Green technology in textile processing: Part III Eco ...
6
Indian Journal of Fibre & Textile Research Vol. 24, March 1999, pp. 58-03 Green technology in textile processing: Part III - Eco-friendly dyeing of cotton goods H T Deo· & A I Wasif Division of Technology of Fibres and Textile Processing, Department of Chemical Technology, University of Mumbai, Matunga, Mumbai 400 019, India Received 16 December 1997; revised received and accepted 27 March 1998 A novel eco-friendly dyeing process is described for the dyeing of cotton with reactive, sulphur and vat dyes. Significant reduction in pollution load in tenns of biochemical oxygen demand (300) and chemical oxygen (COD) is achieved by modified processes (Eco-Process I and Eco-Process II) employing standing bath or by substituting the non- ecofriendly chemicals with the eco-friendly ones. The reductions achieved in BOD and COD respectively are 7.65% and 17.27% for reactive dyeing, 2.10% and 5.78% for sulphur dyeing and 11.41% and 17.92% for vat dyeing. A considerable amount of saving in water consumption is also achieved while dyeing with Eco-Process I and Eco-Process II. Eco-Process II , in particular, results in 38.70%, 50% and 83.33% savings in water consumption during dyeing with reactive, sulphur and vat dyes respectively. This has also reduced the volume of effluent in a process house. Keywords: Cotton fabric, Dyeing, Eco-processes, Jaggery, Reactive dyes, Sulphur dyes, Vat dyes 1 Introduction In the dyeing process, about 30-60 litres of water is consumed for 1 kg of cloth substrate. This amounts to about 16% of the total water consumed in a mill' . The main challenge before the textile industry today is how to get production at a competitive price by using safe dyes and chemicals as well as by reducing pollution treatment costs. There is no single answer to these questions as it depends upon the various sectors under consideration, their competence and multidisciplinary research. Dyes belonging to azoic, basic (cationic), direct, disperse and oxidation bases and developers are termed as affected classes of dyes as some of find place in the banned lisr. However, none of the dyes from the remaining classes, viz. reactive, vat, sulphur and natural, has been banned. Although, these dyes are unaffected or safe dyes, the practical dyeing with them is not free from the environmental problems. . With the everincreasing consumption of cotton textile products, the use of vat, sulphur and reactive dyes has significantly increased. Dyeing with these dyes require large quantities of salts to achieve good exhaustion, which increase the total dissolved solids (TDS) in e:ffiuents. In sulphur dyeing, the alkaline I The author has changed his name from H T Lokhande to H T Deo sodium sulphide brings the dye into soluble state; however, it contributes sulphides in the mill effluene. Although the natural dyes are eco-friendly, the metallic mordants used for improved fastness and better fixation on textiles are not always eco-friendly4. The dyeing effluent contains unabsorbed dye, surfactants, auxiliaries and other chemicals which may increase the pollution load. Noteworthy work for the removal of dyesS and surfactants 6 from effluent has been reported. Developments in reactive dyes are the Sumifix Supra dyes (marketed by Sumitomo Company, Japan) which are the mixed bifunctional reactive dyes containing both vinyl. sulphone and monochloro- triazinyl groups. These dyes overcome the drawbacks of low degree of exhaustion and fixation, poor levelness and reproducibility, and low fastness properties 7 • Dawson Intemation;ll patented a process and the equipment design for fixin r dyes or chemicals using radio frequency energy. In the recent developments, an electrolytic process is used to achieve the reduction of sulphur or vat dyes 9 . In continuation of our earlier work to develop new eco-friendly methods of processing textile goods'O, an attempt has been made in the present work to dye the cotton goods with safe dyes, eco-friendly auxiliaries and chemicals. The work also deals with the reduction of waste concentration in effluents by reusing dyes
Transcript of Green technology in textile processing: Part III Eco ...

Indian Journal of Fibre & Textile Research Vol. 24, March 1999, pp. 58-03
Green technology in textile processing: Part III - Eco-friendly dyeing of cotton goods
H T Deo· & A I Wasif
Division of Technology of Fibres and Textile Processing, Department of Chemical Technology, University of Mumbai, Matunga, Mumbai 400 019, India
Received 16 December 1997; revised received and accepted 27 March 1998
A novel eco-friendly dyeing process is described for the dyeing of cotton with reactive, sulphur and vat dyes. Significant reduction in pollution load in tenns of biochemical oxygen demand (300) and chemical oxygen d~mand (COD) is achieved by modified processes (Eco-Process I and Eco-Process II) employing standing bath or by substituting the nonecofriendly chemicals with the eco-friendly ones. The reductions achieved in BOD and COD respectively are 7.65% and 17.27% for reactive dyeing, 2.10% and 5.78% for sulphur dyeing and 11.41% and 17.92% for vat dyeing. A considerable amount of saving in water consumption is also achieved while dyeing with Eco-Process I and Eco-Process II. Eco-Process II , in particular, results in 38.70%, 50% and 83.33% savings in water consumption during dyeing with reactive, sulphur and vat dyes respectively. This has also reduced the volume of effluent in a process house.
Keywords: Cotton fabric, Dyeing, Eco-processes, Jaggery, Reactive dyes, Sulphur dyes, Vat dyes
1 Introduction In the dyeing process, about 30-60 litres of water is
consumed for 1 kg of cloth substrate. This amounts to about 16% of the total water consumed in a mill' . The main challenge before the textile industry today is how to get production at a competitive price by using safe dyes and chemicals as well as by reducing pollution treatment costs. There is no single answer to these questions as it depends upon the various sectors under consideration, their competence and multidisciplinary research.
Dyes belonging to azoic, basic (cationic), direct, disperse and oxidation bases and developers are termed as affected classes of dyes as some of ~em find place in the banned lisr. However, none of the dyes from the remaining classes, viz. reactive, vat, sulphur and natural, has been banned. Although, these dyes are unaffected or safe dyes, the practical dyeing with them is not free from the environmental problems. .
With the everincreasing consumption of cotton textile products, the use of vat, sulphur and reactive dyes has significantly increased. Dyeing with these dyes require large quantities of salts to achieve good exhaustion, which increase the total dissolved solids (TDS) in e:ffiuents . In sulphur dyeing, the alkaline
I The author has changed his name from H T Lokhande to H T Deo
sodium sulphide brings the dye into soluble state; however, it contributes sulphides in the mill effluene. Although the natural dyes are eco-friendly, the metallic mordants used for improved fastness and better fixation on textiles are not always eco-friendly4.
The dyeing effluent contains unabsorbed dye, surfactants, auxiliaries and other chemicals which may increase the pollution load. Noteworthy work for the removal of dyesS and surfactants6 from effluent has been reported.
Developments in reactive dyes are the Sumifix Supra dyes (marketed by Sumitomo Company, Japan) which are the mixed bifunctional reactive dyes containing both vinyl. sulphone and monochlorotriazinyl groups. These dyes overcome the drawbacks of low degree of exhaustion and fixation, poor levelness and reproducibility, and low fastness properties7
• Dawson Intemation;ll patented a process and the equipment design for fixinr dyes or chemicals using radio frequency energy. In the recent developments, an electrolytic process is used to achieve the reduction of sulphur or vat dyes9
.
In continuation of our earlier work to develop new eco-friendly methods of processing textile goods'O, an attempt has been made in the present work to dye the cotton goods with safe dyes, eco-friendly auxiliaries and chemicals. The work also deals with the reduction of waste concentration in effluents by reusing dyes
DEO & WASIF: GREEN TECHNOLOGY IN TEXTILE PROCESSING: PART III 59
and chemicals recovered from the effluents. The r~use of low-load effluents has been successfully tried and has resulted in consiserable saving in water consumption in the dyeing process.
2 Materials and Methods
2.1 Materials
Cotton hanks (25s) and cambric fabric (warp count, 65s; weft count, 66s; ends/in.,62; and picks/in.,50) were used for the study.
Procion Brilliant Red M5B [C.L Reactive Red 2 (18200)], NavKton Jade Green FFB [C.LVat Green I (59825)] and Sulphur Black BO [C.LSulphur Black I (53185)] were used.
Sodium hydrosulphite (GR grade), common salt, sodium hydroxide, sodium carbonate, acetic acid, calcium chloride, magnesium sulphate, ferric chloride, mercuric sulphate, silver sulphate, potassium dichromate and ferrous ammonium sulphate, all of AnalaR grade;were used.
2.2 Methods The cotton hanks and cambric fabric were bleached
and mercerized. The cambric fabric was dyed with reactive and sulphur dyes while the cotton hanks were dyed with vat dye using the conventional methods as well as Eco-Processes I and II developed in our laboratory .
. 2.2.1 Dyeing of Cambric Fabric with Reactive Dye
2.2.1.1 Conventional Method (Exhaust Dyeing) The bleached mercerized cambric fabric (100 g)
was dyed for t% shade in a laboratory jigger dyeing machine, keeping the material-to-liquor ratio at 1:4. The dye fixing agent Sandofix WEI (2 gil) and acetic acid (I gil) were added to the dyebath and two ends were given followed by soaping at 80°C using the conventional method .
2.2.1.2 Eco-Pro,cess I The bleached mercerized cambric' fabric (100 g)
was dyed for 1 % shade in a laboratory jigger dyeing machine, keeping the material-to-liquor ratio at 1:4. The following sequence was adopted for the dyeing:
- The fabric was loaded into machine containing dye fixing agent Sandofix WEI (2 gil) and two ends were given at room temperature,
- The bath was drained, - The dissolved dye was added over two ends,
- Two more ends were given without making any additions to the dyebath,
- Predissolved salt (10 gil) was added and one end given,
- Predissolved salt (10 gil) was added again and one end given,
- The goods were run for two ends, - Predissolved sodium carbonate (7.5 gil) was
added and one end given, - Predissolved sodium carbonate (7.5 gil) was
added again and one end given, - The goods were given four ends, and - Bath was drained and soaping was carried out as
per the conventional method,
2.2.1.3 Eco-Process II The batch to be dyed by the Eco-Process 11 is
preceded by another batch to be dyed following the conventional method, with a difference that instead of draining the solutions the same are collected for recycle and reuse in the Eco-Process II. Thus, the first batch is dyed by the conventional method f\,llowed by dyeing of one or more batches. .
In the Eco-Process II, all the sequences were exactly the same as followed in conventional dyeing. However, cold wash, dye-fixing treatment, soaping, hot wash and cold wash were carried out with recycled water. The wash liquors generated during cold washing, dye fixing, soaping, hot w.ashing and cold washing of conventionally-dyed' fabric were segregated from the dye solution and then treated with 50 mgll lime followed by 150 mgll ferrous sulphate . The contents were stirred and kept stagnant for 3 h. The sludge formed was allowed to settle at the bottom. The clear supernatant liquor was passed through a column of activated carbon and the colourless water was collected and reused in EcoProcess II .
2.2.2 Dyeing of Cambric Fabric with Sulphur Dye
2.2.2.1 Conventional Method (Exhaust Dyeing) The bleached mercerised cambric fabric (100 g)
was dyed for 8% shade in a laboratory jigger dyeing machine, keeping the material-to-liquor ratio at 1:4, soaped and washed.
2.2.2.2 Eco-Process I
The bleached mercerised cambric fabric ( 100 g) was dyed for 8% shade in a laboratory jigger dyeing machine, keeping the material-to-liquor ratio at 1:4 .

60 INDIAN 1. FIBRE TEXT. RES., MARCH 1999
The following sequence was adopted for the dyeing.
- Fabric was loaded into machine containing 10 gil of liquid jaggery (prepared by treating commercial jaggery with 0.05% citric acid for 20 h) ana 2 gil of sodium carbonate. Two ends were gIven,
- Predissolved dye was added in two lots over two ends, gradually raising the temperature to 60°C,
- Fabric was given two more ends at 60°C in the same bath,
- Common salt (20 gil) was added at 60°C in lots over two ends,
- Temperature was raised to boil and dyeing continued at boil for four ends,
- Bath was drained, - Cold rinsing was done over two ends, - 2% hydrogen peroxide (100 vol) and little
ammonia were added into the above bath and oxidation was carried out at 40°C for four ends,
- Bath was drained, - Soaping was carried out at boil witb I gil soap
and I gil soda ash while giving two ends, - One end was given in hot water (60°C), and - One en" was given in cold water.
2.2.2.3 Eco-Process II
The dye liquors and wash ' liquors from conventional dyeing were segregated form each other and reused in Bco-Process II. The dye liquor was replenished with fresh dye, sodium sulphide and sodium carbonate (each 4.96 g) and used for dyeing a fresh batch. The wash liquors obtained from conventional dyeing were treated with 65 mgll lime and 180 mgll ferrous sulphate. The contents were stirred and kept stagnant for 3 h. The clear liquor was passed through a column containing activated carbon and this treated wash liquor was reused for rinsing, oxidation, soaping, hot wash and cold wash treatments in Eco-Process n.
2.2.3 Dyeing of Cotton Hank with Vat Dye
2.2.3.1 Conventional Method
·Cotton hank was dyed in hank dyeing machine, keeping the material-to-liquor ratio at I :20, following a standard method of dyeing with vat dyes.
2.2.3.2 Eca-Process I
Cotton hank was dyed in hank dyeing machine, keeping the material-to-liquor ratio at I :20. The
dyebath was set with one litre of stock vat solution and one litre of blank vat (10 gil caustic soda and 10 gil sodium hydrosulphite) solution. Well-scoured cotton hank (I kg) was put into the dye bath at 60°C and kept as such for 10 min. The hank was then removed, squeezed and air-oxidised for 5 min. Hank was put again into the dye bath and dyeing was continued for 10 min. Once again the hank was airoxidised. The above procedure was repeated for the third time. After oxidation, the hank was rinsed and then soaped at boil for 20 min in a bath containing 2 gil soap and 2 gil sodium carbonate. This was followed by hot and cold rinse.
2.2.3.3 Eco-Process II The total effluent generated during the dyeing of
cotton hank by the conventional method was treated with lime (100 mgll) and ferrous sulphate (200 mgll). The contents were stirred and kept stagnant for 3 h. The clear liquor was passed through a activated carbon column and the colourless effluent was reused · in Eco-Process II for dyeing as well as for other operations. The entire dyeing process was exactly the same as followed in the conventional method.
2.2.4 Tests Total solids, suspended solids, total dissolved
solids, biochemical oxygen demand (BOD), chemical oxygen demand (COD) and pH were determined as reported earlier lO
•
The cotton substrate dyed by the Eco-Process I and Eco-Process II were compared with those ' dyed by conventional method for their depth of shade and tone using the Computerised Colour Matching (CCMI) System.
The colour changes ,of dyed yam and fabric samples were measured in tenns- of ern L* a* b* values with iIIuminants D 65, A and TL 84 respectively at a 10° observer. The work was carried out on Spectraflash SF 300 system of Datacolor International, USA.
Wash fastness was determined according to IS04 (BS 1006, C04: 1974) and IS05 (BS 1006 C05 : 1978) methods ll
. The colour fastness to day light was determined according to BS 1006 (1978) method II.
2.2.5 Bulk Trials Bulk trials for dyeing of cambric fabric with
reactive (Procion Brilliant Red M5B) and sulphur (Sulphur Black BO) dyes and cotton hanks with V!lt dye (Navinon Jade Green FFB) using conventional
DEO & WASIF: GREEN TECHNOLOGY IN TEXTILE PROCESSING : PART III 61
and Eco-Processes I and Il were carried out. The cambric fabric was dyed in a jigger, while cotton hanks were dyed in a typ ical yarn dyeing unit. The batch size of cambric fabric was 100 kg while that of hanks was 50 kg. The chemicals used were of commercia l grade.
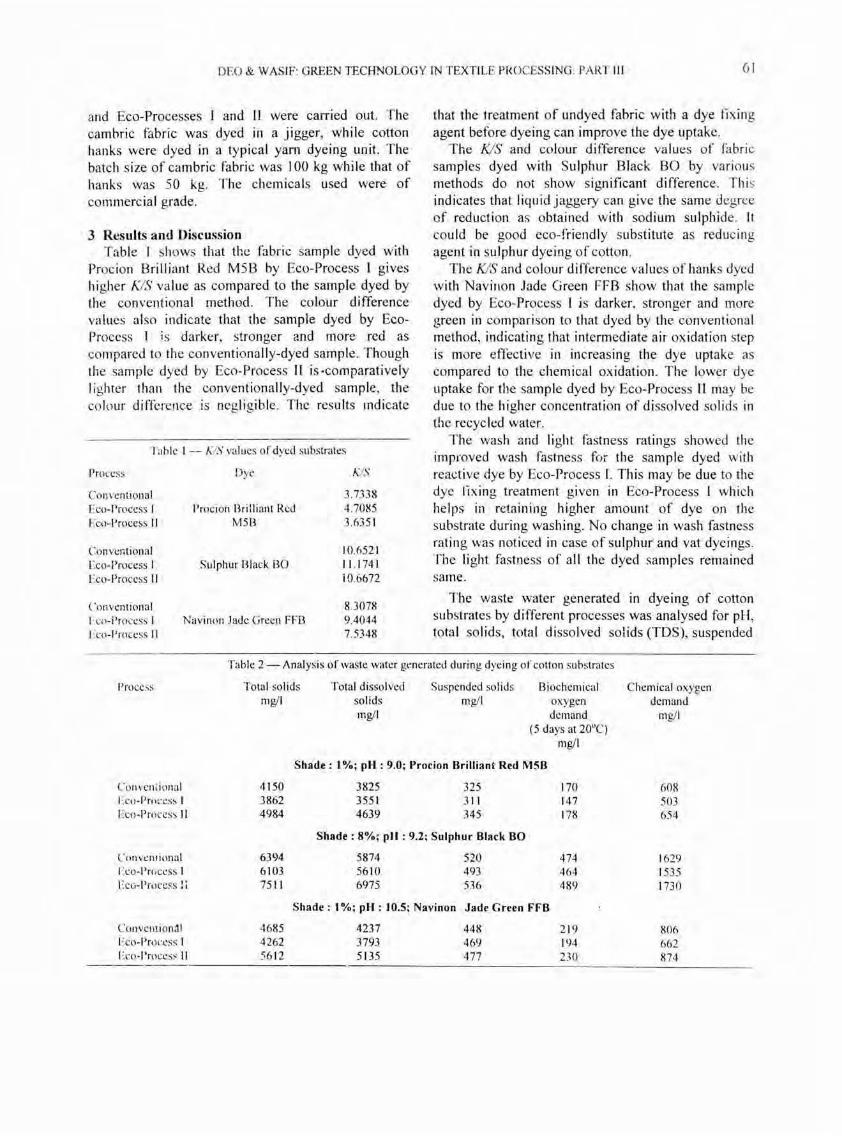
3 Results and Discussion Table I shows that the fabric sample dyed with
Procion Brilliant Red M5B by Eco-Process I gives higher KJS value as compared to the sample dyed by the conventional method . The colour difference values also indicate that the sample dyed by EcoProcess I is darker, stronger and more red as compared to the conventionally-dyed sample. Though the sample dyed by Eco-Process II is ocomparatively I ighter than the conventionally-dyed sample, the co lour difference is negligible. The results Indicate
Table I -- K/S values of dyed substrates
Process
Conventional Eco-Process I Eco··Process II
Conventional Eco-Process I Eco-Process II
Con vent iOllal Eco-Process I Feo-Process II
Dye
Procion Brilliant Red M5B
Sulphur Black BO
Navinon Jade Green FFB
KlS
3.7338 4.7085 3.6351
10.6521 11.1 741 iO.6672
8.3078 9.4044 7.5348
that the treatment of undyed fabric with a dye fixing agent before dyeing can improve the dye uptake.
The KlS and colour difference values of fabric samples dyed with Su lphur Black BO by various methods do not show significant difference. Thi s indicates that liquid jaggery can give the same degree o f reduction as obtained with sodium sulphide. It could be good eco-friendly substitute as reducing agent in sulphur dyeing of cotton.
The KlS and colour difference va lues of hanks dyed with Navillon Jade Green FFB show that the sample dyed by Eco-Process I is darker, stronger and more green in comparison to that dyed by the conventional method, indicating that intermediate air oxidation step is more effective in increasing the dye uptake as compared to the chemical oxidation. The lower dye uptake for the sample dyed by Eco-Process II may be due to the higher concentration of dissolved solids in the recycled water.
The wash and light fastness ratings showed the improved wash fastness for the sample dyed with reactive dye by Eco-Process I. This may be due to the dye t'ixing treatment given in Eco-Process I which helps in reta ining higher amount of dye on the substrate during washing. No change in wash fastness rating was noticed in case of su lphur and vat dyeings . The li ght fastness of all the dyed samples remained same.
The waste water generated in dyeing of cotton substrates by different processes was analysed for pH, total solids, total dissolved solids (TDS), suspended
Tab le 2 - Analysis of waste water generated during dyeing of colton suhstrates
Process
Conven tional J·:co-Proccss I Eco-Process 11
Co n vClllional Eco-Pmcess I Eco-Pmcess li
Conveni iom1.! Eco-Process I I·:co ·l'roccs;; 11
Total solids mg/I
Total dissolved solids mg/I
Suspended so lids mg/I
Biochemical oxygen demand
(5 days at 20°C) mg/I
Shade: I %; pH : 9.0; Procion Brilliant Red M5B
4150 3825 325 170 3862 355 1 311 147 4984 4639 345 178
Shade: 8%; pH : 9.2; Sulphur Black BO
6394 5874 520 474 6103 5610 493 464 751 I 6975 536 489
Shade: t %; pH : 10.5; Navinon Jade Green FFB
4685 4237 448 219 4262 3793 469 194 56 12 5135 477 230
Chemical oxygen demand
mg/I
608 503 654
1629 1535 1730
806 662 874

62 INDIAN J. FIBRE TEXT. RES. , MARCH 1999
solids, BOD and COD and the results are given in Table 2. The effluent generated in dyeing of cambric fabric with reactive dye by the conventional method shows alkaline pH and high TOS contents which may be due to the usage of large quantity of salt in dyeing for exhaustion . The BOD and COO values for the effluents generated by the conventi onal method of dyeing are 170 mg/l and 608 mg/l respectively, which are quite high. Therefore, certain modifications become essential in the existing process . In the EcoProcess I, the use of acetic acid, which contributes to high BOD, is avoided. Further, more exhaustion of the dye on the fabric is also achieved, thereby reducing the concentration of residual dye in the effluent. Therefore, Eco-Process I shows lower values of BOD and COD (147 mg/I and 503 mg/l respective ly) for the effluent as compared to that shown by the conventional method. Due to the recycling of wash liquors from conventional dyeing, higher values 'Of tota l solids, total dissolved solids, BOD and COD are observed for Eco-Process II effluent. However, due to the recycling of wash liquors, not only the saving in water consumption but also the reduction in volume and average pollution load of the effluent are achieved.
The effluent from conventional dyeing of cambric fabric with sulphur dye shows alkaline pH, very high va lues of total solids, BOD and COD. The effluent al so contains more harmful chromium. By substituting sodium sulphide, which contributes to the sulphide ions in the effluent, with eco-friendly liquid jaggery in Eco-Process I, substantial reduction of the sulphide content in the effluent is achieved . Moreover, the foul smell of sodium sulphide is also e liminated . Further, non-ecofriendly chemicals like potass ium dichromate, acetic acid, etc. used in the conventiona l method have been substituted with the eco-friendly hydrogen peroxide. As a result, the efflu ent from Eco-Process I shows lower values of tota l solids, BOD and COD than shown by the efflu ent from the conventional method . The leftover dyebath used in the conventional method was replen ished with fresh amounts of dye, sodium carbonate, sodium sulphide and salt in Eco-Process II and the dye ing of the second batch was carried out. Similarl y, the wash liquors generated in post-dyeing operati ons of conventiona l method are put to reuse, after giving suitabl e treatments, for washing, soaping and ox idation in Eco-Process II. Slightly higher va lues of tota l solids, BOD and COD are observed for
the Eco-Process II effluent as compared to that for the conventional method effluent.
Fairly large volume of effluent is generated in the dyeing of cotton hanks with vat dye. The effluent generated by the conventional method shows higher values of pH, total solids, BOD and COD. However, in the Eco-Process I, the chemical oxidation with nonecofriendly dichromate-acetic acid system has been replaced by the intermediate air ox idation process. Hence, Eco-Process I effluent shows lower values of BOD and COD. The Eco-Process II shows some increase in BOD and COD values but achieves good amount of savings in water consumpt ion.
Table 3 shows savings in water consumption \11
Table 3 - Water consumption in dye ing
Amount of water, litre Step Conven- Eco-Process Eco-Process
ti onal I II proce~s
Dye: Procion Brilliant Red MSB
Hot wash before dyeing 400 Nil 400 Dyeing 150 150 150 Co ld wash afte r dyeing 400 Nil 400' Soaping 400 400 400' Hot wash after soaping 400 400 400' Final cold wash 400 400 400 Total water consumpti on 2150 13)(1 950 Total savings per batch of 800 1200b
100 kg fabric Saving in monetary terms 37.20% 38.70%
Dye: Sulphur Black BO
Dyeing 200 200 200 Rinsing after dye ing 400 400 400' Soaping 400 400 400' Hot wash 400 400 400' Cold wash 400 400 400 Total water consumption 1800 1800 600 Total savings per batch Nil 1200b
of 100 kg fabric Saving in monetary terms N il 50%
Dye: Navinon J ade Green F F'B
Hot wash before dyei ng 1000 1000 1000' Dyei ng 1000 1000 1000' Rin sing afte r dye ing 500 500 500' Soaping 1000 1000 1000' I-lot wash 1000 1000 1000' Cold wash 1000 1000 500 Total water consumption 5500 5500 500 Total sav ings per batch of N il 5000b
100 kg fab ri c Sav in g in monetary term s N il 83 .33%
• Recycled water bFor two batches (one each by conventi onal and Eco-Process II )

DEO & WASIF: GREEN TECHNOLOGY IN TEXTILE PROCESSING: PART III 63
dyeing of cambric fabrics with Procion Brilliant Red M5B I, and Sulphur Black BO using Eco-Processes I and II instead of the conventional one. For reactive dyeing, Eco-Process I results in saving of 800 litres water per batch of 100 kg fabric and Eco-Process II results in saving of 1200 litres water per batch. In monetary terms, the savings obtained per batch in Eco-Process I and Eco-Process II are 37.20% and 38.70% respectively. In sulphur dyeing, Eco-Process I does not give any saving in water consumption, but Eco-Process II results in saving of 1200 litres water per batch. In monetary terms, the saving per batch is 50%.
In hank dyeing with Navinon Jade Green FFB, the Eco-Process II results in saving of 5000 litres water per batch of 100 kg fabric. In monetary terms, the saving per batch is of the order of as high as 83.33%.
References I lhala P B, Vyas M M & Subrahamanyam K, Water and
effluents in textile mills (ATIRA, Ahmedabad), 1981 , 101 . 2 Lokhande H T & Naik S R, Indian Text J, 107 (4) ( 1997 ) 62 . 3 Dalby G, J Soc Dyers C% ur, 109 ( I) ( 1993) 8. 4 Dalmia R K & Sharma M, J Text Assoc, 54 (I) (1993) 25 . 5 Richter S & Kermer W 0 , J Soc Dyers C% ur, 108 (4) (1992)
4. 6 Sosnovskaya A A, Vlasova V I, Tsodova M N & Belyaeva N
N, Tekst Promst (Moscow), 52 (9) (1992) 35 ; World Text Abstr, 25 (3) (1993) 122.
7 Shah R R, C% urage, 38 (9) (1991) II .
8 Mark C S & Warreu P S, J Soc Dyers Colour, 109 (2) ( 1993) 65 .
9 Bechtole T, Burtscher E, Turcauu A & Bob)eter 0 , J Soc Dyers C% ur, 110 (I) (1994)14.
10 Deo H T & Wasif A I, Indian J Fibre Text Res, 23 (3) ( 1998) 177.
I I Trotman E R, Dyeing and chemical technology of textile fibres , 6th edn (Griffin, London), 1984, 512, 520.