Gasification Thesis
79
Technical and economic analysis of Plasma-assisted Waste-to-Energy processes By Caroline Ducharme Advisor: Prof. Nickolas J. Themelis, Columbia University Co-advisor: Prof. Marco J. Castaldi, Columbia University In partial fulfillment of requirements for M.S. Degree in Earth Resources Engineering Department of Earth and Environmental Engineering Fu Foundation of Engineering and Applied Science Columbia University September 2010 Research partially sponsored by the Earth Engineering Center, Columbia University
-
Upload
jagan-sathanandam -
Category
Documents
-
view
169 -
download
1
description
Gasifications
Transcript of Gasification Thesis
-
Technical and economic analysis of Plasma-assisted Waste-to-Energy processes
By
Caroline Ducharme Advisor: Prof. Nickolas J. Themelis, Columbia University Co-advisor: Prof. Marco J. Castaldi, Columbia University
In partial fulfillment of requirements for M.S. Degree in Earth Resources Engineering
Department of Earth and Environmental Engineering
Fu Foundation of Engineering and Applied Science
Columbia University
September 2010
Research partially sponsored by the
Earth Engineering Center, Columbia University
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
2
EXECUTIVE SUMMARY
Increasing interest is focusing on plasma-assisted gasification applied to the treatment of municipal solid waste (MSW), especially as it may be a new way to increase Waste-to-Energy (WTE) worldwide. The aim of this thesis was to investigate different such processes under development and their technical and economic viability.
In a simplistic view, a plasma torch is a way to generate heat, via the passage of an electric current through a gas flow. Plasma technology has been used for a long time for surface coating and for destruction of hazardous wastes but its application to MSW has not been explored fully because of the high cost of using electricity as a source of energy.
Plasma used entirely for the processing of MSW, i.e. in the absence of partial combustion, was not considered in this study, as it will not be economically feasible for MSW. Hence, we examined what may be called plasma-assisted gasification in a WTE process that combines the use of plasma with partial oxidation of the hydrocarbons in MSW. The idea is to produce a syngas (synthetic gas) from the gasification of the waste. The plasma heat is used to either provide the heat for gasification, to "polish" the syngas, and/or to vitrify the ash product of the gasification process. The syngas product is combusted in a gas engine or turbine generator onsite to produce electricity. Although there are some alternatives uses of syngas, e.g. ethanol production, they were not considered in our study. Some of the thermal energy in the gas stream can be also recovered in a steam boiler and the steam used to produce additional electricity.
Air emissions are a main point of our study, as they are one of the reasons why there is opposition to the WTE. Opponents of WTE usually perceive gasification and assisted plasma gasification as only a variation from incineration ("disguised incineration").
The technologies and companies we investigated were Westinghouse Plasma, owned by Alter NRG, Plasco Energy Group, Europlasma, and InEnTec, owned by Waste Management Inc. Each of these groups has developed a proprietary technology and is on the pathway to using MSW as a feedstock. The author visited the pilot plant of Alter NRG near Pittsburgh.
Mass and energy balances were developed for each process, using the data some of the companies provided, and making educated assumptions for the rest. An economic analysis was also made in order to compare these plants with the conventional grate combustion WTE plants that are the dominant technology for energy recovery from MSW. A classic Simapro calculation for the life-cycle analysis (LCA) could not be conducted because of lack of adequate data.
The main difference with grate combustion is the dramatic reduction of the flow of output gases, up to 75%. Furthermore, the reducing atmosphere of the gasification process allows very
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
3
little NOX; the stage that needs to be controlled in terms of NOX production is the gas engine or turbine that follows the gasification process.
Our analysis showed that the capital costs of plasma-assisted WTE are higher than the traditional WTE plant, especially due to the cost of the plasma torches. The base plasma plant scenario conducted yielded a capital charge of $76.8 per ton of MSW processed, higher than the estimated capital charge of $60/ton for a grate combustion WTE plant. The detailed costs of each process were higher than the base case: $81/ton for Alter NRG, $86/ton for Europlasma. The capital costs of the Plasco process was estimated at $86/ton, on the basis of data from their pilot plant.
The energy produced per ton of feedstock is higher in plasma assisted-gasification than in grate combustion, although not enough to provide substantial economic benefits. The base scenario for the plasma-assisted plant resulted in a net energy generation of 533 kWh per ton of MSW processed, while the average generation for conventional U.S.WTE plants is 500 kWh/ton. However, due to process differences, the Alter NRG generates 617 kWh/ton of MSW, which is enough to make their process economically feasible. It is interesting to underline that the sensible heat in the process gas is not recovered but is lost to quenching. If it were, the energy generation plasma-assisted processes would be higher
Each company has reached a different stage in the development of their process, and the Westinghouse technology, owned by Alter NRG, is clearly more advanced with regard to commercialization and use of their system. Even if gasification in general seems to be less criticized than combustion, the author is under the impression that plasma gasification does not appeal to the public any more than conventional WTE. The difficulty of finding potentials investors, especially in the United States, makes it difficult for developers to prove the capabilities of plasma-assisted processing of MSW.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
4
Table of Contents
EXECUTIVE SUMMARY .................................................................................................. 2INTRODUCTION ............................................................................................................. 7CHAPTER 1 Characterization of typical MSW and performance of modern conventional WTE plants ....................................................................................................................... 10
1.1. Introduction to MSW ............................................................................................. 101.2. Characterization of MSW ........................................................................................ 131.3. Treatment of post-recycling MSW ........................................................................... 141.4. Heating value of the heat source and sink components of MSW ....................... 151.5. Energy and metals recovery from MSW by means of grate combustion .................... 161.6. Differences between combustion and gasification .................................................... 19
CHAPTER 2: Thermal Plasma Processes .......................................................................... 212.1. History of thermochemical processes ....................................................................... 212.2. Thermal plasma ...................................................................................................... 21
2.2.1. Non-transferred arc .................................................................................................... 222.2.2. Transferred arc ........................................................................................................... 23
2.3. Thermal plasma in combination with traditional gasification .................................. 242.3.1. Europlasma ................................................................................................................. 242.3.2. Plasco .......................................................................................................................... 26
2.4. Plasma assisted gasification ...................................................................................... 272.4.1. Alter NRG/Westinghouse Plasma Corporation ........................................................ 272.4.2. InEnTec ...................................................................................................................... 32
CHAPTER 3 Material and energy balances for various plasma-assisted gasification processes ......................................................................................................................................... 35
3.1 Energy generation by conventional WTE process (full combustion) .......................... 353.2 Gasification Processes ............................................................................................... 353.3 Energy and material balance in partial oxidation of MSW ........................................ 383.4. Energy and material balance for the InEnTec process .............................................. 403.5 Energy and material balance for the Alter NRG process ........................................... 413.6 Energy and material balance for the Europlasma process .......................................... 463.7. Plasco balances ........................................................................................................ 48
CHAPTER 4: Environnemental Impacts ........................................................................... 504.1. Introduction ........................................................................................................... 504.2. Main pollutants to be controlled ............................................................................. 504.3. Environmental impacts of classic WTE plant ........................................................... 514.4. Westinghouse ......................................................................................................... 534.5. InEnTec .................................................................................................................. 53
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
5
4.6. Europlasma ............................................................................................................. 544.7. Plasco ..................................................................................................................... 54
CHAPTER 5: Economic Analysis ...................................................................................... 555.1. Definition of the variables at stake ........................................................................... 555.2. Classic WTE plant economics .................................................................................. 555.3. Economic model developed for a plasma-assisted gasification plant .......................... 56
5.3.1.Base plant costs ........................................................................................................... 575.3.2.Labor costs ................................................................................................................... 595.3.4. Sale of products .......................................................................................................... 595.3.5. Renewable credits ....................................................................................................... 595.3.6. Final economic analysis .............................................................................................. 59
5.4. Alter NRG/WPC plant economics .......................................................................... 605.5. InEnTec plant economics ........................................................................................ 625.6. Europlasma plant economics ................................................................................... 625.7. Plasco plant economics............................................................................................ 63
CHAPTER 6: Final Analysis ............................................................................................. 656.1. Commercial status of plasma-assisted gasification ..................................................... 65
6.1.1. Westinghouse of Alter NRG ...................................................................................... 656.1.2. InEnTec of Waste Management ................................................................................ 666.1.3. Europlasma ................................................................................................................. 676.1.4. Plasco Energy Group .................................................................................................. 67
5.2. Global comparison of the processes analyzed ........................................................... 675.3. Design of a plasma gasification facility ..................................................................... 69
CHAPTER 7: CONCLUSION ON THE STATE OF DEVELOPMENT AND FUTURE OF PLASMA-ASSISTED GASIFICATION ............................................................................. 71BIBLIOGRAPHY ............................................................................................................. 73APPENDIX: visit of Westinghouse pilot plant, Madison, PA. ........................................... 75
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
6
ACKNOWLEDGMENTS
First of all, I would like to thank Professor Themelis for introducing me to this subject that deeply interested me. Both Professors Castaldi and Themelis helped me a lot throughout my research and always took time to discuss any problems I encountered. Moreover, the opportunity to present this research at the NAWTEC 18 meeting of 2010 was very important for me. Presenting my work in front of a professional audience was fulfilling and I want to thank all the attendees of NAWTEC for their comments and advice. This and other assistance provided to me by the Waste to Energy Research and Technology Council (WTERT) were most appreciated.
I also would like to thank Ms. Liliana Themelis who assisted in all my presentations. Her support was a great help, especially during the NAWTEC conference. I would also like to thank my contact at Alter NRG, Ms Allison Newman, who provided me with a lot of useful information and was my hostess when I visited their pilot plant.
My colleagues at the Earth and Environmental Engineering Department of Columbia University, Rob Van Haaren, Marc Langenol, Thomas Nikolakakis, and Garrett Fitzgerald were very helpful and it was a pleasure to work with them.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
7
INTRODUCTION
Growing population, consumerism and industrial development have led to a dramatic increase in municipal solid waste (MSW) generation. According to Robert A. Frosch and Nicholas E. Gallopoulos Strategies for Manufacturing, by 2030 there will be 10 billion people on this planet, all ideally with the standard of American life and thus producing as much solid waste as the average American. The latest BioCycle survey State of Garbage in America, conducted by the Earth Engineering Center (EEC), estimated the per capita MSW generation at 1.38 U.S. tons/person/year, a 6% increase from the 1.3 tons/person in 2006. In 1989, the U.S. produced 269 million U.S. tons of waste, whereas in 2006, the survey estimate was 413 million tons (Figure 1). Hence, the waste production was increased by 54% in 17 years, which underlines the urge to tackle this issue.
Figure 1. State of Garbage in America, 2008 Biocycle/Columbia survey
A major trend is to consider MSW as energy feedstock. Solid waste has a low but interesting calorific value, which can be approximated at 10 MJ/tons or 2,800 kWh/ton (Themelis et al.) for the average U.S. and European MSW. The energy content of the waste shows that it should not be considered as trash, but as an energy source. For a long time, this idea has been rejected because of the bad experiments with traditional incineration in the past. Thermal treatment of waste allows converting the MSW to energy and some new thermochemical processes have appeared, including plasma gasification.
The technologies deployed for handling the post-recycling MSW are numerous. Landfilling is the least sustainable method and requires the use of large tracts of land. Currently, many countries are putting restrictions on it because of the gas emissions such as carbon dioxide and methane from the anaerobic decomposition of the waste. Furthermore, it requires long distance transportation destroying the very little energy recovery possible. Recycling and composting of part of the waste stream currently reaches 30% in the U.S. and is the preferred method of disposal for now, according to the EPA. The high heating value of the waste indicates the need for recovering it in waste-to-energy (WTE) plants. Traditional WTE plants allow energy recovery but part of the combustion ash still needs to be landfilled after the treatment.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
8
New thermal treatment processes have the potential to fully convert the organic fraction of the waste stream into heat and other useful products. Most of them, as it is the case for plasma, operate at very high temperatures. The main benefit from that is that the temperature, the pressure, the speed of the process and the rate of heat transfer can change the composition of the products. In particular, the hydrogen to carbon monoxide ratio of the syngas can be controlled via a modification of the external energy into the reaction system.
Thermal plasma processing is able to treat a wide variety of very toxic wastes. It produces an intense heat source that brings the materials to sufficient temperature to melt and destroy them. Plasma processes have been widely used for destruction of hazardous wastes. However, due to a high consumption of electricity, these systems are not viable economically for treatment of low value materials, such as MSW. However, plasma-assisted gasification processes are being developed and may offer environmental benefits: A more compact footprint than the traditional grate combustion WTE process, higher energy output, and potentially lower capital costs. It is the subject of this thesis to examine a number of plasma-assisted gasification processes and compare their environmental performance and costs vs. the state-of-the-art grate combustion WTE process.
Plasma-assisted gasification volatilizes MSW in an oxygen-deficient environment where the waste materials are decomposed and partially oxidized to the basic molecules of CO, H2, and H2O. Thus, the organic fraction of the waste is converted into a synthesis gas (syngas) that contains most of the chemical and heat energy of the waste. The inorganic fraction of the waste is converted into an inert vitrified glass so that there is no ash remaining to be landfilled. Furthermore, the plasma reactor can treat all waste materials, as the only variable is the amount of energy needed to melt the waste. Any kind of feedstock, other than nuclear waste, can be directly processed. The gas jet emerging from the plasma torch can reach temperatures up to 5,000C. Controlling the temperature of the output gases by modifying the temperature allows a better control of the syngas composition. The thermal plasma technology is used extensively for surface modification and coating, vitrifying hazardous waste like asbestos and should be very interesting when applied to MSW. It has only been a few years since its application to energy production from waste. So far, only two plants using MSW as a feedstock are commercially operating in Japan, built and operated by Hitachi Metals, in Utashinai and Mihama-Makita, using the Westinghouse Plasma Corporation technology.
This paper will review the under-development plasma technologies applied to the treatment of MSW.
Several plasma-assisted gasification technologies exist:
- Syngas polishers that heat or polish the syngas after it is produced via a conventional gasification process
- Waste zappers where waste passes directly through the transferred arc for destruction - Plasma assisted gasification where plasma torches are used to accelerate the
gasification process, to crack the product of volatilization to CO and H2, and to vitrify the inorganic component of MSW.
A process depending only on full use of thermal plasma (waste zappers) will not be able to compete with conventional WTE because of the high input of electricity needed. Therefore,
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
9
the processes to be studied in this thesis are the plasma-assisted processes such as Europlasma and Plasco that rely on the partial oxidation of the waste followed by plasma cleaning, and also the plasma assisted gasification developed by Alter NRG, based on the Westinghouse Plasma Technology.
The potential main advantages of plasma assisted processes, as compared to conventional WTE plants, are the reduction of exhaust gas flow rate, an overall installation with smaller footprint because of more compact equipment, lower capital investment for a given throughput, and faster start-up and shut down times. However, the major drawback of the use of plasma is the consumption of electricity, which is a very costly energy source. We will consider whether such a process can be economically viable as part of a long-term waste management plan. The capital and operating costs will also be investigated, including the off-gas treatment, energy requirement, cost of labor, economics incentives from local government, and social acceptance.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
10
CHAPTER 1 Characterization of typical MSW and performance of modern conventional WTE plants
1.1. Introduction to MSW
The U.S. Environmental Protection Agency (EPA) defines MSW as including durable goods, non-durable goods, containers and packaging, food waste and yard trimmings, and miscellaneous inorganic wastes. This excludes construction and demolition debris, industrial process wastes and sewage sludge. Since 2007, MSW is classified into biogenic and non-biogenic waste.
Figure 2: MSW production and handling (EPA, 2008)
The management of MSW is depicted in Figure 2. According to the 2006 data of the BioCycle/Columbia survey (State of Garbage in America), about 27 million metric tons of MSW were combusted.
The EPA figures on tonnages recycled and landfilled are considerably lower than those obtained by the State of the Garbage (BioCycle, 2008) that showed a total of about 413 million tons of MSW generated in 2008 in the U.S. and disposed as illustrated in the following Figure 2.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
11
Figure 3. MSW disposal in 2008 (Biocyle/Columbia University, 2008)
Different techniques are employed today to recover energy from MSW:
- Traditional WTE facility based on combustion, as will be discussed in a later section. - Landfill gas capture: waste in landfills is anaerobically digested (bacteria break down
organic material in an oxygen-deprived environment). This process emits biogas, which is composed of 50% carbon dioxide (CO2), 50% methane (CH4) and a trace of other gases. This biogas can be captured from 60 to 90% via a series of wells. The methane captured can be transformed to renewable natural gas or used for heat or electricity generation on site. However to give significant product, a large amount of landfill space is needed and some methane still escape.
- Gasification: MSW is heated in a chamber by partial oxidation using industrial grade oxygen at temperature from 750 up to 2000 C. Syngas, a mixture of hydrogen and carbon monoxide, is generated and can be burnt for heat or power generation else used in a gas turbine or used as chemical feedstock. Lower amounts of SOX, NOX, dioxins are emitted than during combustion.
- Plasma arc gasification: due to the high temperatures of, thermal plasma can melt and destroy any chemical bound and thus all the waste is oxidized. The vitrified residue is inert and can be used in road construction. The main issues for this new technology are energy consumption and capital and operating costs.
The Energy International Agency (EIA) report indicates that MSW combustion for energy recovery has remained fairly constant since 1990. The trend in the disposal of the waste since the 1960 in the U.S based on EPA tonnage is illustrated in Figure 3, from the EIA.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
12
Figure 4: Municipal Solid Waste Management, 1960 to 2008 (EIA)
Historically, MSW has been viewed as principally composed of biomass. However, it contains fossil-based hydrocarbons and a classification was developed by the EIA (Energy Information Agency) to separate the waste into biogenic and non-biogenic. Only the biogenic portion of the MSW is now considered as renewable. In waste-to-energy, the combustible non-biogenic components such as plastics have higher heat contents per unit weight than combustible biogenic materials. The ratio of biogenic to non-biogenic material volumes is significant to determine the heat content of the waste stream.
Table 1: MSW material categories in Biogenic and Non-Biogenic Groups (U.S. Energy Information Administration, 2007)
Biogenic Anthropogenic (Non-biogenic) Newsprint Plastics Paper PET Containers & packaging HDPR Textiles PVC Yard Trimming LDPE/LLDPE Food wastes PP Wood PS Other biogenic Other plastics Leather Rubber Other non-biogenic
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
13
Figure 5: Increase of fossil-based fraction in combustible components of MSW (EIA, 2007)
1.2. Characterization of MSW
MSW is the most heterogeneous fuel possible, as it is composed of all sorts of garbage from households. To understand what efficiency will have the processes, it is interesting to analyze the waste stream. The moisture and the different calorific values will have a very significant impact on the overall process.
Figure 6. Composition of the waste stream in the U.S (Themelis et al, 2002).
In the perspective of energy recovery, wet and dry portions of the MSW can be distinguished on the basis of their moisture content. The wet stream contains the liquids, the unpleasant odors associated with garbage, and represents less than 30% of the total waste stream. However, they have a very negative impact on the combustion process as they lower its efficiency. The dry fraction itself can be separated into combustible materials, such as papers, plastics, wood, and non-combustible or inert materials, such as metal and glass.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
14
On their research on waste, Themelis et al (Themelis, 2002) showed that the composition of organic material (both biogenic and fossil-based) in MSW can be approximated by the formula: C6H10O4.
The organic fraction of the waste can be represented by C6H10O4, and the global waste stream can be seen with the following proportions:
Figure 7. MSW distribution (source: Themelis et al, 2002)
The organic fraction will be combusted, while the inorganic one will constitute the ash remaining.
The chemical reaction for complete combustion is:
C6H10O4+6.5O2 = 6CO2+ 5H2O + 2800 kWh per ton of MSW
If we consider that this mass burn facility has a thermal efficiency of 25%, the electricity sold to the grid is: 2800 x 25% = 700 kWh.
1.3. Treatment of post-recycling MSW
The hierarchy of waste management requires that every possible effort is made to reduce the amount of wastes generated and then to recycle as much as possible of the MSW. The remainder is called post-recycling MSW and can be either thermally treated or landfilled.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
15
Figure 8: Expanded hierarchy of waste Management (Themelis, 2008)
The energy content of MSW can be recovered either by thermal treatment (combustion or gasification) or in the form of methane recovered at landfills, or by anaerobic digestion of source-separated organic wastes to produce a biogas consisting of about 50% carbon dioxide and 50% methane. This biogas can be cleaned and used for heat or electricity generation on site. However, while a landfill cell is built up, a significant amount of methane escapes to the atmosphere. In the gasification process, MSW is heated in a chamber in a low- oxygen atmosphere at temperature from 480-1000C. Syngas, a mixture of hydrogen and carbon monoxide, is generated and can be used for heat or power generation in a gas engine or turbine, or used as chemical feedstock. Lower amounts of SOX, NOX, and dioxins are generated during gasification and need to be removed from the syngas before using it in an engine or turbine combustion. For gasification to take place, some external thermal energy must be supplied to the gasification reactor. This is done either by external heating, e.g. electric elements or a plasma torch, and by partial combustion of the MSW.
1.4. Heating value of the heat source and sink components of MSW
Here, we do not consider any pre-treatment of the waste, such as the separation of dry and wet fraction. Therefore, we have to calculate the resulting calorific value per kilogram and ton of MSW with moisture included. Themelis et al (Themelis, 2002) showed that:
Heating value of mixed MSW = (heating value of combustibles)*Xcomb (heat loss due to water in feed)*Xwater (heat loss due to glass in feed)*Xglass (heat loss due to metal in feed)*Xmetal
Where Xcomb, Xwater, etc are the fractions of combustible matter, water, etc in the MSW and Xcomb+ Xwater+ Xglass+ Xmetal = 1.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
16
When substituting numerical values for the heat of reaction and water and inorganic heat losses we obtain:
Heating value of MSW = 18500.Xcomb 2636.Xwater 628.Xglass 544.Xmetal kJ.kg-1 (Eq. 1)
Figure 9. Effect of constituents and moisture on calorific value of MSW (Themelis et al, 2002)
A study by CEWEP has shown that the typical MSW in the E.U. has an average calorific value of 10 MJ/kg, corresponding to a chemical heat input of about 2800 kWh per ton of feed. This calorific value is the basis of the chemical heat content of MSW, expressed in kWh, and therefore will have to be taken into consideration while examining the energy generation reported by the companies that are developing plasma-assisted processes. For example, Plasco presents data on the basis of a calorific value of 16 MJ/kg, which is above the expected value for unsorted MSW. On the basis of Equation (1) presented earlier, it can be concluded that some kind of drying and presorting of the waste is necessary to obtain such a high calorific value.
1.5. Energy and metals recovery from MSW by means of grate combustion
Waste-to-energy plants are based on the combustion of MSW to generate steam to reduce volume of the waste, generate electricity and recover metals. The most common type of facility is grate combustion of as received MSW, also called mass burning. Also, about one-fifth of the U.S. MSW that is combusted in WTE facilities is pre-shredded and partially sorted to refuse derived fuel (RDF). This kind of facility is equipped to recover some recyclables (metals, cans, glass) in first stage, and in second stage to shred the combustible fraction prior to incineration.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
17
Incineration appeared for the first time in the U.S. with a facility in New York City in 1898. However, this technology did not significantly grow until the enactment of the Public Utility Regulatory Policy Act (PURPA), in 1978, that required utilities to buy electricity from quantifying facilities (QFs), which were defined as co-generation or small power production facilities that meet certain ownership, operating and efficiency criteria established by the Federal Energy Regulatory Commission pursuant to (PURPA). Many of the MSW waste-to-energy facilities were classified as QF facilities and their economics were improved. As PURPA mandated the price for purchased electricity, the MSW QFs received a higher price for the power than otherwise sold. Furthermore, waste-to-energy facilities benefitted from the fact that landfills had become increasingly expensive and subject to regulations.
At this time, the United States has 87 operational WTE power plants, generating about 2,500 MW or about 0.3% of total national power generation.
There has been no new construction since 1995 but some expansions were started as of 2007 because of the high capital costs and public opposition. Moreover, contrary to E.U. practice, the U.S. WTE are usually built far from cities, requiring a long distance transportation of the waste, which adds to the costs. The economic benefits of a WTE plant are the sale of electricity to the grid; the trash disposal fees (tipping or gate fee) paid by the user communities and, to a lesser extent the sale of recovered metals.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
18
Figure 10. A typical WTE plant generates about 500 to 600 kWh per ton of waste (EPA)
In mass burn WTE operation, the trucks bring the garbage from cities and dump it into an enclosed larger bunker that can hold up to ten days of feed for the WTE furnace. The waste can either be directly processed in the combustion chamber or shredded to ease the handling. The waste is then grabbed by large cranes and fed to hoppers that supply the moving grate in the combustion chamber. The waste is burnt at high temperatures, usually around 1,000 C. After combustion, the off-gases pass through a boiler to generate steam and then are cleaned in the Air Pollution Control (APC) system. The bottom ash leaving the grate is subjected to magnetic separation to recover ferrous metals and sometimes to eddy current separators to recover non-ferrous metals. The heat released from burning the MSW is used to produce steam and then this steam goes through a turbine generator to produce electricity that is sold to the grid.
During combustion, several polluting gases are generated: nitrogen oxides, sulfur dioxide, mercury compounds, dioxins, furans and some carbon dioxide. Carbon dioxide emitted from the biogenic carbon in MSW (approximately 2/3 of total carbon) is not as significant as that emitted during by burning fossil fuels as the biomass-derived fraction of carbon is considered to be part of the Earths natural carbon cycle.
The main advantages of grate combustion, as means of waste disposal and production of energy are:
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
19
Volume and weight reduction: incineration results in 90% volume reduction and about 75% weight reduction of typical MSW.
The volume reduction is immediate, as compared to landfilling that takes hundreds of years.
The treatment can be done close to the point of generation, in contrast to landfilling.
Conservation of land that, alternatively, would be used for landfilling. Energy recovery. Control of air emissions. The fuel does not cost anything in the case of MSW.
The main drawbacks of this technology can be seen as:
The high initial costs. Skilled operators required. Dealing with the Air Pollution Control (APC) ash. The public disapproval.
1.6. Differences between combustion and gasification
The main difference between traditional combustion and gasification is the amount of oxygen used. Combustion needs to be conducted in an excess oxygen environment in order to fully oxidize the product of the reaction. The main reaction of combustion is:
Fuel + oxygen H2O + CO2 On the contrary, gasification is conducted in a sub-stoichiometric amount of oxygen in
order to obtain only partially oxidized products. The main reaction of gasification is:
Fuel +oxygen H2 + CO + CO2 +H2O Gasification takes the same pathway as combustion but stops at an intermediate levels,
hence yielding hydrogen and carbon monoxide, instead of oxidizing them to water and carbon dioxide, as shown in Figure 8.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
20
Figure 11. Conceptual pathway for conversion of carbon fuels to final gaseous products
(Castaldi)
We can distinguish four different processes in a gasification process in the following order and with increasing temperature:
Drying Devolatilization Gasification Char combustion (char is fixed carbon)
The syngas produced (synthetic gas) is a mixture of hydrogen (H2) and carbon monoxide (CO). It can be used as a fuel in a gas turbine or engine, or used to make chemicals or bio-oils. The heating rate of the reaction is paramount: For an efficient gasification reaction, this rate has to be slow. A fast heating rate (typically 500 to 1000 K/sec) yields an oil, and the three processes (drying, devolatilization, gasification) will occur simultaneously.
For the gasification of solid fuels such as MSW, we need to start with two analyses:
Approximate analysis: fixed carbon, volatile carbon, total sulfur, and moisture content.
Ultimate analysis: the atomic composition of the feed materials (C, H, O, N, S, and H2O).
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
21
CHAPTER 2: Thermal Plasma Processes
2.1. History of thermochemical processes Gasification was the first industrial thermochemical process. It appeared at the end of the
nineteenth century and was developed through the industrialization of Europe, mostly for the production of oil and gas from coal. After World War II, the use of gasifiers declined as petroleum became more available. In the 1970s and 1980s, the use of gasification for the production of synthetic fuels began. Up to now, this application is the biggest use of gasification. In the 1980s, the U.S., Europe and Japan also began the development of gasification for the treatment of wastes. Currently, there are more than 150 industrial gasifiers throughout the world. They are mainly used to process biomass and coal. The use of gasification for MSW has been mostly applied in Japan, where their lack of space forced them to find alternatives to landfilling. As we will see further on, Japan has also the only commercial plasma arc facility that treats MSW, in Utashinai, operated by Hitachi metals and Alter NRG. In Europe, a few plants have been operating, all under the scale of 130 tons per day. The Thermoselect process was built in Germany but encountered technical difficulties and closed. Siemens also had similar issues with waste gasification at their Frth plant. There was a serious accident on this site, due to a plug of waste that formed in the pyrolysis chamber and created an overpressure and escape of pyrolysis gas. Apparently, this issue was the consequence of processing unshredded mattresses and this problem was eliminated in later versions of the gasifier. However, this issue with waste gasification led to a very bad public opinion of the technology and Germany is not considering using it in the future (ref. to Dr. Michael Weltzin, Scientific Assistant of the Parliament of Germany, NAWTEC 18, 2010 Conference). Except for Germany, gasification is generally viewed as a better option than grate combustion, because it is not associated with the old and polluting incinerators. Therefore, there can be a market for gasification in competition to grate combustion.
As stated earlier, gasification is the breakdown of the organic part of the waste into a synthesis gas, or syngas, that is a mixture of CO and H2, by carefully controlling the amount of oxygen present. The main difference from combustion is that the product will only be partially oxidized and the substoichiometric amount of oxidant allows keeping CO and H2 as final products instead of the fully oxidized CO2 and H2O.
2.2. Thermal plasma Thermal plasma, often called the fourth state of matter, is a mixture of ions, electrons and neutral particles. It is able to vaporize and destroy any chemical bonds. It is created by the ionization of a gas due to the creation of a sustained electrical arc between the cathode and the anode of a plasma torch: the gaseous molecules are forced to collide with charged electrons and
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
22
this creates charged particles. When enough charged particles are created, both positive and negative, the gas starts conducting electricity. Collisions between charged particles also occur giving off heat and an arc of light called plasma. Thermal plasma is plasma close to local equilibrium as the electrons, thanks to their high mobility, maintain the heavy particles ions, atoms, and molecules at the same temperature as them; the energy given by the electricity is captured by the electrons and transferred to the heavy particles by elastic collision. The ionized carrier gas is projected at high velocity beyond the end of the electrodes as a result of the high-density electric fields, creating a plasma jet.
Its utilization for the treatment of waste has long fascinated scientists and engineers due to its unique ability to vaporize and destroy any chemical bond. The main advantages of thermal plasma are the high densities and high temperature that allow high heat and reactant transfer rate, smaller size of the installation, and rapid start-up and shut down. The use of electricity as input is also very interesting as it decouples the heat generation from the oxygen potential, thus allowing for better control of the processing unit.
However the use of electricity is also a main drawback since it is a very expensive form of energy. Furthermore, there is a lack of data on the reliability of plasma treatment that could prevent its development at large scales.
Plasma can be either generated by DC electric discharges, RF and microwaves discharges. For the treatment of waste, plasma is preferentially generated by DC electric discharge. For that, two kinds of devices can be used: transferred and non-transferred arc.
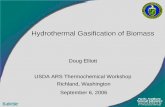
2.2.1. Non-transferred arc It is the more commonly used device for the waste treatment. Electricity is transformed into thermal energy by means of electric discharges from cathode to anode within a water-cooled torch and heats the plasma jet issued from the torch. It provides a plasma flow for treating the waste and gives a good mixing of the both of them.
Figure 12. Non-transferred arc (Heberlein)
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
23
The arc is established between an axial cathode and an annular anode. The gas crosses the boundary layer between the gas column and the anode inner surface and is pushed downstream by the pressure of the gas flow. The electrodes are large components able to tolerate the gradual abatement and have to be water-cooled to handle the high excursion of temperatures. They have low efficiencies and their power output can be as low as 50% of the power input, which is a main issue. However, it gives a very uniform temperature distribution due to the mixing of the waste within the plasma jet and is easily scaled down to small installations.
This device can be used in two configurations: with hot electrodes (where the temperature of the plasma is between 6,000 to 15,000K) and cold electrodes (temperature below 7,000K).
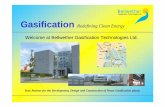
The main producers worldwide are Europlasma and Westinghouse. Picture 10 shows the Europlasma non-transferred torch:
Figure 13. Europlasma non-transferred arc torch (Europlasma)
2.2.2. Transferred arc In the second case, the electricity is transformed to heat within the gas column issuing
from the torch. The counter electrode is incorporated into the torch and the plasma jet projects beyond it. The electrode is concentric with the jet axis and the arc is transferred to the external electrode. This device is characterized by a relatively large physical separation between the anode and the cathode that ranges between few centimeters to one meter.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
24
Figure 14: Transferred arc torch (Themelis)
As the plasma is produced outside of the water-cooled body of the torch, is allows very high thermal fluxes. This device is more efficient than the non-transferred arc torch as radiant heat transfer losses to the cold torch body are minimized. In fact the cathode can be constructed by either a water-cooled metal or, more usually, by a refractory material that is consumed slowly by sublimation. In this case, the thermal losses are thus greatly reduced but the electrode needs to be often replenished. The anode is made from metal with high thermal conductivities and the key aspect is to provide sufficient water cooling on the back face of the anode to prevent melting as it is the receiver of all the heat.
Eventually, despite its lower thermal efficiencies, the most commonly used torch is the non-transferred because it allows the good mixing of the plasma and the waste; and the treatment of the waste does not require the high heat fluxes achieved by the transferred arc.
2.3. Thermal plasma in combination with traditional gasification
2.3.1. Europlasma Europlasma is a French company and one of the world leaders in terms of plasma
technology as applied to waste treatment. They are using non-transferred arc torches in plasma reactors for incinerator residue vitrification where the waste is heated by plasma jets directly into the reactor. Europlasma has also developed a process for treating asbestos contaminated wastes.
The thermal efficiency of the DC plasma torch, referred to as the energy imparted to the plasma jet divided by the electrical energy supplied to the torch system id in the order of 75-80% ( Prof. A. Vardelle, University of Limoges). The torch consists of two tubular, coaxial, water-cooled, copper electrodes separated by a gap into which the plasma forming gas is injected.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
25
Europlasma has developed a special plasma torch to crack the syngas produced by the gasification, called TurboPlasma.
The overall process uses an auto-thermal gasification process as described in Figure 12 below. It also includes a heat exchanger that recovers the sensible heat of the gasification gas, dust and acids scrubbing and finally gas engines to produce electricity from the syngas.
Figure 15. Europlasma process (Europlasma)
The process designed by Europlasma does not rely on the full use of plasma torches for gasification. Gasification is obtained by using the recycled heat of combustion. Plasma torches are used only for the thermal cracking of the syngas and for slag vitrification. Gasification occurs in an auto-thermal gasifier consisting of:
A stoker grate auto-thermal gasifier, based on design already in use in Germany Then, the syngas is cleaned over 1200C with plasma for electricity production. At this
stage, all organics free radicals (dioxins) are destroyed. Furthermore, thanks to the rapid cooling of the syngas, dioxins and furans are not reformed.
Lastly, the slag, metals and minerals, is melted to produce an inert material. The latter can be reused, in road construction for instance.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
26
Figure 16. Europlasma auto-thermal gasifier (Europlasma)
Europlasma is currently launching the construction of their first plant CHO-power in Morcenx, France. The construction was scheduled for the first trimester of 2010 and the startup of commercial activity is planned for April 2011. At least 18 months are required for plant construction. The plant capacity will be 50,000 tons of waste processed per year, corresponding to a net electrical output of 12 MW of electricity. This information was found on the website of Europlasma, along with the drawing of the plan of this plant. However, Europlasma refused to communicate the details of this ongoing construction.
2.3.2. Plasco Plasco is a private Canadian waste conversion and energy generation company based in
Ottawa, Canada. They have a demonstration plant in Ottawa. They convert MSW to energy via a process called the Plasco Conversion process. MSW is pretreated before entering the facility: materials with high reclamation value are removed from the stream to be recycled, and then the waste is shredded. The conversion chamber is the first step: gasification thanks to recycled heat converts MSW to crude syngas. The latter flows to the refinement chamber where plasma torches crack it, the product is called PlascoSyngas.
The refined syngas is then sent to the Air Pollution Control system where sulphur, acid gases, and heavy metals removed. The next step is the generation of electricity: the syngas is used to fuel internal combustion engines. Waste heat is recovered from these engines and from cooling the hot syngas in a Heat
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
27
Recovery Steam Generation unit to produce steam. This steam can be either used in a second turbine to generate more electricity (combined cycle generation) or used for district heating.
The Carbon Recovery Vessel receives ashes and residues from the gasification reactor. It is composed of a plasma torch that vitrifies ashes into a slag. Plasma heat is used to vitrify the solid and to convert any remaining compounds and fixed carbon into crude syngas, which is sent back to the conversion chamber. The slag pellets can be sold and used as road construction since they meet the leacheability standards defined by the EPA.
Figure 17. Simplified flow diagram of Plasco Conversion Process (Plasco Energy Group)
Their power plant in Ottawa, Canada is supposed to be operating since 2008. It is stated to be an 85 tpd plant constructed at the coast of $25 million. However, it was not possible to have any additional information on their process. They stated that they have another pilot plant in Spain. When contacted, Plasco Energy Group did not want to provide information about the emissions during the process.
2.4. Plasma assisted gasification
2.4.1. Alter NRG/Westinghouse Plasma Corporation Alter NRG acquired in 2006 the Westinghouse Plasma Corporation (WPC), a leader in
plasma gasification technology as applied to waste management. The non-transferred plasma torch consists of a pair of tubular water-cooled copper electrodes. The operating gas is introduced through a small slot between the electrodes.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
28
Figure 18. WPC non-transferred arc torch (Alter NRG/WPC)
These torches are used for boosting the temperature in metal melting cupolas but one of their most important applications is destruction of hazardous waste and vitrification of WTE ash. This technology has been developed much in the last decade, especially in Japan. The thermal efficiency of the WPC torches ranges from 60-75%.
The overall process developed by Alter NRG is based on a gasification reactor that incorporates the WPC plasma cupola and plasma torches. This plasma cupola is a well-proven technology and is currently used in several plants in Japan.
Figure 19. Alter Nrg plasma gasifier (Alter NRG)
The company offers different possibilities for gasification of MSW, biomass, petroleum coke, and hazardous waste to produce syngas, ethanol and/or electricity.
Contrary to the two previous companies, Alter NRG/Westinghouse has developed a plasma gasifier where the plasma jets are located at the bottom of the gasifier. Up to six plasma torches are used at the bottom of the gasifier to provide sufficient heat for the gasification to take place. A bed coke is created within the cupola using metallurgical coke (met coke) to absorb and retain the heat energy from the plasma torches and provide a skeleton that
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
29
supports the MSW feed as it descends through the gasification reactor and is converted to gas and liquid slag; this action is similar to the phenomena occurring in an iron cupola or blast furnace. The met coke is fed at the same time as the MSW and is paramount for the operation of the gasifier. The actual velocity of the plasma jet coming out of the torches is about Mach2, so we need something to lower the gas velocity and allows to evenly distributing the heat. The met coke has a very good structural integrity and is able to support the weight of the waste onto it.
This process can handle any moisture content in the MSW since it is vaporized along with the syngas.
The waste coming in should be about 10 inches in anyone size. The preferred design for the feeding of the waste into the gasifier in now from the top (contrary to Figure 19 where the feeding is done on the side). WPC will not provide any of the other units except for the gasification island, which includes the gasifier and the plasma torches system.
The process is entirely controlled by the monitoring of the temperature of the output gases. The latter should be between 1800 to 2000F, in order to prevent the tar formation and that small particles mix into the output gases.
Hence, the keys for the process control are the plasma torches. More or less heat will be added through them depending on whether we want to raise or lower the syngas temperature.
As the mix of waste and met coke is going down through the gasifier, the waste will start gasifying whereas the met coke will remain solid. The bed coke will slowly gasify but will remain at the bottom. The bed waste will lie on top of it. The only materials that will escape the bed coke are the slag and melted metals. They will be recuperated at the end. Metals are separated from the slag through an ultimate quick process.
Torches are running continuously, and after the process is steady, the energy supply can be modified. Each power torch is alimented separately, thus one torch can be shut down and modified without the need to shut down the whole process. As it is possible to wholly removed one of the plasma torch while the system is running, some valves are specifically designed so that the inside vessel gases do not escape while this process.
The gasifier is working at slightly negative pressure to avoid gaseous leaks.
The vessel into which the plasma torch is inserted is actually the proprietary design of WPC, and it is the element allowing the good operation of the gasifier (see Figure 20 below). Some air has go around the plasma torch because it is necessary that the plasma jet does not touch the walls, otherwise they would melt.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
30
Figure 20. Design of the plasma torch vessel (Alter NRG)
The inside of the vessel is walled with refractory (cement type material that provides insulation), especially at the bottom. The width and height are calculated depending on the residency time, the flow rates, adequate temperature, and heat losses.
The syngas will have at best a third of the energy content of natural gas. Hence, the turbine used has to be compatible with a lower energy gas or natural gas has to be added to make it run properly.
WPC has currently a partnership with Solar Turbines (only on paper so far) to study the use of their turbine that is compatible with the low energy content of the WPC syngas (can work on 100% syngas). The idea is to sell to clients both the gasifier and the turbine of Solar Turbine. However, if the client rather chooses to add natural gas, WPC will work with them to choose another system. .
In this review, we are interested in the Integrated Gasification Combined Cycle (IGCC, Figure 21) where MSW is gasified with addition of metallurgical coke (4% by weight) to produce syngas and then electricity via a gas turbine. Met coke is added to the heterogeneous feed in order to raise the calorific value of the feed. This IGCC design is the ultimate goal of Alter NRG, along with a 100% feed of MSW. The main difference between the classic steam cycle (Figure 22) and the combined cycle is the presence of turbines that compress the syngas instead of combusting it all in a steam boiler. In both cases, the waste heat is combusted through a steam boiler to recover more energy.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
31
Figure 21. Steam cycle (Alter NRG)
Figure 22. Integrated Gasification Combined cycle (Alter NRG)
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
32
2.4.2. InEnTec InEnTec (which stands for Integrated Environmental Technologies, LLC) is a U.S.
company founded in 1995 on the basis of plasma research that led to the development of the Plasma Enhanced Melter (PEM) combining plasma and glass melting technologies. This system has been patented since 1998 and been applied in two plants in the U.S. However, the technology was not mature enough and both of them closed due to technical difficulties with the plasma system.
The system is designed to handle different types of waste, from MSW to hazardous waste, but only solid waste, liquids and the unit because of the need to maintain a preset reacting bed height cannot process gases. This bed height will depend on the capacity of the unit and enables the adequate oxygen contact and residence time for the conversion of the solid waste to syngas.
The overall system has three components, as shown in picture 23:
A downdraft pre-gasifier, A plasma process vessel (also called the PEM process chamber), A thermal residence chamber.
Figure 23. Overall system of the Plasma Enhanced Melter (InEnTec)
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
33
The main unit in the system design is the downdraft gasifier that does about 80% of the gasification process (Figure 24), meaning that the organic portion of the feedstock is converted to syngas. During this stage, the gasification is done thanks to the steam introduced into the gasifier.
Figure 24. Typical downdraft gasifier (Belgiorno et al.)
The remaining feedstock, including inorganic material and un-processed organics pass through the moving grate of the bottom of the pre-gasifier and into the PEM process chamber.
In the PEM process chamber, there are two power systems:
A Direct Current (DC) plasma arc for high temperature organic waste destruction and gasification. The plasma arc is created between graphite electrodes, which do not constitute a plasma torch: the electrifying of the air between the electrodes directly creates the plasma arc.
An Alternative Current (AC) powered, resistance (joule) heating system to maintain an even temperature within the molten bath. This allows decreasing the power needed for the plasma arc. The plasma arc energetic consumption is 74-86% of the overall energy input while the JHS is 14-21%.
Hence, the plasma arc (the DC power system) provides the heat to the process chamber, and the joule heating system allows a good distribution of this heat within the molten bath.
During the stage of the PEM process chamber, the remaining organic portion of the waste is turned into syngas (the steam reacts with volatilized feed organics to produce the syngas), while the inorganics are vitrified and form a slag, which exits at the bottom of the molten bath. All the syngas, from both the pre-gasifier and the PEM process chamber, goes to the Thermal residence chamber. Its goal is to free the syngas from the hydrocarbons, and the residence time is about 2 seconds.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
34
The syngas leaving the Thermal residence chamber has to be cleaned and conditioned in a series of standard processes to prepare it for use in any final products.
The InEnTec pilot plant has a capacity of 25 tons per day and is located at Richland, MA. Different solid feedstocks (biomass, MSW, medical waste with different calorific values...) were tested there. The feed is shredded before entering the gasifier in order to allow a good mixing of
the waste. Some of the results are public in the report called Environmental Technology: Verification report for the Plasma Enhanced Melter(May 2002), available on the InEnTec website. This report describes the tests conditions and the result of the off-gases:
- The acid gas concentrations are reported to be below or near detection limits
- The residual CO and THC are exceeding the limits (around 100-200 ppm)
- Particulate matter is said to be low, or near detection limits for all tests
It is obvious that the components of the off gases depend on the feedstock. The dust content is significantly low as the gasifier converts only 80% of the organics and the 20% remaining are vitrifying by the PEM process chamber, contrary to a full gasification. The experiments conducted by Prof. Castaldi in his report for Waste Management showed that the emissions are about the same as in a grate-combustion waste-to-energy plant, but with a gas flow about 35% that of a typical WTE plant.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
35
CHAPTER 3 Material and energy balances for various plasma-assisted gasification processes
This chapter examines the chemical reactions and corresponding material and energy balances involved in full combustion (conventional WTE process) and partial combustion (plasma-assisted gasification process) of MSW. This will allow us to understand the energy content of the syngas that can be recovered and the electricity requirements of the plasma torches. This analysis will be based on the individual steps of each process.
3.1 Energy generation by conventional WTE process (full combustion) In the conventional WTE process, there is nearly complete combustion of the waste. As we
saw in Chapter I, we can consider a calorific value of the MSW of 10 MJ/kg or 2.8 kWh/kg. Therefore, a ton of waste contains 104 MJ or 2800 kWh of chemical energy.
In the following table (Table2), some examples of currently operating power plants are presented.
Table 2. Waste-to-energy plants (Castaldi)
Plant characteristics WTE plant per
operating unit
Shredded MSW SEMASS
Rochester MA
MSW Mass Burn Union County
MSW Mass Burn Essex
MSW Mass Burn
Tsurumi Capacity, tons/day 910 480 845 400
Combustion chamber cross sect, Area, m
66 38 32 41
Heat value of fuel kJ/kg
11630 11000 11000 10800
Heat release, MW/m 1.86 1.05 1.64 0.70 Net electricity
generation, MW/m 0.35 0.19 0.27 0.10
Comparative indices: Net power generation
kWh/ton fuel
610
550
513
440 Average heat flux on
grate, MW/m 1.86 1.05 1.64
0.70
Thermal efficiency, MWe/MWt
18.9% 18.0% 16.8% 14.7%
3.2 Gasification Processes
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
36
As stated earlier, the focus of this thesis is the gasification of waste by using thermal plasma (TP) processes, such as Europlasma, Plasco, and Alter NRG.
The only industrial scale gasification process operating on MSW feed is in Japan (the Thermoselect process). The main innovation in the processes examined here is the use of plasma to clean the syngas and vitrify the ash. Thus, for the gasification stage, we can rely on a mature enough thermal process that can be now used in waste treatment. The combination of gasification with plasma technology may improve the energy conversion efficiency, resolve issues with tars and pollutants in the syngas, and reduce the capital and operating costs of plasma-assisted WTE plants.
Gasification is a thermochemical process that generates a gaseous, fuel rich product. It is a two-stage process. First, pyrolysis occurs and releases the volatile components of the fuel at temperature below 600C (1112F). Not all the waste is vaporized in this stage; the remaining components are mainly ash and fixed carbon. In the second stage of the process, the remaining carbon is combusted with air or pure oxygen. Combusting with pure oxygen provides a syngas that is not diluted with nitrogen.
The main gasification reactions are: (Krigmont, 1999)
1) C + O2 CO2 -393 kJ/mol (exothermic) 2) C + H2O CO + H2 +131 kJ/mol (endothermic) 3) C + CO2 2.CO +172 kJ/mol (endothermic) 4) C + 2H2 CH4 -74 kJ/mol (exothermic) 5) CO + H20 CO2+ H2 -41 kJ/mol (exothermic) 6) CO + 3H2 CH4 + H2O -205 kJ/mol (exothermic)
The gasification takes place by using the recycled heat of the already burnt waste. The MSW first has to be dried and then volatilized, releasing the syngas, the carbon and the bottom ash.
Bridgwater (1995) discusses different reactors capable of gasifying wastes. Downdraft fixed beds, like the one used in the InEnTec system, is the more cost-effective one. Fluidized bed combustors are the more appropriate for MSW because they offer higher gas-solid reaction rates necessary to sustain the combustion of low-quality fuels.
With a gasification process, four types of syngas can be produced:
Low-heating value: 3.5 to 10 MJ.Nm-3 can be used to fuel a gas turbine in an IGCC system or to fuel a boiler in steam production.
Medium-heating value: 10 to 20 MJ.Nm-3 can be upgraded and used to fuel a gas turbine in an IGCC system or as a substitute for natural gas.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
37
High heating value: 20 to 35 MJ.N.m-3, can be used to fuel a gas turbine in an IGCC applications and for substitute natural gas. The difference with medium heating value is that not much upgrading is needed to produce syngas.
Synthetic natural gas. The major economic barrier to gasification is the cost of cleaning the syngas to remove
acids and small particles. In order to be used in a gas turbine to produce electricity, the syngas must be totally clean to not damage the turbine, which is extremely sensitive to the particulate matter.
The cleaning of the syngas can be done by means of a: relatively small plasma torch that cracks the gaseous products of gasification. The output is a hot syngas, carrying thermal energy with high calorific potential. It can be burnt in a gas engine to produce electricity and heat. A second plasma torch can be used to vitrify the solid products, as will be seen in the different TP processes examined in this thesis here. The vitrified products offer a reuse possibility; they result in the production of glass-ceramics and with the appropriated waste treatment can be used as a road-construction material.
These TP processes generate electricity, but some of it must be used to power the plasma torches and, in some cases, to produce industrial grade oxygen and avoid diluting the syngas with nitrogen.
Figure 25. Flowsheet of plasma assisted-gasification process.
Combining classic gasification with plasma technology allows a higher efficiency in the production of the syngas, and lower emissions, as we will see later on. Figure 26 below shows that treating the syngas with a plasma treatment instead of the traditional cleaning units creates a higher quality syngas by increasing the H2 to CO ratio.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
38
Figure 26. Efficiency of different gasification processes (Vardelle A., University of Limoges)
Another plasma-assisted process uses plasma torches to provide the heat of gasification and at the same time melts the ash into a vitrified slag. This is the plasma assisted gasification developed by Alter NRG/Westinghouse. The same syngas is generated as in the previous treatment, but it is not subjected to high temperature cracking and its composition is different.
3.3 Energy and material balance in partial oxidation of MSW The process consists of a partial combustion and gasification of the waste followed by use of the syngas to power a gas engine or turbine of assumed 50% thermal efficiency. The two steps of the overall process can be described as follows:
Gasification by means of partial combustion with oxygen (assuming no reactor heat loss): C6H10O4+3O2 = 3CO + 3CO2+ 4H2 + H2O + 1300 kWh per ton of MSW
Gas turbine combustion (assuming no turbine heat loss): 3CO + 4H2 + 3.5O2 = 3CO2 + 4H2O + 1500 kWh
Typically, from what can be observed in the processes using plasma, the syngas produced has about 30% of the heating value of natural gas. When using in a gas engine or turbine, natural gas has to be added to the syngas to raise the calorific value so that it can be processed by the gas turbine. This option is not the best one because it will increase the operational costs with the purchase of natural gas.
With 50% of thermal efficiency from the gas turbine, the electricity generated is: 1500 kWh x 50% = 750 kWh.
Furthermore, energy can be recovered from the sensible heat of the syngas as well as from the gas engine or turbine. It can be used to produce steam that can then be used to produce more electricity in a steam turbine or used for district heating.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
39
In the case of the steam turbine generator (with assumed thermal efficiency of 32%) as the steam can be assumed with 10% heat loss in the gasifier plus 10% heat loss in the steam boiler, the additional electricity that can be generated is: 1300 kWh x 80% x 32% = 332 kWh per ton of waste processes. The other possibility is that the sensible heat of the syngas is lost during quenching of the syngas.
For such a process, both industrial grade oxygen and electricity to power the torches have to be provided. The production of one ton of industrial oxygen (95% O2) requires about 250 kWh of electricity. The equation of gasification shows that one mole of combustible waste requires 3 moles of oxygen. O the basis of the respective molecular weights, we find that for 148 kg of C6H10O4, we need 3 x 32 = 96 kg of oxygen. Moreover, we saw that there is about 60% combustible in the waste stream. Thus, the amount of oxygen required to gasify one ton of MSW is: 1000 kg x 60% x 96/146 = 304 kg of oxygen. Therefore, the electricity needed to gasify one ton of MSW is: 304/1000 x 250 kWh = 75 kWh of electricity per ton of MSW processed and must be provided by the electricity generated using the syngas.
The electricity needed for cracking the syngas and vitrifying the ash depends on the capacity and the number of plasma torches. They will be studied individually in each process.
Thermodynamic considerations show that gasification of several types of waste will give the following composition of the syngas.
Table 3. Molar distribution of the off-gases (Castaldi)
CO H2 CO2 CH4 H2O HCL H2S MSW
(typical) 41.0 33.7 13.8 4.1 6.3 0.13 0.13
Carpet 33.2 43.1 6.8 8.8 4.9 0.02 0.03 Tire 56.9 18.9 1.5 22.2 0.3 0.04 0.00
Biomass 27.5 36.1 20.1 1.4 14.7 0.03 0.00 Med waste 27.9 37.8 18.2 1.8 13.7 0.03 0.65
ASR 29.8 37.4 17.3 2.1 12.0 0.00 0.64 Oil 48.8 25.6 2.2 21.1 0.6 1.61 0.00
Bituminous 55.9 23.9 4.1 12.8 1.0 1.71 0.00
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
40
Figure 27. Composition of typical syngas from gasification of MSW (Castaldi)
3.4. Energy and material balance for the InEnTec process
InEnTec does not mix other materials with the MSW, so the calorific value of the initial feedstock will be 2800 kWh/ton of waste. The waste is pre-shredded before the process.
The material and economic balances will be based on the work of Professors Castaldi and Themelis. Professor Castaldi did a complete investigation of the InEnTec process for Waste Management and provided the information shown in this thesis.
Figure 28. Composition of InEnTec syngas for gasification of MSW (Castaldi)
The main assumptions are that the syngas will carry about 90% of the initial energy feedstock, accounting for 10% thermal loss in the gasification reactor. This energy is composed of 80% chemical energy and 20% thermal energy. So far, the thermal energy, that is the sensible and latent energy of the syngas, is not being recovered. In this analysis, I will consider that only the chemical energy is used. The thermal losses of the process have to be assumed. This was done on the basis of the Thermoselect process. Thermoselect is a gasification process and the steps are similar to the ones of plasma-assisted gasification, except for the plasma heat. According to the Castaldi and
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
41
Themelis analysis of Thermoselect, the thermal losses of converting waste to syngas are 400 kWh/ton of MSW processed.
The calculation gives us a gross energy per ton of MSW processed:
- 90%*80%*2800 kWh = 2,016 kWh - Minus heat losses: 2,016 - 400 = 1,616 kWh
Hence, before combustion into the gas turbine, the syngas carries a net energy of 1,616 kWh/ton of MSW.
The syngas is then combusted into a gas turbine to produce electricity. We can assume an efficiency of 50% of the process. Hence, the gross energy production of the plant for one ton of MSW processed is: 808 kWh/ton.
The energy needed for the O2 production is 75 KWh/ton as we saw earlier.
By comparison calculations with based on the data provided by InEnTec, the plasma torch electricity consumed is around 180 kWh/ton, which gives the net energy that can be recovered from one ton of MSW to be : 808 180 75 100 = 453 KWh/ton or about 450 kWh/ton.
This number could be higher if the feedstock is of higher heating value.
3.5 Energy and material balance for the Alter NRG process The process studied by Alter NRG/WPC is designed to handle a feed of 710 tpd of MSW. Their idea is to add 4% of metallurgical coke by weight to the waste to raise the calorific value and also provide support within the reactor, as discussed earlier. This process has been tested in a demonstration plant at Yoshi, Japan, built by Westinghouse Corp and Hitachi metals. It was commissioned in 1999 and stopped working in 2001, when they obtained the license for a bigger commercial plant.
The main commercial plant was built at Utashinai (Figure 29), Japan and the only currently operating on 100% MSW. It was originally designed to process 80% ASR and 20% MSW, with an original capacity of 180 tpd with 100% ASR feedstock and 300 tpd with 100% MSW (the higher the calorific value of the feedstock, the lower is the tonnage capacity). There were some operating problems, mostly because of the ASR and the mix ratio was modified to 50:50. Due to the lack of availability of ASR and the several technical issues associated with it, the plant is now operating on 100% MSW. It is working on a two-line configuration, each of 150-tpd capacity. Apparently, the two lines are never working at the same time. One is operating for some time, shut down and then only the second line is put into operation. The explanation of Alter NRG is that not enough waste is produced in the area. Hence, the scenario that is the most interesting for a commercial application (operation 95% of the time, and at full capacity) is not available for treating only MSW.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
42
Figure 29. Utashinai plant schematic (Alter NRG)
Alter NRG explained that they had issues with having enough feedstock. The plant is built on an island, and the generation of waste has decreased since the construction of the plant.
The biggest project for plasma gasification of solid waste was announced in 2006 as a partnership between Alter NRG and Geoplasma, at Ste Lucie, Florida. The initial plan was to construct a plan processing one million tons of waste per year. However, due to the lack of investors and public opposition, the project was scaled down to a 500-tpd plant (about 150,000 t/year). The structure of this plant will be a double line of gasification, each one composed of the largest plasma reactor of WPC. Their nominal capacity will be 500 tpd, but can be pushed up to 750 tpd. The double line will allow keeping the operation going with one line. .
The total process is composed of the WPC gasifier followed by more traditional units (heat recovery from the syngas, syngas cleaning system, etc.) as shown in Figure 29.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
43
Figure 30. Typical Alter NRG plant schematic
The MSW is processed along with met coke and limestone. The met coke fraction is 4% of the MSW, while that of limestone is 7.9%.
The overall input entering the reactor is shown in Figure 31, and schematized on Figure 32.
Figure 31.Input composition to WPC reactor by weight (Alter NRG)
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
44
Figure 32. Schematic of the WPC reactor
If the feed is shredded prior to entering the process, it consumes energy. In order to take
into account this step, the author referred to the work of Garrett C. Fitzgerald (Technical and Economic Analysis of Pre-Shredded Municipal Solid Wastes Prior to Disposal), who estimated the energy consumption of shredding MSW prior feeding. He considered two types of shredding device: LSHT devices that consume 3 to 11 kWh/ton of MSW and HSLT grinders that need 6 to 26 kWh/ton of MSW. In this thesis the author assumed an average consumption of 6 kWh/ton of MSW.
The MSW processed by Alter NRG has a calorific value of 11.6 MJ/kg, which is higher than typical calorific value of 10 MJ/kg for New York State. The authors calculations were based on the latter value.
The energy inputs are calculated on the basis of one ton of MSW processed, for an overall time of one hour:
MSW chemical energy: in one ton of waste: 2800 kWh. Met coke energy (LHV of coke: 32.8 MJ/kg): 1 ton*4%*32.8 MJ/kg*1000 kg/ton =
1,312 MJ or 335 kWh/ton MSW. Thermal energy provided by six 600 kW torches used in WPC reactor:
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
45
6 x 600 x 75% (plasma torches need to be water-cooled so that their average efficiency of converting electricity to heat is assumed to be 75%
Thermal energy transferred by the plasma torches: for a plant of 750 tpd (corresponding to a flow of 31.25 ton/hr), we would use a power of 6*600 kW (six Marc11 torches), thus for one ton, in one hour, we would use energy of 115. KWh.
Table 4. Energy balance of the Westinghouse process (Alter NRG)
Energy balance Inputs
In kWh
In % of total inputs
MSW 2,800 85.8 Met coke 335.8 10.3 Energy from torches 115.2 3.5 Total 3,251 100
The Juniper Consultants analysis of the WPC process explains that the temperature inside the cupola is about 2000C as the plasma plume reaches temperatures between 5,000C and 7,000C. Then, the syngas exists the cupola at 890C
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
46
Internal operation of the plant (the same as the classic WTE plant one, due to syngas compression, operation of all the cleaning units). All these uses can be assumed to add up to 100 kWh/ton (as per conventional WTE operation).
Therefore, by subtracting all these three uses of electricity from the 929 kWh generated by the gas turbine yields the net energy produced by the plant will be 617 kWh/ton, based on a MSW feedstock of LHV of 10.6 MJ/kg.
Alter NRG claims that a ton of waste produces between 1100 and 1200 kWh per ton of
waste. This is much higher than the authors approximate calculations. The NRG number may refer to the energy carried by the syngas before the gas turbines, which makes more sense.
Figure 33. Syngas composition for MSW gasified by the WPC process
However, it must be noted that all the four commercial WPC plants currently in operation are operating in a steam cycle, which considerably reduces the power output because of the lower thermal efficiency of steam turbines.
3.6 Energy and material balance for the Europlasma process
As no data is available from the plant CHO-Power in Morcenx, France, nor are the costs for construction, we will base our comparison on an analysis conducted by Sunbeam for Credit Suisse on a proposal to build a Europlasma plant in New Jersey.
The MSW is processed with 30% of the feed being shredded tires, in place of the coke used in the Alter NRG process.
The capacity of the process studied is 400 tpd, a plant availability of 340 d/year, corresponding to an availability of 90%. Thus the effective daily production is 360 tpd or 122,400 tons per year.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
47
The LHV of the waste is 2,800 kWh. Furthermore, the scrap tires have to be taken into account. For this purpose, the author used the work of Eilhann Kwon, who studied the composition of tire and the calorific value brought by them.
Table 5: Tire analysis (Kwon)
Ultimate analysis Proximate analysis (weight %) LHV (MJ.kg-1) C H N S O
84.4 6.73 0.39 1.61 1.44
Volatile Fixed Carbon Ash Metal
62.2 32.3 4.34 1.14
34.9
According to this analysis, the author calculated an approximate formula for scrap tires, taking into account the main elements of C and H: For C, we have 84.4/12.01 = 7.02 and for H, we have: 6.73/1.01 = 6.67. For hydrogen, we could have 7 or 6 atoms in the chemical formula. However, the compound C7H6 does not exist, thus the formula for tires is approximately: C7H7. The low-heating value is 34.9 MJ/kg or 9.69 kWh/kg.
. Therefore, the solid feedstock has a chemical energy content of: 2,800 kWh + 30 kg*9.69 kWh/kg = 3,091 kWh/ton MSW processed. Recovering 80% of the feedstock energy, and accounting for a 10% loss into the process, the energy content after gasification is: 2,225 kWh/ton. Assuming 400 kWh/ton of sensible heat loss, the chemical energy in the syngas is estimated to be 1,825 kWh. After the gas turbine, at thermal efficiency of 50%, the gross electricity available per ton of MSW is 913 kWh.
The net energy available depends on the plasma torch consumption. According to Sunbeam, the electric need for the plasma torches is 4,800 kWh for the total plant (400 tpd) is distributed as the following:
o 17% for the slag vitrification torch, or 800 kW o 83% for the syngas polishing one, or 4,000 kW
Hence this plant uses 48000 KWh/h for 400 tons per day, which around 20 tons per hour, then its power consumption is 4800/20 = around 240 KWh/ton.
Thus, the total electric consumption for the torches is 240 kWh/ton of MSW processed. Subtracting this amount and the plant consumption as well as the oxygen production, the net electricity per ton of MSW is: 913 240 75 100 = 498 kWh/ton or about 500 kWh/ton.
As the oxidant can be either air, CO2 or oxygen, the results in the syngas composition can be quite different, as seen in Figure 34, taken from Europlasma presentations.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
48
Figure 34. Composition of the syngas after the plasma reactor for wood pellets gasification
3.7. Plasco balances The Plasco demonstration plant in Ottawa was built in 2006. It is a two-stage process:
The traditional gasification is done in a gasification chamber at 700C, and then the syngas produced is cleaned with plasma torches at 1200C.
Then, the electricity is created from two sources: the syngas from step 1 that is combusted in a gas turbine, and the waste heat from the engines to achieve a combined cycle. (The other option is to realize a co-generation cycle, where the waste heat is directly used for district heating.)
The data provided by Plasco describes what happens to one ton of waste; however the waste they use has high moisture but also a very high calorific value (16.5 MJ/kg), which means that the waste is already sorted before processing into the gasifier.
Table 6. Plasco outputs (Plasco Energy Group)
Per ton (based on 16,500 MJ @ 30% moisture
Type
2600 Nm3 Syngas @ LHV = 4.85 MJ/Nm3 (dry basis)
150 kg Vitrified slag 5 kg Sulphur 5-10kg Salt 300 L Water (potable water standards) 1.3 kg Heavy metals and particulate
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
49
They claim that 1 MWh is produced in an IGCC cycle. However, they did not disclose the energy used for the plasma torches, the composition of the input feed, so this number could not be checked. Nevertheless, a quick calculation of the energy that may be recovered can be done, using the same calculator process as InEnTec, and the gross electricity output obtained is 808 kWh/ton.
The calculations were based on the NY waste: 2,800 kWh/ton of MSW, since s we do not know if the waste is pre-shredded or dried. The author could not obtain the plasma torches exact electricity consumption, but the SCS consultants B. Clark and M. Rogoff (NAWTEC 18, 2010) were able to calculate this electric consumption to be around 100 kWh/ton.
Hence, the net electricity per ton is: 808 100 - 75 100 = 533 kWh/ton or about 530 kWh/ton, which is much less than that stated by Plasco.
-
Technical and economic analysis of thermal plasmaassisted Waste-to-Energy
50
CHAPTER 4: Environnemental Impacts
4.1. Introduction In this chapter, the environmental impacts of the different plasma processes will be seen
and the emissions of plasma-assisted processes compared with those of traditional WTE plants.
The first noticeable difference of PA processes from classic WTE plant is that the syngas is cleaned before combustion, which is potentially more efficient than a post-combustion cleaning and should have a lower cost than post-combustion cleaning of WTE flue gas. Thus, the final emissions of the process will depend on the level of cleaning of the syngas, with the exception of NOX that will not be formed during the gasification process. However, NOx will be formed during combustion in the power generation equipment. Dioxins and furans can be avoided to due the high heat of the plasma treatment, but they can reappear during the cooling of the syngas. Quenching, i.e. rapid cooling of the syngas, avoids formation of dioxins and furans, but at the penalty the loss of the waste heat. Therefore, the emissions will be characteristics of the post-cleaning combustion, and selective catalytic reduction (SCR) can be applied to the engine/turbine exhaus