
GE High Speed Reciprocating Compressor H301/302 Operating ...
137
High speed reciprocating compressors H301 and 302 series operating manual GE Oil & Gas
Transcript of GE High Speed Reciprocating Compressor H301/302 Operating ...

High speed reciprocating compressors
H301 and 302 series operating manual
GE Oil & Gas

Document Revision Chart
The following chart lists the revisions made to this document tracked by version.
Revision Revision description Date Author Approver
2.0 Updated safety information and made document usable online
3/9/2012 Luette A. Jim H.
2.1 Added piston head end and crank end clearance
7/10/12 Luette A. Jim H.
2.2 Update parts phone number, efax, website, rearrange connecting rod form
7/25/13 Luette A. Jim H.
©2012 General Electric CompanyAll Rights Reserved

H301/302 HSR Compressors | Rev. 2.2 | I
Contents
Acronyms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Lisf of Figures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .List of Forms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .VList of Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VI
Chapter 1: Getting Started . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1Customer Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1Documentation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Request Access to the Website . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1Compressor News Bulletins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1Operating Manuals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1Give Feedback . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2Safety Advisories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
Types of Safety Advisories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2Safety Symbols . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Technical Support . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6Warranty . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Chapter 2: Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9H 301/302 Series Frame/Running Gear Assembly . . . . . . . . . . . . . . . . . . . . . . .9H 30 Series Cylinder Assembly for H Series frames . . . . . . . . . . . . . . . . . . . . . . .9Commissioning Report . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Components of the H 301/302 Series . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10High Speed Reciprocating Compressor – Startup Report . . . . . . . . . . . . . . . 11
Startup Report . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Pre-Startup Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Post-Startup Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Gas Compressor Record . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Crankshaft Rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Chapter 3: General Data/Specifications . . . . . . . . . . . . . . . . . 21Frame Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Bearings and Running Gear . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Lubrication System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Cylinder Nameplates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Piston Head End and Crank End Clearance . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Cylinder Sizes, Bores, Piston Diameters, Clearance and Weight . . . . . . . . . 25Piston Ring and Packing Ring Clearances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Fastener Torque Values . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Fastener Torquing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Hold Down Bolting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Balance Weights . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30

II | H301/302 HSR Compressors | Rev. 2.1
Chapter 4: Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39Access and Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39Vents and Drains. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39Secure the Skid and Foundation (Sub-Base) . . . . . . . . . . . . . . . . . . . . . . . . . . . 40Skid Leveling and Alignment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Compressor Frame Leveling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Alignment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Maximum Allowable Drive Train Misalignment . . . . . . . . . . . . . . . . . . . 44Driver to Compressor Free Coupling Alignment . . . . . . . . . . . . . . . . . . . 44Compressor Crankshaft End Thrust Clearance . . . . . . . . . . . . . . . . . . . . 45
Skid Hold-Down Bolting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Recommended Bolt Size/Torque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Bolting Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Bolt/Fastener Tightening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Piping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Process Gas Piping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Lubricating Oil Piping and Tubing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Compressor Valves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Chapter 5: Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Maximum Allowable Working Pressure (MAWP) . . . . . . . . . . . . . . . . . . . . . . . 54Rated Discharge Pressure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Cylinder Discharge Temperature Shutdown Settings . . . . . . . . . . . . . . . . . . 55Shut Down Setting Recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Discharge Temperature Calculations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Cylinder Temperature Shutdown Setting/Formula . . . . . . . . . . . . . . . . . 55
Compressor Relocation or Reapplication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Compressor Frame and Cylinder Information . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Filling Crankcase Sump . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Pre Lube Frame . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Crankcase Oil Level . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Cylinder Lubricator System Priming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Compressor Reapplication or Relocation Checklist . . . . . . . . . . . . . . . . 58Initial No-Load Rotational Test Run . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Initial Load Run . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
Operate the Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Start the Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Stop the Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Chapter 6: Lubrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Frame And Running Gear Lubrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Pressure Regulating Valves (PRV). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
Disassemble the PRV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Inspect the PRV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Re-assemble the PRV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Crankcase Lubricant Selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73

H301/302 HSR Compressors | Rev. 2.2 | III
Oil Viscosity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Non-Lube Cylinder Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Cylinder Lubrication System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
System Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Entrapped Air Removal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
Setup and Adjust Lubricator Pump . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76New Compressor Start-Up . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77Cylinder Wall Oil Film Wipe Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78Guideline for Oil Film Wipe Test Results . . . . . . . . . . . . . . . . . . . . . . . . . . . 78Cylinder Lubrication Flow Rate and Cycle Indicator . . . . . . . . . . . . . . . 79Rupture Disks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Digital Cylinder Lube No-Flow Devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Install Kenco NFS-3 No-Flow Switch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
Chapter 7: Vibration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89Types of Vibration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89Mechanical . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Inertia Unbalance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Pressure Pulsations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91Torsional Vibration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91Vibration Amplitude versus Frequency . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
Chapter 8: Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95Component Weights . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
Frame and Frame Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96Preventive Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Record Keeping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Oil Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Cleanliness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Inspect Gaskets and O-rings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Recommended Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98Daily Maintenance Checklist. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98Monthly Maintenance Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99Quarterly Maintenance Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100Semi-Annual Maintenance Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100Annual Maintenance Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101Optional VVCP Assembly Capacity Control . . . . . . . . . . . . . . . . . . . . . . . 101Adjust the Variable Volume Clearance Pocket (VVCP) Assembly . . . . 102
Connecting Rod Inspection Sheet – H Frame . . . . . . . . . . . . . . . . . . . . . . . . . 109
Chapter 9: Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . 111
Appendix A: H Series Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-1
Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2

IV | H301/302 HSR Compressors | Rev. 2.1
Acronyms
PRV - Pressure regulating valveVVCP - Variable voulme clearance pocket

H301/302 HSR Compressors | Rev. 2.2 | V
FiguRe 1 Safety symbols . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5FiguRe 2 H 301/302 H Series compressor components . . . . . . . . . . . . . . . . . . . . . 10FiguRe 3 Crankshaft rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19FiguRe 4 Cylinder nameplate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24FiguRe 5 Torque wrench with adapter at any angle except 90° right angle . . . 29FiguRe 6 Torque wrench with adapter at right angle (90°) . . . . . . . . . . . . . . . . . . . 29FiguRe 7 Maximum out of balance weight of opposing throws . . . . . . . . . . . . . . 30FiguRe 8 Sketch description of misalignment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43FiguRe 9 Dial indicator arrangement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43FiguRe 10 Inlet strainer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49FiguRe 11 Piping schematic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63FiguRe 12 Frame and running gear lubrication system . . . . . . . . . . . . . . . . . . . . . 67FiguRe 13 GE oil filter standard 1-105292 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69FiguRe 14 PRV assembled and exploded parts illustration . . . . . . . . . . . . . . . . . . 72FiguRe 15 Typical lubricator pump with plunger shown at max stroke/flow . . 77FiguRe 16 Rupture assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81FiguRe 17 Kenco NFS-3 No-Flow Switch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83FiguRe 18 DNFT-LED Switch Assembly, with magnetic housing assembly . . . . 85FiguRe 19 Vibration amplitude versus frequency chart . . . . . . . . . . . . . . . . . . . . . 92FiguRe 20 Typical variable volume clearance pocket installed. . . . . . . . . . . . . . 102FiguRe 21 Effective rod extension: amount pocket is open . . . . . . . . . . . . . . . . . 104FiguRe 22 VVCP flange lubrication fitting and threads . . . . . . . . . . . . . . . . . . . . . 107
List of Figures

VI | H301/302 HSR Compressors | Rev. 2.1
FoRm 1 Startup report . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13FoRm 2 Pre-startup checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16FoRm 3 Post-Startup checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17FoRm 4 Gas compressor record . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18FoRm 5 Compressor frame and cylinder data tag information . . . . . . . . . . . . . . . 57FoRm 6 Reapplication or relocation checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59FoRm 7 Initial no-load rotational test run checklist . . . . . . . . . . . . . . . . . . . . . . . . . . 61FoRm 8 Initial load run checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62FoRm 9 Daily maintenance checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99FoRm 10 Monthly maintenance checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99FoRm 11 Quarterly maintenance checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100FoRm 12 Semi-annual maintenance checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100FoRm 13 Annual maintenance checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101FoRm 14 Connecting rod inspection sheet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
List of Forms

H301/302 HSR Compressors | Rev. 2.2 | VII
Table 1 Frame specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Table 2 Dimensions and clearances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Table 3 Lubrication system . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Table 4 Cylinder sizes, bore, piston diameters, and clearances . . . . . . . . . . . . . . 25Table 5 Piston ring and packing ring clearances . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Table 6 Pressure packing ring clearances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Table 7 Frame and crosshead guide support hold down bolting . . . . . . . . . . . . . 30Table 8 2 stage counter balance weight part numbers . . . . . . . . . . . . . . . . . . . . . . 31Table 9 3-Stage counter balance weight part numbers . . . . . . . . . . . . . . . . . . . . . 32Table 10 3 or 4 stage CNG counterweights . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Table 11 Balance crosshead jam nut weight and part numbers . . . . . . . . . . . . . 34Table 12 2 stage double acting piston with counterweights sour gas service 35Table 13 3 stage counter balance weight part numbers . . . . . . . . . . . . . . . . . . . . 36Table 14 Balance counterweights sour gas service . . . . . . . . . . . . . . . . . . . . . . . . . 37Table 15 Compressor frame thermal growth . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44Table 16 Hold down bolting torque range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Table 17 Discharge temperature calculations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Table 18 Cylinder discharge formula . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Table 19 GE Oil filter upgrade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69Table 20 PRV size, part number and spring rating and information . . . . . . . . . . 70Table 21 Oil operating temperature vs. SAE viscosity . . . . . . . . . . . . . . . . . . . . . . . 73Table 22 Lowest ambient temperature vs. SAE viscosity . . . . . . . . . . . . . . . . . . . . 74Table 23 Part numbers for atmospheric rupture assemblies . . . . . . . . . . . . . . . . 82Table 24 Cylinder lubricants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87Table 25 Approximate frame and crosshead guide component weights . . . . . 96Table 26 VVCP added clearance volume, travel and percent . . . . . . . . . . . . . . . 105Table 27 List of compressor conditions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106Table 28 Troubleshooting chart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
List of Tables


H301/302 HSR Compressors | Rev. 2.2 | 1
Chapter 1: Getting Started
Customer ServiceSend any request for parts, technical support and/or service should be sent to High Speed Reciprocating (HSR) compressors at [email protected]. All requests for parts or service should include:
1. Compressor frame/model size 2. Frame serial number 3. Cylinder serial numbers 4. Cylinder bore diameter5. Part description and part number (P/N) 6. The date the part is needed. If a breakdown has occurred and a part is
required immediately to return the compressor to service, note it in the parts request
7. Customer’s Purchase Order (PO) number 8. Description or problem if service is required9. Your contact information
DocumentationHigh Speed Reciprocating (HSR) compressors provide several types of documentation: Compressor News Bulletins, operating manuals, parts books, etc. The website is http://supportcentral.ge.com/products/sup_products.asp?prod_id=51671
Request access to the WebsiteAccess to the website is through authorization only. To request access,
1. Go to the following link geoilandgas.com/hsr2. Scroll down to the “RELATED” field at the bottom of the screen. Expand the
section called “Websites.”3. First time users select “HSR support site registration”, fill in required data and
submit. You will receive an automated e-mail from GE Support Central. 4. Follow the instructions in the e-mail to confirm the request. A GE employee will
then complete the authorization process.
Compressor News bulletinsCompressor News Bulletins (CN) provide the latest technical information for GE and Legacy (Gemini, Energy Industries, and Chicago Pneumatic) reciprocating compressors. CN is available on the HSR compressor website. http://supportcentral.ge.com/products/sup_products.asp?prod_id=51671
Parts books and operating manualsParts books and operating manuals are available on the HSR compressor website http://supportcentral.ge.com/products/sup_products.asp?prod_id=51671
give FeedbackPlease send feedback for any documentation to [email protected]
Give Feedback
need more information? Let us know by sending an e-mail to the address below.
Customer Service
Available 24 hrs1-832-978-9780

2 | Chapter 1: Getting Started
PartsAssistance for parts is available 24/7 365 days a year. E-fax: 1-713-634-2816
E-mail: [email protected]
Phone: +1 855-268-8289
Safety AdvisoriesThe following safety precautions are published for your information. GE Oil & Gas does not, by the publication of these precautions, imply or in any way represent that they are the sum of all dangers present near HSR Compressors. These compressors are mostly used for compressing flammable and/or hazardous gases. If you are installing, operating or servicing a GE Oil & Gas product, it is your responsibility to ensure full compliance with all applicable safety codes and requirements. All requirements of the Federal Occupational Safety and Health Act must be met when GE Oil & Gas products are operated in areas that are under the jurisdiction of the United States of America or Canada. GE Oil & Gas products operated in other countries must be installed, operated and serviced in compliance with any and all applicable safety requirements of that country. For details on safety rules and regulations in the United States, contact your local office of the Occupational Safety and Health Administration (OSHA), the American National Standards Organization (ANSI). For information regarding Canadian or international locations, contact your local or regional office of the International Standards Organization (ISO).
The words “notice,” “caution,” “warning” and “danger” are used throughout this manual to highlight important information.
Be certain that the meanings of these alerts are known to all who work on or near the equipment.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
This manual is best when viewed online. If printing out the manual, ensure that it is a color copy so that people are
notified by the color in the safety advisories.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Types of Safety advisoriesNoticeThis symbol identifies information, which is NECESSARY TO THE PROPER OPERATION, MAINTENANCE OR REPAIR OF THE EQUIPMENT.
Safety advisories
NECESSARY TO THE PROPER OPERATION, MAINTENANCE OR REPAIR OF THE EQUIPMENT
Parts
24/7 365 days a yearE-fax: 1-713-634-2816
Email: [email protected] T +1 855-268-8289

H301/302 HSR Compressors | Rev. 2.2 | 3
The message of the note will be written here. These notes call out information vital for the proper operation, maintenance
or repair of the equipment.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Caution This symbol identifies information about hazards or unsafe practices. Disregarding this information could result in MINOR OR MODERATE PERSONAL INJURY.
P I N C H P O I N TDO NOT PUT HAND OR FINGERS NEAR THE INSIDE
OF THE CYLINDER.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (6)
WarningThis symbol identifies information about hazards or unsafe practices. Disregarding this information could result in SEVERE PERSONAL INJURY OR DEATH.
E X P L O S I V ECONTENTS UNDER PRESSURE, FOLLOW APPROPRIATE
PROCESS TO DEPRESSURIZE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)
DangerThis symbol identifies information about immediate hazards. Disregarding this information will result in SEVERE PERSONAL INJURY OR DEATH.
F L A M M A B L EFLAMMABLE GAS, NO OPEN FLAME.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
D A N G E RFAILURE TO OBSERVE SAFETY REGULATIONS AND/OR
REMOVAL OR MODIFICATION OF SAFEGUARDS WILL NULLIFY THE WARRANTY AND MAKE THE USER FULLY LIABLE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
Safety advisories
Could result in MINOR OR MODERATE PERSONAL INJURY
Could result in SEVERE PERSONAL INJURY OR DEATH
Will result in SEVERE PERSONAL INJURY OR DEATH

4 | Chapter 1: Getting Started
D A N G E RSUBSTITUTION WITH NON-ORIGINAL SPARE PARTS OR PARTS
OTHER THAN THOSE RECOMMENDED BY THE MANUFACTURER IS THE FULL RESPONSIBILITY OF THE USER AND CAUSES
IMMEDIATE DECAY OF THE GUARANTEE. THE MANUFACTURER DISCLAIMS ALL LIABILITY FOR DAMAGE TO PERSONS AND/
OR THINGS ARISING FROM THE USE OF NON-ORIGINAL SPARE PARTS. IN ADDITION, NON-COMPLYING WITH THE
PRECAUTIONS OR SAFETY REGULATIONS AND/OR REMOVING OR CHANGING ANY SAFETY GUARDS, AS WELL AS THE
EXPIRATION OF THE MANUFACTURER’S WARRANTY AND THE ADOPTION OF FULL LIABILITY ON THE PART OF THE USER, CAN
CAUSE INCIDENTS, EVEN SERIOUS HARM.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
Excessive wear is not considered a material defect. Normal wear items (such as piston rings, rod packing, valves, etc.) are
not under warranty.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
On any field startup, it is important to use trained mechanics and operators that have experience with GE compressors, utilizing the most current technical information. Failure to
follow and implement proper commissioning instructions can result in equipment damage.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

H301/302 HSR Compressors | Rev. 2.2 | 5
Safety SymbolsCaution, warning and danger use a variety of safety symbols to depict the specific risk. These symbols are used throughout this manual.
DANGEROUS TEMPERATURES
ELECTRICAL HAZARD
AIR GAS INLET PRESSURE
MOVING PARTS CUT AND CRUSH
HIGH PRESSURE FLAMMABLE EXPLOSIVE ASPHYXIATION
PINCH POINT LIFTING HAZARDTOXIC AND POISONOUS
SUBSTANCESFALLING DO NOT
CLIMB ON EQUIPMENT
SLIPPING AND FALLING GENERAL WARNING GENERAL DANGERROTATING
COMPONENT
SEVER HAZARD PROJECTILEPERSONAL PROTECTIVE
EQUIPMENT
FiguRe 1 Safety symbols
The safety advisories in this book are set against a black background so that they stand out. When using these signs on equipment, the background is safety white with a black
border and black text.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

6 | Chapter 1: Getting Started
Technical SupportTechnical support is available 24 hours/7 days a week; when you need it.
E-mail: [email protected]: +1 832 978 9780
Training Training is available three times a year. The schedule is posted on the HSR website http://supportcentral.ge.com/products/sup_products.asp?prod_id=51671.
WarrantyThe warranty is effective when:
1. An authorized representative of GE Oil & Gas – High Speed Reciprocating (HSR) gas compressors or the authorized packager is present at the initial start-up
2. All frame and cylinder assembly components received proper pre-start maintenance checks and lubrication as stated in this manual
3. Starting and operating the compressor within the design limits and HSR Compressor specifications
4. Proper completion and return of the Startup report within 30 days after initial start-up. Send the completed report to:
GE Oil & GasATTN: Warranty Administrator - HSR Compressors4425 Westway Park Blvd. Mail Stop #3Houston, TX 77041 [email protected]
Technical Support
Available 24 hrs1-832-978-9780 [email protected]
Warranty
GE Oil & Gas
ATTN: Warranty Administrator - HSR Compressors4425 Westway Park Blvd. Mailstop #3Houston, TX 77041 [email protected]

H301/302 HSR Compressors | Rev. 2.2 | 7


H301/302 HSR Compressors | Rev. 2.2 | 9
3
2
1
3
4
1
5
9
9
8
7
6
8
6
4
3
6
5
Chapter 2: Introduction
GE Oil & Gas designs, manufacturers and supplies HSR Compressors to customers, qualified packagers and distributors. The following basic compressor components are listed by frame/running gear assembly and cylinder assembly.
H 301/302 Series Frame/Running Gear Assembly Normally includes:
1. Frame with integral crosshead guides2. Main (precision) bearings and bearing housing3. Distance pieces4. Cover plates 5. Lubricating oil pump and filtration system 6. Cylinder forced feed lubricator system7. Crossheads with pins 8. Crankshaft9. Connecting Rods with Roller and Precision Bearings
Options include:
10. * Non-Lubricated cylinders11. * Sour Gas compliant configuration 12. * Auxiliary Fan Drive
* - not shown
H 30 Series Cylinder Assembly for H Series framesNormally includes:
1. Cylinder2. *Fixed clearance cylinder head (if no VVCP) 3. Piston with rings 4. Piston Rod 5. Piston Rod packing 6. Valves and valve covers7. *Tailored valves
Optional clearance devices include
8. Variable Volume Clearance Packet (VVCP) assembly9. *Valve spacers
* - not shown

10 | Chapter 2: Introduction
Components of the H 301/302 Series The components of the H series compressor are displayed in “Figure 2 H 301/302”.
Commissioning ReportFor HSR compressor commissioning, whether new or after repairs or re- application, complete the commissioning report to ensure proper operation. The commissioning report includes 5 forms:
1. “Startup report”2. “Pre-startup checklist”3. “Post-Startup checklist”4. “Initial no-load rotational test run checklist”5. “Initial load run checklist”
14
FiguRe 2 H 301/302 H Series compressor components
12
13
13
3
4
7
8
12
22
23
21
20 19
9
1017 11 13
18
1516
5
6 13
1. Concentric valve
2. HP liner
3. Suction valve cover
4. Packing lube inlet
5. Cylinder lube divider block
6. main bearing
7. Crankcase breather
8. Crankcase
9. Crosshead
10. Crosshead liner
11. Packing case
12. Suction valve
13. Pistons
14. Suction valve chair
15. Variable Volume Clearance Pocket (VVCP) assembly (optional)
16. Discharge valve cover
17. Piston rod
18. oil pan
19. auxiliary cover
20. PRV valve
21. main lube pump
22. auxiliary fan drive (optional)
23. Crankshaft
24. Distance Piece
724
14
3

Date
From
Frame Serial No.
High Speed Reciprocating Compressor – Startup ReportCOVERAGE UNDER GE’S HSR WARRANTY POLICY IS BASED UPON RECEIPT OF THIS REPORT WITH COMPLETE INFORMATION
Mail To:GE Oil & Gas – HSR Compressors4425 Westway Park BlvdMail Stop #3Houston, TX 77041ATTN: Warranty Administrator
geoilandgas.com/hsr Tech Hotline: +1 832 978 9780Compressor Direct Sale Rental/Lease Unit Resale Other
PackagerName
Phone
Address
City State Country ZIP
Packager Unit No. Ship Date
Compressor Frame DataModel
Serial
Sales Order
Package Startup Date
Service Rep
Contact Phone
Driver DataEngine Motor
MFGR
Model
Max. Rated Horsepower @ RPM
Applied Speed RPM
Applied Horsepower
CustomerName
Phone
Address
City State Country ZIP
Customer Unit No.
Unit LocationProject/Name
Closest/Town
State Country
Offshore Yes No
Contact Person
Contact Phone
Application InformationApplication
(Injection, Gathering, Pipeline, CNG, etc.)
Gas Compressed (Type or % NG, Methane, CO2, N2, H2S, Air, Propane, etc.)
Performance run attached Yes
Specific Gravity Capacity MMSCFD
Stages Suction Psig Discharge Psig
Elevation Ft Ambient Temp. °F
GE Oil & Gas
H301/302 HSR Compressors | Rev. 2.2 | 11
Startup ReportComplete and send the startup report to GE in order to activate the warranty policy.

Coupling/Flywheel Data MFGR Type Size
Cylinder Data
Throw # Cylinder Serial # Cylinder Bore Dia. Stage MAWP Lubed/Non-lubedVVCP
Yes/No
SeriesExamples
(95/03/89)
Distance PiecesYes/No
1
2
3
4
5
6
Lubrication DataFrame Oil Minimum Viscosity: SAE 40 (ISO-150) Weight
Brand
Type
ISO Viscosity
Cylinder Oil
Brand
Type
ISO/Viscosity
Post Startup DataFrame Oil
Oil Pressure at #1 Main (Normal: 44 – 55 psig @ 150 – 170 °F)
Shutdown: 30 psig Alam: 38 psig
Oil Supply Temperature at Filter Normal: 150 – 170°F 185°F (85°C)
High Oil Temperature Shutdown
Oil Cooler Coolant Temperature Inlet _____________ Outlet ______________
Cylinder Oil and Lube Rate
Lube Cycle Time, Seconds/Stroke
Break-In Normal Contact oil supplier for frame and cylinder lubricant recommendations.
Driver Data
Driver Speed (RPM)
Engine Vacuum or Boost In. Hg BHP
Electric Motor Volts Amps KW
Compressor Data
Gas Flow Meter Reading (MMSCFD)
Cylinder Operating Conditions
Throw #Pressure, psig Temperature, °F
VVCP settings, inchesCylinder loading(Unload/SA/DA)Suction Discharge Suction Discharge
1
2
3
4
5
6
Frame Serial No.
12 | Chapter 2: Introduction

Frame Support & Alignment Verification
Frame Soft-Foot Check
Anchor Bolt Diameter
Applied Bolt Torque
Drive End
Aux End
Cylinder Piston End Clearances
Throw CE HE
1
2
3
4
5
6
Crosshead to Guide Clearances
Throw IB Middle OB
1
2
3
4
5
6
Piston Rod Run-Out
Throw Vertical Horizontal
1
2
3
4
5
6
Notes
Alignment & Axial Thrust
Crankshaft Axial Thrust
FACE
COLD
RIM
0 0
Crankshaft Axial Thrust
FACE
HOT
RIM
0 0
Frame Serial No.
H301/302 HSR Compressors | Rev. 2.2 | 13
FoRm 1 Startup report

14 | Chapter 2: Introduction
Pre-Startup Checklist Use the pre-startup checklist to bring the compressor online. Verify that all steps are complete before initial compressor loading..
F L A M M A B L EFLAMMABLE GAS, NO OPEN FLAME.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
H I G H P R E S S U R EUSE APPROPRIATE PROCEDURES TO DEPRESSURIZE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
T O X I C A N D P O I S O N O U S S U B S T A N C E S
USE APPROPRIATE PERSONAL PROTECTIVE EQUIPMENT.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
D A N G E R O U S T E M P E R A T U R E SDO NOT TOUCH COMPRESSOR WHEN IN OPERATION.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)
E L E C T R I C A L H A Z A R DDISCONNECT POWER.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)
E X P L O S I V ESHUTDOWN COMPRESSOR AND PERFORM LOCK-OUT/TAG-
OUT PROCEDURES TO AVOID SERIOUS INJURY.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)

Pre-Startup Checklist Initial
1. Are the correct GE HSR Operator’s Manual, parts book, shop traveler, special tools and spares available?
2. Have the application operating conditions been determinded?
Suction psig, Temp °F
Discharge psig, Temp °F
Max. RPM Min. RPM
3. Is a copy of the compressor performance prediction run of expected operating conditions on-site and has valve tailoring been checked for this application?
4. Are expected startup and operating conditions within compressor design limits? If in doubt, contact the GE Authorized Packager or GE HSR for confirmation of the compressor’s operational limitations.
5. Drain any condensed water from crankcase oil sump and lines. Check and thoroughly clean crankcase, using lint free rags. Remove rust inhibitor (desiccant) bags from crosshead guides and cylinders.
6. Drain and flush compressor oil make-up tank and supply lines of debris and condensed water.
7. Confirm any discharge bottle supports are loose at ambient temperature.
8. Soft-foot: Confirm the frame leveling jackscrews have been backed off. Have frame and guide supports been properly shimmed and bolts re-torqued? Compressor must not be twisted or bent.
9. Have crosshead guide supports been properly shimmed tight plus? +0.005" for small cylinders 7" and below and +0.010" for large cylinders above 7". Have bolts been re-torqued?
10. Has the compressor to driver cold alignment been checked at site? Are alignment readings within specification and readings recorded?
11. Have coupling/flywheel adapter and drive coupling bolt torques been verified and recorded?
12. Has compressor crankshaft axial thrust been checked and recorded?
Note: Is drive coupling free floating when installed?
13. Have piston end clearances been checked and recorded?
14. Have the VVCPs been set to the desired clearance settings and stem jam nuts been re-torqued to specification?
15. Has the oil filter been installed and compressor crankcase filled with oil to the proper level?
16. Is the crankcase oil supply isolation valve open?
17. Pre-Lube: Confirm prelube pump rotation if electrically or pneumatically driven.
18. Have the oil system, oil filter and oil piping been primed with oil?
Note: Electric motor driven units must have an automated prelube pump system.
19. Is the compressor crankcase oil level controller vented and set to the proper level?
20. Has the crankcase “low oil level” shutdown and alarm been adjusted and functionally checked?
21. Has the low oil pressure shutdown tubing been installed and shutdown setting verified?
Note: 1/4" NTP connection @ the drive end #1 main bearing oil supply point. Minimum oil pressure 30 psig falling pressure.
22. Is oil cooler installed and is oil supply flow counter to water flow?
23. Has the force feed lubricator box been filled with oil?
Note: If frame and cylinder oils are not compatible, remove force-feed lube box overflow tubing from frame and connect to a separate drain.
Pre-Startup Checklist
Frame Serial No.
24 HOUR ASSISTANCE: PARTS: +1 866 565 2303 TECHNICAL SERVICE: +1 832 978 9780
H301/302 HSR Compressors | Rev. 2.2 | 15

Pre-Startup Checklist Initial
24. Has the force feed lubrication system been primed and purged of all air?
25. Are all of the packing case drains/vents installed and open?
26. Replace all inspection covers.
27. Are the packing and cylinder (force feed) lubrication pump(s) adjusted to break-in (maximum flow) rates?
Normal lube rate seconds/stroke
28. Has force feed lubrication system “No Flow” switch(es) been installed and functionally checked?
29. Is the force feed rupture disc assembly(ies) installed and checked for proper disc color and pressure rating? (See operator’s manual and CN #05-003 for proper disc selection.)
30. Have the frame and cylinder cooling systems (if applicable) been filled with proper coolant/antifreeze and purged of air?
31. Have the suction, inter-stage and discharge pressure high/low shut downs been set and functionally checked?
32. Have the safety relief valves been installed in the proper locations for each stage of compression to protect piping and cylinder MAWP ratings?
33. Have the discharge gas temperature shutdowns been installed, set and functionally checked?
34. Is there a compressor frame vibration shutdown device installed, set and functionally checked?
35. Have the temporary inlet debris screens (100 mesh) been installed at the suction flange of each cylinder?
36. Have the suction lines been blown out to remove water, dirt, slag, etc.?
37. Has the gas piping been purged of all air for machines compressing a combustible gas?
38. Have all critical fastener torques been checked and recorded?
Caution: Loose fasteners may result in a safety hazard or equipment failure. See Operators Manual for list of critical fasteners.
39. Has the driver rotation been verified to match the compressor rotation?
40. Verify the compressor and its driver are free rolling with minimum force. For engine drives, has the unit been rolled with the air starter to ensure it is free turning? For electric motor drives, has the unit been barred over by hand to ensure it is free turning?
41. Have the compressor frame and cylinder lube oil systems been prelubed prior to starting?
42. Has the driver over-speed shutdown been electronically set and verified?
Note: Do not exceed compressor’s max. unloaded inertia speed, see CN #06-007 “Operational Limitations”.
43. Have startup instructions for all package equipment been reviewed and performed?
44. Has the Packager’s representative reviewed the unit’s startup and operating instructions with the site operator(s)?
Frame Serial No.
24 HOUR ASSISTANCE: PARTS: +1 866 565 2303 TECHNICAL SERVICE: +1 832 978 9780
16 | Chapter 2: Introduction
FoRm 2 Pre-startup checklist
GE Oil & Gas

H301/302 HSR Compressors | Rev. 2.2 | 17
Post-Startup ChecklistUse the post-startup checklist to check and record data after startup.
E X P L O S I V ESHUTDOWN COMPRESSOR AND PERFORM LOCK-OUT/TAG-
OUT PROCEDURES TO AVOID SERIOUS INJURY.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)
Post-Startup Checklist Initial
1. Did the compressor oil pressure increase immediately?
2. Are oil pressure gauges and oil filter differential indicator working properly?
Note: Typically the oil filter element(s) are changed after about 24 – 48 hours of initial operation.
3. Is low oil pressure shutdown set at a minimum of 30 psig falling? Is the frame oil pressure regulating valve (PRV) adjusted to 45 to 55 psig for a normal oil temperature (150 – 170°F)?
4. Check oil level in crankcase. Adjust oil level as required.
5. Were there any unusual noises or vibrations observed with the compressor or piping? If yes, then shutdown compressor to investigate and correct as required.
6. Have high discharge gas temperature shutdowns been adjusted to normal operating conditions?
Note: Correct settings are about 10% greater than normal discharge temperature but not to exceed 25°F (14°C) or cylinder’s 350°F (177°C) limit.
7. Is the cylinder lubrication divider block(s) visual indicator pin moving or LED light flashing?
8. Is pump set at maximum rate for break-in? Seconds/stroke
9. Are there any oil or process gas leaks? If yes, then shutdown compressor and correct as required.
10. Has piston rod packing begun to seal?
11. Have all package and compressor safety devices been reset to ensure unit shutdown if a malfunction occurs?
12. Have all scrubber liquid level controls been inspected for proper operation and liquid removal?
How often do they dump? ( minutes)
13. Have discharge bottle support systems been readjusted to support the cylinder/bottle in a hot operating condition?
14. Has drive alignment been checked, and adjustments made after reaching normal operating temperature, and operating temperatures have stabilized?
Note: Alignment is usually verified within 500 hours of initial operation, about 3 weeks after startup.
15. Has this “Startup Report” been completed and a copy mailed to the GE HSR compressor address on the 1st page?
Post-Startup Checklist
Frame Serial No.
24 HOUR ASSISTANCE: PARTS: +1 866 565 2303 TECHNICAL SERVICE: +1 832 978 9780
FoRm 3 Post-Startup checklist
GE Oil & Gas

18 | Chapter 2: Introduction
Gas Compressor RecordThe gas compressor record provides a quick reference for your HSR compressors. Please complete and retain: this information for future reference. If a cylinder is changed, record this information to keep accurate records.
DATE: MODEL:
SERIAL NUMBER RUNNING GEAR:
PACKAGER: Packager’s S/N:
USER LOCATION:
Throw /stage number (see“Figure 3”)
1 2 3 4
1. Cylinder model/series
2. Cylinder bore
3. Cylinder serial number
4. Stage number (1, 2, etc.)
5. Crosshead light or heavy (where applicable)
6. Piston and rod assembly weight (pounds)
7. Weight added used for balance (give number of pounds)
*8. Valve part numbers (if not standard – suction and discharge)
9. Optional distance piece (x) if yes
10. Variable volume clear pocket (x) if yes
* If changing cylinder valves due to operating conditions, list the new valve part numbers.
FoRm 4 Gas compressor record
GE Oil & Gas

H301/302 HSR Compressors | Rev. 2.2 | 19
Crankshaft RotationThe throw closest to the crankshaft drive end is the first throw.
FiguRe 3 Crankshaft rotation


H301/302 HSR Compressors | Rev. 2.2 | 21
Chapter 3: General Data/Specifications
Frame Specifications H Series Compressor Frames are available in either 2 or 4 throw configuration. The table below depicts the 2 throw H Series configuration.
Frame model H301/302
General data
Number of throws 2
Crosshead shoe type Babbitted
Cylinders series available for mounting 30 series
Rated speed, RPM 1800
Minimum speed, RPM 900
Units of measure Inches (mm)
Stroke length 3.00 (76.20)
Piston rod diameter 1.1250 (28.50)
Crankcase mounting surface to the crankshaft center line 12.3125 (312.735)
Crankshaft drive end diameter 2.7035 (68.669)
Crankshaft taper of 1.50 inch per foot 1.50 (38.1)
Maximum horsepower (KW) per throw 100 (74.57)
2 throw frame and cylinder weights (average)*, lbs (kg) 2000 (907.184)
Pounds (kg)
Compression 10,000 (4536)
Tension 10,000 (4536)
Total 20,000 (9072)
* Approximate dry weight with cylinders installed.
Table 1 Frame specifications

22 | Chapter 3: General Data/Specifications
Bearings and Running GearH302 Frame size Inches (mm)
Main bearing bore diameter3.3755 (85.738)3.3765 (85.763)
Crankshaft
Main bearing journal diameter2.9975 (76.1365)2.9980 (76.149)
Rod bearing journal diameter3.2495 (82.537)3.2500 (82.550)
End thrust clearance0.006 (0.1524)0.008 (0.2032)
Maximum allowable end thrust clearance 0.012 (0.3048)
Crankshaft web deflection – Maximum 0.002 (0.0508)
Main bearing
Inside diameter – Installed3.000 (76.200)3.002 (76.251)
Width 1.875 (47.625)
Wall thickness0.187 (4.7498)0.188 (4.7752)
Clearance range0.002 (0.0508)
0.0045 (0.1143)
Maximum allowable clearance 0.007 (0.1778)
Connecting rod
Connecting rod length – CL to CL 8.50 (215.90)
Rod bearing bore diameter3.423 (86.944)3.424 (86.970)
Crosshead pin bearing bore diameter2.0610 (52.349)2.0615 (52.362)
Taper, ovality (out of round) and barrel 0.0005 (0.0127)
Side clearance0.012 (0.3048)0.018 (0.4572)
Rod bearings
Inside diameter – Installed with bolts torqued3.252 (82.601)3.254 (82.652)
Width 1.500 (38.100)
Wall thickness0.0851 (2.1615)0.0856 (2.1742)
Vertical clearance (crown)0.0018 (0.04572)0.0043 (0.10922)
Maximum allowable clearance 0.006 (0.1524)

H301/302 HSR Compressors | Rev. 2.2 | 23
Crosshead pin roller bearing Inches (mm)
Outside diameter 2.0625 (52.387)
Inside diameter – Installed 1.500 (38.100)
Width 1.250 (31.750)
Pin to roller bearing clearance0.0000 (0.00000)0.0002 (0.00508)
Maximum allowable clearance 0.003 (0.0762)
Crosshead body
Diameter5.115 (129.92)5.117 (129.97)
Pin bore diameter1.5000 (38.100)1.5002 (38.100)
Pin diameter1.4998 (38.095)1.5000 (38.100)
Pin to crosshead pin bore clearance0.0000 (0.0000)
0.0004 (0.01016)
Crosshead weight with only the pin installed
Group A14.15 lb. (6.4183 kg)14.20 lb (6.4410 kg)
Group B14.21 lb (6.4455 kg)14.26 lb (6.4682 kg)
Group C14.27 lb (6.4728 kg)14.32 lb (6.4954 kg)
Group D14.33 lb (6.5000 kg)14.38 lb (6.5227 kg)
Crosshead liner sleeve
Liner outside diameter 5.80 (147.32)
Liner bore inside diameter5.125 (130.17)5.126 (130.20)
Liner bore out of round 0.0015 (0.0381)
Liner bore out of round – maximum 0.003 (0.0762)
Liner bore taper 0.0005 (0.0127)
Liner bore taper – maximum 0.002 (0.0508)
Liner flange projection from crankcase0.248 (6.2992)0.250 (6.3500)
Liner to crosshead body clearance0.008 (0.2032)0.011 (0.2794)
Liner to crosshead body clearance – maximum 0.014 (0.3556)
Table 2 Dimensions and clearances

24 | Chapter 3: General Data/Specifications
Lubrication SystemH Frame series Inches (mm)
Units of measure Foot Pounds (N-m)
Deliron cycle magnetic indicator torque 15 Ft –lbs. (20 N-m)
Divider block mount screw torque 80 Inch-lbs. (1.7 N-m)
H302 PRV cap-nut torque 12 to 15 ft. lb. (16 to 20 N-m)
Gallons (Liter)
Oil Sump capacity 5.75 Gallon (21.77 Liter)
Psig (bar)
Normal operation (hot) 45 to 55 Psig (3.1 to 3.8 bar)
Low oil pressure – Alarm 35 to 38 Psig (2.4 to 2.6 bar)
Low oil pressure – Shutdown 30 Psig (2.0 bar) falling
Fahrenheit (Celsius)
Normal operation (hot) 150 to 170ºF (65 to 76ºC)
High oil temp – Shutdown 185ºF (85ºC) rising
Minimum oil viscosity 20 cSt @ 175ºF (80ºC)
Model RPM Oil flow* Oil heat rejection
H302 1,800 10 GPM (37.85 LPM)5,000 BTU/Hour
(1260 Kilo-cal/Hour)
* Maximum oil pump output flow is at the rated speed listed above, with a 160ºF (71ºC) oil temperature.
Table 3 Lubrication system
Cylinder NameplatesThe cylinder nameplate (Figure 4) is secured to the block and contains the serial number, bore (width of the inside of the cylinder) and the maximum allowable working pressure (MAWP).
FiguRe 4 Cylinder nameplate

H301/302 HSR Compressors | Rev. 2.2 | 25
Piston Head End and Crank End ClearanceThe piston head end and crank end clearance is variable and determined by the assembly of 10 or more parts depending upon the cylinder configuration. Standard practice is to set the crank end piston clearance at 1/3 (but not less than 0.040”) and head end clearance at 2/3 the summation of the head and crank end clearances. Piston end clearance is measured by placing solder or soft aluminum wire into the cylinder via an inlet port. Rotate crankshaft pushing piston through stroke and crushing soft solder or aluminum wire. Use dial caliper or 0-1” micrometer to measure crushed thickness of soft solder or aluminum wire. Manually rotate the crankshaft several revolutions to assure no head end interference. Monitor for abnormal vibration and/or knocking noise on startup warm up. The CNG step cylinders having a concentric head end valve, set the crank end piston clearance at 0.040 to 0.050”. CNG step cylinder piston head end clearance measurement is difficult to achieve repeatable values and is, therefore, not practical. Piston rod runout tolerance is 0.000 to 0.002” horizontal and 0.000 to 0.005” vertical measured with dial indicator.
Cylinder Sizes, Bores, Piston Diameters, Clearance and WeightThe H301/302 cylinder size, bore and piston diameter, clearance and weight of the fixed clearance or VVCP assembly for lubricated cylinders are listed below.
Cylinder size
inches (mm)
Bore diameter
inches (mm)
Piston diameter
inches (mm)
Clearance
inches (mm)
Double Acting
cylinder assembly estimated
weight
pounds (kg)
Tandem/Stepped cylinder assembly estimated
weight
pounds (kg)
VVCP assembly estimated
weight
pounds (kg)
Cylinder head
estimated weight
pounds (kg)
1.25
(31.75)1.250 (31.750)1.252 (31.801)
1.238 (31.445)1.242 (31.547)
0.008 (0.203)0.014 (0.356)
1.5 (38.10)
1.500 (38.100)1.502 (38.151)
1.488 (37.795)1.492 (37.897)
0.008 (0.203)0.014 (0.356)
1.75(44.45)
1.750 (44.45)1.751 (44.4754)
1.730 (43.942)1.732 (43.9928)
0.018 (0.4572)0.021 (0.5334)
2(50.8)
2.000 (50.8)2.001 (50.8254)
1.980 (50.292)1.982 (50.3428)
0.018 (0.4572)0.021 (0.5334)
2.5 (63.50)
2.500 (63.500)2.502 (63.551)
2.488 (63.195)2.492 (63.297)
0.008 (0.203)0.014 (0.356) 190 (86.182) 170 (77.110) 6 (2.721)
3 (76.20)
3.000 (76.200)3.002 (76.251)
2.982 (75.743)2.992 (75.997)
0.008 (0.203)0.020 (0.508) 190 (86.182) 170 (77.110) 19 (8.618) 8 (3.628)
3.5 (88.90)
3.500 (88.900)3.502 (88.951)
3.480 (88.392)3.485 (88.519)
0.015 (0.381)0.022 (0.559) 270 (122.469) 130 ( 58.967) 31 (14.061) 10 (4.535)
4 (101.60)
4.000 (101.600)4.002 (101.650)
3.983 (101.170)3.987 (101.270)
0.013 (0.330)0.019 (0.480) 280 (127.005) 140 (63.502) 34 (15.422) 11 (4.989)
4.5 (114.30)
4.500 (114.300)4.502 (114.350)
4.482 (113.840)4.487 (113.970)
0.013 (0.330)0.020 (0.507) 310 (140.613) - 46 (20.865) 15 (6.803)

26 | Chapter 3: General Data/Specifications
Cylinder size
inches (mm)
Bore diameter
inches (mm)
Piston diameter
inches (mm)
Clearance
inches (mm)
Double Acting
cylinder assembly estimated
weight
pounds (kg)
Tandem/Stepped cylinder assembly estimated
weight
pounds (kg)
VVCP assembly estimated
weight
pounds (kg)
Cylinder head
estimated weight
pounds (kg)
5 (127.00)
5.000 (127.000)5.002 (127.050)
4.973 (126.310)4.977 (126.420)
0.023 (0.580)0.029 (0.740) 310 (140.613) 160 (72.574) 46 (20.865) 18 (8.164)
5.5 (139.70)
5.500 (139.700)5.502 (139.750)
5.482 (139.240)5.487 (139.370)
0.013 (0.330)0.020 (0.507) 280 (127.005) 160 (72.574) 58 (26.308) 19 (8.618)
6(152.4)
6.000 (152.4)6.002 (152.4508)
5.982 (151.9428)5.987 (152.0698)
0.013 (0.3302)0.020 (0.508) 360 (163.293) - 87 (39.462) 22 (9.979)
6.5 (165.10)
6.500 (165.100)6.502 (165.150)
6.475 (164.460)6.480 (164.590)
0.020 (0.507)0.027 (0.690) 350 (158.757) 250 (113.398) 88 (39.916) 26 (11.793)
7.5 (190.50)
7.500 (190.500)7.502 (190.550)
7.475 (189.860)7.480 (189.990)
0.020 (0.507)0.027 (0.690) 460 (208.652) 240 (108.862) 108 (48.987) 25 (11.339)
8 (203.20)
8.000 (203.200)8.002 (203.250)
7.975 (202.560)7.980 (202.690)
0.020 (0.507)0.027 (0.690) 460 (208.652 230 104.326) 104 (47.173) 28 (12.700)
9 (228.60)
9.000 (228.600)9.002 (228.650)
8.960 (227.580)8.965 (227.710)
0.035 (0.890)0.042 (1.070) 510 (231.332) - 127 (57.606) 34 (15.422)
10 (254.00)
10.000 (254.000)10.002 (254.050)
9.950 (252.730)9.955 (252.860)
0.045 (1.140)0.052 (1.320) 720 (326.586) - 157 (71.214 45 (20.411)
2.5-3 and 1.25-1.5 360 (163.293)
3.5-4 and 1.75-2 620 (281.227)
Table 4 Cylinder sizes, bore, piston diameters, and clearances

H301/302 HSR Compressors | Rev. 2.2 | 27
Piston Ring and Packing Ring Clearances
H 301/302 piston ring side clearance
Piston ring width, Inches
0.1140.116
0.1870.189
0.2130.215
0.2150.217
0.2480.25
0.2480.253
0.250.252
0.2570.26
Material
PEEK Teflon Teflon PEEK Teflon Non-lube Non-lube Teflon
Side clearance, inches
0.0050.009
0.0060.011
0.0040.007
0.0010.004
0.0070.012
0.0040.012
0.0050.009
00.003
Piston side ring clearance (average) (per inch of cylinder diameter)
1-pc 1-pc 1-pc 1-pc 1-pc 1-pc 2-pc 2-pc
0.007 0.013 0.015 0.011 0.013 0.038 0.017 0.016
Table 5 Piston ring and packing ring clearances
Pressure packing ring side clearance
Cup depth Ring type Ring widthPacking ring
side clearance
0.375 (9.525)0.377 (9.576)
Pressure breaker 0.369 (9.372)0.007 (0.177)
0.375 (9.525)0.377 (9.576)
BCD set 0.366 (9.296)0.01 (0.254)
0.375 (9.525)0.377 (9.576)
BD Packing 0.362 (9.194)0.014 (0.355)
0.562 (14.274)0.564 (14.325)
Oil wiper set 0.555 (14.097) 0.008 (0.203)
Table 6 Pressure packing ring clearances
Fastener Torque ValuesRefer to the engineering torque specification GES089, found on the HSR compressor website for all torque values.
All torque values are for hardware lubricated with Molykote ® P-37, SAE 30 or 40 weight crankcase oil.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

28 | Chapter 3: General Data/Specifications
Fastener Torquing
Follow the torque wrench manufacturer’s instructions to properly operate a torque wrench.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
To ensure that fastener tightening is accurate and design torque values are properly applied.
1. A calibrated torque wrench must be properly used to achieve the required fastener torque for critical parts assembly.
2. Select a torque wrench appropriate for the lbs/ft., lbs/in. or Nm. range specified for the fastener. For higher torque values, a torque multiplier may be required. Before use, always verify the torque multiplier’s actual mechanical advantage from the manufacturer’s literature.
Follow the torque wrench manufacturer’s instructions to properly operate a torque wrench.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
3. Fastening hardware’s threads and contact surfaces are to be clean and free of burrs or dings. This includes bolt, stud and nut threads, along with washer, nut, bolt head and associated contact surfaces. Generally, the fastener should be capable of being “hand assembled” with a minimum of force. Generally, fasteners should be installed with some radial clearance. Avoid placing the fastener threads in shear or loaded against one side of the fastener’s hole.
4. Torque values are generally based upon the use of petroleum-based lubricants, with lubricant being applied to fastener’s threads and seating surfaces. Use of the compressor sump’s SAE 40 WT oil is preferred, unless otherwise specified.
Friction reducers, such as Never-Seize or Molykote ® P-37, are not to be used unless specifically designated.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
5. When using a torque wrench apply a slow and steady force until the set value is achieved.
6. To verify a torque value, slowly apply a steady and slow force until the click is heard or felt. Always reduce the spring tension to its minimal value. The torque wrench’s calibration accuracy will be affected if it is left with a high spring tension setting for long periods of time.
7. Unless checking loosening torque values on critical fasteners, do not routinely use a torque wrench when breaking fasteners loose. Regular use of torque wrenches to rapidly loosen fasteners can overload the wrench and affect its

H301/302 HSR Compressors | Rev. 2.2 | 29
calibration accuracy. Torque wrench accuracy must be verified annually or as required.
8. Special wrench adapters are sometimes required to tighten fasteners that are not readily accessible. When torque wrench adapters (socket, boxed end or crow’s foot) are used, the torque setting will not match the applied torque. The only exception to this rule is when the adapter is used at a right angle (90°) to the wrench center line; see Figures B 1 and B 2.
9. The ratio between actual fastener applied torque and the wrench setting is as follows;
Tf x LTw =
L + A
FiguRe 5 Torque wrench with adapter at any angle except 90° right angle
FiguRe 6 Torque wrench with adapter at right angle (90°)
Example:Tf - bolt torque requirement equals 100 Ft-lbs.L - Length of torque wrench socket drive to point of applied force equals 18 inches.A – Effective length of torque wrench adapter or extension equals 3 inches.
= 85.7 Ft-lbs.1800
= 21
100 x 18Tw =
18 + 3
Tw = Torque wrench setting, lbs/ft. or lbs/in. or Nm.
Tf = Fastener’s torque requirement, lbs/ft. or lbs/in. or Nm.
L = Torque wrench length (from square drive end to handle’s center point), ft.
A = Adapter length (measured along wrench’s center line, from drive end to adapter), ft .

30 | Chapter 3: General Data/Specifications
Hold Down BoltingFrame and crosshead guide support hold down bolting ensures the compressor is firmly attached to the skid. Larger compressor frame feet have a “through bolt” hole that can accommodate an all-thread fastener, hardened washer & nut. All torque values are based on petroleum based thread lubricants. See the Standard Material: Rod packing flange and valve cover bolting.
See GES089 for bolt diameters and torque. All torque values are based on lubricated threads.
Use the suggested bolt diameter in packager’s fabricated compressor pedestal/skid. All torque values are based on
Molykote ® P-37, SAE 40 weight oil.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Balance Weights The following weight tables, provide the part numbers and weight of the balance weights used in HSR compressor H frame models.
H301/302
Maximum out of balance allowed 4 ounces (0.1113 kg)
FiguRe 7 Maximum out of balance weight of opposing throws

H301/302 HSR Compressors | Rev. 2.2 | 31
Select the double acting pistons from selections on top and left side of this chart. Follow the selections horizontally and vertically to find the counterweight part number in the intersecting block.
H301/302 series (2 stage) counterweight chart
Double acting piston assemblies
2.5 3 3.5 4 4.5 5 5.5 6 6.5 7.5 8 9 10
H S
erie
s do
uble
act
ing
pist
on a
ssem
blie
s w
/jam
nut
2.5 NO CTWT NEEDED
3 NO CTWT NEEDED
NO CTWT NEEDED
3.5 406-6518 406-6518 NO CTWT NEEDED
4 406-6518 406-6518 NO CTWT NEEDED
NO CTWT NEEDED
4.5 406-6518 406-6518 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
5 406-6518 406-6518 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
5.5 406-6518 406-6518 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
6 406-6518 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
6.5 406-6518 409-2905 406-6486 406-6486 406-6486 406-6486 NO CTWT NEEDED
NO CTWT NEEDED
7.5 406-6494 406-6486 406-6486 406-6486 409-2898 409-2898 409-2898 NO CTWT NEEDED
NO CTWT NEEDED
8 409-2905 409-2905 406-6486 406-6486 406-6486 406-6486 406-6486 NO CTWT NEEDED 409-2962 NO CTWT
NEEDED
9 408-0861 409-2905 409-2905 409-2905 409-2905 409-2905 409-2962 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
10 409-2881 409-2881 409-2881 409-2905 409-2905 406-6486 406-6486 NO CTWT NEEDED
Table 7 2 stage counter balance weight part numbers

32 | Chapter 3: General Data/Specifications
Select the stepped piston combination from the top of this chart and the double acting piston from the left side of this chart. Follow the selections horizontally and vertically to find the counterweight part number in the intersecting block.
H301/302 series (3 stage) counterweight chart
Stepped piston assemblies
4 x 2.5 5 x 2.5 5 x 3 5.5 x 3 5.5 x 3.5 5.5 x 4 6.5 x 3 6.5 x 3.5 6.5 x 4 7.5 x 4 8 x 4 8 x 5
H S
erie
s do
uble
act
ing
pist
on a
ssem
blie
s w
/jam
nut
2.5
3
3.5
4
4.5
5
5.5 NO CTWT NEEDED
6 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
6.5 409-2921 409-2921 409-2921 409-2921 409-2921 409-2921
7.5 409-2921 409-2921 409-2921 409-2921 409-2954 409-2954 420-9819 420-9819 420-9819
8 409-2921 409-2921 409-2921 409-2921 409-2921 409-2921 420-9819 420-9819 420-9819 409-2921
9 409-2938 409-2938 409-2938 409-2921 420-9802 420-9802 420-9802 409-2921 409-2921 409-2921
10 409-2913 409-2913 409-2913 420-9957 420-9957 420-9957 409-2913 409-2913 409-2913
Table 8 3-Stage counter balance weight part numbers

H301/302 HSR Compressors | Rev. 2.2 | 33
H301/302 series (3 or 4 stage) CNG counterweight chart
Stepped piston assemblies Double acting piston asemblies
5 & 3 5.5 & 3 7.5 & 3.5 7.5 & 4 8 & 4 3 3.5 4 6.5 7.5
CNG
pis
ton
asse
mbl
ies
with
cou
nter
wei
ghts
1.25 & 2.5 408-0861 408-0861 408-0861 408-0861 409-2979 420-9924 424-2930 424-2930 420-5670 409-6362
1.25 & 2.5CL. 409-2979 409-2979 409-2979 420-9957 409-2979
1.5 & 2.5 409-7690
1.5 & 3 406-6486
Table 9 3 or 4 stage CNG counterweights
Select the piston assembly from the top of this chart and the CNG piston assembly from the left side of this chart. Follow the selections horizontally and vertically to find the counterweight part number in the intersecting block.

34 | Chapter 3: General Data/Specifications
H301/302 series balance crosshead jam nut weight
Part number Weight lbs. (kg)
406-5173* 0.75 (0.34)
406-6445 7.57 (3.43)
406-6453 13.70 (6.21)
406-6461 19.84 (9.00)
406-6486 6.92 (3.14)
406-6494 17.80 (3.54)
406-6518 11.67 (5.29)
407-4593 3.05 (1.38)
408-0861 7.45 (3.38)
408-7552 9.24 (4.19)
408-8727 5.59 (2.54)
409-2881 13.11 (5.95)
409-2898 6.66 (3.02)
409-2905 7.18 (3.26)
409-2913 12.24 (5.55)
409-2921 6.11 (2.77)
409-2938 6.59 (2.99)
409-2954 5.80 (2.63)
409-2962 1.25 (0.57)
409-2979 9.44 (4.28)
409-3932 3.79 (1.72)
409-6362 15.53 (7.04)
409-7690 2.87 (1.30)
420-5670 15.15 (6.87)
420-9802 2.07 (0.94)
420-9819 1.82 (0.83)
420-9924 3.54 (1.61)
420-9957 8.96 (4.06)
423-7940 14.14 (6.41)
424-1504 16.88 (7.66)
424-2930 8.72 (3.96)
427-3515 18.12 (8.22)
427-4350 3.76 (1.71)
427-6312 13.60 (6.17)
* Standard crosshead jam nut CONSULT THE COUNTERWEIGHT CHART TO DETERMINE THE CORRECT COUNTERWEIGHT. PART NUMBER BASED ON THE PISTON ASSEMBLIES. THE COUNTERWEIGHT ALSO SERVES AS THE PISTON ROD’S LOCK (JAM) NUT, MAKING IT A CRITICAL COMPONENT IN THE RUNNING GEAR.THEREFORE, COUNTERWEIGHTS MADE TO MANUFACTURER’S SPECIFICATIONS ARE CRITICAL TO SUCCESSFUL OPERATION OF THE COMPRESSOR.
Table 10 Balance crosshead jam nut weight and part numbers

H301/302 HSR Compressors | Rev. 2.2 | 35
H301/302 series (2 stage) sour gas double acting piston assemblies with counterweights (type 3 packing case ACC. to API 11P)
Sour gas double acting piston assemblies
2.5 3 3.5 4 4.5 5 5.5 6 6.5 7.5 8 9 10
H S
erie
s do
uble
act
ing
pist
on a
ssem
blie
s w
/jam
nut
2.5 NO CTWT NEEDED
3 NO CTWT NEEDED
NO CTWT NEEDED
3.5 * * NO CTWT NEEDED
4 * * NO CTWT NEEDED
NO CTWT NEEDED
4.5 * * NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
5 * * 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
5.5 * * 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
6 * 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
6.5 * 7-105620 6-105620 6-105620 7-105620 7-105620 NO CTWT NEEDED
NO CTWT NEEDED
7.5 * 6-105620 6-105620 6-105620 5-105620 5-105620 5-105620 NO CTWT NEEDED
NO CTWT NEEDED
8 7-105620 7-105620 6-105620 6-105620 6-105620 6-105620 6-105620 NO CTWT NEEDED 409-2962 NO CTWT
NEEDED
9 8-105620 7-105620 7-105620 7-105620 7-105620 7-105620 409-2962 409-2962 NO CTWT NEEDED
NO CTWT NEEDED
10 * * * 7-105620 6-105620 6-105620 6-105620 NO CTWT NEEDED
* not possible to balance
Select the double acting pistons from the top and the left side of this chart. Follow the selections horizontally and vertically to find the counterweight part number in the intersecting block.

36 | Chapter 3: General Data/Specifications
H301/302 series (3 stage) stepped piston assemblies with counterweights
Stepped piston assemblies
4 x 2.5 5 x 2.5 5 x 3 5.5 x 3 5.5 x 3.5 5.5 x 4 6.5 x 3 6.5 x 3.5 6.5 x 4 7.5 x 4 8 x 4 8 x 5
H S
erie
s do
uble
act
ing
pist
on a
ssem
blie
s w
/jam
nut
2.5
3
3.5
4
4.5
5
5.5 NO CTWT NEEDED
6 NO CTWT NEEDED
NO CTWT NEEDED
NO CTWT NEEDED
6.5 3-105620 3-105620 3-105620 3-105620 3-105620 3-105620
7.5 3-105620 3-105620 3-105620 3-105620 2-105620 2-105620 420-9819 420-9819 420-9819
8 3-105620 3-105620 3-105620 3-105620 3-105620 3-105620 420-9819 420-9819 420-9819 3-105620
9 4-105620 4-105620 4-105620 3-105620 420-9802 420-9802 420-9802 3-105620 3-105620 3-105620
10 * * * 11-105620 11-105620 11-105620 * * *
*not possible to balance
Table 11 3 stage counter balance weight part numbers
Select the pistons from the top and the left side of this chart. Follow the selections horizontally and vertically to find the counterweight part number in the intersecting block.

H301/302 HSR Compressors | Rev. 2.2 | 37
H301/302 series counterweight sour gas service (type 3 packing case ACC. to API 11P)
Part number Weight +/- .05 lbs. (kg)
406-5173 0.75(0.340)
409-2962 1.25 (0.566)
420-9819 1.82 (0.825)
420-9802 2.07 (0.938)
409-7690 2.87 (1.301)
407-4593 3.05 (1.383)
420-9924 3.54 (1.605)
427-4350 3.76 (1.705)
409-3932 3.79 (1.719)
1-105620 5.59 (2.535)
2-105620 5.80 (2.630)
3-105620 6.11 (2.771)
4-105620 6.59 (2.989)
5-105620 6.66 (3.020)
6-105620 6.92 (3.138)
7-105620 7.18 (3.256)
8-105620 7.45 (3.379)
9-105620 7.57 (3.433)
10-105620 8.72 (3.955)
11-105620 8.96 (4.064)
12-105620 9.24 (4.191)
13-105620 9.44 (4.281)
14-105620 10.15 (4.603)
Table 12 Balance counterweights sour gas service


H301/302 HSR Compressors | Rev. 2.2 | 39
Chapter 4: Installation
Perform the installation of HSR compressors, with its associated driver and piping, with precision. This chapter addresses installation requirements.
Refer to the packager’s standards for installation requirements.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (9)
Access and Safety Any installation of a compressor assembly must include providing adequate space for routine operation and maintenance activities.
Provide sufficient space and crane facilities or lifting access for efficiently removing, reinstalling or servicing:
• Compressor valves• Major compressor components • Major components in the gas piping system • Cooling water system components, if used, including drains
Consider personnel hazards, such as moving parts, high temperature and pressure, and electrical power when determining space requirements.
Vents and Drains
E X P L O S I V EDEPRESSURIZE COMPRESSOR AND ENSURE ALL GASES ARE
PURGED BEFORE PERFORMING MAINTENANCE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
F L A M M A B L EISOLATE THE COMPRESSOR PACKAGE FROM ALL IGNITION
SOURCES.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (5)

40 | Chapter 4: Installation
H I G H P R E S S U R EDEPRESSURIZE THE COMPRESSOR PACKAGE BEFORE
PERFORMING MAINTENANCE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
L E T H A L G A SVENT GAS
IMPROPER VENTING WILL RESULT IN SEVERE PERSONAL INJURY OR DEATH.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (5)
H Y D R O G E N S U L F I D E ( H2S )A FLAMMABLE, POISONOUS GAS WITH A CHARACTERISTIC
ODOR OF ROTTEN EGGS. DO NOT BREATHE IT IN.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (5)
1. Verify that all vents and drains are functional and open as required.2. Vented explosive gases or liquids must be piped away from the compressor,
either to skid edge or outside the building.3. If the process gas is heavier than air, then vent and drain design must take this
into account. 4. In certain areas it may be necessary to install screens or sintered plugs over
vents and drains to prevent blockage, especially if the compressor may be shut down for an extended period of time.
Secure the Skid and Foundation (Sub-Base) Securely bolt the compressor skid to the to the base (foundation or steel frame skid) of sufficient mass, stiffness and weight bearing capabilities. This is required to:
A. Prevent compressor movement and resist vibration due to unbalanced inertia forces and couples that may be present. Compressor and driver reaction forces are transmitted to the foundation.

H301/302 HSR Compressors | Rev. 2.2 | 41
Reciprocating inertial forces are balanced on HSR’s, but unbalanced couples also exist. The magnitude of these
unbalanced forces and couples, if not shown on the foundation drawing, may be obtained from the Packager.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
B. Support the total weight of the compressor assembly and attachments, without bending or twisting the compressor frame, crosshead guides or cylinders.
C. Provide skid rigidity to maintain correct drive train and running gear alignment.
Skid Leveling and Alignment For long-term compressor performance proper alignment of the compressor/drive is required. When a compressor’s drive train is properly aligned for its hot operating conditions, the resulting forces are minimized. Establishing and maintaining good alignment results in efficient, smooth running equipment.
Compressor Frame leveling
The fabricated compressor pedestal should be designed for use of anchor bolt capscrew length not less than 10 times the
capscrew diameter.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
1. When installing the compressor frame onto the fabricated pedestal, first use blocks or tapered wedges under the main skid and a level on top of the compressor pedestal to position the fabricated skid axially and longitudinally such that the bubble is centered in the level’s vial.
2. Place a .060 to .120” (1.524 to 3.048 mm) thick stack of stainless steel shims over each anchor bolt hole location.
3. Carefully position the compressor frame onto the shim packs on the compressor pedestal.
4. Hand tighten the anchor capscrews.5. Check for loose shims at each anchor capscrew location. Add additional
shims to provide a snug fit of each shim pack (if required).6. Verify the compressor assembly is level: remove the frame’s top cover and
place a machinist’s level on the crankcase. Add or remove shims as required to level the compressor to the pedestal. After leveling, securely torque the frame’s anchor capscrews to specification and verify the frame did not move with the machinist’s level.

42 | Chapter 4: Installation
Refer to compressor Hold-Down Bolting for recommended bolt sizes and minimum torquing requirements.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
alignmentFrame Deflection (Soft Foot)1. Use a magnetic base dial indicator to check for frame deflection (soft foot)
when tightening the frame sub-base bolts, .2. To eliminate any deflection, add or remove shims between the frame and sub-
base (as necessary).
Refer to the compressor Hold-Down Bolting for recommended bolt sizes and minimum torquing
requirements.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Drive Train Alignment Checks Even though flexible coupling design allows for limited misalignment, poor alignment can affect;
1. Coupling component life 2. Main and thrust bearing wear 3. Package vibration levels and compressor axial thrust 4. Crankshaft bending and shaft seal wear 5. Power consumption efficiency and available compression horsepower
HSR compressors can be aligned by several methods, including dial indicator and laser. Regardless of the alignment method, when aligning a drive train the procedural concerns are;
1. Soft foot – compressor mounting foot support not on plane 2. Inadequate hold down bolt torque 3. Thermal growth change in shafts center line 4. Indicator bar sag 5. Weight of flywheel (if applicable)6. Repeatable readings
Typical misalignments that occur between coupled shafts are shown in “Figure 8”.

H301/302 HSR Compressors | Rev. 2.2 | 43
Angular (A) Face Misalignment Parallel Offset Radial (R) Misalignment
FiguRe 8 Sketch description of misalignment
Dial indicator positions for checking the radial (R) and angular (A) alignment are suggested in "Figure 9".
FiguRe 9 Dial indicator arrangement
Thermal Growth
The compressor’s cast iron frame thermally grows between ambient (cold) to normal (hot) operating conditions. The expected vertical change, from the bottom of the frame foot to the compressor’s crankshaft center line position, is shown in “Table 13”. These thermal growth figures may need to be prorated, if the anticipated difference between cold and hot operating conditions is more or less than 100°F. (38°C).

44 | Chapter 4: Installation
Frame model seriesCenter line height (nominal)
Inches (mm)Thermal growth
Inches (mm)
H302 12.3125 (312.7375) 0.007 (0.178)
Table 13 Compressor frame thermal growth
For example: 12.315 x 0.0000058=0.00007 0.00007 x 100°F=0.007"
The tabled compressor frame thermal growth figures are based upon a 100°F (38°C) temperature rise and use a cast iron thermal expansion coefficient of 0.0000058 inch/ inch/
°F.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
maximum allowable Drive Train misalignment An HSR compressor drive train must be properly aligned for its normal (hot) operating condition.
The maximum allowable hot total indicator run out (TIR) is 0.005" (0.127 mm) for both angular (face) and parallel (radial) misalignment when using a 12" (305 mm) diameter coupling.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Since the compressor and its driver seldom have the same shaft center line height and operating temperature, the drive train is often misaligned for its ambient (cold) condition. Check the drive train’s alignment and adjust as required, during compressor installation and after startup for its normal (hot) operating condition.
Typically the compressor (with its attached piping limiting it movement) is considered the fixed piece in the drive train,
with the driver being the movable component for realignment purposes. The Packager’s design and installation practices will determine the initial cold offset between the driver and
the compressor.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Driver to Compressor Free Coupling alignment Use the “free coupling” method to minimize alignment inaccuracies, since one end of the coupling is unrestrained. Refer to “Figure 9” for the dial indicator arrangement and which coupling hub bolts to remove.
Indicator R measures the radial misalignment or parallel offset. Indicator A measures the axial or angular misalignment.

H301/302 HSR Compressors | Rev. 2.2 | 45
1. Check the alignment with one set of bolts removed. 2. Design the mounting bracket indicators for known minimum sag (droop). In
order to correct the R readings, the sag must be known. 3. Rotate the driver (both coupling halves) slowly; taking readings at four points
90º apart. The readings will be alike at the four points when the shafts are in perfect alignment.
4. Any parallel offset (R indicator) should not exceed .005 inches (0.127 mm) total indicator run out (TIR). This corresponds to a .0025 inches (0.064) mm parallel offset of the shaft center lines. A permissible TIR on the angular misalignment (A indicator) is .005 inches (0.127 mm) when referred to a 12-inch (305 mm) hub diameter.
5. Write down the final alignment readings (cold, hot and adjusted) in the "Startup report"and normal operating and maintenance (O and M) records.
6. Check the alignment periodically as part of a routine O and M practice. 7. Realign the compressor when the parallel offset exceeds the recommended
maximum allowable for current normal (hot) operating conditions. 8. Always verify axial thrust clearance of both the compressor and the driver
after making any alignment adjustment.
Compressor Crankshaft end Thrust ClearanceThe compressor crankshaft end clearance design allows limited thrust movement (float) in an axial direction. This movement accommodates thermal expansion and limited operational forces. Drive train alignment is often offset cold, so that it can be more closely aligned in its normal hot operating condition. The driver (either engine or electric motor) position directly affects the thrust clearance of both the compressor and driver. A driver placed too close or too far from the compressor will place increased axial forces on both the compressor and driver thrust bearings.
The crankshaft end clearance must be in a ‘free floating’ condition for final ‘cold’ and ‘hot’ drive coupling alignment checks.
1. Check thrust clearance with the drive coupling completely assembled and all bolts torqued to specification.
Consult the driver manufacturer’s manual / data for crankshaft or rotor end thrust clearances. Electric motors may have a magnetic center that determines and controls the axial position of the rotor shaft affecting compressor
crankshaft end clearance during operation.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
2. Check the compressor crankshaft end thrust clearance after the alignment has been completed. The compressor crankshaft must stay, unrestrained, at its full fore and aft positions during end thrust checks. Fore or aft crankshaft movement, after releasing the bar, indicates axial spring force in the drive coupling, due to the driver being too far from or too close to the compressor. Axial adjustment of the driver’s position is required to correct this condition.

46 | Chapter 4: Installation
3. Check the crankshaft end thrust using a dial indicator with resolution increments of 0.001" (.0254 mm).
4. Rotate the compressor crankshaft to position a counterweight near the top of the crankcase.
5. Mount the indicator base on the top cover gasket surface of the crankcase. 6. Position the dial indicator contact point on the counterweight face enabling
the dial to register axial crankshaft movement. 7. Use a pry bar to move the crankshaft towards the drive end solidly against the
thrust bearing washer. 8. Zero the dial indicator with the crankshaft at its extreme drive end position. 9. Use the pry bar to move the crankshaft towards the non-drive end solidly
against the thrust bearing washer. 10. Observe the dial indicator reading. 11. Pry the crankshaft back and forth several times to confirm accuracy and
repeatability of the readings. 12. Compare the measured end thrust clearance with the end thrust specification
found in “Table 2”. Confirm that the driver’s end thrust clearance and confirm that the result is within the driver manufacturer’s specifications.
Skid Hold-Down BoltingProper hold down bolting selection, installation, and torque are required to transfer and resist normal inherent reciprocating compressor shaking forces and couples into its skid. Failure to install and maintain the compressor’s mounting fasteners can result in equipment vibration, drive train misalignment, and compressor main bearing bore misalignment (soft foot).
Reciprocating compressors develop unbalanced forces and couples due to the tolerances in the reciprocating weights and the offset of the opposing compressor throws. The unbalance results in the presence of horizontal and vertical forces and couples. To offset these unbalanced forces and couples:
1. Design the compressor skid and foundation to dampen and transfer these shaking forces originating from the compressor into the skid and foundation.
2. Secure the compressor frame mounting and crosshead guide to the skid to minimize the vibrations associated with these forces.
Recommended bolt Size/Torque “Table 14” lists the hold down bolting sizes and minimum torque requirements recommended for HSR compressors. To secure the compressor frame feet to the compressor skid use high strength studs and bolts.
Bolt lengths extending only through the compressor mounting foot and I-beam may not be sufficient to prevent loosening. Verify the hold down bolts have proper torque as
directed in the quarterly maintenance schedule.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

H301/302 HSR Compressors | Rev. 2.2 | 47
bolting Requirements The packager is responsible for locating and drilling the bolt holes in the fabricated compressor pedestal. The drilled holes should not be less than .875" (22.225 mm) nor more than 1.0" (25.4 mm) diameter to allow for minor hole location variances in the pedestal and frame. A hardened steel .75" (19.05 mm) washer is required under the head of each .75" (19.05 mm) diameter anchor bolt. The packager is responsible for providing a fabricated pedestal to allow bolt length that should not be less than 10 times the bolt diameter of .75" (19.05 mm) to maintain bolt stretch when properly torqued. Therefore, the packager should have a steel spacer totaling 7.5” (190.5 mm) to allow for a capscrew length 8.75” (222.25 mm). The 8.75” (222.25 mm) capscrew provides for the 7.5” (190.5 mm) stretch length plus 1.25” (31.75 mm) thread engagement into the frame.
3. The compressor frame’s hold down bolt is typically .125" (3.175 mm) smaller in diameter than the mounting foot hole opening, unless otherwise specified.
4. The length of hold down bolting should be as long as possible and stressed using a torque value appropriate with the bolting material.
5. “Table 14” lists the minimum frame foot and crosshead guide bolt sizes and torque requirements.
6. Use of the tabled values is based upon bolting materials with proof loads greater than 100,000 Psi (689,480 kpa). Higher strength bolting material is preferred.
7. Compressor frame foot bolting typically uses ASTM A193 B-7 threaded studs or Grade 8 bolts, along with hardened steel washers and ASTM A194 nuts.
8. Use Grade 8 or 9 bolts for all compressor mounting points. 9. Verify the hold down bolt torque value, ‘soft foot’ deflection, and proper
crosshead guide support shimming at initial compressor startup and quarterly during the compressor’s normal operation.
Compressor model
Frame foot
Hole diameterInch (mm)
Recommended bolt or stud size
(Inch – TPI)
Torque rangeFoot-pound (N-m)
Min. Max.
H302 .875 (22.225) .75-10 -UNC 225 (305) 250 (340)
Table 14 Hold down bolting torque range
bolt/Fastener Tightening Follow these instructions to tighten the bolts/fasteners.
1. Clean the fastening hardware threads and contact surfaces. Keep them free of burrs or dings. This includes bolt, stud and nut threads, washer, nut, bolt head and associated contact surfaces.
2. Install threaded fasteners with minimal hand force.3. Torque values are based upon petroleum lubricated threads and seating
surfaces. Use SAE 40 weight oil.4. Install fasteners with some radial clearance. Avoid placing the fastener
threads in shear or loaded against the fastener’s opening in the mounting foot or skid.
5. Use a calibrated torque wrench, and a torque multiplier, as required.

48 | Chapter 4: Installation
6. Verify the hold down bolting torque and soft foot checks quarterly. See the "Quarterly maintenance checklist"
PipingProcess gas PipingInstall all compressor suction and discharge process gas piping as follows:
1. The suction and discharge piping should never be smaller than the compressor suction and discharge pipe flange connections.
The only exception to this minimum piping size requirement is specifically designed choke tubes.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
2. All piping should be thoroughly cleaned internally of weld slag, mill scale, and other construction debris before installation.
3. Avoid using a skid or underground inlet piping loops that can trap liquids (“pee” trap affect). Liquids can accumulate, with resulting liquid carry over into scrubbers and cylinders. This can result in major damage to the scrubber and the internals of the compressor cylinder.
4. Install an inlet gas scrubber(s), whenever wet or dirty gas is being compressed, on the suction lines to each 1st stage or side stream stages .
5. Piping should be connected to the compressor strain free, in such a way that undue thermal or mechanical stresses are placed on the compressor.
6. Install liquid separators, with ample capacity and drainage, to remove the condensate in the piping leaving the coolers. Also, install drain valves in all “low spots” in the piping.
7. Design and install the inlet piping to all cylinders so that no incompressible materials (dirt, liquids or foreign materials) can enter the compressor. During the first few weeks of operation, a temporary inlet strainer, similar to that shown in "Figure 10", can be installed.
8. All cylinder bottle supports must be “loose” when “cold” and no adjustments should be made until the compressor has warmed up. The cylinder and crosshead guide bores should be level and not distorted when the bottle supports are correctly adjusted. Make the final bottle support adjustment when the compressor cylinders have reached their normal (hot) operating temperatures.

H301/302 HSR Compressors | Rev. 2.2 | 49
FiguRe 10 Inlet strainer
9. Properly install designed pipe supports and clamps. The scrubber, cylinder and cooler connections may not be designed to adequately support the piping.
lubricating oil Piping and TubingAll frame lubricating oil piping and tubing should be made of stainless steel. All electric motor driven compressors require a frame pre lube pump. (Does this go here?) Design and install all compressor lubricating oil piping as follows:
1. Thoroughly clean all oil piping internally of weld slag, mill scale and other construction debris before installation.
2. Clean the inside of all removed or replaced oil tubing, deburr its inside diameter (ID) and blow clean any debris before re-installation.
3. If using an electric or pneumatic motor driven oil pump, use stainless steel pipe.
Packager installed instrumentation and fittings shall not restrict oil flow to the compressor.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

50 | Chapter 4: Installation
Compressor ValvesCompressor valves control the inlet low pressure and higher outlet gas pressure gas from the compressor cylinder. During normal operation, these valves open and close by differential pressure across the valve. Valve springs keep the valve plate closed against the respective inlet and discharge valve seat preventing reverse gas flow through the valves.
In absence of the operating conditions; standard inlet and discharge valves are installed into the compressor cylinder during factory assembly. Valves having different seat and guard materials, valve plate materials, plate lift, and spring forces are frequently tailored to fit the actual operating conditions. Tailored valves provide the end user with valve materials for optimum compressor performance and service life.
A computerized program selects the optimum tailored valve part numbers. The following data is required for entry into the valve tailoring program:
• Current process gas analysis. • HSR Compressor performance printout of the actual compressor operating
conditions.
Tailoring the valves involves using springs of different strengths, valve plate materials of nylon, MTX, HTCX, or steel, and may require lift dimension changes.
Operating speed changes usually have the greatest influence on valve tailing requirements.

H301/302 HSR Compressors | Rev. 2.2 | 51


H301/302 HSR Compressors | Rev. 2.2 | 53
Chapter 5: Operation
The startup, commissioning and operation of HSR compressors requires thorough knowledge of the equipment, the application and proper starting procedures. For the safe operation of this compressor, do not attempt to start the unit
without being knowledgeable.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (9)
Before starting a new, relocated or reapplied compressor, or after a major overhaul, ensure that the Pre-startup checklist
items have been completed. This checklist is designed to assist the technician for proper start up.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
H O T S U R F A C EDO NOT TOUCH THE COMPRESSOR WHEN IN USE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (6)
R O T A T I N G C O M P O N E N TDO NOT TOUCH MOVING PARTS WHEN IN USE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (6)
E X P L O S I V EENSURE ALL GAS IS REMOVED BEFORE PERFORMING
MAINTENANCE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
A S P H Y X I A T I O NENSURE ALL GAS IS PROPERLY REMOVED BEFORE OPERATING.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)

54 | Chapter 5: Operation
H I G H P R E S S U R EENSURE ALL PRESSURE IS REMOVED.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
D R O P / F A L L H A Z A R DDO NOT STAND ON THE COMPRESSOR.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
F L A M M A B L ENO IGNITION SOURCE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (5)
Maximum Allowable Working Pressure (MAWP) All HSR compressor cylinders have a Maximum Allowable Working Pressure (MAWP). Refer to the cylinder’s nameplate for the MAWP. The MAWP, hydrostatic test pressure, is stamped into the cylinder nameplate of every cylinder. If the cylinder nameplate is missing or illegible: use the manufacturing numbers die stamped on the cylinder, to identify it . For replacement cylinder nameplates, see CN 09-006.
Rated Discharge PressureThe Rated Discharge Pressure (RDP), per API 11P and API-618, is calculated in one of two ways depending on the MAWP:
• For MAWP between 0 and 275 psig, RDP = MAWP - 25 psig • For MAWP exceeding 275 psig, RDP = MAWP / 1.1
The packager is responsible for providing pressure relief valves for every compressor stage per the appropriate
section of API Standard 618.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

H301/302 HSR Compressors | Rev. 2.2 | 55
Cylinder Discharge Temperature Shutdown Settings Shut Down Setting Recommendations
The discharge temperature shut down set point of each cylinder must be set at 10%, but NEVER more than 25°F (14°C)
above the highest NORMAL daily discharge temperature of that cylinder.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Due to changing operating and ambient conditions, it is the operator’s responsibility to daily check, justify, confirm, and
adjust (as may be required) all safety shut down devices. The maximum allowable operating temperature out of the
cylinders is 350°F. (177°C) on hydrocarbon gases.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
The discharge temperature (DT) setting shuts the compressor down due to rising cylinder temperatures to prevent major damage.
Discharge Temperature CalculationsExample 1 Example 2
ST = 80°F 100°F
SP = 300 Psig 300 Psig
DP = 600 Psig 600 Psig
ATM = 14.65 Psig 14.65 Psig
N = 1.26 1.26
DT = 167°F 191°F
DTal = 179°F 203°F
DTsd = 192°F 216°F
Table 15 Discharge temperature calculations
Cylinder Temperature Shutdown Setting/FormulaFor proper cylinder protection, a compressor‘s high discharge gas temperature alarm and shutdown settings should be the lesser of;
a. Alarm – set at 5% or 12°F (7°C), whichever is less, than normal operating temperature.
b. Shutdown – set at 10% or 25°F (14°C), whichever is less, than normal operating temperature.
A floating discharge temperature alarm (DTal) and shut down (DTsd) value (one per cylinder) can be programmed into a compressor package’s Programmable

56 | Chapter 5: Operation
Logic Controller (PLC) using the following input values and formula to calculate the expected DT.
Programming of the actual alarm and shut down points should be password protected to allow changes by only those qualified individuals authorized to make changes.
DTal = DT + 12°F. DTsd = DT + 25°F. Discharge Temperature Formula: DT = [(460 + ST) x (((DP x 1.03) + ATM) / ((SP x .97) + ATM))^((N-1)/N)] – 460
Where: DT = Discharge gas temperature in degrees °F, at cylinder discharge flange.ST = Suction gas temperature in degrees °F, at cylinder inlet flange. DP = Discharge gas pressure in Psig, at cylinder discharge flange. ATM = Atmospheric pressure in Pisa. SP = Inlet gas pressure in Psig, at cylinder inlet flange. N = Ratio of gas specific heats. Gas ‘K’ value may also be used. (Default ‘N’ value is 1.26)
Table 16 Cylinder discharge formula
The unit’s operating conditions must not exceed the cylinder’s Rated Discharge Pressure (RDP).
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Compressor Relocation or ReapplicationEach compressor is configured for a specific application. Before starting the compressor, verify with the packager to determine if changes are required. Typical scenarios include:
1. Compressor relocation to a different site. 2. Gas pressures, temperatures or flow requirements 3. Gas properties (gas analysis) 4. Cylinder reconfiguration, size or stage5. Tailored valves 6. Driver type, rotating speed or torque 7. Cylinder and packing lubrication type change

H301/302 HSR Compressors | Rev. 2.2 | 57
Compressor Frame and Cylinder InformationRecord the following compressor frame and cylinder information for future reference prior to starting the compressor (see “Form 4”). The serial number, bore and MAWP is found on the cylinder nameplate. See “Figure 4”.
Compressor Model: Serial Number:
Compressor Frame Lube Oil, Make/Type/Viscosity:
Cylinder Lube Oil, Make/Type/Viscosity:
Cylinder Information Packager:
End user and location:
Throw # Cylinder size Serial # MAWP, psig Stage Unloader
1
2
FoRm 5 Compressor frame and cylinder data tag information
Filling Crankcase Sump Compressors are shipped or relocated with lubricants drained. It is recommended that the compressor sump be filled with single viscosity SAE 40 oil. Before proceeding with any startup checks, prime the lubricating systems for both frame and cylinders.
1. Check the oil level in the crankcase. 2. Add oil, as required, to the correct level.
DO NOT OVERFILL SUMP! The crankshaft may hit an excessively high oil level, which aerates and foams the oil.
Aerated oil affects compressor horsepower can cause pump cavitation’s, and makes oil level control difficult.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Pre lube Frame If the compressor has an electric motor driven or unattended automatic startup controls, a separate motor or pneumatic driven oil pump is required to pre lube the compressor frame.

58 | Chapter 5: Operation
Maintain correct crankcase oil level during compressor operation.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Crankcase oil levelA low or high oil level may lead to oil aeration, pump cavitation, and potential bearing damage.
Run the pre lube pump one minute to ensure adequate pre-lubrication prior to start up.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Cylinder lubricator System Priming At the initial compressor commissioning, ensure that the cylinder lubricator pump is adjusted to maximum rate.
1. Prime the lubrication system by loosening the tubing fitting at each divider block inlet and outlet, balance valve (if used) inlet, and termination check valve inlet.
2. Use a manual pump or manually stroke the cylinder lubrication pump, forcing oil through the system.
3. Visually observe oil flow from the tube fittings.4. When non-foaming oil flows from the tube fitting, re-tighten each tubing
fitting in flow sequence.
Compressor Reapplication or Relocation Checklist Use the following checklist and consult GE or the packager if any of these changes occur:
• Gas properties change• Change a cylinder or packing type• Compressor moves to a different location• Gas pressure, temperature or flow requirements• Driver type, speed or torque
In addition, GE recommends performing a torsional vibrational analysis.

H301/302 HSR Compressors | Rev. 2.2 | 59
Description Initials
1. Leveling screws backed off and hold-down bolts tightened with frame free from distortion (soft foot check).
2. Discharge bottle support loosened.
3. Crankshaft end thrust checked.
4. Final cold coupling alignment readings. (Free Coupling Method).
A (Angular) R ( Radial)
5. Cylinder alignment checked.
6. Adjust the cylinder support.
7. Piston – Head clearances.
Cylinder Throw Number 1 Diameter Head end (HE) Crank end (CE)
Cylinder Throw Number 2 Diameter Head end (HE) Head end (HE)
8. Use a Feeler Gauge to measure the Crosshead to guide clearance.
No. 1 No. 2
9. Check and thoroughly clean inside of crankcase using lint free rags.
10. Fill crankcase to the full mark with proper lubricating oil.
11. Adequately lube all bearings and running gear, operating the pre-lube pump until oil flows at each bearing and crosshead.
12. Purge and prime the cylinder lubrication system and adjust the lubricator for maximum flow. Pre-lube cylinders and packing with an external hand pump.
13. Check each piston rod. Make sure the rods are free of rust and rough spots in the area that passes through the packing.
Good Needed Cleaning
14. Check the integral distance piece, packing vent and drain lines for obstructions.
15. For sour gas applications, confirm the presence of inert gas supply volume and pressure. Adjust the regulator for proper flow volume and pressure to the distance pieces and packing cases.
16. Slowly bar over the crankshaft in normal rotation direction and make sure all running parts are free to operate, without hitting an obstruction.
17. Confirm driver rotation direction
18. Check compressor suction and discharge piping and bottles for dirt, slag and scale.
Good Need Cleaning
19. Determine if start-up screens are installed at the cylinder inlet flange. Advise operator that they are temporary and are to be removed later.
20. Fill cooling water system, if applicable, and vent air pockets. Use an anti-freeze solution, as required.
21. Check safety and shutdown devices for setting and operation.
22. Prepare the compressor driver according to manufacturer’s instructions. Comply with the Packager’s instructions for all equipment.
23. Replace all safety guards and covers.
Signed Date
Notes
FoRm 6 Reapplication or relocation checklist
DISTANCE PIECE
GE Oil & Gas

60 | Chapter 5: Operation
initial No-load Rotational Test RunPerform a low speed, no-load rotational test run, in the shop and in the field, to mechanically check the driver and compressor at a minimum operating speed. Refer to the No-Load Operational Checklist for the specific items to check during the test run. The package control panel safety shutdown devices can be functionally tested and adjusted.
During a no-load run, there is no “gas load” damping effect on the reciprocating components and connecting rods.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
During a no-load run, operating above 900 RPM is not recommended as excessive inertia loads may occur. For
special cases, get prior approval from the Packager.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
In order to reduce the inertia forces of constant speed electric motor driven compressors to acceptable operating levels, the inlet and discharge pressures must be controlled immediately upon startup.
The duration of a normal no-load test run is 30 minutes.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
F L A M M A B L E / E X P L O S I V E G A S P R E S E N T
NO IGNITION SOURCE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (5)
U S E P E R S O N A L P R O T E C T I V E E Q U I P M E N T
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (5)

H301/302 HSR Compressors | Rev. 2.2 | 61
Perform the following checks prior to a no-load rotational test run:
Description Initials
1. Remove one suction valve from each end of every cylinder.
2. Clean inside of cylinders and reinstall valves, valve holders and valve covers on 1st stage only of multi-stage compressor.
3. Repeat steps 2 for each succeeding stage.
4. Pre-lube the frame.
5. Start the compressor and immediately shut it down if the frame oil pressure is NOT within the OEM specification. Correct the problem before resuming the test run.
6. Monitor the frame oil pressure and cylinder lube rate indicator, Immediately stop the compressor if there are any unusual knocks, noises, vibration, or leakage of oil/coolant/gas. Correct the problem before resuming the test run.
7. Perform a functionality test of all the safety switch end devices. If issues are found, identify the cause and correct the problem.
8. At the conclusion of the no-load rotational test run, remove the frame’s top cover. Use an infared temperature device to check all the main and connecting rod bearings for excessive heat. If found, identify the cause and correct the problem and repeat the entire test.
9. Replace the suction valves and various covers previously removed.
Signed Date
FoRm 7 Initial no-load rotational test run checklist
Refer to the packager’s Start-Up and Shutdown procedures prior to running the compressor under load. Review the packager’s unit load/speed curves, and load steps, for
operating areas to avoid. Do not operate under conditions that can result in equipment damage.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
D A N G E R O U S T E M P E R A T U R EWAIT 15 MINUTES AFTER SHUTDOWN BEFORE REMOVING THE
TOP COVER.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (6)

62 | Chapter 5: Operation
initial load RunAfter completing the “Pre-startup checklist” and No-load rotational test run, the compressor may be started, warmed up and put online. Use the Initial load run checklist to observe the compressor operation and make adjustments of safety shutdown devices.
Adjustments to the safety devices must to be within the compressor design limitations.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Description Initials
1. Pre-lube, start and warm up the compressor before loading and accelerating to the application speed.
2. Check the frame’s oil pressure, operating conditions, and leakage of oil/coolant/gas. Listen for unusual noises and check the compressor surfaces for hot spots. If found, shut down the compressor and correct the problem before continuing the operation.
3. Check the piston rod packing for excessive gas leakage.
4. Adjust the cylinder lubricator pump to the maximum break-in rate (approximately twice normal rate).
5. Observe the compressor vibration.
6. Check the oil filter differential pressure indicator (if used).
8. Ensure proper crankcase oil level and adjust if required.
9. Confirm the cylinder lubricator oil supply.
10. Verify and adjust the end device shutdown set points.
11. After the compressor reaches normal operating conditions, with stable pressures and temperatures, record the data on the start-up report.
Signed Date
FoRm 8 Initial load run checklist
Operate the CompressorRefer to the packager’s job book for specific instructions concerning startup and shutdown procedures for the specific compressor installation. The procedures outlined below are suggested for HSR compressors. See the generic piping schematic (“Figure 11”) for major gas piping components and flow through the process gas system.

H301/302 HSR Compressors | Rev. 2.2 | 63
FiguRe 11 Piping schematic
Follow site and or organizational policies when purging the process gas system.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
T O X I C A N D P O I S O N O U S S U B S T A N C E S
USE APPROPRIATE PERSONAL PROTECTIVE EQUIPMENT.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
F L A M M A B L EFLAMMABLE GAS, NO OPEN FLAME.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
E X P L O S I V ECOMPRESSED HYDROCARBON GAS AND AIR IS EXPLOSIVE.
CONFIRM ALL AIR IS PURGED FROM THE PROCESS GAS SYSTEM.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)

64 | Chapter 5: Operation
Start the CompressorFollow these steps to start the compressor:
1. Open the process gas discharge, by-pass, and vent/blow down valves. 2. Open the suction valve allowing process gas to flow through the compressor
package, forcing out the ambient air from the process gas system. 3. Close the vent/blow down valve to pressurize the process gas system. 4. Close the by-pass/load/recycle valve(s).5. Open the vent/blow down valve to release the trapped process gas pressure.6. Repeat steps 3-5 to purge the system (follow your companies policies).7. Close the vent/blow down valve.8. Open the by-pass/load/recycle valve(s).9. Depressurize the process gas system to a maximum allowable starting suction
pressure, if required.10. Use the frame and cylinder pre-lube pumps to pre-lubricate the bearings and
cylinders. 11. Start the compressor and run at not less than 700 low idle RPM, when applicable. 12. Immediately check for unusual noises, low oil pressure and level and correct. 13. Continue operating the compressor at reduced speed until the oil temperature
reaches 100°F (39°C). 14. Confirm the suction valve is open. 15. Close the by-pass/load/recycle valve(s) slowly.16. If using a suction control valve, adjust the controller for adequate suction
pressure. 17. Adjust the driver RPM to the operating conditions. 18. Check the suction inter-stage and discharge pressures. 19. Verify the gas pressures/temperatures and oil pressure/temperature are within
operating condition limits.20. Confirm all the pressure/temperature safety switches are properly set.
Failure to confirm that each cylinder’s high discharge gas temperature alarm and shutdown settings are functioning properly for its normal operating conditions can result in
equipment damage.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

H301/302 HSR Compressors | Rev. 2.2 | 65
Stop the CompressorGeneral compressor shutdown guidelines are listed below:
1. Reduce the engine speed.
To prevent overload shutdown, in some applications, may require reduction of the inlet pressure.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
2. Unload the compressor:a. Open the bypass valve and run the compressor in an unloaded/minimized
load condition for a few minutes to cool down the package. b. Close the suction valve. c. Close the side stream valve (if equipped).d. Close the discharge valve. e. Stop the compressor.
3. Open the gas-piping vent and blow down the gas pressure.
If maintenance requires, open all gas lines or compressor cylinders, vent all pressure to atmosphere before removing
any valve covers or loosening any gas connections.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
4. Perform the lock-out/tag-out to isolate potential energy sources before performing any maintenance activities.


H301/302 HSR Compressors | Rev. 2.2 | 67
Chapter 6: Lubrication
R O T A T I N G C O M P O N E N TDO NOT TOUCH MOVING PARTS WHEN IN USE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (6)
There are two separate lubrication systems on H series compressors:
1. A gear type positive displacement pump provides pressurized oil from the crankcase sump to the frame and running gear.
2. A plunger type forced feed lubricator provides pressurized oil from the frame oil system or alternate source, to the piston rings and rod packing.
Frame And Running Gear LubricationFrame and running gear lubrication is a gear type positive displacement pump provides pressurized oil from the crankcase to the frame and running gear.
FiguRe 12 Frame and running gear lubrication system
System operation
The lubricating oil is drawn from the crankcase sump by the frame oil pump and discharged into the packager installed oil cooler. The frame oil pressure is regulated by the external oil pressure regulator valve (PRV), which is downstream of the frame oil pump. Oil flows through the oil cooler and is regulated by the Temperature Control Valve (TCV). The oil flows through the full flow non-bypassing spin-on type filter into the main bearings, rod bearings, and the crosshead pin.

68 | Chapter 6: Lubrication
Pressure Settings There are two pressure relief valves (PRV's) on compressors built after December 2007): one is internal to the frame oil pump and the other is externally mounted in the oil piping system. Compressors built prior have only the internal PRV on the frame oil pump.
The internal PRV is set at the factory: do not use it to adjust the frame oil pressure (unless no external PRV exists). Use the external PRV to adjust the oil pressure.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
The external PRV on the frame is adjusted to 45 –55 Psig (310 – 380 kpa) at normal operating speed and oil temperature. Set the low oil pressure shutdown switch to 30 PSIG (205 kpa) falling pressure. The low oil pressure shut down switch gauge is provided by the packager.
The H302 compressor’s connection for the low oil pressure switch is located on top of the front main bearing housing (drive coupling end) just upstream from the #1 drive end main bearing’s oil supply connection. Refer to the H302
compressor’s “General Arrangement” drawing for details.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
oil Filtration Oil filtration is vital for the successful operation of a compressor. In 2010 GE upgraded the H302 series frames with improved oil filtration technology. The new filter offers improved particle removal micron rating, greater filtration surface area, reduced pressure drop across the filter, and improved debris-holding capacity. The increased surface area of this filter also improves performance during cold weather compressor start-ups when high oil viscosity can be an operational issue.
The use of non-OEM oil filter may result in compressor damage and nullify the warranty.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
See CN 11-015 for more information. Earlier frames maybe upgraded with this filter assembly. The improvements are applicable for the following frame series:
Frames built prior to 2010
• H301 • H302

H301/302 HSR Compressors | Rev. 2.2 | 69
Legacy
• HPD• HPDS• HPSS
Oil filter upgrades
Oil filter status
BT251 BT347 B96MPG New 1-105292
Replaced by BT347
Replaced Replaced Standard
Thread .75-16 .75-16 1.5 -12 1.5-16
Media type Pleated cellulose Pleated cellulose Synthetic Synthetic
Nominal rating (microns)
25 @ 50% efficiency
12 @ 50% efficiency
4 @ 50% efficiency
@ 50% efficiency
Absolute Rating (microns)
45 @ 97.7% efficiency
25 @ 97.7% efficiency
20 @ 97.7% efficiency
10 @ 97.7% efficiency
By-pass valve rating (psid)
8 30 Non-bypassing Non-bypassing
Debris capacity (grams)
50.1 61 126.5 48
Filter OD x Length (inches)
3.6875" x 7.125" 4.250" x 7.3437"4.6875" x 11.2812"
5.04" x 6.66"
GE part number
Filter element
405-046 427-6355 1-103539 1-105292
Replaced by 427-6355
Filter Head N/A N/A 2-100004 2-105417
Filter assembly with element
405-047 405-047 N/A 2-105739
Table 17 GE Oil filter upgrade
Pressure Regulating Valves (PRV)Proper lubrication is critical to compressor frame operation. The oil type, viscosity grade, cleanliness, flow, pressure, and temperature of the oil are important factors. Key components in the lubrication system are the internal or external oil pressure-regulating valves (PRVs). The external PRV controls the output pressure and flow by recycling excess oil volume from the pump outlet back to the crankcase. The internal PRV acts as a backup pressure regulating valve.
The PRV is a pressure regulating valve not a pressure relief valve.
In normal operation the internal PRV is partially open, bypassing oil back to the crankcase. Adjust the external PRV on the H302 compressor frame during normal operating conditions to maintain oil supply pressure to the main bearings (see “Figure 12”).
FiguRe 13 GE oil filter standard 1-105292
Old oil filters
bT251 bT357 b96mP g

70 | Chapter 6: Lubrication
applicationThe Fulflo “V” Series valve (PRV) used on HSR compressors is .5", .75" or 1.0" female national pipe thread (FNPT) and operates efficiently with compressor lubricating oil. The PRV is made of a cast iron body with threaded FNPT inlet/outlet connections; a hardened steel piston and an adjustable spring range of 30 Psi to 100 Psi (207 to 689 kpa) (see “Figure 14”).
H 301/302 pressure regulating valve part number
NPT size and spring rating
4W-PS-1284 .75" FNPT, 30 - 100 Psi (207 to 689 kpa)
Table 18 PRV size, part number and spring rating and information
installation The PRV can be mounted in any position upstream of the oil cooler and filter. The PRV relieves excess oil volume prior to filtration and bypasses oil to maintain constant oil pressure. To minimize oil aeration, the PRV's outlet line is piped back to the compressor frame sump below its minimum oil level.
Setting the Value
H O T O I LDO NOT TOUCH.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (6)
GE sets the initial PRV during its factory test run. The PRV utilizes a manually adjusted, spring-loaded piston to control oil pressure throughout the compressor’s operating speed range. Since higher oil pressures occur during cold startups, adjust the oil supply pressure during normal (hot) operation. An adjustment to the PRV’s spring-loaded piston regulates oil flow to the frame bearings by means of observed oil pressure.
The Pre-startup checklist recommends field adjustment of PRV (if required) during startup and normal compressor operations to maintain the compressor’s oil supply pressure within GE specifications. PRVs are not a positive shut-off valve, and bypass a minimal amount of oil all the time.
To increase system pressure: Turn the adjustment screw clockwise.
To decrease system pressure: Turn the adjustment screw counter clockwise.
Reset the adjustment screw locknut to hold the pressure setting.

H301/302 HSR Compressors | Rev. 2.2 | 71
These PRVs are not pressure relief valves. PRV in this context refers to pressure regulators. PRVs are not a positive shut-off valve, and bypass a minimal amount of oil all the time.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Crankcase oil Changes Check the crankcase oil level every 24 hours and before every start-up to ensure proper levels.
Under no circumstances should a compressor be operated with too little or too much oil. Maintain proper oil levels.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
When checking the oil level, observe the condition of the oil. Replace the oil at any time if it is diluted, broken down, thickened by sludge, or otherwise deteriorated. On a new compressor, examine the oil and filter element after the first 24 hours of operation or after the first shutdown, whichever comes first. The lubricating oil will wash out the dirt and dust that may collect during shipment and installation.
If the crankcase oil is contaminated remove it immediately and either discard or reclaim it for future use. Using reclaimed oil is entirely at the compressor owner’s discretion, but is strongly discouraged. Consult with a lubrication engineer from the oil supplier as to the advisability of reusing oil.
Never put dirty or contaminated oil into a compressor.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
maintenancePRV's provide reliable “chatter-free” operation when the lubrication system is free of abrasives and foreign materials. The piston fits loosely in the valve body, so small debris can become trapped between the piston and valve body. If you suspect the piston is stuck, shutdown the compressor and disassemble the PRV. Inspect the piston and cylinder body to see whether trapped debris or scoring has caused the piston to “hang up”. The loose fitting piston should move freely within the valve body. Minor scratches or scoring can be polished out. Major internal component damage requires replacement of the entire valve.
The valve should be disassembled and inspected as part of the compressor’s scheduled maintenance (see “Form 13”).

72 | Chapter 6: Lubrication
g
i
H
a
b
e
F
C
D
FiguRe 14 PRV assembled and exploded parts illustration
C O M P R E S S E D S P R I N G F O R C ESHUTDOWN COMPRESSOR BEFORE DISASSEMBLING THIS
VALVE. DISASSEMBLY OF THIS VALVE DURING OPERATION CAN RESULT IN PERSONAL INJURY.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (6)
Disassemble the PRV Refer to “Figure 14” for exploded parts illustration. To disassemble a PRV:
a. Remove the cap “B” b. Remove the O-ring “E” c. Remove the lock nut “F” d. Remove the adjusting screw “C” e. Remove the retainer “D” f. Remove the spring “G” g. Remove the piston “I”h. Remove the stop ring “H” (Not Recommended - Special tooling is required
to install new stop ring.)
inspect the PRV Inspect the valve bore and piston for wear and scoring. Replace broken or damaged parts as required. Clean all of the parts thoroughly.
Re-assemble the PRVReassemble the valve by reversing the disassembly procedure.
a. Valve body (valve bore inside)
b. acorn Nut
C. adjusting Spring
D. Retainer
e. o-Ring
F. lock Nut
g. Spring
H. Stop Ring
i. Piston

H301/302 HSR Compressors | Rev. 2.2 | 73
Oil Change FrequencyOil change frequency depends upon the operating conditions; determined as follows:
• Change oil every 2,000 hours (three months) or as determined by oil analysis. • Based on the oil analysis over a period of 6,000 hours or nine months, the oil
supplier should then be in a position to recommend an optimum frequency for oil changes.
• Whenever the oil is completely drained, the inside and bottom of the crankcase should be thoroughly cleaned and all sediment removed by washing with cleaning solvent (safety Flash Point of 105°F (41°C) minimum) or special gum solvent which when added to the oil in service will provide cleaning.
• After washing, dry the frame with lint-free rags.
F L A M M A B L ENEVER USE FLAMMABLE LIQUID TO FLUSH OUT THE
CRANKCASE.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
Crankcase lubricant SelectionGE does not recommend specific brand and type of lubricants. Most oil manufacturers market oils with an additive package suitable for lubricating this type of compressor. Contact the local oil supplier/expert for suitable lubricants.
oil Viscosity Single viscosity SAE 40 (ISO 150) weight oil is required in the crankcase year round, regardless of the ambient temperature when the compressor is started up. Supplemental oil heating is recommended for oil temperatures below 40°F (4°C).
The oil viscosity must not exceed the pumping limit (approximately 10,000 SSU) at starting temperature. A machine operating at low ambient temperature (an unheated building or outdoor installation) should have oil heaters in the crankcase.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
The minimum allowable oil viscosity of 20 cSt at 175°F (80°C) is required for the roller needle type crosshead pin bearings used in H302 compressors.
Oil operating temperature °F (°C) SAE viscosity number
140°F - 170°F (60°C - 77°C) 40
Table 19 Oil operating temperature vs. SAE viscosity

74 | Chapter 6: Lubrication
The oil viscosity depends upon the ambient temperature when the compressor is started cold.
Lowest ambient temperature °F (°C) SAE viscosity number
40°F (4°C) and above 40
40°F (4°C) and below 40 with crankcase heaters or supplemental heat
Table 20 Lowest ambient temperature vs. SAE viscosity
Non-Lube Cylinder ApplicationsNon-Lube applications require piston rings and rod packing specific materials. In addition the cylinder bore requires a coating and a different piston is used for clearance. See the parts book for details and part numbers.
Cylinder Lubrication SystemA plunger type forced feed lubricator provides pressurized oil from the frame oil system or alternate source, to the piston rings and rod packing. A typical cylinder (and packing) lubrication system is shown in “Figure 15”
A typical cylinder lubrication system includes:
• Check valves, to prevent oil from traveling in reverse direction • Overpressure indicator (rupture disk) to prevent damage to the system by high
pressure• A no flow switch, (DNFT or Kenco is the current standard) to trip the
compressor in situations when oil flow is inadequate• Cycle pin indicator to provide visual confirmation of system cycles
Arrangements vary depending on the compressor configuration, and the operating conditions of the compressors. Contact the "Technical Support" hot line with specific questions about your compressor. Variations of the cylinder lubrication system may include:
1. The cycle pin indicator replaced with:a. A digital electronic no flow switchb. A mechanical no flow switchc. A flow meter
2. Check valves, installed at each divider block outlet, ensure oil delivery to the end point.
3. Balance valves may be installed in the tubing from the lower pressure divider blocks to ensure oil delivery to end points when process gas operating pressures exceed 1200 Psid.
4. The oil supply to the lubricator pump comes from the pressurized frame lubrication system or separate oil storage tank (day tank).

H301/302 HSR Compressors | Rev. 2.2 | 75
Never replace a divider block valve with one of a different size number and/or letter. The block change affects all oil routed through the divider block assembly. Changing one block size
may cause catastrophic failure.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
System installation The cylinder lubricator pump is cam driven off the compressor crankshaft’s speed reduction gear train located in the compressor’s auxiliary end housing.
Proper Supply (Head) Pressure to Cylinder Lube PumpThe standard cylinder oil supply from the compressor frame lubrication system at normal operating pressure of 45 to 55 Psig (310 to 380 kpa) provides positive filling of the cylinder lube injection pump.
Some compressor applications or end user preferences require different compressor cylinder oil than that used in the compressor crankcase. In these applications, the cylinder oil supply is disconnected from the crankcase lubrication system. A separate reservoir (oil day tank) is installed to supply the compressor cylinder oil. To ensure proper operation of the lubricator pump, put the bottom of the oil supply tank at least 3 feet (1 meter) above the lubricator pump inlet. Consider oil flow and temperature when determining the line size and the height of the oil day tank. Cold ambient temperature affects oil viscosity, and can cause reduced oil flow to the pump inlet. Cold ambient temperature affects oil viscosity and can cause reduced oil flow to the pump inlet.
The non- supply end of the reservoir should be lower than the supply end allowing space to collect condensed water and debris that may enter the reservoir. A drain valve in the non-supply end of the reservoir may be periodically opened to drain condensed water and debris.
To improve cold weather oil supply flow to the lubricator pump, supplemental heat (electric or engine coolant
circulation type heat tracing and insulation of the day tank and supply line) may be required.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
entrapped air Removal Removal of entrapped air from the pump unit and the lubrication system is critical to achieving reliable oil delivery. To properly fill and purge air or gas:
1. Allow the oil to flow to the lubricator pump inlet. To purge and fill the complete system, manually operate the pump or connect an oil gun to the pump outlet.
2. Purge and fill divider blocks and tubing:

76 | Chapter 6: Lubrication
a. Loosen tube nuts at all injection points. (Cylinder and packing.) b. Loosen the tube nut at divider block and loosen the four socket head
screws at the inlet end of the block. c. Loosen a connection in the manifold block located on top of the pump
unit, and the inlet connection to the no-flow switch. d. Operate the manual pump, filling the system until clear air-free oil
appears at each disconnected point in turn. e. Retighten loose connections starting from the manifold block in sequence
to the divider block inlet and socket head screws. f. Continue pumping until air-free oil is discharged at all injection points. g. When all lines have been filled and tightened, operate the pump for a few
additional strokes and check for leaks or malfunctions.
Setup and Adjust Lubricator Pump All lubricator pumps on HSR compressors have a .375" (9.52 mm) maximum stroke length. The effective stroke length is adjustable and determines the actual flow rate from the lubricator pump. The plunger diameter maybe .25" (6.35 mm) or .375" (9.52 mm) depending on the required oil volume and process gas pressures. Set and adjust the oil flow rate by adjusting the effective stroke length of the plunger. Set the break-in oil flow to the maximum pump output flow rate. The oil flow percentage through each injection point is predetermined when the divider block sizes are selected. The oil flow percentage can't be changed by adjusting the pump.

H301/302 HSR Compressors | Rev. 2.2 | 77
Max. StrokeMin. Stroke
Loosen locknut to adjust plunger stroke
FiguRe 15 Typical lubricator pump with plunger shown at max stroke/flow
Screw plunger out of the base to increase stroke/flow, or in to decrease stroke/flow.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Leave at least 4 plunger threads engaged in the base at max stroke.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
New Compressor Start-up Follow these steps to start-up the compressor:
1. Pre-lube the compressor frame before startup. 2. Set the adjustment on the lubricator pump plunger to the maximum output
position. 3. Start the compressor and operate for about 30 minutes allowing the oil to
warm up.4. Check for proper lubricator performance by monitoring the cycle indicator or
other oil flow measurement device.

78 | Chapter 6: Lubrication
5. After operating for 200 to 300 hours, determine the lubrication rate by performing a cylinder wall oil film wipe test. (See "Lubricator cycle time and oil feed rates" for the calculation)
Cylinder Wall oil Film Wipe TestCheck the inside bore of each cylinder for proper lubrication by wiping the cylinder wall with a two-ply clean tissue from the 12 O'clock to 6 O'clock positions. If the oil film heavily stains through both tissue paper plies and/or oil has accumulated in the valve pockets; reduce the oil flow. Increase the flow if the cylinder walls appear dry and/or oil stains do not appear on the tissue paper.
Check piston rod packing for proper lubrication by examining the piston rods. The piston rod surfaces should be bright and coated with a thin oil film. Black and dirty oil, scoring marks, or heat discoloration on the rod are indicative of packing wear that due to insufficient lubrication or debris in the process gas.
After operating the compressor for 200 to 300 hours, determine the lubrication rate by performing a cylinder wall oil film wipe test. Due to differences in operating conditions, process gas quality, and manufacturing tolerances, it is unlikely two otherwise identical compressors will have the same cylinder lubrication rates.
1. Shut down the compressor according to standard procedures.2. Perform Lock-Out /Tag-Out procedures.
F L A M M A B L EFLAMMABLE GAS, NO OPEN FLAME.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
P O I S O N O U S G A SDO NOT INHALE
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
3. Vent and purge process gas system4. Use appropriate tooling and lifting equipment to remove cylinder head.5. Rotate crankshaft placing piston near crank end of stroke6. Use a two – ply thickness of clean tissue or equivalent paper to wipe the
internal cylinder wall from the 12 O'clock to 6 O'clock positions.7. Remove tissue paper and evaluate wipe test result
guideline for oil Film Wipe Test ResultsOptimum Oil strains through the first but not the second ply of tissue paper Return compressor to service leaving lube injection rate unchanged Perform cylinder oil film wipe test periodically or when process gas quality or operating conditions change

H301/302 HSR Compressors | Rev. 2.2 | 79
Too much oil Oil strains through both plies of tissue paper. Oil may be pooled at bottom of cylinder bore, discharge passages, valves, or covers. Return compressor to service and reduce cylinder lube rate (increase cycle time) by 10 to 20%. Perform cylinder oil film wipe test again in 200 to 300 operating hours.
Too little oil Cylinder walls are dry and oil does not strain through the first tissue paper ply. Return compressor to service and increase cylinder lube rate (reduce e cycle time) by 10 to 20%. Perform cylinder oil film wipe test again in 200 to 300 operating hours.
Cylinder lubrication Flow Rate and Cycle indicator The cylinder divider block illustration sheet, provided to the packager, lists the divider block sizes, and guidelines for minimum oil flow rates, and the resulting maximum cycle time. Due to operating and gas conditions precise lubrication rates can't be provided.
P I N C H P O I N TDO NOT PLACE HAND OR FINGERS INTO THE CYLINDER
THROUGH A VALVE PORT UNLESS THERE IS A SUITABLE BLOCK (WOOD) BETWEEN THE PISTON AND CYLINDER HEAD. THIS PREVENTS THE CRANKSHAFT TURNING AND SUBSEQUENT
POSSIBLE INJURY.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (6)
After setting the lubricator flow rate, check the cylinders for proper oil film at approximately two-day intervals during the first week and every six months thereafter.
Packing may be checked for proper lubrication by periodically examining the piston rods. The piston rod surfaces should be bright and coated with a thin layer of clear clean oil. Black and dirty oil, scoring marks, or heat discoloration on the rod are indicative of packing wear that may be due to insufficient lubrication.
A precise lubrication rate for the cylinders and packing cannot be furnished due to various operating conditions encountered.
For break-in on initial startup, set the pump at full flow. Reduce the oil flow rate and check the cylinders and piston rods for proper oil film at approximately two-day intervals during the first week and every six months thereafter. See the "Daily maintenance checklist" and the "Semi-annual maintenance checklist".
A cycle indicator or other flow measurement device, mounted on the divider block, is a visual indicator of cylinder lubrication operation. The indicator pin, an extension of the piston in the divider valve block, cycles back and forth as the piston moves. A pin cycle is measured from the time the pin is at it's outermost position until it returns to this position. Typically the indicator pin cycles several times a minute. The time it takes to complete one cycle determines the oil flow rate.

80 | Chapter 6: Lubrication
When operating at the maximum rated speed, the typical oil flow rate for reciprocating compressor cylinders is 0.30 pints (0.14 liter) per day (PPD) for each inch (25.4 mm) of cylinder diameter. The oil flow rate for pressure packing is 0.6 pints (0.28 liter) per day (PPD) for each inch (25.4 mm) of piston rod diameter. These are approximate oil flow rates.
For CNG and other high discharge applications, where discharge pressures exceed 1200 Psig (83 bar), cylinder and
packing oil flow rates are approximately twice standard rates.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Lubricator cycle time and oil feed ratesThe following formula expresses the relationship between lubricator cycle time and oil flow rates:
Required Indicator Pin Cycle Rate (Seconds/Cycle) = Total of Divider Valve Size x 6 Total Oil Flow Rate (Pints per Day)
Pin Cycle Rate (Seconds) = Total of Divider Valve Size x 6 Oil Flow Rate (PPD)
P I N C H P O I N TDO NOT PLACE HAND OR FINGERS INTO THE CYLINDER
THROUGH A VALVE PORT UNLESS THERE IS SUITABLE BLOCK BETWEEN THE PISTON AND CYLINDER HEAD. THIS WILL
PREVENT THE CRANKSHAFT TURNING AND SUBSEQUENT POSSIBLE INJURY.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
After setting the lubricator flow rate, check the cylinders walls and piston rod packing for proper oil film at approximately two-day intervals during the first week and every six months thereafter. See the "Daily maintenance checklist" and the "Semi-annual maintenance checklist".
Low temperature situations may require heating the oil and insulating or heating the lines.
Rupture DisksCylinder Lubricator System - Over Pressure Protection System FunctionIf a blockage occurs in the divider blocks, lube lines, check valves or injection points, the lubricator pump increases pressure to attempt overcome the blockage. Excessive system pressure is limited by the use of an over pressure protection device (rupture disk), located between the pump discharge and the distribution blocks. When the oil pressure exceeds the rating of the rupture disk, a charge of lubricating oil is released. When oil flow stops, the lubrication “no flow” switch

H301/302 HSR Compressors | Rev. 2.2 | 81
activates, shutting the compressor down. Remove the blockage before starting up the compressor.
It is necessary to have a properly sized and working atmospheric rupture assembly installed in all lubricating divider block systems. Never remove, modify, or plug an
atmospheric rupture assembly since equipment damage can result. See the exclusive use of genuine OEM rupture disc
fitting components recommended in “Table 21” .
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Atmospheric Rupture Assemblies, Disk Cap Orifice Diameter and Discs Atmospheric rupture assemblies have a two different sized rupture disk caps: 0.125 inches (3.2 mm) and 0.25 inches (6.4 mm). The aluminum disc ruptures at a designated pressure, venting lubricating oil to the atmosphere, to relieve the pressure and shut down the compressor. The pressure at which the disk ruptures is a function of the aluminum disc’s thickness and corresponding disc cap hole diameter. There are 8 different thicknesses which are color coded to indicate the thickness and the rupture pressures. Rupture disc pressure ratings are selected based upon the gas operating conditions and MAWP of the cylinder (and packing case) being lubricated. “Table 21” lists rupture disc assemblies for both 0.125 inches (3.175 mm) and 0.25 inches (6.4 mm) cap orifice diameter, along with the replacement discs by color that can fit either assembly.
Medium Pressure Assemblies Medium pressure (less than 3500 Psig (241 bar) rupture assemblies typically use a 0.250 inches (6.4 mm) cap hole.
High Pressure Assemblies High pressure (greater than 3500 Psig (241 bar) rupture assemblies typically use a 0.125 inches (3.2 mm) cap hole, see "Figure 16".
FiguRe 16 Rupture assembly

82 | Chapter 6: Lubrication
0.250 inches (6.35 mm) Medium pressure
rupture disc assembly
0.125 inches (3.2 mm) High pressure
rupture disc assemblyReplacement rupture discs
Part # Rating
(PSI) Part #
Rating (PSI)
Part # Color Thickness
(Inches)
1-PS-5804 900 N/A 51-PS-5804 Black 0.006"
2-PS-5804 1150 N/A 52-PS-5804 Green 0.008"
3-PS-5804 1450 12-PS-5804 3700 53-PS-5804 Yellow 0.010"
4-PS-5804 1750 13-PS-5804 4600 54-PS-5804 Red 0.012"
5-PS-5804 2050 14-PS-5804 5500 55-PS-5804 Orange 0.014"
6-PS-5804 2350 15-PS-5804 6400 56-PS-5804 Aluminum 0.016"
8-PS-5804 2950 16-PS-5804 7300 58-PS-5804 Blue 0.020"
9-PS-5804 3250 17-PS-5804 8200 59-PS-5804 Purple 0.022"
Table 21 Part numbers for atmospheric rupture assemblies
To effectively seal the fitting without damage to the disc, do not torque the rupture assembly to more than 3 ft-lbs (36
in-lbs.) (4 N-m.) Over tightening can cut into the disc reducing the rupture assembly's pressure rating.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Both of the 0.125 inches (3.2 mm) and 0.250 inches (6.35 mm) disc caps can use the same disc thickness. However, the rupture assembly’s pressure rating will be significantly different due to the change in the disc’s exposed surface
area. Example: a yellow 0.010 inches (0.254 mm) disc ruptures at 1450 Psig (100 bar) in the 0.250 (6.4 mm) disc cap, or 3700
Psig (255 bar) in the 0.125 inches (3.2 mm) disc cap.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Contact customer service with any specific questions regarding compressor cylinder lubrication systems.
Digital Cylinder lube No-Flow Devices
E L E C T R I C A L H A Z A R DAVOID POTENTIAL IGNITION SOURCES.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
To ensure adequate cylinder and packing lubrication, the Packager or end user installs the correct no-flow device to properly monitor the oil flow to the cylinder lubrication system.

H301/302 HSR Compressors | Rev. 2.2 | 83
An example of an electronic no flow device (ENFD) is DNFT®.
www.noflo.com
Examples of mechanical no flow devices (MNFD) that are used are Kenco® and Lincoln®.
www.graco.comwww.kenco-eng.com
install Kenco NFS-3 No-Flow Switch
FiguRe 17 Kenco NFS-3 No-Flow Switch
Switch MUST be mounted either vertically (terminal end up) or at a minimum angle of 20 º off horizontal with terminal
end at the high point. This prevents water from accumulating around switch contact.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
1. A 25 micron sintered bronze or similar in-line type filter should be installed ahead of the No- Flow switch. These are available from either KENCO or most manufacturers of lubricators.
2. o assure constant oil viscosity, mount switch in a warm place near cylinder

84 | Chapter 6: Lubrication
lube-line check valve or point of lubrication. The "NFS-4", "NFS-5" and "NFS-9" No-Flow switches for Ajax are provided with brackets for mounting to one of the screws which hold the cast cover to the cylinder near the cylinder check. Connect No-Flow switch contact wire to magneto or alarm/shutdown switch.
3. Connect line from lubricator to inlet port on No-Flow switch.4. Hand pump lubricator until oil flows from outlet port; then connect line from
outlet to point of lubrication.5. Switch is factory adjusted for a shutdown time of approximately 3 minutes
using SAE 30 oil at 100 º F. The switch is viscosity sensitive, therefore, shutdown time will vary with oil viscosity. Switch can be field adjusted for a shutdown time between 2-8 minutes.
6. If adjustments are necessary, ensure that adjustments are made while engine / compressor / No-Flow switch are at their normal operating conditions. The adjustment setscrew is located on bottom of switch housing. Turn setscrew IN to decrease shutdown time and OUT to increase shutdown time. Shutdown time can be determined by removing/disabling lubricator pumping unit. On multiple pump installations pumping at the same rate, the setting can usually be transferred from one switch to another by making the distance from the end of the adjustment setscrew to the end of the adjustment setscrew housing equal on all
For more information on the proper installation of these products please refer to the Compressor News Bulletin (CN) and the product manufacturer.
• CN 05-009 DNFT Magnetic Assemblies• CN 06-003 DNFT LED, Model 506
The Electronic No Flow Devices (ENFD) part number includes the correct divider block magnetic assembly required for the
divider block manufacturer.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

H301/302 HSR Compressors | Rev. 2.2 | 85
FiguRe 18 DNFT-LED Switch Assembly, with magnetic housing assembly
Disconnect all wiring prior to welding on the compressor or skid.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Cylinder lubricants
P E R S O N A L I N J U R YWEAR APPROPRIATE PERSONAL PROTECTIVE EQUIPMENT.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (5)
F L A M M A B L ENO OPEN FLAME.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
Use the following oil specification as a guide only. Determine the lubrication requirements, based on the specific
compressor gas analysis, with the oil supplier engineer. .
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

86 | Chapter 6: Lubrication
The gas type, quality and operating conditions being compressed, determine the viscosity and type of oil used to lubricate the cylinders and piston rod packing. Use quality, properly inhibited oil. See “Table 22”. The oil should have good wetting ability, high film strength, be of low carbon content, good chemical stability, and be resistant to sludging. Use oils that produce flaky or soft carbon, rather than hard carbon. Fire resistant type synthetic fluids may also be used:
a. In air compressors where resistance to flashes or fires is paramount. b. Where it is essential to minimize deposit formations.
Consult the oil supplier for compatibility of the synthetic oil with machine parts (paint, packing, gaskets, O-ring’s etc.)
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Lubrication of gas compressor cylinder and piston rod packing is divided into the four types:
Type 1: Dry gasses, not carrying suspended liquids but may carry liquids that remain in the superheated state during the compression cycle, CO2, N2, helium, neon, and other inert gases, air, ammonia, hydrogen, methane.
Type 2: Hydrocarbon gases such as butane, propane, natural gas, butadiene, ethylene, and nitrous oxide. Some liquids or condensables tend to wash away the lubricant. If compounded oils with rust fortification properties are required, consult the oil supplier engineer.
Type 3: Compressors where water carry-over is a problem or where wet gases, hydrogen sulphide and/or carbon dioxide are compressed.
Type 4: Methyl chloride, ethyl chloride, Freon, Sulfur dioxide. These gases are capable of being mixed with water and lubricating oil and dilute the oil. The chemical reaction of Methyl or ethyl chloride and the lubricating oil may form sludge and deposits when moisture is present. Sulfur dioxide has a selective solvent action on oil that results in formation of sludge.
Trouble ShootingTypical causes of lubrication blockage in divider block systems include:
1. Air or gas in the system – can cause system lockup, inadequate lubrication, or intermittent (phantom) lubrication shutdowns.
2. Contamination blockage - dirt or foreign material.3. Incorrect magnetic housing assembly installation, causing divider block
piston(s) to over travel and jam.
4. Crushed or pinched oil tubing lines.5. Blocked oil injection point(s).6. Improperly drilled oil passage.

H301/302 HSR Compressors | Rev. 2.2 | 87
Cylinder lubricants
Lubricant
Type of gas compressor service (at normal intake temperatures)
1 2 3 4
Pressures 0 – 1,000 Psig (69 bar)
SSU @ 212°F (100°C) 52 – 70 55 – 85 55 – 85 70 – 85
SSU @ 100°F (40°C) 80 – 600 600 – 950 380 – 600 600 – 950
Approximate SAE Grade 40 50 40+ 50
Compounded* No Yes/No Yes Yes
Oxidation Inhibitor Yes Yes/No Yes/No Yes
Rust Inhibitor Yes Yes Yes Yes
Carbon Residue (Conradson) 0.25% 0.65% 0.65% 0.65%
Pressures 1,000 – 2,500 Psig (69 to 172 bar)
SSU @ 210°F (100°C) 70 – 85 85 – 110 70 – 85 85 – 110
SSU @ 100°F (40°C) 600 – 950 950 – 1400 600 – 950 950 – 1400
Approximate SAE Grade 40 50 40 50
Compounded* No Yes/No Yes Yes
Oxidation Inhibitor Yes Yes Yes Yes
Rust Inhibitor Yes Yes Yes Yes
Carbon Residue (Conradson) 0.65% 0.65% 0.65% 0.65%
Pressures 2,500 Psig (172 bar) and above: CONTACT THE OIL SUPPLIER AND GE.
* Can contain 3% to 10% (acid less tallow or animal fat) or special compounding to resist water-wash.
Table 22 Cylinder lubricants


H301/302 HSR Compressors | Rev. 2.2 | 89
Chapter 7: Vibration
P I N C H P O I N TKEEP HANDS AWAY FROM MOVING PARTS.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
P E R S O N A L I N J U R YWEAR APPROPRIATE PERSONAL PROTECTIVE EQUIPMENT.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
H O T S U R F A C EDO NOT TOUCH.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
Types of Vibration
Refer to the vibration guidelines chart for acceptable/unacceptable vibrational limits.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (9)
When vibration occurs, first determine the type of vibration and its cause. In general, there are four types of vibration associated with reciprocating compressors:
1. Mechanical 2. Inertia Unbalance 3. Pressure Pulsations 4. Torsion Vibration
When unsatisfactory vibration amplitudes are detected, take corrective actions immediately. Notify the packager or GE if unable to correct the problem. See “Figure 19” for satisfactory, marginal, and unsatisfactory levels of vibration.
All reciprocating compressors have inherent vibration. All components have a natural vibration frequency which maybe amplified by the operating conditions of the compressor.

90 | Chapter 7: Vibration
Mechanical Possible causes of excessive mechanical vibration include:
• Loose hold-down bolting• Loose distance piece to cylinder or frame bolting• Loose cylinder support• Possible frame distortion• Improper distance piece support• Improper discharge bottle support• Drive coupling misalignment• Process gas pipe binding or misalignment
Check each area individually to determine if there is a problem and correct the cause, (Refer to “Chapter 9: Troubleshooting”).
Inertia Unbalance Unacceptable vibration amplitudes, due to unbalanced reciprocating weights, may cause excessive shaking forces and couples. Unbalanced couples cannot be eliminated, but are minimized by balancing the opposing throws.
Determine the weight of each throw by weighing these reciprocating components:
• Crosshead and associated balance weights• Piston rod assembly with piston rings and crosshead jam nut
Select and add balance weight(s) equal to the difference between the reciprocating weight of the opposing throws to the piston rod assembly having the lowest weight. For applications having a blank throw, add balance weight(s) to the blank throw crosshead.
The maximum out-of-balance weight between the opposing throws is 4 ounces (0.25 lb., 0.113 kg). See ”Balance Weights” for balancing procedures.
Unbalanced couples due to rotating weights can cause vertical and horizontal movement at the crankshaft’s speed frequency.
Unbalanced forces due to reciprocating weights can cause axial and horizontal movement at the crankshaft rotation frequency or multiples thereof.
For example, primary vibration is at crankshaft speed, 1800 RPM = 1800 CPM = 30 Hertz (Hz).
Secondary vibration is at two times crankshaft speed, 3600 RPM = 3600 CPM = 60 Hz.
The compressor skid and foundation must absorb these inertia forces and couples. Measure the vibration, caused by inertia unbalance, with handheld vibrometers or electronic analyzers.

H301/302 HSR Compressors | Rev. 2.2 | 91
Pressure Pulsations Pressure pulsations are caused by piston motion, which generate the basic fundamental pulsation frequency corresponding to crankshaft speed, gas properties, and the flow pattern of the gas through the valves and piping.
The pulsation level is the product of piston speed and fluid density times the speed of sound. Acoustic resistance determines the amplitude of the pressure pulsations.
Pressure pulsations can cause physical movement of compressor cylinders, piping, and pulsation bottles or manifolds (across two cylinders). Pressure pulsation can cause premature compressor valve failure. The presence of high frequency vibration (usually 4 or more times operating speed) maybe the result of pressure pulsations. The high frequency vibration maybe characterized by a physical “buzzing” of the vibrating component. A tingling sensation may be felt when touching the vibrating component. Removing the inlet and discharge piping from a cylinder can help determine if the vibration is being caused by pressure pulsation. Connect electronic analyzers with pressure transmitters to the process gas system to measure pressure pulsations and frequencies.
Before and after removing the piping, operate the compressor over a speed range and observe the cylinder vibration. A drop in the vibration level after the piping is removed indicates pressure pulsations are present. Fix pressure pulsations by installing:
• Orifice plates• Pulsation bottles or manifolds• Piping supports
Torsional Vibration Torsional vibrations are very difficult to detect without the use of special instruments. If the compressor is in a torsionally critical operating speed, violent V-belt movement at the free end of the driver (engine or electric motor) maybe observed and gear train noise maybe present. At a critical operating speed, torsional vibration of driver components maybe detected. Use the instrumentation to confirm torsional vibration. During the design of the package, perform a torsional vibration analysis (TVA) projection to determine optimum component selection.
Move the driver speed through a wide range (900 to 1200 or 1800 RPM) to determine if there is a possible torsional vibration present. While changing the speed, observe the fan belts for “flapping”. If the fan belts flap at a specific speed point, it indicates the presence of torsional vibration. Listen for a change of pitch in the gear train. Torsional vibration may develop in compressor packages when the engine mounted torsional vibration damper becomes ineffective due to age, damage, loss of fluid, etc.
The measuring unit for amplitude is pascal (Pa), millibar (mbar), pounds per square inch (psi) or meter water column (mWc).

92 | Chapter 7: Vibration
Vibration Amplitude versus Frequency “Figure 19” shows how vibration amplitude decreases as frequency increases.
• The diagonal lines are in velocity measured in inches per second. • The X axis (frequency) measures in cycles per minute = RPM. • The Y axis (displacement amplitude) measures in Mils peak to peak.
1
10
100
100 1,000 10,000
Ampl
itude
(Mils
Pea
k-to
-Pea
k)
Frequency (CPM)
Guidelines reference measurement at the outboard cylinder end.
SatisfactoryMarginalUnsatisfactory
1.0 IPS
0.8 IPS
0.5 IPS
Amplitude (Mils Peak-to-Peak)
FiguRe 19 Vibration amplitude versus frequency chart

H301/302 HSR Compressors | Rev. 2.2 | 93
Vibration Amplitude versus Frequency “Figure 19” shows how vibration amplitude decreases as frequency increases.
• The diagonal lines are in velocity measured in inches per second. • The X axis (frequency) measures in cycles per minute = RPM. • The Y axis (displacement amplitude) measures in Mils peak to peak.
1
10
100
100 1,000 10,000
Ampl
itude
(Mils
Pea
k-to
-Pea
k)
Frequency (CPM)
Guidelines reference measurement at the outboard cylinder end.
SatisfactoryMarginalUnsatisfactory
1.0 IPS
0.8 IPS
0.5 IPS
Amplitude (Mils Peak-to-Peak)
FiguRe 19 Vibration amplitude versus frequency chart


H301/302 HSR Compressors | Rev. 2.2 | 95
Chapter 8: Maintenance
Safety must always be the paramount consideration in the operation AND maintenance of a reciprocating gas compressor.
S E V E R E I N J U R YTHE DRIVER (ENGINE, ELECTRIC MOTOR, ETC.) MUST BE
STOPPED AND IF NOT UNCOUPLED FROM THE COMPRESSOR, RESTRAINED TO PREVENT COMPRESSOR ROTATION WHILE
MAINTENANCE IS BEING PERFORMED.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
S E V E R E I N J U R YTHE FOLLOWING PERSONNEL AND EQUIPMENT
PRECAUTIONARY SAFETY PROCEDURES, ALONG WITH APPROPRIATE LOCK OUT/TAG OUT MUST BE FOLLOWED.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
P E R S O N A L I N J U R YWEAR APPROPRIATE PERSONAL PROTECTIVE EQUIPMENT.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145(f) (7)
1. Isolate the compressor from any electrical power source. An electric motor driver’s switch gear must be locked out during maintenance activities.
2. Close valves blocking fuel and starting gas..Turn off the electrical supply and ignition sources.
3. Apply mechanical lockout device to prevent crankshaft rotation.4. Isolate the compressor from any compressed gas or rotational source.5. Close the compressor’s suction and discharge lines’ isolation valves.6. Vent process gas from the cylinders by opening the blow-down valve and vent
valve. Refer to the Packager’s instructions for proper gas system(s) isolation and venting instructions.
7. Ensure that the crankshaft cannot be turned by residual cylinder gas pressure, running gear weight imbalance, nor the driver.
8. Shield the compressor from dirt entry when any covers are removed. Use clean tools and lint free rags. Keep the work area clean and dry.
9. Use a suitable safe solvent for cleaning any part, and dry it thoroughly before reassembly.
10. Use proper lifting tools and techniques when disassembling or reassembling equipment. Refer to “Table 1” for approximate compressor component weights.
11. Torque fasteners (studs, nuts, capscrews, etc.) to their recommended values,

96 | Chapter 8: Maintenance
Refer to Chapter 3: General Data/Specifications.
E X P L O S I V ETO AVOID A POTENTIALLY EXPLOSIVE AIR/GAS MIXTURE, THE ENTIRE GAS SYSTEM MUST BE PURGED WITH GAS PRIOR TO START UP AND OPERATION AND AFTER PERFORMING ANY
MAINTENANCE..
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
Component WeightsFrame and Frame ComponentsThe following H compressor component weight tables provide approximate weights, for use when selecting appropriate lifting tools for maintenance activities. Since actual weights may vary with design changes or optional extras, always use an appropriate safety factor.
Use a crane to lift the compressor.
Compressor component weights, approximate
Frames, assembled including crankshaft, crossheads and connecting rods
Weight, lbs. (Kg)
H302 2,000 (907)
Crankshaft, without flywheel or coupling adapter Weight, Ibs. (Kg)
Crankshaft 69 (31.30)
Crankcase Only 492 (223.2)
Front Main Bearing Housing 17 (8)
Rear Cover – Oil Pump and Lubricator Drive Assembly 21 (10)
Frame Lube Oil Pump 11 (5)
Connecting Rod Assembly 13 (6)
Crosshead 12 (5)
Distance Piece 136 (62)
Table 23 Approximate frame and crosshead guide component weights

H301/302 HSR Compressors | Rev. 2.2 | 97
Preventive MaintenanceRecord Keeping Maintenance and Repairs – Compressor Log BookAll operating compressors require periodic maintenance. Establish a maintenance program in conjunction with any recommended startup and initial operations checks. The program should be reviewed at regular intervals and modified as required to address any special situations or concerns.
A maintenance logbook should be kept on each compressor. The logbook allows for detailed records, so that maintenance costs, troubleshooting and trending can occur. Qualified personnel should routinely review the operator’s log sheets to determine the compressor maintenance or performance trends.
Operating Conditions – Compressor Operating Log BookOperating conditions may frequently change in the course of compressor operation. Ambient conditions, upstream and downstream process gas changes or upsets in addition to normal wear and tear on the compressor affect the operating conditions.
Documentation of all operating conditions and safety shutdown points of operating speed, pressures, temperatures, lube oil flow rates, lube oil consumption, process gas flow rates, fuel gas or electrical power consumption, etc., provide historical record of the package performance. Additionally, this data provides trend lines the operator may use for troubleshooting and projected major overhaul planning.
oil analysisA regular oil analysis program is recommended through the oil supplier. Compressor oil change intervals are based on operating hours or the oil supplier’s specific analysis recommendations. If the oil supplier recommends a more frequent oil change interval than HSR compressors, follow the oil supplier’s recommendations. If the crankcase sump gets contaminated, change the compressor oil and flush the crankcase.
CleanlinessPay special attention to compressor cleanliness during maintenance activities, since construction debris and windblown dust are common problems. Whenever access covers have been removed, keep internals protected except when actually working on the compressor. Inspect and clean, if required, all of the compressor components before re-installation.
inspect gaskets and o-ringsWhenever the compressor is disassembled for maintenance, gaskets and O-rings should be replaced. If any gas pressure containing, or sealing components (crush gaskets or O-rings) are found damaged, always replace them.

98 | Chapter 8: Maintenance
Select and use appropriate sealants and O-ring lubricants compatible with the gasket and O-ring materials to:
(1) improve sealing and life of the gasket or O-ring material and (2) aid in the removal of the gasket or O-ring during
disassembly.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Always use OEM O-rings of the specified material and durometer hardness to ensure reliable leak free connections.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Recommended Maintenance The frequency of a compressor’s maintenance intervals is determined by a number of factors, including, but not limited to, its physical operating environment, actual operating conditions and the degree of gas contaminants. If performed and documented properly, a compressor’s maintenance history aids in troubleshooting situations.
The following typical maintenance program is offered as a basic guide and may be expanded due to actual operating conditions. Time intervals begin with the startup of the compressor package. This program assumes the compressor operates continuously, so the time hour intervals are loosely tied to daily, monthly, quarterly, semi-annual and annual time intervals. If maintenance is performed on hourly-based time frames, refer to the associated time interval column.
Daily maintenance Checklist
Maintenance checks – dailyTime
interval
Frame oil supply pressures, 45 to 55 Psig (310 to 379 kpa) adjust pressure regulating valve as required when the compressor is operating at normal speed and temperature. Note: 30 Psig (207 kp) falling pressure = minimum Low Oil Pressure Shutdown.
24 hours
Frame oil supply temperature; adjust cooling water flow as required. Note: Maximum 185°F (85°C) – high temp shutdown. 150°F (66°C) Minimum.
24 hours
Cooling water flow/temperature, for oil cooler, if used. 24 hours
Frame oil level, mid-level of sight glass – hot. 24 hours
Oil filter differential pressure, filter housing pointer or gauge(s). Note: Change filter element if differential pressure exceeds 10 Psid (69 kpa).
24 hours
Cylinder lubricator box cycle time, seconds/cycle (Max. 100 sec/cycle). Note: See job book for compressor specific break-in and normal lube rates.
24 hours
Cylinder lubricator oil supply level, if separate day tank used. 24 hours
Compressor Leaks – oil, gas or water, correct as required. 24 hours

H301/302 HSR Compressors | Rev. 2.2 | 99
Compressor operating conditions - compressor RPM, suction/discharge temperature and pressure by cylinder.
24 hours
Valve cover temperature – each suction and discharge valve by cylinder. 24 hours
High cylinder discharge gas temperature shutdown, lesser of 10% or 25°F (14°C) above normal discharge temperature of each cylinder Note: 350°F (177°C) shutdown, max allowable gas discharge temperature.
24 hours
Process gas pressure shutdown set points – high/low settings to be as close as practical to actual operating conditions. Set points are typically 10% above and below normal operating pressures. Confirm hi/lo pressure shutdown points will not allow operation in excessive rod load conditions.
24 hours
Unusual noises or vibrations. 24 hours
Scrubber level and drain operation. 24 hours
Check gas vents for leakage – piston rod packing, blow down and pressure safety valves (PSV).
24 hours
Check vent lines for ice blocks when ambient temps below 40°F (4°C) 24 hours
FoRm 9 Daily maintenance checklist
monthly maintenance ChecklistMaintenance checks – monthly (plus daily checks)
Time interval
Confirm safety shutdown functions 720 hours
Normal panel and gauge operation 720 hours
Verify cylinder’s lubricating oil presence. 720 hours
Grease VVCP stem threads 720 hours
Check cylinder lube line check valves for high temp and/or leakage 720 hours
Repeat the cylinder wall oil film test until satisfactory oil film achieved. 720 hours
FoRm 10 Monthly maintenance checklist

100 | Chapter 8: Maintenance
Quarterly maintenance ChecklistMaintenance check list – 3 Months (plus daily/monthly checks)
Time interval
Check frame crosshead guide mounting bolts for tightness, shim and re-torque as required to eliminate any “soft foot” found.
2,000 hours
Examine the external frame and cylinder fasteners for loose or broken bolts. 2,000 hours
Check discharge bottle supports for snug fit adjustment, with compressor stabilized at normal discharge temperatures.
2,000 hours
Drain pulsation bottles liquids, inlet and discharge. 2,000 hours
Remove and inspect process gas inlet screen strainers. 2,000 hours
FoRm 11 Quarterly maintenance checklist
Semi-annual maintenance ChecklistMaintenance check list- 6 months (plus daily/monthly/3 months checks)
Time interval
Compressor crankcase oil, change or as recommended by oil supplier’s monthly oil analysis. Note: Remove crankcase top cover and inspect internally for foreign material/debris whenever oil is changed.
4,000 hours
Frame oil filter, change or if different pressure exceeds 10 Psid (69 kpa). 4,000 hours
Inspect cylinder valves for damaged or broken components, rebuild or replace as required.
4,000 hours
Inspect piston rods and packing. 4,000 hours
Clean crankcase breather. 4,000 hours
Repeat the cylinder wall oil film test until satisfactory oil film achieved. 4,000 hours
FoRm 12 Semi-annual maintenance checklist

H301/302 HSR Compressors | Rev. 2.2 | 101
annual maintenance ChecklistMaintenance check list- 6 months (plus daily/monthly/3 months/6 months checks)
Time interval
Check drive alignment, coupling (rim and face) including axial thrust. 8,000 hours
Check critical frame running gear clearance – main, connecting rod and thrust, if readings outside tolerance limits, repair or replace affected components as required.
8,000 hours
Check critical crosshead pin/bushing and guide clearances, and record micrometer readings. If reading outside tolerance limit repair or replace affected components as required. Replace pin roller bearing.
8,000 hours
Inspect cylinder valves for damaged damage or broken components, rebuild or replace as required.
8,000 hours
Inspect cylinder bores for wear or damage, and record micrometer readings. 8,000 hours
Pull cylinder’s piston rod assembly – clean and inspect for wear, replace worn or damaged components as required.
8,000 hours
Rebuild packing cases. 8,000 hours
Record clearances between crosshead and sleeve. 4,000 hours
Pressure (leak down) test cylinder lubrication distribution divider blocks for proper operation.
8,000 hours
Inspect “no-flow” on cylinder lubrication distribution divider blocks for proper operation.
8,000 hours
Calibrate and re-certify accuracy of gauges and transmitters, for all significant pressure and temperature points.
8,000 hours
FoRm 13 Annual maintenance checklist
optional VVCP assembly Capacity Control
Always review the use of a VVCP to change load conditions to verify acceptable compressor performance before
adjustment. Using a VVCP for capacity control has an impact on the compressor performance characteristics as well as
horsepower and flow.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
The VVCP, shown in “Figure 20” is an optional capacity control device used to adjust the head end (HE) clearance of the cylinder. Most compressor cylinders can be equipped with VVCPs, by replacing the fixed clearance HE cylinder head.
Reciprocating compressors are positive displacement devices, compressing a specific volume of gas with each piston stroke. The operating conditions can vary across a range of pressures, temperatures, flows and gas mixes, depending upon the actual field application. The use of a VVCP is one method of capacity control that can be used to efficiently adjust the compressor throughput and power.
The VVCP is designed to add a variable amount of volumetric clearance to a compressor cylinder. As the piston approaches the cylinder HE, gas is trapped in the VVCP clearance volume and does not exit the cylinder. As the piston travels back toward the crank-end of the cylinder, the trapped HE gas re-expands into the

102 | Chapter 8: Maintenance
cylinder bore.
In multi-stage compressors, adjustments to the VVCP change the following:
1. Required horsepower.2. Throughput volume capacity.3. Volumetric efficiency.4. Rod Loading.5. Compression ratios.6. Discharge Temperatures.
Please contact GE if you have questions concerning the installation or use of a VVCP as a capacity control device.
adjust the Variable Volume Clearance Pocket (VVCP) assembly
Do not adjust VVCP while the compressor is in operation.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
Failure to properly adjust and maintain VVCP can damage the compressor.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
See CN 06-004. This VVCP adjustments apply to all compressor cylinders using HE VVCP's.
FiguRe 20 Typical variable volume clearance pocket installed
Authorized HSR packagers are provided with performance prediction software which allows them to check the entire performance operational envelope. Contact GE Oil and Gas for your local authorized packager location can contact.

H301/302 HSR Compressors | Rev. 2.2 | 103
Performance parameters to check, includes volumetric efficiency, gas temperatures, driver power limitations, crosshead pin reversals, interstage pressures, system torsional response, compressor valve dynamics and process gas acoustical affect. The added cylinder clearance may significantly change process gas pressures and require valve modifications (usually spring changes) to achieve optimum valve life for long-term operation.
A S P H Y X I A T I O NSERVICING OF VVCP'S, IN HAZARDOUS OR TOXIC GAS SERVICE,
CAN HOUSE TRAPPED GAS.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)
VVCP Adjustment RangeUse the VVCP to adjust a cylinder’s HE clearance. The amount of change in clearance volume varies depending upon the position of the VVCP piston, see “Figure 20”. The expected change in compressor flow and horsepower is a function of compression ratio and the gas properties.
VVCP adjustment can range from the HE’s fixed clearance (VVCP fully closed, 0% travel) to maximum clearance (VVCP fully open, 100% travel). Clearance is often calculated in cubic inches, VVCP position is commonly communicated to equipment operators in “inches of travel” as shown in “Table 24”. A cross reference can be found by consulting your HSR compressor operations and parts manual.

104 | Chapter 8: Maintenance
FiguRe 21 Effective rod extension: amount pocket is open

H301/302 HSR Compressors | Rev. 2.2 | 105
Double Actingbore diameter
Inches (mm)
Volume added per Inch of travel (in. ^3)
% increase in clearance per inch of
travel Inches (mm)
VVCP travel distance Inches
Max added volume (in. ^3)
3.00 (76.20) 4.92 23.19 (589.026) 3.405 16.75
3.50 (88.90) 7.08 24.53 (623.062) 3.405 24.11
4.00 (101.60) 7.08 18.78 (477.012) 3.405 24.11
4.50 (114.30) 11.06 23.18 (588.772) 3.405 37.66
5.00 (127.00) 11.06 18.78 (477.012) 3.405 37.66
5.50 (139.70) 11.06 15.52 (394.208) 4.367 48.3
6.00 (152.40) 21.66 25.54 (648.716) 3.125 67.7
6.50 (165.10) 25.98 26.1 (662.94) 3.125 81.2
7.50 (190.50) 38.51 29.06 (738.124) 3.045 1117.27
8.00 (203.20) 41.31 27.4 (695.96) 3.045 125.79
9.00 (228.60) 53.49 28.03 (711.962) 3.045 162.87
10.00 (254.00) 67.24 28.54 (724.916) 4.475 300.89
Steppedbore diameter
Inches (mm)
Volume added per Inch of travel (in. ^3)
% increase in clearance per inch of
travel Inches (mm)
VVCP travel distance Inches
Max added volume (in. ^3)
4.00 (101.60) 7.08 18.78 (477.012) 3.405 24.11
5.00 (127.00) 11.06 18.78 (477.012) 3.405 37.66
5.50 (139.70) 11.06 15.52 (394.208) 4.367 48.3
6.50 (165.10) 25.98 26.1 (662.94) 3.125 81.2
7.50 (190.50) 38.51 29.06 (738.124) 3.045 117.27
8.00 (203.20) 41.31 27.4 (695.96) 3.045 125.79
Table 24 VVCP added clearance volume, travel and percent
Variable Volume Clearance Pocket (VVCP) Adjustment
Shut down compressor before adjusting VVCP.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
E X P L O S I V EREMOVE ALL IGNITION SOURCES.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)

106 | Chapter 8: Maintenance
F L A M M A B L EFLAMMABLE OR TOXIC PROCESS GAS MAY LEAK FROM THE
VVCP PISTON STEM WHENEVER THE JAM NUT IS LOOSENED. THE SEAL WASHER UNDER THE JAM NUT IS USED TO
SEAL GAS FLOW ACROSS THE STEM THREADS. EXERCISE ALL NECESSARY SAFETY PRECAUTIONS WHEN TOXIC OR
POTENTIALLY EXPLOSIVE GAS/AIR MIXTURES ARE PRESENT.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (5)
A S P H Y X I A T I O NWHENEVER THE PROCESS GAS CONTAINS HYDROGEN
SULFIDE (H2S) OR OTHER TOXIC GASES UNDER NO CIRCUMSTANCES SHOULD YOU ADJUST THE VVCP DURING
COMPRESSOR OPERATION.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)
H A Z A R D O U S G A S E SWEAR APPROPRIATE PROTECTIVE EQUIPMENT.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)
The adjustment of manual variable volume clearance pockets (VVCP) is applicable to all HSR compressor cylinders using head end (HE) VVCP's.
General Information
The VVCP’s piston ring is purposefully designed not to be completely gas tight. This allows for minor gas and liquid migration across piston ring/O-ring. This allows for easier VVCP piston adjustment when the cylinder is pressurized. Gas trapped in the VVCP housing will slowly vent across the VVCP piston ring or O-ring during cylinder de-pressurization. However, accumulated liquids, debris or rust around the VVCP’s piston can trap gas in the housing, substantially increasing VVCP gas depressurization time.
A S P H Y X I A T I O NDO NOT REMOVE OR LOOSEN ANY GAS CONTAINMENT
BOLTING, OR THE VVCP HOUSING BOTTOM DRAIN PLUG, UNTIL GAS TRAPPED IN THE HOUSING HAS FULLY VENTED.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (7)

H301/302 HSR Compressors | Rev. 2.2 | 107
Required Materials and ToolsWhen adjusting a standard HE VVCP on an HSR compressor cylinder, use:
1. VVCP clearance in “Table 26” or graphs.2. Performance program output showing desired VVCP setting in inches or %.3. Tape measure.4. Large adjustable wrench to loosen VVCP jam nut and to turn VVCP stem.5. Grease gun, to lubricate VVCP piston stem threads.6. Grease – high quality, heavy duty, high temperature lithium.7. Molykote ® P-37 for VVCP jam nut and washer lubrication.
FiguRe 22 VVCP flange lubrication fitting and threads
VVCP flange lubrication fitting
Threads

108 | Chapter 8: Maintenance
Adjust the VVCP1. Inspect the cylinder’s HE for any special spacers, between the VVCP and the
cylinder. Clearance spacers may have also been installed under some or all of the suction and discharge valves. In certain high clearance applications a special HE compression clearance spacer may have been added to the cylinder’s “base” clearance.
2. Determine the desired VVCP stem extension dimension “as-is” on the cylinder and “as-required” from VVCP charts or performance runs.
3. Prior to adjustment, loosen the VVCP stem jam nut.4. To set the VVCP at the desired percentage (%) open position, fully close the
VVCP, and then fully open it, counting the number of turns to the full open position. Fully close the VVCP. Multiply the total number of turns by the desired percentage open, and open the VVCP the resulting number of turns.
5. During VVCP adjustment, exercise all necessary safety precautions.6. Apply stem thread lubricating grease compatible with the process gas through
the VVCP flange lubrication fitting (“Figure 22”).
Some chattering and/or light knocking of the VVCP stem/piston may indicate that the jam nut is loose.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
7. Adjust the VVCP to the desired clearance position determined in step 2.
Turn the piston stem clockwise (CW) to move the piston in and reduce clearance. Turn the piston stem counter-clockwise
(CCW) to move the piston out and increase clearance.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
8. After adjustment, securely tighten the VVCP jam nut against the VVCP thread seal washer, using torque values shown in GES089.
Failure to maintain proper VVCP jam nut torque can result in vibration of the VVCP piston in its housing, and possibly lead to a fatigue failure of the piston/stem connection. Check the
piston jam nut torque as required.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)
9. Reapply grease to the VVCP stem threads through the flange lubrication fitting.
10. After final VVCP adjustment and Jam Nut tightening, verify there is no gas leakage from the VVCP stem seal washer area. If leaks are detected, replace stem seal washer, or provide other repairs as required. See CN 10-003.
11. Reset high/low process gas shut down points (pressure and discharge temperature) to proper set points.
See CN 10-002 for more information on seal washer installation.

H301/302 HSR Compressors | Rev. 2.2 | 109
Inspect the Connecting RodUse “Form 14”to inspect the connecting rod and record the data found during annual maintenance. See the "Annual maintenance checklist".
Connecting Rod Inspection Sheet
Compressor Model Serial No. Date
Conn Rod Part No. Serial No. Technician
Conn Rod Bolt Torque ft-lbs
Connecting Rod Eye ID – 2.061"/2.0615"
Top A1 B1
Bottom A2 B2
Condition
OEM torque must be applied to cap bolts to perform the crank pin check
Connecting Rod Crank Pin OD (BOD) – 3.423"/3.424"
Top C1 D1 E1
Bottom C2 D2 E2
Condition
Crosshead Pin OD – 1.4998"/1.5000"
F1 G1
F2 G2
F3 G3
F4 G4
Condition
Roller Bearings OD (BOD) – 2.0625"
BOD 1 H1 I1
H2 I2
BOD 2 J1 K1
J2 K2
Condition
406-1569
100
Crosshead Pin
Roller bearings oD
GE imagination at work
FoRm 14 Connecting rod inspection sheet
H Frame


H301/302 HSR Compressors | Rev. 2.2 | 111
Chapter 9: Troubleshooting
Minor situations can occur during the operation of a HSR Compressor that requires trouble shooting. Often these situations can be attributed to gas contaminants (liquid and solids carryover), actual conditions different from design (improper adjustments), unsuitable lubricant selection, or operating personnel unfamiliar with the compressor and its setup. These difficulties can usually be addressed with personnel training, proper lubricant selection, proper compressor adjustments, correction of adverse operating conditions, or replacement of minor parts.
Major situations may also occur, generally during longer periods of operation. Often these situations can be attributed to use of the compressor for purposes different than design, unsuitable lubricant selection (generally cylinders and packing lubrication), valves not tailored for operating conditions, or improper operations and maintenance.
It is important to use a compressor log sheet to record inter-stage pressures and temperatures by stage on multi-stage compressors. When inter-stage operating conditions vary from normal it indicates trouble with one of the stages. Generally, when the inter-stage pressure suddenly drops look at the lower pressure cylinder. If the inter-stage pressure suddenly rises look at the higher-pressure cylinder.
The following trouble shooting cause and effect is offered as a basic guide only. It lists the more common issues with their most probable causes. It may be expanded to address specific package designs and actual operating conditions.
Perform lockout/tag-out procedures before performing removal or installation of the stub shaft.
Complies with ANSI Z535, ISO 3864, OSHA 1910.145 (f) (9)

112 | Chapter 9: Troubleshooting
Possible cause
Symptoms
Cylin
der d
isch
arge
tem
pera
ture
abo
ve n
orm
al
Carb
onac
eous
dep
osits
abn
orm
al
Pist
on ri
ng, p
isto
n cy
linde
r lin
er w
ear e
xces
sive
Pist
on ro
d or
pac
king
wea
r exc
essi
ve
Del
iver
y le
ss th
an ra
ted
capa
city
Inte
rcoo
ler p
ress
ure
abov
e no
rmal
Inte
rcoo
ler p
ress
ure
belo
w n
orm
al
Valv
e br
eaka
ge a
nd w
ear a
bnor
mal
Cran
kcas
e oi
l pre
ssur
e lo
w
Elev
ated
vib
ratio
n am
plitu
des
or fr
eque
ncie
s
Discharge pressure above normal
Discharge pressure below normal
Operating speed less than normal
Inlet pressure below normal
Intake clogged
Dirty valves
Valves worn or broken
Valves not seated in cylinder
Incorrect valve
Valve incorrectly assembled
Gaskets leak
System leakage excessive
Piston rings worn, stuck or broken
Cylinder (piston) worn or scored

H301/302 HSR Compressors | Rev. 2.2 | 113
Possible cause
Symptoms
Cylin
der d
isch
arge
tem
pera
ture
abo
ve n
orm
al
Carb
onac
eous
dep
osits
abn
orm
al
Pist
on ri
ng, p
isto
n cy
linde
r lin
er w
ear e
xces
sive
Pist
on ro
d or
pac
king
wea
r exc
essi
ve
Del
iver
y le
ss th
an ra
ted
capa
city
Inte
rcoo
ler p
ress
ure
abov
e no
rmal
Inte
rcoo
ler p
ress
ure
belo
w n
orm
al
Valv
e br
eaka
ge a
nd w
ear a
bnor
mal
Cran
kcas
e oi
l pre
ssur
e lo
w
Elev
ated
vib
ratio
n am
plitu
des
or fr
eque
ncie
s
Foundation bolts loose
Piston to head clearance too small
Piston or piston nut loose
Bearings need replaced
Liquid carry-over
Lubrication inadequate
Lubrication excessive
Oil viscosity incorrect
Wrong type oil
Oil filter plugged
Water inlet temperature to high
Ambient temperature too high
Cylinder, head, cooler dirty
Discharge temperature too high

114 | Chapter 9: Troubleshooting
Possible cause
Symptoms
Cylin
der d
isch
arge
tem
pera
ture
abo
ve n
orm
al
Carb
onac
eous
dep
osits
abn
orm
al
Pist
on ri
ng, p
isto
n cy
linde
r lin
er w
ear e
xces
sive
Pist
on ro
d or
pac
king
wea
r exc
essi
ve
Del
iver
y le
ss th
an ra
ted
capa
city
Inte
rcoo
ler p
ress
ure
abov
e no
rmal
Inte
rcoo
ler p
ress
ure
belo
w n
orm
al
Valv
e br
eaka
ge a
nd w
ear a
bnor
mal
Cran
kcas
e oi
l pre
ssur
e lo
w
Elev
ated
vib
ratio
n am
plitu
des
or fr
eque
ncie
s
Water jacket or cooler dirty
Dirt, rust entering cylinder
Cylinder, head, cooler dirty
Packing rings worn, stuck or broken
Piston rod scored, pitted, worn
Table 25 Troubleshooting chart

H301/302 HSR Compressors | Rev. 2.2 | 115
Situation Potential common causes
Compressor will not rotate • Cylinders gas pressure loaded• Piston end clearance improper, piston hitting head-end
head or crank-end head• Foreign, incompressible material in cylinder• Mechanical seizure in running gear (crankshaft, bearings,
connecting rod, crosshead, packing/piston rod, piston)
Cylinder noise or knock • Piston loose on rod• Piston end clearance improper, piston hitting head end
head or crank end head• Loose crosshead balance weight• Damaged crosshead or excessive clearance• Loose crosshead pin or pin caps• Loose packing case or false head• Broken or leaking valves• Worn or damaged piston rings• Valve improperly seated or damaged seat gasket
– Loose VVCP Jam Nut – Loose or broken VVCP piston
Frame noise or knock • Loose crosshead pin or pin caps• Loose or worn main, crank pin or crosshead bearings• Knock coming from cylinder end• Damaged crosshead• Loose crosshead balance weight
– Excess crosshead to guide clearance – Excessively high crankcase oil level
• Improper lube oil selection
Cylinder or frame vibration • Discharge bottle wedges loose or improperly adjusted • Compressor frame to cylinder or crosshead guide
mounting bolts loose• Bottle/piping acoustical pulsations • Drive train misalignment• Excessive crosshead guide clearance (crosshead slap)• Inadequate support of compressor skid to foundation• Loose bolts connecting skid to foundation
– Mechanical problems with driver – Unequal reciprocating balance weight on opposing
throws
Low oil supply pressure • Low oil level• Oil pump failure• Oil pulsations from excessively cold oil• Oil pressure regulating valve improperly adjusted • Oil filter element – dirty, restricted, or collapsed• Defective pressure gauge• Oil foaming - high oil level being struck by counterweights• Internal running gear leakage - excessive bearing
clearance• Mechanical defects in compressor frame
Temperature • Temperature control valve temperature incorrect• Improperly installed or stuck

116 | Chapter 9: Troubleshooting
Situation Potential common causes
Crankcase oil level high/low • Cold oil / insufficient head pressure • Oil makeup system isolation valve closed or strainer
plugged• Oil makeup system out of adjustment or leaking
High oil filter differential pressure • Filter media plugged • Cold weather / high oil viscosity • Oil contaminated with water (condensed during shutdown)• Oil pressure gauge(s) reading improperly
“No-flow” shutdown, cylinder lube • Lube line blockage or crushed tubing, causing rupture disk to blow-out
• Rupture disk cap torque excessive, scored disk lowers rupture pressure setting
• Incorrect rupture disk or fitting for application • Inadequate lube oil supply to pump • Faulty high-pressure oil pump feeding distribution blocks • Distribution block failure • DNFT failure • Oil injection point check valve blockage or failure• Incorrect DNFT Magnetic base
Valve breakage or wear abnormal • Liquid carryover• Improper valve tailoring – lift , material, springing, assembly• Solid abrasive debris entering cylinder with gas stream • Excessive oil supply • Off design operating condition • Gas composition change • Gas system resonant pulsation• Incorrect center bolt torque
Carbon coated valves • Excessive cylinder lubricating oil• Improper cylinder lube oil selection • Oil carryover from inlet scrubber or from previous stage • High temperatures from leaking or broken valves • Excessive temperatures due to high compression ratio
across cylinder • Excessive temperatures due to high inlet gas temperature
to cylinder
Packing over heating • Inadequate lube oil supply rate, break-in versus normal rates
• Lubrication supply failure • Improper lube oil selection and associated lube rate• Worn packing rings• Contaminants (liquid or solid) affecting packing rings• Improper packing ring clearance; side or end • Contaminants (liquid or solid) affecting packing rings• Piston rod wear – scored, tapered or out of round• Excessive piston rod run-out

H301/302 HSR Compressors | Rev. 2.2 | 117
Situation Potential common causes
Excessive packing leakage • Worn packing rings• Packing case bolts loose• Packing rings incorrectly assembled/installed• Improper lube oil selection and associated lube rate• Contaminants (liquid or solid) affecting packing rings• Packing not seated or properly run-in• New packing installed on worn rod or damaged packing
case• Improper packing ring side or end clearance• Oil dilution from liquid carryover
Packing wear excessive • Improper oil supply – excessive or inadequate• Inadequate lubrication – incorrect oil type, viscosity or
amount• Solid abrasive debris entering cylinder with gas stream
Ring, piston, liner and cylinder • Piston Rings Worn, Stuck or Broken• Piston Rings Worn, Stuck or Broken
Wear excessive • Cylinder or piston worn or scored• Oil dilution from liquid carryover
Wiper packing leaks • Worn packing rings• Packing rings incorrectly assembled/installed• Packing not seated or properly run-in• Worn or scored piston rod• Contaminants (liquid or solid) affecting packing rings• Improper packing ring clearance; side or end
High discharge gas temperature • Excessive compression ratio across cylinder – back pressure from leaking suction valves or piston rings of next higher stage cylinder
• High cylinder suction gas temperature • Reduced cylinder suction pressure - flow restriction, inlet
strainer screen debris, suction pressure control valve or inlet scrubber restriction
• Leaking discharge valves or piston rings • Fouled intercooler piping • Improper lube oil selection or rate • Change in cylinder mode of operation, from single-acting
(SA) to double-acting (DA)
High discharge gas pressure • Excessive compression ratio across cylinder – back pressure from leaking suction valves or piston rings of next higher stage cylinder
• Downstream line obstruction or isolation valve closed

118 | Chapter 9: Troubleshooting
Situation Potential common causes
Inadequate compressor output flow
• Unit recycle vent or scrubber dump valve open or leaking• Compressor speed lower than rating • Compressor suction pressure lower than rating • Cylinder head end VVCP unloader improperly adjusted • Suction pressure gauge reading higher than actual• Incorrectly calibrated gas flow meter • Damaged or incorrectly installed orifice plate in gas flow
meter • Leaking valve around gas flow meter • Liquid drop out between stages of compression • Downstream line obstruction or isolation valve closed • Damaged cylinder valves • Damaged piston rings • Incorrect compressor valve use, valve not properly tailored
for application • Metered gas flow inaccurate or not counting upstream
deductions for engine start/fuel gas, dehydration unit, and other auxiliary equipment
Crankshaft drive end seal oil leak • Clogged top cover breather• Back pressure from excessive cylinder packing leak• Excessive seal wear due to incorrectly adjusted front cover • Excessive seal wear due to drive coupling misalignment
Gas safety relief valve popping • Faulty or improperly adjusted pressure safety valve (PSV)• Back pressure from leaking suction valves or piston rings
of higher stage cylinder downstream• Downstream line obstruction or isolation valve closed • Discharge line check valve restriction – sticking or
damaged • Gas cooler tubing restriction – fouled or exceeds flow
capacity



H301/302 HSR Compressors | Rev. 2.2 | A-1
Appendix A: H Series Tools
Crosshead Jam Nut Wrench*. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 406-6412Piston Nut Spanner Tool*. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 406-4096Piston Rod Packing Tool Guide*. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 407-4885
* Included with toolbox shipped with H Series compressor frame.
The following optional tools are available on special order:
HP Fan Shaft Collar Capscrew Torquing Tool . . . . . . . . . . . . . . . . . . . . . . . . . . . . 427-6176Crankshaft Drive End Oil Seal Driver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 407-7939Crankshaft Gear Installation Driver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 407-7922Crankshaft Inner Bearing Driver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 407-7914Crankshaft Rear Main Bearing Driver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 407-7906Crankshaft Main Bearing Remover and Installer . . . . . . . . . . . . . . . . . . . . . . . . . 407-7899
Includes 407-0915 Plate 407-0867 Driver 407-0915 Block 407-0689 Plate 3/4" All-thread puller rod 3/4 Nuts
2.00" Piston Ring Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405-84682.50" Piston Ring Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405-84763.50" Piston Ring Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405-84844.00" Piston Ring Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405-84924.37" Piston Ring Compressor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405-8508

IndexSymbols
3 or 4 stage CNG counterweight 33
A
accessto website for documentation 1
adjusting the variable volume clearance pocket 102
alignment 41frame deflection 42free coupling 44
analysisoil 97
annual maintenance 101assemblies
cylinder 9assembly
cylinder 9frame and running gear 9PRV 72rupture 81
B
balance weight 30, 30–37available 34, 37maximum 30
bearings and running gear 22bolting
compressor skid to the base 40fastener tightening 47requirements 47
bores 25
C
checklistannual maintenance 101daily maintenance 98initial load run 62initial no-load rotational test run 60monthly maintenance 99post startup 17pre-startup 14quarterly maintenance 100semi-annual maintenance 100startup report 11
clearance 23crankshaft end thrust 45piston head end and crank end 25piston ring and packing ring 27
CNG counterweight
3 or 4 stage 33commissioning report 10components
H Series 10component weights 96compressor
configuration 56data tag information 57log book 97operation safety advisories 62reapplication 56relocation 56starting 63start-up 77stopping 65valves 50
Compressor News Bulletinswebsite 1
connecting rod inspection 109crankcase
filling the sump 57oil changes 72oil level 58
crankshaft 118clearance end thrust 45rotation 19
customer service 1email 1
cylinderassembly 9components 97discharge temperature shutdown settings 64lubricants 85, 87lubrication oil pump 74lubricator system priming 58nameplate 24sizes 25temperature shutdown setting/formula 55troubleshoot noise or knock 115
cylinder assemblies 9
D
daily maintenance 98design considerations
lubricating oil piping and tubing 49dimensions and clearances 23discharge
temperature calculations 64temperature shutdown settings 64
distance piece 59
E
emailcusomter service 1customer service 1
Index
B-2 | Index

feedback 1parts 1technical support 6warranty 6
F
fastener torque values 27feedback
email to send 1filling crankcase sump 57fixed clearance cylinder head 9form
gas compressor record 18post startup checklist 17startup report 11
framelubrication 67prelube 57specifications 21troubleshoot noise or knock 115
frame and running gearassembly 9
free coupling alignment 44
G
gas compressor record 18
H
hold down bolting 30proper 46torque and bolt/stud size 30
I
inertia unbalance 90initial load run 61
checklist 62initial no-load rotational test run
checklist 60initial no-load run 60inspection
connecting rod 109
L
levelingalignment 42compressor frame 41
log book 97low oil pressure
troubleshooting 111lubricants
list of cylinder 87lubricating oil piping and tubing 49lubrication
frame and running gear 67
oil pump 74system 24
lubricator system priming 58
M
maintenanceannual 101daily 98monthly 99preventative 97PRV 71quarterly 100semi-annual 100
maximumallowable working pressure 54out of balance weight 30
mechanical vibration 90misalignment
maximum allowable 44monthly maintenance 99
N
nameplatecylinder 24
no flow deviceselectronic 83
no-load runinitial 60
O
oilchanging crankcasse 72cleanliness 97
oil analysis 97oil level
crankcase 58operate the compressor 62opposing throws
maximum out of balance weight 30
P
packing ringclearances 27
part numbersrupture assemblies 82
parts 1phone number
technical support 6piping schematic 63piston
diameters and clearances 25piston head end and crank end
clearance 25piston ring
clearances 27H301/302 HSR Compressors | Rev. 2.2 | 3

post startup checklist 17prelube
frame 57pressure
maximum allowable working pressure (MAWP) 54
pulsations chart 92rated discharge 54settings 68troubleshooting low oil 111
pressure regulating valve (PRV) 69assembly 72installation 70mainenance 71
preventative maintenance 97priming
cylinder lubricator system 58PRV. See pressure regulating valve (PRV)pulsations
pressure 91
Q
quarterly maintenance 100
R
rated discharge pressure 54reapplication
compressor 56record
gas compressor 18relocation
compressor 56report
commissioning 10rotation
crankshaft 19run
initial load 61initial no-load 60
running gearlubrication 67
rupture assembly 81
S
safety advisoriescompressor operation 62danger 3notice 2types of 2warning 3
semi-annual maintenance 100settings
cylinder discharge temperature shutdown 55pressure 68
specifications
bearings and running gear 22frame 21
start the compressor 63stop the compressor 65support
technical 6system pressure
decrease 70increase 70
T
technical support 6email 6
temperature shutdown setting/formula 55thermal growth 43torsion vibration 91training 6training schedule
website 6troubleshooting 111–119
low oil pressure 111types of safety advisories 2
U
unbalanceinertia 90
V
valvescompressor 50pressure regulating 69
variable volume clearance pocketadjustment range 103design 106how to adjust 102optional capacity control 101required materials and tools 107
vibrationmechanical 90torsion 91
W
warning 3warranty 6
email 6website
access for the first time 1Compressor News Bulletins 1training schedule 6
weightsbalance 30, 30–37component 96
4 | Index

H301/302 HSR Compressors | Rev. 2.2 | 5

GE_HSR_M_Manual_072513
GE Oil & Gas
Global HeadquartersVia Felice Matteucci, 250127 Florence, ItalyT +39 055 423 211F +39 055 423 [email protected] Pignone S.p.A.Nuovo Pignone S.r.l.
Americas Regional Headquarters4425 Westway Park Blvd.Mail Stop 3Houston, Texas 77041P.O. Box 2291Houston, Texas 77252-2291T +1 713 683 2400F +1 713 683 2421
For complete contact information, please refer to our website.
geoilandgas.com/hsr
The information contained herein is general in nature and is not intended for specific construction, installation or application purposes. GE reserves the right to make changes in specifications or add improvements at any time without notice or obligation.
GE, the GE Monogram, and imagination at work are registered trademarks of the General Electric Company.
©2012 General Electric CompanyAll Rights Reserved
GE imagination at work




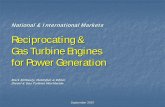
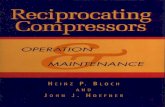
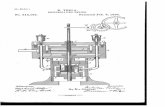

![[XLS] · Web view1 302 2 302 3 302 4 302 5 302 6 363 7 363 8 302 9 302 10 307 11 302 12 302 13 223244 14 302 15 302 16 224 17 302 18 302 19 302 20 302 21 302 22 23 24 25 26 302 27](https://static.fdocuments.in/doc/165x107/5b00c3a37f8b9a952f8d6104/xls-view1-302-2-302-3-302-4-302-5-302-6-363-7-363-8-302-9-302-10-307-11-302-12.jpg)









