Green Heart Tunnel, an environmental solution for the ...
1
This Compilation of TAC Papers was prepared courtesy of Green Heart Tunnel, an environmental solution for the Dutch High Speed Line Ir. Hans Burger Sr. Advisor DHV B.V. Tunnel Engineering Consultants (TEC), the Netherlands TEC is a permanent Joint Venture between Royal Haskoning, DHV and Witteveen+Bos Abstract: The green Heart Tunnel is a shield driven tunnel of 8 km length in the Dutch part of the High Speed Line South from Amsterdam to Paris. The tunnel consists of a mono-tube with an internal diameter of 13,30m, which is divided by a wall in the middle in two tubes. The TBM used for this tunnel has a diameter of 14,85m, which is still one of the biggest soft soil TBM’s of the World. Important keywords in the High Speed Line Transport are: Fast, Comfortable and Safe. Another important objective was: it had to be properly assimilated into the urban and rural landscape environment and the environmental impact had to be minimized. In this aspect the thorniest problems during decision making process was the question: Should the High-Speed Line cross through the Green Heart of Holland, or shouldn’t it. Finally the Parliament approved a route that would run through the Green Heart. The most important feature of this route is the eight kilometers long shield driven tunnel, which will conserve this unique Dutch landscape. The tunnel is realized in such a way that both damage to the landscape and disruption to local residents due is minimized. The construction started in 2000 and was finished in 2005. The presentation will describe the Unique Green Heart area, the most important design and construction items and the basic safety concept for such a long tunnel. It will show a lot of pictures and animations of the construction principles and the TBM operation. Keywords: Holland; shield driven tunnel; environmentally friendly; high speed rail link; reduced energy consumption; European; Holocene Westland geological formation; Twente Formation; Urk Formation; tunnel boring machine. Burger, H.Sr. Green Heart Tunnel, an environmental solution for the Dutch High Speed Line. 2008 Tunnelling Association of Canada Proceedings.
Transcript of Green Heart Tunnel, an environmental solution for the ...

This Compilation of TAC Papers was prepared courtesy of
Green Heart Tunnel, an environmental solution for the Dutch High Speed Line
Ir. Hans Burger Sr. Advisor DHV B.V.
Tunnel Engineering Consultants (TEC), the Netherlands
TEC is a permanent Joint Venture between Royal Haskoning, DHV and Witteveen+Bos
Abstract:
The green Heart Tunnel is a shield driven tunnel of 8 km length in the Dutch part of the High
Speed Line South from Amsterdam to Paris. The tunnel consists of a mono-tube with an internal
diameter of 13,30m, which is divided by a wall in the middle in two tubes. The TBM used for this
tunnel has a diameter of 14,85m, which is still one of the biggest soft soil TBM’s of the World.
Important keywords in the High Speed Line Transport are: Fast, Comfortable and Safe. Another
important objective was: it had to be properly assimilated into the urban and rural landscape
environment and the environmental impact had to be minimized. In this aspect the thorniest
problems during decision making process was the question: Should the High-Speed Line cross
through the Green Heart of Holland, or shouldn’t it. Finally the Parliament approved a route that
would run through the Green Heart. The most important feature of this route is the eight
kilometers long shield driven tunnel, which will conserve this unique Dutch landscape. The
tunnel is realized in such a way that both damage to the landscape and disruption to local
residents due is minimized. The construction started in 2000 and was finished in 2005. The
presentation will describe the Unique Green Heart area, the most important design and
construction items and the basic safety concept for such a long tunnel. It will show a lot of
pictures and animations of the construction principles and the TBM operation.
Keywords: Holland; shield driven tunnel; environmentally friendly; high speed rail link; reduced
energy consumption; European; Holocene Westland geological formation; Twente Formation;
Urk Formation; tunnel boring machine.
Burger, H.Sr. Green Heart Tunnel, an environmental solution for the Dutch High Speed Line. 2008 Tunnelling Association of Canada Proceedings.

1
Green Heart Tunnel An Environmental solution for the Dutch High Speed Line Ir. Hans Burger Sr. Advisor DHV B.V.
Tunnel Engineering Consultants (TEC), the Netherlands
TEC is a permanent Joint Venture between Royal Haskoning, DHV and Witteveen+Bos
ABSTRACT
A beautiful piece of countryside, located in the western part of the Netherlands, is surrounded by
the dense urban areas of four cities: Amsterdam, Rotterdam, Utrecht and The Hague. Because of
its location and its rural beauty, this central landscape within the urban agglomeration of Western
Holland is referred to as Holland’s “Groene Hart” (Green Heart). About 600.000 people live in this
area. Most of the land is countryside, mainly used for agriculture purposes, such as dairy farms
and market gardening. The Green Heart is one of last remaining undisturbed natural landscapes
in Western Holland. Fragmentation of this region will increase urban development and decrease
the value of the scenic countryside. Considering these factors, the Dutch Government decided in
1998 that the straightest possible and acceptable route between Amsterdam and Rotterdam
would be an eight kilometers long shield driven tunnel under the Green Heart to minimize
nuisance and disturbance during the construction, as well as during future operation.
The paper will describe the unique scene of the Green Heart area, the most important design and
construction items to reduce the environmental impact on this area and the basic safety concept
of such a long tunnel.
1. INTRODUCTION
From this year the Netherlands are connected to the European network of high speed lines. It is
now waiting for the rolling stock providers to start operation after delivering trains with the newest
ERTMS (European Rail Traffic Management System) and after finishing the try-out operations.

2
The new High Speed Rail Link offers an
efficient and environmentally friendly
alternative to transport by air or road. More
intensive use of rail at the expense of road
and air transport will mean less air pollution,
reduced energy consumption and fewer
potential fatalities and injuries. There will be
no motorway tailbacks or waiting at the check-
in desk at Schiphol Airport. Instead, travelers
will enjoy smooth journeys at up to 300 km an
hour, not only between the European
countries but also inside the Netherlands itself.
Traveling from Amsterdam to Paris will be just
a matter of three hours in armchair comfort,
and the journey from central Rotterdam to the
centre of London will take three hours through
the Channel Tunnel Rail Link.
The section of the HSL between Amsterdam and the Belgium border consists of approximately
100 kilometers of new track, which is suitable for speeds of up to 300km/hour.
In order to ensure that the HSL would be properly incorporated into the urban and rural landscape
environment, the line includes more than 170 bridges, tunnels and underpasses. Much attention
was also paid to the architecture of the required infrastructure engineering.
2. FROM ROUTE DECISSION TO CONTRACTING
Since 1991, the High-Speed Line has gone through all the statutory procedures for major
infrastructure projects according the Dutch Infrastructure (Planning Procedures) Act. Following
the approval of the High-Speed Line KPD by the Parliament, at the end of April 1997, detailed
design of the route began. This was done in close consultation with local residents and the
relevant local, provincial and national authorities and governmental agencies.
In this aspect one of thorniest problems during the decision making process was the question:
Should the High-Speed Line cross through the Green Heart of Holland, or shouldn’t it? There was
an alternative route following the Highway A4 Amsterdam-The Hague and the Highway A13 The
Hague-Rotterdam. This alternative route alongside the highways should cause a lot of problems
as well in existing urban areas as in new to develop urban areas. Also this alternative route
alongside the Highways should cost about 500 million Euros more than the former plan through a
part of the Green Heart. Finally the Parliament approved a route that would run partly through the
Green Heart, provided that the impact on the surrounding countryside is minimized and the extra
costs of the environment friendly solution will not exceed 400 million Euros. The most important
feature of this route is an eight kilometers long shield driven tunnel, which will conserve a large
part of the unique Dutch landscape “The Green Heart”. This tunnel meant that relative little
excavation work was necessary in this area and therefore both damage to the landscape and
disruption to local residents due to construction work would be minimized.
The Design and Construct contract procedure for the shield-driven Green Heart Tunnel, which
started in September 1998, was an original and unusual way of tendering. There was no
traditional advertisements providing information, process to records and general specifications,
but, instead, an informal frank and public approach through an organized symposium with
domestic and foreign contractors. The main goal of this symposium was to issue a “call to the
market” for an intelligent, creative and original solution for the shield-driven tunnel project, which
is one of the biggest and most expensive structures of the High-Speed Line Rail Link.

3
3. PROJECT ORGANIZATION
The High-Speed Line Project Organization was responsible for the construction of 100 km of
high-speed line. Within the Organization ProRail (Dutch Railways Infrastructure Management),
Movares and DHV B.V. worked together under responsibility of the Ministry of Transport, Public
Works and Water management and the Ministry of Housing, Regional Development. In 1998 the
structure of this organization changed from a preparatory phase structure to a structure
emphasizing project construction. The total line was divided over five Project Offices with a
central steering board.
The Green Heart Project Office within the Project Organization High-Speed Line-South had the
following tasks:
• To realize the tunnel design and construction within the budget limit as stated by the
parliament;
• To establish the necessary conditions for realization of ground purchases, relocation of
cables and ducts, formal permissions, etc.;
• To communicate with local residents and authorities concerning the tunnel design and
construction and the environmental impact and the total safety concept of the a train with
300 km/hr in a 8 km long tunnel;
4. REFERENCE TUNNEL DESIGN
The purposes of preparing a reference tunnel design were:
•••• To formalize the Key Planning Decision as part of the Dutch Infrastructure Act;
•••• To establish a basement and conditions for necessary administrative consultations
with the local residents and authorities;
•••• To minimize design efforts (for the Design and Construct contract) of candidate
contractors;
•••• To provide a guide in design, together with a quality standard as envisioned by the
client
In the reference design the start shaft is located in the north near to the Highway A4 and a small
river. The end shaft at the south is near the Hazerswoude village. Two shield-driven tubes of 9.54
m inner diameter should connect start and end shafts. The distance between cross-passages
between the tubes is about 300m and an emergency and maintenance shaft is projected every
2 km. It was assumed that freezing and grouting techniques should be used to construct the
cross-passages. Both tunnel tubes would be built using two shield-driven machines along 7 km

4
length. The distance between the tunnel axes were projected from half the diameter at the
location of the shafts, till one diameter for the rest of the tunnel alignment.
Because of the speed of 300 km/hr of the trains the vertical curves are between 20,000 m and
50,000m, and the horizontal curves are more than
4,250 m. The maximum inclination is less than 2.5%.
The total free tunnel cross-section was projected to be
a minimum of 60 m2, to fulfill the requirements of
comfort in the trains due to air pressure differences
that occur when a train drives into the tunnel at high
speed. Additional measures to prevent passengers
from feeling air pressure differences in their ears are
adjustment of several vertical airshafts to the surface
along the alignment of the tunnel.
5. GEOLOGICAL PROFILE OF THE TUNNEL SITE
The soil characteristics of the Green Heart are very challenging. There are multiple soil layers
consisting of salty and brackish water, with a fresh water table up to the ground surface. The
Holocene Westland geological formation, with 10 to 15m thick peat (specific weight of 1100-1300
kg/m3) and marine clay layers settled on loose sand, gives a proper picture of the difficult soil
conditions for any construction works.
Under this Westland formation is the Twente and Urk formation reaching till 25-30m under the
surface. This formation consists of fine sand layers with a density between 10% and 60%. This
means there is a great risk of squeezing, settlements and possibly liquefaction.
Any construction works planned to realize with these soil conditions should be carefully
considered, taking in account the influence of soil disturbance on the structures or shield-diving
process.
6. ADDITIONAL REQUIREMENTS BECAUSE OF ENVIRONMENTAL REASONS
Since the decision for a tunnel under the Green Heart was made for reasons of environmental
protection, these considerations play an important role in the project design of the tunnel. To fulfill
these requirements, especially all the logistic works for the shield-driving process like production
and transport of concrete elements, bentonite-soil separation factory, etc., it was concluded that
the driving of the tunnel with a TBM was only allowed to start from North shaft. This scheme will
entail serious restrictions on the site space and construction activities.
The critical environment was a main reason for establishing the Board Commission for
Construction Activities, composed of representatives of local residents and authorities, together
with representatives from the Project Office Green Heart Tunnel.

5
Conclusions from the frequent meetings of this group resulted in additional requirements or
challenging incentives to reduce construction hindrance or to minimize the environmental impact,
specified in “Terms of Reference” and communicated to the candidate contractors.
Examples of these wishes and/or requirements are:
• Realize TBM section as long as possible (in stead of longer cut and cover ramps)
• Minimize the dimensions of the construction sites
• Minimize the soil waist of out coming soils (thus maximize soil recycle possibilities)
• Minimize the transport of materials by trucks
• Minimize or avoid the construction nuisance at critical sites (minimize sheet pile driving
for retaining walls; limiting of working hours between 7.00h and 19.00h)
• Minimize the dimensions of definitive constructions at the surface, like ramps and
accesses to shafts
All these additional requirements and wishes were taken into account in the tender of the Green
Heart Tunnel to select the contractor with the most attractive bid.
Beside these environmental criteria there were also the following economical criteria:
• Total construction time (as short as possible)
• Project risk profile ( as low as possible)
• Quality assurance
• Innovation aspects
• Expected maintenance
• Price (of course)
The effects of all these items were translated into money. This was incorporated in a scheme to
evaluate all these effects in the bid of the pre-selected five contractors. The scheme was
developed with the reference design as starting point. For each issue a maximum amount was
set and a parameter chosen. The reference design solution was zero. Solutions better than the
reference design meant a bonus and solutions inferior to the reference design meant a minus.
The sum of total bonus and minus was adapted in the bid as an apparent decrease or increase of
the bid. The Total amount of bonuses could reach 55 million Euros on an estimated total
construction cost of 430 million Euros.
Of course this bid evaluation procedure had to be completely transparent and known to all
bidders in advance and in accordance with EU ruling. The thought behind this approach is that
bidders can focus in their design on all those items that will give the most advantage in achieving
the order. For the Client this approach had the advantage that there was a real challenge for all
the bidders to optimize their design at those aspects. The whole tender procedure including the
design period for the contractors took about one year. During this tender there was a technical
dialogue between client and bidders to exchange ideas of alternatives and to verify if they meet
the requirements. The aspired innovation asked for a very “open” communication with the
individual bidder about his developments in the design and a positive attitude concerning
demands for changes in the Technical Requirements. The Bidders had to be assured that their
demands for changes in the Technical Requirements were treated confidentially because they
could easily be linked to their proposals.

6
7. ALTERNATIVE DESIGNS AND THE WINNING CONCEPT
Besides the concept of the reference design there were two other possible concepts:
• The double-O-tube, only practiced in Japan
• The mono-tube with two tracks, separated by wall in the middle
The Dutch safety concept for High-Speed trains requires separated tubes for each track with connections on regular distances between these tubes. In both above mentioned concepts these connections are easily to realize by rather simple doors in the separation walls. This in contrary to the reference design, where it is necessary to dig a cross-passage between both shield-driven tubes. Another advantage of both mentioned concepts is the smaller cross-section space which is needed and the less soil excavations.
Disadvantages were the technical feasibility of these concepts in terms of experience and
manufacturing of TBM’s with this kind of dimensions.
In the Design and Construct tender procedure five international combinations of contractors were pre-selected. Four of them did a bid according an optimized reference design. One of them considered also the double-O-tube concept and another the mono-tube, but both choose at the end still for the reference design concept with some optimizations.

7
The winning concept of this Design and Construct tender was a French/Dutch combination,
Bouygues/Koop, with their design of a mono-tube tunnel: a huge shield driven tunnel with an
internal diameter of 13.30m, which is divided by an internal wall in two tubes. To construct this
mono-tube tunnel a TBM is used with a diameter of 14.87m, which was till two years ago the
biggest soft soil TBM of the world. The shield-driven section runs at an average depth of 30m
below surface level over a length of 7,160 m. Here the tunnel is enclosed by the aquifreous sand
deposit, which is very appropriate for the bentonite shield-driving process. The ground water
flows are barely disturbed, because they have sufficient space to pass below and above the
shield-driven tunnel. Due to the depth, the TBM has sufficient soil and weight above it to prevent
flotation caused by the ground water. This is in contrary with beginning and end of the shield-
driven section where the TBM is passing through clay and peat layers with very small cover.
Without precautions here should occur real blow-out problems. Especially at the north side,
where also a small river is passed by the cover is too small. The original soil is removed here and
replaced by, sand with an over-height and in the river part by sand-cement mixture. At the south
end a 500m long temporarily embankment of sand is used on top of the surface above the tunnel
alignment. With both solutions the wish of a longer shield-driven section with shorter cut and
cover ramps, was fulfilled. The risk profile of this construction method was smaller and especially
the impact on the environment was reduced.
The last parts of the ramps of the tunnel are constructed as cut and cover works. At the north side
the first 540m of this access ramp is in open trough, the last 120m is closed. At the south side the
access ramp has a closed part of 420m and a connecting open access ramp of 350m.
Seven shafts for maintenance, air pressure discharge, and technical installation are embodied in
the tunnel. The shield-driven section of the tunnel has three combination air and access shafts,
which were also used during the shield-driving process for inspection and repair of the TBM.
Additional two smaller air shafts are located 500m after both entrances, which are used
exclusively as air pressure reduction shafts. Both the northern as well as the southern access
have again a combination air and access shaft in the closed section, positioned at the there
located service buildings. The roofs of these tunnel access ramps have additional been provided
with holes in order to create as gradual a transition as possible from the open air to the closed
tunnel.
Because the goal of the Green Hart Tunnel was to reduce the environmental impact as much as
possible special attention was given to
minimize the dimensions of all the structures
above surface, like the air and entrance shafts
buildings as well as the service buildings near
the tunnel accesses. This was realized by
locating most functions beneath surface level
and to give special attention to the architecture
in order to fit in these structures in the
surrounding landscape. A special function
related to the environment was the sound
damping boxes which were designed
underground of each air shaft.

8
8. DESIGN, CONSTRUCTION AND ENVIRONMENT
The design and construction of the mono-tube concept was totally the responsibility of the
French/Dutch combination, Bouygues/Koop. It was especially the international experience of
Bouygues that made it possible to design and construct such a huge shield-driven tunnel. The
design of the cut and cover parts in the typical Dutch soft soil is engineered by TEC in
subcontracting of Bougues/Koop.
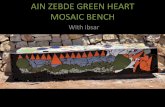
8.1 The TBM
The four main sections of the Tunnel Boring
Machine together, form a traveling factory of
120 m long and weighing more than 3,300
tons and a diameter of 14.87m. The shield
of the TBM consists of a drill wheel (1,932
tons), the first follow-on platform (758 tons),
the bridge (217 tons) and the second follow-
on platform (439 tons). A TBM of this
magnitude had never been used before
anywhere else in the world.
The boring process took place from the
construction site at the north next to the
highway A4 and the Does River. That is the
site where the starting shaft and the
construction pits for the open and closed access ramps are situated. This is also the place where
the logistic centre of the shield-driving process is situated, like the storage place for tunnel lining
elements, the portal crane for lowering heavy loads down in the shaft and the soil/bentonite
separation plant, as well as the temporarily soil storage basins. Since the decision for a tunnel
under the Green Heart was made for reasons of environmental protection, this was the only
acceptable place to start the driving of the tunnel with a TBM with good accessibility for large
construction materials by trucks.
In 2001, the TBM has been assembled in sections in the starting shaft (30m wide and 80m long).
The TBM was built at NFM in France and transported in sections to Netherlands by sea ship. In
the Netherlands the further transport was carried out by flat barges over shallow Dutch waters.
The last km’s the transport of the sections took place from a jetty on multi wheel trucks to the site,
where the sections were lowered by the portal crane in the start shaft.

9
8.2 The drilling process and construction of tunnel lining
Behind the 12m long drill head is an erector situated. This places the pre-fabricated concrete
tunnel elements (14.5 tons each) into position within the shield of the machine. Together, ten
segments form a closed circle lining of 0.60m thick. Every hour a tunnel lining of two meters
length is completed. The drilling wheel at the front of the boring shield scrapes the sand loose.
The sand is mixed with bentonite, a natural type of clay, which is continually pumped to the front
of the drilling wheel. The bentonite has two functions. At first the hydraulic pressure of the
bentonite supports the drill front of sand by forming a membrane of bentonite cake. Secondly the
mixture of sand and bentonite is transported by a system of ever lengthening piping to the
separation plant on the northern construction site.
The bentonite is separated from the sand in this huge filter system of the separation plant and
pumped back to the TBM. The residual clean sand – a total of about 1,350,000 cubic meters – is
reused for other construction projects as much as possible. Because of this recycling of sand as
construction material the requirements to the separation plant were severe.
The average daily speed of the TBM was 9-12m. The maximum daily speed was almost 30m.
8.3 The finishing work of the inner tunnel furnish
Behind the drilling shield and erector moves the first follow-on platform, containing the operator’s
cabin, the pumps and other apparatus required. The second follow-on platform is sixty meters
behind the first one. Both platforms are connected through a bridge construction underneath
which the tunnel elements and the elements of the technical tunnel gallery are transported.
This tunnel gallery (2 m height and 2.5m wide) is situated under the future tracks. Besides the
gallery stabilized sand (sand/cement mixture) is deposited to give the tunnel weight, to prevent
flotation caused by the ground water. The second follow-on platform drives on the stabilized sand
fill.
After the second follow-on platform has passed a concrete floor slab is constructed across the technical gallery and the stabilized sand fill. A sliding formwork for the partition wall follows at about 600 m behind the second follow on platform. In this formwork the partition wall of 45 cm thick is cast across a length of 12 m.
Next in each tube two concrete platforms
at both sides are constructed. The
platforms along the partition wall have the
function of evacuation path in case of
emergency. The platform at the outer side
has the function of inspection path. Both
the free spaces under the platforms have
a function as cable duct.
8.4 continual, industrial and logistical optimized construction process
The TBM with follow-on platforms and finishing work was a continual process that operated daily
24 hours, seven days a week, during a period of approximately 3 years. Supply and discharge of
materials, equipment and personnel took place through the tunnel sections that already have
been built. To make these possible special trucks were designed for this purpose. These trucks
had operating cabins at the front and back sides, which was required because the trucks could
not turn around inside the tunnel. Strict procedures and traffic rules concerning safety and
progress supervised this continual logistical process of very high level.

10
The three air and escape shafts in the shield-driven section to the surface had also an important
maintenance function during the drilling process. The TBM drilled through these circle shaped
shafts, which were constructed as slurry walls and filled up with low-strength concrete. Inside the
shaft the TBM remained some days to undertake any necessary maintenance or to replace the
teeth of the drilling wheel if they were worn or damaged.
9. SAFETY CONCEPT IN THE GREEN HEART TUNNEL
The most important safety measure is already incorporated in the basic design concept of the
tunnel: two separated tubes for each track, provided with safe escape routes for the passengers
to reach in short time a safe haven. Important in respect to this escape route is that passengers
have to evacuate on their own, without necessarily, the help of rescue-workers. This so called:
self evacuation is essential in minimizing the amount of casualties.
That is why in the mono-tube a partition wall is incorporated, provided with adjoining platforms
over the whole length of the tunnel. The height of the platforms is about 0.35 till 0.55m above
railhead and with a width of about 1.45m. This platform directly at the inside along the partition
wall between both tracks provides an acceptable and fast dis-embarkation even in emergency
circumstances. Also at the outside of the tracks are 0.80m wide platforms, which are not intended
as escape route, but may be seen as additional if the situation requires. The main escape route is
lit up during an emergency,
equipped with pictograms
showing the shortest way to an
emergency door to the safe
location in the other tube. The
distance between these doors is
at most 144m and therefore the
longest distance to the safe
location 72m. This is an important
advantage of this mono-tube
concept in comparison with the
reference design (cross
connections every 300m). Other
safety provisions are a handrail
along the wall, a rough surface of
the platform, no obstacles and staircases in this escape route to the save location. The escape
doors to the other tube are sliding doors and are 2.40m wide.
In case of emergency, when passengers evacuate to the other safe tube, they can wait there for
assistance or leave the tunnel via the emergency shafts, which are situated every two kilometers.
The safe haven, which is the not-incident tube, will be safe against smoke and fire for at least 4
hours. Emergency services can use the tunnel entrances and the escape shafts for the supply
and removal of equipment and possible victims. There are lifts for the emergency services inside
the shafts. Evacuees have to use the staircases in the shafts.
In case of emergency the ventilation system is automatically started and geared towards the
driving direction of the train. This implies that there is no smoke behind the train and the fire
brigade can approach the train safely from there.

11
10. CONCLUSION
The High Speed Line is a unique project, interplay of state and private enterprises, resulting in a
safe and fast transport system that meets both the needs of our times and the needs of tomorrow
and beyond. It has been realized with respect to the environment and the remaining traditional
Dutch landscapes. The shield-driven tunnel under Holland’s “Green Heart” was constructed as an
environmental friendly solution to realize the High-Speed Line-South, to meet future needs of
development and mobility.
The parliament considered the Green Heart Tunnel as a sustainable solution, which justified the
extra cost of this tunnel of about 400 million Euros. The dimensions of this shield-driven tunnel
were so extra ordinarily, that considerable research and development was performed and new
experience was gained. These results have been of use and will be available for use on other
underground projects.
The whole High-Speed Line south is now finished and in short time the High-Speed Trains will
transport passengers fast, comfortable and safe everywhere to other Capitals in Europe. This will
add an environmental friendly opportunity in comparison to traveling by car and plane.
.