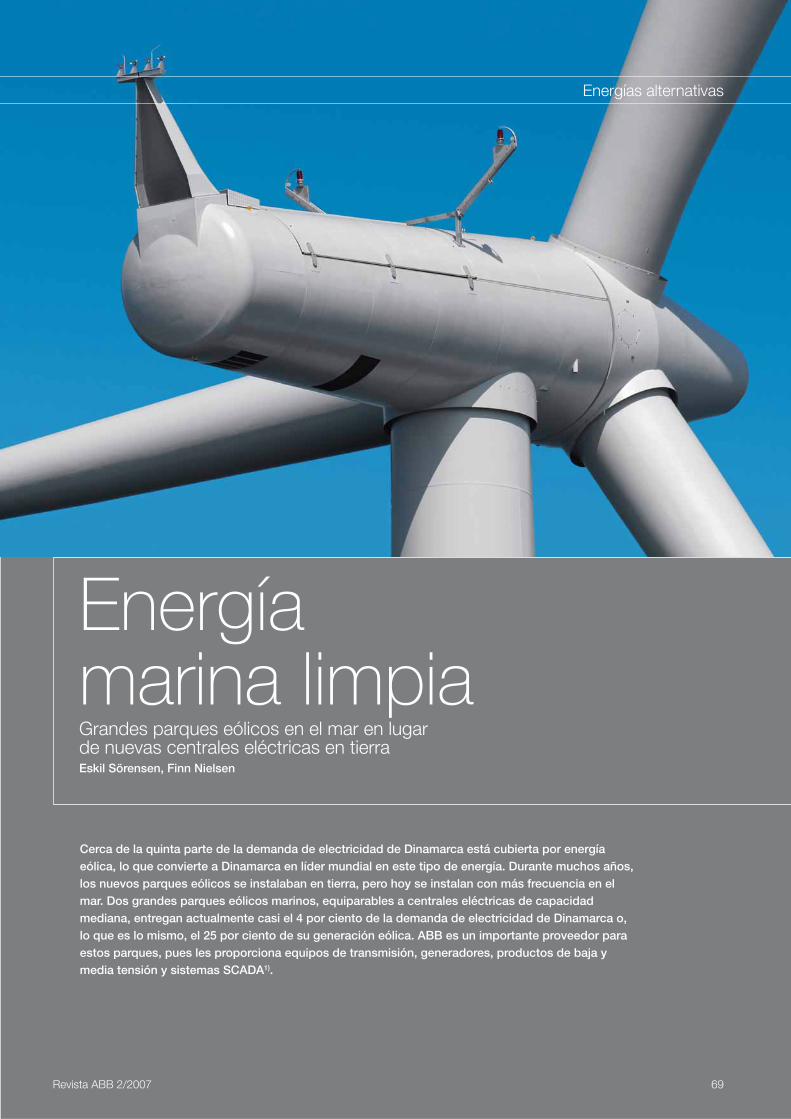
Energías alternativas
Cerca de la quinta parte de la demanda de electricidad de Dinamarca está cubierta por energía eólica, lo que convierte a Dinamarca en líder mundial en este tipo de energía. Durante muchos años, los nuevos parques eólicos se instalaban en tierra, pero hoy se instalan con más frecuencia en el mar. Dos grandes parques eólicos marinos, equiparables a centrales eléctricas de capacidad mediana, entregan actualmente casi el 4 por ciento de la demanda de electricidad de Dinamarca o, lo que es lo mismo, el 25 por ciento de su generación eólica. ABB es un importante proveedor para estos parques, pues les proporciona equipos de transmisión, generadores, productos de baja y media tensión y sistemas SCADA1).
Energía marina limpiaGrandes parques eólicos en el mar en lugar de nuevas centrales eléctricas en tierra Eskil Sörensen, Finn Nielsen
69Revista ABB 2/2007
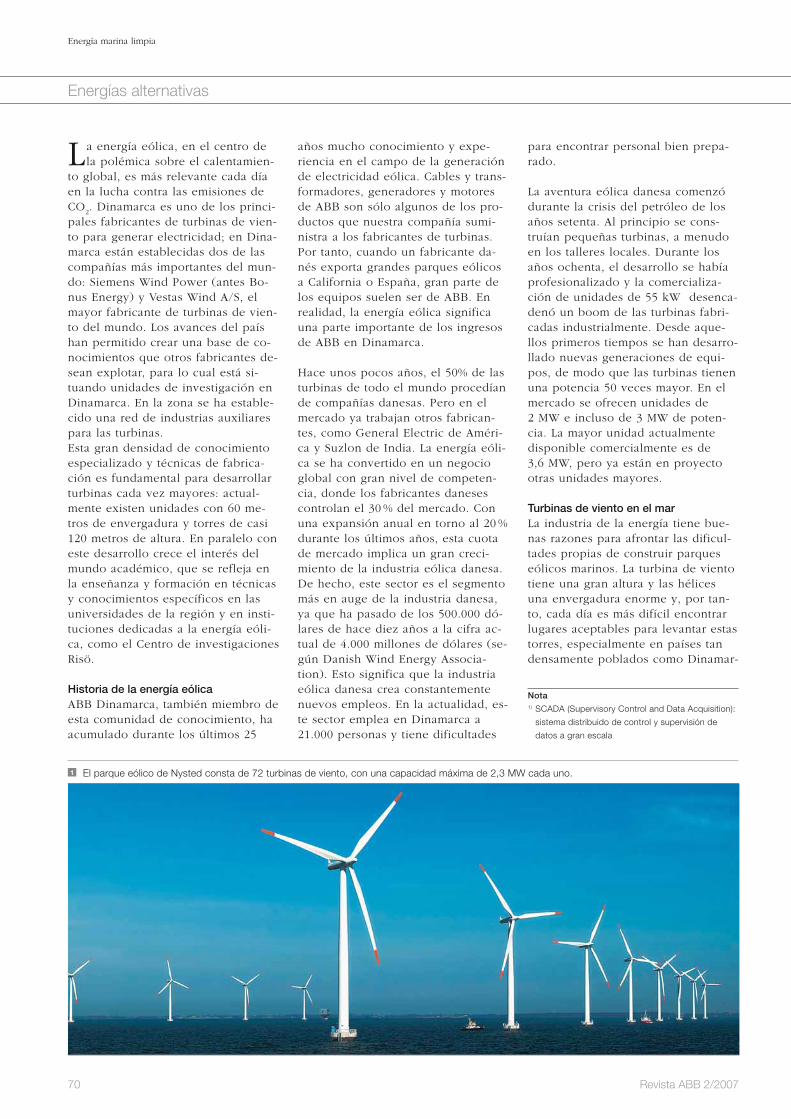
70
Energías alternativas
Revista ABB 2/2007
Energía marina limpia
1 El parque eólico de Nysted consta de 72 turbinas de viento, con una capacidad máxima de 2,3 MW cada uno.
La energía eólica, en el centro de la polémica sobre el calentamien-
to global, es más relevante cada día en la lucha contra las emisiones de CO
2. Dinamarca es uno de los princi-
pales fabricantes de turbinas de vien-to para generar electricidad; en Dina-marca están establecidas dos de las compañías más importantes del mun-do: Siemens Wind Power (antes Bo-nus Energy) y Vestas Wind A/S, el mayor fabricante de turbinas de vien-to del mundo. Los avances del país han permitido crear una base de co-nocimientos que otros fabricantes de-sean explotar, para lo cual está si-tuando unidades de investigación en Dinamarca. En la zona se ha estable-cido una red de industrias auxiliares para las turbinas. Esta gran densidad de conocimiento especializado y técnicas de fabrica-ción es fundamental para desarrollar turbinas cada vez mayores: actual-mente existen unidades con 60 me-tros de envergadura y torres de casi 120 metros de altura. En paralelo con este desarrollo crece el interés del mundo académico, que se refleja en la enseñanza y formación en técnicas y conocimientos específicos en las universidades de la región y en insti-tuciones dedicadas a la energía eóli-ca, como el Centro de investigaciones Risö.
Historia de la energía eólica ABB Dinamarca, también miembro de esta comunidad de conocimiento, ha acumulado durante los últimos 25
para encontrar personal bien prepa-rado.
La aventura eólica danesa comenzó durante la crisis del petróleo de los años setenta. Al principio se cons-truían pequeñas turbinas, a menudo en los talleres locales. Durante los años ochenta, el desarrollo se había profesionalizado y la comercializa-ción de unidades de 55 kW desenca-denó un boom de las turbinas fabri-cadas industrialmente. Desde aque-llos primeros tiempos se han desarro-llado nuevas generaciones de equi-pos, de modo que las turbinas tienen una potencia 50 veces mayor. En el mercado se ofrecen unidades de 2 MW e incluso de 3 MW de poten-cia. La mayor unidad actualmente disponible comercialmente es de 3,6 MW, pero ya están en proyecto otras unidades mayores.
Turbinas de viento en el marLa industria de la energía tiene bue-nas razones para afrontar las dificul-tades propias de construir parques eólicos marinos. La turbina de viento tiene una gran altura y las hélices una envergadura enorme y, por tan-to, cada día es más difícil encontrar lugares aceptables para levantar estas torres, especialmente en países tan densamente poblados como Dinamar-
años mucho conocimiento y expe-riencia en el campo de la generación de electricidad eólica. Cables y trans-formadores, generadores y motores de ABB son sólo algunos de los pro-ductos que nuestra compañía sumi-nistra a los fabricantes de turbinas. Por tanto, cuando un fabricante da-nés exporta grandes parques eólicos a California o España, gran parte de los equipos suelen ser de ABB. En realidad, la energía eólica significa una parte importante de los ingresos de ABB en Dinamarca.
Hace unos pocos años, el 50% de las turbinas de todo el mundo procedían de compañías danesas. Pero en el mercado ya trabajan otros fabrican-tes, como General Electric de Améri-ca y Suzlon de India. La energía eóli-ca se ha convertido en un negocio global con gran nivel de competen-cia, donde los fabricantes daneses controlan el 30 % del mercado. Con una expansión anual en torno al 20 % durante los últimos años, esta cuota de mercado implica un gran creci-miento de la industria eólica danesa. De hecho, este sector es el segmento más en auge de la industria danesa, ya que ha pasado de los 500.000 dó-lares de hace diez años a la cifra ac-tual de 4.000 millones de dólares (se-gún Danish Wind Energy Associa-tion). Esto significa que la industria eólica danesa crea constantemente nuevos empleos. En la actualidad, es-te sector emplea en Dinamarca a 21.000 personas y tiene dificultades
Nota1) SCADA (Supervisory Control and Data Acquisition):
sistema distribuido de control y supervisión de
datos a gran escala

71Revista ABB 2/2007
Energías alternativas
Energía marina limpia
para obtener más energía eólica mari-na. Recientemente, el gobierno danés concedió permiso para construir dos nuevos parques eólicos marinos que entrarán en servicio en 2009 y 2010. A DONG Energy A/S se le ha enco-mendado construir el parque de Horns Rev; un consorcio integrado por DONG Energy A/S y E.ON Swe-den AB se encargará de construir el
3 Panorámica general de estado de las 72 turbinas de viento, a disposición del operador
2 Unidad transformadora para la agregación de las 72 turbinas de viento del parque
ca. La población no está dispuesta a admitir una cantidad ilimitada de ge-neradores en el paisaje.
La segunda razón para este traslado es que en mar abierto el viento es más fuerte, lo que supone que la cantidad de electricidad producida puede ser un 50 % mayor.
Frente a estas ventajas hay que tener en cuenta el mayor coste de los par-ques eólicos marinos, por ejemplo para construir los cimientos de las torres. La sal del agua exige utilizar componentes resistentes a la corro-sión. Las torres, de gran altura, han de tener un cuidadoso tratamiento con pinturas especiales. La maquina-ria se suele situar a cubierto, con una humedad ambiente inferior al 50 %. Los costes de mantenimiento también son más altos, ya que los equipos de personal han de ir y venir en heli-cóptero. Las empresas justifican los mayores costes de los parques eóli-cos marinos con el incremento de electricidad generada.
El parque eólico marino de Nysted En 2002 y 2003 se construyeron dos grandes parques eólicos marinos por decisión del Parlamento danés. En conjunto, estos parques pueden sa-tisfacer casi el 4% de la demanda de electricidad de Dinamarca. ABB su-ministró equipos esenciales para es-tas dos instalaciones. El parque eóli-co marino de Nysted, proyectado pa-ra generar energía eléctrica, era el mayor del mundo de su clase 1 cuando entró en funcionamiento en 2003. Las 72 turbinas de viento pro-ducen un máximo de 165,6 MW, el equivalente a una central eléctrica de tamaño medio. Cada turbina entrega su energía al centro de agregación 2 por un cable de 33 kV, donde se transforma a niveles de tensión de red para entregarla a tierra por un cable de 33 kV. Este parque puede satisfacer la demanda de energía de 150.000 hogares.
La atmósfera se libra de 500.000 to-neladas de CO
2 al año, equivalentes
al 1 % de las emisiones totales de CO2
de Dinamarca y por tanto una impor-tante contribución a la reducción de los gases de efecto invernadero. En Dinamarca, los turbinas de viento
instaladas producen una potencia global de 3.100 MW, lo que equivale a cinco grandes centrales eléctricas y, por tanto, ahorran el equivalente a cuatro millones de toneladas anuales de CO
2. El parque eólico marino de
Nysted ha sido concebido para pro-ducir 500.000 MWh anuales, un obje-tivo que se ha superado con creces. Ya están en marcha otros proyectos
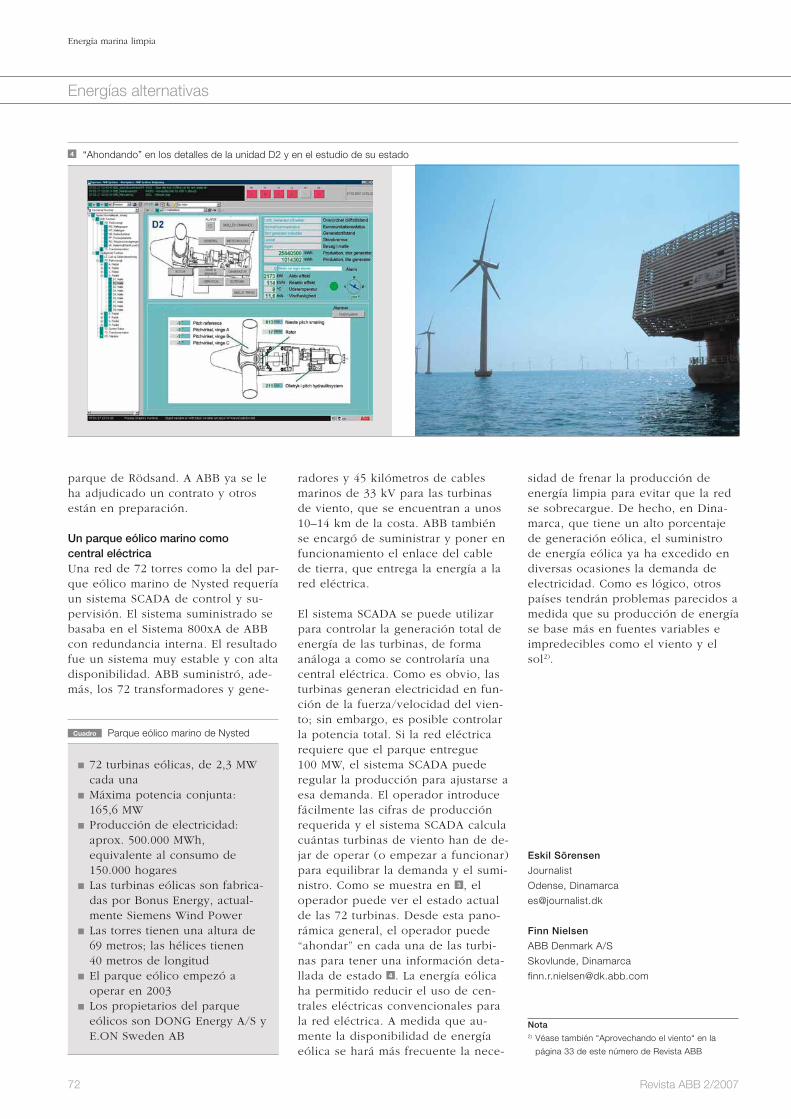
72 Revista ABB 2/2007
Energías alternativas
Energía marina limpia
4 “Ahondando” en los detalles de la unidad D2 y en el estudio de su estado
72 turbinas eólicas, de 2,3 MW cada una
Máxima potencia conjunta: 165,6 MW
Producción de electricidad: aprox. 500.000 MWh, equivalente al consumo de 150.000 hogares
Las turbinas eólicas son fabrica-das por Bonus Energy, actual-mente Siemens Wind Power
Las torres tienen una altura de 69 metros; las hélices tienen 40 metros de longitud
El parque eólico empezó a operar en 2003
Los propietarios del parque eólicos son DONG Energy A/S y E.ON Sweden AB
Cuadro Parque eólico marino de Nysted
parque de Rödsand. A ABB ya se le ha adjudicado un contrato y otros están en preparación.
Un parque eólico marino como central eléctricaUna red de 72 torres como la del par-que eólico marino de Nysted requería un sistema SCADA de control y su-pervisión. El sistema suministrado se basaba en el Sistema 800xA de ABB con redundancia interna. El resultado fue un sistema muy estable y con alta disponibilidad. ABB suministró, ade-más, los 72 transformadores y gene-
radores y 45 kilómetros de cables marinos de 33 kV para las turbinas de viento, que se encuentran a unos 10–14 km de la costa. ABB también se encargó de suministrar y poner en funcionamiento el enlace del cable de tierra, que entrega la energía a la red eléctrica.
El sistema SCADA se puede utilizar para controlar la generación total de energía de las turbinas, de forma análoga a como se controlaría una central eléctrica. Como es obvio, las turbinas generan electricidad en fun-ción de la fuerza/velocidad del vien-to; sin embargo, es posible controlar la potencia total. Si la red eléctrica requiere que el parque entregue 100 MW, el sistema SCADA puede regular la producción para ajustarse a esa demanda. El operador introduce fácilmente las cifras de producción requerida y el sistema SCADA calcula cuántas turbinas de viento han de de-jar de operar (o empezar a funcionar) para equilibrar la demanda y el sumi-nistro. Como se muestra en 3 , el operador puede ver el estado actual de las 72 turbinas. Desde esta pano-rámica general, el operador puede “ahondar” en cada una de las turbi-nas para tener una información deta-llada de estado 4 . La energía eólica ha permitido reducir el uso de cen-trales eléctricas convencionales para la red eléctrica. A medida que au-mente la disponibilidad de energía eólica se hará más frecuente la nece-
sidad de frenar la producción de energía limpia para evitar que la red se sobrecargue. De hecho, en Dina-marca, que tiene un alto porcentaje de generación eólica, el suministro de energía eólica ya ha excedido en diversas ocasiones la demanda de electricidad. Como es lógico, otros países tendrán problemas parecidos a medida que su producción de energía se base más en fuentes variables e impredecibles como el viento y el sol2).
Eskil Sörensen
Journalist
Odense, Dinamarca
Finn Nielsen
ABB Denmark A/S
Skovlunde, Dinamarca
Nota2) Véase también “Aprovechando el viento“ en la
página 33 de este número de Revista ABB
De todos los recursos de los que depende la fabricación moderna, la energía es probablemente el más importante. Pero durante mucho tiempo se ha considerado este recurso como algo evidente, como algo garantizado. El encarecimiento de la energía y la preocupación por las emisiones de gases de efecto invernadero hace que los principales operadores estén valorando críticamente el uso que hacen de la energía.En muchos sectores, el potencial de ahorro de energía es relativamente pequeño, de modo que una mejora de eficiencia energética de unos pocos puntos porcentuales se celebra como un gran éxito. Bajo tales condiciones, la perspectiva de conseguir importantes ahorros de energía parece poco prometedora. Sin embargo, existen tecnologías que pueden conseguir reducciones muy importantes. Entre ellas está, en primer lugar, un dispositivo que a primera vista carece de la espectacularidad de los procesos de gran volumen y alta potencia. Apenas hace ruido, no desarrolla altas temperaturas ni experimenta movimientos complejos. De hecho está alojado en un armario y generalmente ni siquiera es mencionado en una descripción del proceso global. Pero esta tecnología, aplicada en todas las instalaciones industriales relevantes del mundo, permitiría reducir el consumo de energía en un 42 %, un ahorro equivalente al consumo eléctrico de un país como España. Este dispositivo es el accionamiento de motor.El principio es sencillo: en el pasado, los motores que movían las bombas funcionaban permanentemente a plena poten-cia y la potencia de salida se regulaba por medio de válvulas. Un accionamiento regula el caudal controlando directa-mente la potencia eléctrica suministrada al motor y prescindiendo así de los controles basados en la fricción, con las consiguientes pérdidas. Los artículos que presentamos a continuación profundizan en diversas aplicaciones y dejan claro que la tecnología de accionamientos puede marcar, y de hecho marca, una gran diferencia.
La falta de norma-tiva sobre sistemas
La falta de normas sobre la eficiencia energética de sistemas tiene como consecuencia que hasta el 90 % de las instalaciones de bombas pueden estar dimensionadas incorrectamen-te. Todo un despilfarro de energía.
Pero alguien dirá: “Eso no es así, existen normas para cualquier
cosa”. Por desgracia, el mundo no es tan sencillo y en el campo de la efi-ciencia energética todavía hay grandes lagunas. Los autores de este artículo asistieron a una presentación de ACEEE1) en la que supieron que, mientras que existen normas para el diseño de bombas2) y para numerosos datos hidráulicos, tales como la altura
de elevación desarrollada3), la eficien-cia y NPSH4), no es nada fácil encon-trar normas acerca del diseño de siste-mas. Por utilizar una analogía, si usted utiliza un camión de tres toneladas para hacer sus compras, no estará ac-tuando con eficiencia energética aun-que el camión tenga las mejores cifras de eficiencia entre los camiones de tres toneladas.
En la presentación de ACEEE mencio-nada más arriba se hizo público un estudio que examinaba las prácticas internas de una importante compañía
química y de dos grandes contratistas de ingeniería con los que la compañía había trabajado recientemente. El estudio trataba de determinar si el tamaño de las bombas instaladas correspondía a las necesidades reales. Los resultados revelaban que el 90 % de las bombas no se habían dimensio-nado correctamente, una deficiencia que prueba la falta de normas o direc-trices. Si en esta compañía están dimensionadas incorrectamente el 90 % de las instalaciones, ¿cuántas lo estarán otras compañías de todo el mundo?
Accionamientos eficientes y ahorro de energíaPer Wikstroem, Jukka Tolvananen, Akseli Savolainen, Peter Barbosa
Notas1) ACEEE Summer Study on Energy Efficiency for Industry July 20, 2005 by Robert Asdal – Hydraulic Institute,
Vestal Tutterow – Alliance to Save Energy and Aimee KcKane –Lawrence Berkeley National Laboratory2) Por ejemplo HI, API, ANSI e ISO3) La altura de elevación desarrollada es una medida de la energía mecánica por peso unitario de fluido
transportado por la bomba. Numéricamente, equivale a la altura a la que la bomba puede elevar el fluido en
un sistema sin rozamiento.4) NPSH (Net Positive Suction Head), altura neta de elevación por aspiración
73Revista ABB 2/2007
Productos eficientes energéticamente
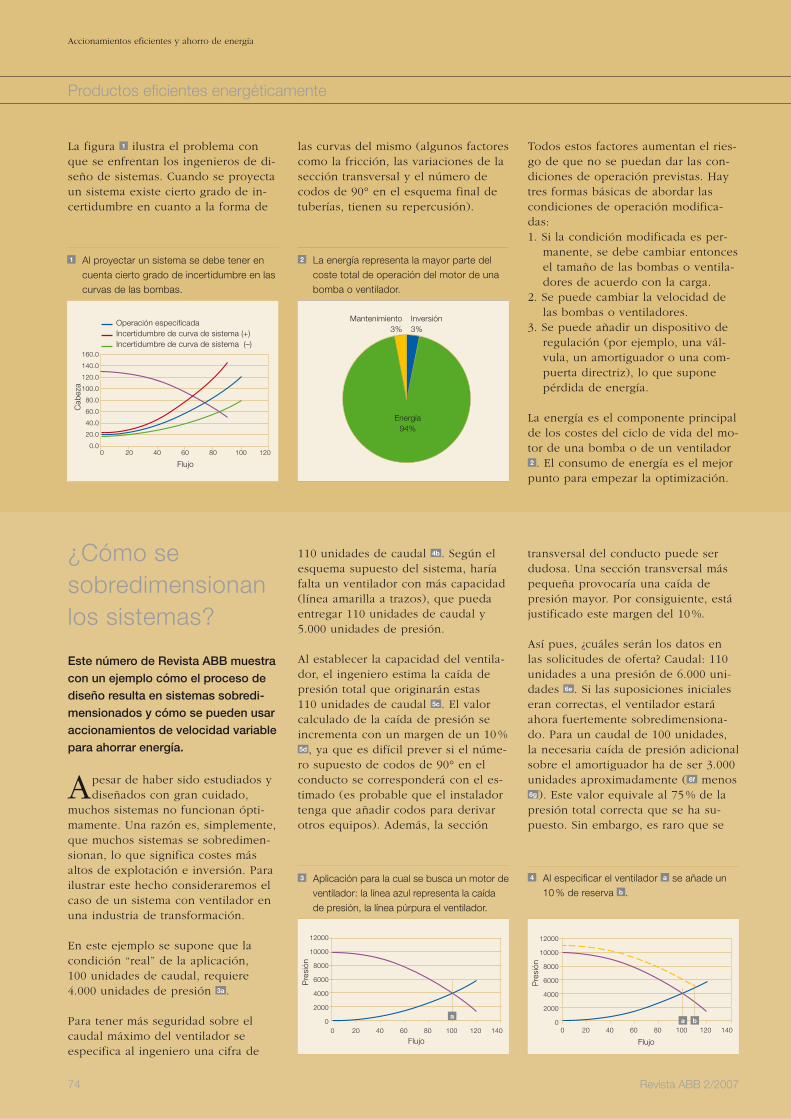
La figura 1 ilustra el problema con que se enfrentan los ingenieros de di-seño de sistemas. Cuando se proyecta un sistema existe cierto grado de in-certidumbre en cuanto a la forma de
las curvas del mismo (algunos factores como la fricción, las variaciones de la sección transversal y el número de codos de 90° en el esquema final de tuberías, tienen su repercusión).
Todos estos factores aumentan el ries-go de que no se puedan dar las con-diciones de operación previstas. Hay tres formas básicas de abordar las condiciones de operación modifica-das:1. Si la condición modificada es per-
manente, se debe cambiar entonces el tamaño de las bombas o ventila-dores de acuerdo con la carga.
2. Se puede cambiar la velocidad de las bombas o ventiladores.
3. Se puede añadir un dispositivo de regulación (por ejemplo, una vál-vula, un amortiguador o una com-puerta directriz), lo que supone pérdida de energía.
La energía es el componente principal de los costes del ciclo de vida del mo-tor de una bomba o de un ventilador 2 . El consumo de energía es el mejor punto para empezar la optimización.
2 La energía representa la mayor parte del coste total de operación del motor de una bomba o ventilador.
Mantenimiento3%
Inversión3%
Energía94%
¿Cómo se sobredimensionan los sistemas?
Este número de Revista ABB muestra con un ejemplo cómo el proceso de diseño resulta en sistemas sobredi-mensionados y cómo se pueden usar accionamientos de velocidad variable para ahorrar energía.
A pesar de haber sido estudiados y diseñados con gran cuidado,
muchos sistemas no funcionan ópti-mamente. Una razón es, simplemente, que muchos sistemas se sobredimen-sionan, lo que significa costes más altos de explotación e inversión. Para ilustrar este hecho consideraremos el caso de un sistema con ventilador en una industria de transformación.
En este ejemplo se supone que la condición “real” de la aplicación, 100 unidades de caudal, requiere 4.000 unidades de presión 3a .
Para tener más seguridad sobre el caudal máximo del ventilador se especifica al ingeniero una cifra de
110 unidades de caudal 4b . Según el esquema supuesto del sistema, haría falta un ventilador con más capacidad (línea amarilla a trazos), que pueda entregar 110 unidades de caudal y 5.000 unidades de presión.
Al establecer la capacidad del ventila-dor, el ingeniero estima la caída de presión total que originarán estas 110 unidades de caudal 5c . El valor calculado de la caída de presión se incrementa con un margen de un 10 % 5d , ya que es difícil prever si el núme-ro supuesto de codos de 90° en el conducto se corresponderá con el es-timado (es probable que el instalador tenga que añadir codos para derivar otros equipos). Además, la sección
transversal del conducto puede ser dudosa. Una sección transversal más pequeña provocaría una caída de presión mayor. Por consiguiente, está justificado este margen del 10 %.
Así pues, ¿cuáles serán los datos en las solicitudes de oferta? Caudal: 110 unidades a una presión de 6.000 uni-dades 6e . Si las suposiciones iniciales eran correctas, el ventilador estará ahora fuertemente sobredimensiona-do. Para un caudal de 100 unidades, la necesaria caída de presión adicional sobre el amortiguador ha de ser 3.000 unidades aproximadamente ( 6f menos 6g ). Este valor equivale al 75 % de la presión total correcta que se ha su-puesto. Sin embargo, es raro que se
1 Al proyectar un sistema se debe tener en cuenta cierto grado de incertidumbre en las curvas de las bombas.
Operación especificada Incertidumbre de curva de sistema (+) Incertidumbre de curva de sistema (–)
160.0
140.0
120.0
100.0
80.0
60.0
40.0
20.0
0.0
Flujo
Cab
eza
0 20 40 60 80 100 120
74 Revista ABB 2/2007
Accionamientos eficientes y ahorro de energía
Productos eficientes energéticamente
3 Aplicación para la cual se busca un motor de ventilador: la línea azul representa la caída de presión, la línea púrpura el ventilador.
12000
10000
8000
6000
4000
2000
0
Flujo
Pre
sión
0 20 40 60 80 100 120 140
a
4 Al especificar el ventilador a se añade un 10 % de reserva b .
12000
10000
8000
6000
4000
2000
0
Flujo
Pre
sión
0 20 40 60 80 100 120 140a b

necesite el 100 % del caudal de dise-ño, excepto para ráfagas muy cortas. Suponiendo que la mayor parte del tiempo se requerirá el 80 % del cau-dal, la regulación adicional necesaria en el amortiguador será de aproxima-damente 6.000 unidades ( 6h menos 6i ), cifra equivalente al 150% de la pre-sión total correcta que se ha supuesto.
Las fases ilustradas en este ejemplo son más frecuentes de lo que pueda parecer. Un factor adicional es que a la hora de seleccionar un ventilador se ha de elegir entre una gama están-dar de tamaños fijos. Normalmente se elige el tamaño inmediatamente supe-rior.
El ventilador correctamente dimensio-nado para este ejemplo debe ser de 100 x 4.000 = 400.000 unidades de potencia. El caso anterior requiere un ventilador de al menos 660.000 unida-des de potencia (165 % del valor ópti-mo). Corregir este exceso con el con-trol de amortiguador conlleva grandes pérdidas de energía. Las pérdidas adi-cionales en el punto de 80 % de cau-dal ascienden a 480.000 unidades de potencia (120 % de la máxima poten-cia de un ventilador dimensionado correctamente). Utilizando un ventila-dor controlado por velocidad, en vez del control del amortiguador, se pue-de ahorrar casi toda esta energía.
Ahorro de energía en accionamientos de media tensión
227 TWh es la potencia anual de 144 centrales eléctricas de combustibles fósiles5), el equivalente al consumo total de energía de toda España. También equivale al potencial global de ahorro de energía que se puede conseguir adoptando de forma generalizada los accionamientos de media tensión (MV).
La eficiencia energética está hoy día en boca de todos. Pero ha hecho
falta mucho tiempo para conseguir el nivel de conciencia actual. La película
de Al Gore, Una Verdad Incómoda, ha conmocionado a mucha gente y ha dado origen al acrónimo AIT. Es posi-ble que algunos lectores hayan tenido que cancelar sus vacaciones de esquí debido a la falta de nieve; incidentes como éste probablemente también contribuyen a hacer más intensa la conciencia sobre el problema del calentamiento global.
De acuerdo con el protocolo de Kyo-to, los 15 estados miembros de la UE se comprometieron, para el período 2008–2012, a reducir sus emisiones en un 8 % respecto de los niveles de 1990. En 2004 se había conseguido
una reducción de sólo el 0,9 % y, con-siderando las tendencias actuales, la reducción será simplemente del 0,6 % en 2010. Estos resultados no dejan mucho lugar al optimismo acerca del éxito de este compromiso.
El informe World Energy Outlook 2006 afirma lo siguiente en el capítulo 2, Tendencias de la Energía Global: “Se estima que la energía primaria global aumentará un 53 % entre 2004 y 2030, un incremento medio anual del 1,6 %. Más del 70 % de este incre-mento procederá de países en vías de desarrollo.” Así, ¿cómo se van a al-canzar los objetivos de reducción?
Cuadro 1 Ahorros de energía materializados en aplicaciones industriales
Compañía Sector Aplicación Potencia in- Ahorros con- % stalada [kW] firmados [kWh] ahorrado
Peña Minería Ventilador en planta 1.250 2.423.750 35%Colorada de PaletizaciónChina Metalurgia Bombas de refuerzo 672 3.030.720 61%Steel TaiwanCruz Azul, Cemento Horno ID ventilador 1.470 5.309.640 54%México 1+2Repsol YPF, Petro- Soplante 3.000 7.560.000 43%Argentina químico (sustitución de turbina de vapor)Daqing Petro- Mezclador 1.300 2.600.000 31%Plastic químicoFactory, China
7 Accionamiento de media tensión ACS 6000: este equipo puede prestar una gran contribu-ción al cumplimiento del Protocolo de Kyoto.
75Revista ABB 2/2007
Accionamientos eficientes y ahorro de energía
Productos eficientes energéticamente
5 La correspondiente caída de presión se incrementa también en un 10% d .
12000
10000
8000
6000
4000
2000
0
Flujo
Pre
sión
0 20 40 60 80 100 120 140ba
cd
6 El sistema finalmente instalado está fuertemente sobredimensionado.
12000
10000
8000
6000
4000
2000
0
Flujo
Pre
sión
0 20 40 60 80 100 120 140a b
cg
d
h
i
{ {f
e

76 Revista ABB 2/2007
Accionamientos eficientes y ahorro de energía
Productos eficientes energéticamente
Afortunadamente existen campos con un enorme potencial de ahorro. El Cuadro 1 resalta algunos exitosos ejem-plos de la industria. En una media ponderada, estas insta-laciones han reducido el consumo de energía en un 42 %. Entre un tercio y tres cuartos de todos los motores exis-tentes mueven bombas, ventiladores o
compresores. Estas aplicaciones nece-sitan velocidades regulables para ope-rar óptimamente, de modo que resul-tan idóneas para los accionamientos. Examinando tan sólo los motores y accionamientos MV se pueden estimar unos ahorros posibles como los indi-cados en Cuadro 2 .
Es una notable coincidencia que el objetivo de la Europa de los 15 para los accionamientos sea exactamente de 45 TWh al año. Esta potencia equi-vale a la de casi 30 centrales eléctricas de combustibles fósiles5) o al consumo total de energía eléctrica de Rumania en 2000. Sin embargo, este objetivo comprende tanto instalaciones de media como de baja tensión y el cálculo actual considera simplemente instalaciones MT. La potencia total instalada de motores BT es casi 10 veces la de motores MT.
Por consiguiente, este artículo puede concluir positivamente: con un poten-cial de ahorro estimado en 45 TWh conseguido exclusivamente con apli-caciones de accionamientos MT 7 , existe la esperanza de poder alcanzar el objetivo de ahorro de 45 TWh fijado por la UE en el protocolo de Kyoto.
Nota5) Suponiendo una planta de dimensiones medias,
que produce 350 MW durante 4.500 horas/año
Cuadro 2 Los motores de MT tienen un potencial de ahorro global de 227 TWh al año
Motores MV instalados (estimación mundial, 500.000 Un.basada en una vida del motor de 20 años)Motores usados para cargas de par cuadráticas (mínimo) 333.000 Un.Potencia instalada usada para impulsar cargas de par cuadráticas (potencia media 1.500 kW por motor MV) 500.000.000 KWMenos del 4% de los motores MV tienen convertidor de frecuencia, quedando como mínimo 300.000 Un.Suponiendo que sólo el 30 % de estos motores tienen un potencial de ahorro de energía del mismo orden de magnitud que los ejemplos anteriores 90.000 Un.Estos 90.000 motores consumen *) 569 TWhSuponiendo un potencial de ahorro del 40 % (similar a los testimonios anteriores) 227 TWhParte estimada de la Europa de los 15: el 20 % 45 TWh
*) Suposiciones: 2/3 de los motores funcionan 7.500 h/año y 1/3 funcionan 1.850 h/año. Carga media, 75% de la potencia nominal.
Optimización de la velocidad de las bombas para ahorrar energíaUn estudio llevado a cabo por la Uni-versidad Politécnica de Lappeenranta y por una fábrica de papel finlandesa revela que el consumo específico de energía utilizando el control con vál-vulas requiere hasta el triple de ener-gía que una solución con acciona-mientos de velocidad variable, combi-nada con el control optimizado de bombas.
Según un estudio realizado por Lap-peenranta University of Technolo-
gy (LUT) en Finlandia, el control de bombas basado en accionamientos de velocidad variable puede ahorrar has-ta cerca del 70 % de la energía en ins-talaciones de bombeo en paralelo. Los
máximos ahorros se pueden conseguir cuando se producen grandes fluctua-ciones de caudal. El proyecto que lle-va a esta notable conclusión incluía simulaciones por ordenador y trabajo práctico en equipos a escala de labo-ratorio.
El proyecto lo puso en marcha el De-partamento de Energía y Tecnología Medioambiental de LUT con el propó-sito de cuantificar las diferencias del consumo de energía en cuatro aplica-ciones, aplicando tres métodos distin-tos de control del caudal. Las simula-ciones se realizaron con software Mat-lab v 6.1 y Simulink y los resultados
se verificaron con mediciones reales. Los métodos de control comparados eran el control por válvulas, el control normal de bombas y el control opti-mizado de bombas. Control por válvulas: una bomba está controlada por una válvula de estran-gulamiento y las otras son de control on/off. Control normal de bombas: una bom-ba está controlada por un acciona-miento de velocidad variable (VSD) y las otras son de control on/off. Control optimizado de bombas: cada bomba tiene su propio VSD y el cau-dal requerido se divide uniformemen-te entre todas las bombas. El resultado
Cuadro 3 Consumo de energía para el tratamiento químico del agua en una fábrica de papel finlandesa
Métodos de control Consumo de energía Caudal Es
(J/día) (%) (m3) (J/m3)
Control de válvula 177.114 0,0 2.254 78,58
Control normal de bombas 102.786 -42 2.257 45,54
Control optimizado de bombas 57.050 -68 2.256 25,29
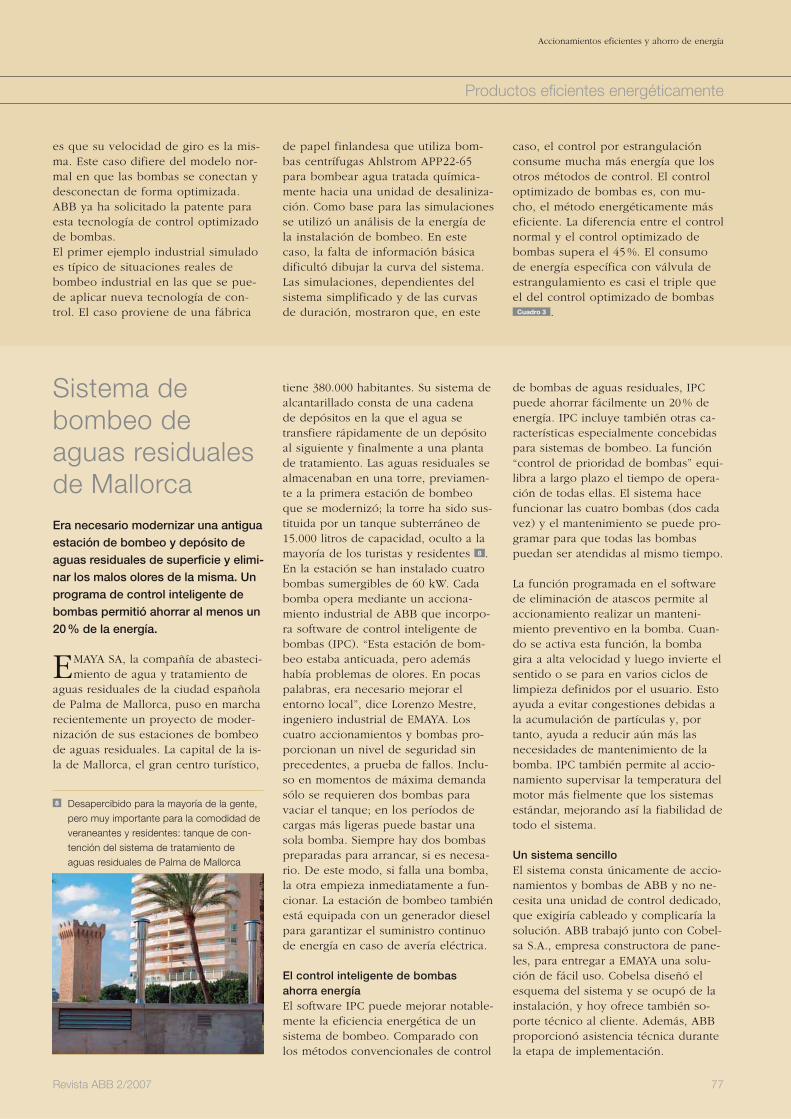
77Revista ABB 2/2007
Accionamientos eficientes y ahorro de energía
Productos eficientes energéticamente
es que su velocidad de giro es la mis-ma. Este caso difiere del modelo nor-mal en que las bombas se conectan y desconectan de forma optimizada. ABB ya ha solicitado la patente para esta tecnología de control optimizado de bombas.El primer ejemplo industrial simulado es típico de situaciones reales de bombeo industrial en las que se pue-de aplicar nueva tecnología de con-trol. El caso proviene de una fábrica
de papel finlandesa que utiliza bom-bas centrífugas Ahlstrom APP22-65 para bombear agua tratada química-mente hacia una unidad de desaliniza-ción. Como base para las simulaciones se utilizó un análisis de la energía de la instalación de bombeo. En este caso, la falta de información básica dificultó dibujar la curva del sistema.Las simulaciones, dependientes del sistema simplificado y de las curvas de duración, mostraron que, en este
caso, el control por estrangulación consume mucha más energía que los otros métodos de control. El control optimizado de bombas es, con mu-cho, el método energéticamente más eficiente. La diferencia entre el control normal y el control optimizado de bombas supera el 45 %. El consumo de energía específica con válvula de estrangulamiento es casi el triple que el del control optimizado de bombas
Cuadro 3 .
Sistema de bombeo de aguas residuales de MallorcaEra necesario modernizar una antigua estación de bombeo y depósito de aguas residuales de superficie y elimi-nar los malos olores de la misma. Un programa de control inteligente de bombas permitió ahorrar al menos un 20 % de la energía.
EMAYA SA, la compañía de abasteci-miento de agua y tratamiento de
aguas residuales de la ciudad española de Palma de Mallorca, puso en marcha recientemente un proyecto de moder-nización de sus estaciones de bombeo de aguas residuales. La capital de la is-la de Mallorca, el gran centro turístico,
tiene 380.000 habitantes. Su sistema de alcantarillado consta de una cadena de depósitos en la que el agua se transfiere rápidamente de un depósito al siguiente y finalmente a una planta de tratamiento. Las aguas residuales se almacenaban en una torre, previamen-te a la primera estación de bombeo que se modernizó; la torre ha sido sus-tituida por un tanque subterráneo de 15.000 litros de capacidad, oculto a la mayoría de los turistas y residentes 8 .En la estación se han instalado cuatro bombas sumergibles de 60 kW. Cada bomba opera mediante un acciona-miento industrial de ABB que incorpo-ra software de control inteligente de bombas (IPC). “Esta estación de bom-beo estaba anticuada, pero además había problemas de olores. En pocas palabras, era necesario mejorar el entorno local”, dice Lorenzo Mestre, ingeniero industrial de EMAYA. Los cuatro accionamientos y bombas pro-porcionan un nivel de seguridad sin precedentes, a prueba de fallos. Inclu-so en momentos de máxima demanda sólo se requieren dos bombas para vaciar el tanque; en los períodos de cargas más ligeras puede bastar una sola bomba. Siempre hay dos bombas preparadas para arrancar, si es necesa-rio. De este modo, si falla una bomba, la otra empieza inmediatamente a fun-cionar. La estación de bombeo también está equipada con un generador diesel para garantizar el suministro continuo de energía en caso de avería eléctrica.
El control inteligente de bombas ahorra energíaEl software IPC puede mejorar notable-mente la eficiencia energética de un sistema de bombeo. Comparado con los métodos convencionales de control
de bombas de aguas residuales, IPC puede ahorrar fácilmente un 20 % de energía. IPC incluye también otras ca-racterísticas especialmente concebidas para sistemas de bombeo. La función “control de prioridad de bombas” equi-libra a largo plazo el tiempo de opera-ción de todas ellas. El sistema hace funcionar las cuatro bombas (dos cada vez) y el mantenimiento se puede pro-gramar para que todas las bombas puedan ser atendidas al mismo tiempo. La función programada en el software de eliminación de atascos permite al accionamiento realizar un manteni-miento preventivo en la bomba. Cuan-do se activa esta función, la bomba gira a alta velocidad y luego invierte el sentido o se para en varios ciclos de limpieza definidos por el usuario. Esto ayuda a evitar congestiones debidas a la acumulación de partículas y, por tanto, ayuda a reducir aún más las necesidades de mantenimiento de la bomba. IPC también permite al accio-namiento supervisar la temperatura del motor más fielmente que los sistemas estándar, mejorando así la fiabilidad de todo el sistema.
Un sistema sencilloEl sistema consta únicamente de accio-namientos y bombas de ABB y no ne-cesita una unidad de control dedicado, que exigiría cableado y complicaría la solución. ABB trabajó junto con Cobel-sa S.A., empresa constructora de pane-les, para entregar a EMAYA una solu-ción de fácil uso. Cobelsa diseñó el esquema del sistema y se ocupó de la instalación, y hoy ofrece también so-porte técnico al cliente. Además, ABB proporcionó asistencia técnica durante la etapa de implementación.
8 Desapercibido para la mayoría de la gente, pero muy importante para la comodidad de veraneantes y residentes: tanque de con-tención del sistema de tratamiento de aguas residuales de Palma de Mallorca

UPM hacia un futuro verde con ABB La planta de fabricación de papel de UPM en Shotton (Finlandia) ha logra-do su objetivo: toda su producción se hace a partir de papel usado, sin ma-dera virgen. Y la producción se hace con accionamientos ABB de veloci-dad variable.
El llamado proyecto “100 % Shotton”, implicaba la construcción de una
nueva planta de fibra reciclada y de una planta de lodos, así como modifi-caciones en dos máquinas de papel. En este proceso se usan accionamien-tos ABB, principalmente en bombas cuyas velocidades se ajustan al ritmo de producción 9 . También se usan accionamientos en bombas de dosifica-ción para añadir con gran exactitud productos químicos a la pulpa. Algunas cintas transportadoras del proceso tam-bién usan accionamientos ABB de velo-cidad variable.Los accionamientos ayudan a mejorar el control del proceso, ajustando las entradas en la planta para mantener las condiciones correctas de presión y tem-
peratura. Los accionamientos también simplifican el control del ritmo de pro-ducción y contribuyen a ahorrar ener-gía reduciendo la potencia consumida. Ray von der Fecht, director de automa-tización del proyecto “100 % Shotton” afirma: “Elegimos accionamientos de velocidad variable de ABB porque ABB es una compañía prestigiosa, muy co-nocida en la industria papelera. Ade-más, conocemos bien los productos y al personal de la compañía. En conjun-to, ABB ofrecía una solución muy bue-na y el mejor precio”.La fase de implementación estuvo tan bien planeada que los accionamientos y el sistema de automatización entraron en funcionamiento no sólo según el
plan previsto sino en el minuto exacto programado. “Fue como encender una lámpara“, comenta von der Fecht.Una de las condiciones más importan-tes especificadas por UPM para los ac-cionamientos era la facilidad de mante-nimiento. Los accionamientos tenían que poder intercambiarse rápidamente en caso de avería y ser fáciles de trasla-dar. Las tarjetas intercambiables resulta-ban muy ventajosas, ya que la empresa podía mantener funcionando los accio-namientos simplemente cambiando al-gunos de los componentes críticos.El pequeño tamaño de los acciona-mientos contribuía a ahorrar espacio, mejorar la eficiencia y reducir las pérdi-das de calor y los costes de refrigera-ción. Los accionamientos de ABB pun-tuaron favorablemente en todos estos aspectos. Otra característica útil era su capacidad de comunicación por medio de Profibus, el estándar de comunica-ción de la industria papelera. Los accio-namientos incluyen también bobinas de inductancia en la línea de entrada para reducir los armónicos suministrados a la red y filtros de salida para reducir los esfuerzos eléctricos en los devanados de los motores.Lo más importante era la fiabilidad. Von der Fecht afirma: “Hemos hecho buenas experiencias con los acciona-mientos de ABB, que son muy flexibles y satisfacen nuestras necesidades“.
9 Accionamientos de ABB en la planta de UPM en Shotton (R. Unido), que ahorran energía ajustando la velocidad de la bomba al ritmo de producción.
Fertilización con menos energía
Un proyecto para modernizar cinco ventiladores de proceso en una plan-ta de fertilizantes de Kemira GrowHow ha reducido en más de 4.000 MWh el consumo anual de elec-tricidad de la misma. El proyecto pre-veía instalar nuevos motores y accio-namientos industriales de ABB en sustitución de los motores y sistemas mecánicos de control de caudal exis-tentes. El equipo se está amortizando simplemente con el ahorro de energía que consigue.
Situada en Finlandia, Kemira GrowHow Oy 10 es una de las
principales plantas europeas de pro-ducción de fertilizantes y fosfatos para la alimentación animal. Con unas ven-tas netas de 1.260 millones de euros (2005), la compañía tiene 2.700 em-
pleados e instalaciones de producción en toda Europa.
La planta Kemira GrowHow de Uusi k-aupunki, situada en la costa sudoeste de Finlandia, tiene dos líneas de pro-ducción de fertilizantes y dos unidades
10 Kemira GrowHow fabrica productos químicos y fertilizantes en Uusikaupunki (Finlandia). Los accionamientos de ABB reducen la factura energética de la planta en 4.000 MWh anuales.
78 Revista ABB 2/2007
Accionamientos eficientes y ahorro de energía
Productos eficientes energéticamente

de producción de ácido nítrico. En 2005 se inició el proyecto de moderni-zación de los ventiladores de proceso en una de las líneas de fertilizantes de la planta. Tras un detallado estudio del uso de energía en la planta, Kemira GrowHow recurrió a Inesco Oy, una compañía de servicios de energía (ESCO), para estudiar el poten cial de ahorro de energía a partir de los cau-dales de aire y gas en la planta de fertilizantes.
Control preciso de la velocidad con accionamientosAl igual que sucede en muchos otros procesos de la industria química, las cadenas de producción de fertilizantes 11 contienen numerosos ventiladores para mover los gases, los humos y el aire. Inesco estudió nueve ventilado-res de 132 a 630 kW y seleccionó cin-co de ellos para estudiarlos más a fondo. Los cinco ventiladores en cues-tión operaban con motores eléctricos que funcionaban a velocidad máxima, alimentados directamente desde la red. Para controlar mecánicamente el caudal se utilizaban álabes de entrada. Algunas instalaciones de álabes están al final de su vida útil y pronto habrá que sustituirlas; los costes se elevarán a decenas de miles de euros por ven-tilador.
Ante esta importante inversión, y con-siderando los resultados del estudio preliminar de Inesco sobre eficiencia energética, Kemira GrowHow optó por cambiar los sistemas mecánicos de control del caudal en los cinco ventiladores, actualizándolos con nue-vos motores y accionamientos de CA. Inesco se encargó de los trabajos de ingeniería, de la compra de los equipos y de subcontratar el trabajo de instalación. A ABB se le adjudicó el sumi-nistro de los nuevos motores y accionamientos para contro-lar la velocidad de los moto-res de acuerdo con los requi-sitos reales de caudal.
Importantes ahorros de energía“Desde que instalamos los nuevos motores y acciona-mientos de ABB hemos aho-rrado más de 4.000 MWh de electricidad al año”, comenta Jari Lintula, director de auto-
matización de la planta. Esto equivale a unos 150.000 euros anuales de acuerdo con las tarifas eléctricas loca-les para usuarios industriales o a una reducción de emisiones de CO
2 de
2.800 toneladas. Otra ventaja del proyecto proviene de que los accionamientos de ABB tienen un mayor factor de potencia6). Con esto se ha resuelto un problema de recalentamiento en uno de los trans-formadores que alimentan los motores de los ventiladores.
Previsiones realistasEl proyecto de modernización, realiza-do durante la parada programada de la planta, apenas afectó a la produc-ción. Solamente requirió una modesta contribución del personal de la plan-ta. Jari Lintula hace hincapié en los ahorros reales conseguidos:“Los nuevos motores y accionamien-tos ya han funcionado durante miles de horas, así que ya conocemos bien su funcionamiento. Las previsiones sobre el ahorro de energía han resul-tado ser realistas. De hecho, nos ha sorprendido la precisión de los cálcu-los. Según parece, en estas aplicacio-nes de ventiladores el potencial de ahorro de energía de los accionamien-tos es predecible con bastante fiabili-dad. El ahorro es real, nada que ver con la propaganda de vendedores de equipos ansiosos por cerrar una venta”.
Jari Lintula confirma también que el uso del control de accionamientos de CA en un proceso de producción química no presenta casi problemas desde el punto de vista de la ingenie-ría de control. Además de la fiabilidad
del control de proceso, Jari resalta la importancia de la eficiencia energé-tica: “Siempre buscamos activamente nue-vas posibilidades de ahorro de ener-gía. Yo estos seguro de que podremos utilizar los accionamientos de CA tam-bién en otros lugares.”
El eficiente modelo ESCOEntre las diversas posibilidades exis-tentes, Kemira GrowHow optó por implementar el proyecto de moderni-zación basándose en una compañía ESCO y eligió a Inesco como socio ESCO. Las compañías ESCO desarro-llan, instalan y financian proyectos que tienen por objeto conseguir más eficiencia energética y reducir durante varios años los costes de manteni-miento de las instalaciones de sus clientes.
La compañía Inesco, pionera en este campo en Finlandia, ya ha completa-do proyectos ESCO con excelentes re-sultados en varios sectores que consu-men gran cantidad de energía, como la industria papelera, la metalúrgica y la química. Para Kemira GrowHow, el plantea-miento ESCO era una gran oportuni-dad de externalizar la mayor parte del trabajo de ingeniería, abastecimiento y rutinas asociadas. Otro interesante as-pecto del acuerdo ESCO es que el proyecto de modernización de los ventiladores se financia con los aho-rros de energía que consigue. Durante los tres años de vigencia del acuerdo, Kemira GrowHow pagará a Inesco unos honorarios de servicio estimado en el 80 % del ahorro en costes de energía. Terminado este período, Ke-
mira GrowHow será la pro-pietaria única de los equipos instalados.
Si desea más información sobre Kemira
GrowHow visite www.kemira-growhow.
com. Más información sobre Inesco en
www.inesco.fi.
Nota6) El factor de potencia es la relación
entre la potencia real y la potencia
aparente. Un factor de potencia alto
significa menos pérdidas.
79Revista ABB 2/2007
Accionamientos eficientes y ahorro de energía
Productos eficientes energéticamente
11 Producción de fertilizantes (cortesía de Kemira GrowHow)
ÃCIDOS
AMONIACO
REACTOR
SAL
GRANULACIÓN
CALEFACCIÓN
TAMIZADO
ENFRIAMIENTO
RECICLADO
ALMACENAMIENTO
RECUBRIMIENTO
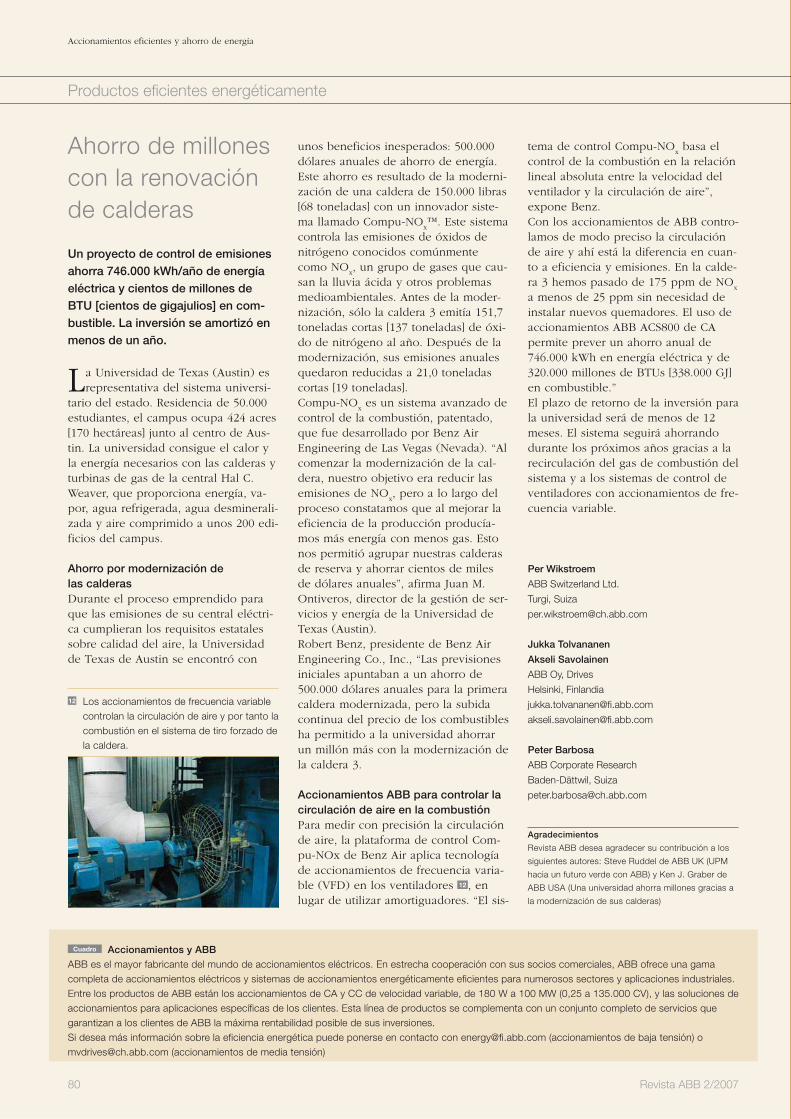
Ahorro de millones con la renovación de calderas
Un proyecto de control de emisiones ahorra 746.000 kWh/año de energía eléctrica y cientos de millones de BTU [cientos de gigajulios] en com-bustible. La inversión se amortizó en menos de un año.
La Universidad de Texas (Austin) es representativa del sistema universi-
tario del estado. Residencia de 50.000 estudiantes, el campus ocupa 424 acres [170 hectáreas] junto al centro de Aus-tin. La universidad consigue el calor y la energía necesarios con las calderas y turbinas de gas de la central Hal C. Weaver, que proporciona energía, va-por, agua refrigerada, agua desminerali-zada y aire comprimido a unos 200 edi-ficios del campus.
Ahorro por modernización de las calderasDurante el proceso emprendido para que las emisiones de su central eléctri-ca cumplieran los requisitos estatales sobre calidad del aire, la Universidad de Texas de Austin se encontró con
unos beneficios inesperados: 500.000 dólares anuales de ahorro de energía. Este ahorro es resultado de la moderni-zación de una caldera de 150.000 libras [68 toneladas] con un innovador siste-ma llamado Compu-NO
x™. Este sistema
controla las emisiones de óxidos de nitrógeno conocidos comúnmente como NO
x, un grupo de gases que cau-
san la lluvia ácida y otros problemas medioambientales. Antes de la moder-nización, sólo la caldera 3 emitía 151,7 toneladas cortas [137 toneladas] de óxi-do de nitrógeno al año. Después de la modernización, sus emisiones anuales quedaron reducidas a 21,0 toneladas cortas [19 toneladas]. Compu-NO
x es un sistema avanzado de
control de la combustión, patentado, que fue desarrollado por Benz Air Engineering de Las Vegas (Nevada). “Al comenzar la modernización de la cal-dera, nuestro objetivo era reducir las emisiones de NO
x, pero a lo largo del
proceso constatamos que al mejorar la eficiencia de la producción producía-mos más energía con menos gas. Esto nos permitió agrupar nuestras calderas de reserva y ahorrar cientos de miles de dólares anuales”, afirma Juan M. Ontiveros, director de la gestión de ser-vicios y energía de la Universidad de Texas (Austin). Robert Benz, presidente de Benz Air Engineering Co., Inc., “Las previsiones iniciales apuntaban a un ahorro de 500.000 dólares anuales para la primera caldera modernizada, pero la subida continua del precio de los combustibles ha permitido a la universidad ahorrar un millón más con la modernización de la cal dera 3.
Accionamientos ABB para controlar la circulación de aire en la combustiónPara medir con precisión la circulación de aire, la plataforma de control Com-pu-NOx de Benz Air aplica tecnología de accionamientos de frecuencia varia-ble (VFD) en los ventiladores 12 , en lugar de utilizar amortiguadores. “El sis-
Cuadro Accionamientos y ABB
ABB es el mayor fabricante del mundo de accionamientos eléctricos. En estrecha cooperación con sus socios comerciales, ABB ofrece una gama completa de accionamientos eléctricos y sistemas de accionamientos energéticamente eficientes para numerosos sectores y aplicaciones industriales. Entre los productos de ABB están los accionamientos de CA y CC de velocidad variable, de 180 W a 100 MW (0,25 a 135.000 CV), y las soluciones de accionamientos para aplicaciones específicas de los clientes. Esta línea de productos se complementa con un conjunto completo de servicios que garantizan a los clientes de ABB la máxima rentabilidad posible de sus inversiones. Si desea más información sobre la eficiencia energética puede ponerse en contacto con [email protected] (accionamientos de baja tensión) o [email protected] (accionamientos de media tensión)
12 Los accionamientos de frecuencia variable controlan la circulación de aire y por tanto la combustión en el sistema de tiro forzado de la caldera.
80 Revista ABB 2/2007
Productos eficientes energéticamente
Accionamientos eficientes y ahorro de energía
tema de control Compu-NOx basa el
control de la combustión en la relación lineal absoluta entre la velocidad del ventilador y la circulación de aire”, expone Benz. Con los accionamientos de ABB contro-lamos de modo preciso la circulación de aire y ahí está la diferencia en cuan-to a eficiencia y emisiones. En la calde-ra 3 hemos pasado de 175 ppm de NO
x
a menos de 25 ppm sin necesidad de instalar nuevos quemadores. El uso de accionamientos ABB ACS800 de CA permite prever un ahorro anual de 746.000 kWh en energía eléctrica y de 320.000 millones de BTUs [338.000 GJ] en combustible.”El plazo de retorno de la inversión para la universidad será de menos de 12 meses. El sistema seguirá ahorrando durante los próximos años gracias a la recirculación del gas de combustión del sistema y a los sistemas de control de ventiladores con accionamientos de fre-cuencia variable.
Per Wikstroem
ABB Switzerland Ltd.
Turgi, Suiza
Jukka Tolvananen
Akseli Savolainen
ABB Oy, Drives
Helsinki, Finlandia
Peter Barbosa
ABB Corporate Research
Baden-Dättwil, Suiza
Agradecimientos
Revista ABB desea agradecer su contribución a los
siguientes autores: Steve Ruddel de ABB UK (UPM
hacia un futuro verde con ABB) y Ken J. Graber de
ABB USA (Una universidad ahorra millones gracias a
la modernización de sus calderas)

Los motores de alta eficiencia pueden alcanzar grandes reducciones del consumo de energía. Pero, además de la eficiencia, al optimizar el rendimiento de un motor durante toda su vida útil también hay que considerar otras carac-terísticas importantes, entre las cuales están su adecuación a la aplicación concreta, su correcto dimensionado y la fiabilidad de los devanados y cojine-tes. ABB fabrica motores de calidad que no sólo son muy eficientes sino que además ofrecen una gran fiabilidad con disponibilidad permanente.
Eficiencia de motoresOptimización del rendimiento durante la vida útil de los motoresRoelof Timmer, Mikko Helinko, Ritva Eskola
81Revista ABB 2/2007
Productos eficientes energéticamente

82 Revista ABB 2/2007
Productos eficientes energéticamente
Eficiencia de motores
cia y además resalta la importancia de la fiabilidad y de la disponibilidad.Durante el ciclo de vida de un disposi-tivo, la energía suele ser el mayor cos-te; lógicamente, el vertiginoso ascenso de los precios ha obligado a dirigir la atención a los costes de energía y a la eficiencia energética. En muchas partes del mundo, las autoridades están pro-moviendo programas para convencer a los usuarios industriales de que especi-fiquen motores de alta eficiencia. Esta situación ha llevado a algunos fabri-cantes a elevar el nivel de eficiencia de sus productos sin examinar otras áreas de rendimiento.
Diseño para la eficienciaEn opinión de ABB, la clave para fabri-car motores eficientes reduciendo al mínimo los costes totales durante la vida útil es garantizar que en cada eta-pa de diseño y fabricación alcance una alta calidad.
La eficiencia de un motor mide la conversión de la energía eléctrica en trabajo útil. La energía que se pierde se convierte en calor. Para aumentar la eficiencia es pre-ciso reducir estas pérdidas. Las pérdidas de los motores se pueden clasificar en cinco categorías principales. Dos de éstas –las pérdidas en el hierro del núcleo y las pérdi-das por resistencia aerodiná-mica y fricción– se clasifican como pérdidas no relaciona-das con la carga, ya que per-manecen constantes con in-dependencia de la misma. Las pérdidas relacionadas con la carga, es decir, que varían con ella, son las pérdi-
das en el cobre del estator, las pérdi-das en el rotor y las pérdidas de carga por dispersión Cuadro 1 . En todas estas pérdidas pueden influir diversas consi-deraciones de diseño y construcción, es decir, la calidad de los procesos de diseño y fabricación.Las pérdidas en el hierro del núcleo se deben a la energía requerida para vencer la oposición del material del núcleo a la variación de los campos magnéticos. Los diseñadores pueden reducir estas pérdidas usando acero de mejor calidad y aumentando la longi-tud del núcleo, lo que reduce la densi-dad de flujo magnético.Las pérdidas por resistencia aerodiná-mica y por fricción son causadas por la resistencia del aire y por el rozamiento de los cojinetes. En los motores de alta calidad, estas pérdidas se reducen seleccionando mejor los cojinetes y juntas y mejorando el diseño del flujo de aire y del ventilador. Éste ha de ser suficientemente grande para propor-cionar una adecuada refrigeración, pero no demasiado grande, ya que se reduciría la eficiencia y aumentaría el ruido. En los motores de ABB, el tama-ño de las paletas y el paso entre ellas varían según los modelos para obtener resultados óptimos.De las pérdidas que varían con la car-ga, las pérdidas en el cobre del estator (conocidas como pérdidas I2R) son causadas por el calentamiento provo-cado por la circulación de corriente a través de la resistencia del devanado del estator. Entre las técnicas emplea-das para reducir estas pérdidas está la
Los motores de alta eficien-cia pueden proporcionar
importantes ventajas, como ayudar a reducir los costes energéticos y a limitar las emi-siones de carbono. En la UE, la introducción del programa europeo de clasificación de la eficiencia ha concentrado la atención en la eficiencia ener-gética. El programa clasifica los motores en niveles de efi-ciencia EFF1 a EFF3, donde EFF1 es el nivel más alto. El programa ha tenido mucho éxito, ya que ha reducido el número de motores comercia-les de baja eficiencia; muchos consideran la clasificación EFF1 no sólo como una señal de eficiencia, sino también co-mo un distintivo general de calidad. Actualmente se está perfeccionando el programa para armonizar los métodos de verificación de eficiencia, de modo que sea más fácil comparar los moto-res de distintos fabricantes.
ABB defiende desde hace mucho tiem-po la necesidad de que los motores sean eficientes; desde siempre, su polí-tica ha consistido en ofrecer motores de alta eficiencia como norma, es decir, desde almacén y sin sobreprecio alguno. Lógicamente, cuando se intro-dujo el programa de la UE, todos los motores ABB quedaron clasificados en las dos categorías superiores de efi-ciencia; los motores EFF1 estaban de forma estándar en el programa de pro-ductos de ABB.
Diseñar y fabricar motores fiables, con buenas prestaciones de arranque y funcionamiento, implica conseguir un delicado equilibrio entre diversos fac-tores: no sólo la eficiencia y los costes, sino también el diseño de cojinetes, ranuras y ventilador, el aumento de la temperatura, la vibración y el ruido. Sólo un equilibrio adecuado dará co-mo resultado motores de alta calidad, eficientes y fiables, con peso óptimo y una larga vida útil. En lugar de centrar-se sólo en la eficiencia, ABB prefiere un enfoque que comprende toda la vida útil de sus productos e intenta maximizar los beneficios y minimizar los costes asociados a los productos durante toda su vida útil. El enfoque de ciclo de vida se ocupa de la eficien-
Motor M3BP
Cuadro 1 Distribución de pérdidas en un motor ABB M3BP
Pérdidas no debidas a
la carga
Pérdidas en el hierro del núcleo 18%
Pérdidas de resistencia aerodinámica y fricción 10%
Pérdidas debidas
a la carga
Pérdidas en el cobre del estátor 34%
Pérdidas en el rotor 24%
Pérdidas de carga por dispersión 14%
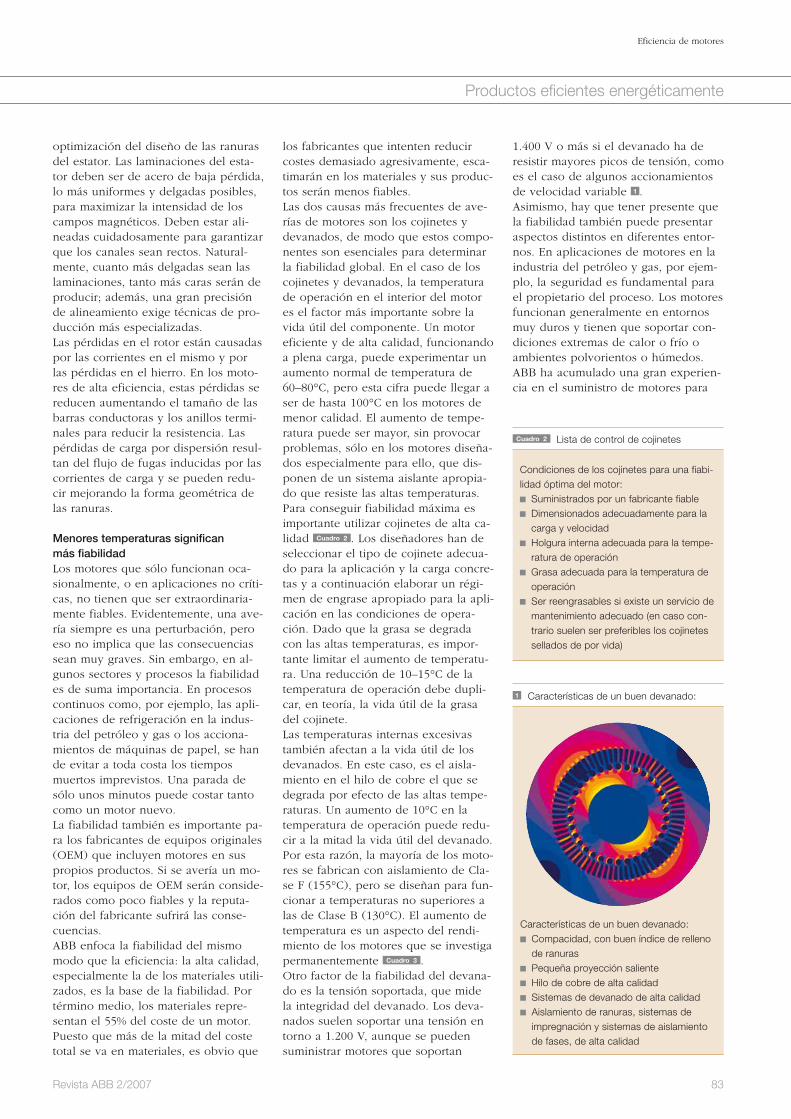
83Revista ABB 2/2007
optimización del diseño de las ranuras del estator. Las laminaciones del esta-tor deben ser de acero de baja pérdida, lo más uniformes y delgadas posibles, para maximizar la intensidad de los campos magnéticos. Deben estar ali-neadas cuidadosamente para garantizar que los canales sean rectos. Natural-mente, cuanto más delgadas sean las laminaciones, tanto más caras serán de producir; además, una gran precisión de alineamiento exige técnicas de pro-ducción más especializadas.Las pérdidas en el rotor están causadas por las corrientes en el mismo y por las pérdidas en el hierro. En los moto-res de alta eficiencia, estas pérdidas se reducen aumentando el tamaño de las barras conductoras y los anillos termi-nales para reducir la resistencia. Las pérdidas de carga por dispersión resul-tan del flujo de fugas inducidas por las corrientes de carga y se pueden redu-cir mejorando la forma geométrica de las ranuras.
Menores temperaturas significan más fiabilidadLos motores que sólo funcionan oca-sionalmente, o en aplicaciones no críti-cas, no tienen que ser extraordinaria-mente fiables. Evidentemente, una ave-ría siempre es una perturbación, pero eso no implica que las consecuencias sean muy graves. Sin embargo, en al-gunos sectores y procesos la fiabilidad es de suma importancia. En procesos continuos como, por ejemplo, las apli-caciones de refrigeración en la indus-tria del petróleo y gas o los acciona-mientos de máquinas de papel, se han de evitar a toda costa los tiempos muertos imprevistos. Una parada de sólo unos minutos puede costar tanto como un motor nuevo.La fiabilidad también es importante pa-ra los fabricantes de equipos originales (OEM) que incluyen motores en sus propios productos. Si se avería un mo-tor, los equipos de OEM serán conside-rados como poco fiables y la reputa-ción del fabricante sufrirá las conse-cuencias.ABB enfoca la fiabilidad del mismo modo que la eficiencia: la alta calidad, especialmente la de los materiales utili-zados, es la base de la fiabilidad. Por término medio, los materiales repre-sentan el 55% del coste de un motor. Puesto que más de la mitad del coste total se va en materiales, es obvio que
los fabricantes que intenten reducir costes demasiado agresivamente, esca-timarán en los materiales y sus produc-tos serán menos fiables.Las dos causas más frecuentes de ave-rías de motores son los cojinetes y devanados, de modo que estos compo-nentes son esenciales para determinar la fiabilidad global. En el caso de los cojinetes y devanados, la temperatura de operación en el interior del motor es el factor más importante sobre la vida útil del componente. Un motor eficiente y de alta calidad, funcionando a plena carga, puede experimentar un aumento normal de temperatura de 60–80°C, pero esta cifra puede llegar a ser de hasta 100°C en los motores de menor calidad. El aumento de tempe-ratura puede ser mayor, sin provocar problemas, sólo en los motores diseña-dos especialmente para ello, que dis-ponen de un sistema aislante apropia-do que resiste las altas temperaturas.Para conseguir fiabilidad máxima es importante utilizar cojinetes de alta ca-lidad Cuadro 2 . Los diseñadores han de seleccionar el tipo de cojinete adecua-do para la aplicación y la carga concre-tas y a continuación elaborar un régi-men de engrase apropiado para la apli-cación en las condiciones de opera-ción. Dado que la grasa se degrada con las altas temperaturas, es impor-tante limitar el aumento de temperatu-ra. Una reducción de 10–15°C de la temperatura de operación debe dupli-car, en teoría, la vida útil de la grasa del cojinete. Las temperaturas internas excesivas también afectan a la vida útil de los devanados. En este caso, es el aisla-miento en el hilo de cobre el que se degrada por efecto de las altas tempe-raturas. Un aumento de 10°C en la temperatura de operación puede redu-cir a la mitad la vida útil del devanado. Por esta razón, la mayoría de los moto-res se fabrican con aislamiento de Cla-se F (155°C), pero se diseñan para fun-cionar a temperaturas no superiores a las de Clase B (130°C). El aumento de temperatura es un aspecto del rendi-miento de los motores que se investiga permanentemente Cuadro 3 .Otro factor de la fiabilidad del devana-do es la tensión soportada, que mide la integridad del devanado. Los deva-nados suelen soportar una tensión en torno a 1.200 V, aunque se pueden suministrar motores que soportan
1.400 V o más si el devanado ha de resistir mayores picos de tensión, como es el caso de algunos accionamientos de velocidad variable 1 .Asimismo, hay que tener presente que la fiabilidad también puede presentar aspectos distintos en diferentes entor-nos. En aplicaciones de motores en la industria del petróleo y gas, por ejem-plo, la seguridad es fundamental para el propietario del proceso. Los motores funcionan generalmente en entornos muy duros y tienen que soportar con-diciones extremas de calor o frío o ambientes polvorientos o húmedos. ABB ha acumulado una gran experien-cia en el suministro de motores para
1 Características de un buen devanado:
Características de un buen devanado: Compacidad, con buen índice de relleno de ranuras
Pequeña proyección saliente Hilo de cobre de alta calidad Sistemas de devanado de alta calidad Aislamiento de ranuras, sistemas de impregnación y sistemas de aislamiento de fases, de alta calidad
Productos eficientes energéticamente
Eficiencia de motores
Cuadro 2 Lista de control de cojinetes
Condiciones de los cojinetes para una fiabi-lidad óptima del motor: Suministrados por un fabricante fiable Dimensionados adecuadamente para la carga y velocidad
Holgura interna adecuada para la tempe-ratura de operación
Grasa adecuada para la temperatura de operación
Ser reengrasables si existe un servicio de mantenimiento adecuado (en caso con-trario suelen ser preferibles los cojinetes sellados de por vida)

84 Revista ABB 2/2007
Productos eficientes energéticamente
Eficiencia de motores
los entornos convencionales de las industrias de transformación y para condiciones extremas. Esta experiencia se aprovecha para el desarrollo y fabri-cación de motores de alta calidad que no sólo cumplen las normas oficiales y las especificaciones de seguridad, sino que además funcionan con gran efi-ciencia y fiabilidad durante toda su vida útil.
Los motores de alta calidad funcionan mejorLos motores eléctricos –los “mulos de carga“ de la industria moderna– pue-den contribuir mucho a los esfuerzos por reducir el consumo de energía y las emisiones de CO
2. Se estima que
Evitar el rebobinado
Generalmente, un motor rebobinado pierde eficiencia. Rebobinar un motor de más de 30kW reduce la eficiencia nominal en cerca del 1% y en motores más pequeños en hasta el 2 %. Esta pérdida no es tan importante en los motores de alta calidad.
Evitar el sobredimensionamiento
Por diversas razones, las empresas suelen
adquirir motores sobredimensionados. Los
estudios de las industrias de transformación
concluyen que los motores funcionan, en pro-
medio, con una carga de 50 a 60 % de su
valor nominal, perdiendo eficiencia (de carga
parcial). Sustituir los motores que funcionan
por debajo de su carga nominal por otros más
pequeños pero más eficientes energética-
mente mejora en general la eficiencia del
sistema.
Accionamientos VSD para el control
de velocidad
No tiene sentido utilizar un motor muy eficien-
te si el sistema de accionamiento no está a la
altura1). En aplicaciones de bombas y ventila-
dores, por ejemplo, el caudal se regula estran-
gulando las válvulas. Un motor que funciona a
velocidad máxima cuando bastaría una veloci-
dad menor es un derroche de energía. Los
accionamientos de velocidad variable (VSD)
proporcionan velocidad óptima y control preci-
so y ahorran mucha energía. Un reciente estu-
dio de la Universidad de Lappeenranta (Fin-
landia) ha demostrado que los accionamientos
en instalaciones de bombeo en paralelo pu-
eden ahorrar hasta el 70 % de energía. La
compañía ABB es muy activa en el negocio de
los motores, pero es también un importante
proveedor de accionamientos VSD.
1) Véase también “Accionamientos eficientes y ahorro de energía“ en este número de Revista ABB, p. 73.
Cuadro 3 Tres formas para seguir mejorando la eficiencia energética
los motores usan el 65 % de la electrici-dad consumida por la industria y que generar electricidad para impulsar estos motores produce 37 millones de toneladas anuales de CO
2. Dada la
magnitud de estas cifras, incluso un pequeño aumento en la eficiencia de cada motor tiene un impacto positivo a escala mundial.
A los usuarios se les ofrece también fuertes incentivos financieros para ad-quirir motores eficientes. Aunque los modelos de alta eficiencia se venden con un sobreprecio de 5–7 % (tamaños mayores) o de 15–20 % (tamaños más pequeños), la inversión se recupera rápidamente gracias al menor consumo
de energía. La energía utilizada por un motor durante su vida útil puede cos-tar hasta 100 veces el precio de com-pra del motor.
Sin embargo, la eficiencia representa sólo un aspecto del funcionamiento y los costes de energía son una parte de los costes totales durante la vida útil. La fiabilidad –y los costes de manteni-miento y tiempos muertos resultantes de una fiabilidad deficiente– puede ser aún más importante en algunas aplica-ciones. La experiencia y conocimientos especializados de ABB proporcionan a la compañía un profundo conocimien-to de las complicadas relaciones que existen considerando un comporta-miento óptimo de arranque y funciona-miento entre eficiencia, peso, aumen-to de temperatura, ruido y vibración. Creando productos de alta calidad y procurando minimizar sus costes gene-rales durante la vida útil, ABB garanti-za que sus motores proporcionarán un rendimiento excelente en todos los sentidos.
Roelof Timmer
ABB Oy, Automation Technologies
Helsinki, Finlandia
Mikko Helinko
Ritva Eskola
ABB Oy, Motors
Vaasa, Finlandia
Turbo sobrealimentadores de ABB, hitos históricosMalcom Summers
Los turbo sobrealimentadores de gases de escape de ABB funcionan a plena marcha en todo el planeta, desde los océanos hasta las alturas del Himalaya, desde el gélido Ártico hasta el cálido interior australiano. Una idea que nació hace un siglo se ha con-vertido en un producto de alta tecnología, sumamente eficiente y fiable.
SIEMPRE PIONEROS
Revista ABB 2/2007 85

86 Revista ABB 2/2007
Turbo sobrealimentadores de ABB, hitos históricos
SIEMPRE PIONEROS
Como muchas otras ideas innova-doras anteriores y posteriores, el
turbo sobrealimentador de gases de escape, anuncio al mundo en 1905, progresó lentamente al principio. En una patente presentada ese año, el in-geniero suizo Alfred Buechi 1 descri-bía un “motor de excitación mixta, al-tamente sobrealimentado“, que incluía un motor diesel, un compresor axial y una turbina axial montada sobre un árbol común. Mientras Buechi perfec-cionaba su idea, otros inventores em-pezaban a tener éxito en otros lugares con sobrealimentadores mecánicos. Pero Buechi también tenía competido-res directos, que seguían la misma línea. En 1920 se utilizaban pequeños turbo sobrealimentadores de gases de escape para aviones en Francia y Esta-
dos Unidos. Los turbo sobrealimenta-dores de gran potencia aún no consi-deraban económicamente viables.
El progreso en marchaLas cosas cambiaron en 1923 cuando en Alemania se publicó un informe sobre ensayos de sobrealimentación a baja presión realizados con éxito en un motor diesel de cuatro tiempos. Brown Boveri, una de las dos compa-ñías fundadoras de ABB, decidió en-tonces aplicar sus amplios conoci-mientos técnicos a la construcción de turbinas y compresores para el desa-rrollo de turbo sobrealimentadores.Ese mismo año, Swiss Locomotive and Machine Works (SLM) tenía en prue-bas un motor experimental de dos tiempos que deseaba llevar a un nivel de potencia superior consumiendo menos combustible. Brown Boveri recomendó utilizar un turbo sobreali-mentador de gases de escape para ali-mentar los soplantes de barrido; poco después, SLM encargó una máquina de ese tipo. En junio de 1924 salía de la fábrica de Brown Boveri en Baden el VT402, el primer turbo sobreali-mentador de gases de escape de gran potencia construido en el mundo 2 . El sector marítimo también estaba muy interesado. Un año antes, en 1923, el astillero alemán Vulkan había encargado dos grandes buques de pa-sajeros, cada uno de los cuales debía ser movido por 2 motores MAN so-brealimentados, de cuatro 4 tiempos y 10 cilindros. Buechi supervisó el di-seño y la construcción de los turbo sobrealimentadores. Botados en 1926, estos dos barcos fueron los primeros
de la historia marítima en tener moto-res turbo sobrealimentados.
El “Sindicato Buechi“En 1925, Buechi sacó en nombre pro-pio una nueva patente que le daría fama mundial. La pormenorización de las ventajas de la operación pulsátil para la sobrealimentación a baja pre-sión era el avance tecnológico que todo el mundo había estado esperan-do. Un año después se creó una nue-va compañía, popularmente conocida como el “Sindicato Buechi“1). Buechi se encargó de la ingeniería y de las relaciones con los clientes, Brown Boveri construiría los turbo sobreali-mentadores y SLM proporcionaría los motores diesel para ensayos y mar-chas de prueba. En 1927 se entregó a SLM turbo so-brealimentador mejor y de mayores dimensiones, el denominado VT592, para un segundo motor experimental. Los resultados fueron impresionantes. Se firmaron diversos contratos de licencia entre el sindicato y varios im-portantes fabricantes de motores. Por aquél entonces se realizaron las prime-ras marchas de prueba en locomotoras diesel-eléctricas 3 . Los turbo sobrealimentadores también eran reco-mendables para hacer más económico el funcionamiento de centrales eléctri-cas con motores diesel estacionarios.En 1932 se formularon especificacio-nes para un rango estandarizado de turbo sobrealimentadores. Se determi-naron nueve tamaños, correspondien-
1 Alfred Buechi. Su patente de 1905 es reco-nocida como el punto de partida para la tur-bo sobrealimentación de gases de escape.
2 El primer turbo sobrealimentador del mundo para un motor diesel de gran potencia, entregado en 1924
3 Este motor ALCO de 8 cilindros y 900 CV fue típico de las máquinas sobrealimentadas por Brown Boveri a finales de los años treinta (aquí con un Vox 350).
Nota1) El sindicato fue disuelto en 1941.

87Revista ABB 2/2007
SIEMPRE PIONEROS
tes a diámetros de compresores de 110 a 750 mm. El amplio uso de módulos y de gran número de piezas estándar permitió establecer una enor-me gama de motores. Entre otras características, el diseño incluía coji-netes de bolas de montaje externo, que simplificaban enormemente el tra-bajo de mantenimiento.
Lanzamiento del VTR..0A partir de 1940, Brown Boveri desa-rrolló una nueva gama de turbo so-brealimentadores llamados VTR, que incluían un compresor de flujo radial abierto (de aquí la R) y un rotor lige-ro, cojinetes de rodillos externos de montaje flexible y un sistema autolu-bricante. La estandarización de com-ponentes hizo posible la producción a gran escala. La introducción en el mercado de la serie VTR..0 en 1945 es un importante hito en la historia de los turbo sobrealimentadores BBC/ABB. Con una eficiencia del compre-sor del 75 % para una relación de pre-sión de 2, la serie era sólo el anuncio de lo que estaba por venir, pero el VTR..0 marcó el comienzo de una nueva era 4 .
Marcha triunfal de la turbo sobrealimentaciónDurante el período de 1945 a 1960 se duplicó la flota mercante mundial, lo que significó el triunfo definitivo de la turbo sobrealimentación. Las presio-nes de sobrealimentación aumentaron lentamente pero sin cesar durante este
período. Los turbo sobrealimentadores VTR originales podían ir equipados con un compresor de baja o de alta presión, pero este último presentaba obstáculos debido a un flujo volumé-trico restringido. El desarrollo de com-presores durante los años siguientes eliminaría esta desventaja, impulsando progresivamente la relación de pre-sión a plena carga hacia un valor 3. En los primeros años de la década de los cincuenta, el incesante perfeccio-namiento de la tecnología de turbo sobrealimentación había preparado el camino para el siguiente salto adelan-te. En octubre de 1952 fue botado el petrolero Dorthe Maersk, de 18.000 toneladas. Construido por los astille-ros daneses A. P. Møller, fue el primer barco movido por motor diesel de dos tiempos turbo sobrealimentado (B&W, de 6 cilindros). Dos turbo sobreali-mentadores VTR630 de montaje lateral elevaron la potencia del motor de 5.530 a 8.000 CV. El Dorthe Maersk fue el primer hito de la turbo sobreali-mentación marítima de dos tiempos.Durante este período se colaboró es-trechamente con varios constructores de motores, evidenciándose una vez más la importancia de la relación en-tre el fabricante original de motores y el proveedor de los turbo sobreali-mentadores. Era necesario la nueva tecnología y aclarar cómo se podía aprovechar mejor la energía del gas de escape en la operación pulsátil y especialmente cómo había que dise-ñar los tubos de escape.
A partir de 1955, Brown Boveri firmó varios importantes contratos de licen-cia, uno de ellos muy especial: en 1958 se concedió una licencia a Ishikawajima-Harima Heavy Industries (IHI, Japón) para la fabricación de turbo sobrealimentadores BBC/ABB. IHI, que por aquel entonces construía motores bajo licencia de Sulzer, conti-nuó extendiéndose por toda Asia, ase-gurando sí una posición dominante para turbo sobrealimentadores de ABB en esa región.
La construcción naval estaba en su nivel más alto, los precios del crudo eran bajos y los costes de combustible resultaban insignificantes. La industria del motor diesel estaba en auge. El VTR..0 estaba en su apogeo, con una eficiencia general del turbo sobreali-mentador en torno al 56 %. Los moto-res con turbo sobrealimentadores BBC/ABB batían una y otra vez ré-cords de potencia y eficiencia.
Introducción del VTR..1Los años cincuenta y sesenta del pasa-do siglo fueron testigos del desarrollo de nuevos compresores, más eficien-tes y con mayores relaciones de pre-sión, así como mayores caudales de paso. Se mejoró el diseño de los coji-netes y se reforzaron los montajes. En 1970 se introdujeron compresores con un caudal de paso aún mayor y se amplió la carcasa de salida de gas. También se reformó la entrada de la turbina.
Turbo sobrealimentadores de ABB, hitos históricos
4 Progreso de la tecnología de turbo sobrealimentadores de 1924 a 1945. Diseñados para el mismo tamaño de motor, el modelo VTR320 más compacto, a la izquierda, consigue una presión de sobrealimentación mucho más alta que el VT402, el modelo precedente.
5 Motor diesel Sulzer 9 RLA90, de dos tiempos y 32.400 CV, con tres turbo sobrealimentado-res VTR714, fabricado por IHI (Tokio)

88 Revista ABB 2/2007
Turbo sobrealimentadores de ABB, hitos históricos
SIEMPRE PIONEROS
En 1971, todas estas mejoras se incorporaron a una nueva serie, denominada VTR..1. A partir de entonces, Brown Boveri ofrecía turbo sobreali-mentadores con una eficien-cia general de casi el 60 % pa-ra una gran variedad de apli-caciones. Hasta entonces la eficiencia había aumentado de forma continua, pero len-ta. Éste era el primer gran salto.
VTR..4, un nuevo saltoA mediados de los años se-tenta, la serie VTR..1 había explotado plenamente el con-cepto VTR original. En los ta-bleros de dibujo se estudiaba una nueva serie de turbo sobrealimentado-res con componentes diseñados com-pletamente desde cero. Después de las pruebas de prototipos, el VTR..4 fue presentado a la prensa comercial a finales de 1978 y lanzado al merca-do el año siguiente. Libre de las limi-taciones propias del primer VTR, ele-vó la eficiencia en un cinco por ciento e incluso más, y aumentó la relación máxima de presión del compresor a más de 4. Por aquel entonces, el VTR..4 contribuyó al espectacular au-mento de eficiencia térmica a plena carga de los motores de gran poten-cia, pasando del 38–40% a valores máximos del 44–46% 5 .La necesidad de una versión compacta con el mayor número posible de com-ponentes del turbo sobrealimentador VTR..4 fue satisfecha en 1980 con el VTC..4. Esta versión abría nuevas oportunidades en el mercado estado-
unidense y fue desplegada con exce-lentes resultados en locomotoras en la India y más tarde también en China. Más tarde, las cambiantes condiciones del mercado hicieron necesario desa-rrollar una versión del VTR..4 sin refri-geración.Otro avance tecnológico se produjo en 1985 con el RR..1 6 . Proyectado principalmente para motores de 4 tiempos de alta velocidad, el RR..1 es-tableció nuevos niveles de eficiencia para pequeños turbo sobrealimenta-dores, un área de negocio en la que Brown Boveri había entrado seriamen-te en 1968 con el RR150.
Durante los años siguientes, el RR..1 contribuyó a la popularidad del motor de alta velocidad en aplicaciones que abarcan desde grupos electrógenos de emergencia a vehículos todo terreno, pasando por la propulsión marítima. Diseñado para un rango de potencias
de motores de unos 500 a 1.800 kW, puede atribuírsele también el mérito por el am-plio uso de turbo sobreali-mentadores en motores de gas en Europa y Estados Unidos.
Mientras tanto, también esta-ba en curso un nuevo desa-rrollo del turbo sobrealimen-tador VTR..4: en 1989 se consiguieron eficiencias máximas cercanas al 75 % con el VTR..4E y en 1991, con el VTR..4P, se alcanza-ron relaciones de presión superiores a 4.
El salto de la generación TPS/TPLEn 1989, después de la fusión de ASEA y BBC para constituir ABB, se creó ABB Turbo Systems Ltd para diri-gir el negocio de turbo sobrealimenta-dores del nuevo grupo. El cambio de nombre coincidió con otro desarrollo: estudios de mercado realizados a me-diados de los años ochenta indicaban la necesidad de nuevos turbo sobrea-limentadores de referencia en las áreas principales de negocio. La in-dustria de construcción de motores se estaba consolidando. Menos compa-ñías, pero más fuertes e innovadoras, estaban desarrollando nuevas genera-ciones de motores diesel y de gas. Unos turbo sobrealimentadores más eficientes, capaces de conseguir mayores relaciones de presión y mayores caudales, eran esenciales para estos motores. A principios de los años noventa, ABB empezó a desarrollar una nueva gene-
7 Los buques portacontenedores constituyen un importante segmento de mercado para los turbo sobrealimentadores ABB de mayor potencia.
6 Turbo sobrealimentador RR..1 con turbina de flujo mixto y rueda de compresor con paletas de barrido inverso
Tasa de presión del compresor
1.5 2.0 2.5 3.0 3.5 πC [-]
ηTC [%]
65
60
55
50Efic
ienc
ia d
el t
urbo
carg
ador

89Revista ABB 2/2007
SIEMPRE PIONEROS
Turbo sobrealimentadores de ABB, hitos históricos
ración de turbo sobrealimentadores compactos y más ligeros, de alto ren-dimiento, como sucesores de los modelos VTR, VTC y RR. Dos nuevas familias, la TPS y la TPL, fueron total-mente rediseñadas.
Debut del TPSDesde la comercialización de los pri-meros turbo sobrealimentadores en 1968, el mercado de motores diesel y de gas, de alta y media velocidad, ha ido cambiando rápidamente. Así pues, ABB empezó a desarrollar una genera-ción completamente nueva de peque-ños turbo sobrealimentadores, con cuatro tamaños de carcasa, para aten-der las necesidades previsibles de este sector. Se desarrollaron inicialmente dos compresores, consiguiendo rela-ciones de presión de hasta 4,5 y efi-ciencias máximas superiores al 84 %. Diversos avances en el sector de los motores diesel y de gas dieron origen, también a mediados de los noventa, a una versión del TPS con geometría de turbina variable (VTG). Un turbo so-brealimentador “ajustable“ parecía la solución ideal para motores diesel con los sistemas de escape de conducto único, cada vez más extendidos, así como para motores de gas, que exi-gen un control preciso de la relación aire-combustible, la llamada “regula-ción lambda“.
Lanzamiento del TPLLa familia de turbo sobrealimentado-res TPL fue desarrollada para grandes y modernos motores diesel y de gas, con potencias de 2.500 kW en adelan-te. Para esta gama, los ingenieros de ABB diseñaron nuevas turbinas axia-
les, un nuevo e innovador montaje de cojinetes y dos nuevas etapas de com-presores centrífugos. El primero de los turbo sobrealimen-tadores TPL de nueva generación que se comercializó fue el TPL..-A. Desa-rrollado para motores diesel y de gas de cuatro tiempos en el rango de potencias de 2.500 a 12.500 kW, tuvo un éxito abrumador poco después de su lanzamiento comercial en 1996. Cinco tamaños de carcasa cubren los requisitos de aplicaciones que abarcan desde motores marinos principales y auxiliares hasta centrales eléctricas de motores diesel y de gas estacionarios. Tres años después, ABB lanzaba el primero de sus turbo sobrealimenta-dores TPL..-B, desarrollados princi-palmente para los grandes motores marinos diesel de dos tiempos, con una potencia nominal de 5.000 a 25.000 kW (por turbo sobrealimenta-dor), construidos para grandes buques transatlánticos 7 .
Inicialmente, se consideró que 4 tama-ños de carcasa eran suficientes para satisfacer la demanda del mercado a medio plazo. Sin embargo, más tarde se decidió desarrollar un quinto turbo sobrealimentador aún más potente (TPL91) para tener en cuenta los pla-nes de los constructores navales, que querían construir buques portaconte-nedores “post-Panamax“ todavía ma-yores. Una vez más, los ingenieros de ABB tuvieron que dar lo mejor de sí mismos: tenían que diseñar un turbo sobrealimentador para motores con potencias de salida de más de 100.000 caballos al freno que, sin embargo, debía ser compacto. Esto se consiguió
diseñando un nuevo rotor, más corto, y una nueva turbina y difusor de pre-sión constante. El montaje del motor se hizo también más sencillo mediante un depósito de aceite integrado 8 .
Nuevo turbo sobrealimentador para el mercado de tracciónEl TPL fue también la base para el TPR, un nuevo turbo sobrealimenta-dor para vehículos ferroviarios lanza-do por ABB en 2002. Diseñado espe-cíficamente para satisfacer la demanda de una potencia y robustez extraordi-narias, además de un mejor comporta-miento medioambiental en aplicacio-nes de tracción, incluye una turbina integral de alta eficiencia, una cubier-ta mejorada de admisión de gas, de entrada única, y una singular fijación de apoyo.
La relación de presión aumenta una vez másLa tendencia permanente del desarro-llo de motores hacia una mayor po-tencia específica está acompañada hoy día por una urgente necesidad de reducir emisiones, lo que ha llevado a que la mayoría de los motores más modernos incorporen alguna versión del llamado ciclo de Miller2). Para éstos y otro motores avanzados del
9 Turbo sobrealimentador TPS..-F8 Conjunto del turbo sobrealimentador TPL91-B
Nota2) El principio básico subyacente en el proceso Miller
es que la carrera de compresión efectiva puede
hacerse más corta que la carrera de expansión
desplazando adecuadamente la sincronización de
la válvula de entrada. Si se mantienen constantes la
potencia del motor y la presión de sobrealiment-
ación, esto reducirá el llenado de los cilindros y ba-
jará la presión y la temperatura en ellos, reduciendo
en consecuencia las emisiones.
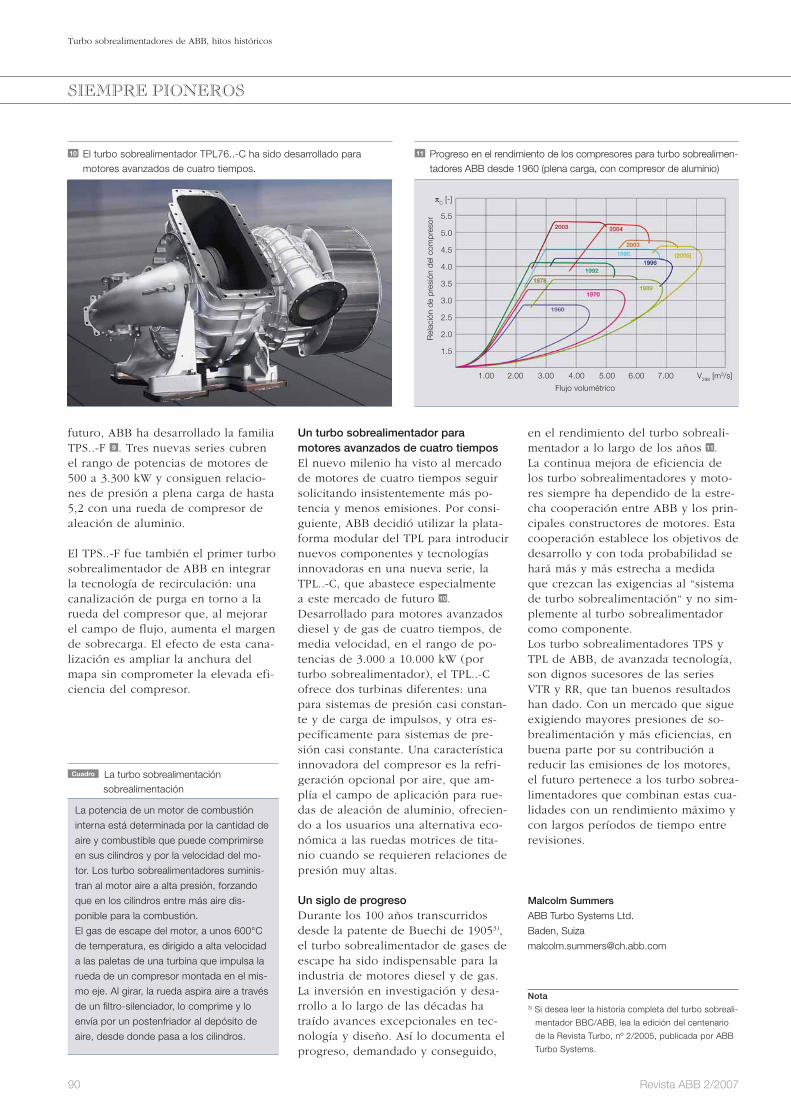
SIEMPRE PIONEROS
futuro, ABB ha desarrollado la familia TPS..-F 9 . Tres nuevas series cubren el rango de potencias de motores de 500 a 3.300 kW y consiguen relacio-nes de presión a plena carga de hasta 5,2 con una rueda de compresor de aleación de aluminio.
El TPS..-F fue también el primer turbo sobrealimentador de ABB en integrar la tecnología de recirculación: una canalización de purga en torno a la rueda del compresor que, al mejorar el campo de flujo, aumenta el margen de sobrecarga. El efecto de esta cana-lización es ampliar la anchura del mapa sin comprometer la elevada efi-ciencia del compresor.
Un turbo sobrealimentador para motores avanzados de cuatro tiemposEl nuevo milenio ha visto al mercado de motores de cuatro tiempos seguir solicitando insistentemente más po-tencia y menos emisiones. Por consi-guiente, ABB decidió utilizar la plata-forma modular del TPL para introducir nuevos componentes y tecnologías innovadoras en una nueva serie, la TPL..-C, que abastece especialmente a este mercado de futuro 10. Desarrollado para motores avanzados diesel y de gas de cuatro tiempos, de media velocidad, en el rango de po-tencias de 3.000 a 10.000 kW (por turbo sobrealimentador), el TPL..-C ofrece dos turbinas diferentes: una para sistemas de presión casi constan-te y de carga de impulsos, y otra es-pecíficamente para sistemas de pre-sión casi constante. Una característica innovadora del compresor es la refri-geración opcional por aire, que am-plía el campo de aplicación para rue-das de aleación de aluminio, ofrecien-do a los usuarios una alternativa eco-nómica a las ruedas motrices de tita-nio cuando se requieren relaciones de presión muy altas.
Un siglo de progresoDurante los 100 años transcurridos desde la patente de Buechi de 19053), el turbo sobrealimentador de gases de escape ha sido indispensable para la industria de motores diesel y de gas. La inversión en investigación y desa-rrollo a lo largo de las décadas ha traído avances excepcionales en tec-nología y diseño. Así lo documenta el progreso, demandado y conseguido,
en el rendimiento del turbo sobreali-mentador a lo largo de los años 11. La continua mejora de eficiencia de los turbo sobrealimentadores y moto-res siempre ha dependido de la estre-cha cooperación entre ABB y los prin-cipales constructores de motores. Esta cooperación establece los objetivos de desarrollo y con toda probabilidad se hará más y más estrecha a medida que crezcan las exigencias al “sistema de turbo sobrealimentación“ y no sim-plemente al turbo sobrealimentador como componente. Los turbo sobrealimentadores TPS y TPL de ABB, de avanzada tecnología, son dignos sucesores de las series VTR y RR, que tan buenos resultados han dado. Con un mercado que sigue exigiendo mayores presiones de so-brealimentación y más eficiencias, en buena parte por su contribución a reducir las emisiones de los motores, el futuro pertenece a los turbo sobrea-limentadores que combinan estas cua-lidades con un rendimiento máximo y con largos períodos de tiempo entre revisiones.
Malcolm Summers
ABB Turbo Systems Ltd.
Baden, Suiza
Nota3) Si desea leer la historia completa del turbo sobreali-
mentador BBC/ABB, lea la edición del centenario
de la Revista Turbo, nº 2/2005, publicada por ABB
Turbo Systems.
90 Revista ABB 2/2007
Turbo sobrealimentadores de ABB, hitos históricos
Cuadro La turbo sobrealimentación sobrealimentación
La potencia de un motor de combustión
interna está determinada por la cantidad de
aire y combustible que puede comprimirse
en sus cilindros y por la velocidad del mo-
tor. Los turbo sobrealimentadores suminis-
tran al motor aire a alta presión, forzando
que en los cilindros entre más aire dis-
ponible para la combustión.
El gas de escape del motor, a unos 600°C
de temperatura, es dirigido a alta velocidad
a las paletas de una turbina que impulsa la
rueda de un compresor montada en el mis-
mo eje. Al girar, la rueda aspira aire a través
de un filtro-silenciador, lo comprime y lo
envía por un postenfriador al depósito de
aire, desde donde pasa a los cilindros.
10 El turbo sobrealimentador TPL76..-C ha sido desarrollado para motores avanzados de cuatro tiempos.
11 Progreso en el rendimiento de los compresores para turbo sobrealimen-tadores ABB desde 1960 (plena carga, con compresor de aluminio)
Flujo volumétrico
Rel
ació
n de
pre
sión
del
com
pres
or
1.00 2.00 3.00 4.00 5.00 6.00 7.00 V298 [m3/s]
πC [-]
5.5
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Avance 3/2007
Colaboración con objetivos
Muchas de las mejores innovaciones de ABB se han conseguido gracias a la estrecha colaboración con los clientes. Nuestra compañía ha establecido acuerdos estratégicos con ellos para definir nuevos desarrollos y compro-barlos en fases tempranas. La confian-za mutua, que hace posibles estos tra-bajos, ha beneficiado a muchos secto-res industriales. Muy importantes son, también, las relaciones con los sumi-nistradores, que permiten a los dos socios concentrarse en sus mejores capacidades tecnológicas y trabajar juntos hacia un objetivo común.En cuanto a la investigación, ABB coopera con más de 50 importantes
instituciones académicas, como el Massachussets Institute of Technology, la Universidad Carnegie Mellon y la Universidad de Tsinghua en China. En esta cooperación participan algu-nas de las mentes investigadoras más brillantes del mundo mientras se sigue ampliando la paleta de productos de ABB.
Además de presentar muchos casos de cooperación exitosa de todas las divi-siones de ABB, en el próximo número de Revista ABB se discutirán algunos principios básicos de colaboración entre socios procedentes de la investi-gación industrial.
91Revista ABB 2/2007
Nils Leffler, editor jefe de Revista ABB desde 2003, dejará nuestra revista cuando se publique este número, el último para él. Durante su época como editor, nuestra revista ha modernizado su diseño y reorientado sus contenidos editoriales, desde una estructura orientada hacia los negocios hacia temas que recorren transversalmente todas las actividades de ABB. Esta reno-vación ha sido refrendada por el crecimiento de la tirada, ya que hoy distribuimos entre nuestros lectores más de 60.000 copias de cada uno de los cuatro números anuales. Es un gran honor y una confirmación de la calidad de nuestra revista el hecho de que la prensa comercial de muchos países reimprime numerosos artículos de Revista ABB.
Fritz Pinnekamp asumirá el puesto de editor jefe de Revista ABB a partir del número 3/2007.
Consejo editorial
Peter TerwieschChief Technology OfficerGroup R&D and Technology
Clarissa HallerCorporate Communications
Ron PopperSustainability
Friedrich PinnekampGroup R&D and Technology
Nils LefflerChief [email protected]
EditorialABB Schweiz AGCorporate ResearchABB Review/REVCH-5405 Baden-DättwilSuiza
Revista ABB se publica cuatro veces al año en inglés, francés, alemán, español, chino y ruso.La reproducción o reimpresión parcial está permitida a condición de citar la fuente. La reimpresión completa precisa del acuerdo por escrito del editor. Revista ABB es una publicación gratuita para todos los interesados en la tecnología y objetivos de ABB y para aquellas perso-nas que ocupan puestos directivos y necesitan estar informados sobre los últi-mos avances de la tecnología. Si usted de-sea una suscripción gratuita puede ponerse en contacto con la representación ABB más próxima o directamente con la editorial.
Editor © 2007ABB Ltd, Zurich/Suiza
ImpresiónVorarlberger Verlagsanstalt GmbHAT-6850 Dornbirn/Austria
DesignDAVILLA Werbeagentur GmbHAT-6900 Bregenz/Austria
TraducciónBrugos Translation Centre GmbHBerna, [email protected]
Exención de responsabilidad:Las informaciones contenidas en esta revis-ta reflejan el punto de vista de sus autores y tienen una finalidad puramente informativa. El lector no deberá actuar con base en las afirmaciones contenidas en esta revista sin contar con asesoramiento profesional. Nuestras publicaciones están a disposición de los lectores sobre la base de que no im-plican asesoramiento técnico o profesional de ningún tipo por parte de los autores, ni opiniones sobre materias o hechos específi-cos, y no asumimos responsabilidad alguna en relación con el uso de las mismas. Las empresas del Grupo ABB no garantizan ni aseguran, explícita o implícitamente, el contenido o la exactitud de los puntos de vista expresados en esta revista.
ISSN: 1013-3119
www.abb.com/abbreview

a
Advanced power and automation technologies that reduce emissionsand help protect the environment. Visit us at www.abb.com
© 2005–2007 ABB
Cut 100 milliontons of CO2
and it’s amazingwhat you save.
Cut 100 milliontons of CO2
and it’s amazingwhat you save.